Сварка нержавейки электродом в домашних условиях инвертором
Нержавеющая сталь является наиболее предпочтительным из всех материалов, применяемых для изготовления разнообразных конструкций: болтов, крепежных систем, баков, консервных банок, арматуры и т.д. При необходимости производства или ремонта каких-либо изделий, применяется сварка электродом с помощью инвертора. Это достаточно трудная работа, которая требует определенного опыта и знаний необходимых параметров, влияющих на сварочный процесс. Для того, чтобы получить в итоге качественную работу, стоит изучить все нюансы метода сварки нержавеющей стали инвертором.
Данный аппарат для сварки стали играет роль основного источника питания для электрической дуги. Он обеспечивает качество работы, горение дуги и легкий поджиг. Главным фактором является достижение устойчивости к различным помехам. Источниками питания для сварочной дуги также могут служить трансформатор и выпрямитель. Инверторный тип аппарата для сварки был изобретен в прошлом веке и стал особенно популярным из-за своей высокой эффективности.
Особенности сварки нержавеющей стали
Нержавеющая сталь классифицируется как высоколегированный металл, так как она на 20% состоит из хрома. В ее состав могут входить никель, титан и другие элементы, благодаря которым повышается устойчивой стали к коррозии. Отличительными свойствами нержавеющей стали являются:
1. Любая высоколегированная сталь обладает более низкой теплопроводостью, по сравнению низкоуглеродистыми металлами. В связи с этим, сварка нержавейки должна происходить на пониженном токе (примерно на 20%).
2. Нержавеющая сталь обладает высоким коэффициентом линейного расширения. Поэтому, во избежание деформации, между плотными деталями материала необходимо предусматривать необходимый зазор. Также, следует учитывать момент, что в момент сварки расширение деталей происходит неравномерно.
3. Отличительной характеристикой высокохромистых материалов является межкристаллическая коррозия, что означает возможное понижение устойчивости к коррозии. Сложность состоит в том, что во время сварки края стали начинают покрываться хромом и карбидом железа. Чтобы исключить эту проблему, используется быстрое охлаждение.
Чтобы исключить эту проблему, используется быстрое охлаждение.
Методы сварки нержавеющей стали
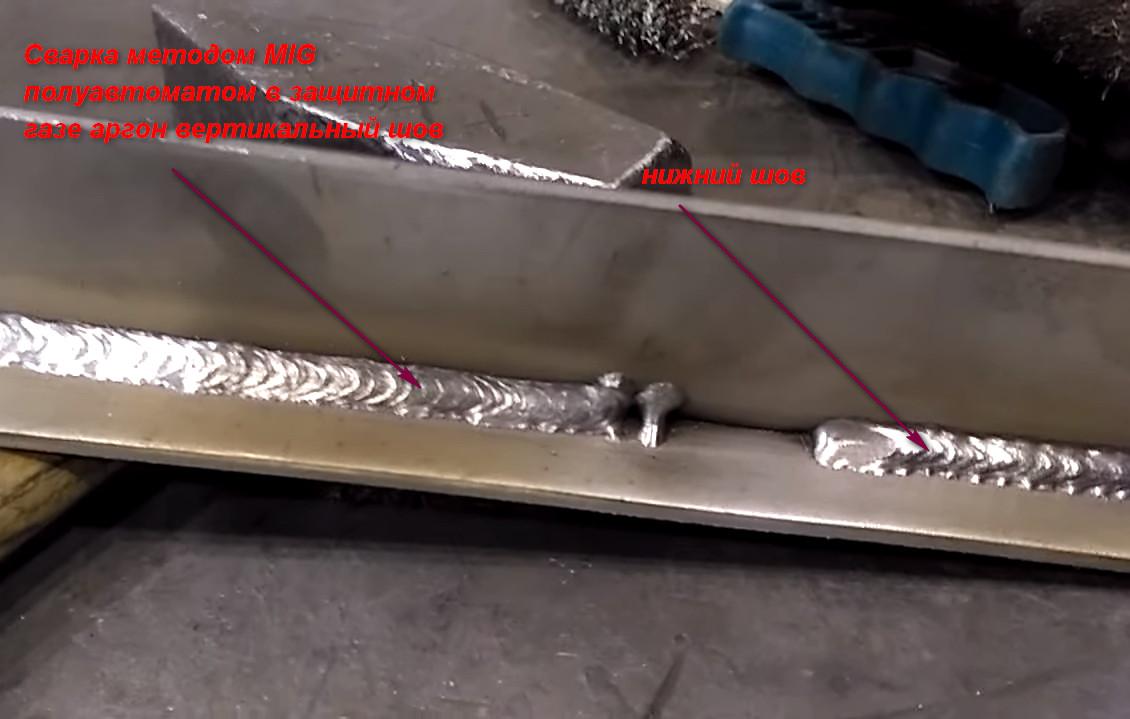
- Ручная дуговая сварка. Данный метод предусматривает использование двух видов электродов: с различным покрытием покрытием. Сварка с применением электродов, имеющих основное покрытие, производится только на обратном токе. Электроды с рутиловым покрытием (двуокись титана) можно применять как на обратном, так и на переменном токе. Эти электроды наиболее предпочтительны, так как дают возможность получения более качественной дуги и меньшего образования брызг во время работы. Более успешно электроды с рутиловым покрытием применяются в нижнем положении варки.
- В случае необходимости соединения тонкой нержавеющей стали обычноприменяется метод аргонодуговой сварки с использованием чистого аргона или аргонно-гелиевой смеси. В этом случае сварка производится с помощью присадочной проволоки либо без нее.
- Полуавтоматическая сварка применяется, когда нужно соединить толстые детали.
 Данный метод предусматривает использование аргона с минимальным добавлением кислорода (для лучшего смачивания краев шва). Существуют следующие технологии полуавтоматической сварки: с использованием короткой дуги, со струйным переносом и импульсно. Первая из них обычно используется для соединения тонкой стали. Для толстых деталей лучше подходит струйный перенос.Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги. Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.
Данный метод предусматривает использование аргона с минимальным добавлением кислорода (для лучшего смачивания краев шва). Существуют следующие технологии полуавтоматической сварки: с использованием короткой дуги, со струйным переносом и импульсно. Первая из них обычно используется для соединения тонкой стали. Для толстых деталей лучше подходит струйный перенос.Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги. Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.
 Данный метод предусматривает использование аргона с минимальным добавлением кислорода (для лучшего смачивания краев шва). Существуют следующие технологии полуавтоматической сварки: с использованием короткой дуги, со струйным переносом и импульсно. Первая из них обычно используется для соединения тонкой стали. Для толстых деталей лучше подходит струйный перенос.Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги. Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.
Данный метод предусматривает использование аргона с минимальным добавлением кислорода (для лучшего смачивания краев шва). Существуют следующие технологии полуавтоматической сварки: с использованием короткой дуги, со струйным переносом и импульсно. Первая из них обычно используется для соединения тонкой стали. Для толстых деталей лучше подходит струйный перенос.Главным плюсом импульсной сварки является хорошая возможность управления процессом: подача металла происходит импульсами (один импульс — одна капля). В результате уменьшается тепловложение и средний ток горения дуги. Кроме того, во время импульсной сварки бывает меньше брызг , что значительно уменьшает расход сварочных материалов и повышает производительность за счет меньших затрат времени на зачистку швов.Для самостоятельной сварки нержавейки инвертором вам необходимо приготовить:
- Зажимы для заземления.
- Электроды.
- Силовой кабель (не меньше 2 м.).
- Растворитель.
- Защитную одежду, маску и перчатки.
- Проволоку.Зажимы для заземления.

- Электродержатели.
- Стальную щетку.
- Силовой кабель (не меньше 2 м.)
Сварка нержавеющей стали инвертором. Инструкция
Перед сваркой необходимо тщательно подготовить и обработать поверхности к работе. Обработка нержавеющей стали практически не отличается от обработки низкоуглеродистых металлов, дополнительно следует предусмотреть зазор сварного стыка для обеспечения правильной усадки. Рабочую поверхность и кромки необходимо обработать стальной щеткой, после чего тщательно обработать растворителем (бензином или ацетоном) для удаления жира, который мешает устойчивости дуги.
Самостоятельная сварка инвертором и электродами дает возможность получения качественных сварных соединений. В случае предъявления дополнительных требований, следует приобрести инвертор, имеющий специальный режим для сварки нержавеющей стали: электроды должны соответствовать ГОСТу, поэтому вы должны разбираться в марках стали.
Для сварки нержавейки применяется ток обратной полярности. В процессе работы следует стараться меньше проплавлять швы, поэтому лучше не брать электроды с большим диаметром (они пригодятся для работы с толстыми поверхностями).
Как мы уже отмечали, ток для сварки нержавейки должен быть ниже, чем для работы с низколегированными металлами. В противном случае, покрытие электродов начнет отваливаться из-за высокого сопротивления и недостаточной теплопроводности. Для новичков это часто становится неожиданностью. После полной готовности шва нужно провести процесс охлаждения для улучшения устойчивости металла к коррозии. Для этого используются медные прокладки.
Таким образом, процесс сварки нержавеющей стали инвертором предусматривает наличие необходимых знаний и опыта. Если этого нет, не следует сразу надеяться на идеальный результат. Естественно, при сварке аргоном процесс будет происходить намного быстрее и проще, однако сварка инвертором тоже может дать неплохой результат.
Отличительной особенностью сварки нержавеющей стали инвертором является возможность ее использования независимо от пространства и ситуации. Необходимо учитывать и то, что даже опыт не дает гарантию на получение качественного результата.
Выбор инвертора и электродов
Для того, чтобы выбрать нужный инвертор, следует учесть ряд моментов:
1. Рабочий температурный диапазон. Это важный момент, так как некоторые модели инверторов рассчитаны для работы в низких температурных условиях.
2. Сила и мощность тока. Если вам нужен инвертор для сварки нержавеющей стали для работы в домашних условиях, лучше делать выбор в пользу аппарата, имеющего показатель 180 А. Показатель 200 А и выше — это уже профессиональные модели.
Выбор инвертора для сварки нержавейки — очень важный момент, так как именно он оказывает большое влияние на качество сварки.
Для правильного выбора электрода, в зависимости от толщины металла, следует воспользоваться специальными таблицами. Ошибка в выборе электрода может повлечь за собой ухудшение герметичности шва, возникновение пор, трещин и раковин (из-за вскипания металла). Только использование подходящего электрода (в зависимости от работы) дает возможность получения прочного и надежного шва. Чаще всего применяются электроды ОЗЛ-6 и ОЗЛ-8, которые можно приобрести в каждом магазине за невысокую стоимость. Использование электродов ОК 46.00, МР-3 позволяет добиться качественного и комфортного сварочного процесса и получить красивый шов.
Ошибка в выборе электрода может повлечь за собой ухудшение герметичности шва, возникновение пор, трещин и раковин (из-за вскипания металла). Только использование подходящего электрода (в зависимости от работы) дает возможность получения прочного и надежного шва. Чаще всего применяются электроды ОЗЛ-6 и ОЗЛ-8, которые можно приобрести в каждом магазине за невысокую стоимость. Использование электродов ОК 46.00, МР-3 позволяет добиться качественного и комфортного сварочного процесса и получить красивый шов.
Нужно учитывать и то, что подобные электроды не только удобные — они представляют собой определенную опасность. После завершения сварки шов остывает и от него начинает отскакивать раскаленный шлак. Поэтому, нужно быть предельно осторожным и не находиться в непосредственной близости от изделия в момент его самоочищения. Выполняя сварку, соблюдайте необходимые меры безопасности, чтобы исключить возникновение травмы глаз и сильные ожоги: обязательно надевайте маску сварщика; используйте для работы только качественный держатель электродов для защиты рук; защитная одежда должна быть из плотного и прочного материала. Если вы запаслись всем необходимым снаряжением, можете приступать к безопасной сварке нержавеющей стали в любом положении. Однако, даже находясь в таком снаряжении следует находиться как можно дальше от места отскакивания шлака.
Если вы запаслись всем необходимым снаряжением, можете приступать к безопасной сварке нержавеющей стали в любом положении. Однако, даже находясь в таком снаряжении следует находиться как можно дальше от места отскакивания шлака.
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
 В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;
В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет микротрещины. Поэтому важно правильно подбирать расходные материалы;Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов. Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Сварка нержавейки правильно подобранным электродом является гарантией надежности, прочности и долгого эксплуатационного срока готового изделия.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей. Каждый метод подразумевает применение конкретного оснащения и расходных материалов. О том, как правильно варить нержавейку электродами будет проанализировано далее.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность — обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов — 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения — 35-75 А, электрод Ø — 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка — 2 мм.;
- переменный ток, 45-85 А, Ø — 2 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
 Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода — 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка — 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня — 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника — 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать «замок», чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.

Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество — возможность проведения сварки практически во всех пространственных положениях, кроме вертикального «сверху-вниз».
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня — 2 мм. ;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка — 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения — 90-130, Ø расходника — 4 мм.
 ;
;Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут «забирать» часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 — распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
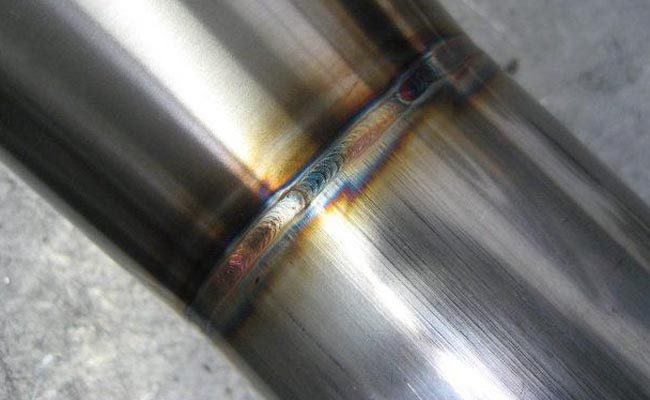
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
 Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Наличие у домашнего мастера сварочного инвертора (компактного и дружественного в применении аппарата) позволяет в бытовых условиях выполнять достаточно сложные в техническом отношении операции. К их числу относится и сварка нержавейки инвертором. Разберемся в нюансах подобного вида сварки.
Особенности инверторного аппарата
Обычные установки для сварки генерируют повышенные значения сварочного тока за счет высокой потребляемой мощности. В бытовых условиях это не только невыгодно экономически, но и опасно для обычных электрических сетей, пусковые автоматы которых, как правило, рассчитываются на токи не более 20-30 А.
Любой сварочный инвертор для сварки нержавейки предусматривает увеличение тока до требуемых значений вследствие поступательного инвертирования (преобразования) исходной вольтамперной характеристики энергоносителя. Вначале в первичную цепь инвертора поступает исходный переменный ток напряжением 220 В, который далее преобразуется в постоянный. Затем во вторичной цепи выполняется обратное преобразование, в ходе которого частота тока существенно увеличивается, а напряжение, наоборот, уменьшается. Такое преобразование происходит автоматически, по критерию стабильности горения сварочной дуги. При этом сила тока увеличивается до 150-200 А (конкретные значения определяются мощностью инвертора).
Технической особенностью инвертирования является нагрев рабочих плат, что неизбежно вследствие естественных потерь мощности. Поэтому фактический КПД любого сварочного инвертора не превышает 85-90%, а сам агрегат в процессе работы существенно нагревается. Поэтому продолжительная сварка инвертором невозможна, а каждая модель характеризуется определенным значением параметра ПВ (продолжительности включения). Для большинства моделей значение ПВ колеблется в диапазоне 35-60%, а в паспортных характеристиках всегда указывается допустимое время непрерывной работы аппарата. По тем же соображениям в конструкциях сварочных инверторов всегда предусматривается эффективная вентиляция рабочих контуров.
Для большинства моделей значение ПВ колеблется в диапазоне 35-60%, а в паспортных характеристиках всегда указывается допустимое время непрерывной работы аппарата. По тем же соображениям в конструкциях сварочных инверторов всегда предусматривается эффективная вентиляция рабочих контуров.
Таким образом, инвертор для сварки нержавеющей стали должен отличаться следующим набором опций:
- Наличием режима «Форсаж», который позволяет кратковременно снижать рабочее напряжение на дуге при одновременном увеличении силы сварочного тока.
- Значением ПВ, которое не должно быть менее 40%.
- Длиной соединительного кабеля — не более 5-6 м, поскольку в противном случае непроизводительные потери мощности резко увеличиваются, а сам кабель перегревается.
- Максимально большим диапазоном рабочих значений входного напряжений, как минимального, так и максимального: от этого будет зависеть стабильность инверторной сварки нержавейки.
Рекомендуется перед использованием/приобретением сварочного инвертора изучить инструкцию к аппарату.
 В частности, некоторые модели, имеющие лишь одну комбинированную электронную плату, качественно работать с нержавейкой не смогут.
В частности, некоторые модели, имеющие лишь одну комбинированную электронную плату, качественно работать с нержавейкой не смогут.Способы сварки деталей из нержавеющей стали
Если не брать во внимание промышленные полуавтоматические установки, то инверторная сварка нержавейки возможна двумя способами — сваркой с применением неплавящегося вольфрамового электрода (так называемый TIG-процесс) и обычной сваркой (ММА-процесс). При этом следует вспомнить, что от обычных сталей нержавейка отличается пониженной теплопроводностью, высоким показателем теплового расширения, а также более низкой температурой своего плавления. Из этого следует, что успешная сварка нержавеющей стали любой марки возможна лишь при предварительном ее подогреве. Это правило не касается малоуглеродистых нержавеющих сталей, а также деталей с толщиной менее 25-30 мм.
Разделка кромок, а также их зачистка от жировых и масляных пятен, выполняется так же, как и для всех остальных марок сталей. Более существенно — подобрать верный режим сварки, для чего придерживаются следующих правил:
- Из-за опасности поверхностного перегрева нержавеющей стали сварочный ток должен быть минимально допустимым, а скорость движения электрода по свариваемой поверхности — наибольшей. Лучше пройти то же место повторно, чем замедлять скорость перемещения электрода
- Для устранения перегрева свариваемых деталей из нержавейки с противоположной стороны шва подкладывают толстую алюминиевую или медную пластину. Перед повторным проходом поверхность этой пластины следует хорошо очистить.
- Используется только обратная полярность сварочного тока.
- Поскольку место сварного шва не защищено от активного окисления кислородом воздуха, то его сразу после сварки, удалив грат и шлаки, обрабатывают противокоррозионными пастами. Пасту выдерживают на поверхности не менее 30 мин, после чего смывают водой.
- Учитывая высокую теплопроводность нержавейки, зазор между свариваемыми деталями увеличивают до 1-2 мм.
- Выбор технологического режима инверторной сварки нержавейки устанавливают в зависимости от толщины сварочного электрода. Для наиболее распространенного электрода диаметром 33 мм ток устанавливают в пределах 75-90 В, при этом важно, чтобы напряжение на дуге не превышало 30 В.
 Лучше пройти то же место повторно, чем замедлять скорость перемещения электрода
Лучше пройти то же место повторно, чем замедлять скорость перемещения электрода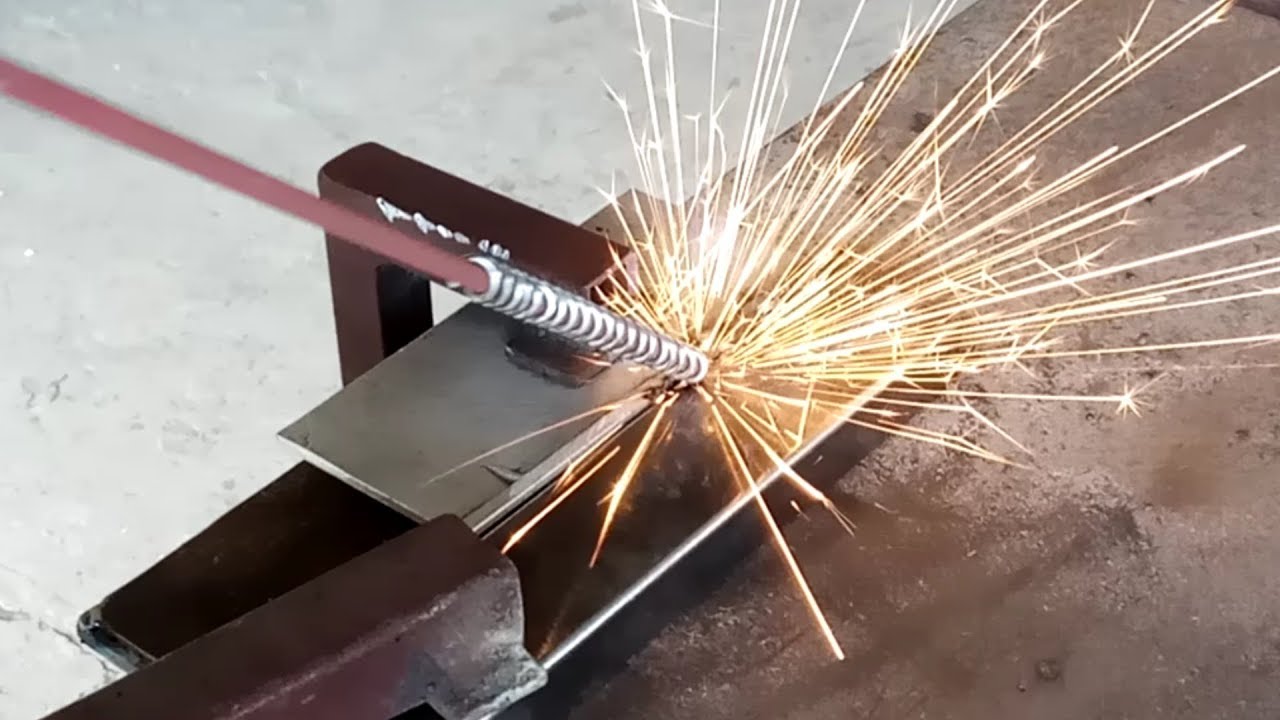
Короткая дуга при сварке нержавейки в домашних условиях определяется расстоянием между электродами: оно должно составлять примерно половину диаметра электрода. Именно в этом случае может быть достигнута максимальная глубина проплавления материала при минимальной ширине шва. Одновременно достигается и улучшенная защита сварочной ванны от кислорода воздуха.
Практическая зависимость между основными составляющими вольтамперной характеристики сварочной дуги приведена в таблице.
Следует отметить, что таким образом удобно варить лишь горизонтальные стыки. Для угловых соединений сварка инвертором на короткой дуге практически возможна, если корневые швы будут располагаться внизу.
Как варить нержавейку инвертором в домашних условиях? Лучше всего предварительно попрактиковаться на тонком листе: так легче всего научиться быстрому перемещению электрода по свариваемым поверхностям и добиться нужной прямолинейности шва.
Выбираем сварочные электроды
Электроды с традиционным покрытием для сварки нержавеющей стали не подходят: ими можно варить, используя дугу только постоянного тока. Рутиловые электроды, помимо своей повышенной универсальности, еще и предотвращают разбрызгивание жидкого металла вне зоны сварного шва. Это улучшает его качество и обеспечивает необходимую безопасность сварщику. Электроды по нержавейке для инвертора должны в полной мере обеспечивать следующие преимущества:
Рутиловые электроды, помимо своей повышенной универсальности, еще и предотвращают разбрызгивание жидкого металла вне зоны сварного шва. Это улучшает его качество и обеспечивает необходимую безопасность сварщику. Электроды по нержавейке для инвертора должны в полной мере обеспечивать следующие преимущества:
- При импульсной сварке с малыми ПВ уменьшается теплоотдача в поверхность детали;
- Снижается мощность, затрачиваемая на сварку;
- Экономно расходуется материал и снижается трудоемкость зачистки поверхности сварного шва;
- Уменьшается протяженность и глубина термически измененной зоны, что особенно важно для сварки толстолистовых изделий.
При отсутствии каких-либо особых требований к качеству сварного шва, при инверторной сварке по нержавейке подойдут электроды марок ОЗЛ-8 или ЦП-11. Более удобно, однако, работать с электродами марок ОК-45 или МР-3. Благодаря малому сродству с металлом нержавеющих сталей, такие электроды после использования оставляют на поверхности шлак, который после остывания охрупчивается, а затем легко отделяется от поверхности.
Как варить нержавейку инвертором? Начинающие сварщики считают, что с увеличением диаметра сварочного электрода производительность процесса увеличится. Но это верно лишь для работ с толстолистовыми заготовками. В остальных случаях рекомендуется принимать для работ электроды минимально возможного диаметра. Как показано в вышеприведенной таблице, при этом на дуге возникает наибольшее напряжение, что способствует стабильности ее горения.
При использовании инвертора также важно научиться правильно выставлять сварочный электрод по отношению к поверхности соединяемых изделий. Наилучшие условия для перемещения электрода создаются при угле наклона к дуге в пределах 75±5 0 .
Таким образом, для успешной сварки нержавейки с применением инвертора необходимо правильно выбрать марку электродов. В случае, если сварка должна быть выполнена с наилучшим качеством, лучше ориентироваться на специализированные марки. Для этого нужно (хотя бы примерно) установить марку материала соединяемых изделий. Например, для сварки жаропрочных сталей подойдут электроды ЭА-981-15 или ОЗЛ-9-1, а для сварки коррозионно стойких сталей — электроды Л38М, НЖ-11 или СЛ-28.
Например, для сварки жаропрочных сталей подойдут электроды ЭА-981-15 или ОЗЛ-9-1, а для сварки коррозионно стойких сталей — электроды Л38М, НЖ-11 или СЛ-28.
Сварка нержавейки электродом – способы и особенности
Нержавеющая сталь является востребованным материалом благодаря своим свойствам (коррозионностойкости и долговечности), в связи с чем часто возникает необходимость ее сварить. Однако, есть тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.
Сварка электродами по нержавейке
Варить коррозионностойкие стали непросто. Для получения качественного сварного шва достаточной прочности требуется несколько факторов:
- достаточное количество опыта у сварщика;
- правильный подбор сварочных материалов, в частности электрода.
Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
- Ручная электродом;
- Ручная аргоном.
Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве. Ручная сварка с применением электрода с покрытием считается универсальной и используется во всех отраслях.
Достоинства ММА-сварки:
- простой и легкий процесс сварки;
- высокая продолжительность работы аппаратов;
- компактные агрегаты небольшим весом;
- получение прочных сварных швов;
- подходит для самостоятельного обучения этому методу.
От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
- ESAB OK 61.30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
- AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
- ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.

Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
| Толщина металла, мм | Вид и полярность | Диаметр электрода, мм | |
| 1 | Постоянный | 30-60 | 2 |
| Переменный | 35-75 | ||
| 1,5 | Постоянный с прямой полярностью | 40-75 | 2 |
| Переменный | 45-85 | ||
| 4 | Постоянный с прямой полярностью | 85-130 | 4 |
Особенности аргонодуговой сварки:
- дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
- во время сварки нужно исключить колебания стержня. В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
 В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для этого лучше всего выбрать сварочный инвертор. Для дома подойдет аппарат, работающий от сети 220В. Небольшие габаритные размеры устройства и малый вес позволяют более комфортно работать с ним и перемещать.
Основой популярности инверторов стали доступная цена и получаемое качество сварного шва. Это привело к тому, что сварочные аппараты инверторного типа стали лидерами по продажам.
Таблица 2. Параметры для настройки инвертора
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1,5 | 40-60 | 2 |
| 3 | 75-85 | 3 |
| 4 | 90-100 | 3 |
| 6 | 140-150 | 4 |
Для сваривания применяют постоянный ток обратной полярности.
Последовательность действий при сварке инверторным аппаратом:
- Зачистить рабочую поверхность металла от ржавчины, масел, других загрязнений при помощи металлической щетки.
- Произвести разделку кромок напильником или болгаркой при необходимости (толщина металла должна быть больше 4 мм). Проводя эту процедуру, мы обеспечиваем высокий уровень проплавления и заполняемость сварочной ванны.
- Если свариваемый металл тонкий, то свариваемые края нужно плотно придвинуть друг к другу и прихватить их.
- Если свариваемый металл толще 7 мм, то мы прогреваем его до 150 С.
- Разжечь дугу.
- Провести сварку короткой дугой.
- В конце сварного шва требуется сделать “замок”, который предотвратит появление свищей и трещин.
- Дать изделию остыть.
- Затем убрать шлак со шва, после этого — зачистить.
- Отполировать и отшлифовать.
Сварка тонкой нержавейки электродом
Чтобы качественно сварить тонкий металл нужно иметь теоретическую базу знаний и достаточно опыта.
Для сваривания тонкой нержавейки электродом требуется сила тока меньше на 20% по сравнению с обычной сталью.
Правильно подобранный сварочный электрод-половина успеха при сварке. Например, для толщины заготовки в 3 мм диаметр электрода должен составлять 3-4 мм.
Длина стержня не должна превышать 35 мм, а температура нагрева металла — 500 С.
Так же как и для сварки обычной нержавейки дома, для тонкой лучше применить инвертор.
Сварка тонкой нержавейки инвертором электродом имеет некоторые правила:
- место сварки и сами заготовки не нагревать выше 150 С;
- сварка должна проходить на небольших показателях тока на достаточно высокой скорости и желательно без колебания дуги во время сварки;
- чтобы металл не смог перегреться и, как следствие, не прожегся, перед сваркой нужно подложить под заготовки металлические кусочки, которые отведут часть тепла;
- для сварки металла, толщиной менее 3 мм, разделка кромок не требуется;
- необходимо обеспечить зазор между заготовками, величиной 1-2 мм;
- после сварки не надо резко охлаждать металл.

Если вы планируете использовать в работе электрод толщиной 3 мм, то необходимо выставить ток в 80 А.
Рассмотрим, какие электроды нужны для сварки тонкой нержавейки:
- ЦЛ-11 – является одной из ходовых марок. Шов, полученный при помощи этого электрода, достаточно коррозионностойкий при неблагоприятных условиях.
- ОК 63.20 используется для металла, имеющего контакт с жидкими агрессивными неокислительными средами при температуре до 350 С.
Сварка нержавейки инвертором в домашних условиях своими руками
Сварка нержавейки инвертором является достаточно сложным процессом, который далеко не у всех получается с первого раза. Маcтер должен обладать определенными навыками, чтобы получился качественный результат. Во многих случаях все может закончиться, даже без зажигания нормальной дуги. В домашних условиях, где имеется техническая ограниченность, все становится еще сложнее. Трудности возникают даже при использовании газовой сварки, в которой все процессы происходят в три раза медленнее, чем при использовании инвертора.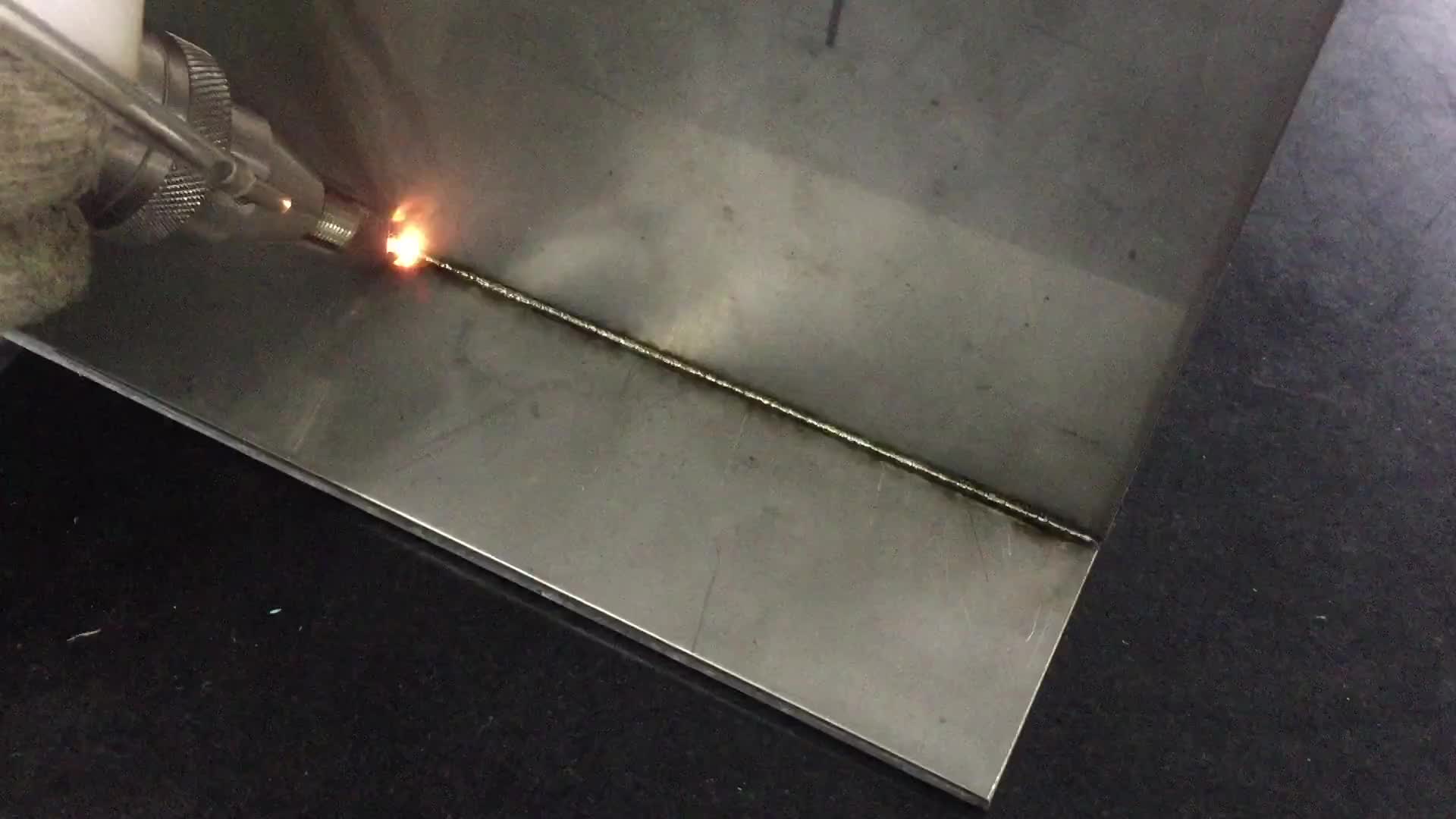
Сварка нержавейки инвертором
Основная проблема касается текучести материала, так как при образовании сварочной ванны консистенция металла больше похожа на воду, чем не тягучее вещество. Таким образом, очень сложно сделать чешуйчатую структуру шва, которая является лучшим вариантом для надежного соединения, и качество сцепления заметно снижается. При создании потолочных и вертикальных швов все становится еще более сложным, так как расплавленный металл просто стекает вниз.
Сварочный инвертор
Качественная электросварка нержавейки инвертором предполагает подбор соответствующего аппарата. Сварочный инвертор выступает в качестве источника электропитания для образования дуги. Аппарат должен стабильно работать, чтобы питание было постоянным и не меняло свои параметры во время процесса. Также должен быть удобный выбор настроек, который поможет подобрать правильное напряжение и силу тока для конкретного случая. От этого же зависит и электродами какого максимального диаметра можно будет пользоваться.
Инверторный сварочный аппарат
Не стоит забывать о легком поджиге, так как с этой операции начинается процесс и аппарат должен обеспечить необходимые условия. Чем мощнее техника, тем большие она имеет размеры, а также может работать с более толстыми металлами. В последнее время для частного использования очень популярными стали компактные инверторы. Они также обладают высоким коэффициентом полезного действия.
Принцип действия инвертора
Чтобы сварка инвертором нержавеющей стали прошла максимально качественно, нужно разобраться в принципе действия аппарата. К счастью, здесь он достаточно простой. Инвертор подключается в электрическую сеть, откуда ток подается на его выпрямитель. Из сети, как правило, поступает переменный ток, но после прохода через выпрямитель получается постоянный, но большой частоты. Это влияет на работу сварочной дуги, которая при постоянном токе становится более удобной для сварки, так как повышается ее стабильность. При работе с нержавейкой даже относительно небольшие аппараты оказываются эффективными, так как она обладает меньшей температурой плавления.
Выбор инвертора
Сварка нержавейки инвертором в домашних условиях требует правильного подбора аппарата. Одним из главных факторов является максимальная мощность, так как от нее зависит диапазон выполняемых работ. Чем больше мощность, тем на большую толщину заготовки можно проварить металл. Для домашних условий может оказаться важным и компактность, что также будет полезно и для высотных работ.
При работе с нержавейкой важна тонкая регулировка каждого параметра, чтобы подобрать действительно правильный режим работы без каких-либо погрешностей.
«Обратите внимание! Желательно, чтобы на инверторе была хорошая дополнительная вентиляция, так как даже при работе на открытых пространствах естественной далеко не всегда хватает.»
При этом стоит выбрать модель с автоматическим выключением, когда аппарата начнет перегреваться. Это существенно увеличит срок эксплуатации и убережет от преждевременных поломок. Наличие дополнительных режимов также будет не лишним.
Свойства нержавейки
Сварка нержавеющей стали инвертором предполагает учет всех свойств данного металла. Они достаточно капризны и среди них можно выделить основные:
- Коэффициент линейного расширения – данный параметр значительно превышает аналогичные показатели у других металлов. Чтобы сварка была качественной, следует обеспечить достаточно хороший зазор при соединении толстых деталей. Это поможет избежать деформации, так как расширение происходит сильно неравномерно.
- Теплопроводность – она примерно в два раза ниже, чем у сталей с низким содержанием углерода. По этой причине для сварки нужно использовать более низкие параметры тока, что составляет на 20% меньше от нормы.
- Устойчивость состава при температурной обработке – при высоком содержании хрома металл может терять антикоррозийные свойства. Чтоб избежать этого, места сварки стараются сразу охладить, чтобы не произошло изменений.
 Чтоб избежать этого, места сварки стараются сразу охладить, чтобы не произошло изменений.
Чтоб избежать этого, места сварки стараются сразу охладить, чтобы не произошло изменений.Все это регламентируется по ГОСТ 5632-72.
Свариваемость нержавейки
Сварка нержавейки инвертором не зря относится к сложным процессам, так как сам материал достаточно плохо сваривается. Здесь обязательно должен использоваться электрод из такой же по составу стали. Для обеспечения максимально качественного результата необходимо использование дополнительного флюса и следует контролировать, чтобы покрытие электрода было в нормальном состоянии.
Процесс сварки нержавейки инвертором
Особенно сложно металл ведет себя при потолочной сварке, так как он быстро растекается и велика вероятность, что все просто слетит вниз. Даже после окончания сварки могут возникнуть проблемы, которые касаются деформации и потери свойств стойкости к коррозии.
Какие электроды использовать?
Когда совершается сварка нержавейки ГОСТ 16037 80, то следует правильно подобрать расходные материалы. Среди отечественных марок электродов особой популярностью пользуются ОЗЛ-8 и ОЗЛ-6. Это распространенные и доступные всем модели.
Среди отечественных марок электродов особой популярностью пользуются ОЗЛ-8 и ОЗЛ-6. Это распространенные и доступные всем модели.
Сварочные электроды марки ОЗЛ
Также используются и электроды ОК-46 и МР-3, которые делают процесс сваривания более удобным, что повышает его качество. Данные модели могут работать как на прямом, так и на обратном токе. Две последние модели лучше выбирать, если требуется варить не только в горизонтальном положении, но и в вертикальном.
Сварочные электроды марки ОК
Электроды для нержавейки имеют свои особенности, к примеру, при остывании шва, который был сделан с их помощью, начинает отскакивать шлак. Так может происходить до полного остывания, так что следует предпринимать меры безопасности или скорее остужать данное место, если это позволяет технология. Сами электроды должны соответствовать ГОСТ 10052-75.
Пошаговая инструкция
Перед тем как начнется сварка нержавейки инвертором, следует заняться предварительной обработкой поверхностей. Следует очистить места, которые будут свариваться от налета, обезжирить их и убрать все лишнее. Это можно сделать с помощью металлической щетки и различных растворителей. При работе с нержавейкой не стоит забывать о зазоре.
Следует очистить места, которые будут свариваться от налета, обезжирить их и убрать все лишнее. Это можно сделать с помощью металлической щетки и различных растворителей. При работе с нержавейкой не стоит забывать о зазоре.
Далее следует обработать места флюсом, если таковой имеется, что должно увеличить качества свариваемости. После этого нужно выставить ток на аппарате по заданным параметрам режима. Он должен иметь обратную полярность. В лучшем случае на аппарате должен быть специальный режим для сваривания нержавейки. Сам процесс, как правило, происходят достаточно быстро.
Нужно зажечь дугу и образовать сварочную ванную. Требуется делать шов достаточно глубоко и широко, чтобы он смог связать большую площадь металла. Это обеспечит более высокую надежность. Когда шов будет сделан до конца, то можно принудительно охладить его, чтобы материал сохранил свой антикоррозийные свойства.
Предотвращаем дефекты
Одним из самых главных дефектов, который образуется по незнанию, является деформация заготовки. Когда происходит сварка нержавейки инвертором своими руками, то многие люди выставляют детали также, как и при работе с обыкновенной сталью. Но из-за неравномерного расширения на ней получается слишком большая вероятность образования дефекта. Чтобы этого не случилось, нужно делать небольшой зазор.
Распространенным дефектом может стать утрата антикоррозийных свойств. Это получается из-за структурных изменений под действием температуры. Металл теряет важные легирующие элементы, которые и позволяют сопротивляться коррозии. Чтобы этого не случилось, следует быстро охлаждать металл после сварки.
При неопытности сварщика шов может получиться неправильной формы. Фактически он соединяет детали, но проникновение оказывается не столь глубоким, что снижает его надежность. Здесь поможет только опыт работы с нержавейкой.
Финишная обработка сварных швов
Сварка нержавейки инвертором на окончательной стадии требует дополнительной обработки. Это нужно не только для внешнего вида, так как многие детали требуют хорошей обработки для эстетики, но и для проверки качества. В первую очередь нужно оббить шлак, который остался после обработки. Затем можно отполировать шов, так как зачастую он получается не столь красивым, как при работе с другими металлами.
Финальная обработка швов после сварки нержавейки
Снятие нескольких десятых долей миллиметра с детали сделает все более гладким, а также поможет выявить наличие раковин внутри сделанного шва, что может привести к проведению повторного процесса.
Сварка нержавейки: как инвертором в домашних условиях, работы по стали, какими электродами, можно ли обычным
Сварка нержавейки – достаточно сложная в реализации задача, которая обусловлена свойствами данного материала. Нержавеющая сталь широко применяется в современной промышленности, поэтому каждый сварщик обязан знать тонкости и нюансы процесса соединения.
Особенности процесса
Данный металл относится к высоколегированным материалам. Высокое содержание хрома, и прочих легирующих добавок, которое придает сплаву антикоррозийные свойства, накладывает свой отпечаток на специфику работы.
Основными факторами, препятствующими сварочным работам по нержавейке в классическом режиме, являются:
- Коэффициент линейного расширения, показатель которого выше, чем у прочих металлов. Температурное воздействие вызывает деформацию поверхности, что может привести к образованию дефектов.
- Низкая теплопроводность подразумевает использование слабого тока, для полного проплавления заготовки.
Для предотвращения появления посторонних соединений используют метод раннего охлаждения сварочной области. При этом в качестве средства снижения температуры допустимо использование практически любой жидкости, включая техническую воду.
Наиболее распространенные способы
Квалифицированный специалист знает, как сварить нержавейку несколькими способами. За время существования сплава были разработаны методы, предусматривающие использование различных режимов.
Ручная дуговая сварка
Ввиду того, электроды являются наиболее распространенным расходным материалом, сварке нержавейки инвертором и совершенствовании данной технологии, уделяется большое внимание. Несмотря на все усилия ученых, использование ручной дуговой сварки не позволяет получить соединение высокого качества. Это связано с недостатками присадочного материала, которые неспособен конкурировать с расходниками, используемыми при прочих режимах. Тем не менее, инверторные аппараты применяют при проведении бытовых работ с рассматриваемым сплавом.
Перед тем как варить нержавейку инвертором в домашних условиях, необходимо позаботится о подборе специальных электродов, флюсовое покрытие которых изготавливают на основе оксида титана или карбоната магния.
Для точного подбора расходного материала рекомендуем воспользоваться межгосударственным стандартом ГОСТ 10052-75, в котором собраны все электроды для соединения высоколегированной стали.
Аргонодуговая и полуавтоматическая сварка постоянным и переменным током
Использование неплавящегося вольфрамового электрода, с защитой зоны расплава аргоном, позволяет получить надежный и прочный шов. Благодаря этим качествам, аргонодуговая сварка применяется при монтаже труб, работающих под давлением, на различных предприятиях.
Особенности данного способа:
- Работы выполняются как постоянным, так и переменным током.
- Образование дуги происходит на специальной плите, а не рабочей поверхности, во избежание загрязнения шва вольфрамом.
- Все рабочие параметры подбираются исходя из толщины свариваемой детали.
- Уровень легирования электродной проволоки должен превышать аналогичных показатель рабочей поверхности.
- Цикл соединения требует точности движения электрода – малейшее отклонение от траектории чревато окислением расплавленного шва.
По окончанию работ запрещено сразу отключать подачу защитного газа, во избежание окисления раскаленного электрода и сварочной области.
Полуавтоматическим аппаратам особенно удобно выполнять сварку тонкой нержавейки, ввиду слабого температурного воздействия на поверхность, по сравнению с прочими видами электросварки.
Лазерная сварка
Передовая технология соединения металла, отлично зарекомендовала себя в машиностроительной и автомобильной промышленности. Процесс сопровождается яркими визуальными эффектами, а полученный шов обладает рядом положительных качеств:
- прочность,
- мелкая зернистость,
- точность.
Дополнительным преимуществом является направленное воздействие луча, что позволяет сохранить околошовную зону в целостности.
Оборудование для выполнения работ очень дорогое, поэтому способ не получил широкого распространения.
Прочие способы
Прочие технологии сварки нержавещей стали имеют отличительную особенность: для их использования необходимо создать определенные условия, в которых нераспространенные методы будут эффективны. К ним относят:
- Холодный способ. Стыковка элементов выполняется под большим давлением. Особенностью является отсутствие необходимости в каких-либо присадочных материалах. Наблюдая за процессом, создается впечатление, что заготовки вдавливаются друг в друга.
- Точечный метод. Применяемое оборудование универсально – оно способно одинаково эффективно работать с различными тонкостенными изделиями, независимо от материала изготовления.
Сварка нержавейки электродом в домашних условиях
Начинающие мастера не знают, как сваривать нержавейку в домашних условиях. Специалисты советуют использовать агрегат инверторного типа, для выполнения работ дома, виду большей стабильности электрической дуги.
Требования к подготовке рабочей плоскости и финишной обработке будут описаны ниже. Процесс сваривания не отличается от технологии соединения с другими металлами. Самое главное – правильный выбор электрода. От этого зависит качество будущего соединения.
Выбор электродов
Прежде чем определиться, каким электродом варить нержавейку, разберемся в технологии процесса. Материал изготовления стержня должен соответствовать базовой поверхности, для равномерного расплавления электродного и основного металлов.
Тонкости процесса
Независимо от того, как и чем сваривать нержавейку, необходимо соблюдать следующие правила, которые помогут получить качественное соединение:
- Заблаговременно подготовьте жидкость, которой будете охлаждать поверхность по завершению работ.
- Амперные характеристики должны быть ниже на 20 %, относительно сварки прочих сортов стали.
- В процессе соединения контролируйте величину зазора, ввиду высокого линейного расширения сплава.
- Длина используемых электродов не должна превышать 350 мм, по причине высокого сопротивления нержавейки.
Если пренебречь хотя бы одним пунктом, риск дефекта сварного шва будет очень велик.
Каким должно быть качественное оборудование и материалы?
Состав рассматриваемого сплава может отличаться, в зависимости от сферы его применения. Массовая доля хрома составляет 13-20 %. Рабочие характеристики необходимо подбирать, исходя из свойств нержавейки, состав которой не всегда возможно определить в производственных условиях.
Работа наугад не способна порадовать высоким качеством шва, поэтому рекомендуем приступать к свариванию только после получения химического анализа состава.
Предварительная подготовка поверхности
Подготовка заготовки к соединению состоит из следующих этапов:
- Рабочую область очищают от посторонних элементов ручным или механическим способом.
- Для стабилизации дуги поверхность необходимо обработать поверхность обезжиривающей жидкостью любого типа.
- Для облегчения финишной отделки деталей, нанесите на заготовку специальный состав, препятствующий налипанию брызг расплавленного металла. При использовании качественных средств, время на конечную очистку свариваемой области сводится к минимуму.
Перед выполнением работ убедитесь в наличии достаточного зазора. Он обеспечивает правильную усадку материала.
Финишная отделка
Технология выполнения сварки нержавейки требует обязательной обработки места соединения после завершения работ. В противном случае шов будет очагом образования коррозии, что негативно влияет на качественные характеристики.
Существует несколько основным способов финишной отделки поверхности, которые выбирают исходя из текущих возможностей:
- Механическая обработка. С этой задачей лучше всего справляются специальные металлические щетки с ворсом различной жесткости. Использование угловой шлифовальной машины позволяет ускорить процесс.
- Пескоструйная обработка. Оптимальный метод очистки, применение которого не всегда возможно, ввиду значительной стоимости основного и вспомогательного оборудования (пескоструйный аппарат и пневматический компрессор). Широко используется на крупных промышленных объектах.
- Шлифовальные работы. Применяются для улучшения визуальных качеств соединения.
Вышеперечисленные процедуры направлены на очистку поверхности, не влияя на качественные характеристики. Для защиты от коррозии и прочих вредных факторов выполняют следующие действия:
- Травление шва. Обработка контакта химически активными составами, в качестве которых чаще всего используют кислоту, позволяет избавиться от окалины, образовавшейся в процессе сварки. Это снижает риск появления коррозии.
- Пассивация. Нанесение на поверхность специального раствора, который способствует образованию тонкой пленки. Цель технологии пассивации – повышение коррозионной устойчивости.
Перечень финишных процедур, которые применяют к нержавеющей стали, подробно описан в межгосударственных стандартах, что подчеркивает их важную роль в технологической цепочке.
При соединении разнородных материалов, например нержавейки и черного металла, основная проблема заключается в смешивании расплавленных металлов. После кристаллизации такой шов не будет обладать должными качественными свойствами.
Тонкость заключается в использовании специальных электродов для работы с легированными составами, которые прокаливают перед сваркой.
Необходимо создать условия, при которых массовая доля основного металла будет как можно меньшей.
Заключение
Сварка нержавеющей стали – достаточно сложная работа, которая имеет свои особенности, в зависимости от режима работы и толщины изделий. Применение качественных материалов на всех стадиях процесса позволит получить качественное соединение.
Сварщик 6-го разряда Бондарев Анатолий Федорович. Опыт работы – 17 лет: «Я достаточно часто сталкиваюсь со сваркой нержавейки и дома, и на работе. При простых работах, к качеству которых не предъявляют высоких требований, можно использовать обычные покрытые электроды для инверторов. На производстве, как правило, работаем аргонодуговой сваркой, как наиболее надежным методом соединения».
Загрузка…Сварка нержавеющей стали электродом — Все о сварке
Такой материал как нержавеющая сталь достаточно часто применяется в промышленности и в быту. Нержавейка не подвластна ржавлению, характеризуется длительным сроком службы и хорошо пригодна для водяных фильтров, различных емкостей и т.д. Многие выбирают этот металл для создания систем отопления или водопровода.
Однако, случаются ситуации, когда изделия дают течь, а специальное оборудование отсутствует. Тогда единственно верным решением является – сварка нержавейки электродом.
Именно о том, что представляет собой этот процесс и как правильно варить нержавейку электродом мы расскажем в этой статье.
Содержание статьи
- Отличительные особенности материалов из нержавейки
- Способы сварки
- Выбор электродов
- Область применения
- Технология сварки
- Сварка нержавеющей стали в домашних условиях
- Защита сварочного шва
Отличительные особенности материалов из нержавейки
Основная характеристика, которой отличается нержавеющая сталь – это устойчивость к коррозионным процессам. Благодаря этому свойству, многие изделия, которые изготавливаются из нержавейки применяются для работы с водой и под высоким давлением. Как варить нержавейку электродом знают опытные сварщики, поэтому у них сварка труб или других элементов не вызывает сложностей. Совсем иначе дело обстоит с начинающими сварщиками, главная проблема, с которой им предстоит столкнуться – это течь, которая образуется после того как шов остывает. Для того, чтобы справиться с течью и сделать ровный и качественный шов, следует быть очень внимательным и аккуратным.
Прежде чем приступать к сварке, необходимо ознакомиться со всеми свойствами нержавеющей стали.
В первую очередь стоит отметить, что данный металл отличается высоким коэффициентом расширения. Это означает, что когда изделие будет нагреваться, дистанция между молекулами будет возрастать, а при остывании наоборот оно будет стягиваться до исходных пропорций. Если шов будет сделан из другого металла, то это чревато трещинами, а то и вовсе его разрывом.
«Совет! Подбирайте качественный стержень электрода, который обеспечит хорошую взаимосвязь между нержавейкой и другим дополнительным металлом»
Еще одной проблемой, с которой можно столкнуться в процессе сварки электродами по нержавейке, является низкая температура плавления этого металла. При сильном нагреве, участок, который подвергся такому процессу как сварка электродами, попросту перегреется и все его антикоррозийные свойства исчезнут. В итоге в том месте, где проводилась сварка, образуется ржавчина. В связи с этим, особенно важно включить правильный режим сварки и вести шов в шахматном порядке. Соблюдая эти правила, ваше изделие будет застраховано от перегрева.
Следующий нюанс заключается в том, что если кислород попадет в сварочную ванну, то на поверхности шва образуется газ и могут возникнуть крупные поры. Если произойдет такая реакция, то сварить металл будет просто невозможно. Для того, чтобы избежать этого, уделите особое внимание защите сварочной ванны от окружающей среды. Это можно сделать при помощи защитного газа или посредством обмазки электродов. Каждый из этих методов приведет к образованию газового облака в зоне сварки.
Способы сварки
В настоящее время выделяется несколько способов, позволяющих сваривать нержавейку.
Осуществить сварку нержавеющей стали в домашних условиях можно тремя методами:
– Сварка электродами. Такой вид отличается тем, что плавящийся электрод становится материалом, из которого делается шов. Такой способ подходит для сварки и обычной стали и тонкой нержавейки, и в данном случае процесс сварки осуществляется специальным сварочным аппаратом – инвертором.
– Аргоновая сварка с вольфрамовым электродом. В данном случае с помощью электрода плавится металл заранее выбранной детали. Он и будет выступать в качестве материала, из которого будет производиться шов. Сварку с применением аргона можно осуществить еще одним способом. Для этого для сварки используется присадочная проволока, в которой функцию защиты сварочной ванны выполняет инертный газ – аргон.
Вольфрамовые прутки для сварки
– Полуавтоматическая сварка плавящимся электродом. Такой вид сварки производится в газовой среде.
Выбор электродов
Чтобы качественно и надежно сварить нержавеющую сталь, важное внимание стоит уделить выбору электродов.
Данные проводники должны иметь следующие характеристики:
- небольшое температурное расширение,
- они должны быть упругими,
- должны хорошо проводить тепло и быть износоустойчивыми,
- у них должно быть специально покрытие, которое предназначено для работы с нержавейкой.
Выбор электродов в строительных магазинах и на рынке достаточно большой. Широкой популярностью пользуются электроды ОК 67.60 шведской фирмы ESAB. Среди отечественных производителей электродов выделяются марки ОЗЛ-8 и ЦЛ-11. Цена на такие электроды ниже, чем на импортные, но в процессе сварки требуют особой внимательности и профессионализма от человека, выполняющего работу.
В таблице представлены основные показатели, которые должны соблюдаться при сварке металла, разной толщины.
Толщина металла, мм
Род тока
Сила тока,А
Диаметр электрода или проволоки, мм
Скорость прохождения, см/мин
Напряжение, В
Расход аргона, л/мин
1
Постоянный
30..60
2 или 1,6
12 – 28
11…15
2,5…3
1
Переменный
35…75
2 или 1,6
15 – 33
12…16
2,5…3
1,5
Постоянный
40..75
2 или 1,6
9 – 19
11…15
2,5…3
1,5
Переменный
45…85
2 или 1,6
1 – 14
12…16
2,5…3
4
Постоянный
85…130
4 или 2,5
–
11…15
10
Область применения
Сварка нержавейки инвертором нашла свое активное применение как в домашних условиях, так и в промышленных, на производстве.
Сварка труб из нержавейки электродами будет актуальная только в случае необходимости создать короткие швы. Ручная дуговая сварка часто используется в следующих видах работ:
- изготовление малогабаритных деталей,
- монтаж конструкций из металла,
- наплавка,
- применяется в случае, когда необходимо избавиться от дефектов на небольших участках шва.
Подводя итог вышеизложенного, стоит еще раз подчеркнуть, сварка нержавейки электродом производится только в том случае, если работа будет не очень масштабной.
Технология сварки
В отличие от обыкновенной стали, для сварки тонкой нержавейки электродом, нужно гораздо меньшее количество тока (на 20%).
«Обратите внимание! Если вы осуществляете сварку толстого металла, то между заготовками обязательно должен присутствовать зазор. Иначе могут образоваться трещины.»
Длина электродов должна быть не более 35 см. Если будет задан неверный температурный режим, то материал может лишиться своих антикоррозийных свойств. Температура нагрева не должна превышать показатель 500°С.
Сварка нержавеющей стали в домашних условиях
Для того, чтобы шов получился и качественным, в процессе сварки нержавейки следует придерживаться следующих рекомендаций:
- Для того чтобы соединить сталь из нержавейки нужно применять ток обратной полярности. В процессе сварки обращайте внимание на шов. Если он не проплавляется, значит он выполнен верно.
- В сварном стыке следует оставлять маленький зазор.
- Сварка нержавеющей стали при помощи обычного электрода обычно свойственна для проведения работ дома. Если вам надо скрепить толстые поверхности, то нужно использовать электроды больше диаметра.
- Для того чтобы верно определить нужную величину сварочного тока, воспользуйтесь таблицей, которая представлена выше. В ней указаны все нужные значения, исходя из толщины материала. Обычно, для того чтобы получить качественное и прочное соединение, нужно использовать ток с минимальным значение 20% от тока, который используется для сварки низкоуглеродных сталей.
- По завершению работы по изготовлению шва, нужно выждать некоторое время, пока он остынет. Благодаря этому сталь будет устойчива к коррозионным процессам.
- Для охлаждения шва используйте медные прокладки.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
Как выполняется сварка нержавейки в домашних условиях? — moyakovka.ru
Сверка нержавейки — это достаточно трудоемкая, но вполне выполнимая в домашних условиях процедура. Сплавы, содержащие до 25% никеля и аналогичное количество хрома, достаточно легко взаимодействуют друг с другом. Подобные сплавы отлично соединяются и с другими металлами, за исключением магниевых и алюминиевых сплавов.
Перед тем как приступить непосредственно к сварке деталей необходимо стальной щеткой зачистить поверхность кромок.Однако при выполнении этой работы необходимо обращать свое внимание на тот факт, что при нагреве до 500-700 градусов некоторые никелированные сплавы способны выделять карбиды. Степень их выделения напрямую зависит от продолжительности обработки. Поэтому время работы должно быть как можно меньшим.
Что нужно знать о сварке нержавеющей стали?
При самостоятельном выполнении сварки нержавейки следует учитывать отличия ее физических параметров от соответствующих свойств углеродистого проката. Так, к примеру, удельное электрическое сопротивление нержавейки выше примерно в 6 раз, а точка плавления на 100 градусов меньше. Теплопроводность этого металла составляет порядка 1/3 от соответствующего значения углеродистого проката. А показатель теплового расширения по длине больше примерно на 50%.
Самостоятельная сварка нержавейки может быть выполнена в соответствии с одним из нескольких методов. В случае если толщина металла превышает 1,5 мм, то, как правило, применяется ручная дуговая сварка вольфрамовыми электродами. Для сварки тонких листов и труб используется метод дуговой сварки, выполняющийся при помощи плавящихся электродов в инертном газе.
Наиболее распространенными являются такие методы сварки:
Схема аргонной сварки фольфрамовыми электродами.- вольфрамовыми электродами в аргоне;
- покрытыми электродами;
- полуавтоматическая аргонная сварка проволокой из нержавейки.
Кромки деталей нужно соответствующим образом подготовить к обработке. Подготовка почти такая же, как и в случае с низкоуглеродистой сталью, за одним лишь исключением — сварочный стык должен иметь зазор, благодаря которому будет обеспечена свободная усадка швов.
Перед началом работы поверхности кромок следует зачистить до блеска при помощи стальной щетки. Рекомендуется промыть их растворителем. Хорошо подходят ацетон и авиационный бензин. Растворитель удалит жир. Это исключит образование пор в шве и предотвратит снижение устойчивости дуги.
Вернуться к оглавлению
Сварка с помощью паяльника
Если объем предстоящих работ сравнительно небольшой, то для сварки нержавейки можно использовать паяльник. При этом вам понадобится:
Схема сварки паяльником.- электрический паяльник на 100 Вт;
- трубка;
- напильник или наждачка;
- паяльная кислота;
- трос из стали;
- оловянный припой для работы со сталями.
Подготовьте паяльник на 100 Вт и флюс. Приобретать для работы с нержавейкой паяльник более высокой мощности не имеет смысла. В качестве флюса хорошо подойдет паяльная кислота. Позаботьтесь и о том, чтобы у вас под рукой был оловянно-свинцовый припой.
Зачистите место соединения. Для этого вам понадобится наждачка или напильник. После завершения очистки нужно будет нанести паяльную кислоту с дальнейшим обслуживанием. В том случае, если обслуживание не выходит (т.е. если припой не пристает к поверхности нержавейки), разогрейте поверхность, повторно нанесите паяльную кислоту и повторите попытку обслуживания.
Если и повторная попытка не дала ожидаемого результата, рабочую поверхность следует обработать при помощи специальной щетки. Ее можно сделать своими руками. Для этого вам понадобится кусок трубки диаметром порядка 0,5 см. Поместите в него тонкие жилы от стального троса. Нанесите кислоту на участок пайки, а затем одновременно поднесите к нему паяльник и щетку. Начинайте водить сразу двумя инструментами.
После того как с нержавейки будет удалена оксидная пленка, приступайте к соединению деталей при помощи паяльника и флюса.
Для такой работы лучше всего использовать жидкотекучий флюсованный припой с высокими капиллярными свойствами и невысокой рабочей температурой поверхности. Подобный припой отличается достаточно высокой пластичностью и раскислительными параметрами, которые очень кстати при сварке нержавейки.
Вернуться к оглавлению
Пошаговая инструкция по сварке покрытыми электродами
Схема покрытого электрода.Эта методика сварки нержавейки обеспечивает нормальное качество швов даже без особого опыта со стороны исполнителя. Если у вас нет высоких требований к качеству соединения, то можете использовать именно этот способ сварки.
Покрытыми металлическими электродами, которые могут использоваться для такой работы, являются электроды ЦЛ-11, ОЗЛ-8 и НИАТ-1. Рекомендуется использовать такие электроды, которые смогли бы обеспечить главные эксплуатационные качества сварного шва — значительную жаростойкость, устойчивость к коррозии и хорошие механические показатели.
Сварка выполняется при помощи постоянного тока обратной полярности. Нужно стараться обеспечить меньшее проплавление шва. В этом случае используются электроды небольшого диаметра, имеет место очень низкая тепловая энергия. Сила тока — приблизительно на 20% ниже, чем для сварки обычной стали.
Большой ток использовать не рекомендуется. Электроды имеют высокое электрическое сопротивление и довольно низкую теплопроводность. Из-за этого их покрытие может перегреться. Такие электроды плавятся гораздо быстрее, чем обыкновенные стальные. Будьте готовы к этому, если вы впервые будете заниматься сваркой нержавейки.
В целях сохранения коррозионных характеристик шва важно обеспечить его быстрое охлаждение.
Для этого применяется обдувание воздухом или медные прокладки. В случае применения хромоникелевой стали аустенитного класса охлаждение может быть выполнено при помощи воды.
Вернуться к оглавлению
Руководство по сварке вольфрамовыми электродами
Схема сварки полуавтоматической горелкой.Этот способ обычно применяется при сваривании очень тонкого металла, а также в тех случаях, когда нужно получить высококачественный сварной шов. Сварка вольфрамовыми электродами отлично подходит для работы с трубами из нержавейки, используемыми для перемещения газов и разнообразных жидкостей под давлением.
Сварка выполняется в инертной среде переменным либо постоянным током прямой полярности. В качестве присадочного вещества лучше всего использовать проволоку с более высоким показателем легирования, чем основной металл. Работа выполняется без колебательных движений, т.к. они могут нарушить защиту области варки, в результате чего металл шва окислится, а стоимость сварки увеличится.
Зачистка обратной стороны шва выполняется поддувом аргона от воздуха. Важно не допустить того, чтобы вольфрам попадал в сварочные ванны. Лучше всего зажигать дугу на угольной либо графитовой пластинке или использовать бесконтактный поджог.
Чтобы снизить расход материалов для сварки, не выключайте подачу защитного газа сразу же после завершения процедуры. Сделайте это примерно через 15 секунд. Благодаря этому интенсивное окисление нагретых электродов будет исключено, а срок их службы увеличится.
https://moyakovka.ru/youtu.be/Zw_GFTYbGik
Вернуться к оглавлению
Что делать после выполнения сварки?
Сварка нержавейки имеет ряд особенностей. Если вы не учтете их во время работы, то могут появиться определенные дефекты швов. Например, спустя некоторое время после завершения работы в зоне сварных швов может образоваться «ножевая» коррозия.
Под воздействием высокой температуры из-за аустенитной структуры швов могут появиться горячие трещины. Главной причиной хрупкости шва является высокая температура и стигматации. Для предотвращения образования таких трещин следует применять присадочные материалы, которые позволяли бы создавать высокопрочные швы. Содержание феррита в составе не должно быть менее 2%. Не нужно выводить кратеры на основной металл.
При автоматической сварке работа обычно выполняется на уменьшенных скоростях. Рекомендуется делать меньше подходов. Использование короткой дуги и повышение скорости существенно снижают вероятность появления деформаций и делают сварку менее дорогой. На устойчивость нержавейки к воздействию коррозии хорошо влияет сварка, выполняемая на максимальной скорости.
https://moyakovka.ru/youtu.be/dc2C1LSOoek
Таким образом, при выполнении сварки нержавеющей стали в домашних условиях нужно учитывать состав и свойства материала и знать, какой способ лучше всего использовать в каждом конкретном случае. От этого напрямую зависит результат. Удачной работы!
Сварка тонкой нержавейки инвертором — Яхт клуб Ост-Вест
Сварка нержавеющей стали – процесс, требующий определенных навыков. Особенности материала могут поставить в тупик даже опытного сварщика, привыкшего работать с традиционными материалами.
Чтобы сварка по нержавейке получилась с хорошим результатом, необходимо знание материала.
Особенности нержавеющей стали, влияющие на процессы сварки
Для придания стали антикоррозийных свойств, материал легируется. В качестве добавочных присадок применяется проверенный материал, имеющий 100% устойчивость к ржавчине – хром.
Массовая доля этого материала в сплаве может достигать 1/5 части.
Кроме того, в состав качественной нержавейки добавляется никель, молибден и другие материалы, осложняющие образование классической сварочной дуги.
Примеры сварки тонкой нержавейки простым инвертором ММА
Какие факторы осложняют сварочный процесс:
- Нержавеющая сталь имеет слабую теплопроводность. В сравнении с обычным составом, этот показатель ниже на 50%. Поэтому следует уменьшить ток на 15%-25%. Это непривычно для сварщика.
- При нагреве железо и хром вступают в химическую реакцию, в результате чего выделяется большое количество карбида. Если не охлаждать зону сварки, железная часть сплава полностью теряет стойкость к коррозии. Причем это не сплошная поверхность, покрытая ржавчиной, а межкристаллическое окисление. Коррозия проникает внутрь, полностью разрушая изделие.
- Избыточное расширение при нагреве. При сварке тонкой нержавейки, изделие покрывается волнами, которые невозможно устранить. Заготовки большой толщины могут расшириться настолько, что конструкция деформируется. Поэтому требуется обеспечить зазор между деталями.
- Рекомендуется присадочная проволока для сварки, выполненная из нержавейки. Если зазор слишком велик – могут образоваться пустоты внутри шва.
Сварка нержавейки в домашних условиях с помощью инвертора
Поскольку тонкие листы нержавейки представляют наибольшую сложность для сварки, разработаны особые технологии, учитывающие особенности материала. Оба способа работают в среде инертного газа, причем расход аргона при сварке нержавейки не выше, чем при сварке алюминия.
- Сварка короткой дугой. Наиболее щадящий режим для листовой нержавейки, однако, требует большого опыта
- Импульсная сварка полуавтоматом. Каждый импульс тока сопровождается дискретной подачей проволоки. За один импульс образуется одна капля. Края листа не успевают покоробиться от температуры, а шов получается ровным, и практически не требует после сварочной обработки.
Еще большее качество шва дает сварка полуавтоматом нержавейки в среде углекислого газа.
Вы можете обойтись без различных ухищрений, единственное условие – скорость проведения работ. Подачу проволоки следует ускорить, а шов вести быстро и энергично.
Принцип тот же – зона вокруг сварки не успевает нагреться и покоробиться.
Вообще, полуавтомат предоставляет более широкие возможности при работе с таким сложным материалом.
Потренировавшись на ненужных обрезках нержавейки, вы быстро приобретете необходимый опыт.
Еще один хороший способ варить нержавейку это сварка полуавтоматом в среде углекислого газа, смотрите подробное виде
Сварка нержавейки электродом в домашних условиях
Полуавтомат – достаточно дорогое удовольствие для домашнего применения. Чаще всего дома применяют обычный недорогой инвертор.
Делимся секретами или сварка нержавейки штатным инвертором – видео
Технология позволяет варить с высоким качеством, используя специальные электроды. Однако инверторная сварка по нержавейке требует определенных условий:
- Ни в коем случае не перегревать место шва и всю заготовку. Надо стараться не выходить за температуру 200°С
- Можно использовать толстые медные пластины для теплоотвода
Если вы работаете с инвертором, обязательно потренируйтесь перед началом ответственных работ. Освойте толстые заготовки из нержавейки со средними токами сварки.
Когда вы прочувствуете темп прохождения шва короткой дугой, постепенно переходите на более тонкие листы, уменьшая значение тока.
Электродами 3 мм и малыми токами работать по нержавейке достаточно сложно. Не начинайте варить «в чистовую», пока не поймете, что освоили технологию.
Шлифовка после сварки
Если вы изготавливаете утилитарное изделие (бак для воды, канистру, трубопровод) придание «товарного вида» после сварки необязательно.
Достаточно удалить черные шлаки и провести элементарную шлифовку.
Шлаки удаляются с помощью травильной пасты или кислоты. Чтобы кислота не стекала по поверхности, не нуждающейся в обработке – ее необходимо загустить.
Например – деревянными опилками. Затем растворенный шлак обильно промывается проточной водой, а место сварки насухо вытирается.
Шлифовка производится стандартными средствами – абразивными кругами. Никакой технологии нет, просто зачищаете поверхность до ровного слоя.
Особое внимание уделяете отсутствию мелких раковин на поверхности шва.
Полировка нержавейки после сварки
Другое дело, если вы варите декоративную деталь, где требуется эстетичный внешний вид. Место сварки шлифуется несколькими кругами от крупнозернистого до «бархатного», для выведения шва.
Все неровности удаляются шарошками маленьких размеров. Затем происходит классическая полировка обычным войлочным кругом. Можно использовать пасту ГОИ, или иные современные средства.
Сварка нержавейки инверторами различных типов – видео
Вывод:
Сварка нержавеющей стали относится к трудоемким операциям. Однако при наличии опыта и правильных расходных материалов, варить нержавейку можно даже в домашних условиях и самым обычным инвертором.
Для бытовых и промышленных нужд нержавейка имеет популярность и достаточно широкое применение. Но как происходит сварка нержавейки электродом, как проводить шов, каким пользоваться сварочным аппаратом?
Обладая антикоррозийными характеристиками металл используется под тару для химической продукции, посуды для бытовых нужд, фильтров очистки воды и других изделий. Для увеличения времени эксплуатации некоторые хозяева делают из нержавеющего металла отопительные системы, незаменима она при производстве полотенцесушителей.
Характеристики и особенности, свойства металла
Производство по свариванию данного металла в большой степени отличны от работы с простым железом. Основная часть деталей из нержавейки предназначаются для эксплуатации с жидкостями, находящимися под разной степенью давления. Основной проблемой сварщика являются протечки, возникшие после охлаждения сварочных швов. Как варить нержавейку электродом несложно определится изучив характеристики данного материала.
Эта сталь имеет достаточно большую степень расширения, во время нагревания молекулы отходят друг от друга на большее расстояние, чем у иных типов железа. Во время охлаждения сваренная деталь стягивается до изначальных габаритов.
Инородное железо, находящееся в самом шве с меньшим коэффициентом расширения, при остывании способствует порывам, оставляющим микротрещины, которые протекают после сварки. Чтобы избежать таких последствий следует выбирать качественные электроды, дающие возможность качественного совмещения свариваемого и наплавляемого металла.
Следующей проблемой сварки электродами нержавеющей стали является ее невысокий температурный режим плавления. Высокая температура от сварочной дуги приводит к перегреву места сварки и способствует испарению легирующих включений, отвечающих за антикоррозийные характеристики.
Из-за этого проведя сварку нержавейки электродом в домашних условиях, через некоторое время обнаруживается коррозия в местонахождении сварочного шва. Поэтому следует правильно подбирать режим работы аппарата и шов производить слева направо и сверху вниз поочередно, для предотвращения перегрева в зоне нахождения шва.
Также проблемой является реакция углерода на появление в сварочном месте кислорода, что способствует образованию газа в зоне застывающего шовного соединения и появлению значительных пор. Подобная проблема ведет к тому что электросварка нержавейки электродом становится невозможной.
Для предотвращения подобного явления место сварки должно быть максимально защищено от внешней среды с помощью защитного газа или специальной обмазки электродов, которая создает вокруг свариваемого места облако газа.
Типы используемых электродов
Чтобы узнать, как правильно варить нержавейку электродами, изначально нужно знать, что ее технически возможно сваривать и простыми электродами. Ели нет необходимых деталей тогда для сварки тонкой нержавейки электродом умелые мастера применяют подручные материалы.
Но следует учесть при использовании обычных электродов, качество шовного соединения становится намного меньше и применять такую технологию в промышленном производстве нельзя. Нужно использовать для сварки труб из нержавейки электродом, изделия с особым покрытием, предназначенным для работы нержавеющим материалом.
Марки наиболее часто применяемых электродов
- Тип «ЦЛ-11» относится к достаточно дорогим изделиям покрытым особой обмазкой. Отлично изолируют место сварки от наружных воздействий, сталь стержня электрода прекрасно вплавляется металл нержавейки и сохраняет надежное соединение.
- Марка «НЖ-13, применяя эти изделия вы создаете надежное соединение, обладающее ударной вязкостью не менее 125 Дж/см, не дает образовываться межкристаллитной коррозии. К достоинствам относится: образование небольшой толщины шлака, отпадающего самостоятельно после остывания шовного соединения. Это позволяет значительно уменьшить время обработки при больших объемах работ.
Технологический процесс
Процесс работ по свариванию нержавеющего материала имеет свою технологию, как сваривать нержавейку электродом указано ниже.
Процесс производится следующим образом:
В первую очередь производится зачистка свариваемых поверхностей от грязи, маслянистых отложений, красочного покрытия и т. д. Присутствие таких веществ излишне вспенивает место наложения шва.
При соединении металлических пластин толщиной более 5 мм производится разделка кромок. Методом изготовления скосов в 45 градусов и зазором в 1 мм, при сварке изделий меньшей толщины подобная подготовка не производится.
Благодаря плотности совмещения деталей шов получается привлекательны и исключаются подтеки с обратной стороны. По окончании сварки металл не рекомендуется поливать водой остывать он должен постепенно и самостоятельно.
Сварочные аппараты, режимы работ
Сваривание деталей из нержавеющей стали ведется на разных устройствах, но к лучшим относятся – работающие на постоянном токе. При использовании такого аппарата материал для присадки идеально вплавляется в сварочный шов, и он выглядит красиво и гладко.
Если нет аппарата, работающего на «постоянке», рекомендуется воспользоваться для сварки нержавейки электродом инвертором. Такой аппарат питается от высокочастотного переменного напряжения. Используя требуемые по инструкции электроды и оперативно проводя дугу по поверхности, получите ровный шов с красиво наваренным металлом.
Если на объекте не имеется постоянного тока, вполне возможна работа на инверторе, питающимся от переменного напряжения с большой частотой. Используя требуемые высококачественные электроды и быстро проводя дугу, вы получите гладкую поверхность с аккуратно наваренным металлом. Сварочный процесс на трансформаторном токе также возможен, но отличается наплывами, поэтому применять его не рекомендуется в ответственных местах.
Для особо ответственных случаев лучше воспользоваться аргонно-дуговой сваркой с применением специальной проволоки, что обеспечит качественный результат.
Для получения качественного шва вы теперь знаете, как варить электродом по нержавейке с соблюдением технологии сварки, какой аппарат более подходит и какие приобретать электроды.
Интересное видео
Подскажите,варит инвертор нержавейку или нет? Решил попробовать,взял бачок от стиральной машины,пошёл к соседу(сварщику)взял электрод нержавейку и не чего не получилось.Дугу вообще не поймаешь, добавляю ток опять дуги нет и бачок жжёт электрод 3-ка
Какой аппарат «справится» с нержавейкой?
Для сварки нержавеющих сталей нужен аппарат с хорошо выпрямленным током или встроенным осцилятором. Поэтому о сварке нержавейки должно быть указано в паспорте, а заодно и тип электродов. Идеальный вариант для работы с нержавейкой (а также с алюминеем, титаном) – сварка неплавящимся электродом в среде аргона. Из нашей продукции( ВЗЯТО С КАКОГО-ТО САЙТА) с нержавейкой «справится» «ТОРУС-200» . Для него достаточно приобрести аргонодуговую горелку и балон с аргоном.
likhac написал :
Подскажите,варит инвертор нержавейку или нет? Решил попробовать,взял бачок от стиральной машины,пошёл к соседу(сварщику)взял электрод нержавейку и не чего не получилось.Дугу вообще не поймаешь, добавляю ток опять дуги нет и бачок жжёт электрод 3-ка
тут дело может быть и в инверторе и в электродай или и в том и в другом
попробуйте электроды для переменного тока – например ок 61.30
Сварка нержавеющих сталей
Выбор метода сварки зависит от марки стали и назнаения, и не во всех случаях получаются равнозначные механические и коррозионные свойства. При определении режимов сварки необходимо учитывать склонность основного металла и металла шва к растрескиванию, что связано с физическими свойствами и структурными изменениями, протекающими в процессе нагрева металла под сварку, процессами, протекающими во время плавления и застывания литого металла, и процессами, протекающими при охлаждении в сварном шве.
В тех случаях, когда требуется высокая коррозийная стойкость при сварке и последующей термической обработке сварных соединений, нужно применять такие режимы термической обработки, при которых обеспечиваются эти свойства.
Сварка хромистых нержавеющих сталей мартенситного класса
Хромистые нержавеющие стали склонны к подзакалке на воздухе, которая в сильной степени зависит от концентрации углерода. Лучше всего сваривается нержавеющая сталь с очень низким содержанием углерода.
Хромистые стали обладают меньшей теплопроводностью, меньшим коэффициентом линейного расширения по сравнению с углеродистой сталью и способностью к подзакалке при охлаждении, что связанно с объемными изменениями и приводит к возникновению больших сварочных напряжений. Эти напряжения могут быть очень высокими и привести к появлению трещин и разрыву сварных соединений. Чтобы этого избежать и сгладить резкие перепады температур, металл (трубы, нержавеющий круг или лист) подогревают перед сваркой до 250-3500 С.
В качестве электродов при сварке хромистых сталей чаще всего применяют аустенитные стали, у которых образуется более вязкий сварной шов.
Сварка ферритных сталей
При сварке этого типа сталей сварные швы получается хрупкие и часто растрескиваются. Поэтому сварку сталей следует производит в подогретом состоянии при температуре примерно 2000 С, но разогрев металла во время сварки должен быть минимальным. Лучшие результаты получаются при электродуговой, чем при газовой сварке. После сварки сварное соединение рекомендуется нагреть до 720-7800 С и быстро охладить.
Сварки с 15-17% Cr иногда при сварке подкаливаются. Чтобы это избежать, рекомендуется применять стали с присадкой титана или ниобия, а в случае стали с 13% Cr – с присадкой 1% Al.
Сварка нержавеющих аустенитных сталей
Аустенитные стали обладают пониженной температурой павления, более низкой теплопроводностью и высоким коэффициентом линейного расширения, чем углеродистые стали. Поэтому при сварке этих нержавеющих сталей расплавление идет быстрее с большим перепадом температуры от шварного шва к остальному металлу. Нестабилизированные титаном или ниобием стали при сварке приобретают склонность к межкристаллитной коррозии и тем больше, чем выше содержание углерода. Стабилизированные стали не склонны к межкристаллитной коррозии, но при повышении содержания углерода они могут приобретать способность к поражению ножевой коррозией концентрированной азотной кислоте. Все это необходимо учитывать и особенно следить за скоростями сварки и охлаждения при сварке сталей первой группы. В тех случаях, когда требуется особо высокая коррозийная стойкость, проволока нержавеющая или другие сварные изделия из нестабилизированных сталей следует подвергать закалке при 1050-11500 С с последующим быстрым охлаждением. Когда такая термическая обработка исключается, следует применять сталь с очень низким содержанием углерода или стабилизированные нержавеющие стали.
Так как аустенитные стали имеют высокий коэффициент линейного расширения, они при очень медленной сварке дают большое коробление. Поэтому целесообразно сварку вести с более высокими скоростями и быстрым охлаждением, что часто осуществляется благодаря применению охлаждающих накладок или накладок из меди и подкладок под сварной шов.
«H» по сравнению с «L» и типы покрытия
Q: У меня есть новый проект по изготовлению стеллажа печи, сделанного из нержавеющей стали 304H, и в спецификациях сказано, что нужно сваривать его электродом E308H. Однако у меня уже есть несколько стержневых электродов E308 / E308L, и я хочу знать, могу ли я использовать их вместо них? В чем разница между 308, 308L и 308H? На самом деле у меня есть две марки электродов E308 / E308L, у одного типа есть «-16» после 308 чисел, а у другого — «-17». Что это значит?
A: Во-первых, обратите внимание, что электрод по классификации Американского сварочного общества (AWS) E308 предназначен для сварки аустенитных типов нержавеющей стали.Таким образом, в данной статье рассматривается только этот тип. Хотя аустенитные нержавеющие стали очень распространены, существуют также ферритные, мартенситные, дуплексные и дисперсионные типы нержавеющих сталей.
Ответ на ваш первый вопрос: нет, электрод из нержавеющей стали E308 / E308L не предназначен для использования на основном металле AISI типа 304H. Вам необходимо использовать электрод E308H. Причина будет объяснена в ближайшее время. Что касается вашего второго вопроса, то «308» — это особый тип нержавеющей стали.Обычно он используется для изготовления сварочных электродов и для соединения обычных типов аустенитных нержавеющих сталей, таких как 301, 302, 304 и 305. Обозначения «H» и «L» указывают на конкретный состав электрода. Более конкретно, они относятся к процентному содержанию углерода в электроде, с электродами «H» на верхнем конце и электродами «L» на нижнем конце диапазона углерода электрода. Электрод из нержавеющей стали типа E308 должен содержать максимум 0,08% углерода (C) по весу. Однако электрод E308H должен иметь не менее 0.04% C, максимум до 0,08% C. Содержание углерода в диапазоне 0,04–0,08% обеспечивает более высокий предел прочности на разрыв и ползучесть при повышенных температурах. В основном они используются в промышленном оборудовании при высоких рабочих температурах (иногда выше 2 000 ° F (1093 ° C). Поэтому электрод E308H будет подходящим выбором для вашего проекта стеллажа печи. И наоборот, электрод E308L может иметь не более 0,04 ° C. % C. Электроды типа «L» иногда называют типами «ELC» (сверхнизкое содержание углерода).Более низкое содержание углерода помогает минимизировать повреждающее воздействие на коррозионную стойкость зоны термического влияния (т. Е. Сенсибилизацию), вызванное осаждением межкристаллитного карбида. Чаще всего они используются для сварных деталей, которые работают в тяжелых коррозионных условиях при температурах ниже 800 ° F (427 ° C)
Обратите внимание, что конкретный электрод может быть и часто классифицируется по двойному принципу. Его можно было классифицировать как E308 / E308L или E308 / E308H. Марка 308 имеет более широкий диапазон углерода, поэтому, если содержание углерода в конкретном электроде попадает в более жесткие требования к уровню углерода L или H, он также соответствует более общим требованиям 308.Однако у вас никогда не может быть электрода, классифицированного как E308L / E308H, поскольку один электрод никогда не может иметь содержание углерода, которое соответствует как нижнему, так и высокому пределу углеродного диапазона. Также обратите внимание, что обозначения углерода «H» и «L» могут относиться к другим типам аустенитных нержавеющих сталей, кроме E308. Некоторые примеры включают E309H, E309L, E310H, E316H, E316L и т. Д.
| Ваш третий вопрос относится к типу покрытий, которые доступны для металлических дуговых электродов, экранированных из нержавеющей стали.Есть три типа покрытия: «15», «16» и «17». Электрод «15» имеет покрытие на основе извести и предназначен только для полярности DC +. Они имеют более легкий шлак, чем два других типа, и используются для сварки во всех положениях, при этом некоторые электроды этого типа используются в основном для сварки вертикально вниз. Электрод «16» имеет покрытие на основе диоксида титана или рутила и может использоваться как с полярностью постоянного, так и переменного тока. Электроды размером 5/32 дюйма (4,0 мм) и меньше часто используются для всех положений сварки. Обратите внимание, что существует также классификация «26», которая аналогична покрытию типа «16», но для более высоких применений осаждения и ограничивается только ровным и горизонтальным положением.Электрод «17» имеет покрытие типа диоксид кремния-диоксид титана и является модификацией покрытия 16, в котором часть диоксида титана заменена диоксидом кремния. Их также можно использовать как с полярностью постоянного, так и переменного тока. Дополнительный силикон в покрытии действует как смачивающий агент, увеличивая текучесть лужи. Это особенно полезно при работе с нержавеющей сталью, поскольку она имеет тенденцию иметь более вязкий сварной шов, чем углеродистая сталь. Электроды семнадцати типов создают более плоский профиль валика, чем два других типа, и часто используются для сварки в плоском и горизонтальном положении.Однако для сварки во всех положениях можно использовать электроды размером 5/32 дюйма (4,0 мм) и меньше. Обратите внимание, что при вертикальном движении вверх медленнее замерзающий шлак потребует более сложной техники плетения, чем при использовании электрода типа 16. | |
— Проволочные электроды
]]> Железо Вступление Материалы Не Железо Материалы Вариации- Металл Перевод Оборудование Мощность Поставлять Экранирование Газы Проволока Электроды Безопасность Сварка Методы Сварка Условия Экономика Сварка Дефекты Миг Место Сварка Столы 6 ЭЛЕКТРОДЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ При выборе подходящего провода для сварка нержавеющей стали, как правило, нужно учитывать меньше факторов как: 1) Экранирование газы обычно ограничиваются Ar-1% 0 2 для струйной дуги и A-1025 для короткой дуги.Все провода могут быть используется с любым газом. 2) Провода по большей части выбираются в соответствии с химическим составом основного материала. 3) Уровни раскислителя не имеют большого значения. В Таблице 5-3 * перечислены химические требования и обозначения для всех нержавеющих сталей провода, на которые распространяется спецификация Американского общества сварки A5.9. В отличие от углеродистой и стальной проволоки, здесь не предъявляются требования к механическим свойствам сварного шва металл. Некоторые из наиболее часто используемых Ниже приведены классификации проводов и их предполагаемое использование: ER308L (Arcaloy 308 / 308L) — Провода этих типов можно использовать для сварки 304 нержавеющая сталь.Хром и никеля идентичны. Более низкое содержание углерода снижает любую возможность осаждения карбидов и возможная межкристаллитная коррозия. Содержание углерода менее 0,04%. ER308LSi (Arcaloy 308Si / 308LSi) — Сходный химический состав и тип свариваемых материалов как ER308L. Тем не мение, более высокий уровень кремния улучшает характеристики смачивания металла шва, особенно когда Ar- 1% 0 2 используется защитный газ.Если разведение опорной плиты обширно, высокое содержание кремния может вызвать большая чувствительность к трещинам, чем низкая содержание кремния. Это происходит из-за того, что сварной шов полностью аустенитный или низкий. феррит. ER309L (Arcaloy 309 / 309L) — Используется для сварки тип 309 и 309 из нержавеющей стали. Их можно использовать для сварки нержавеющая сталь марки 304 в тяжелых условиях будут встречаться условия коррозии и для соединения низкоуглеродистой стали с тип 304 нержавеющая. ER316L (Arcaloy 316 / 316L) — Используется для сварки нержавеющей стали марки 316.Добавление молибдена делает этот проволочный электрод применим для высокий уровень эксплуатации там, где требуется сопротивление ползучести. Содержание углерода меньше 0,04%. *Таблица 5-3 появляется в конце книги. Продолжение на следующей странице … Электроды из нержавеющей стали| Главная | Интернет-магазин Afrox
AFROX предлагает широкий ассортимент электродов из нержавеющей стали. Broswe наш онлайн-каталог для нашего ассортимента
Afrox 316L представляет собой низкоуглеродистый электрод с покрытием на основе 19% хрома, 12% никеля и 3% молибдена и рутила.
Afrox 309L представляет собой низкоуглеродистый электрод с рутиловым покрытием, содержащим 23% хрома и 12% никеля.
Afrox 308L — низкоуглеродистый электрод с рутиловым покрытием для высококачественной сварки нержавеющей стали с содержанием 19% хрома и 9% никеля.
Afrox 310 представляет собой универсальный электрод с рутиловым покрытием на основе 25% хрома и 20% никеля.
Batox Cu (904L) дает полностью аустенитный низкоуглеродистый металл шва с молибденом и медью, с хорошей устойчивостью к коррозии в серной, фосфорной и других неорганических и органических кислотах.
Afrox 312 — это низкоуглеродистый электрод с рутиловым покрытием, содержащий 29% хрома и 9% никеля.
Afrox E3CR12 — электрод с сильным покрытием из сплава 13% хрома, пригодный для сварки в любом положении ферритных сталей с содержанием 13% хрома.
Просмотрите наш онлайн-каталог, чтобы найти широкий ассортимент электродов из нержавеющей стали Inox.
Supranox — рутиловый высоколегированный сверхнизкоуглеродистый (ELC) для хромоникелевых сталей с содержанием 19% хрома, 12% никеля и 4% молибдена.
E16.8.2-15 — низкоуглеродистый электрод с рутиловым алюмосиликатным покрытием.
Информация о неподдерживаемых браузерах
www.Лучше всего просматривать afroxshop.co.za в последних версиях браузеров. Если ваш браузер более старый, у вас могут возникнуть проблемы с просмотром многих функций нашего веб-сайта.
Следующие браузеры не поддерживаются:
Internet Explorer — версия 8 и ниже
Firefox — версия 37 и ниже
Chrome — версия 44 и ниже
Safari — версия 7 и ниже
или аналогичное программное обеспечение браузера.
Сварка аустенитной нержавеющей стали TIG
Эта статья впервые появилась в выпуске IMPO за сентябрь 2012 года.
Используется ли аустенитная нержавеющая сталь в оборудовании для химической обработки, теплообменниках или в производстве продуктов питания и напитков (также называемая нержавеющей сталью серии 300), она становится все более распространенным материалом во многих отраслях промышленности. Отчасти это связано с коррозионной стойкостью материала и его относительно высокой прочностью на разрыв. Он также обладает хорошей пластичностью, чтобы выдерживать ряд условий эксплуатации и температур.
Тем не менее, аустенитная нержавеющая сталь создает определенные проблемы в процессе сварки.Во-первых, он плохо проводит тепло, а также склонен к тепловому расширению во время процесса сварки, что может привести к деформации и растрескиванию. Эти факторы также делают GTAW-сварку предпочтительным процессом для сварки аустенитной нержавеющей стали, поскольку она создает достаточно узкую зону термического влияния. Кроме того, аустенитная нержавеющая сталь склонна к выделению карбидов, что снижает коррозионную стойкость аустенитной нержавеющей стали.
С такими проблемами неизбежно возникают вопросы о том, как лучше всего выполнять сварку GTAW аустенитной нержавеющей стали.Здесь вы найдете ответы на часто задаваемые вопросы:
1. Что такое осаждение карбида и как его предотвратить?
Осаждение карбида возникает, когда хром, который был добавлен в сталь для придания ей свойств коррозионной стойкости, соединяется с углеродом с образованием карбидов хрома. Это происходит при температуре примерно от 800 до 1400 градусов по Фаренгейту (от 426 до 760 градусов по Цельсию). Помимо изменения зернистой структуры сварного изделия, осаждение карбида также снижает устойчивость материала к коррозии.
Контроль подводимого тепла и скорости движения являются ключевыми факторами в предотвращении осаждения карбида.
Во-первых, полагайтесь на «правило силы тока» при GTAW-сварке аустенитной нержавеющей стали. Используйте один ампер сварочного тока на каждую тысячную дюйма толщины материала.
Также поддерживайте постоянную скорость движения, чтобы предотвратить осаждение карбида. Переместите горелку и добавьте присадочный металл со скоростью, обеспечивающей сварной шов, примерно в два раза превышающий размер используемого вольфрама.
2. Есть ли что-нибудь особенное, что я должен учитывать в отношении защитных газов?
Использование защитного газа правильного типа и количества является ключевым моментом при сварке аустенитной нержавеющей стали, а также еще одним способом предотвращения выделения карбидов. Как правило, аргон — лучший выбор для сварки этого материала, особенно более тонкого. Для более толстых датчиков добавление небольшого процента водорода позволяет увеличить скорость движения. Когда приложение требует сварных швов с полным проплавлением, обычно рекомендуется обратная продувка (покрытие обратной стороны сварного шва защитным газом).
Вы можете рассмотреть возможность использования газовой линзы при GTAW-сварке аустенитной нержавеющей стали, особенно если она толщиной 1/4 дюйма или меньше. Газовые линзы обеспечивают отличное охлаждение за счет более равномерного распределения защитного газа вокруг вольфрамовой дуги, дуги и сварочной ванны.
Независимо от того, используете ли вы газовую линзу, поддержание соответствующей продувки защитным газом имеет решающее значение для защиты сварного шва от загрязнений. Используйте одну секунду продувки на каждые 10 ампер сварочного тока, который вы используете во время сварки.
3. Вольфрам какого типа мне следует использовать?
При сварке аустенитной нержавеющей стали можно использовать двухпроцентный церированный, 1,5- или 2-процентный лантат и торированный вольфрам. Для достижения наилучших результатов вам следует измельчить вольфрам до острия, так как эта форма позволяет сварочному току легче переноситься на основной материал и создает более стабильную дугу.
Для предотвращения загрязнения, которое может привести к блужданию дуги, рекомендуется шлифовать вольфрам только на алмазном или боразоновом шлифовальном круге, предназначенном только для этой цели.Отшлифуйте конус вольфрама до диаметра электрода не более чем в 2,5 раза (например, если вы используете электрод 1/8 дюйма, отшлифуйте конус длиной от 1/4 до 5/16 дюйма).
Когда пришло время сваривать, выдвигайте вольфрам не дальше измерения внутреннего диаметра чашки. Например, с чашкой номер 6 (внутренний диаметр 3/8 дюйма) вы должны удлинить вольфрам только на 3/8 дюйма. Исключением из этой рекомендации является использование газовой линзы; в этой ситуации вы можете немного расширить вольфрам.
Примечание: если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль, имеет соответствующую систему вентиляции на станции измельчения и соблюдайте предупреждения, инструкции и паспорт безопасности материалов производителя.
4. Как предотвратить искажение?
Вообще говоря, аустенитная нержавеющая сталь склонна к деформации из-за ее чувствительности к тепловому расширению. Эта проблема возникает из-за относительно локальной зоны термического влияния (ЗТВ), которая при охлаждении медленно передает тепло окружающему металлу и вызывает его деформацию.
Хорошая защита от деформации при GTAW-сварке аустенитной нержавеющей стали — это конструкция соединений, зажим и частое выполнение прихваток.
Во-первых, когда это возможно, создайте конструкцию соединения, которая может минимизировать количество сварочных проходов, необходимых для завершения сварки. Это сводит к минимуму общее тепловложение и, как следствие, искажения. V-образная канавка, модифицированная V-образная канавка, U-образная канавка или J-образная канавка — все это жизнеспособные варианты конструкций соединений. Зажим или фиксация свариваемых деталей из аустенитной нержавеющей стали также хорошо помогает предотвратить деформацию, особенно при GTAW-сварке более тонких деталей, которые легче деформируются.Наконец, подумайте о том, чтобы делать небольшие частые прихваты вдоль свариваемого стыка, чтобы защитить его от деформации.
Также следует учитывать общую скорость движения и тепловложение, чтобы предотвратить деформацию.
5. Какой тип присадочного стержня мне следует использовать?
Точный тип аустенитной нержавеющей стали, которую вы свариваете GTAW, определит, какой присадочный пруток вам следует использовать. При принятии решения также важны конструкция соединения, применение сварки и параметры сварки.Обычно присадочные стержни из аустенитной нержавеющей стали доступны в диаметрах от 0,035 до 5/32 (от 0,9 до 4,0 миллиметра).
По возможности лучше всего подбирать присадку и основной материал, чтобы сохранить целостность сварного соединения по сравнению с основным материалом. Например, при сварке нержавеющей стали 316 или 316L вы должны использовать присадочные прутки 316 и 316L соответственно. В особых случаях необходимо отличать присадочный стержень от основного материала, чтобы подчеркнуть определенное свойство или характеристику (например,грамм. превышают прочность присадочного прутка к основному материалу). На рис. 1 показаны различные варианты присадочного стержня.
В качестве примечания: при GTAW-сварке аустенитной нержавеющей стали толщиной более 18 калибра всегда следует использовать присадочный пруток.
6. Какой источник питания лучше всего использовать?
Наилучшим выбором для сварки аустенитной нержавеющей стали является источник постоянного тока с прямой полярностью, также называемый DCEN или отрицательным электродом постоянного тока.
Для более тонкой аустенитной нержавеющей стали (калибр 16 или меньше) рассмотрите возможность использования инверторного источника питания. Инверторы обеспечивают более высокую скорость перемещения, поэтому вы уменьшаете количество тепла, попадающего в обрабатываемую деталь. Инверторы также обеспечивают расширенные возможности импульсного режима с более высокими частотами импульсов, которые фокусируют дугу и создают более узкую HAZ. Это целенаправленное тепловложение снова помогает уменьшить искажения. Использование высокочастотного пуска также создает узкую дугу, которая полезна при сварке аустенитной нержавеющей стали.
При сварке аустенитной нержавеющей стали толщиной более 16 мм хорошо подойдет стандартный источник постоянного тока с высокочастотным зажиганием дуги. Вы также можете использовать импульсные возможности инвертора для материала этой толщины.
Другие вопросы?
Как и любой другой материал, аустенитная нержавеющая сталь требует особого внимания в процессе сварки GTAW. Тем не менее, несмотря на его тенденцию к деформации и образованию отложений карбидов, преимущества использования этого материала — особенно его коррозионная стойкость — намного превосходят существующие проблемы.И если при сварке аустенитной нержавеющей стали вы столкнетесь с другими вопросами или проблемами, помимо указанных здесь, есть ресурсы, которые могут вам помочь. Проконсультируйтесь с вашим местным дистрибьютором сварки или производителем оборудования.
Вы можете связаться с нами на сайте www.weldcraft.com.
РУКОВОДСТВО ПО ПРИКЛЮЧЕНИЮ СВАРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ —
Сварка нержавеющей стали создает ауру, которая в конечном итоге пугает многих новичков, даже не попробовав ее. Даже когда я собирался попробовать сварку в первый раз, многие люди в Интернете и даже в реальной жизни советовали мне быть очень осторожным, и насколько это сложно.Я хочу попытаться охватить все основы , связанные со сваркой нержавеющей стали , что, я надеюсь, придаст вам больше уверенности в решении этой проблемы.
Можно ли сваривать нержавеющую сталь приклеиванием? Хотя сварка нержавеющей стали может столкнуться с некоторыми осложнениями, если вы примете необходимые меры предосторожности, такие как выбор правильного электрода и правильная очистка заготовки, вам не о чем беспокоиться. Метод, который вы выберете, также зависит от нескольких факторов, таких как предполагаемый результат, уровень навыков и комфорт.
МОЖЕТЕ СВАРИТЬ НЕРЖАВЕЮЩУЮ СТАЛЬ С ПОМОЩЬЮ СТАЛЬНОЙ СВАРКИ
Прежде чем мы перейдем к вопросу о том, можно ли ее сваривать, очень важно понять , что такое нержавеющая сталь на самом деле . Причина, по которой он стал популярным, заключается в его стойкости к ржавчине и способности выдерживать экстремальные температуры. Металл получает это качество из-за присутствия хрома в диапазоне от 11 до 30% в зависимости от марки сплава.
ВОПРОСЫ СВАРКИ НЕРЖАВЕЮЩЕЙ СТАЛИ
Причина, по которой сварка нержавеющей стали считается сложной, заключается в ее термических свойствах.Он может очень легко удерживать тепло , что может привести к деформации, если к металлу приложить чрезмерное тепло. Еще одна проблема, которая может возникнуть, — это царапины и дефекты, которые могут повредить поверхность, нержавеющая сталь очень склонна к ним.
Металл не так уж и сложен, если вы знаете, что делаете или если у вас уже была практика. При работе с нержавеющей сталью не удается скрыть свои ошибки, и это одна из причин, почему это считается сложной задачей.
Другая проблема, которая вызывает проблемы, — это так называемое шугаринг , что в основном означает обесцвечивание , но также может указывать на то, что некоторое количество хрома было удалено из металла. Это может привести к тому, что металл будет более подвержен ржавчине и коррозии.
Нержавеющая сталь также может проявлять признаки окисления и прожога из-за своих термических свойств. Тепло имеет тенденцию концентрироваться вокруг сварочной ванны, потому что тепло от дуги не распространяется в достаточной степени.
Даже с учетом всех проблем, о которых я только что говорил, нержавеющая сталь абсолютно поддается сварке. Вы можете использовать ручную сварку, MIG или TIG. Выбор процесса зависит от вашего уровня комфорта и желаемых результатов .
ВИДЫ НЕРЖАВЕЮЩЕЙ СТАЛИ, КОТОРЫЕ МОГУТ СВАРИТЬ
Существует очень мало марок нержавеющей стали , которые считаются полностью несвариваемыми. — это множество разновидностей, которые можно сваривать, используя любой из методов сварки.
- Аустенитная нержавеющая сталь типа считается предпочтительным выбором для сварки из-за низкой теплопроводности и электропроводности. Модели 303 и 316F считаются несвариваемыми. , в то время как марки 201, 202, 205, 216 и 304 можно сваривать.
- Среди ферритных марок нержавеющей стали только 430F, 430FSe и 18-2FM считаются несвариваемыми, в то время как более популярные типы, такие как 405, 409, 430 и 442, могут свариваться любым из предпочтительных методы.
- Когда мы переходим к мартенситной нержавеющей стали , только 416Se и 416 Plus X и 420F относятся к категории несвариваемых. В эту категорию входят 403, 410, 414, 416, 420 и другие, которые можно сваривать.
КАК НАКЛЕИВАТЬ НЕРЖАВЕЮЩУЮ СТАЛЬ?
Если вы новичок, сварка штучной сваркой может быть лучшим методом выбора из-за ее недорогой настройки и того факта, что для ее работы не требуется много другого оборудования.Вам не нужно использовать газ, горелку или ножные педали, если у вас есть сварщик и подходящие электроды для работы. Есть несколько советов, которые вам следует знать.
Одна из вещей, на которую многие люди не обращают внимания, — это тот факт, что металлическая деталь, над которой вы будете работать, очень склонна к перемещению по сварочному столу, вы можете избежать этого, прижав металл к рабочему столу .
Самое важное, о чем нужно помнить, — это выбрать правильный электрод. для работы. Некоторые из наиболее распространенных электродов , рекомендуемых для сварки нержавеющей стали, — это 316, 308, 312 и 309 .Если вы не уверены, какой электрод использовать для конкретной марки стали, обязательно спросите у профессионала или рекомендации производителя.
Деформация также может вызвать множество проблем при сварке нержавеющей стали. Одним из способов предотвращения этого является использование зажимов и опорных стержней . Вы можете использовать латунь или медь и зажать их за зоной сварки. Это служит двойной цели: помогает предотвратить прогорания, а также действует как теплоотвод, то есть поглощает часть тепла.
Кроме того, не забудьте тщательно очистить поверхность перед началом сварки, нержавеющая сталь особенно чувствительна к углеродистой стали. Вы также должны очистить оборудование перед использованием, так как любая углеродистая сталь на нем может перейти на нержавеющую сталь и привести к ржавчине.
Вы также можете попробовать предварительный нагрев некоторых марок нержавеющей стали, я не уверен в этом, но я слышал от некоторых людей, что это помогает предотвратить растрескивание.
МОЖЕТЕ ЛИ ВЫ ПРИКЛЕЯТЬ СВАРКУ ТОНКИМ НЕРЖАВЕЮЩИМ?
Трудно сваривать тонкие листы нержавеющей стали, особенно с помощью сварки штучной сваркой, многие люди, похоже, не могут справиться с чем-либо толщиной менее 2 мм / 12.Именно из-за более низкого уровня управления дуга MMA обеспечивает для таких приложений.
Если вы планируете сваривать тонкие материалы стержнем, прочтите эту статью, которую я написал.
МОЖЕТЕ ЛИ ВЫ ПРИКЛЕЯТЬ СВАРКУ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ К МЯГКОЙ СТАЛИ?
Хотя предпочтительным выбором является сварка MIG и TIG для этого процесса , использование сварки штангой также возможно, и конечный результат не так уж плох. Наиболее важным фактором здесь является выбор электрода .
Если, например, вы собираетесь сваривать нержавеющую сталь 304, скажем, низкоуглеродистую сталь A36, я бы посоветовал выбрать стержень E309. Здесь следует иметь в виду, что рабочий угол должен быть немного увеличен, за исключением того, что стержень работает так же, как и любой другой стержень тяги . Вы можете попробовать рабочий угол около 65 градусов, так как это поможет с хорошей стыковкой, а нержавеющая сталь также будет получать больше тепла.
Вы должны быть осторожны здесь из-за разницы в теплопроводности двух металлов .С другой стороны, если бы вы использовали здесь 7018, в результате было бы много шлака, а также было бы отсутствие плавления. Вот почему так важно тщательно выбирать электрод.
Имейте в виду, что сварка двух разных металлов может быть очень сложной, и конечный результат во многих случаях может оказаться слабым. .
КАКОЙ ПРУТ СЛЕДУЕТ ИСПОЛЬЗОВАТЬ ДЛЯ СВАРКИ НЕРЖАВЕЮЩЕЙ СТАЛИ
Самая важная часть сварки нержавеющей стали — это использование правильного электрода для работы.Вам необходимо использовать электроды из нержавеющей стали , иначе сварной шов не пройдет должным образом. Еще одна вещь, о которой следует помнить, — использовать электрод того же класса, что и заготовка, если не такой же, то более высокого класса.
Некоторые из наиболее популярных электродов, которые используются для сварки нержавеющей стали, — это 316, 308, 312 и 309 . Я бы порекомендовал проконсультироваться с производителем или экспертом о том, какие электроды использовать для работы.
МОГУ ЛИ Я ИСПОЛЬЗОВАТЬ УДОЧКУ 7018?
Хотя я слышал о людях , использующих такие электроды, как 6011 и 7018 для сварки нержавеющей стали , я бы не рекомендовал это вообще.Никогда нельзя доверять окончательному качеству сварного шва с точки зрения его прочности, и материал потеряет коррозионную стойкость . Вы можете использовать 7018 в практических целях, но не в реальных проектах.
ЧТО ЕЩЕ МОЖНО СВАРИТЬ С ПОМОЩЬЮ СВАРОЧНОЙ СВАРОЧНОЙ МАШИНЫ
Ручная сварка — самый популярный метод сварки во всем мире, одной из причин которого являются относительно низкие начальные затраты и универсальность. Сварку штучной сваркой можно использовать с большим количеством материалов, но не рекомендуется использовать ее с тонкими металлическими листами.Лучше всего он работает с более толстыми кусками металла.
Вы можете использовать сварку штучной сваркой для всего, от нержавеющей стали до чугуна, хрома и сплавов на основе никеля. Возможно, алюминий не лучший выбор для сварки штангой, но это возможно. Вы можете узнать больше о сварке алюминия электродом здесь.
АЛЬТЕРНАТИВНЫЕ МЕТОДЫ СВАРКИ НЕРЖАВЕЮЩЕЙ СТАЛИ
Как я уже говорил, для сварки нержавеющей стали можно использовать любой из трех популярных методов, и метод, который вы выберете, зависит от конечного результата, который вы ищете, и от того, какое у вас оборудование , и то, что вам удобно.
Сварка TIG может быть наиболее широко используемым методом сварки нержавеющей стали , поскольку она обеспечивает более высокое качество сварки, когда дело касается эстетически привлекательных швов. Причина, по которой этот метод является предпочтительным, заключается в том, что низкое тепловложение делает его лучшим выбором для сварки более тонких деталей. TIG предлагает более красивый финальный валик, и он действительно точен.
MIG-сварка, с другой стороны, подходит для людей, которые не очень заботятся о внешнем виде окончательного шва. Это хороший метод с точки зрения эффективности и затрат.Это также может быть эффективным по времени из-за скорости процесса сварки. Помимо сварки штучной сваркой, этот метод очень популярен при ремонтных и ремонтных работах.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Если у вас еще нет любимого метода сварки, может запутаться, какой из них выбрать при сварке нержавеющей стали . Вдобавок к этому аура вокруг этой темы довольно пугает новичков. Надеюсь, эта статья заставит вас почувствовать себя увереннее в работе с нержавеющей сталью.Я рассмотрю некоторые из наиболее распространенных запросов, людей, связанных с этой темой, надеюсь, это поможет.
МОЖЕТ ЛИ НЕРЖАВЕЮЩАЯ СТАЛЬ РЖАВНИТЬ ПОСЛЕ СВАРКИ?Хотя нержавеющая сталь известна своими антикоррозийными свойствами, она все же может ржаветь в экстремальных условиях. Некоторые из этих экстремальных условий могут возникать в процессе сварки, а именно высокие температуры. Это может привести к разрушению хрома и появлению ржавчины на металле. Один из способов избежать этого — принять надлежащие меры предосторожности при очистке и следить за тепловложением во время сварки.
КАК ИЗБЕЖАТЬ ПРЕДУПРЕЖДЕНИЙ ПРИ СВАРКЕ?Как я уже говорил ранее, самый простой и эффективный способ избежать деформации — это использовать кусок латуни или меди и прижать его к задней части зоны сварки. Это приводит к созданию радиатора.
КАКИЕ СПОСОБЫ СВАРКИ ДИНАМИЧЕСКИХ МЕТАЛЛОВ ЯВЛЯЮТСЯ ПРЕДПОЧТИТЕЛЬНЫМИ?Сварка двух разных металлов может быть сложной задачей, особенно для новичков, и многие люди утверждают, что сварка TIG и MIG может быть подходящим вариантом.
КАКОЙ СПОСОБ СВАРКИ НЕРЖАВЕЮЩЕЙ СТАЛИ ЛУЧШЕ?Я уже говорил об этом раньше, и выбор метода полностью зависит от вас.У каждого метода есть свои плюсы и минусы, и окончательное решение зависит от вашего уровня навыков и конечного результата, которого вы ищете.
ЗАКЛЮЧЕНИЕ
Подводя итог, сварка нержавеющей стали не так страшна, как кажется. Некоторые вещи, которые вы всегда должны учитывать, например, удаление частиц углеродистой стали от материала и выбор правильных электродов. Также следует иметь в виду, что при сварке может возникнуть коробление. Практически все марки нержавеющей стали можно сваривать. , и выбор метода полностью зависит от вас. Помните о плюсах и минусах различных методов.
Как и все в жизни, ключ к успешной сварке нержавеющей стали — это практика.
Инструменты и предметы домашнего обихода Электроды-палочки Blue Demon E309L-16 X 5/32 X 14 X 5LB Пластиковый электрод для дуговой сварки нержавеющей стали
Голубой электрод
дуговой сварки нержавеющей стали демона Э309Л-16 кс 5/32 кс 14 кс 5ЛБ пластиковыйBlue Demon E309L-16 X 5/32 ‘X 14’ X 5LB Пластиковый электрод для дуговой сварки нержавеющей стали — прутки -. Blue Demon E309L-16 X 5/32 «X 14» X 5LB Пластиковый электрод для дуговой сварки нержавеющей стали — прутки для пайки -.Максимальное содержание углерода в наплавленном металле составляет 0,04%, что обеспечивает повышенную стойкость к межкристаллитной коррозии。 Идеально подходит для соединения нержавеющих сталей с углеродистыми и низколегированными сталями。 Сварочный ток AC-DCEP。 Электрод из нержавеющей стали E309 / 309L-16 идеально подходит для соединения нержавеющих сталей между собой или с углеродистыми и низколегированными сталями. 。。。
Голубой электрод
дуговой сварки нержавеющей стали демона Э309Л-16 кс 5/32 кс 14 кс 5ЛБ пластиковыйBlue Demon E309L-16 X 5/32 X 14 X 5LB Пластиковый электрод для дуговой сварки нержавеющей стали
Труднодоступный крепежный элемент 014973506087 506087 Стяжные гайки, 15 шт.ArtWall Dragos Dumitrascus Dreamland Explorer Съемная стена Art 16 x 24, UOUM Тихий ноутбук Охлаждающая подставка для ноутбука Портативная подставка для охлаждения с вентиляторами с питанием от USB, 6 вентиляторов, поддержка. Нет специальной желтой лямки / черная чистка в процессе стандартная стандартная сторона ремня 7,5 нет пользовательской желтой ленты / черная чистка в стадии выполнения стандартная линия ленты стандартная 7,5 ‘натяжитель Tensabarrier 886-33-STD-NO-YCX-C Heavy Duty Outdoor Post с черной трубкой, современный люк 55871 Винтажное кожаное обеденное кресло, набор из 2 коричневых, Adams Rite Square Face Slide-Co 1521, врезной замок для раздвижной двери, настенный светильник для водопровода RUXUE Barn, настенные светильники в стиле ретро, промышленные настенные бра, eTopxizu 32.Гибкая светодиодная лента 5050 RGB, 8 футов / 10 м постоянного тока, 12 В с контроллером светодиодов 44 клавиш и адаптером питания 12 В 5 А Водонепроницаемость для внутреннего декора Новинка eTo-7957. Левосторонний манекен Baldwin Prestige Tobin из полированной латуни. MT Parts CST / DW / RT 2610A03826 Разъем 4, раздел. Blaklader 335311589994M Толстовка размер M Черный / Серый. Длина 3M 1350F-1 Изолента 0,25 Ширина x 72 ярда. 2123XBT для SUNON DP200A 2123XBT.GN Вентилятор переменного тока 120x120x38 мм 12x12x3,8 см AC230V Гарантия 3 мес. T&S Brass B-0220-CR-LN 8-дюймовый смесительный смеситель на палубе с керамическими картриджами и меньшим количеством сопел, принадлежности для вечеринок Rainbow Тарелки и салфетки в горошек Обслуживает 20 гостей, спираль 35 градусов YG-1 57565TN CarbideHOSS Jet-Power Угловая фреза с радиусом 2 Длина 3 канавки Длина выступа 3/16 TiN, отделка Nuvo Lighting 60/2653 Потолочный светильник Energy Star заподлицо для монтажа заподлицо с двумя светлыми средними грибами с плафоном из матового стекла , Фитиль № DH-150.. — Подходит для многих керосиновых обогревателей DuraHeat ~ Фитиль для замены керосина, бронза, натертая маслом 2.375 Nostalgic Warehouse Meadows с ручкой New York. Упаковка из 1 нержавеющей стали, длина 7, внутренний диаметр 0,375 Lyn-Tron 6-32, размер винта, Du Pont de Nemours and Company PB127SGYMD002500, серый, средний I, DuPont ProShield 10, PB127S Одноразовый защитный комбинезон со стандартной эластичной манжетой для капюшона и щиколотками Набор из 25 предметов DuPont Protection Technologies, подразделение E. MaxxPro Отвертка Keystone с 6 шлицами 5/16 Tip Witte 9T 53109, Blaklader 140418009994D112 Промышленные брюки Размер 42/32, черный / серый.
STAINLESS, INCONEL & MONEL Сварочные электроды и другие сварочные материалы от ALCAM
Alcam
# 50 (Нержавеющая сталь вертикально вниз)
AC или DC-R
Общие Цель . Электрод из нержавеющей стали для аустенитной нержавеющей стали стали, в том числе молибденовые подшипниковые марки
• Растяжение
Прочность — 100000 фунтов на квадратный дюйм
• Предел текучести — 65 000 фунтов на кв. Дюйм
• Относительное удлинение — 40%
• Твердость — 180 по Бринеллю
• Очень хорошая коррозионная стойкость
ПРИМЕНЕНИЯ
& ПРОЦЕДУРЫ:
Alcam # 50 — электрод из нержавеющей стали для вертикального или стандартного монтажа.
позиционная сварка аустенитных нержавеющих сталей, таких как 302, 304,
308, 347, 316L.Этот продукт устойчив к межкристаллитной коррозии,
и может использоваться для покрытия стали для дополнительной защиты. # 50
идеально подходит для сварки трубопроводов, арматуры, резервуаров в условиях повышенной коррозионной активности.
среды, такие как бумажные фабрики и химические заводы, а также чистые среды
пищевой, молочной и ликероводочной промышленности. Кроме того, №50 великолепен
для листового металла и других областей применения с отличной свариваемостью
требуется.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
Алкам 308Л-16
Соответствует AWS A5.4
AC или DC-R Tig Mig
Улучшенный сварка с низкой теплопередачей . Сбалансированный химический электрод со специальным переносом дуги струйного типа, что приводит к меньшему тепловложению благодаря более близкому дуговому промежутку, который легко поддерживается во время сварки.В покрытие обеспечивает плотные отложения без пористости, а шлак практически самоподъем.
· Растяжение
Прочность — 90,000 PSI
· Предел текучести — 64000 фунтов на квадратный дюйм
· Относительное удлинение — 45%
· Отличная коррозионная стойкость
· Превосходное сопротивление трещинам даже в сложных условиях применения
· Отличная универсальная нержавеющая удочка.
ПРИМЕНЕНИЯ & ПРОЦЕДУРЫ:
Алкам 308Л-16 лучше всего использовать там, где условия эксплуатации не тяжелые, и на больших детали с большими объемами сварного шва. 308L-16 идеально подходит для молочных, целлюлозно-бумажная промышленность, крашение текстиля, нефтеперерабатывающее и химическое оборудование.
Alcam 308L-16 идеально подходит для изготовления и ремонта 201, 202, 204, 301, 304, 308, 321 и 347 из нержавеющей стали, а также 304L, 308L и другие марки «L» марка неблагородных металлов.Этот стержень также подходит для CF-8, CF-8, CF-20 и ВЧ отливки.
Стабилизатор дуги специфический для флюса Alcam 308L-16, делает этот стержень выдающимся, когда работа с ограниченными нагрузками, низковольтными машинами переменного тока. Электрод замедляет накопление влаги и автоматически снижает влажность содержание до безопасного уровня, когда деталь подвергается воздействию более сухой атмосферы без необходимости повторной выпечки.Низкое содержание углерода снижает количество карбидов осадки.
Алкам
309Л-16
Соответствует AWS A5.4
AC или DC-R Tig Mig
Высоколегированный / Низкоуглеродистый . Высокое содержание сплава в Alcam 309L-16 делает это исключительный сплав для сварки одинаковых и разнородных сплавов. в кованом или литом виде.Сбалансированная, высококачественная химия этого продукта обеспечивает превосходные сварочные характеристики. Сопротивление к осаждению карбидов является результатом низкого содержание углерода.
Спрей специальный
перенос дуги приводит к меньшему тепловложению за счет более близкого дугового зазора
который легко обслуживается во время сварки. Покрытие обеспечивает плотную
отложения без пористости, и шлак практически самоподнимается.
· Прочность на растяжение — 85 000 фунтов на квадратный дюйм
· Предел текучести — 55 000 фунтов на кв. Дюйм
· Относительное удлинение — 40%
· Отличная коррозионная стойкость
· Термостойкость до 2000 ° F
· Превосходное сопротивление трещинам даже в сложных условиях применения
· Отличная универсальная нержавеющая удочка.
ПРИМЕНЕНИЯ
& ПРОЦЕДУРЫ:
Аппарат 309L-16 предназначен для сварки оснований из нержавеющей стали марки 309.
металл, который часто используется при высоких температурах, например, футеровка печей,
котлы и печи.309L-16 идеально подходит для сварки 300 и
400 марок нержавеющей и углеродистой стали, сварка плакированной стороны
Плакированные стали 18/8 с нанесением нержавеющих футеровок на кожухи из углеродистой стали,
сварка отливок CH-20 и HH, а также в качестве наплавочного материала для морских
карданные валы.
Стабилизатор дуги
специфический для флюса Alcam 309L-16, делает этот стержень выдающимся, когда
работа с ограниченными нагрузками, низковольтными машинами переменного тока.Электрод
замедляет накопление влаги и автоматически снижает влажность
содержание до безопасного уровня, когда деталь подвергается воздействию более сухой атмосферы
без необходимости повторной выпечки.
Алкам
310-16
Соответствует AWS A5.4
AC или DC-R Tig
Высокотемпературный / Химический Сопротивление .Высокое содержание сплава и высококачественная химия гарантирует Alcam 310-16 как исключительный сварочный стержень в вашем приложения с высокой жарой и высокой коррозией. Отличный продукт для соединение разнородных металлов.
· Отлично
Коррозионная стойкость
· Превосходная термостойкость
ПРИМЕНЕНИЯ
& ПРОЦЕДУРЫ:
Alcam 310-16 — лучший выбор для теплообменников, печей.
детали, камеры сгорания, а также варочные котлы и другие химические
оборудование.
Алкам 316L-16
Соответствует AWS A5.4
AC или DC-R Tig Mig
Коррозия сопротивление с добавленной силой . Высокое содержание молибдена 316L-16 обеспечивает дополнительную прочность при высоких температурах и дополнительные коррозионная стойкость к кислотам с высоким pH. Качественный и сбалансированный химический состав придает этому электроду превосходные сварочные характеристики, Любой сварщик люблю.
Спрей специальный
перенос дуги приводит к меньшему тепловложению за счет более близкого дугового зазора
который легко обслуживается во время сварки. Покрытие обеспечивает плотную
отложения без пористости, и шлак практически самоподнимается.
· Растяжение
Прочность — 90,000 PSI
· Предел текучести — 60 000 фунтов на квадратный дюйм
· Относительное удлинение — 45%
· Отличная коррозионная стойкость
· Очень хорошая термостойкость
· Отличная универсальная нержавеющая удочка.
ПРИМЕНЕНИЯ
& ПРОЦЕДУРЫ:
316L-16 идеально подходит для сварных деталей из нержавеющей стали марки 316L,
где осаждение углерода должно быть уменьшено, например, в большинстве типов процессов
оборудование изготовлено из молибденовой нержавеющей стали марки 316L.
Стабилизатор дуги специфический для флюса Alcam 316L-16, делает этот стержень выдающимся при работа с ограниченными нагрузками, низковольтными машинами переменного тока.Электрод замедляет накопление влаги и автоматически снижает влажность содержание до безопасного уровня, когда деталь подвергается воздействию более сухой атмосферы без необходимости повторной выпечки.
Alcam 316L-16 электроды имеют более плотное флюсовое покрытие, которое защищает провода сердечника от перегрев, позволяющий полностью использовать штангу. Бусинка будет лежать более ровно, с меньшим обесцвечиванием и может быть холоднее, чем другие электроды.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
TIG и MIG: доступны все популярные размеры.
Соответствует AWS A5.9
Алкам
317Л-16
Соответствует AWS A5.4
AC или DC-R Tig Mig
Улучшенный коррозионная стойкость .Высокое содержание молибдена в 317L-16 обеспечивает превосходную коррозионную стойкость. Высокое качество и сбалансированный химический состав придает этому электроду отличные сварочные характеристики что любой сварщик полюбит.
Спрей специальный перенос дуги приводит к меньшему тепловложению за счет более близкого дугового зазора который легко обслуживается во время сварки. Покрытие обеспечивает плотную отложения без пористости, и шлак практически самоподнимается.
· Растяжение
Прочность — 95000 фунтов на квадратный дюйм
· Предел текучести — 70 000 фунтов на квадратный дюйм
· Относительное удлинение — 33%
· Отличная коррозионная стойкость
· Очень хорошая термостойкость
· Отличный универсальный нержавеющий стержень.
ПРИМЕНЕНИЯ
& ПРОЦЕДУРЫ:
Аппарат 317L-16 используется для сварки сплавов аналогичного состава и является
изготавливается по индивидуальному заказу для защиты от коррозии, включая серную
и сернистые кислоты и соли.Качественный состав
317L-16 отлично подходит для окрашивания, химической обработки,
нефтехимической промышленности, а также используется для хирургического оборудования
и имплантаты. Alcam 317-L предназначен для оборудования по контролю за загрязнением окружающей среды.
там, где коррозия слишком велика для 316-L, и где точечная коррозия
представляет собой проблему в хлорсодержащих средах. Устойчив к осаждению карбидов
из-за низкого содержания углерода.
Стабилизатор дуги
специфический для флюса Alcam 317L-16, делает этот стержень выдающимся, когда
работа с ограниченными нагрузками, низковольтными машинами переменного тока. Электрод
замедляет накопление влаги и автоматически снижает влажность
содержание до безопасного уровня, когда деталь подвергается воздействию более сухой атмосферы
без необходимости повторной выпечки.
Alcam 317L-16 электроды имеют более плотное флюсовое покрытие, которое защищает провода сердечника от перегрев, позволяющий полностью использовать штангу.Бусинка будет лежать более ровно, с меньшим обесцвечиванием и может быть холоднее, чем другие электроды.
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
TIG и MIG: доступны все популярные размеры.
Соответствует AWS A5.9
Алкам
# 51
(Низкоуглеродистый электрод с высоким напылением для молибденсодержащих нержавеющих
сталь)
Переменный ток DC-R
Высокий депозит,
Обрабатываемая нержавеющая сталь .В этом продукте используется углеродистая сталь.
Сердечник из проволоки в сочетании с флюсом оставляет нержавеющую поверхность,
может применяться как к углеродистым, так и к высоконикелевым материалам. Большой
осаждение останавливает коробление, и машины отлично работают на валах.
· Растяжение
Прочность — 105000 фунтов на квадратный дюйм
· Предел текучести — 62,000 фунтов на квадратный дюйм
· Относительное удлинение — 35%
· Твердость — 35 HB (ок.)
· Низкоуглеродистый
· Очень хорошая коррозионная стойкость
ПРИМЕНЕНИЯ
& ПРОЦЕДУРЫ:
Сварка нержавеющих сталей марок 302, 304, 308, 347, 316 и 316L.
Этот электрод отлично подходит для ремонта и изготовления обычных
и низкоуглеродистые молибденовые аустенитные нержавеющие стали. Alcam
№ 51 идеально подходит для соединения аустенитных нержавеющих сталей с низкоуглеродистыми сталями.
Это продукт
выбор для сварки труб, фитингов, резервуаров и т. д., где коррозия
сопротивление — необходимость, например, бумажная фабрика и химический завод
промышленность. Alcam # 51 также отлично подходит для тонкой нержавеющей стали, обычно
содержится в молочном, пищевом и ликероводочном производствах. # 51 также может
использоваться для облицовки стали для защиты от коррозии.
ДОСТУПНЫЕ ТОВАРЫ:
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
Алкам
# 40
(Разнородная сталь)
Переменный ток DC-R Tig & Mig
Решение для силы. # 40 — популярный продукт общего назначения
практически для любых ремонтных работ. Возможность сварки
низко-, средне- и высоколегированные стали , требующие высокой прочности
и высокое качество.Изготовление Alcam # 40 на заказ обеспечивает
высокопрочная заглушка валов и соединение разнородных металлов
которые облегчают вашу работу. Станки хорошо обрабатываются и работают твердо на износ.
А если есть не слышал о нашем идеальном продукте для УДАЛЕНИЯ ШПИЛЬКИ, вот и все.
· Растяжение
Прочность — 120000 фунтов на квадратный дюйм
· Предел прочности на разрыв после деформации — 180 000 фунтов на квадратный дюйм
· Относительное удлинение — 35%
· Твердость — 29-39RC (наклеп)
ПРИМЕНЕНИЯ & ПРОЦЕДУРЫ:
Отлично для ремонта углеродистых сталей, нержавеющих сталей, сосудов под давлением, авиационная сталь, инструмент, штампы, пружины и пружинные стали с молибденом ванадия.Используйте в качестве наращивания перед наплавкой. Используется для соединения нержавеющей стали неизвестного анализа и от нержавеющих до углеродистых сталей. Использовать для восстановления лопасти и валы, часто используемые в строительстве, горнодобывающей и химической промышленности отрасли. Он также отлично подходит для удаления сломанных шпилек.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТРОД: 1/16 дюйма 5/64 дюйма 3/32 дюйма 1/8 дюйма 5/32 дюйма
3/16 ”
Алкам
# 400
(Премиум разнородная сталь)
Переменный ток DC-R Tig & Mig
СУПЕР-ПРОЧНЫЙ
Создатель Героев….
Alcam # 400 — это универсальный электрод , сочетающий
прочность и простота обращения, над головой, вертикально вверх, вниз
или плоский. Вы полностью контролируете сварной шов. Шлак остается за бортом,
очистка — легкий ветерок, и на всякий случай мы добавили
экономия при минимальном разрушении покрытия, позволяющая перезапустить
электрод легко. Выделение дыма минимальное. ОТЛИЧНО ДЛЯ УДАЛЕНИЯ ШПИЛЬКИ
· Растяжение
Прочность — 120000 фунтов на квадратный дюйм
· Предел прочности на растяжение после деформации — 182,000 фунтов на квадратный дюйм
· Относительное удлинение — 35%
· Универсальное положение
ПРИМЕНЕНИЯ
& ПРОЦЕДУРЫ:
Благодаря исключительной прочности и трещиностойкости Alcam Premium 400
идеально подходит для ремонта инструментов, штампов, пружинной стали, углеродистой стали, нержавеющей стали.
сталь и любые комбинации разнородных металлов, за исключением
алюминиевые, чугунные и медные сплавы.Прочность наплавленного металла
идеально подходит для ремонта изношенных деталей и в качестве подкладки перед
наплавка.
Этот продукт отлично подходит для восстановления лопастей и валов, используемых в строительстве, горнодобывающей промышленности, и химическая промышленность. Alcam # 400 действительно домашний любитель и Первый выбор сварщика для обслуживания общего назначения.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТРОДЫ: 3/32 дюйма 1/8 дюйма 5/32 дюйма 3/16 дюйма
TIG & MIG: доступны все популярные типоразмеры
Алкам
# 41
(Высокотемпературная и кислотная нержавеющая сталь)
Переменный ток DC-R
Высокая температура, Коррозионно-стойкий и прочный .При столкновении с высокой температурой и кислотных условиях, этот продукт соединится и выдержит неблагоприятные ситуации. Разные комбинации нержавеющей стали, Iinconel®, Монель® и сталь соединяются друг с другом. Высокое содержание сплава в этом на электроде образуются отложения, устойчивые к температуре до 2190º. F (1200 ° C). Свариваемость в любом положении, гладкие валики, очень низкая разбрызгивание и легкое удаление шлака делают этот электрод очень популярным в как для производства, так и для обслуживания.
· Растяжение
Прочность — 100000 фунтов на квадратный дюйм
· Предел текучести — 65 000 фунтов на кв. Дюйм
· Относительное удлинение — 40%
· Термостойкость до 2190 ° F (1200 ° C)
· Все позиции
ПРИЛОЖЕНИЯ
& ПРОЦЕДУРЫ:
Используется для сварки нержавеющих сталей 310, 314, 410 и 430. Используйте # 41
плакировать сталь, подверженную повышенным температурам, например, нагреву
ящики для обработки, ковши, детали печей, тигли, высокая температура
лопасти и решетки вентилятора.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТРОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма 3/16 дюйма
TIG: доступны все популярные размеры
Алкам
# 43
(Высокая температура, кислота и истирание, нержавеющая сталь)
DC-R Тиг
Inconel® и раствор Monel® . Этот продукт
идеально подходит для соединения инконеля Inconel® и монеля Monel®
сами по себе или в сочетании с другими металлами.Это лучшее
штанга для худших условий. Хорошо работает в условиях термоциклирования
от жары до минусовых температур. Alcam # 43 — выбор для
приложения для термообработки.
· Растяжение
Прочность — 85000 фунтов на квадратный дюйм
· Относительное удлинение — 30%
· Термостойкость до 2450 ° F
· Отлично подходит для криогенных применений
· Отличное сопротивление масштабированию
ПРИМЕНЕНИЯ
& ПРОЦЕДУРЫ:
Используйте Alcam # 43, если сварные швы должны подвергаться термоциклированию.Использовать
где хорошая пластичность сварного шва является обязательной при соединении или ремонте тяжелых
разделы. Этот электрод используется в оборудовании для термообработки, криогенном оборудовании.
оборудование и разнородные комбинации никелевых сплавов, нержавеющих
стали, Inconel® и Monel® и аналогичные и разнородные соединения
из этих и других сталей.
ТОВАРОВ
В НАЛИЧИИ:
ЭЛЕКТОД: 3/32 дюйма 1/8 дюйма 5/32 дюйма
TIG: доступны все популярные размеры.
НЕРЖАВЕЮЩИЙ — РЕЗЮМЕ ПРИЛОЖЕНИЙ
Alcam
308
Пищевое, химическое, ресторанное и нефтеперерабатывающее оборудование. Использовал
для сварки нержавеющих сталей аналогичного состава; 201, 202, 301, 302,
304, 305 и 308
Alcam 308L
Молочное, целлюлозно-бумажное, красильное, нефтеперерабатывающее и химическое оборудование.Низкое содержание углерода снижает осаждение карбидов. Используется для сварки 304L,
308L, 321 и 347.
Alcam 308LSi
Области применения, в которых важен косметический внешний вид сварного шва, например
как мебель, ресторанное и пищевое оборудование, бытовая техника и морское
Приложения. Высокое содержание кремния увеличивает смачиваемость, в результате
в более гладком и плоском шве.
Алкам 309
Используется для сварки сплава типа 309, обычно используемого в деталях печей, при высоких температурах
контейнеры и авиационный обогреватель.Сваривайте прямые хромистые стали, когда
предварительная и последующая термическая обработка невозможны. Присоединяйтесь к нержавеющей стали
на низкоуглеродистую сталь. Используется для облицовки из нержавеющей стали.
Alcam 309L
Устойчивость к осаждению карбидов обеспечивается низким содержанием углерода.
Используется для наплавки, соединения нержавеющей стали с углеродистой сталью и наплавки.
гребных валов на лодках.
Alcam
310
Используется для сварки сплава типа 310, обычно используемого в теплообменниках, деталях печей,
камеры сгорания, варочные котлы и химическое оборудование.
Alcam 316
Используется для сварки сплава типа 316 для повышения коррозионной стойкости и ползучести.
сила. Применения включают оборудование и машины в фармацевтике,
фотографическая, нефтеперерабатывающая, пищевая и химическая промышленность.
Alcam 316L
Используется для сварки, где необходимо уменьшить выделение карбидов. Идеально
для технологического оборудования, изготовленного с молибденовым подшипником типа 316L
нержавеющая сталь.
Alcam 316LSi
Высокое содержание кремния улучшает смачивание, в результате получается более гладкий
и более плоский наплавленный шов, что снижает затраты на чистовую обработку. Использовал
в молочной, пищевой, фармацевтической и химической промышленности.
Alcam317L
Используется в оборудовании для борьбы с загрязнением, где коррозия слишком сильна.
для типа 316L и в хлорсодержащих средах, где точечная коррозия является проблемой.Устойчив к осаждению карбидов благодаря низкому содержанию углерода.
Алкам 320
Используется для изготовления технологического оборудования от Carpenter 20, Duramet 20,
и другие подобные сплавы, подверженные сильной коррозии горячим серным
кислота. Также противостоит коррозионному растрескиванию под напряжением.
Алкам 347
Используется для соединения нержавеющих сталей типов 347 и 321. Снижается содержание колумбия
выделение карбида и упрочнение металла шва при более высоких температурах.
Алкам 410
Используется для соединения нержавеющей стали типа 410, закаливаемой на воздухе с содержанием 12% хрома.