Сварка черного металла аргоном
Сваривание черного металла аргоном является несложным и весьма качественным процессом сваривания. В основном аргонно-дуговое сваривание применяют для непростых ситуаций, где приходится иметь дело со сложно свариваемыми металлами, которые сильно подвергаются появлению брака. Черный металл легко сваривается в различных условиях, а также дает очень хороший результат. Для сварки данного металла аргоном используется присадочная проволока требуемого диаметра, которая не имеет защищающего покрытия. Вместо нее, что бы обеспечить защищающую среду для сварной ванны от разных внешних факторов, таких как мусор, грязь, и просачивание атмосферного кислорода, применяется аргон.
Основа
Главной проблемой является кипение сварной ванны. Оно происходит потому, что металл становится слабо нагретым. Для решения этой проблемы нужно верно выбирать присадочный материал, а еще применять флюс, который помогает раскалить заготовку. Когда сваривают тонкий металл аргоном процесс идет быстрее, поскольку отсутствует риск прожечь деталь, а соединение образуется гораздо качественнее. Процесс технологии должен осуществляться по ГОСТу 14771-76.
Процесс технологии должен осуществляться по ГОСТу 14771-76.
Преимущества
- Несложный процесс сварки тонкого металла, а также уменьшается шанс в образовании брака;
- Применение полученных швов почти в любых сферах;
- Процесс сварки весьма легкий в реализации;
- Отсутствие неудач при попытках зажечь дугу;
- Могут осуществляться непрерывные швы благодаря длине проволоки;
- Можно осуществлять подогрев металла газом горелки;
- Минимальные подготовительные работы с металлом для сваривания.
Недостатки
- Сваривание стали аргоном является весьма дорогим процессом, в отличие других его разновидностей, стоимость превышает простую дуговою несколько раз;
- Увеличивается риск в работе из-за использования газа;
- Иногда происходит вскипание сварной ванны, и впоследствии разбрызгивание металла в разные стороны, что приводит к некачественному соединению и созданию опасных условий;
- Некоторые приспособления сложно доступные, в отличие от обычной сварки.


Качественное соединение сильно зависит от верно выбранного материала для последующего сварочного процесса. Сваривать углеродистую сталь считается сложнее, чем высоколегированную, однако применяются одинаковые методы выбора. Поскольку сваривание стали аргоном только прибавляет дополнительную защиту, а свойства шва зависят от применяемых приспособлений. Чтобы осуществить наилучшее качество, требуется выявить точный состав предстоящего для сварки металла, где проволока должна идентично соответствовать ему. Но такое не часто удается осуществить, в связи с этим допускается использование распространенных — используемых марок проволоки для данного процесса.
По рекомендациям мастеров используется проволока Св-08Г2С. Также может применяться 12Х18Н10Т, СА20ХМА и 20ХГ, выбор зависит от состава металла.
Совершая выбор, обычно смотрят на свойства кипучести, если на проволоке значение КП, это означает, что металл подвергается кипению. Когда сваривают черный металл аргоном, это и является главной проблемой, поэтому эти материалы ненужно приобретать. Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Что бы сваривание стало качественнее, требуется правильно соблюдать выставленные режимы, которые будут соответствовать данной толщине материала.
Технология сварки черного металла аргоном
Вначале следует произвести зачистку будущего соединения. Так же потребуется удалить пленку из масла, если она присутствует, с помощью растворителя или другого химического вещества. После требуется разложить флюс на поверхности металла, что бы избежать потери важных элементов состава, и поставить правильные для процесса параметры. Потом можно начинать процесс сваривания. При появлении сварной ванны, нужно двигать ее до конца, постепенно подавая проволоку. Для одинаковой консистенции соединения не стоит останавливать процесс.
Контроль качества
В завершении результата, требуется осуществить осмотр, где можно заметить явные дефекты. Для более четкого обзора, применяют рентгена и магнитографические методы проверки. Еще используют ультразвук, который помогает увидеть различные микротрещины. Важный момент в том, что производить анализы рекомендуется через сутки после сваривания.
Техника безопасности
1.Требуется организовать рабочее место, осуществлять процесс запрещается вблизи легковоспламеняющихся смесей и материалов. Желательно убрать с рабочего места все лишнее, оставив только необходимое для проведения работ;
2.Рекомендуется установить обеспечить стабильную вентиляцию для рабочего места для небольшой защиты дыхательной системы, при необходимости подключить систему удаления продуктов сгорания;
3.Перед началом процесса следует убедиться в исправности оборудования, в основном в правильно выставленных параметрах баллона, и в том, что шланги, с которыми следует бережно обращаться, тоже целы во избежание утечки газа.
4.Не следует использовать различные тройники и редукторы для подключения сразу нескольких горелок;
5.Не стоит забывать и об личной безопасности, для которой понадобиться огнеупорная одежда, защитная маска для сваривания и другие различные предметы.
Сварка черного металла аргоном:режимы,технология
Сварка аргоном черного металла является относительно простым и достаточно качественным процессом соединения. Аргонно-дуговая сварка зачастую используется для сложных ситуаций, когда необходимо соединять трудно свариваемую сталь или материалы, которые сильно подвержены образованию брака. При работе с черным металлом, который нормально сваривается и при обыкновенных условиях, этот способ способен дать достаточно высокий результат. Сварка металла аргоном предполагает использование обыкновенной присадочной проволоки заданного диаметра, у которой нет защитного покрытия. Вместо него сварочную ванну от воздействия кислорода и прочих негативных факторов защищает аргон.
Сварка черного металла
Основной проблемой здесь выступает кипение сварочной ванны. Оно случается из-за того, что металл получается недостаточно раскаленным. Для того, чтобы избежать данной проблемы, следует правильно подбирать присадочный материал и использовать флюсы, которые улучшают раскаливание. При этом сварка тонкой стали аргоном происходит значительно проще, так что шов получается достаточно качественным, а вероятность прожигания заготовки становится намного меньше. Вся технология процесса, исходя из производственной технологии, должна соответствовать ГОСТ 14771-76.
Оно случается из-за того, что металл получается недостаточно раскаленным. Для того, чтобы избежать данной проблемы, следует правильно подбирать присадочный материал и использовать флюсы, которые улучшают раскаливание. При этом сварка тонкой стали аргоном происходит значительно проще, так что шов получается достаточно качественным, а вероятность прожигания заготовки становится намного меньше. Вся технология процесса, исходя из производственной технологии, должна соответствовать ГОСТ 14771-76.
Сварка листового черного металла аргоном
Преимущества
- Сварка черных металлов аргоном предоставляет намного более качественный шов, вне зависимости от его положения, чем другие виды и способы сварки металла;
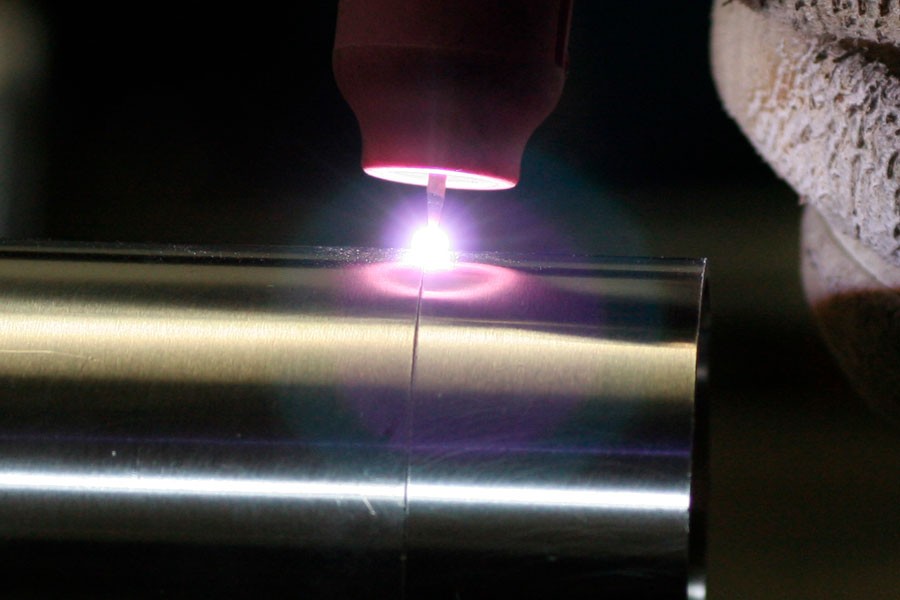
Шов при сварке тонкого металла аргоном
- Здесь легко проходит сваривание тонких листов, а также уменьшается вероятность появления бракованных изделий;
- Полученные швы могут применяться практически в любой сфере;
- Сам процесс сваривания более простой в осуществлении;
- Практически отсутствуют проблемы с зажиганием дуги;
- Благодаря использованию длинной проволоки, любой шов может получиться непрерывным;
- Возможность подогревать металл газом горелки;
- Требуется не столь тщательная подготовка металла под сварку.

Недостатки
- Сварка стали аргоном получается более дорогостоящим процессом, чем остальные его разновидности, так как себестоимость является в 10 раз выше, чем у простой дуговой;
- Повышается опасность работы из-за применения газа;
- Появляется опасность вскипания сварочной ванны, и как следствие, разбрызгивание металла в различные стороны, что приводит к ухудшению качества и создает небезопасную ситуацию;
- Некоторые расходные материалы являются более труднодоступными, чем для обыкновенной сварки.
Выбор инструмента
Правильный подбор инструмента для сваривания во многом определяет последующий успех применения данного процесса. Сварка углеродистой стали аргоном оказывается более сложной, чем высоколегированной, но здесь действуют практически одни и те же принципы подбора. Ведь сварка стали в среде аргона только способствует дополнительной защите, а свойства соединения зависят от используемых материалов. для достижения лучшего результата, следует знать точный состав свариваемого металла. Присадочный материал должен максимально соответствовать ему. Но это далеко не всегда осуществимо, поэтому, можно ориентироваться на распространенные марки проволоки, которые применяются для этого процесса. Одним из самых распространенных вариантов является Св-08Г2С, который рекомендуют многие специалисты.
Присадочный материал должен максимально соответствовать ему. Но это далеко не всегда осуществимо, поэтому, можно ориентироваться на распространенные марки проволоки, которые применяются для этого процесса. Одним из самых распространенных вариантов является Св-08Г2С, который рекомендуют многие специалисты.
Проволока сварочная Св-08Г2С и электроды
В качестве аналогов также применяют 12Х18Н10Т, 20ХМА и 20ХГСА, что уже зависит от особенностей состава заготовки.
При выборе стоит обращать внимание на свойства кипучести, если на проволоке стоит аббревиатура «КП», то это значит, что ее металл подвержен кипению. Когда идет аргоновая сварка черных металлов, то именно это и является одной из главных проблем, поэтому, такие варианты не стоит использовать. Очень важным параметром является толщина диаметра присадочного материала. Здесь подбор осуществляется согласно толщине свариваемых деталей. Эти параметры должны быть, примерно, одинаковыми. Допускается увеличение диаметра сварочной проволоки, если состав металла тугоплавкий. Если же идет сварка тонкого металла аргоном, то превышение размеров должно быть не более 0,5 мм.
Если же идет сварка тонкого металла аргоном, то превышение размеров должно быть не более 0,5 мм.
Режимы сварки листового черного металла аргоном
Чтобы качество соединения было максимально качественным, даже если вы занимаетесь таким видом сварки в первый раз. Следует подобрать правильный режим, который бы соответствовал заданной толщине заготовки и другим параметрам.
Толщина заготовки, мм | Сила тока, А | Скорость прохождения сварки, см/мин | Присадочный материал | Расход аргона при сварке стали, л/мин | |
| Диаметр, мм | Скорость подачи, см/мин | ||||
0,9 | 95 | 26 | 1,6 | 42,5 | 8 |
1,3 | 118 | 26 | |||
1,5 | 130 | 26 | |||
| 1,5 | 200 | 30 | |||
| 2,3 | 160 | 20 | |||
 youtube.com/embed/kF5B29jlZsU» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/kF5B29jlZsU» frameborder=»0″ allowfullscreen=»allowfullscreen»> Технология сварки металла аргоном
Сначала происходит подготовка металла, где нужно зачистить края, которые будут непосредственно свариваться. Также желательно убрать масляную пленку, если она имеется на поверхности.
Подготовка металла перед сваркой
Затем нужно выложить флюс на поверхность, если при прогреве металл будет терять какие-либо важные элементы состава, и выставить оборудование на заданные параметры работы. Затем можно приступать к сварке. Для этого требуется подвести источник энергии и присадочный материал к месту начала шва и зажечь дугу. После образования сварочной ванны следует вести ее далее до самого конца, постепенно подавая проволоку. Желательно не прерывать данный процесс, чтобы шов имел одинаковую консистенцию.
«Важно!
Шлак следует оббивать только после полного остывания, чтобы не навредить качеству шва.»
Контроль качества
Чтобы убедится, что процесс прошел нормально, следует проконтролировать результат. Первым методом контроля является внешний осмотр. Он помогает выявить только явные дефекты. Чтобы боле подробно узнать состояние, используются рентгено- и магнитографические способы анализа. Также применяют контроль качества ультразвуком, что показывает скрытые раковины и микротрещины. «Важно! Сложные анализы лучше проводить, как минимум, через сутки после сварки.»
Первым методом контроля является внешний осмотр. Он помогает выявить только явные дефекты. Чтобы боле подробно узнать состояние, используются рентгено- и магнитографические способы анализа. Также применяют контроль качества ультразвуком, что показывает скрытые раковины и микротрещины. «Важно! Сложные анализы лучше проводить, как минимум, через сутки после сварки.»
Сварка MIG с защитным газом, состоящим из 100 % аргона
Можно ли сваривать сталь MIG с использованием 100 % аргона?
С этим вопросом рано или поздно столкнется каждый сварщик, и да, вы можете сваривать сталь MIG, если у вас есть только чистый аргон. Но это не идеально. И нержавейка не рекомендуется.
И…
Кажется, всегда есть но, или два, или три. Однако в этом случае вам нужно знать, что стоит за этими «но», чтобы правильно ответить на этот, казалось бы, простой вопрос.
Зачем использовать чистый аргон?
Большинство людей, читающих эту статью, уже знают, почему кто-то может использовать 100% аргон для сварки стали методом MIG.
Необходимость.
Нехватка газа бывает у каждого сварщика. Но никто не хочет тратить драгоценное время на беготню, чтобы заправиться посреди рабочего дня. Или, может быть, ваш поставщик газа закрыт.
Но, если у вас есть баллон со 100% аргоном в магазине для других видов сварки, вы можете использовать его и продолжать работу. Нет перерыва, чтобы броситься за пополнением баллона с газовой смесью MIG.
Использование чистого аргона — это просто вопрос изобретательности и продуктивности в крайнем случае.
Но стальной сварной шов может быть недостаточно высокого качества в зависимости от того, что вы свариваете.
Чем отличается 100% аргон?
Защитный газ MIG не только защищает сварной шов от вредных атмосферных газов. Да, важно не допустить проникновения этих газов и не сделать сварной шов пористым.
Но его состав также влияет на качество дуги и теплопроводность. Эти свойства также оказывают значительное влияние на получаемый сварной шов.
Итак, вам нужно знать, чего ожидать при использовании 100% аргона для сварки стали методом MIG.
Некоторые характеристики, которые вы почувствуете при его использовании, включают:
- Аргон имеет более низкий потенциал ионизации, что снижает напряжение и мощность дуги.
- Дуга менее стабильна.
- Сочетание нестабильной дуги с пониженной мощностью предотвращает образование текучей рабочей ванны. Другими словами, расплавленный металл будет жестким и трудным для обработки.
- Аргон имеет более низкую теплопроводность, а внешние края дуги остаются холодными. Это означает, что вы получаете узкое, уменьшенное проникновение с меньшим сплавлением.
- Наполнитель располагается поверх стали в виде узкого высокого валика. Сварные швы
- MIG с использованием чистого аргона склонны к подрезке.
- Опыт показывает, что сварка MIG стали с использованием чистого аргона теряет пластичность. В результате при изгибе или скручивании жесткий сварной шов может треснуть или сломаться.

Если вам нужен прочный и качественный сварной шов, 100% аргон НЕ является хорошим выбором для сварки стали методом MIG.
Эти проблемы еще более выражены с нержавеющей сталью, и никогда не рекомендуется использовать чистый аргон для сварки нержавеющей стали MIG.
В приведенном ниже видео на YouTube представлена полезная информация и наглядные материалы о сварке стали методом MIG со 100% аргоном.
Связанные : Что такое GMAW?
Использование 100% аргона для сварки стали методом MIG
Если вы оказались в незавидном положении, когда вам приходится сваривать сталь методом MIG с использованием чистого защитного газа аргона, есть несколько советов, которые могут вам помочь.
- Скошить края соединения. Это поможет сплавить основной металл и сделать соединение более прочным.
- Увеличьте огонь, но будьте осторожны, чтобы не прожечь более тонкую сталь. Заставить шарик сидеть ровно, вероятно, будет трудно или невозможно.
Кроме того, аргон обеспечивает хорошие сварные швы при использовании другого метода сварки (например, TIG) или других основных металлов. Некоторые основные металлы, для которых может потребоваться использование 100% аргона в сварочном аппарате MIG, включают:
- Алюминий
- Титан
- Магний
- Никель (менее ⅛ дюйма)
- Медь (менее ⅛ дюйма)
И последнее интересное замечание: для некоторых более низкий провар делает сварку MIG со 100% аргоном выгодной при сварке стальных листов.
В этом случае чистый аргон может снизить вероятность проплавления тонкого основного металла. Но вы, вероятно, все равно получите высокую узкую бусину.
Прочтите также : Газы для сварки ВИГ (с таблицей)
Смеси CO2/аргон лучше подходят для сварки стали методом МИГ и решает проблемы, связанные со 100% аргоном.
 Для улучшения результатов сварки MIG обычно добавляют от 5 до 25 % CO2.
Для улучшения результатов сварки MIG обычно добавляют от 5 до 25 % CO2.Эта газовая смесь обеспечивает текучую, работоспособную лужу и лучшее проникновение. Кроме того, это устраняет подрезку и меньше разбрызгивания. Важно отметить, что нагрев и охлаждение лучше контролируются, что повышает устойчивость сварного шва к изгибу и скручиванию.
При покупке смеси аргон/CO2 газ маркируется с указанием количества CO2, добавленного в аргон.
Например, «C25» представляет собой защитный газ, состоящий из 25 % CO2 и 75 % аргона. Сварка со 100% CO2 будет иметь маркировку C100.
Подняв концепцию смешивания газов на новый уровень, используя тримиксный защитный газ (например, 90 % гелия, 7,5 % аргона и 2,5 % CO2), можно получить наилучшие сварные швы на нержавеющей стали.
Этот газ может быть дорогим и не всегда доступен для сварщика-любителя. Но для качественных сварных швов на нержавеющей стали поиск тримиксной смеси может стоить затрат и усилий.
Связанное чтение : Какой размер газового баллона для MIG / TIG
Почему 100% аргон подходит для сварки стали TIG?
Сварка МИГ и сварка ВИГ отличаются применением присадочного материала и типом используемого электрода. Это влияет на дугу и характеристики сварного шва.
Это влияет на дугу и характеристики сварного шва.
При сварке МИГ в качестве электрода используется присадочная проволока, поэтому проволоку необходимо постоянно подавать к наконечнику по мере ее расхода.
В противоположность этому, при сварке TIG используется неплавящийся вольфрамовый электрод, а наполнитель подается в дугу отдельно. Этот электрод производит стабильную и сильную дугу, но вольфрамовый наконечник должен оставаться чистым и неповрежденным.
Родственные : Сварка MIG и TIG
Таким образом, для сварки TIG требуется газ, который остается инертным даже при высоких температурах сварки. Аргон остается инертным даже при повышенных температурах. Он также обеспечивает легкий запуск, поддерживает стабильную дугу и помогает поддерживать чистоту вольфрамового электрода.
Таким образом, для сварки TIG стали с аргоном можно использовать, тогда как для сварки MIG стали лучше использовать смесь аргона/CO2.
Читайте также:
Стоимость аргона – сколько и где купить
Типы сварочных газов и для чего они используются
Можно ли сваривать МИГ малоуглеродистой стали с использованием чистого или 100% аргона (прямой аргон)?
Сварка MIG, или сварка металлов в среде инертного газа, является предпочтительным методом сварки с момента его разработки во время Второй мировой войны. Он был разработан заводскими рабочими, чтобы значительно увеличить скорость производства и сохранить однородность сварного шва по всей конструкции.
Он был разработан заводскими рабочими, чтобы значительно увеличить скорость производства и сохранить однородность сварного шва по всей конструкции.
Сварка MIG намного быстрее и дешевле, чем другие виды сварки, но это также один из самых простых способов сварки для изучения. Как говорят некоторые люди, это очень похоже на использование клея с несколькими дополнительными шагами.
Можно ли сваривать мягкую сталь MIG в прямом аргоне? Да, вы можете использовать 100% аргон для сварки стали методом MIG, но у этого сварочного газа есть много плюсов и минусов. Лучше всего использовать комбинацию сварочных газов MIG, чтобы получить наилучшие результаты для вашего конкретного проекта.
Аргон — один из четырех газов, используемых при сварке MIG. Принимая решение о том, следует ли использовать аргон для сварки MIG, вы должны учитывать конкретные качества вашего проекта, такие как толщина металла, качество, необходимое для сварки, и бюджет.
В этой статье мы обсудим плюсы и минусы сварки MIG с аргоном, а также ответим на вопрос, который волнует большинство людей, которые только начинают работать в сварочной отрасли или никогда не слышали о процессе сварки MIG: что такое сварка MIG?
Содержание
Сварка MIG с аргоном 100
Аргон широко используется в качестве инертного газа при сварке MIG, т. е. дополняет другой газ. Argon обеспечивает сварщику большее проплавление, стабильность дуги и меньшее разбрызгивание.
е. дополняет другой газ. Argon обеспечивает сварщику большее проплавление, стабильность дуги и меньшее разбрызгивание.
Аргон — инертный газ, что означает, что он не реагирует с другими материалами без значительного количества энергии.
Газ не вступает в реакцию с другими материалами или газами, что делает его идеальным газом для использования в процессе защиты.
Связанное чтение: Какие газы используют сварщики MIG >> Сварочный защитный газ | Полное руководство
100 Аргон для MIG можно использовать сам по себе, но только в крайнем случае, поскольку он оставляет очень хрупкий и некрасивый сварочный валик, узкий и неравномерный.
Причина этого в том, что 100%-й аргон не обладает высокой теплопроводностью, поэтому снаружи газового потока намного холоднее, чем в середине потока. Это создает небольшую узкую полость в металле, которая склонна к разрушению и имеет много брызг.
Использование 100 Argon для MIG допустимо для завершения проекта, если у вас закончился газ, или в крайнем случае, но в долгосрочной перспективе использование чистого Использование аргона для процесса сварки MIG не рекомендуется, так как он делает сварной шов более хрупким и менее привлекательным.
Сварка МИГ с 100 аргоном >> Посмотрите видео ниже
Сварка МИГ
Сварка МИГ считается одной из самых простых форм сварки, которая широко используется в сварочной промышленности сегодня. Он завоевал свою популярность благодаря своей простоте, экономической эффективности, скорости и возможности легкой настройки в соответствии со спецификой проекта, над которым вы работаете.
Что такое сварка MIG, а именно то, как работает процесс сварки MIG:
«Сварка МИГ — это процесс дуговой сварки, при котором непрерывный сплошной проволочный электрод подается через сварочную горелку в сварочную ванну, соединяя вместе два основных материала.
Защитный газ также подается через сварочную горелку и защищает сварочную ванну от загрязнения».
Источник: Miller Electric Mfg. LLC
Связанное чтение: 9 различных типов сварочных процессов и их преимущества
Отличие сварки MIG от других форм сварки в том, что она дает огромное преимущество в том, что она непрерывно подает проволоку. через сопло, чтобы обеспечить непрерывную сварку без замены проволоки.
Вы можете думать об этом как о пистолете для горячего клея, в котором у вас есть только определенное количество клея в пистолете в любой момент времени.
Если вы замените клеевой стержень на двадцатифутовый стержень клея, вы сможете использовать этот клеевой пистолет в течение более длительного периода времени.
Чем сварка МИГ не отличается от других видов сварки, так это тем, что при ней трудно получить хорошие сварные швы, когда сталь ржавая или не идеально чистая.
Если вам нужна скорость, качество и эффективность сварки MIG, вы должны убедиться, что металл, который вы планируете сваривать, чистый.
Лучше всего это сделать с помощью шлифовальной машины или металлической щетки, чтобы перед сваркой избавиться от всех загрязнений, находящихся на металле.
Связанное чтение: Сколько зарабатывают сварщики MIG? Средняя заработная плата сварщика MIG
Сварочные газы MIG
Процесс сварки MIG основан на использовании защитных газов для предотвращения контакта сварочной ванны с газами в атмосфере.
Защитные газы также направляют дугу и проволоку в одно место, что сводит к минимуму разбрызгивание. При выборе газа или комбинации газов для сварки MIG необходимо учитывать:
- Стоимость газа
- Свойства готового шва
- Подготовка
- Очистка после сварки
- Основной материал
- Процесс переноса сварки
- Производительность
 Сварка MIG с аргоном
Сварка MIG с аргоном Для сварки MIG используются четыре газа:
- Аргон
- Гелий
- Углекислый газ
- Кислород
Каждый из этих газов обладает особыми свойствами, которые имеют как преимущества, так и недостатки при использовании их в процессе сварки MIG. Чаще всего в процессе используется комбинация двух этих газов.
Связанное чтение: Как использовать сварочный аппарат MIG без газа | Подходит ли безгазовая сварка MIG?
Двуокись углерода
Двуокись углерода является наиболее распространенным из этих газов, которые используются при сварке MIG. Кроме того, это единственное средство, которое можно эффективно использовать и которое обычно используется в чистом виде.
Углекислый газ также является наименее дорогим из этих газов, что делает его более привлекательным для использования по сравнению с другими газами.
Чистый диоксид углерода обеспечивает глубокое проплавление при сварке, что идеально подходит для более толстых металлов, но дает больше брызг и менее стабильную дугу, если не смешивается с другими газами.
Тем, кто уделяет особое внимание качеству сварки, для достижения наилучших результатов следует использовать комбинацию углекислого газа и аргона. Большинство из них считают смесью от 75 до 95 процентов аргона, а остальную часть составляет чистый углекислый газ.
Эта комбинация обеспечивает уникальное сочетание стабильности дуги, контроля сварочной ванны и меньшего разбрызгивания, чем если бы вы использовали только углекислый газ.
Вы также можете выполнить перенос распылением, что приведет к увеличению производительности и повышению качества сварного шва.
Аргон
Аргон создает более узкую полость провара, что идеально подходит для угловых и стыковых сварных швов. Кроме того, если вам нужно сварить цветной металл, металлы, содержащие железо, такие как; алюминий, магний или титан, аргон для сварки MIG необходим, чтобы сварной шов приклеился.
Кислород
Кислород является сверхреактивным газом; таким образом, он используется в меньших концентрациях, обычно ниже девяти процентов. Кислород используется для улучшения текучести сварочной ванны, проплавления и стабильности дуги в низколегированных сталях.
Кислород, однако, непосредственно вызывает окисление металлов, что ослабляет общую стабильность металла, что означает, что его нельзя использовать с металлами, склонными к окислению.
Связанное чтение: Является ли сварочный кислород таким же, как медицинский кислород?
Гелий
Гелий, как и аргон, используется для цветных металлов, но также может использоваться для нержавеющих сталей. Гелий также обеспечивает широкую и глубокую полость проникновения, что означает, что он идеально подходит для более толстых металлов.
Гелий обычно используется в соотношении от 25 до 75 процентов гелия и от 75 до 25 процентов аргона.