Сварка карбидом
Сварка карбида, сделанного на основе кремния, подразумевает его непосредственный контакт с водой, в ходе которого выделяется значительное количество ацетиленового газа и много тепла. Из-за данной эксплуатационной характеристики обеспечить безопасное хранение данного материала не так-то просто. Для того чтобы это сделать, карбид кладут в абсолютно герметичные баки, выполненные из кровельного металла. В них должно помещаться от 100 до 130 кг.
При сварке карбидом выделяется большое количество ацетилена — газа, отличающегося быстрой воспламеняемостью, поэтому при открытии таких бидонов следует позаботиться, чтобы поблизости не было искр и открытого пламени.
Сварочные работы с использованием карбидной пыли с размером частиц 2 мм и менее производиться не будут, так как такая пыль практически моментально растворяется в воде.
Карбид весьма широко используется для сварки газового типа, а также для резки металлов. Когда ацетилен начинает гореть вместе с кислородом, температура пламени может достигать свыше 3000 градусов по Цельсию. Это позволяет применять данный материал даже при работе с тугоплавкими материалами.
Какие меры безопасности нужны при работе с карбидом?
Выше говорилось, что карбид является взрывоопасным веществом, поэтому следует соблюдать определенные правила, которые помогут не допустить получения травм:
- Это вещество практически моментально вступает во взаимодействие с воздухом и водой, причем результатом данной химической реакции будет горючий ацетилен. Вследствие такого свойства карбида для сварки его следует хранить в абсолютно сухой и герметичной таре.

- Взрывоопасен не только выделяющийся газ, но и сам карбид, поэтому поблизости него не должно находиться искр или открытого пламени.
- Карбидная пыль с размером частиц менее 2 мм при попадании на кожу и глаза может вызвать раздражение, поэтому работать с материалом следует в защитных перчатках и в очках.
- Постоянная сварка с использованием карбида производится только в специальном помещении, где отсутствуют горючие вещества, а все предметы, находящиеся там, должны быть абсолютно несгораемыми. Хранить оборудование следует в полностью изолированных отсеках помещения. В нем должна быть оборудована система принудительной вентиляции.
- Генераторы ацетилена, использующие в своей работе карбид, категорически запрещено размещать в подвальных помещениях.
- Когда работы, связанные с проведением сварки, будут завершены, все загруженное вещество нужно будет выработать. Отработанные шлаки (они, как правило, представляют собой известковый налет) удаляются в бункер или в иное специально отведенное под это место.
- Нельзя курить поблизости от проведения работ, рядом с самим карбидом — использование открытого огня разрешено на расстоянии не менее 10 метров.
- Когда осуществляется транспортировка или хранение баллонов с ацетиленом, на клапаны в обязательном порядке надеваются защитные колпачки, также во время перевозки нельзя допускать соударения баллонов или тем более их падения. Производить транспортировку вместе с другими веществами также запрещено.


Как правильно применять карбид для проведения сварных работ?
- Его куски укладывают в корзину, причем их величина не должна превышать 8 см в диаметре, так как такой размер позволяет обеспечить выделение наибольшего количества ацетилена. Всю карбидную пыль предварительно удаляют, чтобы не допустить детонации материала во время работ.
- В аппарат, заполненный водой, устанавливают эту корзину, тщательно закрывая ее специальной крышкой, оснащенной винтом поперечной подачи.
- Начинают аккуратно вращать маховик винта, чтобы корзина постепенно опустилась в воду. Резкого погружения не допускают, так как это может привести к воспламенению газа и последующему взрыву. Карбид начнет постепенно реагировать с водой, выделяя значительные объемы ацетилена.

С того момента, как началось выделение ацетилена, можно приступать к проведению сварочных работ. Используют карбид для сварки стали, нержавеющих материалов, цветных металлов, а также разного рода заготовок, отличающихся достаточно высокой температурой плавления. В разобранном виде установка для ацетиленовой сварки является абсолютно безопасной.
Карбид для сварки: цена, принцип использования
Автор admin На чтение 3 мин. Просмотров 1.4k. Опубликовано
Карбид для сварки – вначале 80-х даже маленький кусочек этого вещества был настоящим сокровищем. Его обладатель поднимал свой «дворовой» статус до высоты ближайшей многоэтажки. Но наше поколение выросло и посмотрело на многие вещи под другим углом. В том числе и на карбид кальция. И сейчас это уже не сокровище, а источник ацетилена для газосварочного аппарата.
Как используют карбид кальция?
Рецепт карбидной бомбы мы приводить не будем. Нас интересует «гражданское» использование этого материала в формате «карбид-сварка». Эта схема употребления карбида предполагает контролируемое замачивание данного вещества в герметичной емкости, с последующим сбором продукта гидратации – горючего газа ацетилена.
Сам процесс использования карбида кальция выглядит следующим образом:
- Куски карбида загружают в корзину. Причем оптимальный размер кусков – 8 сантиметров в диаметре. Такие «камни» обеспечат оптимальный режим генерацию ацетилена. А вот карбидную пыль в генераторе использовать нельзя – камешки диаметром менее 2 миллиметров выделяют газ практически мгновенно, что приводит к риску взрывной разгерметизации устройства.
- Корзину помещают в аппарат, предварительно заполненный водой, горловину которого закрывают крышкой-траверсой с винтом поперечной подачи.
- Вращая маховик винта, вы погружаете корзину с карбидом в воду и даете старт процессу генерации ацетилена. Причем крупнокусковой карбид кальция — для сварки, напомним еще раз, нужен именно такой тип вещества — начинает «таять» постепенно и, увеличивая или уменьшая глубину погружения, можно управлять интенсивностью генерации горючего газа, поддерживая нужный уровень давления в горелке сварочного аппарата.
 А вот карбидную пыль в генераторе использовать нельзя – камешки диаметром менее 2 миллиметров выделяют газ практически мгновенно, что приводит к риску взрывной разгерметизации устройства.
А вот карбидную пыль в генераторе использовать нельзя – камешки диаметром менее 2 миллиметров выделяют газ практически мгновенно, что приводит к риску взрывной разгерметизации устройства.Таким образом, можно сказать, что карбид в сварке играет роль твердого «топлива», питающего ацетиленовый генератор. И без этого вещества использование ацетиленовых горелок было бы весьма затруднительно.
Ведь заполненную горючим веществом емкость под давлением (баллон) очень сложно транспортировать. А кусковой карбид достаточно сложить в железную банку, закрыть герметичной крышкой и перевозить на любые расстояния, поддерживая нулевую влажность материала.
А кусковой карбид достаточно сложить в железную банку, закрыть герметичной крышкой и перевозить на любые расстояния, поддерживая нулевую влажность материала.
Собственно, безопасность транспортировки и низкая цена карбида для сварки, килограмм которого выделяет до 250 литров ацетилена, поддерживают данную архаичную технологию стыковки металла даже в наше время высоких технологий.
Впрочем, работа с карбидом требует соблюдения некоторых правил безопасности. Ведь этот материал относится к достаточно опасным веществам.
Техника безопасности при использовании карбида кальция
На «заряженные» ацетиленовые генераторы распространяются те же правила, что действуют и в случае работы с прочими взрывоопасными баллонами. То есть, генератор ацетилена следует держать в вертикальном положении, используя только в случае отсутствия видимых повреждений корпуса (вмятин, трещин и так далее).
Кроме того, ацетиленовые генераторы нельзя использовать в подвалах или плохо проверчиваемых помещениях. Ведь этот горючий газ может взорваться от малейшей искры. Поэтому карбид кальция нужно оградить от контакта даже с атмосферной влагой.
Неиспользованный карбид, извлеченный из корзины генератора после окончания сварки, выбрасывают в специальный бункер. Повторное использование «подмоченного» материала не допускается.
И, да, возле генератора ацетилена категорически запрещается: курить, использовать для резки заготовок болгарку, включать электродуговой сварочный аппарат, разводить костры или просто поджигать горелку этого же аппарата. Отойдите от места сварки, как минимум на 10 метров.
Кстати, минимальная длина шланга от генератора до горелки равна именно 10 метрам.
Карбид кальция — Сварка металлов
Карбид кальция
Категория:
Сварка металлов
Карбид кальция
В настоящее время ацетилен в промышленных масштабах получается почти исключительно из карбида кальция СаС2 при взаимодействии его с водой. Другие методы получения ацетилена, например из нефти при обработке ее дуговыми разрядами, пока пе получили широкого применения.
Другие методы получения ацетилена, например из нефти при обработке ее дуговыми разрядами, пока пе получили широкого применения.
Карбид кальция получается в расплавленном виде и периодически выпускается из печи в формы, где, затвердевая, образует слитки-блоки. Расход электроэнергии на 1 т карбида кальция равен 3000—4000 кет-ч для мощных промышленных печей. Карбид кальция производится в больших размерах на крупных карбидных заводах для сварки и резки металлов, химических производств и других целей. Блоки карбида после остывания Дробят и сортируют по величине кусков. Товарный карбид выпускается семи грануляций, от 2—4 до 80—100 мм. Карбидная пыль, получающаяся при дроблении, непригодна для нормальных ацетиленовых генераторов из-за слишком энергичного разложения водой, перегрева и опасности взрыва.
Гранулированный карбид упаковывают в барабаны из тонколистового железа, герметически закрывающиеся, барабан вмещает 100—120 кг карбида. Технический карбид содержит 10—15% примесей, преимущественно непрореагировавших угля и извести; 1 кг химически чистого СаС2 дает около 370 л ацетилена С и 760 мм рт. ст.). Технический карбид по действующему плавающего колокола (рис. 1).
ст.). Технический карбид по действующему плавающего колокола (рис. 1).
В генераторах среднего давления, до 3000 мм вод. ст., газгольдер устроен по принципу сообщающихся сосудов, верхний резервуар открыт и сообщается с атмосферой (рис. 2). Давление ацетилена не остается постоянным и зависит от количества его в газгольдере. С увеличением количества ацетилена разность уровней верхнего и нижнего резервуаров и давление ацетилена возрастает, с уменьшением количества ацетилена в газгольдере давление его снижается. У генераторов с давлением свыше 3000 мм вод. ст. (0,3 кГ/см2) газосборником обычно является резервуар постоянного объема, не сообщающийся с атмосферой.
Рис. 1. Газгольдер с плавающим колоколом
Рис. 2. Газгольдер типа сообщающихся сосудов
При повышении давления сверх допустимого предела избыток ацетилена выпускают в атмосферу через предохранительный клапан. Генераторы этого типа изготовляют на рабочее давление до 15 000 мм вод. ст. Давление в газгольдере меняется пропорционально находящемуся в нем количеству ацетилена. Генераторы часто имеют автоматические устройства для поддержания более постоянного рабочего давления ацетилена.
Давление в газгольдере меняется пропорционально находящемуся в нем количеству ацетилена. Генераторы часто имеют автоматические устройства для поддержания более постоянного рабочего давления ацетилена.
Для питания сварочных горелок желательно иметь возможно более высокое давление ацетилена. Повышение давления улучшает работу сварочных инжекторных горелок, облегчает подачу ацетилена по трубопроводам, уменьшает колебания давления газа у горелки в процессе сварки. Ацетилен под давлением порядка 6000—10 000 мм вод. ст. позволяет работать безынжекторными горелками высокого давления, простыми по конструкции, надежными в работе, обеспечивающими максимальные устойчивость и постоянство сварочного пламени. Поэтому технологически для сварки ацетиленовый генератор тем лучше, чем выше давление производимого им ацетилена.
Реклама:
Читать далее:
Очистители ацетилена
Статьи по теме:
ГОСТ 30430-96
ГОСТ 30430-96
Группа В05
МКС 25. 160.10
160.10
ОКСТУ 0072
Дата введения 2002-01-01
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 72 «Сварка и родственные процессы», Институтом электросварки им. Е.О.Патона Национальной Академии наук Украины
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 10 от 03.10.96)
За принятие проголосовали:
Наименование государства | Наименование национального органа |
Азербайджанская Республика | Азгосстандарт |
Республика Беларусь | Госстандарт Республики Беларусь |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главгосинспекция «Туркменстандартлары» |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 16 января 2001 г. N 13-ст межгосударственный стандарт ГОСТ 30430-96 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2002 г.
N 13-ст межгосударственный стандарт ГОСТ 30430-96 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2002 г.
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на технологические процессы ручной и механизированной дуговой сварки, применяемые при исправлении дефектов чугунного литья, восстановлении поврежденных чугунных деталей и создании литосварных изделий из чугуна.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.2.032-78 Система стандартов безопасности труда. Рабочее место при выполнении работ сидя. Общие эргономические требования
ГОСТ 12.2.033-78 Система стандартов безопасности труда. Рабочее место при выполнении работ стоя. Общие эргономические требования
Общие эргономические требования
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.3.004-75 Система стандартов безопасности труда. Термическая обработка металлов. Общие требования безопасности
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 «Лепесток». Технические условия
ГОСТ 12.4.034-85 Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания. Классификация и маркировка*
_______________
* На территории Российской Федерации действует ГОСТ 12.4.034-2001 «Система стандартов безопасности труда. Средства индивидуальной защиты органов дыхания. Классификация и маркировка», здесь и далее по тексту. — Примечание изготовителя базы данных.
— Примечание изготовителя базы данных.
ГОСТ 12.4.035-78 Система стандартов безопасности труда. Щитки защитные лицевые для электросварщиков. Технические условия
ГОСТ 12.4.123-83 Система стандартов безопасности труда. Средства коллективной защиты от инфракрасных излучений. Общие технические требования
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1585-85 Чугун антифрикционный для отливок. Марки
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
Классификация и общие технические условия
ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки. Технические условия
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 19200-80 Отливки из чугуна и стали. Термины и определения дефектов
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26358-84 Отливки из чугуна. Общие технические условия
ГОСТ 28394-89 Чугун с вермикулярным графитом для отливок. Марки
N 1009-73 Санитарные правила при сварке, наплавке и резке металлов
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3. 1 графитизирующие элементы: Химические элементы, способствующие выделению графитной фазы при кристаллизации чугуна.
1 графитизирующие элементы: Химические элементы, способствующие выделению графитной фазы при кристаллизации чугуна.
3.2 литосварное изделие: Изделие, полученное сваркой литых (чугунных) заготовок.
3.3 модифицирующие элементы: Химические элементы, обеспечивающие изменение (модифицирование) формы графита от пластинчатой до шаровидной при кристаллизации чугуна.
3.4 подформа: Форма, изготовленная из формовочного материала по месту дефекта на отливке, для удержания жидкого металла при заварке дефекта и придания восстановленной части отливки требуемой формы и размеров.
Определение литейных дефектов по ГОСТ 19200.
4 Обозначения и сокращения
— сила сварочного тока, А;
— напряжение на сварочной дуге, В;
— скорость сварки, м/ч;
— скорость подачи электродной проволоки, м/ч;
— временное сопротивление разрыву, МПа;
— относительное удлинение, %;
НД — нормативный документ.
5 Требования
5.1 Требования к отливкам, деталям, заготовкам и материалам
Дуговой сварке подлежат отливки, детали и заготовки из серых чугунов (с пластинчатой формой графита) всех марок по ГОСТ 1412, ковких (с графитом хлопьевидной формы) всех марок по ГОСТ 1215, антифрикционных (с пластинчатой формой графита) всех марок по ГОСТ 1585, высокопрочных (с червеобразным графитом) всех марок по ГОСТ 28394 и высокопрочных (с шаровидным графитом) всех марок по ГОСТ 7293.
В качестве электродных материалов при дуговой сварке чугуна используют покрытые электроды (далее — электроды), порошковые проволоки и проволоки сплошного сечения на основе черных или цветных металлов.
Электродные материалы при сварке чугуна должны обеспечивать получение металла шва (наплавленного металла) сварного соединения, по химическому составу и структуре аналогичного основному металлу или (в случае применения электродов на основе никеля, меди или железа) более пластичного, чем чугун, сплава.
Типы металла шва (наплавленного металла) и соответствующие им рекомендуемые марки и сортамент сварочных материалов для дуговой сварки чугуна приведены в таблице А.1.
5.1.1 Требования к составу, характеристикам, свойствам свариваемых материалов
Химический состав и механические свойства свариваемых конструкционных чугунов должны соответствовать требованиям ГОСТ 26358.
Электроды для ручной дуговой сварки чугуна в части размеров и прочности покрытия, сварочно-технологических свойств, упаковки, хранения и транспортирования должны удовлетворять требованиям ГОСТ 9466.
Порошковые проволоки для механизированной дуговой сварки чугуна в части состояния поверхности, наполнения порошком, размеров и массы мотка, сварочно-технологических свойств, упаковки, хранения и транспортирования должны удовлетворять требованиям ГОСТ 26271.
Проволоки сплошного сечения для механизированной дуговой сварки чугуна в части состояния поверхности, размеров и массы мотка, сварочно-технологических свойств, упаковки, хранения и транспортирования должны удовлетворять требованиям ГОСТ 16130.
Формовочная смесь, используемая для изготовления подформ, должна обеспечивать удержание ванны жидкого металла и получение требуемых формы и размеров заваренного дефекта в соответствии с требованиями НД на отливку или деталь.
5.1.2 Требования к способам и порядку подготовки материалов, заготовок
Удаление формовочной смеси, пригара, ржавчины, накипи, масел и других загрязнений на отливках, деталях или заготовках осуществляют механической зачисткой, химическим травлением, выжиганием с помощью газового пламени, кипячением в щелочных ваннах и другими способами. Выбор способа очистки и порядок его выполнения устанавливаются НД на чугунные отливки, детали или заготовки.
Подготовка чугунных заготовок под сварку должна включать:
зачистку поверхностей заготовок в месте сварки;
выполнение разделки;
обезжиривание кромок разделки;
сборку заготовок с применением струбцин или прихваток;
установку в нужное положение.
Подготовка чугунных отливок под заварку дефектов должна включать:
зачистку поверхностей отливок в месте литейного дефекта;
разделку дефектов до их полного удаления;
изготовление подформ по месту сквозных или краевых дефектов.
Подготовка поврежденных чугунных деталей под восстановительную сварку должна включать:
зачистку поверхностей деталей в месте повреждения;
выполнение разделки;
засверловку концов трещин;
обезжиривание кромок разделки;
сборку с отбитыми частями или вставками с применением прихваток;
установку в нужное положение.
При подготовке чугунных заготовок под сварку литосварных изделий, а также при разделке трещин на поврежденных деталях с толщиной стенки до 30 мм должны применяться только механические способы, а способы термической резки (строжки) не допускаются.
При подготовке отливок с толщиной стенки более 30 мм для исправления литейных дефектов заваркой допускается применение для разделки воздушно-дуговой резки (строжки) или специализированных электродов для резки.
Концы трещин на поврежденных деталях из чугуна следует засверлить. Для надежного выявления концов трещин следует применять травление зачищенной поверхности слабыми растворами (2-4%) азотной или соляной кислоты. Порядок выполнения засверловки и травления трещин определяется НД на деталь.
Подформу на дефектной части отливки выполняют из огнеупорной формовочной смеси следующего состава: песок кварцевый — 4 части, глина белая огнеупорная — 4 части, графит — 2 части. Порядок подготовки смеси и нанесения ее на отливку устанавливается НД на отливки. Для изготовления подформ допускается использовать также графитовые пластины, огнеупоры и др.
5.1.3 Требования к методам контроля материалов, заготовок
Входной контроль материалов и заготовок осуществляют по параметрам и методам, установленным в НД на продукцию.
При подготовке чугунных заготовок под сварку в литосварное изделие проверяют:
соответствие марок чугуна заготовок марке чугуна литосварного изделия;
отсутствие внешних литейных дефектов: трещин, раковин, усадочной пористости, рыхлот, спаев и др. ;
;
соответствие формы и внешнего вида заготовок чертежам техническим условиям.
При сборке заготовок под сварку в литосварное изделие проверяют:
соответствие формы и основных размеров собранного под сварку изделия рабочим чертежам;
соответствие зазора в корне разделки под сварку заданному значению согласно НД на сварное изделие;
отсутствие следов масла, жиров и других загрязнений на кромках разделки.
5.1.4 Требования к маркировке материалов, заготовок
Маркировка материалов и заготовок, а также последовательность нанесения дополнительных реквизитов маркировки должны быть указаны в НД на материалы и заготовки конкретных видов.
5.1.5 Нормы расхода материалов
Нормы расхода основных материалов должны быть указаны в НД на продукцию конкретных видов.
Ориентировочные нормы расхода сварочных материалов приведены в таблице А.2.
5.2 Требования к технологическому процессу
Основное требование к технологическому процессу дуговой сварки конструкционных чугунов — обеспечение равнопрочности сварных соединений и основного металла. Только в отдельных случаях, оговоренных в НД на отливки и детали, допускается ухудшение механических свойств сварных соединений ( и ) до 25% сравнительно с механическими свойствами основного металла.
Только в отдельных случаях, оговоренных в НД на отливки и детали, допускается ухудшение механических свойств сварных соединений ( и ) до 25% сравнительно с механическими свойствами основного металла.
Процессы ручной и механизированной дуговой сварки чугуна выполняют на постоянном токе прямой или обратной полярности. Проволоки сплошного сечения или порошковые проволоки должны подаваться в зону сварки непрерывно, без рывков и задержек. Коэффициент использования электродных материалов не должен превышать пределы, установленные в таблицах А.3, А.4.
5.2.1 Требования к составу и последовательности операций технологического процесса
5.2.1.1 Сварка изделий
Технологический процесс дуговой сварки литосварных изделий из чугуна включает операции:
предварительный подогрев заготовок в сборе;
сварку изделия;
контроль качества сварных соединений;
испытание литосварных изделий.
Предварительный подогрев заготовок, собранных под сварку, выполняют в электропечи или газовым пламенем.
Дуговую сварку изделий из чугуна осуществляют, в основном, механизированными методами с использованием проволок сплошного сечения: ПАНЧ-11, ПАНЧ-12, МН-25 и др. — без предварительного подогрева (или с предварительным подогревом изделия до температуры 200-300 °С) или порошковых проволок: ПП-АНЧ-5, ППСВ-7 и др. — с предварительным подогревом изделия до температуры 400-600 °С. Однако при сварке изделий из чугуна предпочтительно использование автоматизированных процессов дуговой сварки, так как они выполняются без перерывов при небольшом расходе электродных материалов. В случае многопроходной сварки процесс может прерываться на зачистку швов, кантовку изделия, изменение режима сварки.
В случае необходимости сварные изделия подвергают термической обработке (отжигу) для снятия остаточных сварочных напряжений. Режимы термической обработки устанавливают в соответствии с НД на сварное изделие.
Требования к контролю качества сварных соединений чугуна — в соответствии с 5. 8.
5.2.1.2 Исправление литейных дефектов на отливках
Технологический процесс дуговой сварки (заварки) дефектов на чугунных отливках включает операции:
предварительный подогрев отливок;
сварку (заварку) дефектов;
контроль качества сварных соединений;
испытание отливок с исправленными дефектами.
Предварительный подогрев отливок с разделанными дефектами и подформами на них выполняют в электропечи, газовыми горелками или на горне с коксом.
Ручную дуговую сварку (заварку) дефектов осуществляют на чугунных отливках из серого чугуна с пластинчатым графитом электродами ЭЧ-1, ЭЧ-2, ЦЧ-5, на отливках из высокопрочного чугуна с шаровидным графитом — электродами ЭВЧ-1.
Механизированную дуговую сварку (заварку) дефектов на отливках из серого чугуна с пластинчатым графитом осуществляют с применением порошковых проволок ПП-АНЧ-2, ППСВ-7, на отливках из высокопрочного чугуна с шаровидным графитом — проволоки ПП-АНЧ-5.
Сварку (заварку) дефектов с предварительным подогревом отливок выполняют только в нижнем положении.
Дефекты с объемом наплавленного металла до 100000 мм заваривают непрерывно от краев к центру с подваркой усадки. Дефекты с большим объемом наплавленного металла разбивают на участки по форме в виде круга (диаметром 100 мм) или квадрата (100х100 мм). Заварку начинают с участка, расположенного в наиболее глубоком месте. Далее заваривают (наплавляют) последовательно участки толщиной примерно 10 мм с небольшим перекрытием заваренных участков. Между заваркой отдельных участков делают небольшие перерывы для зачистки поверхности шва (наплавки).
Замедленное охлаждение отливки с заваренным дефектом осуществляют с использованием тех же средств, которые применяют для предварительного подогрева.
В случае необходимости отливки с исправленными дефектами подвергают термической обработке (отжигу) для снятия остаточных сварочных напряжений и обеспечения обрабатываемости сварных соединений механическим инструментом. Режимы термической обработки устанавливают в соответствии с НД на отливки.
Режимы термической обработки устанавливают в соответствии с НД на отливки.
Требования к контролю качества чугунных отливок с исправленными литейными дефектами в соответствии с 5.8.
5.2.1.3 Восстановление деталей
Технологический процесс дуговой сварки разрушенных или изношенных чугунных деталей включает операции:
сварку поврежденных деталей;
контроль качества сварных соединений;
испытание восстановленных деталей.
Предварительный подогрев при дуговой сварке поврежденных чугунных деталей, как правило, не применяют.
Ручную дуговую сварку поврежденных чугунных деталей осуществляют с использованием покрытых электродов на никелевой (ОЗЧ-3, ОЗЧ-4, МНЧ-2), никележелезной (ОЗЖН-1), медной (ОЗЧ-2, ОЗЧ-6) или железной (ЦЧ-4) основе. Сварку ведут швами длиной 30-50 мм с перерывами на охлаждение и зачистку швов. Длинные трещины разбивают на участки длиной 50-60 мм и сварку осуществляют по участкам в определенном порядке в соответствии с НД на восстанавливаемую деталь.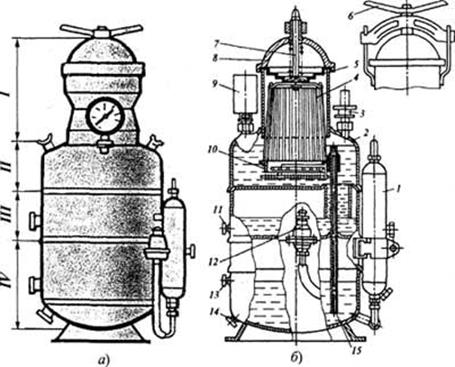 Таким же образом ведут сварку отбитых частей или вставок. Сварные швы, выполненные электродами со стержнем из никелевых сплавов, как правило, проковывают молотком непосредственно после обрыва дуги. При использовании электродов с медным стержнем проковка швов обязательна.
Таким же образом ведут сварку отбитых частей или вставок. Сварные швы, выполненные электродами со стержнем из никелевых сплавов, как правило, проковывают молотком непосредственно после обрыва дуги. При использовании электродов с медным стержнем проковка швов обязательна.
Механизированную дуговую сварку поврежденных чугунных деталей осуществляют с использованием проволок сплошного сечения на медной (МН-25) или никелевой (ПАНЧ-11, ПАНЧ-12) основе. Сварку ведут швами длиной 60-80 мм (проволокой ПАНЧ-11 до 150 мм) с перерывами на охлаждение. Длинные трещины разбивают на участки длиной 80-100 мм и осуществляют сварку по участкам в определенном порядке в соответствии с НД на восстанавливаемую деталь. Допускается сварные швы проковывать.
В случае необходимости восстановленные детали подвергают термической обработке (отжигу) для снятия остаточных сварочных напряжений и обеспечения обрабатываемости сварных соединений механическим инструментом. Режимы термической обработки устанавливают в соответствии с НД на деталь.
Требования к контролю качества восстановленных сваркой чугунных деталей в соответствии с 5.8.
5.2.2 Требования к режимам и параметрам технологического процесса
Дуговую сварку конструкционных чугунов выполняют с использованием покрытых электродов, порошковых проволок и проволок сплошного сечения.
5.2.2.1 Режимы сварки покрытыми электродами
Рекомендуемые режимы ручной дуговой сварки чугуна и коэффициенты использования электродов приведены в таблице А.3.
5.2.2.2 Режимы сварки порошковыми проволоками
Рекомендуемые режимы сварки чугуна порошковыми проволоками, а также коэффициенты использования порошковых проволок приведены в таблице А.4.
5.2.2.3 Режимы сварки проволоками сплошного сечения
Рекомендуемые режимы сварки чугуна проволоками сплошного сечения приведены в таблице А.5.
5.3 Требования к основному и вспомогательному технологическому оборудованию
5. 3.1 Требования к основному технологическому сварочному оборудованию
3.1 Требования к основному технологическому сварочному оборудованию
Электродержатели для ручной дуговой сварки чугуна электродами диаметром 2-6 мм должны удовлетворять требованиям ГОСТ 14651.
При механизированной дуговой сварке чугуна проволоками сплошного сечения или порошковыми проволоками основное технологическое оборудование должно обеспечивать равномерную подачу электродной проволоки в зону сварки со скоростью ее плавления и поддержание на заданном уровне параметров режима сварки, в первую очередь сварочного тока и напряжения дуги в соответствии с ГОСТ 18130.
Скорость подачи проволоки сплошного сечения регулируют от 50 до 150 м/ч, а порошковой проволоки — от 80 до 350 м/ч.
Источники питания для механизированной дуговой сварки чугуна (сварочные преобразователи или выпрямители постоянного тока) должны иметь жесткую или пологопадающую внешнюю характеристику.
5.3.2 Требования к механическому и вспомогательному технологическому оборудованию
Механическое оборудование, применяемое при сварке литосварных изделий из чугуна, должно соответствовать требованиям ГОСТ 21694.
Требования к вспомогательному технологическому оборудованию устанавливают в конструкторской документации на изделие.
5.4 Требования к технологической оснастке
Требования к технологической оснастке устанавливают в конструкторской документации на изделие.
5.5 Требования к характеристикам рабочего места, производственного помещения
Участок для дуговой сварки чугуна должен быть расположен в хорошо освещенном вентилируемом помещении, по объему и площади соответствующем санитарным нормам.
Организация рабочих мест сварщиков должна соответствовать требованиям ГОСТ 12.2.032 и ГОСТ 12.2.033.
На участке должны быть расположены посты ручной и (или) механизированной дуговой сварки, устройство для предварительного, сопутствующего и последующего подогрева заготовок или отливок и деталей, оборудованное место для подготовки заготовок под сварку (разделка дефектов, изготовление подформы на разделанном дефекте и др. ), оборудованное место для контроля качества сварных соединений, устройства для отвода и локализации выделяющихся при сварке аэрозолей.
), оборудованное место для контроля качества сварных соединений, устройства для отвода и локализации выделяющихся при сварке аэрозолей.
В зависимости от массы чугунных заготовок, отливок или деталей участок следует размещать в зоне действия цехового крана достаточной грузоподъемности или других грузоподъемных механизмов.
Питание участка электроэнергией должно быть от отдельного распределительного щита мощностью 20-100 кВ·А (при количестве постов от 1 до 5).
На постах дуговой сварки чугуна не должно быть сквозняков.
5.6 Требования к контролю технологического процесса
Контроль выполняют на всех стадиях дуговой сварки чугуна от подготовки отливок, деталей и заготовок до контроля качества сварных соединений.
На стадии подготовки проверяют чистоту поверхностей, зачищенных под сварку: отсутствие на них загрязнений и дефектов литейного происхождения — раковин, пористости, засоров, микротрещин и др. Для этого применяют методы визуального контроля с использованием луп и увеличительных стекол, а также травление слабыми растворами кислот для более надежного выявления микротрещин.
Проверяют правильность подготовки разделок под сварку: угол раскрытия кромок, притупление и зазор в корне разделки, засверловку концов трещин.
Подформу на крупных литейных дефектах проверяют на обеспечение формы и размеров отливки после заварки дефекта согласно требованиям чертежа на изделие.
При выполнении сварки с предварительным подогревом заготовок или отливок требуемую температуру подогрева контролируют с точностью ±10 °С.
В процессе сварки проверяют напряжение и сварочный ток вольтметрами и амперметрами классом точности 0,5. Контроль тока и напряжения проводят в начале сварки, а при длительной заварке крупных дефектов порошковой проволокой — периодически через каждые 5-7 мин.
5.7 Требования к испытаниям
Требования к испытаниям устанавливают в конструкторской документации на изделие или восстановленную деталь (отливку).
Если литосварное изделие или восстановленная деталь (отливка) работают под давлением, то после сварки их подвергают гидравлическим испытаниям на герметичность сварных соединений избыточным давлением 0,2-1,0 МПа или «керосиновой пробе». Условия и параметры испытаний на герметичность устанавливают в НД на изделия или детали.
Условия и параметры испытаний на герметичность устанавливают в НД на изделия или детали.
5.8 Требования к качеству продукции
Сварные соединения чугуна, выполненные дуговой сваркой, должны обеспечивать служебные характеристики, установленные нормативным документом на изделие.
Сварные соединения чугуна, выполненные дуговой сваркой, подвергают визуальному контролю с применением луп или увеличительных стекол с двух-пятикратным увеличением. При визуальном контроле выявляют дефекты, выходящие на поверхность: трещины, поры, подрезы, непровары. Волосовидные трещины, трудно выявляемые визуально, обнаруживают методом цветной дефектоскопии в соответствии с ГОСТ 3242.
Контроль качества сварных швов допускается осуществлять растяжением до разрушения образцов-«свидетелей», вырезанных поперек шва по ГОСТ 6996 из сваренных стыковых соединений чугуна, из которого изготовлены изделия, и по технологии сварки этих изделий.
Внутренние дефекты: трещины, поры, шлаковые включения, непровары и др.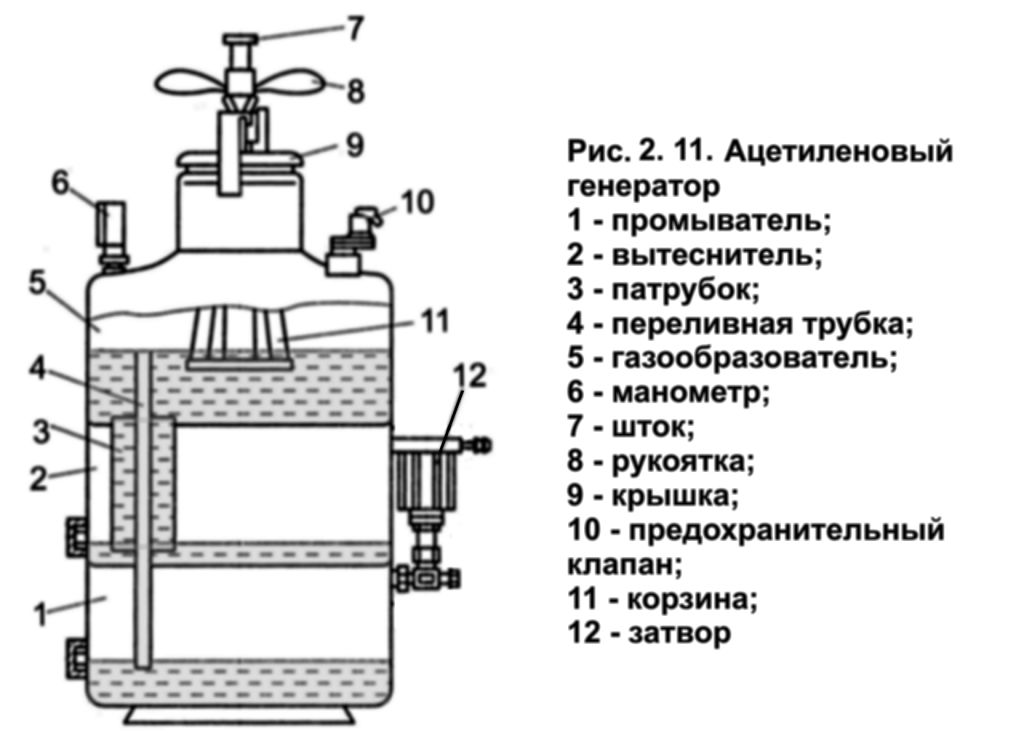 — при толщине металла до 250 мм могут выявляться радиационным методом (рентгеновскими или -лучами) в соответствии с ГОСТ 3242.
— при толщине металла до 250 мм могут выявляться радиационным методом (рентгеновскими или -лучами) в соответствии с ГОСТ 3242.
В зависимости от назначения свариваемых изделий и условий их эксплуатации установлены два уровня требований к их качеству.
Первый уровень: механические свойства металла шва и околошовной зоны (временное сопротивление разрыву, относительное удлинение) должны быть не хуже соответствующих механических свойств чугуна, из которого изготовлены свариваемые детали. Металл шва (наплавленный металл) должен обрабатываться режущим инструментом. Наличие трещин и пор недопустимо.
Второй уровень: механические свойства металла шва и околошовной зоны могут быть на 25% хуже соответствующих механических свойств основного металла, наплавленный металл должен обрабатываться режущим инструментом. Наличие трещин и сквозных пор недопустимо. Допустимые дефекты устанавливают в НД на изделия из чугуна.
Требования к декоративной заварке поверхностных дефектов настоящим стандартом не устанавливаются, если требования к ним ниже, чем к конструктивным сварным соединениям.
5.9 Требования к маркировке продукции
Маркировка на литосварных изделиях из чугуна по НД на продукцию.
5.10 Требования к упаковке, транспортированию и хранению продукции
5.10.1 Требования к упаковке и транспортированию
Требования к упаковке и транспортированию отливок, заготовок и сварочных материалов устанавливают в НД на соответствующий вид продукции.
5.10.2 Требования к хранению
Требования к хранению отливок, заготовок и сварочных материалов устанавливают в НД на соответствующий вид продукции.
5.11 Требования безопасности
Санитарно-гигиенические условия на участках дуговой сварки чугунов в части требований к производственным помещениям, оборудованию, приспособлениям, отоплению, вентиляции и освещению должны удовлетворять Санитарным правилам при сварке, наплавке и резке металлов N 1009.
Сварочные работы следует выполнять в соответствии с требованиями настоящего стандарта, ГОСТ 12. 3.003, ГОСТ 12.3.004, ГОСТ 12.3.009, Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства и Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей*.
3.003, ГОСТ 12.3.004, ГОСТ 12.3.009, Правил пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства и Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей*.
_______________
* Действуют «Межотраслевые Правила по охране труда (правила безопасности) при эксплуатации электроустановок» (ПОТ Р М-016-2001, РД 153-34.0-03.150-00). — Примечание изготовителя базы данных.
Содержание вредных веществ в воздухе рабочей зоны, образующихся при дуговой сварке чугуна, должно соответствовать требованиям ГОСТ 12.1.005. Если система вентиляции не обеспечивает требуемого качества воздушной среды в рабочей зоне сварки, то необходимо применять средства индивидуальной защиты органов дыхания согласно требованиям ГОСТ 12.4.034.
При контроле за состоянием воздушной среды на рабочих местах необходимо проводить определение содержания сварочного аэрозоля с последующим определением в его составе растворимых, нерастворимых и адсорбированных фторидов, никеля, хрома, марганца, меди, кремния, железа и их соединений, а в газовой фазе — HF, SiF, СО, О и оксидов азота (в пересчете на NO).
При работе в условиях запыленности сварщики должны применять противопылевые респираторы ШБ-1 «Лепесток» по ГОСТ 12.4.028.
Для защиты органов зрения, работающих от излучений сварочной дуги в видимой, ультрафиолетовой и инфракрасной областях, следует применять щитки сварщика по ГОСТ 12.4.035. Средства защиты от теплового (инфракрасного) излучения должны соответствовать требованиям ГОСТ 12.4.123.
Спецодежда и обувь для сварщиков должны надежно защищать их от искр и брызг расплавленного металла, вредных излучений, влаги и других факторов производственной среды по ГОСТ 12.3.002.
Для защиты рук сварщиков следует обеспечивать рукавицами или перчатками, изготовленными из стойких против брызг материалов, с низкой теплопроводностью.
При выполнении сварочных работ в условиях повышенной опасности поражения электрическим током сварщиков, кроме спецодежды, следует обеспечивать диэлектрическими перчатками, галошами и ковриками.
При сварке крупногабаритных чугунных отливок с предварительным подогревом необходимо применять теплоизолирующие покрывала и осуществлять экранирование рабочей зоны сварщика.
Средства индивидуальной защиты работающих должны подвергаться периодическим контрольным осмотрам и проверкам в сроки, установленные НД.
Рабочие, связанные с дуговой сваркой чугуна, должны проходить предварительные и периодические медицинские осмотры не реже одного раза в год.
5.12. Требования к обеспечению охраны окружающей среды
Для охраны окружающей среды при дуговой сварке чугуна следует применять местные отсосы, удаляющие сварочный аэрозоль непосредственно из зоны горения дуги, и горелки для механизированной дуговой сварки со встроенными отсосами сварочного аэрозоля.
Твердая составляющая сварочного аэрозоля, образующегося при дуговой сварке чугуна, должна осаждаться на фильтрах очистки в системах вентиляции. Для защиты атмосферного воздуха от загрязнений вредными веществами, образующимися при выполнении сварочных работ, должны быть предусмотрены мероприятия в соответствии с требованиями ГОСТ 17.2.3.02.
5.
 13 Требования к квалификации производственного персонала
13 Требования к квалификации производственного персонала
К выполнению работ по дуговой сварке конструкционных чугунов допускаются сварщики, прошедшие курс теоретического и практического обучения и аттестованные в соответствии с требованиями Правил аттестации сварщиков с присвоением квалификационного разряда не ниже IV для выполнения ручной дуговой сварки и не ниже III для выполнения механизированной сварки.
Порядок повышения квалификации, аттестации и переаттестации производственного персонала устанавливается предприятием, выполняющим работы.
ПРИЛОЖЕНИЕ А (рекомендуемое). Рекомендуемые сварочные материалы, ориентировочные нормы их расхода и режима сварки
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Таблица А.1 — Рекомендуемые марки и сортамент сварочных материалов для дуговой сварки чугуна
Тип металла шва (наплавленного металла) | Вид сварочного материала | Марка сварочного материала | Диаметр, мм |
Чугун с пластинчатым графитом | Электрод | ЭЧ-1, ЭЧ-2 | 12; 16 |
ЦЧ-5 | 3; 4; 5; 6 | ||
Порошковая проволока | ПП-СВ7, ПП-АНЧ2 | 3 | |
ППЧ-ЗМ, ППЧ-9 | 5 | ||
Чугун с шаровидным графитом | Электрод | ЭВЧ-1 | 8; 12; 14 |
Порошковая проволока | ПП-АНЧ5 | 3 | |
Легированная сталь | Электрод | ЦЧ-4 | 3; 4; 5 |
Медный сплав | Электрод | ОЗЧ-2 | 3; 4; 5; 6 |
ОЗЧ-6 | 2; 3; 4; 5 | ||
Проволока сплошного сечения | МН-25 | 1,6 | |
Высоконикелевый сплав | Электрод | ОЗЧ-3; ОЗЧ-4 | 2,5; 3; 4; 5 |
Проволока сплошного сечения | ПАНЧ-11 | 1,2 | |
Никележелезный сплав | Электрод | ОЗЖН-1 | 2,5; 3; 4; 5 |
Проволока сплошного сечения | ПАНЧ-12 | 1 | |
Никелемедный сплав (монель-металл) | Электрод | МНЧ-2 | 3; 4; 5; 6 |
Примечания | |||

Таблица А.2 — Ориентировочные нормы расхода сварочных материалов при дуговой сварке чугуна
Сварочный материал | Марка сварочного материала | Средний расчетный расход на 1 т годных отливок, деталей, кг |
Электроды с чугунным стержнем | ЭЧ-1, ЭЧ-2, ЭВЧ-1 | 0,15 |
Электрод со стальным стержнем | ЦЧ-5 | 0,002 |
Электрод со стальным стержнем и ванадием в покрытии | ЦЧ-4 | 0,008 |
Электроды с медным стержнем | ОЗЧ-2, ОЗЧ-6 | 0,05 |
Электроды с никелевым или никележелезным стержнем | ОЗЧ-3, ОЗЧ-4, ОЗЖН-1 | 0,02 |
Электрод с никелемедным стержнем | МНЧ-2 | 0,04 |
Порошковые проволоки 3 мм | ПП-АНЧ2, ПП-СВ7, ПП-АНЧ5 | 0,3 |
Порошковая проволока 5 мм | ППЧ-9, ППЧ-ЗМ | 0,4 |
Проволоки сплошного сечения | МН-25, ПАНЧ-11, ПАНЧ-12 | 0,02 |
Примечание — Расход формовочной смеси при заварке дефектов на отливках составляет 0,5 кг на 1 т годных отливок. | ||

Таблица А.3 — Рекомендуемые режимы ручной дуговой сварки чугуна
Марка электрода | Диаметр электрода, мм | Сила сварочного тока, А | Коэффициент использования электрода, % |
ЭЧ-1, ЭЧ2 | 12,0 | 1000-1100 | 70-80 |
16,0 | 1300-1400 | ||
ЦЧ-5 | 3,0 | 110-120 | 70-80 |
4,0 | 140-160 | ||
5,0 | 180-200 | ||
6,0 | 220-240 | ||
ЭВЧ-1 | 8,0 | 400-600 | 70-80 |
12,0 | 800-1000 | ||
14,0 | 1100-1300 | ||
ЦЧ-4 | 3,0 | 65-80 | 55-60 |
4,0 | 90-120 | ||
5,0 | 130-150 | ||
ОЗЧ-2 | 3,0 | 90-100 | 55-60 |
4,0 | 120-140 | ||
5,0 | 160-190 | ||
6,0 | 220-250 | ||
ОЗЧ-6 | 2,0 | 60-80 | 70-75 |
2,5 | 70-90 | ||
3,0 | 80-100 | ||
4,0 | 140-160 | ||
5,0 | 180-200 | ||
ОЗЧ-3, ОЗЧ-4 | 2,5 | 60-80 | 55-65 |
3,0 | 80-110 | ||
4,0 | 110-130 | ||
5,0 | 140-160 | ||
ОЗЖН-1 | 2,5 | 80-100 | 75-80 |
3,0 | 100-120 | ||
4,0 | 130-150 | ||
5,0 | 160-180 | ||
МНЧ-2 | 3,0 | 90-100 | 65-70 |
4,0 | 120-140 | ||
5,0 | 150-190 | ||
6,0 | 210-230 | ||
Примечания | |||
 Сварка электродами марки ЦЧ-4 может осуществляться на переменном токе.
Сварка электродами марки ЦЧ-4 может осуществляться на переменном токе.
Таблица А.4 — Рекомендуемые режимы сварки чугуна порошковыми проволоками
Марка | Диаметр | Сила сварочного тока, А | Напряжение на сварочной дуге, В | Скорость подачи | Коэффициент использования порошковой |
ПП-АНЧ2 | 3,0 | 240-550 | 28-35 | 80-300 | 80-85 |
ПП-СВ7 | 3,0 | 280-400 | 32-36 | 100-200 | 85-90 |
ППЧ-3М | 5,0 | 400-700 | 35-40 | 150-300 | 80-85 |
ППЧ-9 | 5,0 | 1000-1300 | 50-60 | 230-300 | 80-85 |
ПП-АНЧ5 | 3,0 | 300-450 | 32-36 | 100-200 | 85-90 |
Примечания | |||||
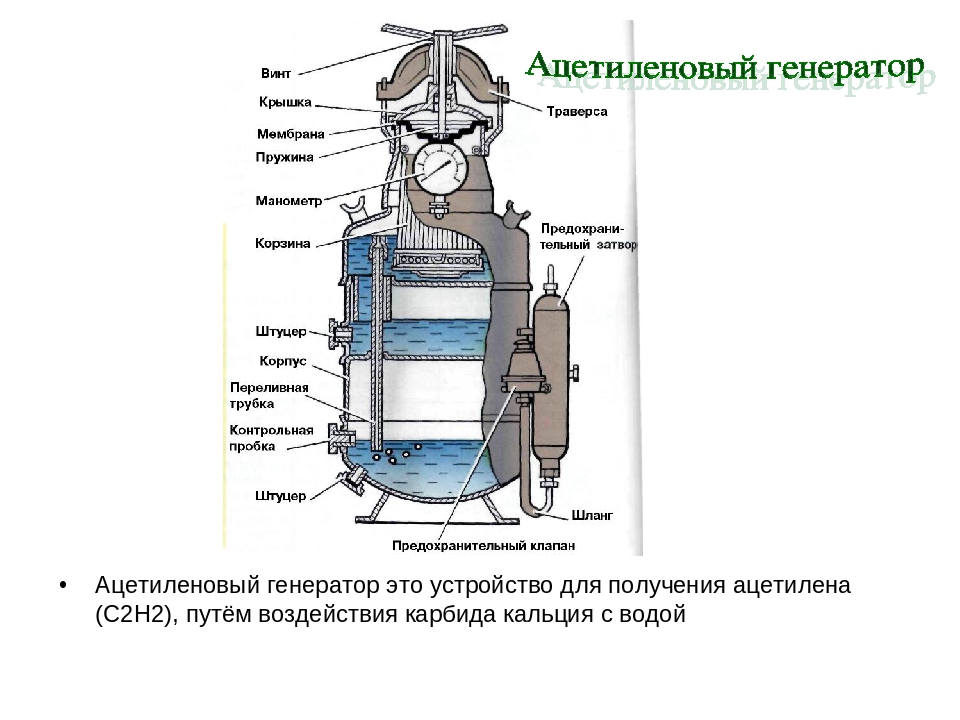
Таблица А.5 — Рекомендуемые режимы сварки чугуна проволоками сплошного сечения
Марка проволоки | Диаметр проволоки, мм | Сила сварочного тока, А | Напряжение на сварочной дуге, В | Скорость подачи |
МН-25 | 1,6 | 100-130 | 18-22 | 90-120 |
ПАНЧ-11 | 1,2 | 90-140 | 14-18 | 80-150 |
ПАНЧ-12 | 1,0 | 90-120 | 14-18 | 80-130 |
Примечания | ||||
 Скорость сварки составляет 8-9 м/ч.
Скорость сварки составляет 8-9 м/ч.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2001
Статьи — компания СПАРК
Дата публикации: 17.02.2020 15:46
Для повышения эффективности и облегчения сварочного процесса при обработке различных металлов широко применяется специальная проволока для сварки. Она позволяет обойтись без хрупких жестких электродов и автоматизировать подачу материала, необходимого для поддержания электрического разряда и образования сварного шва. Проволока представляет собой металлическую нить, изготовленную из очищенного от примесей металла или сплава. Также в ее состав входят различные легирующие компоненты. Она используется при сварке большинства марок стали, включая нержавеющие, чугуна, алюминия, меди и других материалов. Ее применяют при автоматической или полуавтоматической технологии сваривания.
Также в ее состав входят различные легирующие компоненты. Она используется при сварке большинства марок стали, включая нержавеющие, чугуна, алюминия, меди и других материалов. Ее применяют при автоматической или полуавтоматической технологии сваривания.
Существует несколько разновидностей проволоки для сварки металлов:
- стальная,
- нержавеющая,
- алюминиевая,
- омедненная,
- порошковая.
Стальная проволока для сварки
Она изготавливается из углеродистых или низколегированных сталей и отличается универсальностью применения. Ее используют для сварки различных металлоконструкций, металлических деталей и изделий. Такая проволока отлично подходит для создания неразъемных соединений при проведении строительных, монтажных, производственных работ. Сварка выполняется под флюсом без применения защитного или инертного газа. В качестве оборудования могут использоваться автоматические или полуавтоматические аппараты. Сварочная проволока общего назначения, применяемая для сварки стали, обычно содержит в себе определенное количество легирующих элементов. Они улучшают процесс сваривания, обеспечивают защиту шва от коррозии, позволяют стабилизировать дугу, а также решить другие технологические задачи. В качестве легирующих элементов обычно добавляются марганец, хром, кремний и никель.
Они улучшают процесс сваривания, обеспечивают защиту шва от коррозии, позволяют стабилизировать дугу, а также решить другие технологические задачи. В качестве легирующих элементов обычно добавляются марганец, хром, кремний и никель.
Нержавеющая проволока
Для ее изготовления используются высоколегированные коррозионностойкие стали. Она применяется в сварке нержавеющих сплавов в среде защитных газов. Обычная стальная проволока не подходит для подобных ситуаций. Это связано с тем, что сварные швы будут неустойчивыми к коррозии, что снизит общую коррозионную стойкость готового изделия. Нержавеющая проволока изготавливается в соответствии с ГОСТ 18143-72. Для ее производства могут применяться разные марки сталей, наиболее популярной из которых считается 12Х18Н10Т. Она отличается высоким содержанием хрома и никеля, а также наличием титана и других легирующих элементов. Различается по чистоте химического состава. Изделия с маркировкой А обладают стандартным содержанием загрязняющих примесей серы и фосфора. В проволоке, обозначенной АА, количество примесей минимально.
В проволоке, обозначенной АА, количество примесей минимально.
Алюминиевая проволока для сварки
Она применяется для сварки деталей, изготовленных из алюминия и алюминиевых сплавов. Сваривание выполняется в среде защитного газа, в качестве которого обычно используется аргон. Высококачественная проволока способна обеспечить создание надежных и долговечных соединений. Полученный сварочный шов обладает аналогичными или более высокими прочностными и другими физико-механическими характеристиками, чем у основного материала. Он отличается устойчивостью к образованию горячих трещин, пластичностью соединения, способностью противостоять коррозионным процессам. Химический состав может различаться в зависимости от разновидности изделия. Помимо алюминия она может содержать марганец, кремний и другие легирующие добавки.
Омедненная проволока для сварки металла
В отличие от обычной стальной проволоки, омедненная обладает специальным покрытием из медного сплава. Его толщина составляет несколько микрометров, а основной задачей является гарантия надежного контакта со свариваемой деталью. Омедненная проволока упрощает рабочий процесс, а также придает шву дополнительные прочностные характеристики. Готовое соединение способно переносить механические нагрузки, удары, резкие перепады температуры, разрывающие усилия, высокотемпературные воздействия. Еще одним преимуществом является малое количество брызг, что позволяет сократить затраты на расходные материалы. Также она обеспечивает более высокую скорость сварочного процесса.
Омедненная проволока упрощает рабочий процесс, а также придает шву дополнительные прочностные характеристики. Готовое соединение способно переносить механические нагрузки, удары, резкие перепады температуры, разрывающие усилия, высокотемпературные воздействия. Еще одним преимуществом является малое количество брызг, что позволяет сократить затраты на расходные материалы. Также она обеспечивает более высокую скорость сварочного процесса.
Порошковая проволока
Она представляет собой трубчатую конструкцию, заполненную металлическим порошком и специальным флюсом. Ее применяют не только для сварки, но и для наплавки материалов. Она позволяет решить многие проблемы, связанные с механизацией сварочных и наплавочных работ на открытых площадках или в полевых условиях. Благодаря порошковой проволоке можно в 2–5 раз повысить производительность технологических процессов, обойтись без трудоемких процедур удаления металлических брызг, обеспечить безупречное качество швов. Эти электроды отлично подходят для стыковых, нахлесточных, угловых соединений. Они применяются при автоматической и полуавтоматической сварки углеродистых и низколегированных сталей в среде аргона или углекислого газа.
Они применяются при автоматической и полуавтоматической сварки углеродистых и низколегированных сталей в среде аргона или углекислого газа.
Маркировка сварочной проволоки для сварки стали
Правила обозначения регламентируются ГОСТ 2246-70. Маркировка состоит из набора цифр и букв, которые содержат в себе следующую информацию:
- диаметр;
- назначение;
- процентное содержание углерода и наличие различных легирующих элементов;
- соответствие повышенным требованиям к чистоте;
- способ выплавки;
- нормативный документ.
Марка свариваемой стали | Условия и требования эксплуатации изделий | Марка сварочной проволоки |
03Х18Н11 03Х18Н12 03Х18Н10АГ3 04Х18Н10 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т 08Х22Н6Т 08Х18Н12Б 08Х18Н12Т 10Х18Н9ТЛ 10Х17Н12М2Т 0Х17Н13М3Т 08Х21М2Т | Работа изделий в агрессивных средах типа азотной кислоты | св-01Х19Н9 |
Требования к металлу шва по стойкости к МКК, как в исходном состоянии, так и после кратковременной выдержки в интервале критических температур | ||
Сварка разнородных сталей | св-07Х25Н13, св-07Х19Н10Б | |
Сварка деталей емкостного и реакторного оборудования. | св-04Х19Н9, св-06Х19Н9Т св-04Х19Н9С2 | |
Температура рабочей среды не выше 450оС. Требования по стойкости металла шва к МКК не предъявляются. | св-08Х20Н9Г2Б | |
Температура рабочей среды выше 350оС. Требования по стойкости металла шва к МКК. | св-07Х19Н10Б св-05Х20Н9ФБС | |
Работа изделий в агрессивных средах с температурой до 350оС. Требования к металлу шва по стойкости к МКК. | св-04Х18Н11М3 | |
06ХН28МДТ 03ХН28МДТ 03Х21Н21М4ГБ 03Х23Н25М3Д3Т | Сварка ответственных деталей оборудования, преимущественно толщиной до 12мм, работающих в средах серной и фосфорной кислот, с примесями фосфорных соединений. | св-01Х23Н28М3Д3Т |
03Х16Н15М3 | Сварка ответственных деталей оборудования, работающих в средах высокой агрессивности. | св-01Х19Н18Г10АМ4 |
03Х17Н14М2 | ||
08Х17Н13М2Т | ||
08Х17Н15М3Т | ||
09Х16Н15М3Б | ||
20Х23Н13 20Х23Н18 25Х25Н20С2 | Работа в окислительной средах при температуре до 1000оС | св-07Х25Н13 |
св-07Х25Н12Г2Т, св-06Х25Н12ТЮ, св-08Х25Н13БТЮ | ||
20Х20Н14С2 20Х25Н20С2 45Х45Н20С2 | Тонкостенная конструкция. Науглероженная рабочая среда с температурой не выше 1000оС. Требования по стойкости металла шва к МКК. | св-08Х21Н10Г6 |
30ХГСА 30ХГСНА | Сварка отвественных конструкций из низколегированных и легированных сталей в закаленном состоянии без последующей термообработки, а также аустенитных сталей и их сочетание с низколегированными и легированными сталями. | св-10Х16Н25АМ6 |
12Х18Н9Б 08Х18Н12Т 08Х18Н12Б | Сварка с гарантированным аустенитно-ферритным швом | св-08Х19Н10Г2Б |
 Требования по стойкости металла шва к МКК не предъявляются.
Требования по стойкости металла шва к МКК не предъявляются.

Рассмотрим особенности маркировки на конкретном примере. Например, обозначение Св-08Г2С-0 ГОСТ 2246-70 расшифровывается так:
- Св – проволока предназначена для сварочных работ;
- 08 – сплав содержит не более 0,08 % углерода;
- Г2 – до 2 % марганца;
- С – содержание кремния менее 1 %;
- О – изделие имеет омедненную поверхность;
- ГОСТ 2246-70 – отвечает требованиям данного стандарта.
Также из этой маркировки можно сделать вывод, что массовая доля легирующих элементов превышает 2,5 % (2 % марганца и 1 % кремния), а значит, данная сварочная проволока относится к легированным изделиям, которые подходят для сварки углеродистых и низколегированных сталей.
Материалы газовой сварки Статьи
Кислород при атмосферном давлении и обычной температуре — это газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20°С масса 1м3 кислорода равна 1,33 кг. Сгорание горючих газов или паров горючих жидкостей в чистом кислороде происходит очень интенсивно, в зоне горения развивается высокая температура. Для получения сварочного пламени с высокой температурой, необходимой для расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с технически чистым кислородом. Если горение газов происходит на воздухе, в котором кислорода содержится только 1/5 по объему (остальные 4/5 составляют азот и другие атмосферные газы), то температура сварочного пламени будет значительно ниже и процесс горения происходит значительно медленнее, чем в технически чистом кислороде. Сам кислород не токсичен, не горюч и не взрывоопасен, однако, являясь сильнейшим окислителем, резко увеличивает способность других материалов к горению, а при очень высокой скорости горения — к взрыву. Технический кислород добывают из атмосферного воздуха, который подвергают обработке в воздухоразделительных установках, где он очищается от пыли, углекислоты и осушается от влаги.
При атмосферном давлении и температуре 20°С масса 1м3 кислорода равна 1,33 кг. Сгорание горючих газов или паров горючих жидкостей в чистом кислороде происходит очень интенсивно, в зоне горения развивается высокая температура. Для получения сварочного пламени с высокой температурой, необходимой для расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с технически чистым кислородом. Если горение газов происходит на воздухе, в котором кислорода содержится только 1/5 по объему (остальные 4/5 составляют азот и другие атмосферные газы), то температура сварочного пламени будет значительно ниже и процесс горения происходит значительно медленнее, чем в технически чистом кислороде. Сам кислород не токсичен, не горюч и не взрывоопасен, однако, являясь сильнейшим окислителем, резко увеличивает способность других материалов к горению, а при очень высокой скорости горения — к взрыву. Технический кислород добывают из атмосферного воздуха, который подвергают обработке в воздухоразделительных установках, где он очищается от пыли, углекислоты и осушается от влаги. Перерабатываемый в установке воздух сжимается компрессором до высокого давления и охлаждается в теплообменниках до сжижения. Жидкий воздух разделяют на кислород и азот. Процесс разделения происходит вследствие того, что температура кипения жидкого азота ниже температуры жидкого кислорода на 13°С. Азот оказывается более легкокипящим газом и испаряется первым, поэтому его отводят из воздухоразделительной установки в атмосферу. Жидкий чистый кислород накапливается в воздухоразделительном аппарате. При испарении кислорода им заполняют баллоны под давлением, создаваемым с помощью компрессора. Технический кислород транспортируют в стальных баллонах согласно требованиям ГОСТ 949-73 или в автореципиентах под давлением 15±0,5МПа (150±5кгс/см2) или 20±1,ОМПа (200 ±10кгс/см2) при 20°С. Для сварки и резки по ГОСТ 5583-78 выпускают технический кислород 1-го и 2-го сорта; 1-го сорта чистотой не менее 99,7% и 2-го сорта чистотой не менее 99,5%. При хранении или транспортировке наполненных баллонов давление в них должно соответствовать температуре окружающего воздуха (табл.
Перерабатываемый в установке воздух сжимается компрессором до высокого давления и охлаждается в теплообменниках до сжижения. Жидкий воздух разделяют на кислород и азот. Процесс разделения происходит вследствие того, что температура кипения жидкого азота ниже температуры жидкого кислорода на 13°С. Азот оказывается более легкокипящим газом и испаряется первым, поэтому его отводят из воздухоразделительной установки в атмосферу. Жидкий чистый кислород накапливается в воздухоразделительном аппарате. При испарении кислорода им заполняют баллоны под давлением, создаваемым с помощью компрессора. Технический кислород транспортируют в стальных баллонах согласно требованиям ГОСТ 949-73 или в автореципиентах под давлением 15±0,5МПа (150±5кгс/см2) или 20±1,ОМПа (200 ±10кгс/см2) при 20°С. Для сварки и резки по ГОСТ 5583-78 выпускают технический кислород 1-го и 2-го сорта; 1-го сорта чистотой не менее 99,7% и 2-го сорта чистотой не менее 99,5%. При хранении или транспортировке наполненных баллонов давление в них должно соответствовать температуре окружающего воздуха (табл.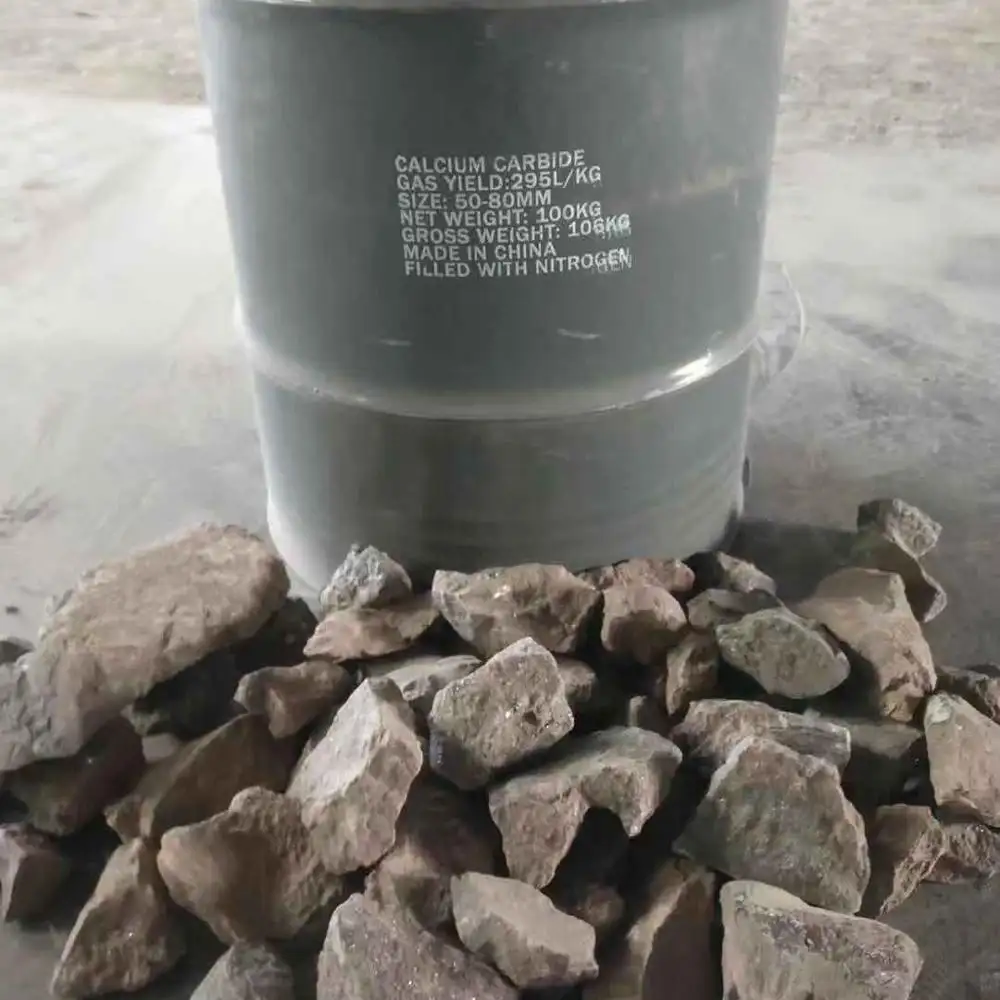 3.2.). Хранение и транспортировка наполненных баллонов при температуре выше 60°С не допускается. Баллоны с кислородом должны возвращаться на заполнение с остаточным давлением не ниже 0,05МПа (0,5кгс/см2). Ацетилен (С2Н2) является химическим соединением углерода с водородом. Это бесцветный горючий газ, имеющий резкий характерный запах. Длительное вдыхание ацетилена вызывает головокружение, тошноту, а иногда и сильное общее отравление. Ацетилен легче воздуха: 1м3 ацетилена при 20°С и атмосферном давлении имеет массу 1,09кг. Ацетилен является взрывоопасным газом. Температура самовоспламенения ацетилена лежит в пределах 240 — 630°С и зависит от давления и присутствия в ацетилене различных примесей. При атмосферном давлении смесь ацетилена с воздухом взрывается при содержании в ней ацетилена 2,2% и более, а в смеси с кислородом при содержании — 2,8% и более. Взрыв ацетилено-воздушной или ацетилено-кис-лородной смеси может произойти от искры, пламени или сильного местного нагрева. Поэтому обращение с карбидом кальция и с ацетиленом требует осторожности и строгого соблюдения правил безопасного труда.
3.2.). Хранение и транспортировка наполненных баллонов при температуре выше 60°С не допускается. Баллоны с кислородом должны возвращаться на заполнение с остаточным давлением не ниже 0,05МПа (0,5кгс/см2). Ацетилен (С2Н2) является химическим соединением углерода с водородом. Это бесцветный горючий газ, имеющий резкий характерный запах. Длительное вдыхание ацетилена вызывает головокружение, тошноту, а иногда и сильное общее отравление. Ацетилен легче воздуха: 1м3 ацетилена при 20°С и атмосферном давлении имеет массу 1,09кг. Ацетилен является взрывоопасным газом. Температура самовоспламенения ацетилена лежит в пределах 240 — 630°С и зависит от давления и присутствия в ацетилене различных примесей. При атмосферном давлении смесь ацетилена с воздухом взрывается при содержании в ней ацетилена 2,2% и более, а в смеси с кислородом при содержании — 2,8% и более. Взрыв ацетилено-воздушной или ацетилено-кис-лородной смеси может произойти от искры, пламени или сильного местного нагрева. Поэтому обращение с карбидом кальция и с ацетиленом требует осторожности и строгого соблюдения правил безопасного труда. В промышленности ацетилен получают при разложении жидких горючих, таких как нефть, керосин, воздействием электродугового разряда. Применяется также способ производства ацетилена из природного газа (метана). Смесь метана с кислородом сжигают в специальных реакторах при температуре 1300~1500°С. Из полученной смеси с помощью растворителя извлекается концентрированный ацетилен. Получение ацетилена промышленными способами на 30-40% дешевле, чем из карбида кальция. Промышленный ацетилен закачивается в баллоны, где находится в порах специальной массы растворенным в ацетоне. В таком виде потребители получают баллонный промышленный ацетилен. Свойства ацетилена не зависят от способа его получения. Остаточное давление в ацетиленовом баллоне при температуре 20°С должно быть 0,05-0, ШПа (0,5-1,0 кгс/см2). Рабочее давление в наполненном баллоне не должно превышать 1,9МПа (19 кгс/см2) при 20°С. Для сохранности наполнительной массы нельзя отбирать ацетилен из баллона со скоростью 1700дм3/ч. Рассмотрим подробнее способ получения ацетилена в генераторе из карбида кальция.
В промышленности ацетилен получают при разложении жидких горючих, таких как нефть, керосин, воздействием электродугового разряда. Применяется также способ производства ацетилена из природного газа (метана). Смесь метана с кислородом сжигают в специальных реакторах при температуре 1300~1500°С. Из полученной смеси с помощью растворителя извлекается концентрированный ацетилен. Получение ацетилена промышленными способами на 30-40% дешевле, чем из карбида кальция. Промышленный ацетилен закачивается в баллоны, где находится в порах специальной массы растворенным в ацетоне. В таком виде потребители получают баллонный промышленный ацетилен. Свойства ацетилена не зависят от способа его получения. Остаточное давление в ацетиленовом баллоне при температуре 20°С должно быть 0,05-0, ШПа (0,5-1,0 кгс/см2). Рабочее давление в наполненном баллоне не должно превышать 1,9МПа (19 кгс/см2) при 20°С. Для сохранности наполнительной массы нельзя отбирать ацетилен из баллона со скоростью 1700дм3/ч. Рассмотрим подробнее способ получения ацетилена в генераторе из карбида кальция. Карбид кальция получают путем сплавления кокса и негашеной извести в электрических дуговых печах при температуре 1900-2300°С, при которой протекает реакция: СаО+ЗС=СаС2 + СО I Расплавленный карбид кальция сливают из печи в формы-изложнкцы, где он остывает. Далее его дробят и сортируют на куски размером от 2 до 80 мм. Готовый карбид кальция упаковывают в герметически закрываемые барабаны или банки из кровельной жести по 40, 100, 130 кг. В карбиде кальция не должно быть более 3% частиц размером менее 2 мм (пыль). По ГОСТу 1460-81 устанавливаются размеры (грануляция) кусков карбида кальция: 2×8; 8×15; 15×25; 25×80 мм. При взаимодействии с водой карбид кальция выделяет газообразный ацетилен и образует в остатке гашеную известь, являющуюся отходом. Реакция разложения карбида кальция водой происходит по схеме: СаС2+ 2Н20 = С2Н2 + Са(ОН)2 Карбид Вода Газ Гашеная кальция ацетилен известь 1кг 0,562кг 0,406кг 1,156кг Из 1 кг химически чистого карбида кальция теоретически можно получить 372 дм3 (литра) ацетилена.
Карбид кальция получают путем сплавления кокса и негашеной извести в электрических дуговых печах при температуре 1900-2300°С, при которой протекает реакция: СаО+ЗС=СаС2 + СО I Расплавленный карбид кальция сливают из печи в формы-изложнкцы, где он остывает. Далее его дробят и сортируют на куски размером от 2 до 80 мм. Готовый карбид кальция упаковывают в герметически закрываемые барабаны или банки из кровельной жести по 40, 100, 130 кг. В карбиде кальция не должно быть более 3% частиц размером менее 2 мм (пыль). По ГОСТу 1460-81 устанавливаются размеры (грануляция) кусков карбида кальция: 2×8; 8×15; 15×25; 25×80 мм. При взаимодействии с водой карбид кальция выделяет газообразный ацетилен и образует в остатке гашеную известь, являющуюся отходом. Реакция разложения карбида кальция водой происходит по схеме: СаС2+ 2Н20 = С2Н2 + Са(ОН)2 Карбид Вода Газ Гашеная кальция ацетилен известь 1кг 0,562кг 0,406кг 1,156кг Из 1 кг химически чистого карбида кальция теоретически можно получить 372 дм3 (литра) ацетилена. Практически из-за наличия примесей в карбиде кальция выход ацетилена составляет до 280 дм3 (литров). В среднем для получения 1000дм3 (литров) ацетилена расходуется 4,3-4,5 кг карбида кальция. Карбидная пыль при смачивании водой разлагается почти мгновенно. Карбидную пыль нельзя применять в обычных ацетиленовых генераторах, рассчитанных для работы на кусковом карбиде кальция. Для разложения карбидной пыли применяются генераторы специальной конструкции. Для охлаждения ацетилена при разложении карбида кальция берут от 5 до 20 дм3 (литров) воды на 1кг карбида кальция. Применяют также «сухой» способ разложения карбида кальция. На 1 кг мелко раздробленного карбида кальция в генератор подают 0,2— 1 дм3 (литра) воды. В этом процессе гашения известь получается не в виде жидкого известкового ила, а в виде сухой «пушонки», удаление, транспортировка и утилизация которой значительно упрощается. При сварке и резке металлов можно применять также и другие горючие газы и пары горючих жидкостей. Для нагрева и расплавления металла при сварке необходимо, чтобы температура пламени примерно в два раза превышала температуру свариваемого металла.
Практически из-за наличия примесей в карбиде кальция выход ацетилена составляет до 280 дм3 (литров). В среднем для получения 1000дм3 (литров) ацетилена расходуется 4,3-4,5 кг карбида кальция. Карбидная пыль при смачивании водой разлагается почти мгновенно. Карбидную пыль нельзя применять в обычных ацетиленовых генераторах, рассчитанных для работы на кусковом карбиде кальция. Для разложения карбидной пыли применяются генераторы специальной конструкции. Для охлаждения ацетилена при разложении карбида кальция берут от 5 до 20 дм3 (литров) воды на 1кг карбида кальция. Применяют также «сухой» способ разложения карбида кальция. На 1 кг мелко раздробленного карбида кальция в генератор подают 0,2— 1 дм3 (литра) воды. В этом процессе гашения известь получается не в виде жидкого известкового ила, а в виде сухой «пушонки», удаление, транспортировка и утилизация которой значительно упрощается. При сварке и резке металлов можно применять также и другие горючие газы и пары горючих жидкостей. Для нагрева и расплавления металла при сварке необходимо, чтобы температура пламени примерно в два раза превышала температуру свариваемого металла. Поэтому использовать газы — заменители ацетилена целесообразно только при сварке металлов с более низкой температурой плавления, чем у стали, таких как алюминий, его сплавы, латунь, свинец. При резке металлолома используют пропан. Пропан — это горючий газ, который получают при добыче природных газов или при переработке нефти. Обычно получают не чистый пропан, а с примесью бутана до 5-30%. Такая смесь именуется пропан-бутановой. Для сварочных работ пропан-бутановая смесь доставляется потребителю в сжиженном состоянии в специальных баллонах. Переход смеси из жидкого состояния в газообразное происходит самопроизвольно в верхней части балкона из-за меньшей удельной массы газа по сравнению с сжиженной смесью. Технический пропан тяжелее воздуха и имеет неприятный специфический запах. Природный газ состоит в основном из метана (степень чистоты 98%), остальное — примеси в небольших количествах бутана и пропана. Газ имеет слабый запах, поэтому, чтобы обнаружить утечку, добавляют специальные пахнущие вещества.
Поэтому использовать газы — заменители ацетилена целесообразно только при сварке металлов с более низкой температурой плавления, чем у стали, таких как алюминий, его сплавы, латунь, свинец. При резке металлолома используют пропан. Пропан — это горючий газ, который получают при добыче природных газов или при переработке нефти. Обычно получают не чистый пропан, а с примесью бутана до 5-30%. Такая смесь именуется пропан-бутановой. Для сварочных работ пропан-бутановая смесь доставляется потребителю в сжиженном состоянии в специальных баллонах. Переход смеси из жидкого состояния в газообразное происходит самопроизвольно в верхней части балкона из-за меньшей удельной массы газа по сравнению с сжиженной смесью. Технический пропан тяжелее воздуха и имеет неприятный специфический запах. Природный газ состоит в основном из метана (степень чистоты 98%), остальное — примеси в небольших количествах бутана и пропана. Газ имеет слабый запах, поэтому, чтобы обнаружить утечку, добавляют специальные пахнущие вещества. Чаще всего метан применяют при резке металлов. Для образования газового пламени в качестве горючего можно использовать и другие газы (водород, коксовый и нефтяной газы), горючие жидкости (бензин, керосин, ацетон и т.д.). Жидкие горючие менее дефицитны, но требуют специальной тары для хранения. Для сварки, резки и пайки горючая жидкость преобразуется в пары пламенем наконечника горелки или резака.
Чаще всего метан применяют при резке металлов. Для образования газового пламени в качестве горючего можно использовать и другие газы (водород, коксовый и нефтяной газы), горючие жидкости (бензин, керосин, ацетон и т.д.). Жидкие горючие менее дефицитны, но требуют специальной тары для хранения. Для сварки, резки и пайки горючая жидкость преобразуется в пары пламенем наконечника горелки или резака.
Вредность — Аргонодуговая сварка — TIG
Составил:Главный внештатный специалист-эксперт Главного управления здравоохранения Курганской области главный профпатолог Лукина Марина Васильевна.
Основные профзаболевания
К основным, чаще всего развивающимся профзаболеваниям газоэлектросварщиков относятся:
1. Интоксикация марганцем (нейротоксикоз)
2. Пневмокониоз электросварщиков
3. Профессиональная экзема
4. Пылевой бронхит
5. Бронхиальная астма.
Интоксикация марганцем
Марганец относится к числу нейротропных ядов, способных вызвать развитие наиболее тяжелой формы профессионального нейротоксикоза. Марганец – хрупкий металл, легко соединяется с кислородом, растворим в кислотах, имеет жизненно важное значение, входит в состав ферментов, является кофактором для ряда ферментов, необходим для эритропоэза, синтеза гемоглобина, аскорбиновой кислоты, гликогена, образования хрящевой ткани. Марганец ускоряет выработку антител и синтез витамина С. Влияет на деятельность гипофиза и желез внутренней секреции, на функционирование мышц и нервов. В производственных условиях марганец встречается в виде пыли, паров, аэрозолей, содержащих оксиды или соли марганца. Марганец входит в состав качественных электродов, используемых для сварки, и в процессе работы выделяется в окружающую среду в составе сварочного аэрозоля. Т.о., марганец в виде аэрозоля проникает в организм через легкие, в меньшей степени через желудочно-кишечный тракт и кожу. Депонируется марганец в костях, головном мозге и паренхиматозных органах. В крови в норме содержится 0,012 – 0,050 мг% марганца. Выделение происходит в основном
Марганец – хрупкий металл, легко соединяется с кислородом, растворим в кислотах, имеет жизненно важное значение, входит в состав ферментов, является кофактором для ряда ферментов, необходим для эритропоэза, синтеза гемоглобина, аскорбиновой кислоты, гликогена, образования хрящевой ткани. Марганец ускоряет выработку антител и синтез витамина С. Влияет на деятельность гипофиза и желез внутренней секреции, на функционирование мышц и нервов. В производственных условиях марганец встречается в виде пыли, паров, аэрозолей, содержащих оксиды или соли марганца. Марганец входит в состав качественных электродов, используемых для сварки, и в процессе работы выделяется в окружающую среду в составе сварочного аэрозоля. Т.о., марганец в виде аэрозоля проникает в организм через легкие, в меньшей степени через желудочно-кишечный тракт и кожу. Депонируется марганец в костях, головном мозге и паренхиматозных органах. В крови в норме содержится 0,012 – 0,050 мг% марганца. Выделение происходит в основном
с калом, меньше с мочой, слюной, грудным молоком. Предельно допустимая концентрация (ПДК) марганца в воздухе рабочей зоны – 0,3 мг\м3 для аэрозолей дезинтеграции и 0,05 мг\м3 для аэрозолей конденсации.
Предельно допустимая концентрация (ПДК) марганца в воздухе рабочей зоны – 0,3 мг\м3 для аэрозолей дезинтеграции и 0,05 мг\м3 для аэрозолей конденсации.
Марганец обладает выраженным тропизмом к подкорковым узлам головного мозга. Он нарушает обмен биогенных аминов, ряда ферментов, угнетает адренореактивные и активирует холинореактивные системы, увеличивает содержание ацетилхолина в синапсах подкорковых узлов и гипоталамуса. Но главное в его токсическом действии – нарушение синтеза и депонирования дофамина, нарушение баланса содержания ацетилхолина и допамина, в результате чего нарушается мышечный тонус, точность, ловкость и плавность произвольных движений, развиваются вегетативные расстройства.
Марганец также вызывает гипофункцию желез внутренней секреции,
функциональную недостаточность печени, вазомоторную недостаточность, снижает кровенаполнение мозга (в бассейне вертебро-базиллярных артерий) и суммарный мозговой кровоток. Марганец обладает аллергизирующим действием, поэтому кроме поражения нервной системы способен вызывать бронхиальную астму и экзему. При вдыхании пыли марганцевых руд возможно развитие пневмокониоза (манганокониоза), при вдыхании сварочного аэрозоля – пылевого бронхита, пневмокониоза электросварщиков.
При вдыхании пыли марганцевых руд возможно развитие пневмокониоза (манганокониоза), при вдыхании сварочного аэрозоля – пылевого бронхита, пневмокониоза электросварщиков.
Необходимо отметить, что острых отравлений марганец не вызывает, в
производственных условиях развивается хроническая марганцевая интоксикация.
Признаки интоксикации развиваются медленно. У электросварщиков, работающих с марганецсодержащими электродами в закрытых емкостях и подвергающихся воздействию повышенных концентраций марганца в сочетании с оксидом углерода, клиническая картина поражения нервной системы характеризуется астеническими, вегетативно-сосудистыми, а иногда и негрубыми полиневритическими нарушениями. Степень
выраженности экстрапирамидных нарушений зависит от концентрации оксидов марганца в рабочей зоне.
Для стадии функциональных нарушений характерны общая слабость, повышенная утомляемость, снижение физической и умственной работоспособности, двигательной активности, повышенная сонливость. Сужается круг интересов, появляется благодушие, отсутствие адекватной оценки состояния своего здоровья, что обусловливает позднее
Сужается круг интересов, появляется благодушие, отсутствие адекватной оценки состояния своего здоровья, что обусловливает позднее
обращение больного за медицинской помощью. Отсутствие специфики и яркой клиники на этом этапе вызывает затруднения диагностики. Объективно у больного имеет место легкая мышечная гипотония, гипергидроз, гипомимия, лабильность пульса и АД, чувствительные нарушения. Это легкая степень хронической марганцевой интоксикации.
В большинстве случаев возможна стабилизация процесса, реже – восстановление здоровья.
При продолжении контакта с марганцем к этим проявлениям добавляются признаки интеллектуально-мнестических нарушений, экстрапирамидной недостаточности (брадикинезия, умеренное повышение мышечного тонуса, координационные нарушения), поражения периферических нервов (гипестезия по дистальному полиневритическому
типу). Изменения носят мало или необратимый, нередко прогрессирующий характер. Это средняя степень тяжести хронической марганцевой интоксикации. Тяжелая степень интоксикации развивается редко и характеризуется наличием акинетико-ригидного или амиостатического синдрома или марганцевого паркинсонизма.
Тяжелая степень интоксикации развивается редко и характеризуется наличием акинетико-ригидного или амиостатического синдрома или марганцевого паркинсонизма.
Марганцевый паркинсонизм развивается чаще у малостажированных больных (от нескольких месяцев до 2-3 лет) и характеризуется диффузным поражением нервной системы двигательными и психическими нарушениями. Кроме марганцевого паркинсонизма возможно развитие токсической полиневропатии с дистальной гипальгезией, снижением силы, болезненностью мышц при пальпации, снижение потенции у мужчин, нарушение менструального цикла у женщин, гастрита со ниженной секрецией.
Следует отметить, что у многих, длительно работающих в контакте с марганцем интоксикация не развивается или под воздействием сопутствующих марганцу окиси углерода, продуктов сгорания электрода, аэрозолей металлов развивается поражении других органов и систем. Очевидно, это связано с тем, что синдром марганцевого
паркинсонизма развивается в основном у лиц с генотипически обусловленной повышенной уязвимостью (неполноценностью) стриопаллидарной системы. Вследствие этого возможно субклиническое течение марганцевой интоксикации, которое под влиянием атеросклероза, нейротравмы, нейроинфекции и др. приобретает клиническое течение в виде синдрома марганцевого паркинсонизма. Необходимо отметить, что клинические проявления марганцевой интоксикации продолжают прогрессировать в течение многих лет после прекращения контакта с ним. Дифференциальный диагноз в стадии функциональных нарушений проводится с неврозами и неврозоподобными состояниями, полиневропатиями диабетического, постинфекционного, алкогольного происхождения. В стадии органических нарушений (токсическая энцефалопатия) – с опухолями головного мозга, острыми нарушениями мозгового кровообращения, постинфекционными и посттравматическими энцефалопатиями, паразитарным поражением головного мозга.
Вследствие этого возможно субклиническое течение марганцевой интоксикации, которое под влиянием атеросклероза, нейротравмы, нейроинфекции и др. приобретает клиническое течение в виде синдрома марганцевого паркинсонизма. Необходимо отметить, что клинические проявления марганцевой интоксикации продолжают прогрессировать в течение многих лет после прекращения контакта с ним. Дифференциальный диагноз в стадии функциональных нарушений проводится с неврозами и неврозоподобными состояниями, полиневропатиями диабетического, постинфекционного, алкогольного происхождения. В стадии органических нарушений (токсическая энцефалопатия) – с опухолями головного мозга, острыми нарушениями мозгового кровообращения, постинфекционными и посттравматическими энцефалопатиями, паразитарным поражением головного мозга.
Лечение и дальнейшее наблюдение пациента – в профцентре.
Патология легких и дыхательных путей у электросварщиков
В процессе работ, связанных с электросваркой, образуется высокодисперсный аэрозоль, включающий пыль железа и других металлов, а также газы, обладающие токсичными и раздражающими свойствами, и диоксид кремния. Состав и количество образующейся высокодисперсной пыли зависит от вида сварки, состава используемых сварочных материалов и свариваемых металлов, режима сварочного процесса и др. Кроме пыли железа, а при ряде работ и свободного диоксида кремния, сварочный аэрозоль может содержать токсичные вещества – оксиды марганца, оксиды хрома, соединения никеля, меди, цинка, ванадия и других металлов, а также оксиды азота, оксид углерода, озон, фторид водорода и др. Если в сварочном аэрозоле содержится большое количество пыли оксидов железа и диоксида кремния, то пневмокониоз электросварщиков расценивается как сидеросиликоз. При высоком содержании в аэрозоле свободного диоксида кремния могут развиваться классические формы силикоза.
Состав и количество образующейся высокодисперсной пыли зависит от вида сварки, состава используемых сварочных материалов и свариваемых металлов, режима сварочного процесса и др. Кроме пыли железа, а при ряде работ и свободного диоксида кремния, сварочный аэрозоль может содержать токсичные вещества – оксиды марганца, оксиды хрома, соединения никеля, меди, цинка, ванадия и других металлов, а также оксиды азота, оксид углерода, озон, фторид водорода и др. Если в сварочном аэрозоле содержится большое количество пыли оксидов железа и диоксида кремния, то пневмокониоз электросварщиков расценивается как сидеросиликоз. При высоком содержании в аэрозоле свободного диоксида кремния могут развиваться классические формы силикоза.
Известны случаи возникновения манганокониоза (пневмокониоз от воздействия пыли марганца) у электросварщиков, применяющих качественные марганецсодержащие электроды. При использовании электродов с фтористо-кальциевым покрытием у электросварщиков нередко возникают острые респираторные заболевания и пневмонии, что в определенной мере можно связать с токсическим действием образующегося при сварке фторида водорода. У газорезчиков, имеющих контакт с газами раздражающего и токсического действия, также отмечается наклонность к повторным пневмониям и частым острым респираторным заболеваниям. Возможно развитие острых поражений верхних дыхательных путей и легких вплоть до токсического отека легких (фторид водорода, оксиды азота и др.), а также литейной лихорадки от воздействия аэрозоля конденсации цинка, меди, никеля и других металлов. Т.о., сварочный высокодисперсный аэрозоль сложного состава может оказывать не только фиброгенное, но и токсическое, раздражающее, сенсибилизирующее действие. В связи с этим у электросварщиков и газорезчиков , помимо пневмокониозов, могут развиваться хронический бронхит и бронхиальная астма (от воздействия хрома, никеля и других соединений). Воздействие производственной пыли у сварщиков нередко сочетается с воздействием неблагоприятных факторов микро- и макроклимата, с вынужденной неудобной рабочей позой, что ускоряет развитие патологического процесса и обусловливает полиморфизм клинической картины.
У газорезчиков, имеющих контакт с газами раздражающего и токсического действия, также отмечается наклонность к повторным пневмониям и частым острым респираторным заболеваниям. Возможно развитие острых поражений верхних дыхательных путей и легких вплоть до токсического отека легких (фторид водорода, оксиды азота и др.), а также литейной лихорадки от воздействия аэрозоля конденсации цинка, меди, никеля и других металлов. Т.о., сварочный высокодисперсный аэрозоль сложного состава может оказывать не только фиброгенное, но и токсическое, раздражающее, сенсибилизирующее действие. В связи с этим у электросварщиков и газорезчиков , помимо пневмокониозов, могут развиваться хронический бронхит и бронхиальная астма (от воздействия хрома, никеля и других соединений). Воздействие производственной пыли у сварщиков нередко сочетается с воздействием неблагоприятных факторов микро- и макроклимата, с вынужденной неудобной рабочей позой, что ускоряет развитие патологического процесса и обусловливает полиморфизм клинической картины. Большую роль играет также работа в закрытых емкостях (цистерны, баки и т.п.), где в условиях замкнутого пространства и при отсутствии вентиляции сварщик вынужден дышать воздухом с большой концентрацией сварочных аэрозолей. Респиратором сварщики не пользуются в силу неудобства (одновременное использование щитка и респиратора практически невозможно), а специальными шланговыми противогазами с подачей воздуха предприятия не обеспечены. Пневмокониоз, обусловленный воздействием пыли, выделяющейся при сварочных работах и газорезке, характеризуется в большинстве случаев доброкачественным течением. Обычно кониотический процесс возникает через 15 – 20 лет после начала работы. В единичных случаях при проведении сварочных работ в замкнутых емкостях возможно более раннее развитие пневмокониоза (через 5 – 6 лет). Клинические проявления пневмокониоза электросварщиков, как и многих пневмокониозов, весьма скудны. Обычно больные жалуются на кашель сухой или с небольшим количеством мокроты, умеренную одышку при физическом напряжении, иногда – боли в грудной клетке.
Большую роль играет также работа в закрытых емкостях (цистерны, баки и т.п.), где в условиях замкнутого пространства и при отсутствии вентиляции сварщик вынужден дышать воздухом с большой концентрацией сварочных аэрозолей. Респиратором сварщики не пользуются в силу неудобства (одновременное использование щитка и респиратора практически невозможно), а специальными шланговыми противогазами с подачей воздуха предприятия не обеспечены. Пневмокониоз, обусловленный воздействием пыли, выделяющейся при сварочных работах и газорезке, характеризуется в большинстве случаев доброкачественным течением. Обычно кониотический процесс возникает через 15 – 20 лет после начала работы. В единичных случаях при проведении сварочных работ в замкнутых емкостях возможно более раннее развитие пневмокониоза (через 5 – 6 лет). Клинические проявления пневмокониоза электросварщиков, как и многих пневмокониозов, весьма скудны. Обычно больные жалуются на кашель сухой или с небольшим количеством мокроты, умеренную одышку при физическом напряжении, иногда – боли в грудной клетке. При этом физикальные данные обследования длительное время остаются в норме, показатели функции внешнего дыхания длительно не изменены.
При этом физикальные данные обследования длительное время остаются в норме, показатели функции внешнего дыхания длительно не изменены.
Позже обнаруживаются признаки эмфиземы легких, показатели ФВД слегка снижаются преимущественно по рестриктивному типу. Рентгенологически в начальной стадии пневмокониоза выявляются диффузное усиление и деформация сосудисто-бронхиального
рисунка. На этом фоне определяются четко очерченные, округлые, одинаковой формы и величины узелковоподобные образования, которые по мере прогрессирования заболевания и при продолжении работы в условиях воздействия аэрозоля довольно равномерно усеивают оба легочных поля. Указанные изменения обусловлены главным образом скоплением рентгеноконтрастных частиц металлической пыли. В отличие от силикоза не наблюдается значительное увеличение лимфоузлов корней легких, пневмофиброз выражен слабо, фиброзные узелки, характерные для силикоза, не формируются. Пневмокониозу электросварщиков свойственно, как правило, доброкачественное течение без прогрессирования процесса в постпылевом периоде. Отличительной его особенностью является возможность регрессии или обратного развития патологического процесса после прекращения работы в контакте с пылью. Наблюдаемое уменьшение количества и размеров узелковоподобных образований в легких обусловлено тем, что при этой форме кониотического процесса клеточная реакция в легких преобладает над процессами фиброза. В связи с этим возможно обратное развитие клеточно-пылевых очажков за счет элиминации рентгеноконтрастной пыли и рассасывания клеточных скоплений и молодых коллагеновых волокон. Пневмокониоз электросварщиков сравнительно редко осложняется туберкулезом. Довольно частые осложнения – это хроническая бронхолегочная инфекция с симптомокомплексом бронхита. Предрасполагают к развитию этого осложнения перенесенные острые отравления газами раздражающего и токсического действия или частые острые респираторные заболевания, под видом которых также нередко протекают слабовыраженные, стертые формы последствий острого воздействия газов, образующихся при сварке и газорезке металлов.
Отличительной его особенностью является возможность регрессии или обратного развития патологического процесса после прекращения работы в контакте с пылью. Наблюдаемое уменьшение количества и размеров узелковоподобных образований в легких обусловлено тем, что при этой форме кониотического процесса клеточная реакция в легких преобладает над процессами фиброза. В связи с этим возможно обратное развитие клеточно-пылевых очажков за счет элиминации рентгеноконтрастной пыли и рассасывания клеточных скоплений и молодых коллагеновых волокон. Пневмокониоз электросварщиков сравнительно редко осложняется туберкулезом. Довольно частые осложнения – это хроническая бронхолегочная инфекция с симптомокомплексом бронхита. Предрасполагают к развитию этого осложнения перенесенные острые отравления газами раздражающего и токсического действия или частые острые респираторные заболевания, под видом которых также нередко протекают слабовыраженные, стертые формы последствий острого воздействия газов, образующихся при сварке и газорезке металлов. Дифференцировать пневмокониоз электросварщиков необходимо с другими заболеваниями органов дыхания, характеризующимися развитием пневмофиброза и\или имеющими сходную рентгенологическую картину: туберкулез, саркоидоз, карциноматоз легких, лимфогранулематоз, диффузным фиброзирующим альвеолитом и др. В лечении пневмокониозов упор делается на этиологическое (прекращение контакта с пылью) и патогенетическое. Последнее включает в себя отхаркивающие препараты, муколитики, витамины, биогенные стимуляторы, по показаниям – бронхолитики, ингаляционные ГКС. Хороший эффект показывает физиотерапевтическое лечение, ЛФК, санаторно-курортное лечение.
Дифференцировать пневмокониоз электросварщиков необходимо с другими заболеваниями органов дыхания, характеризующимися развитием пневмофиброза и\или имеющими сходную рентгенологическую картину: туберкулез, саркоидоз, карциноматоз легких, лимфогранулематоз, диффузным фиброзирующим альвеолитом и др. В лечении пневмокониозов упор делается на этиологическое (прекращение контакта с пылью) и патогенетическое. Последнее включает в себя отхаркивающие препараты, муколитики, витамины, биогенные стимуляторы, по показаниям – бронхолитики, ингаляционные ГКС. Хороший эффект показывает физиотерапевтическое лечение, ЛФК, санаторно-курортное лечение.
Профилактика профзаболеваний электросварщиков
1. Совершенствование технологических процессов.
2. Регулярное использование индивидуальных средств защиты (для электросварщиков это противогазы шланговые, которые обеспечивают подачу воздуха, пригодного для дыхания, из чистой зоны; существуют также автономные противогазы, которые обеспечивают подачу дыхательных смесей из индивидуального источника воздухоснабжения; фильтрующие СИЗ органов дыхания газопылезащитные).
3. Наличие, исправность и регулярное использование коллективных средств защиты: местная приточно-вытяжная вентиляция и увлажнение перерабатываемых материалов.
4. Качественное проведение предварительных при поступлении на работу профилактических медицинских осмотров, основная цель которых — определение профессиональной пригодности к работе в контакте со сварочными аэрозолями. Основные противопоказания к допуску перечислены в приказе МЗ РФ от 14.03.1996г № 90 «О порядке проведения предварительных и периодических едицинских осмотров работников и медицинских регламентах допуска к профессии».
5. Качественное и регулярное проведение периодических профилактических медицинских осмотров, основная цель которых – выявление начальных признаков профзаболеваний и начальных признаков общих заболеваний, препятствующих продолжению работы в контакте с пылью и сварочными аэрозолями.
6. Оздоровление лиц, имеющих контакт с пылью, в профилактории, пансионате, труппе здоровья.
7. Защита временем (исключение чрезмерно длительного стаже работы со сварочными аэрозолями и пылью и исключение сверхурочных работ).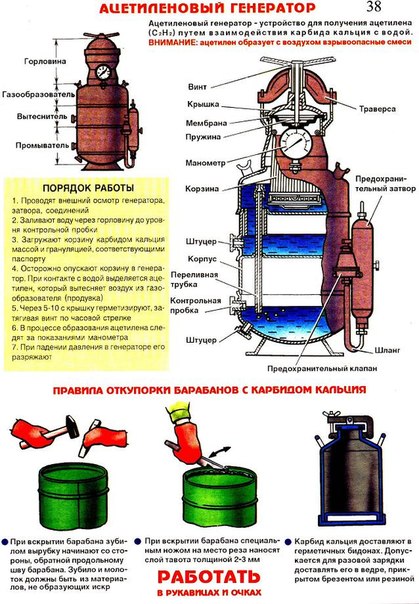 Рекомендуемый максимальный стаж для электросварщиков – 12,5 лет.
Рекомендуемый максимальный стаж для электросварщиков – 12,5 лет.
8. Наличие и регулярное использование дополнительных к обеденному оплачиваемых перерывов для посещения ингалятория. 9. Регулярное использование дополнительного питания.
10. Отказ от курения.
А ещё есть вольфрамовые электроды с торием, очень хорошо горят на постоянке, но торий мало, мало радиоактивен
Сварка карбида вольфрама
Свариваемый карбид вольфрама обычно используется для обозначения соединения карбида вольфрама со сталью без использования припоя. Сварка карбида вольфрама может быть настоящей сваркой, а может и не быть.
Это достигается за счет использования деталей из карбида вольфрама, таких как режущие кромки пил, со специальной обработкой поверхности. Наконечник пилы из карбида вольфрама с большим количеством поверхностного кобальта можно надежно и легко «сварить» индукцией. Это большая экономия на стоимости припоя и затрат на предварительное лужение.
Сварка карбида вольфрама состоит из двух частей. Стальной корпус пилы и подготовленный наконечник пилы из карбида вольфрама. Подготовленный наконечник имеет поверхность, подготовленную чем-то вроде кобальта. Эта поверхность из чистого кобальта обладает хорошей магнитной чувствительностью. Быстрее всего нагревается сталь, но нагревается и наконечник. Разница здесь в количестве тепла, передаваемого от стали к наконечнику. Затем сталь течет по детали из карбида вольфрама и вокруг нее. Стальные сплавы с кобальтом на поверхности.Это образует очень прочную связь.
Стальной корпус пилы и подготовленный наконечник пилы из карбида вольфрама. Подготовленный наконечник имеет поверхность, подготовленную чем-то вроде кобальта. Эта поверхность из чистого кобальта обладает хорошей магнитной чувствительностью. Быстрее всего нагревается сталь, но нагревается и наконечник. Разница здесь в количестве тепла, передаваемого от стали к наконечнику. Затем сталь течет по детали из карбида вольфрама и вокруг нее. Стальные сплавы с кобальтом на поверхности.Это образует очень прочную связь.
Есть несколько проблем. Сплав припоя не просто соединяет детали. Он также действует как амортизатор, чтобы предотвратить поломку детали. Пайка также является лучшей технологией для производства пил на заказ в ограниченных количествах.
Сварку карбида вольфрама применяют двумя способами. Он используется в производстве недорогих дисковых пил с напайками из карбида вольфрама для бытового использования. Он также используется для изготовления ленточных пил с напайками из карбида вольфрама.
Пожалуйста, не путайте эти изделия с действительно дешевыми лезвиями с наконечниками из карбида вольфрама.Пильные полотна продавались как «с твердосплавными напайками», а на самом деле были стальными. На этикетке мелким шрифтом пояснялось, что материал наконечника на 90% состоит из железа и в него включены карбиды вольфрама, которые образуются естественным образом в процессе сварки. Это правда, но не то, что обычно подразумевается под «карбидом вольфрама» в этой заявке.
Наплавка карбидом вольфрама от Hardface Technologies
Наплавка карбидом вольфрама
Наплавка карбидом вольфрама может помочь увеличить срок службы оборудования
на 300–800%.
Проволока для наплавки из карбида вольфрама POSTALLOY® специально разработана для обеспечения максимального срока службы наплавленных поверхностей. Hardface Technologies предлагает широкий выбор сплавов для наплавки в соответствии с вашими потребностями. Мы предлагаем проволоку для наплавки из карбида вольфрама, легированных различными металлами, такими как никель, хром, кремний и бор, для создания продуктов, обеспечивающих максимальную защиту вашего оборудования практически в любых условиях.
Преимущества продуктов для наплавки карбида вольфрама POSTALLOY®:
- Твердость до 70 Rc
- Легко наносится при слабом токе
- Непревзойденная износостойкость и коррозионная стойкость
Помимо проволоки для наплавки из карбида вольфрама, Postle Industries предлагает полную линейку продуктов для наплавки, разработанных для максимального срока службы вашего оборудования.
Mig Tungsten Carbide — это процесс сварки, при котором частицы карбида вольфрама (70 Rc) оседают в сварочной ванне наплавочной проволоки по мере ее нанесения.
- Использование в условиях экстремального истирания
- Включает неповрежденные частицы карбида вольфрама для максимальной стойкости к истиранию
- Более стойкий к истиранию, чем карбид хрома
- Обеспечивает срок службы 300-800% по сравнению с обычными наплавками
- Легко наносится
Карбид Миг непревзойден по износостойкости и ударопрочности при нанесении с POSTALLOY PS-98. Это связано с тем, что более мягкие проволоки изнашиваются, позволяя карбиду вольфрама буквально падать с изнашиваемой поверхности. ПОСТАЛЛЁЙ ПС-98 с твердостью до 60 Rc предотвращает это.
Это связано с тем, что более мягкие проволоки изнашиваются, позволяя карбиду вольфрама буквально падать с изнашиваемой поверхности. ПОСТАЛЛЁЙ ПС-98 с твердостью до 60 Rc предотвращает это.
Трубчатый электрод с флюсовым покрытием, легированный карбидом вольфрама и хромом
| Описание продукта ТРУБОЧНЫЙ ЭЛЕКТРОД ИЗ КАРБИДА ВОЛЬФРАМА Когда требуется защита карбидом вольфрама, Postalloy® 219HD — идеальный выбор.Наплавленные покрытия содержат карбид вольфрама в матрице, богатой кобальтом и хромом, что обеспечивает хорошее сочетание стойкости к истиранию и ударной вязкости. Среди других характеристик: • Простая свариваемость вне положения при диаметре 1/4 дюйма • Отличная работа на переменном или постоянном токе, даже на «жужжащем корпусе» • Низкая сила тока и высокое извлечение металла — нет шлака на стружке • Высокая скорость наплавки — до 3 раз быстрее, чем у обычных электродов.  • Влагостойкое покрытие даже в суровых погодных условиях или при высокой влажности. Наплавка Postalloy® 219HD — это уникальная концепция в технологии наплавки, эффективность которой превышает 90%.Его трубчатая конструкция обеспечивает очень плавные рабочие характеристики и допускает более высокие скорости перемещения и гораздо более высокое процентное содержание карбидообразующих элементов, содержащихся в сердечнике, по сравнению с обычными электродами с флюсовым покрытием. Postalloy® 219HD Подробнее о продукте | Свойства наплавленного слоя Твердость: 64-68Rc Толщина наплавленного слоя:2 слоя Рельеф легко проверяется для предотвращения нарастания напряжения.: Не подлежит резке пламенем.: | Области применения Острия шнека Ножи для измельчения и наковальни Плуги Muller Лопасти смесителя и лопасти вентилятора Зубья землечерпалки Спецификация 219HD |
Трубчатый электрод с флюсовым покрытием, легированный карбидом вольфрама, кобальтом и хромом
| Описание продукта ТРУБЧАТЫЙ ЭЛЕКТРОД ИЗ КАРБИДА Вольфрама Postalloy® 220HD содержит повышенные уровни карбида вольфрама по сравнению с Postalloy® 219HD, с дополнительным хромом и кобальтом для повышения прочности.  Уникальная смесь карбида вольфрама и хрома обеспечивает высокую полировку в эксплуатации, снижая коэффициент трения. Когда необходима защита от сильного истирания, Postalloy® 220HD — идеальный выбор. Уникальная смесь карбида вольфрама и хрома обеспечивает высокую полировку в эксплуатации, снижая коэффициент трения. Когда необходима защита от сильного истирания, Postalloy® 220HD — идеальный выбор. • Легкая свариваемость вне положения с диаметром 1/4 дюйма • Превосходная работа на переменном или постоянном токе, даже на «жужжащем корпусе». • Низкая сила тока и высокое извлечение металла — нет шлака, который раскалывается. Postalloy® 220HD имеет КПД более 90%. • Высокая скорость осаждения — до 3 раз быстрее, чем у обычных электродов. • Влагостойкое покрытие даже в суровых погодных условиях или при высокой влажности. Postalloy® 220HD Подробнее о продукте | Свойства наплавленного слоя Средняя двухслойная твердость: 64-68Rc Твердость карбида вольфрама:75Rc Толщина наплавленного слоя:2 слоя Рельеф легко проверяется для предотвращения накопления напряжений.: | Области применения Винты и шнеки конвейера |
Проволока из карбида вольфрама: порошковая, с открытой дугой
| Описание продукта Postalloy® TungGuard ™ 299-MCO — это наплавка с открытой дугой, в которой используется карбид вольфрама специального состава для создания микроструктуры с «сильными опорами», которая является необычно твердой и более устойчивой к истиранию, чем стандартная наплавка карбидом вольфрама провода.  Работает при более низких, чем обычно, токах, чтобы свести к минимуму разбавление и помочь развить его высокую твердость и уникальную микроструктуру в первом слое. Для исключительной устойчивости к истиранию земли с минимальным ударом или без него.
Postalloy® 299-MCO Подробнее о продукте Работает при более низких, чем обычно, токах, чтобы свести к минимуму разбавление и помочь развить его высокую твердость и уникальную микроструктуру в первом слое. Для исключительной устойчивости к истиранию земли с минимальным ударом или без него.
Postalloy® 299-MCO Подробнее о продукте | Свойства наплавленного слоя Твердость: Карбид вольфрама — 2300 HV Средняя твердость сплава матрицы наплавленного металла:60-65Rc Толщина наплавленного слоя:Максимум 2 слоя Отложения легко устраняют контрольную трещину: | Области применения Лезвия скребка |
Порошок: самофлюсующийся порошок на основе никеля с карбидом вольфрама
| Описание продукта Postalloy® CP63070-M — это самофлюсующийся порошковый сплав на основе никеля в сочетании с особой маркой карбида вольфрама с высоким содержанием углерода для обеспечения максимально возможной стойкости к истиранию.  Матрица, в которую заключены карбиды, имеет твердость 55–60 RC. Матрица, в которую заключены карбиды, имеет твердость 55–60 RC. Карбид вольфрама в CP63070 имеет очень высокую твердость с очень плотной однородной кристаллической структурой. Остаточные напряжения намного ниже, чем у обычного карбида вольфрама, что обеспечивает лучшую ударную вязкость и ударопрочность. Частицы практически не имеют микродефектов, что улучшает смачиваемость. Низкая температура плавления этого сплава в сочетании с карбидами, не содержащими кобальта, помогает уменьшить легирование в растворе и плавление карбидов. Используемый карбид вольфрама — это продукт, который проходит процесс окислительно-восстановительного процесса, который снижает окислительный потенциал этого сплава. Это помогает уменьшить нежелательное распыление и дает оператору больше контроля над лужей. Postalloy® CP63070-M использует тот же самофлюсующийся порошковый сплав на основе никеля, но с более экономичным, меньшим сопротивлением истиранию и менее ударопрочным карбидом вольфрама. | Свойства наплавки Твердость (1 слой): 58-62Rc Твердость Карбид вольфрама:2000-2300 HV Матрица средней твердости:55-60Rc | Области применения Почвообрабатывающие орудия |
 Разработан для условий менее абразивного износа или когда максимальная стойкость к истиранию не требуется.
Разработан для условий менее абразивного износа или когда максимальная стойкость к истиранию не требуется.Карбид вольфрама на основе никеля Проволока: с металлическим сердечником, с газовой защитой
| Описание продукта Postalloy® TungGuard ™ PS-11W с Reactive Core Technology ™ (RCT) — это порошковая проволока на никелевой основе без трещин, содержащая специальную смесь карбидов вольфрама для экстремального истирания и коррозии.Матрица устойчива к кислотам, щелочам, щелочам и другим агрессивным средам. Этот сплав можно наносить без трещин при соблюдении соответствующих процедур сварки.  Легирующие элементы в проволоке образуют наплавленный налет с более высокой твердостью, который инкапсулирует и защищает частицы карбида, уменьшая преждевременный износ, вызванный эрозией частиц карбида. В результате достигается значительное увеличение срока службы в экстремальных условиях по сравнению с PS-10, которую он заменил. Этот сплав имеет низкий диапазон плавления и хорошую свариваемость с гладкой дугой, снижает разбавление сварного шва и разбавление карбида, что позволяет производить поистине выдающуюся многозадачную проволоку.Используется для обработки низкоуглеродистой мягкой и низколегированной стали, нержавеющей стали, никеля и чугуна.
Postalloy® PS-11W Подробнее о продукте Легирующие элементы в проволоке образуют наплавленный налет с более высокой твердостью, который инкапсулирует и защищает частицы карбида, уменьшая преждевременный износ, вызванный эрозией частиц карбида. В результате достигается значительное увеличение срока службы в экстремальных условиях по сравнению с PS-10, которую он заменил. Этот сплав имеет низкий диапазон плавления и хорошую свариваемость с гладкой дугой, снижает разбавление сварного шва и разбавление карбида, что позволяет производить поистине выдающуюся многозадачную проволоку.Используется для обработки низкоуглеродистой мягкой и низколегированной стали, нержавеющей стали, никеля и чугуна.
Postalloy® PS-11W Подробнее о продукте | Свойства наплавки Может наноситься без трещин при соблюдении надлежащей процедуры сварки: наплавленный наплавленный металл нельзя разрезать пламенем: Толщина наплавленного слоя: Максимум 2 слоя Средняя твердость наплавленного слоя:53-57Rc Средняя твердость Карбид вольфрама:2300 — 2500 HV (70 Rc +) Рабочая температура до 1000 ° F (538 ° C): | Области применения Ремонт и упрочнение инструментов из ферритной и аустентной нержавеющей стали в химической и пищевой промышленности. Разработаны для применения в скважинных инструментах при глубоком бурении нефти и газа, таких как стабилизаторы. |

Карбид вольфрама для заливки (карбид Mig).
| Описание продукта Проволока для твердосплавной наплавки Postalloy® PS-98, легированная хромом и молибденом, разработана в первую очередь для использования в сочетании с процессом заливки карбидом MIG. Матрица PS-98 обеспечивает чистый, расплавленный и текучий сварной шов, который легко впитывает песчинки из карбида вольфрама. В отличие от сварочной проволоки из мягкой стали, которая обычно используется в процессе заделки карбида MIG, микроструктура инструментальной стали с высокой твердостью в матрице Postalloy® PS-98 предназначена для герметизации и защиты частиц карбида от преждевременной эрозии. Используется для обработки углеродистой, низколегированной и марганцевой стали. | Свойства наплавки Твердость (1 слой): 55-59Rc: | Области применения Отвалы грейдера Древесные отходы |

Спеченный карбид вольфрама
| Описание продукта Карбид вольфрама — один из лучших материалов для защиты оборудования от истирания, особенно в таких отраслях, как строительство, горнодобывающая промышленность, очистка земель и измельчение древесины или мусора, а также шлифование древесины в лесном хозяйстве. Postle измельчается и тщательно просеивается в соответствии с нашими спецификациями, чтобы обеспечить необходимую защиту от износа в областях с высоким абразивным износом. Спеченный карбид вольфрама Postalloy® Подробная информация о продукте | Области применения Тяжелые землеройные и горнодобывающие машины Компакторы для полигонов Шлифовальные машины Техника и оборудование для расчистки земель Переработка отходов и мусора Измельчение лесной продукции Окорочные, рубильные машины и мульчеры древесины Технические характеристики спеченного карбида вольфрама |
 Самый эффективный метод нанесения карбида вольфрама — это использование процесса заливки карбида вольфрама с использованием вибрационного питателя Postle в сочетании с нашей спеченной карбид вольфрамовой зернистой и сварочной проволокой PS-98.
Самый эффективный метод нанесения карбида вольфрама — это использование процесса заливки карбида вольфрама с использованием вибрационного питателя Postle в сочетании с нашей спеченной карбид вольфрамовой зернистой и сварочной проволокой PS-98. Если у вас есть вопросы или вам нужна дополнительная информация, обращайтесь в Postle Industries по телефону (216) 265-9000
.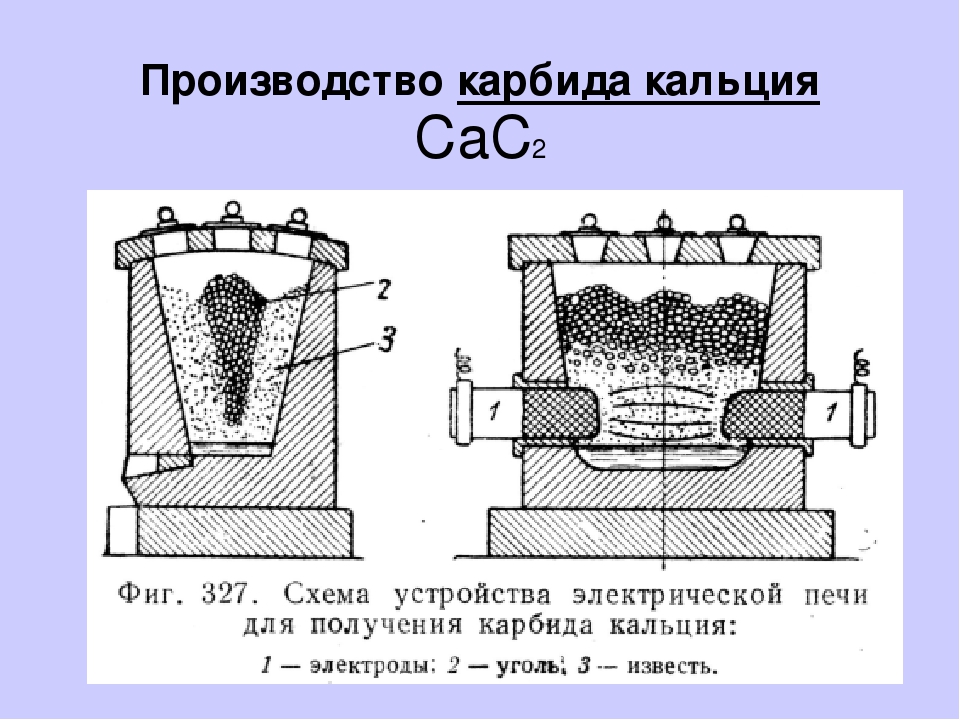 или обратитесь к местному дистрибьютору.
или обратитесь к местному дистрибьютору.
Урок 8 — Электроды для жесткой наплавки
Урок 8 — Электроды для жесткой наплавки © АВТОРСКИЕ ПРАВА 2000 УРОК ГРУППЫ ЭСАБ, ИНК. VIII хорошая термостойкость и коррозионная стойкость. Они сохраняют свою твердость и температуру до 1200 ° F. Сплавы на основе никеля пригодны для газового напыления и плазменной дуги. и доступны в основном в порошковая форма.Стоимость сплавов на основе никеля составляет примерно в пять-шесть раз больше, чем сплавы на основе железа. 8.2.3 Кобальт Базовые сплавы — Сплавы на основе кобальта состоят из 45-63% кобальта, 24-29% хром, 5,50-13,5% вольфрама и 1,10-3,20% углерод. Они, наверное, самые универсальные сплавов для наплавки, потому что они устойчивы к нагреву, коррозии, истиранию, умеренной удары, истирание и металл по металлу носить. Некоторые сплавы этой группы остаются в значительной степени жесткий при температуре до 1500 ° F. Применения будут включать оборудование для горячих работ, такое как
горячие штампы, детали клапана, ножницы,
и т. д. 8.2.3.1
В последние годы цена на кобальт
резко выросла, так как в
мир. Цена на кобальтовые сплавы за фунт превышает цену железа.
базовых сплавов примерно на
восемнадцать раз. 8.2.4
Вольфрам
Базовые сплавы
— Сплавы на основе вольфрама обеспечивают наибольшую износостойкость.
вязкие отложения твердого покрытия
материалы.Они состоят из твердых гранул вольфрама.
карбид распределен в матрице
железо, углеродистая сталь, кобальтовый или никелевый сплав. Матрица,
несколько мягче карбидов,
до некоторой степени изнашивается, оставляя твердые карбиды
выступающие. Такая шероховатость наплавки делает эти сплавы непригодными для
металл по металлу, но идеально
для таких применений, как буровые коронки и другие горные работы,
карьерные и землеройные работы. 8.2.4.1
Эти стержни или электроды обычно
поставляется в виде трубок из углеродистой стали, заполненных вольфрамом
гранулы карбида весовые.
Применения будут включать оборудование для горячих работ, такое как
горячие штампы, детали клапана, ножницы,
и т. д. 8.2.3.1
В последние годы цена на кобальт
резко выросла, так как в
мир. Цена на кобальтовые сплавы за фунт превышает цену железа.
базовых сплавов примерно на
восемнадцать раз. 8.2.4
Вольфрам
Базовые сплавы
— Сплавы на основе вольфрама обеспечивают наибольшую износостойкость.
вязкие отложения твердого покрытия
материалы.Они состоят из твердых гранул вольфрама.
карбид распределен в матрице
железо, углеродистая сталь, кобальтовый или никелевый сплав. Матрица,
несколько мягче карбидов,
до некоторой степени изнашивается, оставляя твердые карбиды
выступающие. Такая шероховатость наплавки делает эти сплавы непригодными для
металл по металлу, но идеально
для таких применений, как буровые коронки и другие горные работы,
карьерные и землеройные работы. 8.2.4.1
Эти стержни или электроды обычно
поставляется в виде трубок из углеродистой стали, заполненных вольфрамом
гранулы карбида весовые. Изготовленная стальная матрица не мягкая ни
значит, потому что
когда трубка плавится, она растворяет достаточно вольфрама и углерода, чтобы сформировать
жесткая матрица и способна поддерживать
гранулы карбида. 8.2.4.2
Несмотря на отличную стойкость к истиранию,
Сплавы карбида вольфрама могут выдерживать только
удары, которые не создают напряжения сжатия, превышающего их предел текучести.Сплавы карбида вольфрама имеют низкое сопротивление
к окислению и низкая устойчивость к коррозии, если
нанесены на никелевую или кобальтовую матрицу. Твердость при высоких температурах составляет
примерно
равны сплавам на основе железа с более высоким содержанием легированных, если гранулы карбида вольфрама
в утюге или
стальная матрица. Если в матрице никеля или кобальта, можно повысить твердость в горячем состоянии.
достигнуто. 8.2.4.3
Стоимость стержней или электродов в составе
гранул карбида вольфрама в угле
Стальная матрица примерно в девять раз больше, чем у сплавов на основе железа.
Изготовленная стальная матрица не мягкая ни
значит, потому что
когда трубка плавится, она растворяет достаточно вольфрама и углерода, чтобы сформировать
жесткая матрица и способна поддерживать
гранулы карбида. 8.2.4.2
Несмотря на отличную стойкость к истиранию,
Сплавы карбида вольфрама могут выдерживать только
удары, которые не создают напряжения сжатия, превышающего их предел текучести.Сплавы карбида вольфрама имеют низкое сопротивление
к окислению и низкая устойчивость к коррозии, если
нанесены на никелевую или кобальтовую матрицу. Твердость при высоких температурах составляет
примерно
равны сплавам на основе железа с более высоким содержанием легированных, если гранулы карбида вольфрама
в утюге или
стальная матрица. Если в матрице никеля или кобальта, можно повысить твердость в горячем состоянии.
достигнуто. 8.2.4.3
Стоимость стержней или электродов в составе
гранул карбида вольфрама в угле
Стальная матрица примерно в девять раз больше, чем у сплавов на основе железа. Если
матрица никель
или сплав на основе кобальта, затраты будут выше.
Если
матрица никель
или сплав на основе кобальта, затраты будут выше.| ЭЛЕКТРОДЫ ИЗ КАРБИДА Вольфрама | |
| AI-0760T-TDS | AI-0760T — трубчатый электрод, обеспечивающий оптимальную стойкость к истиранию. Сплав содержит литой карбид вольфрама в гранулированной форме в железной матрице.Покрытие покрытых электродов влагостойкое. Отложения содержат карбиды 2200 HV. Отложения нельзя сверлить или обрабатывать. Завершайте шлифовкой только при необходимости. Из-за исключительной твердости растрескивание является нормальным явлением. Продукт с контролируемым дымом и низким разбавлением. Магнитный. AI-0760T может наноситься непосредственно на простые и низкоуглеродистые стали. Области применения: муфты для бурения нефтяных скважин, скребки, шнеки и детали, подверженные очень высокому истиранию |
| AI-0779E-TDS | AI-0779E — ручной электрод, заполненный сверхтвердыми частицами плавленого карбида вольфрама и специальной матрицей из никеля, хрома и бора. Сплав специально разработан для применения в условиях экстремального истирания и эрозии в сочетании с коррозией. Материал матрицы обладает высокой устойчивостью к кислотам, щелочам и другим агрессивным средам. AI-0779E можно накладывать на мягкие стали, низколегированные стали, стальные отливки, никелевые и нержавеющие сплавы. Применения: стабилизаторы бурения, конвейерные винты, скребки, фрезерные плиты, лопасти смесителя, буровые инструменты и т. Д. |
| КАРБИД Вольфрама OXY / TIG ШТАНГИ | |
| AI-0776-TDS | AI-0776 представляет собой сплав, содержащий литые частицы карбида вольфрама в матрице из никелевого серебра, который наносится методом кислородно-ацетиленовой пайки.AI-0776 обеспечивает отличную износостойкость при истирании под высоким напряжением в компонентах, работающих при высоких давлениях. AI-0776 легко наносится на обычном оборудовании. Матрица из никель-серебра легко плавится (температура плавления около 850 ° C), а частицы карбида вольфрама равномерно диспергируются в однородном наплавленном шве.  |
| AI-0777-TDS | AI-0777 представляет собой сплав, содержащий литые частицы карбида вольфрама в матрице из никелевого серебра, который наносится методом кислородно-ацетиленовой пайки.AI-0777 обеспечивает максимальную стойкость к истиранию при высоких напряжениях в компонентах, работающих при высоких давлениях. AI-0777 легко наносится на обычном оборудовании. Матрица из никель-серебра легко плавится (температура плавления около 850 ° C), а частицы карбида вольфрама равномерно диспергируются в однородном наплавленном шве. Применения включают: Первоначально разработанный для стабилизаторов в буровой промышленности, для этого продукта было найдено много других применений. |
| AI-0779B-TDS | AI-0779B представляет собой трубчатый стержень для оксиацетиленовой наплавки, наполненный сверхтвердыми плавлеными частицами карбида вольфрама и специальной матрицей из никеля, хрома и бора. Плавленые литые частицы карбида вольфрама производятся с помощью нового уникального запатентованного процесса плавления, который делает их наиболее износостойкими карбидами вольфрама, доступными на сегодняшний день.  Плавленые литые карбиды имеют очень мелкую игольчатую игольчатую структуру (до 95%) и очень постоянную твердость, но при этом более пластичны, чем дробленый литой карбид или монокристаллический карбид. Твердость на 33% выше, чем у любого другого карбида, а объемная плотность на 10-20% выше. Плавленые литые карбиды имеют очень мелкую игольчатую игольчатую структуру (до 95%) и очень постоянную твердость, но при этом более пластичны, чем дробленый литой карбид или монокристаллический карбид. Твердость на 33% выше, чем у любого другого карбида, а объемная плотность на 10-20% выше. Результатом перечисленных выше характеристик является продукт, который обеспечивает значительное повышение износостойкости наплавленного металла. Сплав специально разработан для применения в условиях сильного истирания и эрозии в сочетании с коррозией. Материал матрицы обладает высокой устойчивостью к кислотам, щелочам и другим агрессивным средам. AI-0779B можно накладывать на мягкие стали, низколегированные стали, стальные отливки, никелевые и нержавеющие сплавы. Применение : стабилизаторы бурения, шнековые транспортеры, шнеки, скребки, фрезерные плиты, лопасти смесителя, буровые инструменты, точки обработки почвы, землеройные орудия и т. Д. |
| AI-0779SP-TDS | AI-0779SP представляет собой трубчатый стержень для оксиацетиленовой наплавки, наполненный сверхтвердыми сферическими литыми частицами карбида вольфрама и специальной матрицей из никеля, хрома и бора. Сферические литые частицы карбида вольфрама производятся с помощью нового уникального запатентованного процесса плавления, который делает их наиболее износостойкими карбидами вольфрама, доступными на сегодняшний день. Сплав специально разработан для применения в условиях сильного истирания и эрозии в сочетании с коррозией. Материал матрицы обладает высокой устойчивостью к кислотам, щелочам и другим агрессивным средам. AI-0779SP может наноситься на мягкие стали, низколегированные стали, стальные отливки, никелевые и нержавеющие сплавы.Применение : стабилизаторы бурения, шнековые транспортеры, шнеки, скребки, фрезерные плиты, лопасти смесителя, буровые инструменты, точки обработки почвы, землеройные орудия и т. Д. |
| AI-0799-TDS | AI-0799 представляет собой сплав, содержащий макроскопический гетерогенный осадок, состоящий из литых частиц карбида вольфрама в матрице из Ni, Cr, B и Si. Матрица включает твердый раствор на основе никеля с мелкодисперсной боридной дисперсией и небольшое количество карбидов в междендритной сетке. AI-0799 обеспечивает максимальную износостойкость при высоких нагрузках, истирание мелкими частицами компонентов, работающих при высоких давлениях, с некоторыми температурами и коррозии. AI-0799 наносится кислородно-ацетиленовым способом, поскольку более низкая температура нанесения приводит к меньшему растворению карбидов, чем дуговая технология. Основным преимуществом AI-0799 (помимо его превосходной стойкости к истиранию) является то, что после того, как он нанесен на компонент и этот компонент выведен из эксплуатации, AI-0799 может быть повторно нанесен поверх оставшегося слоя для подкраски. области износа, что значительно снижает затраты на повторную наплавку.Это главное преимущество перед другими типами наплавки, когда в большинстве случаев старый материал необходимо полностью удалить. |
| AI-0799SP-TDS | AI-0799SP — это гибкий кислородно-ацетиленовый наплавочный стержень, сочетающий в себе сверхтвердые сферические литые частицы карбида вольфрама и специальную матрицу из никеля, хрома и бора. Сплав специально разработан для применения в условиях сильного истирания и эрозии в сочетании с коррозией. Материал матрицы обладает высокой устойчивостью к кислотам, щелочам и другим агрессивным средам. AI-0799SP можно накладывать на мягкие стали, низколегированные стали, стальные отливки, никелевые и нержавеющие сплавы. |
| AI-0799SP70-TDS | AI-0799SP70 — это сплав, специально разработанный и выпущенный в 1998 году после успешных полевых испытаний для борьбы с комбинированными эффектами абразивного истирания и эрозии мелких частиц, как это было в промышленности минеральных песков и других областях, где перекачиваются влажные суспензии. Уникальные качества этого продукта заключаются в высокой концентрации (70% по весу) и крупности литых зерен карбида вольфрама.Тщательно смешанная смесь грубых, средних и мелких карбидов работает вместе, чтобы обеспечить хорошую ударопрочность и сопротивление истиранию крупных частиц крупных карбидов, твердую матрицу и защиту от истирания мелких частиц мелкими карбидами, а также баланс между этими двумя свойствами, обеспечиваемый средние карбиды. AI-0799SP70 обеспечивает максимальную износостойкость при истирании мелкими частицами в сочетании с некоторыми ударами. Применяется кислородно-ацетиленовым процессом. Более низкая температура нанесения приводит к меньшему растворению карбидов, чем при дуговом процессе. Применения включают: можно повторно нанести поверх существующего покрытия, чтобы подкрасить участки износа, что значительно снижает стоимость повторного покрытия. Это главное преимущество перед другими типами наплавки, когда в большинстве случаев старый материал необходимо полностью удалить. |
| ПРОВОД ОТКРЫТОЙ ДУГИ | |
| AI-1541-TDS | AI-1541 представляет собой трубчатую проволоку с открытой дугой, заполненную 40% плавленого карбида вольфрама (FTC) и до 10% специальных тугоплавких карбидов для полуавтоматического применения, где наблюдается экстремальный абразивный износ .На низколегированных сталях с максимальным содержанием углерода 0,45% наплавка не имеет трещин или имеет незначительные трещины. Более высокое содержание углерода может привести к небольшой степени контроля рельефа. Более высокое содержание углерода может привести к небольшой степени контроля рельефа. Для наплавки и ремонта замков и других деталей буровых и горных работ, подверженных сильному износу. Высокопроизводительная, но экономичная альтернатива АИ-1779. Области применения: экраны туннелей, строительство дорог, бурение, разведка геотермальных скважин, земляные работы, производство кирпича. |
| AI-1542VC-TDS | AI-1542VC представляет собой трубчатую проволоку с открытой дугой, заполненную матрицей из мягкой стали с добавлением 7% ванадия и 19% хрома (особенно жаропрочных и коррозионно-стойких тугоплавких карбидов) [1800- 2900HV0,2], образуя стабильную, плотную, устойчивую к царапинам матрицу из карбидов железо-хромового комплекса ванадия, связывающую 40% плавленый карбид вольфрама (FTC).Используется там, где наблюдается экстремальный абразивный износ в сочетании с сильной коррозией. Создает серебристую поверхность с ровным рельефом при нанесении на низкоуглеродистые подложки из
Области применения: горная промышленность, земляные работы, землеройные работы, бурение геотермальных скважин и глубокое бурение нефтяных и газовых скважин, проходческие щиты, строительство дорог и т. Д. Д. |
| КАРБИД ВОЛЬФРАМА MIG | |
| AI-1779C-TDS | AI-1779C относится к порошковой никелевой проволоке, заполненной гранулами плавленого карбида вольфрама (FTC), установленными в никелевой матрице, включая элементы хрома, бора и кремния, и предназначена для полу- автоматическая сварка.AI-1779C — специальный сплав для защиты изнашиваемых поверхностей от сильного истирания в сочетании с сильной коррозией. Применения: AI-1779C разработан для сварки всех типов стали и для упрочнения чугуна, а также для ремонта масляных инструментов, таких как стабилизаторы, сошники, калибровочные стержни и т. Д. AI-1779C может быть заменен на AI-1541VC в приложениях, где аустенитные и речь идет о термочувствительных отливках. AI-1779C рекомендуется для всех применений в нефтяной промышленности, горнодобывающей промышленности, геотермальной промышленности, переработке полезных ископаемых, пищевой промышленности и других областях с высоким истиранием / высокой коррозией.  |
| AI-1779VC-TDS | AI-1779VC относится к порошковой никелевой проволоке, заполненной гранулами плавленого карбида вольфрама (FTC), установленными внутри никелевой матрицы, включая элементы хрома, бора, кремния и сверхтвердых (3000HV0 .1) тугоплавкие карбиды. Он предназначен для полуавтоматической сварки. AI-1779VC — специальный сплав для защиты изнашиваемых поверхностей от сильного истирания в сочетании с сильной коррозией. Применения: AI-0779VC разработан для сварки всех типов стали и для упрочнения чугуна, а также для ремонта масляных инструментов, таких как стабилизаторы, сошники, калибровочные стержни и т.AI-1779VC можно заменить на AI-1542VC в приложениях, где требуется низкая магнитная пористость. AI-1779VC рекомендуется для всех применений при бурении нефтяных скважин, горнодобывающей промышленности, геотермальной промышленности, переработке полезных ископаемых, производстве кирпича и плитки, пищевой промышленности и других областях с высоким абразивным и коррозионным действием.  |
| ПОРОШКИ КАРБИДА ВОЛЬФРАМА / КАРБИДА ХРОМА ДЛЯ МАССОВОЙ СВАРКИ | |
| AI-0710TC-TDS | Спеченные детали из карбида вольфрама изготавливаются из очень тонких порошков карбида вольфрама и кобальта, которые хорошо перемешаны и измельчены в шаровой мельнице.Порошок прессуется до нужной конфигурации детали и спекается в вакууме. Готовые детали демонстрируют отличное сочетание твердости, прочности и износостойкости. Применения включают: геофизические буровые коронки, вставки для калибров для горных долот, долота для горного инструмента, стабилизаторы и развертки, зубья земляного шнека, фрезы для пней, ударные буровые коронки и различные горные инструменты. |
| AI-0711TC-TDS | Карбид вольфрама Пеллеты из кобальта изготавливаются из очень тонких порошков карбида вольфрама и кобальта, которые были тщательно перемешаны и измельчены в шаровой мельнице. Порошок гранулируется до необходимого размера ячейки и спекается. Полученные гранулы демонстрируют превосходное сочетание твердости, прочности и износостойкости. Порошок гранулируется до необходимого размера ячейки и спекается. Полученные гранулы демонстрируют превосходное сочетание твердости, прочности и износостойкости. Области применения: Инструмент для наплавки нефтепромыслов. Инструменты для горной наплавки. Замки твердосплавные. УБТ для твердосплавного покрытия. |
| AI-0712TC-TDS | Измельченный спеченный карбид вольфрама Кобальт производится из очень мелких порошков карбида вольфрама и кобальта, которые были тщательно перемешаны и измельчены в шаровой мельнице.Порошок спекается и измельчается до необходимого размера ячеек. Полученные частицы демонстрируют превосходное сочетание твердости, прочности и износостойкости. Применения включают: упрочнение нефтепромыслового инструмента, твердосплавного горного инструмента, твердосплавных замков и утяжеленных бурильных труб на твердое покрытие. |
| AI-0720TC-TDS | Литой карбид вольфрама — это очень твердый, устойчивый к истиранию металлический сплав, получаемый путем плавления вольфрама в присутствии углерода. Обычно материал разливают в виде слитков, измельчают до частиц неправильной формы и затем просеивают на различные U.S. Стандартные размеры сит. Обычно материал разливают в виде слитков, измельчают до частиц неправильной формы и затем просеивают на различные U.S. Стандартные размеры сит. Области применения: матрицы алмазных сверл, смеси с другими металлическими сплавами для наплавки, изготовление трубных стержней из карбида вольфрама и проволоки для автоматической сварки, наплавка утяжеленных бурильных труб и замков, а также наплавка буровых коронок. |
| AI-0730-TDS | Никель-хромовые гранулы карбида хрома изготавливаются из очень тонких порошков карбида хрома и никель-хрома, которые были хорошо перемешаны и измельчены в шаровой мельнице.Порошок гранулируется до необходимого размера ячейки и спекается. Полученные гранулы демонстрируют превосходное сочетание твердости, прочности и износостойкости. Применения включают: Типичные области применения включают: упрочнение нефтепромыслового инструмента, упрочнение горных инструментов, упрочнение замков бурильных труб и упрочнение утяжеленных бурильных труб. |
Сварочные инструменты заусенца карбида умирают биты точильщика, сделанные в США
Сварка — это процесс изготовления или скульптуры, при котором материалы, обычно металлы или термопласты, соединяются путем плавления, что отличается от методов соединения металлов при более низких температурах, таких как пайка и пайка, которые не плавят основной металл.Помимо плавления основного металла, в стык часто добавляют присадочный материал, чтобы сформировать ванну расплавленного материала (сварочную ванну), которая охлаждается, образуя соединение, которое может быть таким же прочным или даже более прочным, чем основной материал. Давление также можно использовать в сочетании с нагревом или само по себе для создания сварного шва.
Хотя встречаются и реже, существуют также процессы сварки в твердом состоянии, такие как сварка трением или сварка в защитном газе, при которых металл не плавится.
Некоторые из наиболее известных методов сварки включают:
Дуговая сварка с использованием экранированного металла (SMAW), также известная как «сварка штучной сваркой или электросварка», использует электрод с флюсом для защиты сварочной ванны.Электрододержатель удерживает электрод, пока он медленно тает. Шлак защищает сварочную ванну от атмосферного загрязнения.
При газовой вольфрамовой дуговой сварке (GTAW), также известной как TIG (вольфрам, инертный газ), для сварки используется неплавящийся вольфрамовый электрод. Зона сварки защищена от атмосферного загрязнения инертным защитным газом, например, аргоном или гелием.
Газовая дуговая сварка металлическим электродом (GMAW) — обычно называемая MIG (металл, инертный газ), использует пистолет для подачи проволоки, который подает проволоку с регулируемой скоростью и пропускает защитный газ на основе аргона или смесь аргона и диоксида углерода (CO2) над сварочной ванной, чтобы защитить ее от атмосферного загрязнения.
Дуговая сварка порошковой проволокой (FCAW) — почти идентична сварке MIG, за исключением того, что в ней используется специальная трубчатая проволока, заполненная флюсом; он может использоваться с защитным газом или без него, в зависимости от наполнителя.
Дуговая сварка под флюсом (SAW) — использует автоматически подаваемый расходный электрод и слой гранулированного плавкого флюса. Расплавленный сварной шов и зона дуги защищены от атмосферного загрязнения за счет «погружения» под слой флюса.
Электрошлаковая сварка (ESW) — высокопроизводительный однопроходный процесс сварки материалов большой толщины от 1 дюйма (25 мм) до 12 дюймов (300 мм) в вертикальном или близком к вертикальному положению.
Для сварки можно использовать множество различных источников энергии, включая газовое пламя, электрическую дугу, лазер, электронный луч, трение и ультразвук. Хотя сварка часто является промышленным процессом, она может выполняться во многих различных средах, в том числе на открытом воздухе, под водой и в открытом космосе. Сварка — опасное занятие, и необходимо соблюдать меры предосторожности, чтобы избежать ожогов, поражения электрическим током, повреждения зрения, вдыхания ядовитых газов и паров, а также воздействия интенсивного ультрафиолетового излучения.
До конца 19 века единственным процессом сварки была кузнечная сварка, которую кузнецы веками использовали для соединения железа и стали путем нагрева и обработки молотком. Дуговая сварка и кислородная сварка были одними из первых процессов, разработанных в конце века, и вскоре после этого последовала контактная сварка сопротивлением. Сварочные технологии быстро развивались в начале 20 века, поскольку мировые войны вызвали спрос на надежные и недорогие методы соединения. После войн было разработано несколько современных методов сварки, включая ручные методы, такие как SMAW, в настоящее время один из самых популярных методов сварки, а также полуавтоматические и автоматические процессы, такие как GMAW, SAW, FCAW и ESW.Развитие продолжилось с изобретением лазерной сварки, электронно-лучевой сварки, магнитно-импульсной сварки (MPW) и сварки трением с перемешиванием во второй половине века. Сегодня наука продолжает развиваться. Роботизированная сварка — обычное дело в промышленных условиях, и исследователи продолжают разрабатывать новые методы сварки и лучше понимать качество сварки.
История
История соединения металлов насчитывает несколько тысячелетий. Первые образцы, называемые кузнечной сваркой, относятся к эпохе бронзы и железа в Европе и на Ближнем Востоке.Древнегреческий историк Геродот утверждает в «Истории V века до нашей эры», что Глава Хиоса «был человеком, который в одиночку изобрел сварку железа». Сварка использовалась при строительстве Железного столба Дели, возведенного в Дели, Индия, около 310 г. н.э. и весом 5,4 метрических тонны.
Средневековье принесло успехи в кузнечной сварке, когда кузнецы многократно кололи нагретый металл до образования склеивания. В 1540 году Ваннокчо Бирингуччо опубликовал книгу «Пиротехника», в которой были описаны операции по ковке.Мастера эпохи Возрождения были умелыми в этом процессе, и в последующие столетия промышленность продолжала расти.
В 1800 году сэр Хэмфри Дэви открыл короткоимпульсную электрическую дугу и представил свои результаты в 1801 году. В 1802 году русский ученый Василий Петров создал непрерывную электрическую дугу, а затем опубликовал в 1803 году «Новости гальвано-вольтаических экспериментов», в которых он описал эксперименты, проведенные в 1802 году. Большое значение в этой работе имело описание стабильного дугового разряда и указание на его возможное использование для многих приложений, одним из которых является плавление металлов.В 1808 году Дэви, который не знал о работах Петрова, заново открыл непрерывную электрическую дугу. В 1881–82 изобретатели Николай Бенардос (русский) и Станислав Ольшевский (поляк) создали первый метод электродуговой сварки, известный как углеродная дуговая сварка с использованием угольных электродов. Успехи в дуговой сварке продолжились с изобретением металлических электродов в конце 1800-х годов русским Николаем Славяновым (1888 г.) и американцем К. Л. Коффином (1890 г.). Примерно в 1900 году А. П. Штроменгер выпустил в Великобритании металлический электрод с покрытием, который давал более стабильную дугу.В 1905 году русский ученый Владимир Миткевич предложил использовать для сварки трехфазную электрическую дугу. В 1919 г. сварка на переменном токе была изобретена К. Дж. Холслагом, но не стала популярной еще десять лет.
Сварка сопротивлениемтакже была разработана в последние десятилетия XIX века. Первые патенты были получены в 1885 году Элиху Томсону, который в последующие 15 лет обеспечил дальнейшие успехи. Термитная сварка была изобретена в 1893 году, и примерно в то же время стал широко применяться другой процесс — кислородно-топливная сварка.Ацетилен был открыт в 1836 году Эдмундом Дэви, но его использование в сварке не было практичным до 1900 года, когда была разработана подходящая горелка. Сначала кислородная сварка была одним из наиболее популярных методов сварки из-за ее портативности и относительно низкой стоимости. Однако по мере развития 20-го века он потерял популярность в промышленных приложениях. Она была в значительной степени заменена дуговой сваркой, поскольку продолжалась разработка металлических покрытий (известных как флюс) для электрода, которые стабилизируют дугу и защищают основной материал от примесей.
Мост Моржице
Первая мировая война вызвала значительный всплеск использования сварочных процессов, когда различные военные державы пытались определить, какой из нескольких новых сварочных процессов будет лучшим. Британцы в основном использовали дуговую сварку и даже построили корабль «Фуллагар» с полностью сварным корпусом. Дуговая сварка была впервые применена к самолетам во время войны, так как фюзеляжи некоторых немецких самолетов были построены с использованием этого процесса. Также заслуживает внимания первый в мире сварной автомобильный мост — Мост Мауржице, спроектированный Стефаном Брылой из Львовского технологического университета в 1927 году и построенный через реку Слудвия недалеко от Ловича в Польше в 1928 году.
Арка
В этих процессах используется источник сварочного тока для создания и поддержания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки. Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или неплавящиеся электроды. Область сварки иногда защищают инертным или полуинертным газом определенного типа, известным как защитный газ, а также иногда используется присадочный материал.
Блоки питания
Для подачи электроэнергии, необходимой для процессов дуговой сварки, можно использовать множество различных источников питания.Наиболее распространенными источниками питания для сварки являются источники постоянного тока и источники постоянного напряжения. При дуговой сварке длина дуги напрямую связана с напряжением, а количество подводимого тепла связано с током. Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как дуговая сварка газом вольфрамовым электродом и дуговая сварка в среде защитного металла, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, потому что при ручной сварке может быть трудно удерживать электрод идеально устойчивым, и в результате длина дуги и, следовательно, напряжение имеют тенденцию колебаться.Источники питания с постоянным напряжением поддерживают постоянное напряжение и изменяют ток, поэтому они чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и дуговая сварка под флюсом. В этих процессах длина дуги остается постоянной, так как любые колебания расстояния между проволокой и основным материалом быстро устраняются за счет большого изменения тока. Например, если проволока и основной материал подойдут слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению тепла и расплавлению кончика проволоки, возвращая его на исходное расстояние разделения.
Тип используемого тока играет важную роль при дуговой сварке. В процессах с плавящимся электродом, таких как дуговая сварка в защитном металлическом корпусе и газовая дуговая сварка, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно. При сварке положительно заряженный анод будет иметь большую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, основной металл будет более горячим, что приведет к увеличению проплавления и скорости сварки.В качестве альтернативы, отрицательно заряженный электрод приводит к более мелким сварным швам. В процессах с использованием неплавящегося электрода, таких как сварка газовой вольфрамовой дугой, можно использовать как постоянный, так и переменный ток любого типа. Однако при постоянном токе, поскольку электрод создает только дугу и не обеспечивает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод — более глубокие сварные швы. Между ними быстро проходит переменный ток, что приводит к сварным швам со средним проплавлением.Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через нуль, был устранен с помощью изобретения специальных блоков питания, которые вырабатывают прямоугольную форму волны вместо нормальной синусоидальной волны, что делает возможным быстрое прохождение нулевой точки и сводит к минимуму последствия проблемы.
Газовая сварка
Наиболее распространенным процессом газовой сварки является кислородно-топливная сварка, также известная как кислородно-ацетиленовая сварка. Это один из старейших и наиболее универсальных сварочных процессов, но в последние годы он стал менее популярным в промышленности.Он до сих пор широко используется для сварки труб и трубок, а также при ремонтных работах.
Оборудование относительно недорогое и простое, в нем обычно используется сжигание ацетилена в кислороде для получения температуры сварочного пламени около 3100 ° C. Пламя, поскольку оно менее концентрировано, чем электрическая дуга, вызывает более медленное охлаждение сварного шва, что может привести к большим остаточным напряжениям и деформации сварного шва, хотя облегчает сварку высоколегированных сталей. Подобный процесс, обычно называемый кислородной резкой, используется для резки металлов.
Применение для твердосплавных борфрезов
Используйте твердосплавные фрезы в пневматических инструментах, таких как шлифовальные машины, пневматические вращающиеся инструменты и высокоскоростные граверы. Микродвигатели, подвесные сверла, гибкие валы и ротационные инструменты для любителей, такие как Dremel.
Твердосплавные борфрезы широко используются в металлообработке, производстве инструментов, машиностроении, моделировании, резьбе по дереву, изготовлении ювелирных изделий, сварке, снятии фаски, литье, удалении заусенцев, шлифовании, перфорации и лепке головки блока цилиндров. Твердосплавные фрезы используются в аэрокосмической, автомобильной, стоматологической, камнеобрабатывающей и металлургической промышленности.
Какой крой выбрать?
Твердосплавные борфрезы с одинарной режущей кромкой (одна канавка) имеют правостороннюю (верхнюю) спиральную канавку. Одинарная резка используется для нержавеющей стали, закаленной стали, меди, чугуна и черных металлов и позволяет быстро удалить материал с гладкой поверхностью. Используется для удаления тяжелых материалов, фрезерования, удаления заусенцев и очистки.
Удаление большого количества материала
Фрезерование
Удаление заусенцев
Очистка
Создает длинную стружку
Используйте твердосплавные фрезы с двойной резкой для обработки черных и цветных металлов, алюминия, мягкой стали, а также для всех неметаллических материалов, таких как камень, пластмассы, твердая древесина и керамика.У этого реза больше режущих кромок, и материал удаляется быстрее. Двойная резка, также называемая алмазной резкой или поперечной резкой (2 канавки пересекают друг друга), дает более гладкую поверхность, чем одинарная резка, из-за образования более мелких стружек при срезании материала. Используйте двойную резку для съема материала со средней легкостью, удаления заусенцев, чистовой обработки и очистки. Твердосплавные фрезы с двойной резкой наиболее популярны и подходят для большинства областей применения.
Средне-легкое удаление материала
Удаление заусенцев
Чистовая обработка
Очистка
Гладкая отделка
Создает мелкую стружку
Какую скорость вращения следует использовать?
Скорость, с которой вы используете твердосплавный бор в своем вращающемся инструменте, будет зависеть от материала, на котором вы его используете, и создаваемого контура, но можно с уверенностью сказать, что вам не нужно больше 35 000 об / мин.Если боры легко скалываются, это может быть из-за слишком низкой скорости. Идеально начинать бур медленно, увеличивая скорость по мере продвижения. Высокие скорости предотвратят засорение канавок твердосплавных боров.
Как и в случае со всеми сверлами и фрезами, позвольте фрезу выполнять свою работу и прикладывать лишь небольшое давление, иначе режущие кромки канавок будут выкрашиваться или слишком быстро станут гладкими, что сократит срок службы фрезы.
Наши твердосплавные фрезы, которые мы производим, подвергаются машинной шлифовке из специально выбранной марки твердого сплава.Из-за чрезвычайной твердости карбида вольфрама они могут использоваться для более сложных работ, чем HSS (быстрорежущая сталь). Карбидные заусенцы также лучше работают при более высоких температурах, чем HSS, поэтому вы можете использовать их при более высокой температуре и дольше. Заусенцы из быстрорежущей стали начинают размягчаться при более высоких температурах, поэтому твердый сплав всегда является лучшим выбором для долговременной работы.
Нажмите здесь , если вы заинтересованы в прямой поставке наших твердосплавных борфрезов, произведенных в США.
СПЕЦИАЛЬНАЯ РАСПРОДАЖА СЕГОДНЯ! Нажмите здесь, чтобы получить скидку 10% на ваш заказСледите за нами в социальных сетях, чтобы получать специальные купоны
Facebook — Twitter — Instagram — Youtube
/ * Добавьте свои собственные переопределения стилей формы MailChimp в таблицу стилей вашего сайта или в этот блок стилей.Мы рекомендуем переместить этот блок и предыдущую ссылку CSS в HEAD вашего HTML-файла. * /
]]>
Вернуться в CarbideBurr.net
Твердосплавные заусенцы на хвостовике 1/4 дюйма — Твердосплавные заусенцы — Твердосплавные заусенцы 1/4 дюйма на хвостовике 1/8 дюйма — Твердосплавные заусенцы с длинным хвостовиком — Твердосплавные заусенцы NF — Наборы твердосплавных заусенцев — Концевые фрезы — Принадлежности
Отслеживание заказов — Инструменты для карбидных заусенцев Dropship — Свяжитесь с нами — Варианты резки — Коды купонов — Сообщения
Электрод из карбида вольфрама | Электроды и сплавы
Просмотреть техническое описание продукта
Просмотреть паспорт безопасности продукта
МЕЖДУНАРОДНАЯ КЛАССИФИКАЦИЯ |
DIN 8555: E21-UM-65-G
EN 14700 EFe20
Идеально подходит для перекрытия горной и землеройной техники.Отлично подходит для канатных пил и других кромок, требующих режущего действия в сочетании с устойчивостью к истиранию.
- Наплавка из карбида вольфрама в матрице из высокоуглеродистой стали.
- Специально подобранные карбиды для максимальной режущей способности.
- Чрезвычайно высокий процент карбида вольфрама.
- Первичные карбиды обеспечивают максимальное режущее действие, а вторичные карбиды растворяются для упрочнения матрицы.
Анализ всего сварного металла (типичная масса,%) |
Цвет флюса: Угольно-серый
Типичные механические свойства |
Неразбавленный металл шва Максимальное значение до:
Твердость карбида VPN 1200
Твердость матрицы RC 65-69
Покрытие прибл.30 квадратных дюймов (1/16 толщины)
Эффективность наплавки Более 90%
Сварочный ток и инструкции |
Рекомендуемый ток: постоянного тока либо полярности, либо переменного тока
| Диаметр (мм) | 1/8 (3,25) | 5/32 (4,0) | 3/16 (5,0) |
| Минимальная сила тока | 70 | 100 | 150 |
| Максимальный ток | 120 | 170 | 210 |
Методы сварки: Очистите поверхность и удалите старые накладки и плохо приставший металл.Установите дугу, удерживая электрод почти перпендикулярно, и быстро двигайтесь по направлению движения. Используйте только технику стрингера из бисера — не плести. Вытащите электрод из последней воронки — не тресните. Обычно второй проход не требуется. Сделанные таким образом наплавки обеспечат захваченные выступающие карбиды для максимального резания.
СохранитьСохранить
проектов — карбид хрома | Компания изнашиваемых деталей и оборудования, Inc.
Накладная пластина из карбида хрома
Плакированная пластина из карбида хромаWear Parts идеально подходит для работы в условиях экстремального износа, высоких температур и ситуаций, когда существуют коррозионные проблемы.Покрытие из карбида хрома также обеспечивает высокую ударопрочность. Этот биметаллический (имеется в виду два типа металлов) продукт начинается с базовой пластины из мягкой стали, которая затем плавится или покрывается карбидом хрома. 30% хрома (хрома) и 5% углерода, карбид хрома металлургически связывается с поверхностью стали, образуя защитную и прочную поверхность, которая не отделяется от основного металла.
ЖЕСТКОСТЬ
Поскольку карбид хрома изготавливается из комбинации высокохромистого и высокоуглеродистого стального листа, пластина из карбида хрома обеспечивает непревзойденную жесткость / твердость.Когда два металла объединяются, они образуют кристаллы карбида хрома, твердость которых может достигать 600 BHN (шкала твердости Бринелля). Для справки, это в пять раз (5 раз) твердость немелованной (низкоуглеродистой) стали.
ПРОЧНОСТЬ УДАРА
Пользовательские накладки могут использовать сталь А-514 или другой более высокой прочности стали в замене из мягкой стали опорной плиты., Но, как правило, карбид хрома накладка пластина начинает жизнь с мягкой стали основанием.Амортизирующие свойства основного металла из мягкой стали позволяют основанию поглощать удары. В том случае, когда твердая поверхность делает трещины, сильный и глубокий шов связь карбида хрома обеспечивает наложение предотвращает его отделения от стальной опорной плиты, даже под воздействием.
ОБРАБОТКА
Из-за своей несравнимой твердости поверхность карбида хрома на покрытии из карбида хрома изнашиваемых деталей не поддается механической обработке.Однако изнашиваемые детали могут содержать пластины с различными вставками, такими как зенковка или резьбовые отверстия, в соответствии с вашими потребностями.
ФОРМИРОВАНИЕ
Изнашиваемые детали Накладная пластина из карбида хрома может быть холодной штамповкой или прокаткой. Обратите внимание, что рекомендуемый радиус должен быть больше, чем в 20 (20 раз) толщины пластины.