Сварка инвертором тонкого металла: технология, выбор электродов
Сложности сварочных работ тонкого металла заключаются в его прожогах, прилипании электрода, непроваренных швах, деформации материала, наплывах с обратной стороны, обрыве дуги. Это происходит из-за неточной регулировки силы тока и неправильного положения электрода относительно поверхности. Сварка инвертором тонкого металла – сложное дело даже для опытного сварщика. Облегчить сварочный процесс помогут правильно выбранный рабочий режим и виды электродов.
Выбор режима сварочного аппарата
Для тонколистовых изделий применяют следующие настройки сварочного аппарата и параметры расходного материала:
| Толщина металла, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6–2 | 2 | 2,5 | 2,5–3 |
| Ток, А | 10–20 | 30–35 | 35–45 | 50–65 | 65–100 |
При работе с тонким металлом, в отличие от толстых листов, уровень тока устанавливается ниже.
За счет этого не будет прожогов и подтеков. В области тонколистового сваривания хорошо себя зарекомендовали высокочастотные инверторы с переменным напряжением.
Таблица основных настроек инвертора
Сварка тонколистового металла происходит на малых токах (10–30 А значение на амперметре). Когда минимальный регулируемый показатель выше этих значений, тогда силу тока понижают, создавая дополнительное сопротивление в цепи. Его получают путем установки высокоуглеродистой стальной пружины между кабелем массы и металлом или используют установку дополнительного балластника.
Тонкая сталь сваривается прерывистой дугой, которую можно получить на аппаратах, поддерживающих импульсный режим. Благодаря ему происходит разрыв сварочного процесса и параллельно остывает металл.
Чтобы избежать прожога при формировании дуги и начать варить в месте соединения, нужно выставить стартовое напряжение на 20% меньше, чем уровень рабочего сварочного тока (если это позволяют сделать настройки аппарата). В противном случае электрод зажигается на толстом участке и переносится на стык.
В противном случае электрод зажигается на толстом участке и переносится на стык.
Работа при малых токах требует использования электродов со специальным, качественным, не тугоплавким покрытием. Оно обеспечивает быстрое разжигание, хорошее горение и препятствует окислению сварочного шва. Плавка электродов такого типа происходит медленно, образуя жидкотекучий металл, с помощью которого получается ровный, неглубокий, аккуратный шов.
Необходимые электроды
Подходящий тип электрода для сваривания тонколистовых изделий – «ОМА-2». В его состав входит ферромарганцевая руда, титановый концентрат, специальные добавки и мука. Они обеспечивают стабильность горения дуги. В качестве аналога часто используют и другой тип электрода – это «МТ-2».
В его состав входит ферромарганцевая руда, титановый концентрат, специальные добавки и мука. Они обеспечивают стабильность горения дуги. В качестве аналога часто используют и другой тип электрода – это «МТ-2».
Электроды подбираются в зависимости от марки свариваемого металла. Среднеуглеродистая или низкоуглеродистая сталь варится углеродистыми электродами. Подобным образом происходит выбор электрода и для легированной стали.
Электроды ОМА-2
Технология сварки
Подготовительные работы – зачистка поверхности от загрязнений, коррозии и т. п. Зачистка кромок после резки заготовок.
Процесс сварки тонкого металла:
Сварка инвертором тонкого металла
- Во избежание деформации соединяемых листов по всей их длине делаются точечные прихватки.
- Поджог дуги осуществляется посредством постукивания о свариваемую поверхность концом электрода или методом «чирканья». Зазор между краем электрода и металлом должен составлять 2–3 мм.
- После поджига и начала плавления расходника происходит образование ванны овальной формы.

- Чтобы избежать прилипания электрода, нужно исключить его касание к свариваемой поверхности.
- В помощь сварщику инверторные аппараты могут иметь дополнительные функции форсирования дуги и антиприлипания.
- По отношению к свариваемым деталям электрод должен находиться под углом от 450 до 900. Выбранный угол не должен препятствовать обзору ванны и быть острым. В противном случае это приведет к непровару.
- При сварке электродами тонкого металла шов ведут слева направо или по направлению к себе. Вертикальные швы варятся снизу вверх поперечными зигзагообразными движениями.
- Дугу ведут поступательно, с одинаковой скоростью.
- По завершении работ убирается шлак, проводится осмотр шва на наличие пор, прожига, подрезов, непровара.

Далее проводится механическая обработка швов угловой шлифовальной машинкой.
Работа инвертором
Существует несколько методов проведения сварки тонкого металла.
Отбортовка – кромки металлических листов загибают под нужным углом и скрепляют прихватками с интервалом 50–100 мм. Дальше движутся в направлении снизу вверх, образовывая сплошной шов.
Дальше движутся в направлении снизу вверх, образовывая сплошной шов.
Отбортовка тонкого металла
Прерывистый – метод, при котором рабочий процесс происходит с отрывом дуги от поверхности листа на несколько секунд. Далее возвращают электрод в исходное положение и продолжают процесс, не допуская остывания металла.
Примеры условных обозначений прерывистых швов по ГОСТ
Использование теплоотводящих прокладок – в качестве прокладок применяют медные пластины, которые располагают под стыком. На них переходит часть тепла при наплавлении шва. Таким методом основной свариваемый металл не перегревается и не происходит прожиг. А также можно использовать медную проволоку, которая помещается между кромками деталей. В процессе сварки тонкого металла, аналогично пластине, проволока забирает часть тепла, предотвращая перегрев. Проволока или пластина удаляется после проведения работ без явных признаков присутствия.
Использование теплоотводящих прокладок во время сварки
Виды соединения свариваемых листов:
- Встык – сложный способ соединения, без опыта может привести к прожогам. Два листа располагаются рядом с минимальным зазором. Разделка кромок не требуется. Торцы деталей плотно приближают друг к другу и делают прихватки.
- Внахлест – более легкий способ, при котором одна металлическая пластина перекрывается другой на 10–30 мм. Создается своеобразная основа под наплавляемый металл, которая не допускает появление прожига.
 Два листа располагаются рядом с минимальным зазором. Разделка кромок не требуется. Торцы деталей плотно приближают друг к другу и делают прихватки.
Два листа располагаются рядом с минимальным зазором. Разделка кромок не требуется. Торцы деталей плотно приближают друг к другу и делают прихватки.Типы сварных швов и соединений
Видео по теме: Ручная дуговая сварка тонкого металла
Сварка тонкого металла инвертором
Процесс сваривания инвертором предназначается для сваривания тонкого металла, формируя качественный шов, поскольку у большинства деталей толщина листа составляет ширину около 5 мм, и множество разновидностей сваривания плохо подходят к данному процессу.
·Надежность;
·Устойчивость к снижению коррозии;
·Гибкость;
·Вязкость.
Разновидности тонколистового металлического сваривания и его особенности
Совершать сваривание тонких металлов приходится весьма часто, поскольку большинство деталей состоят именно из таких размеров:
·Катера;
·Моторные лодки;
·Автомобили.
Произвести качественное сваривание получится после учета всех нюансов предстоящей работы. Основной проблемой является то, что тонкие заготовки имеют большую вероятность подвергаться прожогу электродом, после чего заготовка станет непригодной для эксплуатации. Требуется иметь большой опыт работы с электродами для сваривания такого рода металла, в ином случае достигается не наилучшего качества шов и соединение поверхностей металла.
Необходимые условия, которые требуется соблюдать при соединении тонких металлов
Перед началом процесса требуется выбрать необходимый размер электрода по толщине, который будет идентично совпадать в размере с предстоящей для сваривания заготовкой. Сила тока выставляются в зависимости от толщины электрода. Так же важным выбором является покрытие электрода, поскольку для данного процесса необходимо специальное, которое плавится за длительный период.
Для обеспечения хорошей работы в сваривании деталей, применяется инвертор. Благодаря новейшим разработкам аппаратов можно легко производить процесс сваривания тонких металлов, которые имеют маленький вес и большой уровень производительности. Сваривание инвертором производится на постоянном источнике тока. Для сваривания тонкого металла, можно применять электроды различных марок. Во время работы на данном устройстве рекомендуется отрегулировать силу тока примерно на 10-15 А. Еще для формирования более качественного сварочного шва, необходимо использовать электроды в 1.6 мм шириной.
Еще для формирования более качественного сварочного шва, необходимо использовать электроды в 1.6 мм шириной.
Инвертор можно отрегулировать на различные напряжения вольт или ампер, для более удобного сваривания. Затраты на энергию существенно не велики в отличие от трансформатора или выпрямителя, а коэффициент полезного действия составляет 90%.
Устройство аппарата для сваривания тонкого металла
В начале, требуется исследовать устройство механизма для сваривания, которое является относительно трудным из-за применения большого напряжения, силы тока и максимальных частот. Во время процесса сваривания осуществляются переходы напряжения, от переменного тока в 220В к постоянному току с большой частотой. Так же аккумуляторные импульсы входят в наличие инвертора, которые состоят из модулей. Благодаря процессорам с программирующими микросхемами согласовываются работа элементов аппарата для сваривания.
Программы, которые производятся инвертором:
·Ликвидация напряжения в момент замыкания дуги для сваривания;
·Образуются дополнительные импульсы тока;
·Обеспечение разрушение барьеров жидкого металла при коротко дуговом сваривании.
Процесс работы с применением аппарата для сваривания
Существует множество вещей, процесс работы которых можно осуществлять собственноручно в домашних условиях с применением сварки. Починить автомобиль, соединить заготовки из металла гораздо легче, когда под рукой находится инвертор для сваривания.
Для работы требуется обзавестись следующими приспособлениями:
·Электроды;
·Аппарат для сваривания;
·Рукавицы;
·Тиски;
·Молоток;
·Металлическая щетка;
·Сварочная маска;
·Огнеупорная или просто плотная спецодежда;
·Наличие воды, для устранения различных возможных источников пламени.
Для необходимого качества шва в начале, следует отрегулировать соответственное напряжение в аппарате и электросети. Требуется осуществить осмотр штепселя, розетки, кабеля и проверять их исправное состояние. Однозначно запрещается проводить работу на технике в плохо рабочем состоянии.
Рекомендуется поставить аппарат на твердую поверхность, и еще проверить заземления. Выявив толщину заготовки, подбирают соответствующие электроды, и ручкой на аппарате осуществляют регулировку количество тока.
Перед процессом сваривания, требуется произвести зачистку будущей детали, удалив грязь и ржавчину металлической щеткой либо наждачной бумагой. Затем необходимо зажать в тиски листы металла. Электрод зажимают в держатель, и зажигаем сварочную дугу касающимися или постукивающими движениями по металлической заготовке. Необходимо осуществить правильные параметры тока, а далее вести дугу в нужном положении. В окончании процесса рекомендуется дать время на остывание детали, после отбить шлак и зачистить до заметного блеска поверхность.
Процесс контроля сварочной дуги
Во время процесса сваривания требуется соблюдать нужное расстояние горящей дуги, от электрода до металла. Одинаковые размеры образующегося промежутка считаются стабильностью в гарантии грамотного осуществленного технологического процесса. Если заданные размеры между промежутками сокращать, то получится изогнутый сварочной дугой шов, с участием расплавленной боковой его части. Если на максимально дальнем расстоянии проводить работу, то качественное сваривание не получится, поскольку происходит искажение дуги, а металл сваривается с перекосами в одну из сторон. Если верно соблюдать заданный зазор при сваривании, то в итоге можно произвести ровный аккуратный шов.
Если заданные размеры между промежутками сокращать, то получится изогнутый сварочной дугой шов, с участием расплавленной боковой его части. Если на максимально дальнем расстоянии проводить работу, то качественное сваривание не получится, поскольку происходит искажение дуги, а металл сваривается с перекосами в одну из сторон. Если верно соблюдать заданный зазор при сваривании, то в итоге можно произвести ровный аккуратный шов.
Образование простого сварочного шва с помощью инвертора
В момент процесса сваривания рекомендуется не менять скорость движения электрода, в противном случае может получиться кривой шов. Шов в жидком состоянии, находится гораздо ниже главной части металла.
Когда дуга появляется, в ее силах охватить весь основной металл, и двигать всю сварочную ванну на прежнее место, создавая шов. Главная задача сварщика является в том, чтобы шов находился на одной прямой с металлом.
В подобных случаях рекомендуется на постоянной основе держать в поле зрения размеры расположения шва. Еще следует расположить ванну по кругу. Сваривание металлов с помощью инвертора, требуется плавными движениями, формируя шов, и при этом смотреть за его появление с одного края металлического листа, а потом контролировать его появление сварочной ванной.
Еще следует расположить ванну по кругу. Сваривание металлов с помощью инвертора, требуется плавными движениями, формируя шов, и при этом смотреть за его появление с одного края металлического листа, а потом контролировать его появление сварочной ванной.
Если электрод в процессе держать близко к металлической пластине, то сформируется выпуклый шов. Множество опытных мастеров достигают образование плоского шва и передвижения ванны, путем необходимого изменения угла наклона электрода.
Особенности в сваривании инвертором металл с маленькой толщиной
Сварщику требуется обращать внимание на то, какая полярность у электрода, поскольку их размер влияет на долговечность шва, и прочность всего сваривания.
Благодаря электродам с обратной полярностью можно легко добиться образования глубокого шва. В начале процесса нужно определить, какой заряд применять и как его подключать. Положительный заряд греется гораздо сильнее. Начав процесс, следует придерживаться необходимого угла электродом в 30 градусов, приблизив на необходимое расстояние его, нужно образовать красное пятно до того как появиться раскаленная капля металла. Сварочный шов появляется после того, как все капли будут соединены на металлических листах друг с другом.
Сварочный шов появляется после того, как все капли будут соединены на металлических листах друг с другом.
Преимущества сварки инвертором выпрямителем
Металлы с тонкими размерами имеют низкую материалоемкость, поэтому их потребность в сваривании, является широко востребованным в промышленных сферах. В принципе не нужно иметь большие навыки, что бы соединить металл, благодаря постоянству сварочной дуги и получению качественных итоговых показателей. В большинстве случаев, где основной ценностью является качество свариваемого шва, инверторы используют дляаргонно-дуговогосваривания. Если процесс сваривания осуществляется при помощи полуавтомата, то инвертор может контролировать перемещение металла, и уменьшать его разбрызгивание.
Самой передовой технологией является плазменное дуговое сваривание. Когда применяется такого вида сваривание, то увеличивается производительность труда, за счет изменений в скорости резки, при этом сформировавшаяся дуга постоянна.
К сварочному оборудованию следуют относиться аккуратно и бережно, во избежание различных неисправностей. Техника может выдавать неверные параметры, и в итоге может быть нарушена эксплуатация детали. Если не удается осуществить процесс сваривания при включенном аппарате, требуется первым делом проверить осмотреть кабеля. Если сварочная дуга будет недостаточно сильной, необходимо проверить ток, из-за которого инвертор может не работать, в противном случае следует отдать в сервисную службу по ремонту данных аппаратов, вероятной проблемой будет нарушение в работе модуля.
Техника может выдавать неверные параметры, и в итоге может быть нарушена эксплуатация детали. Если не удается осуществить процесс сваривания при включенном аппарате, требуется первым делом проверить осмотреть кабеля. Если сварочная дуга будет недостаточно сильной, необходимо проверить ток, из-за которого инвертор может не работать, в противном случае следует отдать в сервисную службу по ремонту данных аппаратов, вероятной проблемой будет нарушение в работе модуля.
Как верно подобрать аппарат для сваривания
Перед тем как приступать к покупке данного аппарата, следует определить, с какими металлами в основном будет осуществляться работа. Необходимо учитывать параметры свариваемого материала, а электроды нужно подбирать соответственные по составу с металлом или с толщиной заготовки. Параметры тока регулируются на требуемые качества и состав металла, и его размеры.
Существует три режима, в которых может осуществляться работа аппарата для сваривания:
·Крайний;
·Средний;
·Продолжительный.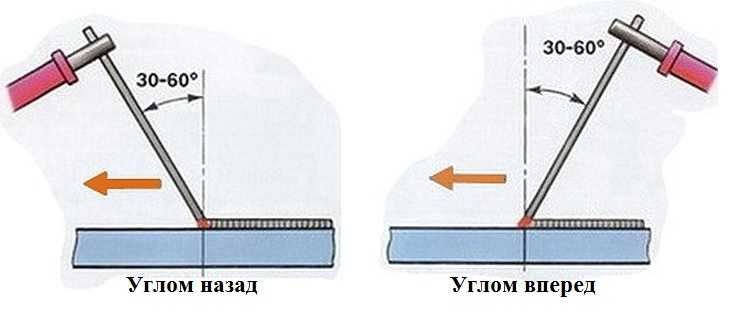
Когда напряжение в электросети будет снижено примерно до 190В, то произойдет низкое осуществление ампер во время процесса. Не рекомендуется использовать кабеля, которые имеют длину 15 метров и выше, поскольку распределение по ним тока, так же приведут к низкому сварочному току.
Не стоит забывать о том, что рекомендуется вести учет электрической питающей сети, поскольку при низкой величине требуется использовать аппараты, которые могут работать в колебании напряжений 220В плюс-минус 5%. Аппараты, которые имеют холостой ход, такими можно осуществлять работу во влажных комнатах, различных подвалах или канализационных системах.
Эксплуатацию инвертора не производят, если данная температура ниже 0 градусов по Цельсию, а резкие перепады могут привести к образованию конденсата внутри схем.
Сварка тонкого металла инвертором в домашних условиях
Сварка тонкого металла инвертором
Содержание статьи
Сварка тонкого металла, порой задача не из легких, даже для опытных электросварщиков. Что уж тут говорить о тех, кто только недавно взял в руки держак и научился подбирать силу тока на инверторе.
Что уж тут говорить о тех, кто только недавно взял в руки держак и научился подбирать силу тока на инверторе.Здесь, те правила, которыми привыкли пользоваться при сварке толстого металла, абсолютно не действуют. Нужно знать некоторые особенности, чтобы не пропалить металл, и в тоже время получить прочный и надежный сварочный шов.
В данной статье строительного журнала samastroyka.ru будет рассказано об особенностях сварки тонкого металла, инвертором. Статья будет полезной начинающим сварщикам, которые только начали познавать увлекательный и затягивающий мир сварки.
Особенности сварки тонкого металла
Первая проблема, с которой придется столкнуться при сварке тонкого металла, это прожжённые дыры и оплавленные кромки заготовки. Вроде бы и сварочный ток выставлен минимальный, а все равно, при отводе электрода образуется длинная дуга, которая прожигает тонкий металл.
Поэтому первое правило заключается в том, чтобы стараться держать дугу, как можно короче, и сразу же быстро отводить электрод в сторону для её разрыва. В свою очередь это требует определенного навыка и сноровки от электросварщика, и то, и другое, конечно же, приходят с опытом.
В свою очередь это требует определенного навыка и сноровки от электросварщика, и то, и другое, конечно же, приходят с опытом.
Вторая особенность заключается в том, что при сварке тонкого металла заготовку очень сильно ведёт и коробит. Даже ровный стальной лист может стать «волнообразным», вследствие воздействия на него высоких температур при сварке. Поэтому второе правило, заключается в следующем: нужно стараться не слишком сильно нагревать заготовку, и если есть такая возможность, то использовать специальные теплоотводящие пластины из меди для её охлаждения.
Многие опытные сварщики сначала прихватывают тонкий металл «пунктиром» или варят его внахлёст, с небольшой отбортовкой и т. д. Также многие практикуют сварку тонкого металла двумя электродами, когда один используется в качестве сварочной проволоки. Разогревая стык и электрод дугой, одновременно, раскалённый металл начинает затекать, как олово с паяльника, образуя при этом ровный и красивый сварочный шов.
Не менее важным правилом при сварке тонкого металла, является определение нужной силы тока и полярности на инверторе.
Как варить тонкий металл инвертором
Что касается полярности, то при сварке тонкого металла инвертором, держак с электродом следует подключать к плюсовой клемме, а минус подсоединять к свариваемой заготовке. Почему это так важно? Всё просто, и при воздействии силы тока, в данном случае, электрод будет нагреваться намного больше, чем заготовка. Это позволит избежать сильного провара металла, и меньше всего поведёт его от воздействия высоких температур.
Перед тем, как варить тонкий металл, на инверторе следует выставить нужную силу тока. Благо современные сварочные инверторы позволяют это сделать плавно, и прямо в процессе сварочных работ. Достаточно лишь повернуть ручку регулировки силы тока, и выставить его нужное значение. С учетом того, что тонкий металл варят минимальными по диаметру электродами, 1,5 или 2 мм, сила тока понадобится в районе 30-50 А.
Начинать учиться варить тонкий металл лучше всего с нижнего положения. После небольших тренировок, можно переворачивать заготовку и варить её под небольшим уклоном или в вертикальном положении. И всегда нужно помнить о том, что электроды должны быть высокого качества и абсолютно сухими. Если электроды залипают в процессе сварки инвертором, то обязательно прокалите их в обычной электрической духовке.
И всегда нужно помнить о том, что электроды должны быть высокого качества и абсолютно сухими. Если электроды залипают в процессе сварки инвертором, то обязательно прокалите их в обычной электрической духовке.
Как варить тонколистовой металл сварочным инвертором
Как варить тонколистовой металл инвертором
Содержание статьи
Если вам необходимо сварить тонколистовой металл (менее 2-х мм), то приготовьтесь испытать определённого рода трудности. При сваривании тонкого металла, есть риски не только прожига, но и что заготовку поведёт, поэтому те правила, которыми вы руководствовались при сварке толстых металлов, здесь, увы, не работают.Тонкий металл или как его ещё называют «тонколистовой», получил широчайшее применение не только в автомобилестроении, но и в быту. Поэтому очень часто приходится сталкиваться с тем, что необходимо сваривать заготовки из очень тонкого металла. О том, как варить тонколистовой металл и будет рассказано в этой статье строительного журнала samastroyka.ru.
О том, как варить тонколистовой металл и будет рассказано в этой статье строительного журнала samastroyka.ru.
Подготовка к сварке тонкого металла
Если вы начинающий сварщик и ещё не сталкивались со сваркой тонколистового металла, то вам обязательно нужно потренироваться на ненужных металлических заготовках, толщиной не более 2 мм. Таким образом, получится узнать, как поведёт себя металл при сварке инвертором, с какой скоростью нужно вести электрод и т. д.
В любом случае, подходить к выполнению сварочных работ, нужно тщательно подготовившись. Наличие кожаных термостойких перчаток на руках, маски сварщика и невоспламеняющейся одежды — обязательное условие техники безопасности при сварке.
Также не забывайте и о других мерах безопасности. Если сварочные работы осуществляются в закрытом помещении, то в нем должна быть достаточная вентиляция. Место сварки не должно быть загромождено легковоспламеняющимися предметами, а поблизости, обязательно должен находиться рабочий огнетушитель или ведро с водой.
Как варить тонколистовой металл инвертором
Для сварки тонкого металла в домашних условиях предпочтительно использовать инверторный сварочный аппарат. Возможность менять полярность на инверторе даёт неплохие результаты при сваривании тонкого металла. Плюс ко всему, сварочный шов полученный инвертором более ровный и аккуратный, чем при сварке на переменном токе.
Как бы там ни было, но перед тем, как начать работу, убедитесь в том, что для сварки тонколистового металла подобраны правильные электроды (диаметр), и выставлен соответствующий этому значения, сварочный ток на инверторе. Оптимальным значением сварочного тока для электродов диаметром 1,6-2 мм, будет значение в 30-40 А.
Так же, как было отмечено выше, меняя режим подключения инвертора можно добиться лучших результатов при сварке тонколистовых металлов. Рекомендуется для этого использовать обратную полярность при подключении инвертора (электрод подключается к «+», а масса к «-» сварочного инвертора).
Таким образом, можно исключить прожог тонкого металла при сварке и получить красивый и ровный сварочный шов.
Процесс выполнения сварочных работ
После подготовки можно приступать к сварке тонколистового металла инвертором:
- При сварке тонколистового металла необходимо выдерживать все время короткую сварочную дугу и достаточно высокую скорость сварки. Таким образом, удастся избежать прожога металлического изделия и не испортить его в итоге.
- Каждый раз, нанося сварочный шов, необходимо использовать металлическую щётку, которая поможет избавиться от шлака и его следов на металле.
- Вначале рекомендуется точечно прихватить металл в местах его соединения. Таким образом, есть вероятность того, что тонкий металл не поведёт при наложении основного шва.
- Если необходимо варить очень тонкий металл (менее 2 мм), то делать это рекомендуется только точечными прихватками. Данный процесс продолжается до тех пор, пока прихватки не начнут перекрывать друг друга, и не образуют тем самым, сплошной сварочный шов. Только после этого можно наносить второй шов для герметичности, если она требуется.
- Рекомендуется осуществлять наложение сварочного шва при сварке тонкого металла — снизу вверх, а сам металл, для удобства выполнения работ, немного наклонить в сторону, относительно горизонтальной поверхности.
 Только после этого можно наносить второй шов для герметичности, если она требуется.
Только после этого можно наносить второй шов для герметичности, если она требуется.Сварка тонколистового металла, достаточно сложная работа, которая требует не только качественных расходных материалов, но и опыта. Только при наличии определённых знаний и набитой руки, получится качественно варить тонкий металл без прожога и свищей.
Оценить статью и поделиться ссылкой:Сварка тонкого металла электродом — виды, особенности
Как у профессионалов, так и у новичков часто возникает вопрос, как правильно осуществляется сварка тонкого металла электродом. Вся проблема в том, что сварка жести вызывает некоторые трудности, связанные с ее толщиной (0,1-0,3 мм), из-за которой может возникать деформация в процессе работы. Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Содержание статьи
Особенности сварки тонкого металла электродом
Сварка жести с помощью проводника процесс хоть и востребованный, но достаточно сложный и требует особого подхода. Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Сварка тонкого металла электродом ведется на низком токе, поэтому необходимо четко придерживаться расстояния между изделием и проводником, чтобы не утратить дугу. Одним словом, нужно долго учиться и тренироваться, как варить тонкий металл, чтобы полноценно прочувствовать весь процесс и научиться удерживать дугу.
Одной из особенностей является специальная подготовка для тонкого металла, для лучшего сцепления. То есть, детали необходимо максимально качественно очистить от масла, краски, грязи и пыли для лучшего скрепления. Следует учитывать, что не все виды швов и не каждая технология подойдет для сварки стальных листов.
Требования и технология сварки жести
Сварка тонколистового металла имеет ряд требований, которые рекомендуется выполнять для получения качественного результата:
- электроды для сварки тонкого металла следует подбирать в соответствии с толщиной рабочего изделия. При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
- во избежание деформации деталей, необходимо выбирать соответствующую силу тока, для сварки стальных листов небольшого диаметра;
- сварка тонколистовой стали должна производиться электродами с особым покрытием, которые будут медленно плавиться, позволят легко возбудить и удержать дугу, без разбрызгивания капель металла.
Особое внимание необходимо уделить выбору электрода. Для сварки жести нужно выбрать специальные проводники, которые обеспечивают медленное плавление и позволяют лучше удержать дугу. Использовать для работы можно как переменный, так и постоянный ток. Электроды для сварки инвертором тонкого металла лучше всего выбирать универсальные. Специалисты рекомендуют отдать предпочтение «троечке».
Касаемо технологии работы, то сваривать тонкие изделия лучше внахлест, так меньше вероятности прожечь металл.
Если необходимо произвести сварку листового металла встык, тогда его перед обработкой надо зафиксировать таким образом, чтобы они не двигались во время работы. При нагревании и остывании, металл имеет свойство расширяться и сужаться. В связи с этим могут возникнуть трудности, особенно у сварщика-новичка.
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.
Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.
Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Особенности работы с оцинкованной сталью
Оцинкованная сталь – это тонкий металл, который покрыт цинковым напылением. При работе с ним необходимо учесть несколько особенностей. Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Оцинкованный слой можно снять металлической щеткой или наждачной бумагой. Некоторые для этого используют абразивный круг. Все работы с цинком запрещено производить в закрытом помещении, так как его испарение очень вредно для организма.
Когда материал полноценно очищен до чистой стали, можно начинать процесс соединения деталей. При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4. При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника. Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
В завершение стоит отметить, что сварка жести – дело тонкое и кропотливое, требующее от сварщика определенных навыков в работе. Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Немаловажным моментом является тип спаивания. Сварка листового металла встык может быть реализована только в случае, если сварщик настоящий профессионал и правильно рассчитает силу тока, чтобы правильно соединить делали. В ином случае необходимо выбирать пайку внахлест. При этом уменьшается риск сквозного проплавления изделий. При инверторной методике важно правильно выставить силу тока. Тогда получится ровный и правильный шов.
[Всего: 0 Средний: 0/5]Сварка тонкого металла своими руками
Даже опытные сварщики считаются с тем, что при сварке тонкого металла он может прогореть. Поэтому они рекомендуют тщательно подготавливать заготовки к сварке, использовать подходящие электроды, выбирать оптимальную силу тока и пользоваться особыми приемами формирования сварного шва.Поскольку все указанные факторы взаимосвязаны, лучше всего их рассматривать в комплексе с учетом конкретных обстоятельств. Для этого нам нужно лишь терпение, внимательность, а также кое-какое материальное и инструментальное обеспечение.
Нам понадобятся заготовки тонкого и толстого металла, сварочный аппарат, различные электроды, молоток и металлическая щетка. Рассмотрим два часто встречающихся на практике случая:
- приваривание тонкого металла к толстому;
- сварка двух тонких заготовок.
Сварка тонкого и толстого металла
В качестве объекта выберем фрагмент толстостенной (более 5 мм) круглой и профильной трубы с толщиной стенок в 1,5 мм. В жизни это может быть опора ограждения и приваренный встык поперечный профиль.
Чтобы наш эксперимент приблизить к реальности, сварку будем вести между заготовками с зазором. На практике это может быть следствием неточности разметки, при котором поперечный элемент оказывается на несколько миллиметров короче, чем нужно.
Зачищаем поверхность толстостенной трубы до блестящего металла и прихватываем прямоугольный профиль к трубе. Варить лучше электродами АК-53-70 или АК-46 с основным или рутиловым покрытием.
Причем сварку ведем с использованием отрывного движения, зажигая дугу на толстой трубе, и сплавляя металл движением электрода от толстого металла к тонкому, стараясь не заводить электрод далеко на тонкий профиль, чтобы он не прогорел. Электрод должен доходить только до кромки тонкого металла и там отрываться.
Наложив сварочный шов с одной стороны профиля, отбиваем с помощью молотка образовавшийся при сварке шлак и зачищаем его металлической щеткой.
Так вкруговую завариваем и остальные три стороны.
Если зазор меньше трех миллиметров, то сварку можно вести без отрыва электрода. Причем, прихватывать профильную трубу или уголок лучше и надежней по углам, где металла побольше.
Есть свои особенности сварки поперечной кромки профильной трубы к цилиндрической поверхности, т. к. в этих местах зазор от центра к краям увеличивается и может достигать 5-6 мм.
Прихватку и сварку начинаем с краев, где зазор максимальный.
В этом случае электрод с зажженной дугой держим на толстом металле несколько дольше, чтобы образовалось побольше жидкого металла и только после двигаем электрод поперечно в сторону тонкого металла. Также после завершения сварки отбиваем шлак и чистим шов.
Сварка тонких металлических заготовок
Такая ситуация может возникнуть, например, при сварке емкости для воды на даче. Чтобы сварочный процесс был полезней, будем соединять две заготовки из тонколистовой стали, расположенные перпендикулярно друг к другу, но с изменяющимся зазором по линии контакта.
Прихватываем листы с двух концов и в центре. Будем накладывать горизонтальный и вертикальный швы, чтобы показать отличия в зависимости от направления.
Для получения горизонтального шва при сваривании тонкого металла берем электроды диаметром 2,0 или 2,5 мм и сварку начинаем с того конца, где зазор отсутствует или минимален. Варить начинаем от прихватки, разжигая на ней дугу.
Если обе заготовки имеют одну и ту же толщину, то электрод следует держать по центру, т. е. вести его по линии контакта свариваемых деталей, совершая быстрые и короткие возвратно-поступательные движения, чтобы не прожечь тонкий металл.
После доведения сварочного шва до конца, отбиваем с помощью молотка шлак и зачищаем щеткой.
Для осуществления вертикального шва, да еще с зазором между свариваемыми деталями, также зажигаем дугу на прихватке и совершаем быстрые поперечные движения концом горящего электрода в пределах зазора с отрывом и все время поднимаемся вверх.
По завершении вертикального шва по традиции отбиваем шлак и зачищаем металлической щеткой.
Выводы
При сварке тонкого металла необходимо правильно подобрать электроды по диаметру и обмазке, тщательно подготовить свариваемые детали, отрегулировать силу тока в функции от толщины соединяемых заготовок и освоить движения электродом в зависимости от направления шва, наличия и величины зазоров между деталями и соотношения толщин материалов.
Смотрите видео
Лучшая цена на инверторный сварочный аппарат TIG постоянного тока — Выгодные предложения на инверторный сварочный аппарат TIG постоянного тока от глобальных продавцов инверторных сварочных аппаратов TIG
Отличные новости !!! Вы находитесь в нужном месте, приобретая инверторный сварочный аппарат постоянного тока. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший инверторный сварочный аппарат постоянного тока в кратчайшие сроки станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели инверторный сварочный аппарат постоянного тока на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в инверторном инверторном сварочном аппарате постоянного тока и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. , а также ожидаемую экономию.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress.Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести dc Inverter Tig Welding Machine по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Сварка твердого тела
Сварка в твердом состоянии — это группа сварочных процессов, производящая коалесценция при температурах существенно ниже точки плавления соединяемые основные материалы без добавления припоя. Давление можно использовать или не использовать. Эти процессы иногда ошибочно так называемые процессы твердотельной сварки: эта группа сварочных процессов включает холодную сварку, диффузионную сварку, сварку взрывом, кузнечную сварку, сварка трением, сварка горячим давлением, роликовая сварка и ультразвуковая сварка.Во всех этих процессах время, температура и давление индивидуально. или в комбинации производят коалесценцию основного металла без значительного плавка неблагородных металлов.
Сварка в твердом состоянии включает одни из самых старых видов сварки. процессы и некоторые из самых новых. Некоторые из процессов предлагают определенные преимущества, так как основной металл не плавится и не образует самородка. Соединяемые металлы сохраняют свои первоначальные свойства без проблемы зоны термического влияния, возникающие при плавлении основного металла.При соединении разнородных металлов их тепловое расширение и проводимость имеет гораздо меньшее значение при сварке в твердом состоянии, чем при дуговой сварке. сварочные процессы.
Здесь участвуют время, температура и давление; однако в некоторых процессах элемент времени очень короткий, в диапазоне микросекунд или до несколько секунд. В остальных случаях время продлевается до нескольких часов. В качестве температура увеличивается, время обычно уменьшается. Поскольку каждый из этих процессов отличается каждый будет описан.
Холодная сварка (CW)
Холодная сварка — это процесс сварки в твердом состоянии, в котором используется давление в помещении. температура для коалесценции металлов со значительной деформацией на сварном шве.Сварка осуществляется с использованием чрезвычайно высокого давления на чрезвычайно высоких чистые облицовочные материалы. Может быть получено достаточно высокое давление с помощью простых ручных инструментов при соединении очень тонких материалов. При холодной сварке тяжелых профилей обычно требуется пресс, чтобы давление, достаточное для успешной сварки.
В свариваемых деталях обычно делают вмятины. Этот процесс легко адаптировать для соединения пластичных металлов. Алюминий и медь легко сваривается в холодном состоянии. Алюминий и медь можно соединить вместе холодной сваркой.
Диффузионная сварка (DFW)
Диффузионная сварка — это процесс твердотельной сварки, при котором сращивание прилегающих поверхностей при приложении давления и повышенные температуры. Процесс не требует микроскопической деформации. плавление или относительное движение деталей.Присадочный металл может быть, а может и не быть используемый. Это может быть поверхность с гальваническим покрытием.Процесс используется для соединения тугоплавких металлов при температурах не влияют на их металлургические свойства. Отопление обычно осуществляется индукцией, сопротивлением или печью. Атмосфера и используются вакуумные печи, и для большинства тугоплавких металлов используется защитный желательна инертная атмосфера.
На тугоплавких металлах были выполнены успешные сварные швы при температурах чуть больше половины нормальной температуры плавления металла.Чтобы выполнить этот тип соединения с очень малым допуском требуется вакуум или инертная атмосфера. Процесс используется довольно широко для соединения разнородных металлов. Процесс считается диффузионная пайка, когда слой присадочного материала помещается между стыковые поверхности соединяемых деталей. Эти процессы используются в первую очередь авиационной и аэрокосмической промышленностью.
Сварка взрывом (EXW)
Сварка взрывом — это процесс сварки в твердом состоянии, при котором коалесценция осуществляется за счет высокоскоростного перемещения частей вместе к соединению производятся управляемой детонацией.Хотя тепло не применяется при сварке взрывом, оказывается, что металл на граница раздела расплавляется во время сварки.Это тепло исходит от нескольких источников, от ударной волны, связанной с при ударе и от энергии, расходуемой при столкновении. Тепло тоже высвобождается из-за пластической деформации, связанной с выбросом струи и рябью образование на стыке свариваемых деталей. Пластик взаимодействие между металлическими поверхностями особенно выражено при происходит напыление на поверхность.Установлено, что необходимо дать металлу возможность течет пластически, чтобы обеспечить качественный сварной шов.
Сварка взрывом создает прочный шов между почти всеми металлами. Он использовался для сварки разнородных металлов, которые не сваривались дуговые процессы. Сварка явно не мешает эффектам холодной обработки или других форм механической или термической обработки. В процесс является автономным, портативным, и сварка возможна быстро на больших площадях.Прочность сварного шва равна или больше, чем прочность более слабого из двух соединенных металлов.
Сварка взрывом не получила слишком широкого распространения, за исключением нескольких поля. Одно из наиболее широко используемых применений сварки взрывом использовался для плакирования основных металлов более тонкими сплавами. Другая применение для сварки взрывом — соединение трубы с трубкой листы для изготовления теплообменников. Процесс также используется в качестве ремонтного инструмента для ремонта протекающих стыков трубных решеток.Еще одно новое применение — соединение труб в раструб. совместный. Это приложение будет приобретать все большее значение в будущем.
Кузнечная сварка (FOW)
Кузнечная сварка — это процесс твердотельной сварки, при котором коалесценция металлов путем их нагрева в кузнице и нанесения давление или удары, достаточные для необратимой деформации интерфейс.Это один из старых сварочных процессов, который когда-то назывался молотковая сварка.Кузнечные швы, сделанные кузнецами, выполнялись нагревом. соединяемые детали нагреть до красного цвета значительно ниже температуры расплавленного температура. Обычной практикой было применение потока к интерфейсу. В кузнец умелым использованием молотка и наковальни смог создать давление на стыковые поверхности, достаточное для слияния. Этот сегодня процесс имеет второстепенное промышленное значение.
Сварка трением (FRW)
Сварка трением — это процесс сварки в твердом состоянии, при котором коалесценция материалов за счет тепла, полученного от механически индуцированного скользящее движение между трущимися поверхностями.Рабочие части скреплены под давлением. Этот процесс обычно включает в себя вращение одной детали. против другого, чтобы создать тепло трения в стыке. Когда подходящий достигнута высокая температура, прекращается вращательное движение и дополнительно прикладывается давление и происходит коалесценция.Существует два варианта процесса сварки трением. В оригинале процесса одна часть удерживается неподвижно, а другая часть вращается двигатель, который поддерживает практически постоянную скорость вращения.Два детали контактируют под давлением в течение определенного периода времени с определенным давлением. Мощность вращения отключается от вращающейся штука и давление увеличивается. Когда вращающаяся деталь останавливает сварку завершено. Этот процесс можно точно контролировать, когда скорость, давление и время строго регулируются.
Другой вариант называется инерционной сваркой. Здесь вращается маховик двигателем, пока не будет достигнута заданная скорость.Он, в свою очередь, вращает одну из детали для сварки. Мотор отсоединен от маховика, а другой свариваемая деталь контактирует под давлением с вращающейся кусок. В течение заданного времени, в течение которого скорость вращения деталь уменьшается, маховик немедленно останавливается и для завершения сварки создается дополнительное давление.
Оба метода используют тепло трения и позволяют получать сварные швы аналогичного качества.При использовании первоначального процесса требуется немного лучший контроль.
Среди преимуществ сварки трением — возможность производить высокую качественные сварные швы за короткий цикл. Не требуется присадочный металл и флюс не используется. С помощью этого процесса можно сваривать большинство обычных металлы. Его также можно использовать для соединения многих комбинаций разнородных металлов.
Для сварки трением требуется относительно дорогое оборудование, подобное станок.Есть три важных фактора, влияющих на создание сварка трением:
- Скорость вращения, связанная с материалом, который будет сварного и диаметра сварного шва на границе раздела.
- Давление между двумя свариваемыми деталями. Изменения давления во время последовательности сварки. Поначалу он очень низкий, но увеличено для создания тепла трения. Когда вращение остановлено давление быстро увеличивается, так что ковка происходит немедленно до или после остановки вращения.
- Время сварки. Время зависит от формы и типа металла. и площадь поверхности. Обычно это вопрос нескольких секунд. Настоящий работа станка автоматическая и управляется последовательностью контроллер, который можно настроить в соответствии с установленным графиком сварки для соединяемых частей.
Сварка горячим давлением (HPW)
Сварка горячим давлением — это процесс сварки в твердом состоянии, при котором коалесценция материалов под воздействием тепла и приложения давления Достаточно для создания макродеформации основного металла.В этом процессе слияние происходит на границе раздела между частями. из-за давления и тепла, что сопровождается заметной деформацией.Деформация поверхности приводит к растрескиванию поверхностной оксидной пленки и увеличению участки чистого металла. Приваривая этот металл к чистому металлу примыкающая часть достигается за счет диффузии через интерфейс так, чтобы сращивание поверхности происходит прилегающей. Этот тип операции обычно осуществляется в закрытых камерах, где вакуум или экранирование может использоваться среда. Он используется в основном при производстве сварных конструкций. для аэрокосмической промышленности. Вариант — горячее изостатическое давление способ сварки.В этом случае давление прикладывается с помощью горячего инертный газ в сосуде под давлением.
Сварка валков (ROW)
Роликовая сварка — это процесс сварки в твердом состоянии, обеспечивающий коалесценция металлов при нагревании и приложении давления с помощью валков достаточное, чтобы вызвать деформацию прилегающих поверхностей. Этот процесс похожа на кузнечную сварку, за исключением того, что давление прикладывается посредством рулонов, а не ударами молотка. Коалесценция происходит при граница раздела между двумя частями посредством диффузии на напольные поверхности.Одним из основных применений этого процесса является облицовка мягкой или низколегированная сталь с высоколегированным материалом, например нержавеющая сталь. Он также используется для изготовления биметаллических материалов для инструмента. промышленность.
Ультразвуковая сварка (USW)
Ультразвуковая сварка — это процесс твердотельной сварки, при котором коалесценция за счет местного применения высокочастотных вибрационных энергия, поскольку рабочие части удерживаются вместе под давлением. Сварка возникает, когда ультразвуковой наконечник или электрод, устройство связи энергии, прижимается к заготовке и заставляет колебаться в плоскости параллельно стыку сварного шва.Комбинированное зажимное давление и осциллирующие силы создают динамическую напряжения в основном металле. Это вызывает мельчайшие деформации, которые создают умеренное повышение температуры основного металла в зоне сварного шва. Это в сочетании с давлением зажима обеспечивает слияние поперек интерфейс для создания сварного шва. Ультразвуковая энергия поможет в очистка зоны сварного шва за счет разрушения оксидных пленок и их нанесения чтобы увлечься.
Вибрационная энергия, которая производит мельчайшую деформацию, исходит от преобразователь, преобразующий переменную электрическую энергию высокой частоты в механическую энергию.Преобразователь подключается к работе различными типы инструментов, которые могут варьироваться от наконечников, подобных сварке сопротивлением наконечники для контактной сварки электродных колес. Нормальный сварной шов сварной шов внахлест.
Температура сварного шва не повышается до точки плавления и поэтому не существует самородка, подобного сварке сопротивлением. Сварка прочность равна прочности основного металла. Самый пластичный металлы можно сваривать, и существует множество комбинаций разнородные металлы, которые можно сваривать.Процесс ограничен относительно тонкие материалы обычно в фольге или очень тонкие калибровочные толщины.
Этот процесс широко используется в электронике, авиакосмической промышленности и приборостроение. Он также используется для производства пакетов и контейнеры и для их опломбирования.
Productworld
Сварочный инвертор TIG-DC (включая функцию сварки электродом) — сетевой кабель без вилки
в прочном корпусе, в состав которого входят: электродный и сварочный обратные кабели 25 мм², 3 м; ручная сварочная маска со сварочной линзой; металличесая щетка; отбойный молоток; Горелка TIG с вольфрамовым электродом, редуктор давления с манометром количества и содержания, инструкция по эксплуатации
Сварочный инвертор TIG-DC (включая функцию сварки электродом)
Сварочный инвертор TIG-DC (включая функцию сварки электродом) — сетевой кабель без вилки
Сварочный инвертор TIG-DC (включая функцию сварки электродом)
в прочном корпусе, в состав которого входят: электродный и сварочный обратные кабели 25 мм², 3 м; ручная сварочная маска со сварочной линзой; металличесая щетка; отбойный молоток; Горелка TIG UP-Down, 4 м, с вольфрамовым электродом, редуктор давления с манометром количества и содержания, инструкция по эксплуатации
в прочном корпусе, в состав которого входят: электродный и сварочный обратные кабели 25 мм², 3 м; ручная сварочная маска со сварочной линзой; металличесая щетка; отбойный молоток; Горелка TIG с вольфрамовым электродом, редуктор давления с манометром количества и содержания, инструкция по эксплуатации
Сварочный инвертор TIG-DC (включая управление газом, высокочастотное зажигание и функцию сварки электродом)
Инвертор для ручной дуговой сварки металлическим электродом с полным комплектом принадлежностей для TIG и электродной сварки, поставляется с прочным транспортировочным чемоданом, монтажным комплектом с горелкой a-LTG 1700-K-DD 4 м
Сварочный инвертор TIG-DC (включая управление газом, высокочастотное зажигание и функцию сварки электродом)
Сварочный инвертор TIG-DC с полным комплектом принадлежностей для TIG и электродной сварки, поставляется с удобным защитным чемоданом для инструментов, монтажным комплектом с горелкой a-LTG 1700-K-UD 4 м
Сварочный инвертор TIG-AC / DC с подключением горелки ITC (включая управление газом, высокочастотное зажигание и функцию сварки электродом)
Сварочный инвертор TIG-AC / DC с полным комплектом принадлежностей для TIG и электродной сварки, поставляется с удобным защитным чемоданом для инструментов, монтажным комплектом с горелкой a-LTG 2600-UD 4 м
Сварочный инвертор TIG-AC / DC с полным комплектом принадлежностей для TIG и электродной сварки, поставляется в прочном транспортировочном кейсе, монтажный комплект с горелкой i-Torch Powermaster i-LTG 2600-PM 4 м
в прочном корпусе, в состав которого входят: электродный и сварочный обратные кабели 25 мм², 3 м; ручная сварочная маска со сварочной линзой; металличесая щетка; отбойный молоток; Горелка TIG Up-Down, 4 м, с вольфрамовым электродом, редуктор давления с манометром количества и содержания, инструкция по эксплуатации
в прочном корпусе, в состав которого входят: электродный и сварочный обратные кабели 25 мм², 3 м; ручная сварочная маска со сварочной линзой; металличесая щетка; отбойный молоток; Горелка TIG Up-Down, 4 м, с вольфрамовым электродом, редуктор давления с манометром количества и содержания, инструкция по эксплуатации
в прочном корпусе, в состав которого входят: электродный и сварочный обратные кабели 25 мм², 3 м; ручная сварочная маска со сварочной линзой; металличесая щетка; отбойный молоток; Горелка TIG Up-Down, 4 м, с вольфрамовым электродом, редуктор давления с манометром количества и содержания, инструкция по эксплуатации