Сварка швов в горизонтальном положении
Сварка швов в горизонтальном положении
Категория:
Сварка металлов
Сварка швов в горизонтальном положении
Сварка швов в горизонтальном положении на вертикальной плоскости еще более затруднительна, чем сварка швов в вертикальном положении, и требует более высокой квалификации сварщика. При такой сварке условия формирования шва еще более затруднительны. Величина сварочного тока принимается на 10—20% меньше по сравнению со сваркой в нижнем положении.
Наибольшие трудности представляет сварка в горизонтальном положении однопроходных (однослойных) швов стыковых соединений с разделкой кромок. Для лучшего формирования шва скос кромки делают только у верхнего листа. Дугу возбуждают на нижней нескошенной кромке, проваривают корень шва, постепенно переводят ее на скошенную кромку верхнего листа, поднимая вверх стекающую каплю металла, заполняя расплавленным металлом всю разделку за один проход. Сварку выполняют электродами диаметром не более 4 мм, сообщая концу электрода петлеобразные движения.
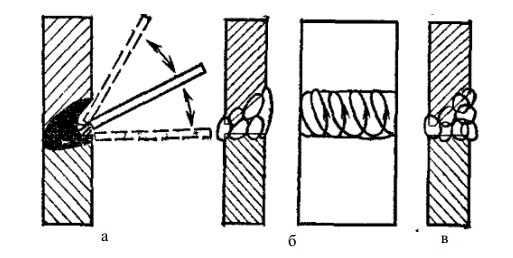
Рис. 1. Сварка швов в горизонтальном положении:
а, б— положение электрода и траектория конца электрода при выполнении однопроходного (однослойного) шва; а —выполнение шва отдельными валиками; г — выполнение шва на-хлесточного соединения
Удобнее сваривать горизонтальные швы в несколько проходов отдельными продольными валиками. Первый валик (корень шва) выполняют электродами диаметром 2—3 мм, последующие внутренние валики — диаметром 4—5 мм. Последний, отделочный (декоративный), валик выполняют электродами диаметром 4 мм, сообщая концу электрода петлеобразные движения.
Наиболее легко выполняются в горизонтальном положении сварные швы нахлесточных соединений, т. к. горизонтальная кромка нижнего листа образует полочку, удерживающую расплавленный металл.
Реклама:
Читать далее:
Сварка швов в потолочном положении
Статьи по теме:
Вертикальный шов сверху вниз или снизу вверх.
 Как получить качественный шов в горизонтальной плоскости
Как получить качественный шов в горизонтальной плоскостиВсе параметры режима сварки можно разделить на основные и дополнительные. Основные параметры — это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки. Дополнительные параметры — состав и толщина покрытия электрода, положение электрода и положение изделия.
Сварочный ток. Увеличение его вызывает (при одинаковой скорости сварки) рост глубины проплавления (провара), что объясняется изменением погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны.
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40-50% больше, чем постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от вида соединения и формы подготовленных кромок под сварку. При сварке встык листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно берется равным толщине свариваемого металла. При сварке стали большей толщины используют электроды диаметром 4-6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва.
Напряжение определяет, главным образом, ширину шва. На глубину провара напряжение оказывает весьма незначительное влияние. Если при увеличении напряжения скорость сварки увеличить, ширина шва уменьшится.
Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т. е. больше наплавляется металла.
Однако при чрезмерном для данного диаметра электрода токе электрод быстро нагревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию.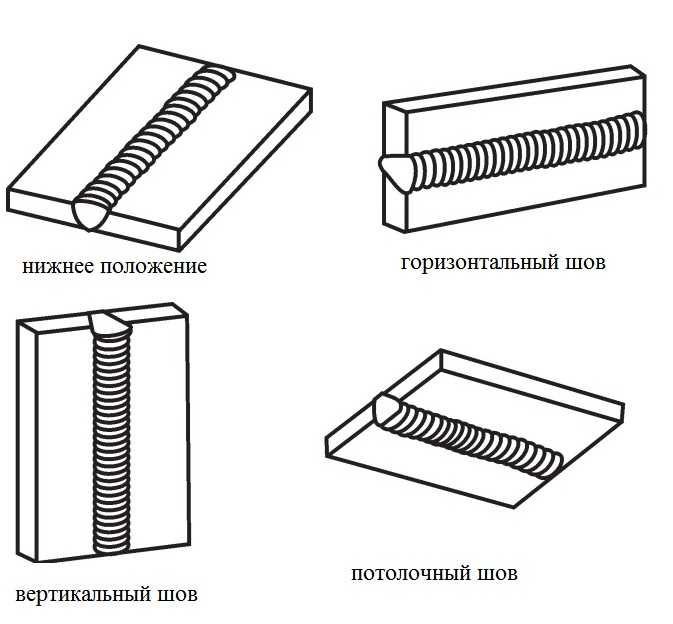
Режимы сварки стыковых соединений без скоса кромок:
Примечание. Максимальные значения тока должны уточняться по паспорту электродов.
Режимы сварки стыковых соединений со скосом кромок:
Дополнение. Значения величины тока уточняются по данным паспорта электродов.
Горизонтальные, вертикальные и потолочные швы.
Выполнение указанных швов потребует определенных навыков. Существует очень большая вероятность вытекания расплав ленного металла, падение капель. Чтобы этого не происходило, сварку надо производить очень короткой дугой. Кроме этого будут необходимы и поперечные колебания электрода.
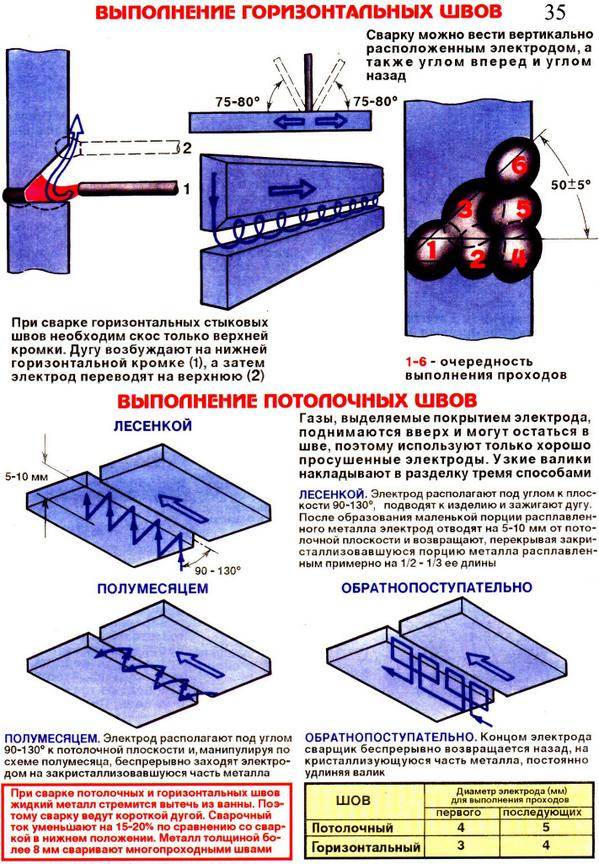
Что может удержать слой расплавленного металла в сварочной ванне? Только сила поверхностного натяжения. Употребим и термин «пленка поверхностного натяжения». И чем тоньше будет масса, тем больше вероятности, что она будет удержана силой (пленкой) поверхностного натяжения. Достичь этого можно следующим приемом: конец электрода надо периодически отводить в сторону от ванны, давая возможность расплавленному металлу частично закристаллизоваться. Далее — применяется пониженный ток (на 10 или 20%) и электроды меньшего диаметра. Все это даст уменьшение ширины сварочного валика. Для потолочных швов оптимальными являются электроды с диаметром 4 мм, для горизонтальных (включая и вертикальные) швов берутся электроды с диаметром 5 мм.
Потолочный шов. Самый сложный. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл сварочной ванны частично кристаллизуется, что уменьшает объем сварочной ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов создаются неблагоприятные условия для выделения шлаков и газов из расплавленного металла сварочной ванны.
Вертикальный шов может быть выполнен двумя способами — на спуск и на подъем. Предпочтительнее сварка на подъем. В этом случае нижележащий, уже частично закристаллизовавшийся, металл удерживает находящийся выше (у электрода) расплавленный металл.
Сварка на спуск легче, но будет труднее получить качественный провар места соединения деталей. Дело в том, что расплавленный металл и шлак будут подтекать под дугу и удерживаться могут только силой поверхностного натяжения и силой действующей дуги. Но эти две силы могут быть недостаточными и расплавленный металл потечет.
Горизонтальный шов более сложен в исполнении, чем вертикальный. Причина — отекание расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла повышенной толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне. Сварка горизонтальных угловых швов в нахлесточных соединениях не вызывает трудностей и по технике не отличается от сварки в нижнем положении.
Рис. 1 Угол наклона электрода при сварке:
Технология электросварки базируется на принципе плавления металла посредством возникающей между заготовкой и электродом электрической дуги. Температура дуги расплавляет металл в зоне сваривания, что позволяет соединять металлы посредством сварного шва. Для разных металлов и типов соединений предусмотрены определенные режимы сварки, отличающиеся друг от друга техникой ведения работы, положением и скоростью ведения электрода, амплитудой его передвижения.
Ниже рассмотрим основные методы создания правильных сварных швов, обеспечивающих надежность и качество соединения.
Типы сварных соединений
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.
Пространственное положение сварных швов.
Помимо вышеперечисленных видов соединений, сварные швы различаются и по своему пространственному расположению.
Наиболее простым и комфортными для сварщика является работа с соединениями, создаваемыми в нижнем положении. В этом случае достаточно просто контролировать направление шва и избегать растекания расплавленной массы. Как правило, с швами, свариваемыми в нижнем положении без особого труда может справиться даже сварщик, не имеющий большого опыта и квалификации.
Другие пространственные положения сварных швов, таких как вертикальные, горизонтальные и потолочные, требуют определенной технической подготовки и достаточной квалификации. Для качественного сваривания вертикальных, горизонтальных и потолочных швов необходимо выдерживать технологические нормы, прописанные для того или иного вида сварки.
Как правильно варить вертикальный шов?
Сложность сварки заготовок, находящихся в вертикальном положении заключается в том, что расплав под действием силы тяжести стекает вниз, не заполняя шва. Во избежание этого, необходимо удерживать конец электрод ближе к сварной ванне, используя короткую дугу. При работе с некоторыми марками электродов, их можно опирать на свариваемую деталь.
Во избежание этого, необходимо удерживать конец электрод ближе к сварной ванне, используя короткую дугу. При работе с некоторыми марками электродов, их можно опирать на свариваемую деталь.
Предварительная подготовка кромок свариваемых элементов должна проводиться в зависимости от типа соединения и толщины деталей. Далее заготовки фиксируются в требуемом положении сварными швами-прихватками, не допускающими смещения элементов.
Правильно варить вертикальный шов можно как снизу вверх, так и наоборот . Более качественный шов получается при передвижении электрода снизу вверх. Сварка шва сверху вниз требует внимательного контроля сварной ванны, однако опытные сварщики используя эту схему работы могут получить неплохой результат.
Для начинающих сварщиков при соединении вертикальных швов допустима сварка с отрывом дуги. Этот метод более прост, так как при отрыве дуги металл остывает, не успевая стекать вниз. Схема движений электрода стандартная — из стороны в сторону петельками или снизу вверх.
Как правильно варить горизонтальный шов?
Технологический регламент этого типа сварного соединения во многом схож с предыдущим. Для предотвращения стекания расплавленного металла рекомендуется увеличить скорость передвижения электрода, что уменьшает прогрев металла. Помимо того, можно кратковременно отрывать дугу, позволяя металлу остывать. Еще один метод — небольшое снижение сварочного тока. Для получения качественного шва следует применять один из указанных методов.
Как правильно варить потолочный шов?
Этот вид сварных соединений считается наиболее сложным и требует высокой квалификации и мастерства исполнителя. Для того чтобы правильно варить потолочный шов электросваркой необходим постоянный контроль сварной ванны.
При создании соединения сварочный электрод удерживается под прямым углом к деталям, создавая короткую, но постоянную дугу. Рекомендуемая схема ведения электрода — круговые движения, расширяющие площадь шва.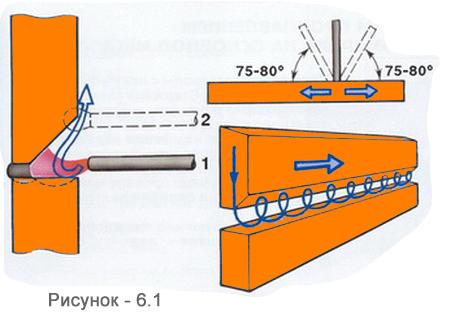
Финишная обработка сварных швов
Как правило, большинство сварных соединений требуют последующей обработки для удаления разбрызгавшегося расплава, окалины, шлака. Помимо того, нередко возникает необходимость выравнивания выпуклой поверхности шва.
При зачистке шва, в первую очередь, с использованием молотка и зубила удаляются с поверхности шва брызги, окалина и шлак. Далее, при необходимости, посредством углошлифовальной машины проводится выравнивание шва. Зернистость абразивного круга подбирается в зависимости от требуемого уровня гладкости шва.
В отдельных случаях сварной шов покрывается тонким слоем оловянного расплава.
Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше.
Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм — только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка.
Стоимость ацетилена и кислорода выше стоимости электроэнергии, поэтому газовая сварка обходится дороже электрической. К недостаткам газовой сварки относится также взрывоопасность и пожароопасность при нарушении правил обращения с карбидом кальция, горючими газами и жидкостями, кислородом, баллонами со сжатыми газами и ацетиленовыми генераторами. Газовую сварку применяют при следующих работах: изготовлении и ремонте изделий из стали толщиной 1-3 мм; сварке сосудов и резервуаров небольшой емкости, заварке трещин, вварке заплат и пр.; ремонте литых изделий из чугуна, бронзы, силумина; сварке стыков труб малых и средних диаметров; изготовлении изделий из алюминия и его сплавов, меди, латуни и свинца; изготовлении узлов конструкций из тонкостенных труб; наплавке латуни на детали из стали и чугуна; соединении ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
Газовой сваркой можно соединять почти все металлы, применяемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой.
Техника газовой сварки
Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять потолочные швы, так как в этом случае сварщик должен поддерживать и распределять по шву жидкий металл, используя давление газов пламени. Наиболее часто газовой сваркой выполняют стыковые соединения, реже угловые и торцовые соединения. Газовой сваркой не рекомендуется выполнять соединения внахлестку и тавровые, так как они требуют интенсивного нагрева металла и сопровождаются повышенным короблением изделия.
Отбортованные соединения тонкого металла сваривают без присадочной проволоки. Применяют прерывистые и непрерывные швы, а также швы однослойные и многослойные. Перед сваркой кромки тщательно очищают от следов масла, краски, ржавчины, окалины, влаги и прочих загрязнений. В табл. 10 показана подготовка кромок при газовой сварке углеродистых сталей стыковыми швами.
Перемещение горелки при сварке
Пламя горелки направляют на свариваемый металл так, чтобы кромки металла находились в восстановительной зоне, на расстоянии 2—6 мм от конца ядра. Касаться расплавленного металла концом ядра нельзя, так как это вызовет науглероживание металла ванны. Конец присадочной проволоки также должен находиться в восстановительной зоне или быть погруженным в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл давлением газов слегка раздувается в стороны, образуя углубление в сварочной ванне.
Скорость нагрева металла при газовой сварке можно регулировать, изменяя угол наклона мундштука к поверхности металла. Чем больше этот угол, тем больше тепла передается от пламени металлу и тем быстрее он будет нагреваться. При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол наклона мундштука а берут больше, чем при сварке тонкого или с низкой теплопроводностью. На рис. 86, а показаны углы наклона мундштука, рекомендуемые при левой (см. § 4 этой главы) сварке стали различной толщины.
На рис. 86, а показаны углы наклона мундштука, рекомендуемые при левой (см. § 4 этой главы) сварке стали различной толщины.
На рис. 86, б показаны способы перемещения мундштука по шву. Основным является перемещение мундштука вдоль шва. Поперечные и круговые движения являются вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, а также способствуют образованию нужной формы сварного шва.
Способ 4 (см. рис. 86, б) применяют при сварке тонкого металла, способы 2 и 3 — при сварке металла средней толщины. Во время сварки нужно стремиться к тому, чтобы металл ванны всегда был защищен от окружающего воздуха газами восстановительной зоны пламени. Поэтому способ 1, при котором пламя периодически отводится в сторону, применять не рекомендуется, так как при нем возможно окисление металла кислородом воздуха.
Основные способы газовой сварки
Левая сварка (рис. 87, а). Этот способ наиболее распространен. Его применяют при сварке тонких и легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку ведут впереди пламени, которое направляют на несваренный участок шва. На рис. 87, а внизу показана схема движения мундштука и проволоки при левом способе сварки. Мощность пламени при левой сварке берут от 100 до 130 дм 3 ацетилена в час на 1 мм толщины металла (стали).
Правая сварка (рис. 87, б). Горелку ведут слева направо, присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и сваренный участок шва. Поперечные колебательные движения производят не так часто, как при левой сварке. Мундштуком делают незначительные поперечные колебания; при сварке металла толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и перемешивают им жидкий металл, чем облегчается удаление окислов и шлаков. Тепло пламени рассеивается в меньшей степени и используется лучше, чем при левой сварке. Поэтому при правой сварке угол раскрытия шва делают не 90°, а 60-70°, что уменьшает количество наплавляемого металла, расход проволоки и коробление изделия от усадки металла шва.
Правой сваркой целесообразно соединять металл толщиной свыше 3 мм, а также металл высокой теплопроводности с разделкой кромок, как, например, красную медь. Качество шва при правой сварке выше, чем при левой, потому что расплавленный металл лучше защищен пламенем, которое одновременно отжигает наплавленный металл и замедляет его охлаждение. Вследствие лучшего использования тепла правая сварка металла больших толщин экономичнее и производительнее левой — скорость правой сварки на 10—20% выше, а экономия газов составляет 10-15%.
Правой сваркой соединяют сталь толщиной до 6 мм без скоса кромок, с полным проваром, без подварки с обратной стороны. Мощность пламени при правой сварке берут от 120 до 150 дм 3 ацетилена в час на 1 мм толщины металла (стали). Мундштук должен быть наклонен к свариваемому металлу под углом не менее 40°.
При правой сварке рекомендуется применять присадочную проволоку диаметром, равным половине толщины свариваемого металла. При левой сварке пользуются проволокой диаметром на 1 мм больше, чем при правой сварке. Проволока диаметром более 6—8 мм при газовой сварке не применяется.
Сварка сквозным валиком (рис. 88). Листы устанавливают вертикально с зазором, равным половине толщины листа. Пламенем горелки расплавляют кромки, образуя круглое отверстие, нижнюю часть которого заплавляют присадочным металлом на всю толщину свариваемого металла. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия, и так до тех пор, пока не будет сварен весь шов. Шов получается в виде сквозного валика, соединяющего свариваемые листы. Металл шва получается плотным, без пор, раковин и шлаковых включений.
Сварка ванночками. Этим способом сваривают стыковые и угловые соединения металла небольшой толщины (менее 3 мм) с присадочной проволокой. Когда на шве образуется ванночка диаметром 4-5 мм, сварщик вводит в нее конец проволоки и, расплавив небольшое количество ее, перемещает конец проволоки в темную, восстановительную часть пламени. При этом он делает мундштуком круговое движение, перемещая его на следующий участок шва. Новая ванночка должна перекрывать предыдущую на 1/3 диаметра. Конец проволоки во избежание окисления нужно держать в восстановительной зоне пламени, а ядро пламени не должно погружаться в ванночку во избежание науглероживания металла шва. Сваренные этим способом (облегченными швами) тонкие листы и трубы из малоуглеродистой и низколегированной стали дают соединения отличного качества.
При этом он делает мундштуком круговое движение, перемещая его на следующий участок шва. Новая ванночка должна перекрывать предыдущую на 1/3 диаметра. Конец проволоки во избежание окисления нужно держать в восстановительной зоне пламени, а ядро пламени не должно погружаться в ванночку во избежание науглероживания металла шва. Сваренные этим способом (облегченными швами) тонкие листы и трубы из малоуглеродистой и низколегированной стали дают соединения отличного качества.
Многослойная газовая сварка. Этот способ сварки имеет ряд преимуществ по сравнению с однослойной: обеспечивается меньшая зона нагрева металла; достигается отжиг нижележащих слоев при наплавке последующих; обеспечивается возможность проковки каждого слоя шва перед наложением следующего. Все это улучшает качество металла шва. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная, поэтому ее применяют только при изготовлении ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой тщательно очистить поверхность предыдущего от окалины и шлаков.
Сварка окислительным пламенем. Этим способом сваривают малоуглеродистые стали. Сварку ведут окислительным пламенем, имеющим состав
Для раскисления образующихся при этом в сварочной ванне окислов железа применяют проволоки марок Св-12ГС, Св-08Г и Св-08Г2С по ГОСТ 2246— 60, содержащие повышенные количества марганца и кремния, которые являются раскислителями. Данный способ повышает производительность на 10—15%.
Сварка пропан — бутан-кислородным пламенем. Сварка ведется при повышенном содержании кислорода в смеси
с целью повышения температуры пламени и увеличения провара и жидкотекучести ванны. Для раскисления металла шва применяют проволоки Св-12ГС, Св-08Г, Св-08Г2С, а также проволоку Св-15ГЮ (0,5—0,8% алюминия и 1 — 1,4% марганца) по ГОСТ.
Исследованиями А. И. Шашкова, Ю. И. Некрасова и С. С.Ваксман установлена возможность использования в данном случае обычной малоуглеродистой присадочной проволоки Св-08 с раскисляющим покрытием, содержащим 50% ферромарганца и 50% ферросилиция, разведенного на жидком стекле. Вес покрытия (без учета веса жидкого стекла) составляет 2,8—3,5% к весу проволоки. Толщина покрытия: 0,4-0,6 мм при использовании проволоки диаметром 3 мм и 0,5—0,8 мм при диаметре 4 мм. Расход пропана 60-80 л/ч на 1 мм толщины стали, в = 3,5, угол наклона прутка к плоскости металла составляет 30-45°, угол разделки кромок 90°, расстояние от ядра до прутка 1,5—2 мм, до металла 6-8 мм. Этим способом можно сваривать сталь толщиной до 12 мм. Лучшие результаты получены при сварке стали толщиной 3-4 мм. Проволока Св-08 с указанным покрытием является полноценным заменителем более дефицитных марок проволоки с марганцем и кремнием при сварке пропан-бутаном.
И. Шашкова, Ю. И. Некрасова и С. С.Ваксман установлена возможность использования в данном случае обычной малоуглеродистой присадочной проволоки Св-08 с раскисляющим покрытием, содержащим 50% ферромарганца и 50% ферросилиция, разведенного на жидком стекле. Вес покрытия (без учета веса жидкого стекла) составляет 2,8—3,5% к весу проволоки. Толщина покрытия: 0,4-0,6 мм при использовании проволоки диаметром 3 мм и 0,5—0,8 мм при диаметре 4 мм. Расход пропана 60-80 л/ч на 1 мм толщины стали, в = 3,5, угол наклона прутка к плоскости металла составляет 30-45°, угол разделки кромок 90°, расстояние от ядра до прутка 1,5—2 мм, до металла 6-8 мм. Этим способом можно сваривать сталь толщиной до 12 мм. Лучшие результаты получены при сварке стали толщиной 3-4 мм. Проволока Св-08 с указанным покрытием является полноценным заменителем более дефицитных марок проволоки с марганцем и кремнием при сварке пропан-бутаном.
Особенности сварки различных швов. Горизонтальные швы сваривают правым способом (рис. 89, а). Иногда сварку ведут справа налево, держа конец проволоки сверху, а мундштук снизу ванны. Сварочную ванну располагают под некоторым углом к оси шва. При этом облегчается формирование шва, а металл ванны удерживается от стекания.
Вертикальные и наклонные швы сваривают снизу вверх левым способом (рис. 89, б). При толщине металла более 5 мм шов сваривают двойным валиком.
При сварке потолочных швов (рис. 89, в) кромки нагревают до начала оплавления (запотевания) и в этот момент вводят в ванну присадочную проволоку, конец которой быстро оплавляют. Металл ванны удерживается от стекания вниз прутком и давлением газов пламени, которое достигает 100-120 гс/см 2 . Пруток держат под небольшим углом к свариваемому металлу. Сварку ведут правым способом. Рекомендуется применять многослойные швы, свариваемые в несколько проходов.
Сварку металла толщиной менее 3 мм с отбортованными кромками без присадочного металла производят спиралеобразными (рис. 89, г) или зигзагообразными (рис. 89, д) движениями мундштука
89, д) движениями мундштука
Сварка вертикальных, горизонтальных и потолочных швов требует повышенного профессионального мастерства от сварщика. В отличие от , сварка швов в вертикальном, горизонтальном и потолочном положении имеет свои особенности и трудности. Одна из таких трудностей — это растекание расплавленного металла из сварочной ванны или попадание расплавленного электродного металла мимо неё.
Чтобы исключить подобные моменты, стараются вести максимально короткой дугой, насколько это возможно. Движение электрода выполняют, чаще всего, с поперечными колебательными движениями.
При сварке в нижнем положении, сила тяжести не способствует растеканию жидкого металла за пределы свариваемых кромок. А при сварке в других пространственных положениях, жидкий металл, под действием силы тяжести, растекается за пределы металлической ванны. И в этом случае металл может удерживаться от растекания лишь силой поверхностного натяжения.
Поэтому, для увеличения силы поверхностного натяжения, нельзя допускать большого объёма сварочной ванны. Чтобы уменьшить объём ванны, необходимо время от времени отводить электрод в сторону от неё, чтобы жидкий металл мог частично закристаллизоваться.
Далее, необходимо уменьшить ширину сварочных валиков. Она не должна превышать трёх диаметров электрода. Кроме того, при , силу тока устанавливают на 10-20% ниже того значения, который используется при сварке в нижних положениях. в наклонных положениях применяют малого диаметра: для сварки вертикальных и горизонтальных швов не более 5мм, а для сварки потолочных швов — не более 4мм.
Сварка
вертикальных швов может производиться снизу вверх (на подъём, схема
а) на рисунке), или сверху вниз (на спуск, схема б) на рисунке). Рекомендуется
вести сварку снизу вверх, если это возможно и, как можно более короткой электрической
дугой. При сварке снизу вверх, нижележащий металл успевает частично кристаллизоваться
и образующийся кратер в виде полочки, препятствует стеканию наплавляемого металла
и помогает его удержать.
При способе сварки на подъём, проще обеспечить хороший провар корня шва и сварных кромок, т.к. жидкий металл с них стекает в сварочную ванну и улучшает теплопередачу тепла от дуги к основному металлу. Но, при этом, поверхность сварного шва получается чешуйчатой.
При сварке на спуск хороший провар и высокое получить сложнее. Жидкий шлак и расплавленный металл, под действием силы тяжести, подтекают под дугу. От стекания их может удержать сила отталкивания дуги и сила поверхностного натяжения, но часто их оказывается недостаточно и жидкий металл стекает вниз, на ещё не проваренные участки.
При сварке на спуск, электрическую дугу возбуждают при положении электрода, перпендикулярном к свариваемым кромкам. После возбуждения дуги, электрод наклоняют вниз и выполняют сварку максимально возможно короткой дугой (схема в) на рисунке). Рекомендуемый диаметр электродов 4-5мм, сила сварочного тока 150-170А.
Сварка горизонтальных швов технически более сложная для выполнения, чем сварка вертикальных швов. Происходит это из-за того, что при сварке стыковых швов, находящихся в горизонтальном положении, расплавленный металл из сварочной ванны перетекает на нижнюю кромку. В результате, на верхней кромке, после затвердевания металла, могут образоваться в виде подрезов.
При сварке толстолистового металла, чаще всего, скос делают только на верхней кромке. При этом нижняя кромка выступает в роли полки, удерживающей жидкий металл от стекания. Электрическую дугу возбуждают на нижней кромке и затем перемещают её на верхнюю кромку со скосом и обратно (схема а) на рисунке справа).
Для сварки потолочных швов рекомендуются электроды, диаметром не более 4мм
и пониженная сила сварочного тока. Сварку выполняют как можно более короткой
дугой для того, чтобы улучшить переход капель расплавленного металла в сварной
шов. При удлинении дуги возможно образование подрезов в сварном шве. Ещё одной
трудностью данного , помимо растекания металла, является затруднённый вывод шлака и газов
из расплавленного металла.
В одной из предыдущих статей мы уже рассказывали о том, что сварка изделия может осуществляться в разных пространственных положениях: потолочном, горизонтальном, вертикальном и пр. Каждый из этих видов сварочных работ требует от сварщика высокого профессионализма и соблюдения определенной техники.
Сварка горизонтальных швов, как и других, отличных от нижнего шва, связана с рядом трудностей, вызванных расположением соединения. Об особенностях такого вида сварки и ее технологии пойдет речь дальше.
Трудности при сварке горизонтальных швов.
Заметим, что сварка горизонтальных швов — один из сложных видов сварочного соединения. Процесс сваривания швов, расположенных в горизонтальном положении, осложняется воздействием силы тяжести.
Дело в том, что в процессе работы расплавленный металл может вытекать из сварочной ванны. Кроме того, наблюдается и выпадение капель расплавленного электродного металла, они пролетают мимо ванны.
Горизонтальные соединения также сопровождаются следующими сложностями: расплавленный материал стекает на нижнюю кромку, из-за чего существует вероятность того, что на верхней кромке появится подрез. Для предотвращения такого явления специалисты советуют делать скос верхней кромки, при этом нижнюю не трогать, она будет задерживать металл в ванне.
Справиться можно и с остальными трудностями. При горизонтальной сварке, обычно используют дугу довольно короткой длины, а электрод передвигают либо без манипуляций, либо поперечными колебаниями. Кроме того, рекомендуется во время сварки периодически отводить электрод от ванны, чтобы позволить металлу кристаллизоваться и сделать горизонтальный сварочный шов более качественным.
Также при горизонтальной сварке, и других сложных швах, специалисты советуют делать валик меньшей ширины, которая не должна превышать 2-3 диаметра электрода. Силу тока, в этом случае, следует снизить процентов на 10-20, а электроды выбирать с диаметром не больше пяти миллиметров.
Особенности сварки горизонтальных швов.
При создании швов в горизонтальном положении специалисты советуют держать электрод под углом 80-90 градусов, как изображено на рисунке.
Отметим, что необходимо добиваться того, чтобы дуга горела с максимально возможной глубиной проплавления металлоизделия. Это позволит снизить влияние «козырька», который создается при сваривании под углом меньше 80 градусов.
Чтобы добиться нужной ширины шва и усилить валик, нужно следить за скоростью сварки, длиной дуги. Также сваривание нужно производить колебательными движениями по направлению сварки (т.е. немного вперед, потом назад).
И еще. В зависимости от того, как ведет себя шлак, нужно выдерживать угол наклона электрода. За счет того, что шлак стекает на нижнюю кромку, сварка может производиться практически под углом 90 градусов, а в некоторых случаях и «углом вперед».
Создание сварочного горизонтального шва.
Делая горизонтальный шов сварки, следует соблюдать следующую технологию:
- Первый валик (корневой) делается короткой дугой, электрод передвигается без колебательных поперечных движений. Угол наклона к поверхности должен быть 80 градусов (±5°). Отметим, в таком случае шлак будет стекать частично на нижнюю кромку, а частично в зазор. При этом можно делать также сварку «углом вперед» тогда, когда нужно уменьшить проплав, или, наоборот, «углом назад» — если нужно увеличить проплавление корневого валика. Для создания первого валика обычно используют среднюю или максимально допустимую силу тока.
- Для создания второго валика обычно применяют среднюю силу тока. Слой делается в один проход. В зависимости от ширины получившегося корневого валика, может использоваться электрод с большим диаметром. Процесс сварки осуществляется по технологии «углом назад».
- Для выполнения третьего валика можно прибегнуть к двум способам, в зависимости от того, каким вышел второй слой шва. Если 2-й валик имеет площадку, то третьим обычно заполняют «лодочку», которая находится между вторым валиком и верхней кромкой.
 В том случае, когда второй слой получился «нормальным», то третий выполняют в два подхода. Третий валик делается усилением на площадь, расположенную между нижней кромкой и 2-м валиком. Это нужно выполнить так, чтобы третий валик находился на расстоянии от верхней кромки равном диаметру электрода. Вторым подходом создается четвертый валик, который выполняют в зависимости от того, каким получился третий слой и каково расстояние между вершиной 3-го валика и верхней кромкой. Отметим, что если это расстояние равно диаметру электрода то четвертый слой производится без манипулирования. Если же расстояние больше, то электрод передвигают поперечными колебательными движениями. Все эти способы показаны на рисунках.
В том случае, когда второй слой получился «нормальным», то третий выполняют в два подхода. Третий валик делается усилением на площадь, расположенную между нижней кромкой и 2-м валиком. Это нужно выполнить так, чтобы третий валик находился на расстоянии от верхней кромки равном диаметру электрода. Вторым подходом создается четвертый валик, который выполняют в зависимости от того, каким получился третий слой и каково расстояние между вершиной 3-го валика и верхней кромкой. Отметим, что если это расстояние равно диаметру электрода то четвертый слой производится без манипулирования. Если же расстояние больше, то электрод передвигают поперечными колебательными движениями. Все эти способы показаны на рисунках. - все остальные слои сварочного шва выполняются по аналогии с третьим валиком.
 В том случае, когда второй слой получился «нормальным», то третий выполняют в два подхода. Третий валик делается усилением на площадь, расположенную между нижней кромкой и 2-м валиком. Это нужно выполнить так, чтобы третий валик находился на расстоянии от верхней кромки равном диаметру электрода. Вторым подходом создается четвертый валик, который выполняют в зависимости от того, каким получился третий слой и каково расстояние между вершиной 3-го валика и верхней кромкой. Отметим, что если это расстояние равно диаметру электрода то четвертый слой производится без манипулирования. Если же расстояние больше, то электрод передвигают поперечными колебательными движениями. Все эти способы показаны на рисунках.
В том случае, когда второй слой получился «нормальным», то третий выполняют в два подхода. Третий валик делается усилением на площадь, расположенную между нижней кромкой и 2-м валиком. Это нужно выполнить так, чтобы третий валик находился на расстоянии от верхней кромки равном диаметру электрода. Вторым подходом создается четвертый валик, который выполняют в зависимости от того, каким получился третий слой и каково расстояние между вершиной 3-го валика и верхней кромкой. Отметим, что если это расстояние равно диаметру электрода то четвертый слой производится без манипулирования. Если же расстояние больше, то электрод передвигают поперечными колебательными движениями. Все эти способы показаны на рисунках.Во время сварочных работ нужно внимательно следить за верхней кромкой металлоизделия. Так как при горизонтальном шве именно в этой части чаще всего появляются различные дефекты.
Технология сварки горизонтальных швов — как правильно варить?
Сварка горизонтальных швов производится на вертикальной плоскости. Со стороны она может показаться очень схожей с созданием соединений в нижнем положении, но на практике здесь встречается слишком много нюансов, которые и создают отличия в технике проведения процедуры. На самом деле действительно, если горизонтальный шов на вертикальной плоскости перевернуть на 90 градусов, то он оказывается швом в нижнем положении. Но далеко не всегда есть возможность его перевернуть, особенно если речь идет о больших конструкциях. Тогда приходится выполнять все на вертикальной плоскости, что не всегда удобно.
Сварка в горизонтальном положении шва применяется практически повсеместно, так как это один из основных типов. С его помощью создаются металлоконструкции, производятся различные корпуса для механизмов, проводятся ремонтные работы и так далее. Практически во всех случаях, когда объект оказывается не поворотным, нужно проводить дуговую сварку горизонтальных швов. Ее легче сделать, чем вертикальный шов, так как здесь имеется специальная опора в виде нижней кромки. В ином случае все было бы так же сложно.
Ее легче сделать, чем вертикальный шов, так как здесь имеется специальная опора в виде нижней кромки. В ином случае все было бы так же сложно.
Процесс сварки горизонтального шва
Особенности горизонтальной сварки
Длина сварного шва при данном типе операций может быть совершенно различной, так как этот параметр не влияет на выбор способа сваривания. Также данная разновидность соединения не зависит от того, какое оборудование для сварки будет использоваться. Выбор основан лишь на потребности создавать шов именно в таком положении из-за особенностей расположения конструкции. Все остальные факторы отходят на второй план.
Главной задачей сварщика является правильный сварочный шов, чем более удобным будет положение для его создания, тем выше будет прочность соединения. Обязательным условием для создания качественного горизонтального шва становится предварительная обработка поверхности с правильным разделыванием кромок. Техника сварки горизонтальных швов предполагает наличие небольшой дополнительной опоры, которая будет сделана на нижней кромке. Ее делают подобно ступеньке, а верхнюю кромку расширяют под определенным углом. Благодаря этой ступеньке расплавленный металл не так сильно стекает, а под действием силы притяжения просто вплавляется в ее поверхность. Для того, чтобы создать соединение с верхней кромкой нужно просто захватывать данную часть сварочной ванной и постепенно вести шов в сторону с одинаковой высотой.
Сварка угловых швов в горизонтальном положении, а также других типов соединений при этом положении, обладает намного меньшим риском припыливания материала из-за низкой скорости ведения шва. Ведь основная нагрузка приходится перпендикулярно на всю толщу металлического листа, по-этому, возникает больше вероятности, что возникнут проблемы с не проплавленной верхней кромкой или растеканием металла.
Какие сложности возникают при горизонтальной сварке
Данное соединение далеко не самое легкое и для его выполнения нужно подготовиться. При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
При выполнении сварочных работ может возникнуть ряд сложностей. К ним относятся:
- Вытекание расплавленного металла из сварочной ванны. Под силой действия земного притяжения расплавленный металл, вместо того чтобы создавать сварной шов, попросту стекает вниз, благодаря чему соединение не образуется должным образом.
- Может создаваться сильно большое уплотнение на нижней кромке за счет того, что металл с верхней стекает к ней. Это приводит к образованию на верхней части глубокого подреза, который негативно сказывается на качестве соединения.
- Неудобное положение для самого сварщика, в котором он может совершить больше ошибок из-за подобных сложностей.
«Важно!
Чтобы уберечься от многих сложностей при создании шва в горизонтальном положении нужно создавать склон на верхней кромке.»
Техника перемещения электрода при горизонтальной сварке
Техника сварки штыковых швов в горизонтальном положении проводится по следующим пунктам:
- В первую очередь формируется первый валик шва, для которого используется короткая дуга сварочного аппарата. Здесь электрод нужно перемещать без колебаний в поперечной плоскости. Угол наклона электрода составляет около 80 градусов, что даст возможность хорошо проплавиться стыку.
- После создания первого валика идет второй проход с использованием небольшой силы тока. Здесь также не применяются колебательные движения, а электрод ставится под углом «вперед» к росту шва. Здесь нужно более широкий электрод, чем при первом проходе.
- После прохождения нескольких валиков создается итоговая наплавка, которая обеспечивается верхний слой, обладающий эстетическими качествами, но при этом он должен проплавиться к остальным. Нужно стараться сделать все за один проход.
Техника сварки горизонтального шва
Используемые инструменты при горизонтальной сварке
Для сварки горизонтальных швов могут подходить следующие разновидности оборудования:
- Сварочный инвертор – один из самых популярных современных аппаратов, который применяется как в частной, так и в промышленной сфере. Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
- Трансформатор – менее совершенный, но все еще применяющийся недорогой аппарат для сварки. Он больше подходит для создания толстый швов.
- Выпрямитель – устройство создающее стабильное горение дуги, что очень важно для создания швов в неудобном положении. Аппарат может запитываться от обыкновенных бытовых сетей.
- Газовая горелка – оптимальный выбор, как для новичков, так и для профессионалов, если требуется обеспечить простоту и надежность процесса. Она не совсем удобна в плане подготовки, так как с электрической сваркой все намного проще и быстрее.
 Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.
Его применяются для тонких и толстых деталей, причем можно встретить как переносные, так и стационарные модели. Сварка горизонтального шва полуавтоматом проводится с высоким уровнем защиты.Заключение
Несмотря на различные существующие способы как варить сваркой горизонтальные швы и как сделать их более прочными, при возможности специалисты все же предпочитают использовать стандартное нижнее положение. Если такой возможности нет, то опытные сварщики уделяют время подготовительным работам, обеспечивающим большую часть успеха.
Видео. Процесс сварки горизонтального соединения
Сварка угловых швов в горизонтальном положении. Виды сварочных швов: горизонтальные, вертикальные, потолочные
К атегория:
Техника дуговой сварка
Выполнение вертикальных, горизонтальных и потолочных швов
Вертикальные швы (стыковые и угловые) выполняют в направлении снизу вверх. Предварительно подготавливается сваркой металлическая горизонтальная площадка сечением, равным сечению наплавленного металла шва. Площадка создается поперечными движениями электрода треугольником (рис. 1). Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольший провар корня шва достигают, когда электрод перпендикулярен вертикальной оси. Отекание расплавленного металла предотвращают наклоном электрода вниз, как показано пунктиром на рис. 1, а, б.
Рис. 1. Положение и движения электрода при сварке в вертикальном положении: а — стыковые швы со скосом кромок, б — угловые швы, в — сварка в направлении сверху вниз
Сварка вертикальных швов электродами больших диаметров и при большой силе тока затруднительна из-за стекания металла и неудовлетворительного формирования шва. Поэтому применяют электроды диаметром до 4 мм, редко 5 мм, а сварочный ток понижают по сравнению со сваркой в нижнем положении.
Вертикальная сварка в направлении сверху вниз (рис. 1, в) возможна электродами, дающими тонкий шлак. Металл в сварочной ванне затвердевает быстрее и стекания его практически не происходит. Для вертикальной сварки сверху вниз применяют электроды с целлюлозным, пластмассовым покрытием органического вида (ОЗС -9, ВСЦ -1, ВСЦ -2; ВСЦ -3 и др.). Производительность сварки сверху вниз выше производительности сварки снизу вверх. Вертикальные швы также удобно выполнять электродами с опиранием покрытия на свариваемые кромки.
Горизонтальные и потолочные швы выполнять сложнее, чем вертикальные (рис. 2). При выполнении горизонтальных швов на верхнем листе часто образуются подрезы, а при сварке в потолочном положении затруднен полный провар корня шва. В обоих случаях сварка должна производиться короткой дугой с достаточно быстрыми колебательными движениями.
Рис. 2. Положение и движения электрода при сварке в горизонтальном и потолочном положениях: а — горизонтальный угловой вдов, б-наплавка в потолочном положении, в — потолочный стыковой шов
Металл толщиной более 8 мм сваривают многопроходными швами. Первый валик в корне горизонтального шва наносится электродом диаметром 4 мм, а последующие — диаметром 5 мм. Первый валик в корне потолочного шва выполняется электродом диаметром 3 мм, а последующие- диаметром не более 4 мм. Валики горизонтального и потолочного швов удобно выполнять электродами с опиранием покрытия. При выполнении потолочных швов газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в шве. Поэтому для сварки в потолочном положении следует пользоваться хорошо просушенными электродами, дающими небольшой шлак.
Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10-15% по сравнению со сваркой в нижнем положении. Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомендуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Существует два способа сварки вертикальных швов: «снизу вверх» и «сверху вниз». Наиболее употребителен первый способ.
Фиг.52.Сварка угловых швов в «лодочку»
Сварка способом «сверху вниз» применяется при соединении, главным образом, тонких листов. При выполнении вертикальных швов «сверху вниз» не получается полного провара.
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (фиг. 53, а) угол наклона берется в пределах 15-20°, при сварке толстопокрытыми электродами (фиг. 53, б) наклон электрода к горизонтальной линии должен составлять около 45-50°. Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого стекания шлака из ванны и для поддержания расплавленного металла.
Дуга зажигается в наиболее низком месте шва, и после образования ванны с расплавленным металлом конец электрода при возможно короткой дуге отводится в сторону вправо или влево и несколько вверх. При этом движении электрода дается возможность расплавленным частицам металла быстро застывать и образовывать своеобразный порог, необходимый для задержания последующих капель расплавляемого металла. Движения электрода повторяются, и наплавляемый металл принимает форму шва. На вертикальных швах чешуйки выражены более резко, и по этому признаку вертикальные швы отличаются от нижних.
Фиг.53. Фиг.54.Положение электордов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно к свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют книзу (фиг. 54), продолжая одновременно расплавлять основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо концом электрода препятствовать стеканию металла, а отводом его в сторону и вниз способствовать застыванию наплавленных капель и образованию шва.
При обоих способах выполнения вертикальных швов электроду необходимо сообщать поперечные колебательные движения. При этом надо подбирать такой путь электрода, при котором передвижение вдоль шва происходило бы без длительной концентрации тепла в одном каком-нибудь месте.
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх». При выполнении вертикальных стыковых швов с V-образной и Х-образной разделками кромок, а также валиковых швов, последовательность сварки, многослойность, провар вершины угла производят аналогично сварке нижних швов.
Заголовки статей раскрывают их содержание. В последней статье, кроме того, описываются дефекты, возникающие в процессе электросварки, и методы их устранения.
Прежде, чем приступить к изучению технологии выполнения вертикального сварочного шва, рекомендуем ознакомиться с указанными выше статьями (рассмотренные в них вопросы здесь повторяться не будут). Если возникнут дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. п.), то рекомендуем воспользоваться сервисом «Поиск по сайту». Можно задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Предварительные общие замечания
До выполнения сваривания деталей необходимо подготовить металл. Разделка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения. Подготовленные детали фиксируют в необходимом (заданном конструкторской документацией) взаимном расположении. Для этого их соединяют короткими поперечными швами («прихватками») с шагом в несколько десятков миллиметров. Прихватки не позволяют деталям смещаться друг относительно друга.
Во время сварки деталей вертикальным швом расплавленный металл из сварной ванны, под действием собственного веса, будет сползать вниз. Для исключения отрывания капель, следует применять как можно более короткую дугу. Чтобы этого добиться, необходимо кончик электрода подвести по возможности близко к сварной ванне. Если используется не залипающий сварочный электрод, то следует опирать его на одну из свариваемых деталей.
Вертикальный шов можно варить «сверху-вниз» или «снизу-вверх».
Вертикальный шов «снизу-вверх»
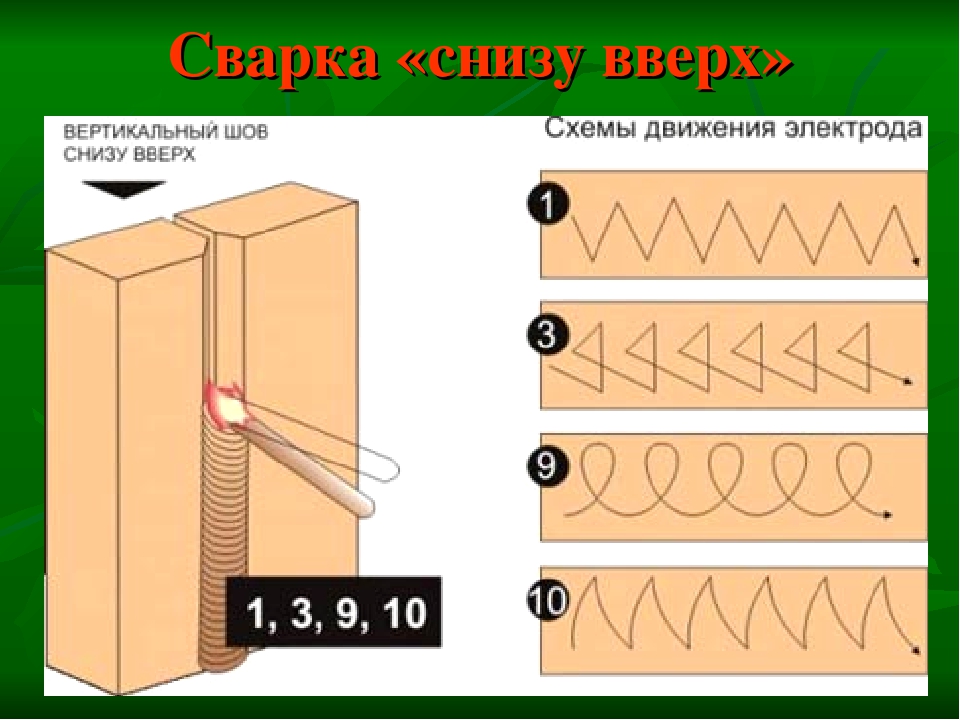
Заметим, что удобнее варить вертикальный шов электросваркой с движением электрода «снизу-вверх». Связано это с тем, что в этом случае электродуга «толкает» сварную ванну вверх и препятствует её опусканию вниз. Это значительно упрощает получение качественного шва. Схема выполнения такого сварного шва показана на рисунке.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх без отрыва». Продемонстрирована техника создания короткого валика:
- движения электрода происходят только вверх-вниз;
- отсутствуют горизонтальные смещения.
В результате, получается очень плоский шов.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх c отрывом». Такой технологический приём может быть более удобен для начинающих, т. к. за время отрыва сварочного электрода металл успевает остыть. Допускается, для упрощения, опирать электрод на полочку сварного кратера. В этом же видеоролике даётся много общих полезных для сварщика советов. Например, показано влияние силы тока на форму шва. В общем случае, сварочный ток должен быть на 5…10 А меньше рекомендованного для выбранных типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется, в основном, экспериментально.
Вертикальный шов «сверху-вниз»
Сварка с движением электрода «сверху вниз» применяется при соединении, главным образом, тонких листов металла. При сварке этим способом тепло сварочной дуги стремится вверх (не обогревая сварную ванну). Поэтому, для получения хорошего проплавления шва, ток следует устанавливать несколько большей величины (на 5…10А), чем при сварке с движением электрода «снизу-вверх».
Техника сварки «сверху-вниз» значительно сложнее предыдущей, и поэтому остановимся на ней более подробно. При выполнении вертикальных швов с движением электрода «сверху-вниз» он располагается перпендикулярно к свариваемой поверхности. После поджига дуги и образования первых капель расплавленного металла, его наклоняют вниз и продолжают расплавлять основной металл. Медленно перемещая электрод (и продолжая поддерживать короткую дугу) его кончиком следует препятствовать стеканию металла из сварной ванны. Одновременно, кончик следует отводить в сторону и вниз, т. е. необходимо выполнять поперечные колебательные движения. Это будет способствовать застыванию наплавленных капель и формированию шва. При этом не следует допускать длительной концентрации тепла в одном каком-нибудь месте.
Дефекты сварных швов
При выполнении сварочных работ возможны (особенно у начинающих сварщиков) дефекты сварных швов. Причём, некоторые из них критичны, некоторые — нет. Этой теме мы на сайте уделили достаточно внимания и сейчас повторять не будем.
Сейчас мы остановимся только на дефектах, которые характерны для вертикальных швов. Они появляются при неправильном выборе силы тока и величины дуги. В таблице приведён их схематический внешний вид и указаны вызвавшие их причины.
С другими видами дефектов, возникающих при проведении электросварки, и способах их устранения можно ознакомиться в статье . В заключение, предлагаем посмотреть ещё один видеоролик о вертикальной сварке. Желаем успехов!
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений. Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ. В конце концов, начинающим сварщикам, когда-то, были все.
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют еще и верхние (потолочные) швы, которые может заварить только опытный специалист.
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
- Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
- Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка. Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
- Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
- Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
- В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
- В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
- В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод.
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект . При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
- При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться.
- Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу.
- Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой.
- Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
- Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз.
- При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх.
- Горелку полуавтомата располагают под углом в 45 градусов к поверхности.
- Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора.
Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки.
Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
А что Вы можете добавить к материалу этой статьи. Поделитесь свои опытом сварки вертикальных швов. Чем лучше всего пользоваться, по Вашему мнению: полуавтоматом или ручной сваркой? Оставьте свои комментарии в блоке обсуждения этого материала.
Как правильно сварить шов электросваркой уроки. Потолочный шов
Для того чтобы ответить на вопрос, как варить потолочный шов электросваркой, необходимо иметь представление о том, что такое потолочный шов, его особенности и способы варения.
Схема сварки потолочного шва.
Далее можно получить всю необходимую информацию о том, как выполнять этот вид работ.
Некоторые характеристики
Потолочный шов самый сложный в исполнении.
Это легко объяснить. Ведь во время процесса сварки металл, достигший температуры плавления, может подтекать.
Опытный мастер сварочных работ должен обладать навыками варения этого вида шва.
Его редко применяют в промышленной сфере. Но что касается ремонта и монтажа трубопровода или судостроительного производства, то там этот вид шва очень востребован.
Необходимо соблюдать технику безопасности при работе с расплавленным металлом. Им можно обжечь открытые участки тела, например, лицо или руки.
У наложения потолочного шва при помощи сварки есть ряд особенностей:
Виды сварных соединений: а, б – стыковое, в – стыковое отбортовочное, г – нахлесточное, д – угловое, е – тавровое, ж – прорезное, з – торцевое, и – нахлесточное с проплавлением.
- сварочная ванна должна быть самого маленького размера;
- при наложении шва металл удерживается на потолке благодаря силе притяжения по отношению к поверхности;
- чтобы избежать растекания металла, шов накладывают таким образом, чтобы электрод был отведен в сторону;
- размер электрода около 0,4 см;
- изготавливаемые валики должны быть меньше электрода в 2 раза;
- электроды должны быть сухими, чтобы избежать выделения газов, которые повреждают швы;
- варить следует в свою сторону, благодаря этому можно подобрать оптимальный темп работы, и это позволит вам отслеживать процесс до мелочей;
- для придания шву наибольшей прочности все края деталей следует тщательно обработать и со сваренных валиков удалить загрязнения.
Для сварки деталей толщиной около 1 см работу выполняют в несколько этапов:
- Используют электрод диаметром 0,3 см.
- Последующую сварку выполняют электродом в 0,4 см.
Сварка углового шва — как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Варианты рабочего процесса
Сварка потолочного шва бывает нескольких видов.
Дуговая электросварка: а – способ Бернадоса; б – способ Славянова; в – способ подвога дуги извне; 1 – электроды; 2 – дуга; 3 – электромагнит; 4,5 – присадочный пруток.
- Сварка полумесяцем. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Профессионал, выполняющий этот вид работ, делает зигзагообразные движения. Они же напоминают изображение полумесяца. Этот метод осуществляется в несколько подходов. Он достаточно легкий. С ним может справиться даже непрофессионал. Главное — постоянно контролировать скорость сварки, иначе можно испортить шов. Чтобы избежать подтекания металла, не стоит вываривать валики с большой шириной.
- Обратно-поступательный. Этот вид сварки также выполняется не за один подход. Сначала варят корневой шов с использованием электрода 0,3 см, уровень подачи тока не должен быть выше среднего.
- Лесенка. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Этот способ отличается от других тем, что электрод следует отводить в сторону, чтобы избежать растекания расплавленного металла. Когда он застывает, электрод возвращают на место и продолжают сварку. При этом способе шов становится длиннее. Несмотря на трудность и сложность выполнения, конечный результат работ самый высокий по показателям прочности и надежности.
Как правильно делать сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую -вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина -больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка -начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов -видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (жмите на кнопки ниже):
Как варить правильно электросваркой
В этом уроке мы расскажем вам, как правильно пользоваться сварочным аппаратом и варить электросваркой. На самом деле в этом нет абсолютно ничего сложно, как может показаться на первый взгляд, а следуя нашим четким советами и рекомендациям вы быстро овладеете этим не хитрым занятием.
Итак, первым делом давайте узнаем с чем же нам придется иметь дело и какие виды сварочных аппаратов бывают.
Исходя из самого названия можно легко догадаться, что служит он для преобразования переменного тока электросети в постоянный сварочный ток. Состоит данное устройство из двух основных частей: выпрямительного блока и трансформатора. Основными преимуществами является то что они имеют более высокий коэффициент полезного действия, а так же обладают хорошими энергетическими показателями
С помощью этого устройства переменный ток от сети с помощью специальных транзисторов опять же преобразуется в постоянный, его основным достоинством является не большой вес и возможность регулировки тока.
Вводный видео урок о том как варить электродом
Важно заметить. что если аппарат подключается к бытовой электросети, то во избежании возникновения короткого замыкания и перегрева электропроводки, необходимо знать её основные параметры и характеристики. Перед выполнением работ в частном, загородном доме или квартире проверьте работоспособность всех электроавтоматов и лишь после этого приступайте к сварке.
Только выполнение этих простых правил убережет вас от повторной прокладки проводки в квартире своими руками
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Особенности процесса варки потолочного шва
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные;
- сплошные;
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
- на тело следует надеть специализированную одежду с верхним защитным покрытием;
- используйте маску;
- отключите неиспользуемое оборудование от электросети;
- проведите работы по изоляции проводов.
Технология исполнения сварных швов
После сваривания металлических деталей на них остается сварной рубец. Получается он в процессе застывания металла, расплавленного электрической дугой.
Также рекомендуем прочитать:
Принцип работы и проверка симистора мультиметром на исправность Самоделки из бензопил «Урал» и «Дружба» Как сделать подставку для паяльника своими руками Как выбрать сварочные электроды для инвертора: электросварка
Сварщику приходится делать различные швы в зависимости от их расположения на металлической конструкции: вертикальные и горизонтальные. Рубцы к тому же могут различаться по расположению в пространстве. Они могут быть:
- Верхними.
- Нижними.
- Боковыми.
При изучении сварочной технологии лучше начинать работы с укладки сварного шва в нижней горизонтальной плоскости. Как показывает практика, в этих условиях достаточно легко контролировать расплавленный металл.
Сварить качественные швы в верхнем и боковом пространстве получится только после изучения техники сварочных работ и приобретения соответствующего практического опыта.
Как приобрести «правильное» оборудование
Для тех, кто мечтает стать профессионалом в сфере выполнения сварочных работ, покупка профессионального оборудования — важный и неотъемлемый этап. Современный рынок сварочных аппаратов предлагает потенциальным покупателям большой выбор аппаратуры. Можно его собрать самостоятельно. Но есть предметы, которые в любом случае следует приобрести:
- Трансформатор. Этот прибор преобразовывает ток бытового типа в тот, который требуется аппарату для работы. При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.
- Инвертор. Этот прибор также преобразовывает ток из бытового в электрический. Но у него отличные технические свойства и повышенная производимость.
Также применяется и выпрямитель. В отличие от трансформатора, этот прибор гарантирует более стабильную подачу преобразованного электричества, что влияет на качество создаваемого шва.
Вертикальная сварка электродом
Многие новички часто задаются вопросом при изучении сварочной технологии о том, как правильно варить вертикальный шов электросваркой. На самом деле вся сложность этой техники заключается в силе тяжести. Она оказывает непосредственное воздействие на массу расплавленного металла, который, пребывая в жидком виде, устремляется вниз.
Для качественного осуществления работ сварщик должен удержать расплавленный металл на месте сваривания. Получить качественный вертикальный рубец можно, если держать стабильно горящую электрическую дугу на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Технология сваривания снизу вверх
Для обеспечения полного контроля над качеством проводимых работ вертикальный рубец часто проваривают с использованием техники снизу вверх. При движении электрода снизу вверх электрическая дуга стабильно удерживает ванну с расплавом и не дает металлу растекаться. Благодаря этой технологии удается получить качественный вертикальный шов.
Чтобы обеспечить качественное сваривание металлической конструкции, перед работой подготавливают границы стыка и сварочный аппарат с расходными материалами. Границы стыка обрабатывают с учетом технических требований.
Для устранения смещения границ свариваемых поверхностей в процессе нагревания необходимо осуществить сварку коротким швом, то есть сделать несколько точечных прихваток в 1−2 см.
При выполнении вертикального стыка следует располагать электрод относительно свариваемой плоскости под углом в 45−90°. Для проведения работ по технологии сварщик должен выполнять действия по инструкции:
- Зажигать дугу контактом электрода о металл.
- Осуществлять сварку коротким швом от середины к краям по линии стыка в 3−4 местах.
- Начинать сварочные работы с нижней точки линии стыка.
- Направлять движение электрода снизу вверх, удерживая в рабочей зоне сварочную ванну.
Правила работы
Как и другие виды сварочных работ, горизонтальные швы нужно производить с внимательностью. Вы не должны забывать о правилах техники безопасности, чтобы оградить себя от травм.
Выберите специальную одежду, которая изготовлена из огнеупорных материалов. Обувь возьмите прочную, а голову покройте грубой каской. Не забывайте и о защите рук: на них всегда должны быть рабочие перчатки.
Защитная маска на лице – ещё один атрибут сварщика. Перед началом всех работ проверяйте свой аппарат на исправность и корректность. Кабели должны быть изолированы и отвечать всем техническим требованиям.
Лицевой слой
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 — 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Сварка потолочного шва — довольно сложная работа, приступать к которой без необходимого опыта не рекомендуется. В крайнем случае, если необходимо сделать шов на своем дачном участке нужно предварительно потренироваться на обрезках металла.
Как варить потолочный шов
Выбираем потолочный карниз
Как обрезать потолочный плинтус
Как повесить шторы на потолочный карниз
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц. Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом. Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Сварка потолочного шва считается достаточно сложной и трудоемкой, но результат того стоит – по надежности и прочности такие швы имеют наиболее высокие показатели.
Многослойная и многопроходная сварка
При сварке больших толщин применяется многослойная, многопроходная сварка (рис. 57). После корневого валика второй и третий слой варятся электродом диаметром 3 мм или 4 мм (в зависимости от толщины основного металла и от ширины предыдущего валика) в один проход, при этом каждый валик должен быть «вогнутый» или «нормальный», что позволяет добиться качественной сварки последующих валиков. В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
Предпоследний слой не должен выходить за пределы разделки. Рекомендуется оставлять незаполненную разделку от 0,5 мм до 2 мм, что позволяет легче сформировать качественный лицевой слой.
Как сделать красивый сварочный шов
Кто только начинает заниматься сварочным делом рекомендую не сваривать сразу сложные стыки. Для начало надо научится контролировать электрод со сваркой ММА, на всех других видах будет в разы проще. Когда зажжете электрод он будет плавится, нужно будет опускать с равномерной скоростью к сварочной ванне. При этом выдерживать угол наклона по отношению к плоскости. Я когда начинал заниматься сваркой, сперва учился варить в нижнем положении. С начало на сборочном столе в кабинке сварщика. Это еще в училище было. Высота стола удобная по росту. Если держать электрод 3 мм вертикально относительно заготовки то рука при этом не устает. Важный момент удобство при сварке должно присутствовать везде.
Лучше всего на куске железяки с очищенной поверхностью и рутиловыми электродами. Они не прихотливые к ржавчине. Можете воспользоваться доступными марками МР-3 . Их кто только не выпускает. Поджигаются хорошо в любом положении. Можно варить на длинной дуге пока не научитесь ее держать. Не прихотливые к чистоте сварочного места. Единственное на больших токах разбрызгивает металл. Для начало научится на самой поверхности вести электрод. Лучше начинать вести на себя без колебательных движений, ровно и аккуратно. Примерно как палкой по земле. После как спалите электродов штук с десяток, у вас получится наплавлять красивый шов. Лично я так и учился.
В самом процессе нужно научится отличать шлак от горячего металла. Когда образуется общая горячая субстанция металл ярко желтого цвета оседает а на поверхностности расплавленный шлак переливается линиями. Его цвет немного темнее и температура остывания намного ниже чем у металла. Сквозь шлак можно видеть как формируется сварочный шов. От этого процесса зависит скорость сварки. Влияет еще и угол наклона электрода. Есть понятие делать проход углом вперед и углом назад. Когда ведете электрод, острым углом вперед, метал проплавляется хорошо оставляет за собой широкий валик гладкий. Сварка увеличивается по скорости. Если вести углом назад то сплавление металла происходит слабо образуется высокий валик с шероховатой поверхностью. Сварочная дуга плавит сам наплавленный металл и немного основной.
Сварочные швы отличаются по видам. Основной коренной шов и облицовочный. Коренного шва функция сплавить кромки основного металла примерно на 30% от обшей массы наплавленного металла. Облицовочный лишь выравнивает поверхность и наплавляет металл на зону термического влияния, перекрывает подрезы и не проваренные места вдоль шва. Обычно относится к многопроходным швам. Однопроходной делается в один проход.
От простого перейдем к сложному. Нужно научится водить электродом различные каракули. У них есть своя форма которой нужно придерживаться. На фотографии я покажу как водить электродом.
- Усиленное плавление краев в стык без разделки кромок.
- Плавление одного края используется при сварке горизонтального шва. Помогает поднимать с нижней кромки расплавленный металл к верхней кромки.
- Плавит центр сварного шва. Используется с разделкой кромок в один проход. Редко когда используют для коренного шва. В исключительных случаях если очень большой зазор.
- Используют для наплавки металла на поверхность.
Коренной шов проходят как при учебе в одну линию без колебательных движений. Единственное допускается движение вперед и назад.
Ручкой плохо получается водить эти каракули а их еще нужно научится электродом описывать. В помощь можно использовать вторую руку. Держась за электрод, руку прислонить к основному металлу. На малом токе потихоньку рисуем каракули на ровной плоскости. Здесь нужна выдержка и терпение. Добиваться синхронности работы рук. Обучатся придется долго и потратите не одна пачку электродов. После добавляется другая сложность при сварке в стык с разделкой кромок. Что касается металла толщиной от 5 мм. Сложность уже при обводе контура кромок и сварочной ванны вместе. Не забываем дуга должна находится на равном удалении от сварочной ванны и металла.
Вот так и учатся варить красивые сварные швы. При использовании различных марок электродов с разнообразной обмазкой меняется и стиль сварки. С основным и целлюлозным покрытием придется научится выдерживать короткую дугу. Рутиловые электроды хорошо держат дугу. Кислые только в нижнем положении. Они обычно спец электрод для сварки алюминия. Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
Если вы научились варить сварочный шов на плоскости то получится подбирать нужный угол и к другим электродам. Концентрировать свое внимание уже будете только на сварочную ванну. Руки на автомате будут совершать все движения. А потом уже на полуавтомате научитесь варить супер сварочный шов. На таком оборудовании шлака на шве практически нету. Виден сам металл плавящийся. На TIG сварке плавят присадочный материал. Плазма дуги расплавляет и толкает жидкий металл. Ювелирная работа контролировать сам процесс. Сварка происходит медленно и в основном применяют для сварки цветных металлов.
Я попытался на доступном языке по этапом объяснить как научится правильно и красиво варить швы.
советы начинающим — Журнал о строительстве и ремонте
Как варить металл электросваркой: учимся зажигать и держать дугу
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
Как варить вертикальный шов электросваркой фото
Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Высококачественный аппарат для сварки горизонтальных швов Доступный для продажи
Полуавтоматический аппарат для сварки швов жестяных банок Главный технологический параметр. Модель №. FN-100 Номинальное первичное напряжение 380 В / 220 В Номинальная мощность 100 кВА Номинальный первичный ток 265 А Вторичное напряжение холостого хода 7,0 В Метод регулировки Регулировка Продолжительность включения 50% Макс. усилие электродов 6100Н Глубина горловины Согласование Расстояние между электродами Согласование Скорость сварки 1,5 м / мин Внешние размеры (мм): 1300 * 800 * 1900. Информация о компании Для получения дополнительной информации обращайтесь: Контактное лицо: Vicky chen Мобильный: 0086-15268688035 QQ: 836510092 Skype: candace_chen Wechat: cj168794
2.Он использует интеллектуальный микрокомпьютерный контроллер, который может устанавливать различные виды сварочных спецификаций. Нижний сварочный электрод используется для фиксации цилиндра с целью облегчения фиксации формы и сварки. Система электропроводности: используйте традиционное электропроводящее устройство из серебряной плитки.
& amp; # 8203; & amp; # 8203; Сравнение затрат на сварочные материалы. Для сварки кольцевых швов накопительного резервуара обычно требуется X-образный скос при ручной сварке, в то время как мы рассматриваем скос типа K при использовании автоматической кольцевой сварочной машины.Возьмем, например, 60-миллиметровую пластину корпуса резервуара при сварочной нагрузке 10 метров, требуемые сварочные материалы, которые будут израсходованы, будут такими. A, Исходя из угла наклона 60 ° X при ручной сварке, расчет необходимого количества сварочного материала в шве: Зазор G = 2 мм, & amp; дельта; = 60 мм, F = 0, степень скоса 60 & amp; град; например: Скорость наплавки металла = 2 & amp; раз; 60 + 30 & amp; раз; tg30 & amp; deg; & amp; times; 2 & amp; times; 30/2 & amp; раз; 2 + (2 & amp; раза; 30 & amp; times; tg30 & amp; deg; +2) & amp; times; 3 & amp; times; 2/3 & amp; times; 2mm2 & amp; times; 10m & amp; times; 7.8 г / см3 = 101,85 кг Сварочная проволока = 101,85 Сварочный флюс = 1,8 раза; 113,16 кг = 203,00 кг B,: Расчет необходимого количества сварочных материалов на основе скоса 45 ° K при автоматической сварке кольцевым швом в шве: зазор G = 2 мм, S1 = 60 мм, F = 0, угол наклона 45 °, например: скорость наплавки металла = 2 раза; 60 + 60/2 раза; tg45 ° и раз ; 60/2 + (30 & amp; times; tg45 & amp; deg; +2) & amp; times; 3 & amp; times; 2/3 & amp; times; 2mm2 & amp; times; 10m & amp; times; 7.8 г / см3 = 89,54 кг Сварочная проволока = 89,54 Сварочный флюс = 1,2 раза; 99,50 кг = 119,40 кг & Oslash; Расходы на материалы будут сэкономлены: каждые 10 метров сварного шва могут снизить стоимость сварочных материалов: около 40,00 долларов США; 1, каждые 10 метров могут снизить стоимость сварочной проволоки весом 24 кг, что также составляет около 35 долларов США; 2, сварочный флюс может снизить стоимость на 5 долларов США за каждые 10 метров; , Трудозатраты / сварка Сравнение времени между ручной сваркой и сваркой на автомате Возьмем, к примеру, сварку кольцевым швом 50-миллиметровой оболочки листа Процесс сварки Сварочная проволока Диаметр Мощность сварки Скорость сварки, мм / мин Тип скоса Количество сварочных проходов 10M Требуемое время сварки швов Человеко-час стоимость (пожалуйста, обратитесь к вашей местной заработной плате) Разница в стоимости человеко-часов на сварку швов на 10 м Ручная сварка и цент; 1.6-2,0 мм — 250A — 200 60 & amp; deg; X Тип Фаска 50 проходов Около 55 часов Автоматическая сварка и автоматическая сварка; 3,2 мм — 500A — 500 мм / мин. Фаска типа 45 & amp; deg; K Около 22 проходов Около 9,2 часа Примечания: 1, автоматический сварочный аппарат в 6-8 раз быстрее, чем ручной 2, он может значительно сократить время строительства вашего резервуара, что может снизить стоимость вашего проекта.
МАШИНА ДЛЯ ПЕРЕКРЕСТНОЙ СВАРКИ (CSWM) — PRD
Машины для поперечной сварки PRD, специально разработаны для заводов по производству спирально-сварных труб для производства труб в соответствии со стандартами API для соединения полос.Эти машины сокращают время внешней сварки стыка, что приводит к повышению общей производительности и эффективности стана.
Диапазон, охватываемый PRD CSWM:
Диаметр от 609 до 3048 мм
Длина трубы от 6 до 25 м
Толщина материала от 9 до 25 мм
Марка материала до X 80
PRD оснащены контроллерами ПЛК и ПК, которые позволяют машине запускаться в «режиме обучения», а затем продолжать процесс сварки в автоматическом режиме, пока производятся трубы с такими же характеристиками.
Стандартное оборудование CSWM включает сварочную систему Urhan & Schwill с блоком рекуперации флюса. Различные компоненты системы доступны по желанию заказчика.
Основные компоненты CSWM:
• Сварочная колонна
• Сварочные системы
• Тележка для позиционирования и транспортировки поперечного шва
Сварочная колонна
Сварочная колонна с горизонтальным перемещением 2000 мм и вертикальным перемещением 1700 мм спроектирована и сконструирована так, чтобы быть прочной и жесткой.Колонна сконструирована так, что в процессе сварки перемещается по осям трубы.
Сварочные системы
Держатель сварочной горелки предназначен для повторения и копирования поверхности трубы при условии, что спиральные сварочные швы не вызывают смещения горелки на концах поперечного шва.
Тележка для позиционирования и транспортировки поперечного шва
В процессе сварки труба вращается и перемещается с помощью тележки для транспортировки труб. Все движения тележки и сварочной колонны осуществляются с помощью серводвигателей, которые упрощают использование системы PLC + PC.
Когда данные трубы вводятся в систему через компьютер, путь сварки рассчитывается автоматически, и начинается процесс сварки.
Почему для деталей прицепов грузовиков используется процесс сварки длинных швов
Кто не любит фильмы о путешествиях? От «Тельмы и Луизы» до «Беспечного ездока» — все они о радостях открытой дороги и всегда прекрасной погоде. Однако, как все мы знаем, погода не всегда бывает прекрасной, и автомобили и грузовики переносят больше ветра, дождя, града, мокрого снега и снега, чем кто-либо хочет видеть.
Средний грузовик-полуприцеп проезжает 45 000 миль в год. Некоторые проезжают более 100 000 миль, и даже небольшие коммерческие прицепы могут быть полезны. Сильный ветер и дождь, не говоря уже о выбоинах и потрескавшемся тротуаре. Короче говоря, прицеп должен быть хорошо построен, чтобы прослужить долго.
Все в сварном шве
Прочность сварного шва — ключ к долговечности прицепа. Сварные швы соединяют трубы, ребра жесткости, косынки и панели. Фактически, практически каждая часть качественного прицепа сварена, включая сам листовой материал.Сварные швы, соединяющие угловые детали, представляют собой угловые швы. Эти соединительные листы представляют собой стыковые или шовные сварные швы, так называемые, потому что детали стыкуются друг с другом или накладываются друг на друга для создания шва.
Сварные швы бывают непрерывными (один длинный непрерывный шов) или прерывистыми. Непрерывный сварной шов часто называют продольным или швом. Как ни странно, фраза «процесс шовной сварки» также относится к форме контактной сварки, а не к дуговой сварке, но опять же, выполняемой на большой длине.
Прерывистый сварной шов распознается мгновенно.Похоже, что два куска металла были сшиты вместе (поэтому это часто называют сваркой стежком). Например, вы можете увидеть сварной шов размером 2 дюйма, за которым следует зазор в 2 дюйма.
Изготовители предпочитают сварку стежком непрерывной сварке. Он вызывает меньше искажений, обычно немного быстрее и потребляет меньше наполнителя. Однако это не всегда уместно. Для некоторых работ подойдет сварка швом, но в других случаях, например, при изготовлении деталей прицепа, продольный шов, вероятно, выдержит лучше.
Три преимущества процесса сварки длинных швов
- Прочность . Сплошной сварной шов соединяет весь металл, в то время как шов 2 и 2 соединяет только 50%.
- Жесткость . Соединения, выполненные непрерывными сварными швами, жестче, чем сшиваемые. Это важно для прицепов, где постоянные изгибы приводят к усталости, а также к непредсказуемым манерам на дороге.
- Всепогодный. Сварные швы пропускают дождь, причем не только на горизонтальных поверхностях.На скоростном шоссе, если в воде есть путь, он его найдет, и это приведет к коррозии.
Сделать продольную сварку
Жизнь в дороге тяжелая. Чтобы прицеп был долговечным, он должен быть построен из качественных компонентов. Ищите те, которые изготовлены из высококачественных материалов и с прочными сварными швами. Сварка стежком играет важную роль, но непрерывные длинные швы обеспечивают большую прочность и долговечность. А если вы хотите посмотреть дорожный фильм, где идет дождь, посмотрите «Two-Lane Blacktop.”
Оборудование для сварки швов | Новые и отремонтированные на складе
У нас в наличии широкий ассортимент новых, бывших в употреблении или полностью отремонтированных сварочных аппаратов для продольной, кольцевой и контактной сварки.
Машины для шовной сварки повышают производительность и эффективность вашей автоматизированной процедуры сварки. Мы можем сделать каждого сварочного аппарата линейного шва индивидуальным, добавив новое или бывшее в употреблении сварочное оборудование, в зависимости от вашего проекта и бюджета.
Когда требуется длинный последовательный шов, лучше всего подойдет шовная сварка.Шовная сварка образует сварной шов постепенно, когда он перемещается от одного конца к другому, и сварной шов создается непрерывно.
Шовная сварка часто применяется на стальных трубах и идеально подходит для случаев, когда требуется бесшовная сварка.
Зачем нужны сварщики швов?
Сварщики швов создают очень прочные и долговечные сварные швы, которые выглядят даже из-за того, что сварщик швов движется с постоянной скоростью. Обычно он автоматический, что позволяет добиться более равномерного шва.
Этот ровный шов делает готовый сварной шов намного чище, тем самым улучшая общий вид объекта.Это идеально, когда сварной шов будет хорошо виден.
Типы сварочных аппаратов, которые вы будете использовать, в зависимости от вашей работы: продольные и кольцевые, которые используются вместе с источником питания для MIG, TIG или плазменной сварки, в зависимости от выбранного процесса сварки.
Аппараты для сварки швов используются для изготовления цилиндрических изделий, таких как выхлопные трубы, дымоходы и вентиляционные трубы.
В наличии имеется множество аппаратов для сварки продольных и кольцевых швов с различной длиной зажима и диапазоном диаметров.
См. Демонстрационное видео выше с использованием новой машины для шовной сварки ProArc LS — образцы сварных швов TIG с банками из нержавеющей стали 0,5 / 1,0 мм. Машина для сварки продольных швов LS-15 со сварочным комплектом Tweco Arcmaster 301TS DC TIG и механической горелкой.
Сварочные аппаратыпредназначены для сварки в самых разных областях, включая MIG / MAG, TIG, поддуговую и плазменную сварку внешних швов.
Мы покупаем и продаем бренды, которым доверяем. ProArc поставляет наш ассортимент новых закаточных машин более 15 лет.Другие топовые бренды включают Jetline, Bode, Gullco, Sciaky и Bug-o
.Westermans может поставить аппарат для сварки швов отдельно или предложить индивидуальное решение с любым выбором сварочного приложения, которое требует заказчик или работа.
Преимущество использования шовного сварочного аппарата позволяет легко соединить две плоские пластины или продольный шов трубчатой трубы без прихваточной сварки. Аппарат для сварки продольных швов дает оператору повторяемость одним нажатием кнопки, когда сварочная каретка движется вниз по длине заготовки.Шовный сварочный аппарат можно использовать для внутренней или внешней сварки.
Аппарат для шовной сварки идеален для использования на производственной линии, где важны качество сварки и отделки. Закаточные машины можно найти в самых разных сферах — от судостроения, медных цилиндров, котлов и резервуаров до бытовых контейнеров из нержавеющей стали.
Сварка контактным швом, стыковая сварка и точечная сварка также называются шовной сваркой. Шовная сварка — это процесс сварки продольного шва листового металла путем стыковки или перекрытия стыков.Шовная сварка обычно используется при производстве стальных труб круглого или прямоугольного сечения.
Горизонтальная машина для сварки круглых швов от китайского производителя, завода, завода и поставщика на ECVV.com
Технические характеристики
Опоры для строительных лесов и приварка фланцев Аппарат для сварки горизонтальных швов круглых швов
Подмости сварочные универсальные сварочные
Форма заготовки и схематическое изображение сварочного аппарата (без отображения схемы автоматической системы подачи)
Один, использование оборудования:
К оборудованию подходят подмости, рельсосварочные.
Методы: сварка MAG
Особенности: автомат приварки штанги при зажиме концевых деталей; сварочный стержень, может автоматический фланец сборки.
Электрическое управление: управление, управление ПЛК и человеко-машинный интерфейс.
Преимущества; высокая степень автоматизации, высокая эффективность производства, хорошее качество сварки, автоматическое сварочное оборудование и низкая трудоемкость.
Два, характеристики оборудования:
1 с использованием зрелой технологии PLC, благодаря взаимодействию человеко-машинного интерфейса с оборудованием, может быть ручным и автоматическим, простым управлением, простым в освоении.
2 серводвигателя с прецизионным шариковым винтом, высокая точность, размер точный.
3 заготовки на кронштейне рабочего стола, быстрое позиционирование, пистолет под определенным углом может быть вверх и вниз, влево и вправо и регулировка угла, вращение заготовки, сварочный пистолет зафиксирован, эстетическое формирование шва, качество сварки хорошее.
4 сварка горелки, источники сварочного тока, повышение эффективности работы, уменьшение сварочной деформации. Горелка прибыла в
5 пневматическое положение сварочной головки с приводом, параметры сварки можно регулировать соответственно.
6 система ПЛК для управления всей машиной, высокая степень автоматизации.
7 сварка проволокой с коротким расстоянием, обеспечивающая стабильность подачи проволоки, подходит для длительной сварки
8 параметров сварки, таких как сварка: скорость сварки, длина сварного шва, положение и т. Д., Могут быть оцифрованы с помощью сенсорного человеко-машинного интерфейса и могут быть сохранены и вызваны, просты в использовании.
Базовый состав три, комплектация:
Машина состоит из корпуса, головки, узла гидравлического привода, механизма позиционирования, защитного каркаса, центральной стойки, шпиндельной коробки, заднего сиденья, гидравлической системы, системы электрического управления.
1 корпус: инструменты для установки станины станка и гидравлическая система привода и система шагания хвоста, механизм поддержки материала центра установки, механизм позиционирования.
2-х шпиндельная коробка: приводной механизм, навесной привод с приводом от гидроцилиндра.
3 заднее сиденье в сборе: заднее сиденье, гидроцилиндр, с пусковой установкой пистолета при продвижении заготовки.
4 центральный кронштейн кронштейна универсальным колесом, механизм регулировки.
5 автоматический податчик: из фланца ящика для хранения материала фланец автоматически помещается в круглую трубку, опционально.
6 электрическая система: компоненты ЧПУ используются отечественной известной торговой марки.
Четыре, название конфигурации оборудования и номер модели примечание
1 гидросистема
2 основных компонента шпиндельной коробки
3 инструментальные детали станков
Основные части автоматического управления 4 электрошкафа
5 основных частей пульта управления
6 основных частей кровати
7 кабелей и компонентов интерфейса хоста
8 основных компонентов программы управления работой плоскости
9 другие основные детали
Пять, параметры сварочного источника питания
Количество элементов 200A параметр 500A параметры
1 входное напряжение трехфазное 380 В ± 10% 50 Гц трехфазное 380 В ± 10% 50 Гц
2 номинальная входная мощность 7.6 кВА / 6,5 кВт 31,9 кВА / 28,1 кВт
3 номинального выходного тока 200А 500А
4 номинальное выходное напряжение 24 В 39 В
5 номинальное выходное напряжение 37 В 66 В
6 диапазонов выходного тока 50 ~ 220A, 60 ~ 550A
7 диапазонов выходного напряжения 16,5 ~ 25 А, 17 ~ 41,5 А
8 по весу 89 кг 158 кг
9 подходящих характеристик сварки для 0,8 / 1,0 / 1,2 1,2 / 1,6
Шесть, рабочий процесс и метод:
Искусственная подача, штанга с круглой трубкой, в центральный кронштейн, кнопка — быстро устанавливаемый фланец головки станка, фиксация точечной сваркой, зажим заготовки, установка требуемых параметров, автоматическая сварка завершена, автоматическая разгрузка, искусственная подача
Горизонтальные сечения сварных швов, образованные а) прямолинейной сваркой…
Контекст 1
… Результаты экспериментов: влияние параметров процесса на зернистую структуру На рис. 4 показаны горизонтальные сечения сварных швов, полученных прямолинейной сваркой (рис. 4а) и колебаниями балки с амплитуда 0,75 мм (рис. 4б, в). Скорость подачи была постоянно 4 м / мин. Направление подачи лазерного луча относительно образца слева направо. Мощность лазера выбиралась согласно таблице 1. …
Context 2
… Результаты экспериментов: влияние параметров процесса на зернистую структуру. На рис. 4 показаны горизонтальные участки сварных швов, полученных прямолинейной сваркой (рис. 4а) и с колебаниями балки с амплитудой 0,75 мм (рис. 4б, в). . Скорость подачи была постоянно 4 м / мин. Направление подачи лазерного луча относительно образца слева направо. Мощность лазера была выбрана в соответствии с таблицей 1. На разрезах показаны сегменты, покрывающие длину сварного шва от 30 мм до 50 мм из 80…
Контекст 3
… Результаты экспериментов: влияние параметров процесса на зернистую структуру На рис. 4 показаны горизонтальные сечения сварных швов, полученных прямолинейной сваркой (рис. 4а) и колебаниями балки с амплитуда 0,75 мм (рис. 4б, в). Скорость подачи была постоянно 4 м / мин. Направление подачи лазерного луча относительно образца слева направо. Мощность лазера была выбрана в соответствии с таблицей 1. На разрезах показаны сегменты, покрывающие длину сварного шва от 30 мм до 50 мм из сварных швов длиной 80 мм, где может быть тепловое установившееся состояние…
Контекст 4
… горизонтальный разрез прямолинейного сварного шва (рис. 4а) показывает изменение зернистой структуры по длине сварного шва. Структура зерен вдоль центральной линии сварного шва нерегулярно изменяется между ориентированными дендритами и равноосными дендритами, как показано белыми стрелками на рис. 4а. Это свидетельствует о неустойчивом затвердевании в процессе сварки. Лазерная сварка …
Контекст 5
… горизонтальный разрез прямолинейного шва (рис. 4а) показывает изменение зеренной структуры по длине сварного шва. Структура зерен вдоль центральной линии сварного шва нерегулярно изменяется между ориентированными дендритами и равноосными дендритами, как показано белыми стрелками на рис. 4а. Это свидетельствует о неустойчивом затвердевании в процессе сварки. Сварка лазерным лучом посредством колебания луча привела к последовательному образованию структуры с равноосными дендритными зернами вдоль центральной линии сварного шва, как показано на рис.4b и …
Context 6
… между ориентированными дендритами и равноосными дендритами, как показано белыми стрелками на рис. 4a. Это свидетельствует о неустойчивом затвердевании в процессе сварки. Сварка лазерным лучом посредством колебания луча привела к последовательному образованию структуры с равноосными дендритными зернами вдоль центральной линии сварного шва, как показано на рис. 4b и …
Контекст 7
… в то время как ширина зоны ориентированных дендритов остается сравнительно неизменной.Это указывает на то, что колебания луча не влияют на условия затвердевания со стороны сварного шва. Температурное поле, то есть градиент температуры на стороне сварочной ванны, в основном зависит от скорости сварки [11]. Как показано на рис. 4b и c, по средней линии сварного шва приложение колебаний луча создавало постоянные условия затвердевания. Небольшие погрешности ширины зоны с равноосными зернами являются еще одним подтверждением постоянных условий затвердевания по средней линии сварного шва.На рис. 6 показан средний размер зерна, который был …
Контекст 8
… размер увеличивается с увеличением амплитуды формы колебаний и мощности лазера. Это еще одно свидетельство меняющихся условий затвердевания. Большой средний размер зерна, полученный при прямолинейной сварке, является результатом большой вытянутой формы ориентированных зерен, которые частично встречаются вдоль центральной линии сварного шва, как показано на рис. …
Context 9
.Как показано на фиг.1, уменьшение температурного градиента благоприятно для создания равноосной зеренной структуры. Это объясняет преобладающую структуру равноосных зерен для сварки с круговыми колебаниями луча, как показано на рис. …
Контекст 10
… сварочная ванна, изображение со стандартным отклонением было сначала сглажено путем применения двухмерный фильтр нижних частот, рис. 8.3. Затем была определена внешняя форма сварочной ванны путем преобразования в двоичную форму изображения сглаженного стандартного отклонения при заданном пороговом значении шкалы серого.В дополнение к полученной геометрии сварочной ванны на рис. 8.4 также показана система координат, используемая для дальнейшего обсуждения. Ось x указывает направление подачи (процесса по отношению к движущемуся образцу). Начало оси абсцисс определяется так, чтобы совпадать с местами, где сварочная ванна показывает свое большое поперечное расширение. Таким образом, плавление на краю сварочной ванны …
Hyosung Heavy Industries> Сфера деятельности> Сварочные решения> Специальные аппараты для точечной сварки
Специальные сварочные аппараты для точечной сварки, такие как Robot Seam, Roll & Spot и Projection от Hyosung Heavy Industries, созданы на основе признанных во всем мире технологий проектирования и производства трансформаторов Hyosung.Осуществляем проектирование, проектирование, изготовление и установка всех сварочных аппаратов для исключительного использования.
Тип продукта
Проекционные сварочные аппаратыШовные сварочные аппаратыRobot Seam SE-Rn Type
Реактор
- Аппараты для проекционной сварки
- Самостоятельная конструкция герметичной конструкции с низким коэффициентом трения
- Очень жесткая и компактная рама обеспечивает превосходную механическую жесткость
- Обеспечивает оптимальное качество сварки с низким уровнем шума
- Исключительная система управления с погрешностью регулирования тока ± 3% обеспечивает идеальный результат сварки
- Ввод условий сварки и управление историей сбоев с помощью сенсорной панели управления
- Встроенный датчик веса / индикатор для отображения давления в реальном времени и настройки верхнего / нижнего предела
Аппараты для сварки швов (с горизонтальным / вертикальным швом)
- Машины для шовной сварки (с горизонтальным / вертикальным швом)
- Высокоточный механизм наддува (уникальная 8-угольная RAM-система Hyosung)
- Источники питания, рассчитанные на длительный срок службы (предназначены для смазывания больших токов в валу вращения корпуса источника питания и приводе электродов для охлаждения управления инвертором)
- Использование типа выхода переменного тока и сварки TRANS с высоким использованием внутреннего тепла / вибрации / температуры
- Специализированная машина для шовной сварки со встроенным специальным сварочным аппаратом lron-Man, управляемая роботами
- Совместимость с нержавеющей сталью, стальной пластиной с полимерным покрытием, мощность сварки алюминиевых материалов
- Базовая модель для машин специального назначения Специальная машина для производства деталей автомобилей (легковых / коммерческих)
- Специальная машина для изготовления швов затора для кузова автомобиля, специальная машина
- Сварка герметичных сосудов, таких как резервуар (радиатор) и барабан
Робот Шов SE-Rn Тип
- Робот Шов SE-Rn Тип
- Специальная машина для шовной сварки топливных баков автомобилей
- Применение метода управления контактной сваркой с инвертором постоянного тока
- Компактный и высокопроизводительный сварочный аппарат с рамой из алюминиевого сплава
- Высокая гибкость траектории шва и возможность сварки нескольких изделий в небольших количествах
- Реализована уникальная система повышения крутящего момента Hyosung
- Оптимизирован для сварки оцинкованного стального листа с применением автоподвижного электродного устройства
- Основные области применения (автомобильный топливный бак / радиатор трансформатора и т.