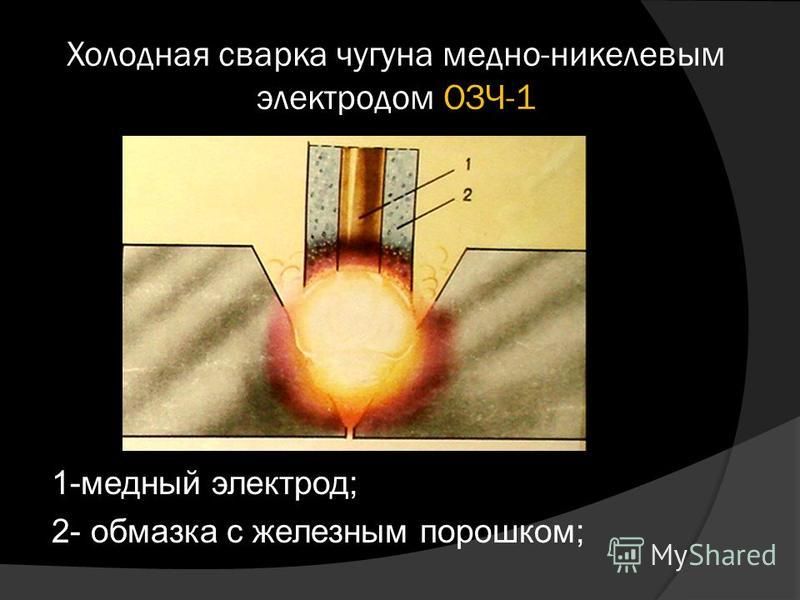
Сварка чугуна аргоном или Перлы интернета — мастерская ВАРИМ БАЙ
Сварка чугуна аргоном или Перлы интернета.
Интернет пестрит информацией об универсальности сварки аргоном, но порой некоторые статьи просто набор слов автора-дилетанта. Вот, например: http://svarkasite.ru/tehnologiya-svarki-chuguna-argonom.html
«Для надежного соединения деталей применяется сварка чугуна аргоном.»
Технология аргоновой сварки имеет свои особенности. Во-первых, сварочные работы с применением аргона проводят после предварительного прогрева чугунных конструкций.
Во-вторых, в качестве расходных сварочных материалов используют специальные вольфрамовые электроды, которые работают в защитной газовой среде, металлические прутки и особые присадочные материалы. Газ аргон защищает сварную ванну от соприкосновения с окружающим воздухом. Благодаря такой защите, сварной шов не имеет вкрапления шлака.
Вольфрамовые электроды практически не оплавляются в процессе работы. Они прекрасно выдерживают высокие температуры. Благодаря вольфраму, сварные швы получаются прочные и высокого качества. Сварка чугуна аргоном используется практически на всех предприятиях, изготавливающих ответственные металлоконструкции из чугуна. С помощью аргона можно сваривать и белый и серый чугун.
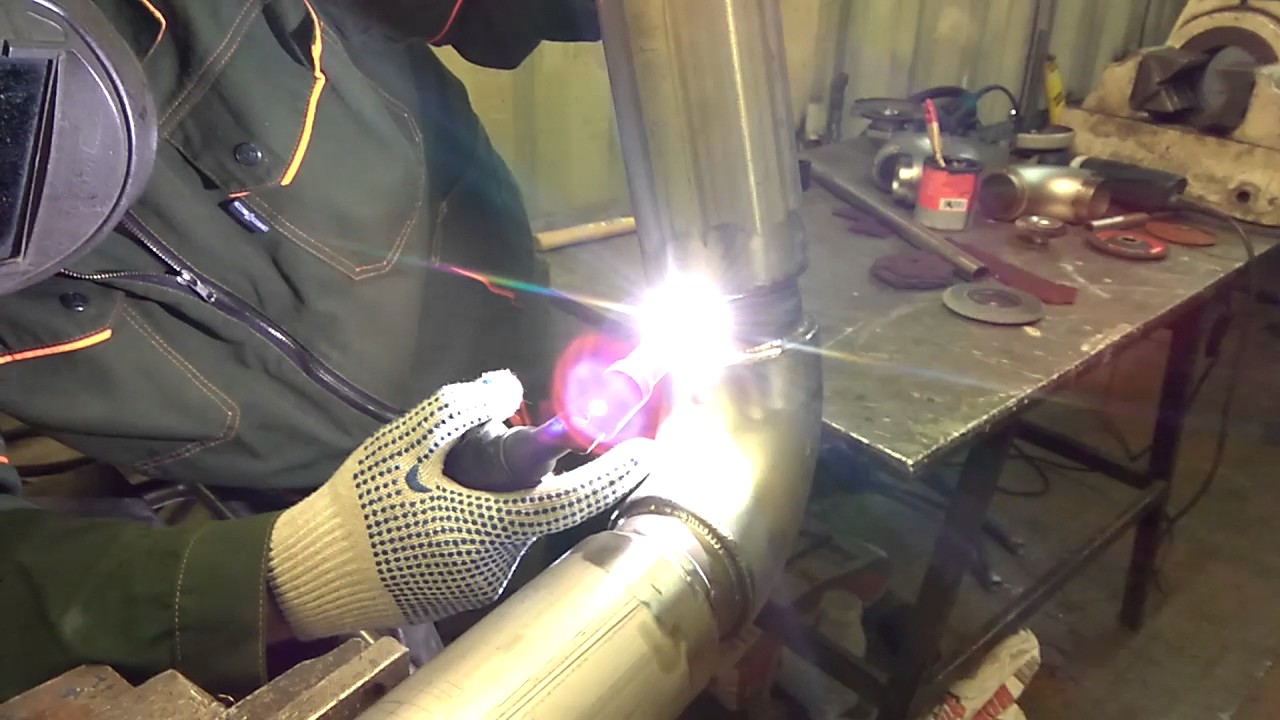
Сейчас в интернете можно найти практически все и обо всем. Но где правда, а где откровенный бред, может понять только специалист. Перлы интернета. Зачастую клиенты начитвашись подобного бреда начинают чувствовать себя специалистами в области сварки. Прочитав данную статью задаемся вопросом, а человек, который писал данное СОЧИНЕНИЕ вообще что-нибудь мыслит в сварке? Или данный набор фраз сформирован программистом для поисковых машин, а не для клиентов. Написав комментарии к данной статье, мы попробуем пролить свет на вопрос применения ручной аргонно дуговой сварки, далее РАДС, в простонародье – аргона на сварку чугуна.
Начнем по порядку:
-тезис 1. «На сегодняшний день аргоновая сварка является самым надежным видом сварки всех марок чугуна» это автор так решил?
При аргонно-дуговой сварке теплоемкость пожалуй наиболее сильная, чем при других видах сварки. То есть чугун будет постоянно перегреваться и как следствие вся околошовная зона будет в микро и макротрещинах. О какой надежности речь?
— тезис 2 «в качестве расходных сварочных материалов используют специальные вольфрамовые электроды, металлические прутки и особые присадочные материалы
 Вольфрамовый электрод лишь условно является расходником, так любую часть сварочного аппарата можно к расходникам отнести. Особо забавляют «особые сварочные материалы». Наверное прутки из дерева особых пород, которые идут в дополнение к «металлическим пруткам». На самом деле присадочные прутки для сварки чугуна аргоно-дуговой установкой применяются в основном железо-никелевые и из различных бронз (оловянистой, алюминиевой, кремнистой). Причем последние – это больше пайка, чем сварка. Расходники, особенно железо-никелевые, очень редкие, дорогие, и во многих случаях малоэффективные, поэтому массового применения аргонная сварка чугуна не получила. Мы не рассматриваем кустарщину по присадочным материалам вроде применения нержавеющей проволоки либо стержней обычных электородов для чугуна у которых ОСОБЫЕ ЛЮБИТЕЛИ аргонно-дуговых установок просто отбивают обмазку.
Вольфрамовый электрод лишь условно является расходником, так любую часть сварочного аппарата можно к расходникам отнести. Особо забавляют «особые сварочные материалы». Наверное прутки из дерева особых пород, которые идут в дополнение к «металлическим пруткам». На самом деле присадочные прутки для сварки чугуна аргоно-дуговой установкой применяются в основном железо-никелевые и из различных бронз (оловянистой, алюминиевой, кремнистой). Причем последние – это больше пайка, чем сварка. Расходники, особенно железо-никелевые, очень редкие, дорогие, и во многих случаях малоэффективные, поэтому массового применения аргонная сварка чугуна не получила. Мы не рассматриваем кустарщину по присадочным материалам вроде применения нержавеющей проволоки либо стержней обычных электородов для чугуна у которых ОСОБЫЕ ЛЮБИТЕЛИ аргонно-дуговых установок просто отбивают обмазку. -тезис 3. «Благодаря защите аргоном, сварной шов не имеет вкрапления шлака, Благодаря вольфраму, сварные швы получаются прочные и высокого качества» И всего-то, зато при применении РАДС чугун интенсивно кипит, происходит интенсивное выгорание графита, как следствие шов, особенно на массивных изделиях без шлака, но С ПОРАМИ, НЕПРОВАРАМИ и ТРЕЩИНАМИ.
-тезис 4 «Сварка чугуна аргоном используется практически на всех предприятиях, изготавливающих ответственные металлоконструкции из чугуна». По моему это слишком даже для дилетанта. Какие металлоконструкции изготавливаются из чугуна? Никогда не встречал ни профильных труб, ни двутавров, ни листов ,ни уголка из чугуна. А как без сырьевых заготовок что-то изготавливать?? Автору наверное невдомек, что на предприятиях во первых практически не используют РАДС даже при сварке алюминия и нержавейки 9основных металлов, где она применяется) ввиду крайне низкой производительности и высокой затратности, не то что чугуна, во вторых из чугуна не изготавливают никаких металлоконструкций, тем более ответственных.
— тезис 5 «С помощью аргона можно сваривать и белый чугун». Это вершина инженерных изысканий автора. Думаю, чо пора подавать документы в патентное бюро и на Нобелевскую премию. Еще никому и ничем не удалось сварить белый чугун. В отличие от ограниченно свариваемого серго чугуна, его сварить невозможно.
Это вершина инженерных изысканий автора. Думаю, чо пора подавать документы в патентное бюро и на Нобелевскую премию. Еще никому и ничем не удалось сварить белый чугун. В отличие от ограниченно свариваемого серго чугуна, его сварить невозможно.
Читайте статьи вдумчиво, осмысливайте прочитанное. А еще лучше, задумав работу, в которой вы специалистом не являетесь, найдите профессионала. Пекарь должен печь хлеб, строитель — строить. Если сварщик всю жизнь варивший трубопроводы, металлоконструкции, кузовные детали авто предложит Вам свои услуги по сварке чугуна — подумайте. Не может быть человек мастером спорта по всем видам спорта, если его познания по сварке чугуна основаны на вышеизложенных и подобных им статьях и нет практического опыта — результат будет один — испорченное изделие.
присадки для аргонной сварки, технология аргонодуговой сварки, ее виды, полезные советы
Чугун относят к высокоуглеродистым сплавам, сварка которых считается сложной, а также емкой по затратам времени и сил процедурой. В процессе ее довольно сложно выполнить процесс так, чтобы в результате получился прочный и аккуратный шов. Устойчивое к механическим воздействиям соединение можно получить, если использовать определенные способы, одним из которых считается сварка аргоном. Применение аргона как газа в бытовых условиях дает возможность отремонтировать любую чугунную вещь, вышедшую из строя.
В процессе ее довольно сложно выполнить процесс так, чтобы в результате получился прочный и аккуратный шов. Устойчивое к механическим воздействиям соединение можно получить, если использовать определенные способы, одним из которых считается сварка аргоном. Применение аргона как газа в бытовых условиях дает возможность отремонтировать любую чугунную вещь, вышедшую из строя.
Особенности и сложности
Сварка чугуна аргоном выполняется несколькими методами, которые сопряжены с определенными сложностями из-за физико-химических свойств чугуна.
Рассмотрим особенности и сложности аргонодугового сварочного процесса.
- Перегрев заготовок – в процессе сварки в аргоне зону возле шва легко можно перекалить, так как чугун имеет низкую температуру плавления. Под воздействием сварочной дуги, которая обладает высокой температурой, низкоплавкий чугун подвергается плавлению.


- В процессе сварки поверхность чугуна выделяет большое количество углерода, что проявляет себя повышенной пористостью шва. При проведении процесса сварки углерод незаметен, но, когда шов начинает остывать, углерод вытесняется кислородом, и пористость становится заметной. Для защиты заготовок от пористости используют флюс в виде порошка, а также в материал для сварки добавляют специальные компоненты, препятствующие образованию пор.
- Чугун при работе может проявить себя высокой степенью текучести, из-за чего подвергается прожигу, когда расплавленный металл выходит наружу с другой стороны заготовки. Чтобы предотвратить появление прожига, применяют прокладки из графита. Они помогают сформировать плотный и прочный шов, сохранив при этом цельность заготовки.
 Чтобы предотвратить появление прожига, применяют прокладки из графита. Они помогают сформировать плотный и прочный шов, сохранив при этом цельность заготовки.
Чтобы предотвратить появление прожига, применяют прокладки из графита. Они помогают сформировать плотный и прочный шов, сохранив при этом цельность заготовки.Аргонную сварку высокоуглеродистых материалов можно выполнять на сварочных аппаратах с малой фазой тока.
Такой подход дает возможность снизить степень проникновения сварочной дуги в толщу материала и снижает воздействие физико-химических преобразований, возникающих под воздействием высоких температур. Кроме того, сварка на малом электротоке в значительной мере снижает напряжение, которое неизбежно появляется в сварочном шве, ведущем к снижению прочности металла.
Способы сварки
Сварка чугуна в аргоне может быть осуществлена холодным или горячим методом.
Горячий
Горячий метод сварки зависит от обеспечения необходимого температурного режима процесса. Равномерный прогрев рабочей зоны, где будет проложен сварочный шов, а затем постепенное его остывание – ключевые этапы данного метода. Объясняется это тем, что у чугуна пластичность металла несколько ниже по сравнению, например, со сталью. Неправильный выбор температурного режима приведет к появлению дефектов, ведущих к разрушению шва и металла возле него.
Нагрев заготовок перед выполнением сварки обеспечивает высвобождение графита и повышает пластичность порошковой основы флюса.
Если дополнительно использовать еще и графитовые электроды, а также прутки порошковой проволоки или тонкие платы чугуна такой же марки, что и заготовка, все это будет гарантировать однородное шовное соединение, сходное по составу с основой заготовки.
Когда процесс сварки завершается, то для получения стыковочного шва высокого качества потребуется добиться плавного и медленного остывания области сварки. Если сталь для остывания можно подвергать воздействию воды, то чугун от такой методики потрескается. Даже при условии медленного остывания гарантии того, что металл не даст трещину, никакой нет. Чтобы избежать растрескиваний, чугун покрывают специальным экзотермическим составом, прочно изолирующим поверхность от быстрого охлаждения. В бытовых условиях такую смесь можно заменить чистым и сухим мелким песком.
Холодный
При холодном способе предварительный прогрев области сварки у деталей отсутствует. Метод позволяет экономить время и средства.
Варианты холодной аргонной сварки чугуна имеют несколько различных подходов.
 Суть этих методов сводится к применению медных или никель-стальных электродов небольшого диаметра.
Суть этих методов сводится к применению медных или никель-стальных электродов небольшого диаметра.У этих сварочных электродов массовый уровень углерода понижен. При этом готовый шов не подвергается пористому изменению из-за поднимающихся пузырьков углерода.
Оборудование и материалы
Для успешного проведения сварки чугуна важно то, какая присадка используется для этого процесса. Для этой цели используют прутки, сделанные из чугуна. Иногда в качестве присадки мастера используют обмазку с чугунных стержней.
Для выполнения аргонодуговой сварки используют следующие виды присадок:
- марка А – горячий метод сварки;
- марка Б – горячий метод сварки с локальным нагревом заготовки;
- марка НЧ-1 – соединение чугунных заготовок с предварительным прогревом;
- марка НЧ-2 – соединение толстых листов чугуна с предварительным локальным прогревом;
- марки ХЧ и БЧ – позволяют сделать шов, обладающий высокой степенью стойкости к износу.

Подбирая диаметр присадочного прутка, мастер его рассчитывает исходя из толщины чугунной заготовки. Пруток должен быть вдвое тоньше, чем стенка заготовки.
Для аргонодуговой сварки надо иметь аргонодуговой аппарат, в котором используется 2 вида технологий – электрическая и газовая сварка. С помощью такого аппарата можно добиться сварочного шва высокого качества. Аргонодуговые сварочные аппараты бывают как полуавтоматическими, так и полностью автоматическими.
Технология
Популярность аргонодуговой сварки чугуна высока из-за того, что варить этим способом довольно просто, а качество получается высоким. Если приобрести никелевые присадочные прутки, то такая присадка обеспечит ровный и прочный шов. Работа в аргонной среде требует соблюдения определенной технологии.
Если приобрести никелевые присадочные прутки, то такая присадка обеспечит ровный и прочный шов. Работа в аргонной среде требует соблюдения определенной технологии.
Подготовка
Перед началом выполнения сварочных работ чугунные поверхности очень тщательно готовят. Прежде всего металл очищают механическим путем, а затем удаляют масляные или жировые загрязнения. Если поверхность сильно загрязнена маслом, то такое изделие из-за его пористой структуры сварить невозможно, так как масляный состав в этом случае проникает довольно глубоко, и адгезивность в этом случае будет равна нулю.
Если в заготовках имеются трещины, их высверливают на всю их глубину, очищая поверхность для сварки, а при наличии металлической окалины, ее снимают шлифовальной машинкой. Поверхностные незначительные масляные загрязнения удаляют с помощью органического растворителя, либо масло выжигают пламенем газовой горелки.
Поверхностные незначительные масляные загрязнения удаляют с помощью органического растворителя, либо масло выжигают пламенем газовой горелки.
Процесс
Для получения высококачественного прочного шва выполняют последовательно ряд действий.
- Проверяют качество подготовки рабочих поверхностей заготовок.
- Настраивают режим сварки на сварочном аппарате. Если заготовка имеет толщину не более 10 мм, то силу тока выбирают не выше 350 А, если толщина чугуна составляет от 10 до 20 мм, потребуется сила тока 400 А, если чугун толщиной 30 мм и более, потребуется сила тока до 600 А.
- В одну руку берут газовую горелку, а во вторую руку – присадочную проволоку.
- Газ из горелки подают за 20 секунд до начала сварки.
- Расстояние между швом и электродом выдерживают до 2-х миллиметров.
- Сварочный аппарат включают, в область электрода подается электроток, и образуется электродуга.
- В место сварки подают газ. В это время присадка начинает плавиться, и расплавленный состав начинает заполнять зазор между заготовками, соединяя их между собой.

Если соблюдать технологию сварки и технику безопасности, в результате сварочных работ получится шов высокого качества, который будет устойчив к износу и механическим воздействиям.
Рекомендации
Если вы решите выполнить аргонную сварку чугуна в бытовых условиях, вам помогут следующие рекомендации:
- половина успеха заключается именно в предварительной подготовке металла;
- заготовки из чугуна лучше немного прогреть, для этого используют любые подручные средства;
- в зависимости от толщины выбирайте изначально минимальный уровень напряжения тока;
- выполнение шва делайте небольшими отрезками длиной по 2,5-3 см.
Иногда может случиться так, что даже идеально выполненный шов будет иметь небольшое напряжение металла, что отрицательно сказывается на его долговечности. Чтобы снизить подобное остаточное напряжение, аккуратно постучите по остывшему шву молотком, выполняя это по всей протяженности сварного стыка.
Как правильно варить чугун, смотрите далее.
Сварка чугуна аргоном технология — Морской флот
Содержание:
Сварка чугуна – процесс непростой и требующий определенных навыков и применения специальных технологий. Каждый, кто сталкивался с такой задачей, знает, насколько сложно бывает добиться высокого качества сварного шва, сделать его физические характеристики точно такими же, как и у основного материала изделий.
Каждый, кто сталкивался с такой задачей, знает, насколько сложно бывает добиться высокого качества сварного шва, сделать его физические характеристики точно такими же, как и у основного материала изделий.
Во многих случаях шов или «закаляется» (то есть становится слишком прочным, что усложняет дальнейшую обработку детали), или в нем появляются поры и трещины, приводящие к его быстрому разрушению. Избежать таких последствий помогает сварка чугуна аргоном, признанная одним из самых надежных способов получения сварного шва требуемого качества.
Особенности технологии сварки чугуна аргоном.
Применение такой технологии, как сварка чугуна аргоном позволяет получить сварной шов, материал которого по своим характеристикам абсолютно идентичен основному материалу деталей или максимально приближен к нему. Для того чтобы добиться такого результата, процесс включает в себя этап постепенного прогрева свариваемой зоны и последующего ее охлаждения.
Прогревание детали позволяет изменить структуру чугуна – в результате такой процедуры на его поверхности выделяется графит, и пластические свойства материала повышаются. А для того чтобы в сварной шов не попадали посторонние металлы, в процессе сварки используют графитовые электроды или прутки. Кроме того, для сварки такого типа можно применять специальные пластины из чугуна или порошковую проволоку.
А для того чтобы в сварной шов не попадали посторонние металлы, в процессе сварки используют графитовые электроды или прутки. Кроме того, для сварки такого типа можно применять специальные пластины из чугуна или порошковую проволоку.
После того, как процесс сварки будет завершен, полученное изделие необходимо охладить. В данном случае недопустимо резкое снижение температуры (например, использование для охлаждения воды) – процесс должен быть постепенным. Даже простое оставление детали в условиях комнатной температуры не всегда помогает добиться требуемого эффекта. Поэтому во многих случаях остывание детали происходит с применением особых изоляционных материалов, которыми покрывают изделие, или песка, которым полученную сварную деталь засыпают. Такой метод сварки наиболее часто применяется в домашних условиях.
Что касается промышленной сварки чугуна аргоном, то здесь большое распространение получила также холодная сварка чугуна – то есть сварка чугунных деталей без предварительного их прогрева. В настоящее время существует не один десяток вариантов подобной сварки, но чаще всего применяются три из них:
В настоящее время существует не один десяток вариантов подобной сварки, но чаще всего применяются три из них:
- сварка с использованием стальных электродов;
- сварка с применением электродов из цветных металлов;
- сварка, в процесс которой вовлекаются электроды малого диаметра, содержащие в составе минимальный процент углерода.
Применение холодной сварки позволяет упростить (а значит, и удешевить) всю процедуру изготовления изделия, выпустив из него сразу два этапа. Кроме того, правильный подогрев детали до нужной температуры требует вовлечения в процесс специального оборудования. Сварка чугуна с применением аргона имеет и еще одну особенность: она должна вестись на небольших сварочных токах – это позволяет свести к минимуму возможность того, что элементы, составляющие сварочную ванну, перемешаются. Также малый ток помогает снять остаточное напряжение металла, которое впоследствии может привести к разрушению сварного шва. Защита сварочной ванны аргоном и при горячей, и при холодной сварке чугуна позволяет при этом справиться с таким «минусом» чугуна, как его хрупкость.
Основные моменты сварки чугуна аргоном в домашних условиях.
Сварка чугунного изделия под защитой аргона позволяет оградить всю зону сварки от воздействия воздуха, а значит, и от появления на ней окислов. Как известно, аргон тяжелее воздуха, и в процессе сварки он надежно обволакивает чугунное изделие, не допуская к нему не только кислород, но и другие газы, из-за которых в сварной ванне могут появляться пузырьки, впоследствии преобразующиеся в поры в сварном шве и снижающие его качество в разы.
При сварке чугуна аргоном в домашних условиях важно соблюдать некоторые основные правила:
- Перед началом сварки поверхность чугунной детали необходимо хорошо очистить от любых загрязнений – это даст гарантию, что в сварном шве не окажется посторонних веществ.
- Лучше использовать предварительный нагрев детали – в домашних условиях для этого можно использовать различное подручное оборудование. Также не забудьте о том, что деталь должна остывать постепенно.
- Весь процесс сварки должен происходить при небольших показателях тока.
- Сварка ведется короткими участками – максимальная длина одного «отрезка» должна составлять примерно 2,5 см.

И еще один совет от профессионалов: даже при сварке на малых токах в материале изделия остается остаточное напряжение, которое может негативно сказаться на долговечности сварного шва. Для того чтобы снять это напряжение, можно не слишком сильно простучать сварной шов молотком.
Сварка высокоуглеродистых сплавов является трудоемкой операцией, которая требует от сварщика знания рекомендованных технологий, навыков и сноровки, выработанных за определенное время. Столкнувшись первый раз с такой задачей, приходит понимание сложности получения шва с заданной геометрией, физическими свойствами, приближенными к основе свариваемых поверхностей.
Чаще всего происходит незапланированная закалка шва (в данном случае упрочнение металла препятствует дальнейшей обработке детали в целом). Игнорирование самых простых правил сварки приводит к появлению внутренних пор и трещин, снижающих срок и качество эксплуатации. С целью избежать таких дефектов все чаще применяют один из самых действенных способов сварки – аргонодуговой.
С целью избежать таких дефектов все чаще применяют один из самых действенных способов сварки – аргонодуговой.
Процесс сварки аргонодуговым способом чугуна
Применение данной технологии направлено на получение шва, идентичного по своим физическим и механическим показателям к материалу основы.
Горячая сварка
Для достижения результата важен температурный режим протекания работ.
Равномерный разогрев зоны наложения будущего шва, постепенное снижение температуры по окончании укладки шва – два ключевых условия качественного выполнения работы.
Пластичность высокоуглеродистых сплавов, в отличие от сталей, намного ниже. Поэтому при изменении температуры весьма вероятны дефекты, связанные с разрушением целостности металла вблизи места сварки.
- Предварительный нагрев элемента способствует выделению графита и улучшению пластики металлической основы. Дополнительное применение графитовых электродов, прутков, порошковой проволоки или пластин из чугуна той же марки способствует гарантии однородности по химическому составу сварного соединения.
- После завершения процесса сварки технология получения качественного стыка не заканчивается. Теперь нужно добиться равномерного охлаждения при низких скоростях. В отличие от нержавеющих сталей, которые поливают водой, чугун не потерпит такой методики. Доказано практикой, что даже равномерное остывание при температуре окружающей среды не всегда может дать ожидаемый результат. В таком случае является оправданным применение экзотермических смесей и покрывающих материалов для изоляции поверхности. В домашних условиях или отсутствии специальных материалов их можно заменить сухим просеянным песком.

Холодная сварка
Для повышения рентабельности производства и уменьшения потерь фонда рабочего времени в промышленных масштабах принято применять холодную сварку чугуна аргоном. Предварительный этап подогрева деталей здесь отсутствует. Вариации такого способа составляют не менее нескольких десятков методов. Основными среди них являются использование никель — стальных, медных и электродов малого диаметра с пониженным содержанием массового процента углерода.
Преимуществом данного способа является его дешевизна и простота процесса, не требующая вовлечения дополнительной оснастки, материалов и контрольно-измерительных приборов температуры и скорости нагрева — охлаждения, как при горячей сварке.
Технологически аргонодуговая сварка высокоуглеродистого сплава обязана вестись на малых токах. Это позволяет уменьшить глубину проникновения в основу базового металла и уменьшить влияние температурных аллотропических превращений в готовом изделии. Такой режим положительно сказывается на снятии напряжений, возникающих в области шва, способствующих разрушению металлической матрицы. Защита процессов, происходящих внутри расплавленной ванны от кислорода, при помощи аргона, снижает появления окислов и пузырьковых дефектов в застывшем металле, а значит, сглаживает основной негативный фактор таких работ – хрупкость места стыка.
Основные моменты и рекомендации по аргонодуговой сварке чугуна в домашних условиях
Метод получения качественного шва стал возможен благодаря использованию инертного газа для этой процедуры. Отсутствие окислов, их вредного влияния на протекание процессов в расплаве ванны, повышение качества и механических характеристик при динамических нагрузках, отсутствие пор и пузырьков получены благодаря аргону. В горелке использован принцип большей на 38% массы аргона, по сравнению с окружающим воздухом. Следовательно, место сварки надежно защищено «падающим» облаком из этого газа. Экономить на расходе аргона при сварке капризного чугуна абсолютно не стоит. Желательно придерживаться рекомендательных режимов расхода газа из справочной литературы.
Отсутствие окислов, их вредного влияния на протекание процессов в расплаве ванны, повышение качества и механических характеристик при динамических нагрузках, отсутствие пор и пузырьков получены благодаря аргону. В горелке использован принцип большей на 38% массы аргона, по сравнению с окружающим воздухом. Следовательно, место сварки надежно защищено «падающим» облаком из этого газа. Экономить на расходе аргона при сварке капризного чугуна абсолютно не стоит. Желательно придерживаться рекомендательных режимов расхода газа из справочной литературы.
Интересная информация. Для понимания разнообразия использования аргонодуговой сварки нужно знать, что для нее существует множество обозначений: РАД (ручная аргонодуговая сварка), ААД (автоматическая аргонодуговая сварка), ААДП (автоматическая аргонодуговая сварка плавящимся электродом). Международная маркировка способа сварки неплавящимся вольфрамовым электродом обозначается как TIG/GTAW. Сварка чугуна аргоном самый распространенный метод для его соединения и ремонта.

Основные правила применения:
- Чистота поверхности свариваемых элементов обеспечит равномерность и однородность шва, поможет избежать появления непредсказуемых фаз с неопределенными свойствами и влиянием на характеристики шва.
- По возможности и экономической обоснованности лучше использовать горячую сварку. Предварительный нагрев и постепенное охлаждение соединяемых элементов способны уменьшить недостаточность навыков и сноровки при работе с железоуглеродистым сплавом.
- Минимизируйте показатели сварочного тока. Это поможет избежать непрогнозируемых термофизических процессов в толще элемента, подверженного соединению.
- Оптимальная длина шва, наложенного за один раз, не должна превышать 25 миллиметров. В случае необходимости большей длины, используется техника каскадного наложения сварочных швов.
Снятие напряжений, которые возникли в шве при производстве справочных работ, можно произвести, применив молоток и простукивание им вдоль линии сварочного соединения.
Сварка чугуна аргоном – технология способная решить многие задачи для конструкторов оборудования и ремонтников.
Специалисты всегда говорят о том, что сваркой чугуна аргоном всегда должен заниматься только опытный человек, так как она не является простой задачей, даже учитывая весь технологический прогресс. Сам чугун в большей мере используется в машиностроительной сфере благодаря своим особым свойствам.
Он имеет большой по сравнению с другими металлами показатель углерода в своем составе, а именно 2–6 %. Для сварки чугуна применяется именно аргон, потому что это один из самых надёжных способов добиться высокого качества соединения деталей.
Характеристики свариваемости чугуна
Чугун не самый благоприятный материал для сварки, поэтому принято применять дополнительные технологии. К важным свойствам металла относятся:
- Отсутствие пластичности. Это говорит о том, что в процессе работы может происходить перенапряжение отдельных участков деталей, в особенности в месте соединения. Поэтому иногда могут образовываться повреждения в виде трещин, но они проявят себя только через несколько часов после проведения сварочных работ.
- Быстро остывает. Эта особенность влечёт за собой так называемый эффект «отбеливания». Это означает, что на поверхности будет образовываться белый слой металла, который не является благоприятным для дальнейшей обработки.
- Хрупкость. Одно из свойств, создающее очень много проблем при сварке отдельных участков.
- Требуемое количество углерода снижается под воздействием высоких температур. Во время работы углерод начинает выгорать, из-за чего проявляются поры как внутри шва, так и снаружи.
 Это говорит о том, что в процессе работы может происходить перенапряжение отдельных участков деталей, в особенности в месте соединения. Поэтому иногда могут образовываться повреждения в виде трещин, но они проявят себя только через несколько часов после проведения сварочных работ.
Это говорит о том, что в процессе работы может происходить перенапряжение отдельных участков деталей, в особенности в месте соединения. Поэтому иногда могут образовываться повреждения в виде трещин, но они проявят себя только через несколько часов после проведения сварочных работ.Особенности сварки чугуна аргоном
Применение аргона для сварки чугуна всегда позволяет приблизить качество шва к прочности основного материала. Но добиться такого результата можно только при соблюдении особых правил. Одно из них — это постепенный прогрев зоны стыковки и в дальнейшем её охлаждение. Для чего это делается?
Одно из них — это постепенный прогрев зоны стыковки и в дальнейшем её охлаждение. Для чего это делается?
Прогрев обеспечит изменение структуры металла, после чего на свариваемой поверхности будет выделяться графит, что увеличит скромные пластичные свойства чугуна. Чтобы исключить попадание инородных металлов в место сварки, принято использовать графитовые прутки или электроды. Иногда также может использоваться порошковая проволока или специальные чугунные пластины.
В промышленности сварщикам чаще всего приходится варить чугун с помощью холодной сварки. Это можно сделать множеством способов, но самую большую популярность получили всего 3 из них:
- использование электродов из цветного металла;
- применение электродов малого диаметра, которые в своем составе имеют минимальный процент углерода;
- использование стального стержня.
Холодный метод сварки позволяет удешевить производство и сэкономить рабочее время. Это также исключает необходимость предварительного нагрева места стыка и затем его охлаждение, что требует вовлечения в процесс дополнительного оборудования и материалов.
Это также исключает необходимость предварительного нагрева места стыка и затем его охлаждение, что требует вовлечения в процесс дополнительного оборудования и материалов.
Сваривать чугун с помощью аргона рекомендуется на низком сварочном токе, это убережет элементы, находящиеся в сварочной ванне, от смешивания.
Сварка чугуна аргоном в бытовых условиях
Чтобы удачно справиться с чугунными деталями у себя дома, стоит придерживаться нескольких несложных правил:
- Перед тем как начать сваривать конструкцию, нужно тщательно очистить соединяемую поверхность от любого мусора.
- Сварку нежелательно начинать, если конструкция не была до этого прогрета. Для нагрева можно использовать любые подручные средства, генерирующие тепло.
- Всегда нужно использовать небольшой показатель тока.
- Соединение проводят поэтапно, небольшими отрезками в 2,5 см.
- По окончании работ деталь должна остыть постепенно.
Случается, что даже при соблюдении всех правил в металле может сохраниться остаточное напряжение, и оно может пагубно повлиять на долговечность шва. Чтобы избавиться от него, стоит взять небольшой молоток и с умеренной силой простучать им по всей длине соединения.
Чтобы избавиться от него, стоит взять небольшой молоток и с умеренной силой простучать им по всей длине соединения.
Заключение
Сварку чугуна можно производить только при наличии специальных знаний. Только опытный сварщик знает обо всех тонкостях, которые помогут добиться качественного соединения. Что касается неопытного человека, то для начала стоит подкопить навыков в этой области и потренироваться на более простых способах стыковки, иначе проделанная работа станет бесполезной.
Сварка чугуна аргоном: проблематика и решения
Автор perminoviv На чтение 4 мин. Опубликовано
Сварка высокоуглеродистых сплавов является трудоемкой операцией, которая требует от сварщика знания рекомендованных технологий, навыков и сноровки, выработанных за определенное время. Столкнувшись первый раз с такой задачей, приходит понимание сложности получения шва с заданной геометрией, физическими свойствами, приближенными к основе свариваемых поверхностей.
Чаще всего происходит незапланированная закалка шва (в данном случае упрочнение металла препятствует дальнейшей обработке детали в целом). Игнорирование самых простых правил сварки приводит к появлению внутренних пор и трещин, снижающих срок и качество эксплуатации. С целью избежать таких дефектов все чаще применяют один из самых действенных способов сварки – аргонодуговой.
Процесс сварки аргонодуговым способом чугуна
Применение данной технологии направлено на получение шва, идентичного по своим физическим и механическим показателям к материалу основы.
Горячая сварка
Для достижения результата важен температурный режим протекания работ.
Равномерный разогрев зоны наложения будущего шва, постепенное снижение температуры по окончании укладки шва – два ключевых условия качественного выполнения работы.
Пластичность высокоуглеродистых сплавов, в отличие от сталей, намного ниже. Поэтому при изменении температуры весьма вероятны дефекты, связанные с разрушением целостности металла вблизи места сварки.
- Предварительный нагрев элемента способствует выделению графита и улучшению пластики металлической основы. Дополнительное применение графитовых электродов, прутков, порошковой проволоки или пластин из чугуна той же марки способствует гарантии однородности по химическому составу сварного соединения.
- После завершения процесса сварки технология получения качественного стыка не заканчивается. Теперь нужно добиться равномерного охлаждения при низких скоростях. В отличие от нержавеющих сталей, которые поливают водой, чугун не потерпит такой методики. Доказано практикой, что даже равномерное остывание при температуре окружающей среды не всегда может дать ожидаемый результат. В таком случае является оправданным применение экзотермических смесей и покрывающих материалов для изоляции поверхности. В домашних условиях или отсутствии специальных материалов их можно заменить сухим просеянным песком.
Холодная сварка
Для повышения рентабельности производства и уменьшения потерь фонда рабочего времени в промышленных масштабах принято применять холодную сварку чугуна аргоном. Предварительный этап подогрева деталей здесь отсутствует. Вариации такого способа составляют не менее нескольких десятков методов. Основными среди них являются использование никель — стальных, медных и электродов малого диаметра с пониженным содержанием массового процента углерода.
Предварительный этап подогрева деталей здесь отсутствует. Вариации такого способа составляют не менее нескольких десятков методов. Основными среди них являются использование никель — стальных, медных и электродов малого диаметра с пониженным содержанием массового процента углерода.
Преимуществом данного способа является его дешевизна и простота процесса, не требующая вовлечения дополнительной оснастки, материалов и контрольно-измерительных приборов температуры и скорости нагрева — охлаждения, как при горячей сварке.
Технологически аргонодуговая сварка высокоуглеродистого сплава обязана вестись на малых токах. Это позволяет уменьшить глубину проникновения в основу базового металла и уменьшить влияние температурных аллотропических превращений в готовом изделии. Такой режим положительно сказывается на снятии напряжений, возникающих в области шва, способствующих разрушению металлической матрицы. Защита процессов, происходящих внутри расплавленной ванны от кислорода, при помощи аргона, снижает появления окислов и пузырьковых дефектов в застывшем металле, а значит, сглаживает основной негативный фактор таких работ – хрупкость места стыка.
Основные моменты и рекомендации по аргонодуговой сварке чугуна в домашних условиях
Метод получения качественного шва стал возможен благодаря использованию инертного газа для этой процедуры. Отсутствие окислов, их вредного влияния на протекание процессов в расплаве ванны, повышение качества и механических характеристик при динамических нагрузках, отсутствие пор и пузырьков получены благодаря аргону. В горелке использован принцип большей на 38% массы аргона, по сравнению с окружающим воздухом. Следовательно, место сварки надежно защищено «падающим» облаком из этого газа. Экономить на расходе аргона при сварке капризного чугуна абсолютно не стоит. Желательно придерживаться рекомендательных режимов расхода газа из справочной литературы.
Интересная информация. Для понимания разнообразия использования аргонодуговой сварки нужно знать, что для нее существует множество обозначений: РАД (ручная аргонодуговая сварка), ААД (автоматическая аргонодуговая сварка), ААДП (автоматическая аргонодуговая сварка плавящимся электродом).
 Международная маркировка способа сварки неплавящимся вольфрамовым электродом обозначается как TIG/GTAW. Сварка чугуна аргоном самый распространенный метод для его соединения и ремонта.
Международная маркировка способа сварки неплавящимся вольфрамовым электродом обозначается как TIG/GTAW. Сварка чугуна аргоном самый распространенный метод для его соединения и ремонта. Основные правила применения:
- Чистота поверхности свариваемых элементов обеспечит равномерность и однородность шва, поможет избежать появления непредсказуемых фаз с неопределенными свойствами и влиянием на характеристики шва.
- По возможности и экономической обоснованности лучше использовать горячую сварку. Предварительный нагрев и постепенное охлаждение соединяемых элементов способны уменьшить недостаточность навыков и сноровки при работе с железоуглеродистым сплавом.
- Минимизируйте показатели сварочного тока. Это поможет избежать непрогнозируемых термофизических процессов в толще элемента, подверженного соединению.
- Оптимальная длина шва, наложенного за один раз, не должна превышать 25 миллиметров. В случае необходимости большей длины, используется техника каскадного наложения сварочных швов.

Снятие напряжений, которые возникли в шве при производстве справочных работ, можно произвести, применив молоток и простукивание им вдоль линии сварочного соединения.
Сварка чугуна аргоном – технология способная решить многие задачи для конструкторов оборудования и ремонтников.
Сварка чугуна аргоном: технология, оборудование, последовательность действий
Вещи из чугуна можно найти в любом доме. Это объясняется повышенной износостойкостью материала, но даже он может прийти в негодность при длительном использовании. В этом случае применяется сварка чугуна аргоном. При использовании этого газа любой человек сможет в домашних условиях починить любую испорченную чугунную вещь.
Сварка чугуна аргономОсобенности материала
В составе чугуна содержатся железо, углерод в количестве не менее 2,14% и примеси. Материал имеет высокую твердость, но низкую ковкость и пластичность, из-за чего он является хрупким. Среди дополнительных веществ выделяют:
- кремний;
- марганец;
- сера;
- фосфор;
- дополнительный присадки.

В качестве металлов для легирования используют вещества:
Металл имеет плотность при нормальных условиях 7200 кг/м3, его применяют в литейной промышленности при изготовлении станин для станков, а также крупных деталей. Плавление чугуна происходит при температуре 1200°С, при этом углерод в составе не успевает проникнуть в глубину материала, а располагается в основном на поверхности. Такой эффект делает металл хрупким.
Виды чугуна
Материал классифицируют на следующие типы:
- Белый чугун. В данном виде углерод имеет состояние цементита, при этом на срезе наблюдается белый оттенок и блеск характерный для металлов. Чугунное литье такого типа является износостойким, жаростойким и защищенным от коррозии. Применяется для переплавки в сталь.
- Серый чугун содержит углерод в виде пластинчатого графита. На срезе имеет серый оттенок, без явного блеска. Применяется при изготовлении деталей с нагрузками на сжатие.
- Ковкий чугун представляет собой белый тип после термической обработки, в результате чего графит в составе принимает форму хлопьев. Данные условия делают материал пластичным и вязким. Применяется при изготовлении деталей сложных конфигураций.
- Высокопрочный тип содержит углерод в сферической форме, при этом металлическая основа не подвергается разрыву в структуре. Применяется в машиностроении для изготовления ответственных деталей высокой прочности.
 Данные условия делают материал пластичным и вязким. Применяется при изготовлении деталей сложных конфигураций.
Данные условия делают материал пластичным и вязким. Применяется при изготовлении деталей сложных конфигураций.Свариваемость чугуна и другие свойства
При соединении частей чугуна при помощи сварки возникают некоторые трудности, связанные с его характеристиками. При достижении критической температуры может произойти течение металла, в результате чего он вытекает из места шва. Сгорание графита и газообразование приводит к появлению трещин в металле, а также к некачественному шву с порами. Такие явления делают чугун трудно свариваемым материалом.
Сварка чугуна аргоном
Для того чтобы варить чугун в домашней мастерской необходимо соблюдать некоторые правила и требования, которые помогут избежать трещин и других дефектов.
Подготовительный этап
Перед тем как перейти к соединению частей материала при помощи сварки необходимо выполнить подготовку:
- Осмотр внешнего вида на явные дефекты (трещины и поры).
- Место сварки обрабатывают при помощи шлифовальной машинки, при этом края закругляют.
- Очищают место соединения от мусора и стружки.
Выбор способа
Наиболее распространенным считается способ соединения при помощи присадочных материалов. Сварку аргонодуговым аппаратом осуществляют в любом положении. Применение проволоки низкого качества позволит снизить затраты на сварку, тем самым можно выполнять манипуляции при помощи аппаратов для дома и дачи.
Вольфрамовый электрод применяют для сварки толстостенных деталей. Данная технология позволяет создание качественного шва при добавлении специальных флюсов.
Необходимый материал и оборудование
Сварочный припой выбирают в зависимости от разновидности чугуна и вида сварки. В качестве электрода применяется вольфрам, при сварке с высокой температурой используют никелевый припой. Присадки подбираются в зависимости от типа варки:
- горячая сварка полуавтоматом требует применения марок А и Б;
- при автоматической варке используется проволока на основе кремния, является порошковой;
- в результате предварительного разогрева деталей в месте соединения до температуры 350°С подходит марка ПП-АНЧ-2;
- для высокопрочных типов используют ПП-АНЧ-5, при этом сила тока при сварке должна иметь значение до 500 А.

Для выполнения операции сварки аргоном применяют аргонодуговой сварочный аппарат. В нем применяется двойная технология газовая и электрическая. С его помощью получают соединения высокого качества. Различают автоматические и полуавтоматические модели.
Аргонодуговые сварочные аппаратыРежимы
Для аргонной сварки установлены следующие параметры:
- заготовка до 10 мм, сила тока до 350 А;
- толщина до 20 мм, сила тока до 400 А;
- толщина от 30мм и выше, сила тока до 600 А.
Последовательность действий
Для того чтобы сварочный шов имел высокое качество без дефектов и трещин необходимо выполнять следующие действия:
- подготавливаются чугунные заготовки;
- настройка режима сварки;
- в правой руке следует держать горелку, в левой — присадочную проволоку;
- на рукояти находится включатель подачи газа, его нагнетают за 20 секунд до сварки;
- между электродом и швом необходимо выдерживать 2 мм;
- включают аппарат, при этом на электрод подается напряжение и между ним и чугуном возникает дуга;
- в место сварки подаю газ;
- присадочная проволока плавится и заполняет пустоту между заготовками;
- не рекомендуется прикасаться вольфрамом к чугуну при сварке.

При соблюдении требований безопасности сварщик получит качественный шов, который в процессе эксплуатации детали из чугуна не покроется трещинами и порами.
Сварка чугуна аргоном полуавтоматом: технология, можно ли электросваркой, со сталью
Выражение «чугун — хлеб промышленности», впервые прозвучало в первой половине XX века. Прошло почти сто лет, появились новые его сорта, повысилось качество обработки.
И, кроме того, был получен положительный ответ на вопрос: можно ли варить чугун электросваркой, а главное, как это делать на практике.
Долгое время получение надежного сварного соединения чугунных деталей, по трудоемкости соперничало с изготовлением новых. Сегодня процессы хоть и остались непростыми, но стали доступным даже для домашних мастеров.
Особенности
Основу чугуна, как и стали составляет железо, но углеродом оно насыщено в десятки раз сильнее. Содержание этого элемента составляет от 2,14 до 6,7%. Различают два вида чугуна:
- белый или «передельный», в котором углерод присутствует в виде цементита (карбид железа или Fe3C),
- серый.
Второй и есть тот самый «хлеб», который используется для изготовления деталей и конструкций. Углерод в нем содержится в виде кристаллов графита.
Что касается белого, он служит сырьем для получения стали, изготовления ковких и высокопрочных сортов серого чугуна.
Для сварки чугунных деталей сегодня используют десятки технологий, одна из которых — это сварка чугуна аргоном, вернее — в аргоновой среде.
Характеристики свариваемости
Сложности сварки чугунных изделий вызваны особенностями его поведения при высоких температурах.
При нагреве металл начинает плавиться уже при 1150ºС. При этом его высокая текучесть оказывает сварщику плохую услугу. Металл плохо удерживается в сварочной «ванне», вытекая из шва.
Металл плохо удерживается в сварочной «ванне», вытекая из шва.
Выгорание углерода, обильное газообразование в сварочной ванне вызывает образование пор и трещин.
Образование тугоплавких окислов за счет наличия кремния, приводит к частичному непровару.
При быстром охлаждении детали, углерод переходит в связанное состояние, образуя цементит. То есть чугун зоны сварки переходит из серого в белый — хрупкий и одновременно твердый.
Неравномерный нагрев и охлаждение, наличие отбеленных зон создает зоны напряжения, приводящие к появлению трещин.
Перечисленное выше относит чугун к трудно свариваемым металлам. Можно ли сварить чугун, с образованием надежного шва, зависит от того какая технология используется.
Особенности технологии
Аргоновую среду используют при любом из видов сварки чугуна, а именно:
- горячей, с предварительным нагревом заготовок до 600-650ºС и последующим постепенным охлаждением (иногда до 6 суток)
- полугорячей, когда детали нагревают лишь до 300-350ºС,
- холодной, выполняемой без нагрева, с естественным охлаждением. Устранить кислород из зоны сварки на все сто процентов невозможно. Так в сварочной ванне всегда присутствует некоторое количество закиси железа (FeO). Реагируя с углеродом, она создает угарный газ (окись углерода CO) , образующий поры, поскольку не растворяется в металле.
 Устранить кислород из зоны сварки на все сто процентов невозможно. Так в сварочной ванне всегда присутствует некоторое количество закиси железа (FeO). Реагируя с углеродом, она создает угарный газ (окись углерода CO) , образующий поры, поскольку не растворяется в металле.
Устранить кислород из зоны сварки на все сто процентов невозможно. Так в сварочной ванне всегда присутствует некоторое количество закиси железа (FeO). Реагируя с углеродом, она создает угарный газ (окись углерода CO) , образующий поры, поскольку не растворяется в металле.Тем не менее, наличие инертной среды на порядок снижает объем и скорость протекания окислительных процессов, поскольку устраняет присутствие атмосферного кислорода. Кроме того, отсутствие воздушного азота исключает возникновение азотистых соединений.
Все перечисленное позволяет получить даже при холодном способе соединение по прочности, мало уступающее основному металлу.
Что касается горячего и полугорячего способа, наличие аргонового компонента упрощает соединение и выполнить сварку различных по составу металлов. Причем, как сварить чугун и сталь (к примеру), так и ускорить процесс сварки чугуна.
При этом используют как обычные аппараты для дуговой сварки. Так и полуавтоматические устройства.
Подготовительный этап
В первую очередь, до начала работы выполняют подготовку самих заготовок. Свариваемые края очищают от грязи, ржавчины, шлаковых корок. Чем лучше это сделано, тем меньше в зоне сварки окажется веществ газообразующих, содержащих вредные добавки.
Острые грани скругляют, снимая фаску заточным диском «болгарки». Если выполняется заваривание трещины, ее предварительно прорезают на всю глубину. При этом поверхность очищается, одновременно сглаживаясь.
Наилучший эффект дает использование нижнего шва. Поэтому, если необходимо обваривание с нескольких сторон подготавливают соответствующие струбцины. Их задача — удерживать детали вместе на протяжении всего процесса. Делать возможным их поворот, не создавая нагрузки на незавершенный стык.
Для предотвращения вытекания расплавленного чугуна из сварочной ванны, с помощью графитовых пластин устраивают обечайки.
Кроме перечисленных мероприятий, готовят оборудование, вспомогательные инструменты. Подбирают сварочные прутки, проволоку, необходимые присадки для чугуна и аргонной сварки и т.д.
Подбирают сварочные прутки, проволоку, необходимые присадки для чугуна и аргонной сварки и т.д.
Последовательность действий
Методика соединения чугунных деталей зависит от их размеров, веса, а также формы. Иногда приходится использовать систему шпилек, многослойную сварку и т.д. Тем не менее, общая последовательность ведения работ приблизительно одинакова.
Закрепляем подготовленные к сварке элементы с помощью струбцин, либо иным способом.
Зажигаем дугу, включаем подачу аргона. Вводим присадочный пруток под углом 25-30 градусов (если автоматическая подача проволоки не используется).
Выполняем сварку отдельными участками по 2,5-3 см. Пока шов не остыл, молотком со скругленным бойком производим его проковку. Удары наносим точно, не особо сильно. Сигналом готовности служит «отбой» шва: он перестает подаваться, а звук удара становится звонче.
Выполнив один проход, немедленно приступаем к заполнению промежутков, затем (при необходимости) к следующему слою наплавки. Работы ведут непрерывно, пока стык не окажется заварен полностью.
Работы ведут непрерывно, пока стык не окажется заварен полностью.
Зажигание дуги при работе неплавким электродом выполняют на отдельной угольной (графитовой) пластине. Делают это во избежание загрязнения основного металла вольфрамом электрода, а также чтобы уберечь сам электрод от оплавления его кончика.
Сварка чугуна полуавтоматом ведется по схожему алгоритму. Отличие — отсутствие присадочного прутка, поскольку его заменяет специальная проволока. Разумеется, баллон с углекислым газом заменяет емкость с аргоном.
Материалы
При работе с использованием аргона штыревые плавкие электроды не используются. Основным материалом является присадка, оформленная как пруток или проволока.
Состав присадочных прутков выбирают в зависимости от необходимого качества шва. Для получения более пластичного стыка используют сплавы с никелем. Твердый шов получают, применяя медь.
Получить шов средней твердости (обычно, наиболее востребованный) возможно с использованием так называемого монель-металла. Это сочетание никеля и меди, в пропорциях приблизительно 60:40.
Это сочетание никеля и меди, в пропорциях приблизительно 60:40.
При отсутствии подходящей присадки, можно воспользоваться самодельным прутком, скрутив вместе нержавейку и медную проволоку толщиной приблизительно по 1 -2 мм.
Сварочная проволока по чугуну представляет собой тонкую трубку из металла присадки, с флюсом внутри. Подбирают ее так же применительно к технологии. Для холодной сварки применяют тип ППЧ-1, полугорячей ППЧ-2, и ППЧ-3 используя горячую.
Кроме специальных марок, при аргоновой сварке используют нихромовую проволоку, омедненную стальную и некоторые другие.
Особенности в домашних условиях
Оборудование для аргоновой сварки сейчас не является чем-то из ряда вон выходящим. Некогда запредельные цены на TIG устройства сегодня свелись к вполне доступным для рядового мастера.
Как правило домашние мастера не используют аргоновую сварку для изготовления серийных изделий, крупных конструкций. Чаще этим способом ремонтируют элементы двигателей, коробок передач. Реже — чугунной запорной фурнитуры, деталей эл. двигателей.
Реже — чугунной запорной фурнитуры, деталей эл. двигателей.
Проверенное сочетание при этом — нагрев газовой горелкой до температуры порядка 350 градусов, с последующей обваркой инвертором.
Подробной инструкции для такой «штучной» сварки нет и быть не может. Ответ на большинство вопросов, возникающих в процессе, дает только практика.
Загрузка…Сварка чугуна в СПб аргоном
Стоимость сварки чугуна аргоном — 150 руб/см
Сварку чугуна значительно затрудняют несколько факторов:
- Материал имеет высокую склонность к образованию трещин за счёт включений графита;
- Процессы закаливания и отбеливания, сопровождающие охлаждение металла в сварном шве и прилегающей области;
- Повышенное порообразование в металле шва вследствие выгорания определенного объема углерода;
- Образование тугоплавких окислов в ходе сварочного процесса с более высокой, чем у основного материала температурой плавления;
- Повышенная жидкотекучесть, характерная для расплава чугуна, осложняет формирование стабильного шва.
Эти обстоятельства вносят изрядную долю непредсказуемости качества итогового результата при сварке чугунных деталей. В первую очередь это относится к выполнению работ в кустарных условиях, когда неизвестна точная марка металла, а исполнителю доступны лишь базовые технологические режимы и материалы. Нередко в такой ситуации при остывании металла сварного шва происходит его растрескивание, сопровождающееся характерным пощелкиванием.
Методики сварки чугуна
Сегодня для сварки изделий из чугуна используют два метода:
- «Холодная» сварка — без дополнительного подогрева;
- «Горячая» сварка — включает этап предварительного подогрева металла.
Холодная сварка чугуна достаточно проста и позволяет убрать сразу два этапа — прогрев и плавное остывание. Но достичь требуемого качества шва возможно лишь в случае применения специальных электродов (стальных, из цветных металлов, а также электродов с минимальным содержанием углерода).
Горячая сварка чугуна позволяет избежать ряда недостатков, характерных для «холодного» метода – прежде всего закалочных процессов и отбеливания. Существует несколько модификаций горячей технологии, отличающихся видом подогрева (он может быть общим либо локальным), а также выбранным температурным режимом: горячим (500—600 °С), полугорячим (300—400 °C) или теплым (150—200 °С).
Принцип «горячей» методики заключается в нагреве обрабатываемого изделия до определенной температуры перед сварочными работами и его медленном охлаждении по завершению сварки. При этом повышать температуру металла допустимо со скоростью не более 120—150 ˚С в час, а максимум нагрева ограничен показателем 600—650 °С – превышение этих показателей вызовет необратимые изменения структуры чугуна, ухудшающие его свойства.
Во избежание отбеливания материала снижение его температуры также должно быть плавным, для чего применяют доступный или оптимальный в конкретных условиях способ:
- Постепенное охлаждение детали непосредственно в печи с контролем параметров ее работы;
- Укутывание изделия жаростойким теплоизолирующим материалом и другие.
Подготовительный этап
Пористая структура чугуна, хорошо впитывающая различные виды загрязнений, обуславливает необходимость в гораздо более тщательной (в сравнении со сталью) подготовке свариваемых поверхностей.
Во избежание развития трещины ее обычно рассверливают по краям, после чего выполняют разделку на полную глубину с соблюдением угла, достаточного для качественной проварки материала. При обработке трещин с округлыми краями можно обойтись без сверления, но вырезать их необходимо в таком случае до основания.
Зачистку зоны сварки от загрязнений, окалины и иных чужеродных включений выполняют с применением УШМ (угловой шлифовальной машины), кордщеток, наждачной бумаги. Наилучший результат позволяет получить использование пескоструйной обработки. Обезжиривают поверхность растворителями, а наиболее сложные масляные загрязнения удаляют при помощи горелки.
Наилучший результат позволяет получить использование пескоструйной обработки. Обезжиривают поверхность растворителями, а наиболее сложные масляные загрязнения удаляют при помощи горелки.
Сварка аргоном чугуна — особенности
Аргонная сварка чугуна ограждает всю рабочую область от проникновения воздуха, а следовательно, от образования окислов на сварочном шве. Аргон тяжелее воздуха, поэтому обволакивает металлическое изделие и не подпускает к нему кислород и другие газы. Защита от газов позволяет не допустить появления пор в сварном шве изделия, что на порядок улучшает качество сварки.
При сварке чугуна аргоном следует соблюдать несколько основных правил:
- Перед началом работ поверхность чугунного изделия нужно тщательно очистить от загрязнений и посторонних веществ;
- Наиболее качественный метод — предварительный нагрев детали. Во избежания отбеливания и закаливания изделие должно остывать постепенно;
- Аргоновая сварка должна происходить при малых показателях тока и вестись короткими «отрезками» (~ 2,5 см).

Возможно, Вас заинтересует: сварка нержавеющей стали, пайка радиаторов.
Ваше 10-шаговое руководство по сварке чугуна TIG — Welding Mastermind
Сварка вольфрамовым электродом в среде инертного газа, называемая сваркой TIG для краткости, использует вольфрамовый электрод в бескислородном газовом поле для соединения металлов вместе. Сварка TIG позволяет получить прочные, гладкие сварные швы и подходит для различных разные металлы. Сварка TIG также подходит для соединения различных видов металл вместе.
Чугун имеет репутацию трудно сваривать, но сварка TIG может соединить части чугуна вместе.Потому что из-за своей хрупкости сварные швы в чугуне часто трескаются и выходят из строя. Больше чем другие металл, чугун требует, чтобы вы внимательно следовали инструкциям, чтобы получить хороший сварной шов. Если вы пропускаете шаги или выводите их из строя, вы повышаете риск взлома. К TIG сварите чугун, выполните следующие действия:
- Подготовьте электрод,
шлифование его до точки и вставка в цангу.
- Настроить сварочный аппарат на Сварка TIG согласно указаниям производителя.
- Отрегулируйте расход газа до защитить новый сварной шов от коррозии.
- Очистите стык. сварены тщательно. Используйте металлическую щетку или болгарку, а затем ацетон или другой растворитель. Сварной шов не прилипнет к грязному металлу.
- Уберите растворитель перед сваркой. Вы не хотите прекращать сварку для тушения пожара.
- Подсоедините заготовку к сварщик. Вы можете подключить провод непосредственно к заготовке или использовать сварочный стол, подключенный к свинцу.
- Наденьте защитное снаряжение.Ты нужна сварочная маска, сварочные перчатки и рубашка с длинными рукавами или сварщик пиджак. Сварка TIG приводит к сильному нагреву и образованию искр, поэтому вы должны быть защищены.
- Разогрейте чугун до
температура от 500 до 1200 градусов. Горячий чугун удержит сварной шов
без трещин. Сварка холодного чугуна может привести к образованию трещин.
- Выполните сварку. Возьми стержнем, зажгите искру и сварите. Работайте медленно на коротких участках и не перегревайте заготовка. Вольфрамовые электроды достаточно горячие, чтобы плавить чугун.
- Дать предмету остыть медленно, чтобы предотвратить растрескивание. Осторожно обработайте сварной шов, пока он остынет, чтобы снять напряжение. на стыке.

 Горячий чугун удержит сварной шов
без трещин. Сварка холодного чугуна может привести к образованию трещин.
Горячий чугун удержит сварной шов
без трещин. Сварка холодного чугуна может привести к образованию трещин. Можно сваривать чугун TIG, но это не легко. Чтобы успешно сваривать чугун методом TIG, необходимо осторожный. Следуйте инструкциям ниже, и вы сможете успешно сваривать чугун. Не пропускать какие-либо шаги и не выводить их из строя. Если вы не выполните инструкции, сварной шов может привести к растрескиванию чугуна и предотвратить дальнейшую сварку попытки.
Оборудование, необходимое для сварки чугуна TIG
Сварка TIG требует TIG
сварочный аппарат с подачей защитного газа, электродом для протекания тока и
сварочный стержень, чтобы сделать соединение. В отличие от других видов сварки, сварка TIG использует
вольфрамовый электрод для протекания тока и отдельный провод для сварки
металл. Для сварки TIG вам понадобятся обе руки, одна для электрода, а другая для
стержень.
В отличие от других видов сварки, сварка TIG использует
вольфрамовый электрод для протекания тока и отдельный провод для сварки
металл. Для сварки TIG вам понадобятся обе руки, одна для электрода, а другая для
стержень.
Газовая смесь
Процесс, используемый для сварки TIG, подвержен риску коррозии, пока сварные швы горячие.Использование защитного газа защищает сварной шов от кислорода и предохраняет его от коррозии. Лучшие смеси защитных газов для сварки TIG чугун состоит из чистого аргона или 75% аргона / 25% CO2. Если вы не используете защитным газом сварной шов будет хрупким и склонным к растрескиванию.
СоветPro: не выполняйте сварку TIG в плотно закрытом пространстве. Если аргон или аргон / CO2 накапливать там, где работаешь, можно задохнуться. Первый признак того, что аргон или Слишком много СО2 накапливается, теряется сознание, быстро наступает смерть.Бедные вентиляция и сварка TIG несовместимы.
Электрод
Электрод проводит электрический ток от
сварщик к стыку. Ток превращается в дугу, которая нагревает сварочный стержень.
сделать сварной шов. Лучшие электроды для сварки TIG чугуна — торированные.
вольфрамовые стержни. Выберите 1% -ный ториевый стержень, помеченный желтым наконечником EWTh-1, или 2% -ный стержень.
пруток ториевый с маркировкой EWTh-2 с красным наконечником для сварки чугуна.
Ток превращается в дугу, которая нагревает сварочный стержень.
сделать сварной шов. Лучшие электроды для сварки TIG чугуна — торированные.
вольфрамовые стержни. Выберите 1% -ный ториевый стержень, помеченный желтым наконечником EWTh-1, или 2% -ный стержень.
пруток ториевый с маркировкой EWTh-2 с красным наконечником для сварки чугуна.
Сварочный стержень
Сварочный пруток — это плавящийся материал. чтобы соединить части вместе.В отличие от дуговой сварки или сварки проволокой, в сварке TIG используются электроды. проводить ток отдельно от сварочного стержня. Вы должны держать вольфрам электрод в одной руке и сварочный стержень в другой.
Лучший тип прутка для сварки TIG
железо никель
потому что он имеет те же свойства теплового расширения, что и чугун. Это помогает минимизировать
растрескивание сварного шва при нагревании детали. Это особенно
важно, если сварной шов будет подвергаться воздействию высоких температур, например, в
блок двигателя или чугунная печка.
Недостаток никелевых стержней в том, что они стоят дорого. Если вы свариваете деталь, которая не будет подвергаться воздействию высоких температуры, алюминий-бронза прутки хорошо подходят для чугуна и намного дешевле никеля. Стержни из мягкой стали как 7018 или 6013 может также работать с чугунной сваркой TIG.
Другое оборудование
Конечно, понадобится и стандартная сварка расходные материалы для очистки заготовки, подготовки электродов и зачистки стыка. В другие предметы, которые вам нужны, включают:
- Скамья шлифовальный станок для подготовки электрода перед сваркой
- Проволока щетка для очистки рабочей поверхности, чтобы сварной шов прилегал к поверхность
- Ацетон или другой растворитель для удалить все следы смазки, краски и других загрязнений со сварного шва поверхность
- Угол шлифовальный станок для шлифования материала из трещин
- Защитный оборудование для защиты и безопасности во время сварки
- Пропан горелка для предварительного нагрева заготовки
- Шар
ударный молоток для зачистки сварного шва и предотвращения трещин. Вам не нужен большой
молоток; все, что требуется — это осторожное постукивание
 Вам не нужен большой
молоток; все, что требуется — это осторожное постукивание
Вам не нужен большой
молоток; все, что требуется — это осторожное постукиваниеПроцесс состоит из четырех основных частей для сварки чугуна: настройка сварщика, подготовка стыка, сварка и охлаждение заготовки.
Настройка сварочного аппарата
Сварка чугуна привередлива, и однажды у вас все готово к сварке, вы можете не тратить время на настройку. Получите своего сварщика подготовлен к работе, прежде чем делать что-либо еще, чтобы вы могли начать сварку, как только кусок готов.
Шаг 1. Подготовьте электрод
Электрод должен иметь отличный точку, чтобы обеспечить лучший контроль дуги. Если ваша удочка еще не иметь отличный наконечник, используйте шлифовальный станок, чтобы поставить наконечник на электрод. Когда наконечник будет готов, вставьте электрод в цангу на сварке. факел.
Шаг 2. Настройка сварочного аппарата
Когда электрод будет готов, отрегулируйте
настройки на сварщик для чугуна. Поскольку сварочные агрегаты разные,
ознакомьтесь с инструкциями производителя по настройке сварочного аппарата на основе соединения
тип и толщина материала вашего проекта.
Начните с минимальной рекомендованной силы тока для сварки чугуна. Перегрев заготовки может привести к растрескиванию чугуна, так что лучше быть осторожным с теплом, которое вы используете. Только наращивать до более высокого сила тока, если самое низкое значение не расплавит стержень.
Шаг 3. Настройте газ
Лучшие смеси для сварки чугуна TIG представляют собой чистый аргон или 75% аргона / 25% CO2. Это еще одна область для отслеживания рекомендации в руководстве. Использование слишком малого количества газа приведет к окислению сварного шва, уменьшение его силы.Использование слишком большого количества газа не вызовет проблем со сваркой, но аргон дорог, и вы не хотите тратить его зря.
Убедитесь, что в вашем магазине
вентиляция для сварки TIG. Сварка TIG в
Плохо вентилируемое помещение действительно опасно для жизни. Потому что CO2
и аргон тяжелее воздуха, они будут скапливаться в низких местах, а не
распространяется по воздуху. Вы можете утонуть в аргоне и никогда не осознавать опасности.
Вы можете утонуть в аргоне и никогда не осознавать опасности.
Подготовка заготовки
Когда сварщик будет готов к работе, вы можете приступаем к самой заготовке.Чугун часто используется в очень грязных приложения, такие как дровяные печи и блоки двигателя. Вам нужно получить всю дрянь перед тем, как приступить к сварке. Если материал жирный или грязный, сварной шов будет прилипать к мусору, а не к металлу.
Шаг 4: Очистите чугун
Очистите деталь металлической щеткой. тщательно. Тщательно очистите его, чтобы удалить всю грязь, сажу и грязь. свариваемые поверхности. После того, как вы почистили щеткой, протрите ацетон или другой растворитель, чтобы удалить все следы краски или жира.
Для некоторых микротрещин рекомендуется использовать тонкое лезвие на угловой шлифовальной машине, чтобы вырезать материал по краям трещины. Если вы не можете попасть в трещину с помощью металлической щетки и ацетона, вам нужно достать болгарку. Погрузите его в трещину, чтобы края были чистыми и удерживали сварной шов.
Шаг 5: Удалите растворитель
Хорошо, это не часть сварки процесс, но действительно ли вы хотите начать использовать сильный огонь, близкий к чему-то, как воспламеняется как ацетон? Дуга от сварки, тепло от пропановой горелки и даже тепло от чугуна может вызвать реакцию в парах ацетона.
Уберите растворитель на секунду. прежде чем вы зажжете искру. Из-за пожара в магазине очень сложно сваривать что-либо.
Шаг 6: Подготовка к сварке
Правильно совместите свариваемые детали и зажать их на месте. Подключите сварочный аппарат к заготовке или подключите его к сварочный стол и положить заготовку на стол. Вам нужно соединить кусок сварщику замкнуть цепь и получить искру. Когда все было настроил, можно начинать сварку.
Сварка
Теперь, когда сварщик и заготовка
настроен, вы готовы начать сварку. Чугун не любит сварку, поэтому
перед сваркой необходимо подготовить все необходимое.
Шаг 7: Костюм
Перед тем как приступить к работе, наденьте защитная экипировка. Вам необходимо надеть сварочную маску и сварочные перчатки. Ты также следует носить огнестойкую рубашку с длинными рукавами или кожаную сварку куртка для защиты рук от искр.Сварка — это горячая, опасная работа. Это будет намного опаснее, если вы не наденете подходящую защитную одежду.
Шаг 8: Разогрейте чугун
Чугун очень хрупкий. Так и будет трескается, если часть заготовки нагревается, а остальная — нет. Предотвращать трещин, предварительно прогрейте всю свариваемую деталь пропановой горелкой. Целый перед началом работы температура заготовки должна быть не менее 500 градусов. Не позволяй этому более 1200 градусов, иначе он начнет таять.
Зажгите пропановую горелку и включите тепло
по всей заготовке, пока она не станет достаточно горячей для сварки.Некоторые сварщики даже используют газовые грили для обогрева небольших
детали тщательно. Когда он станет горячим, нужно быть готовым к правильной сварке. прочь. Если он начинает остывать до завершения сварки, остановитесь и снова нагрейте.
Держите его горячим, пока не закончите.
прочь. Если он начинает остывать до завершения сварки, остановитесь и снова нагрейте.
Держите его горячим, пока не закончите.
Шаг 9: Приварите
Возьми электрод и стержень, зажги искру, и приступаем к сварке. Держите электрод на расстоянии примерно 2,5 см от поверхности стыка. одной рукой, а другой вставьте кончик стержня в искру. Строить небольшую сварочную ванну из расплавленного сварочного прутка, затем начните вытягивать материал вдоль сустав.
Используйте наконечник сварочного стержня в сварочная ванна, чтобы вытянуть ее вдоль стыка. Во время работы стержень будет постепенно тают и поглощаются суставом. Вам нужно будет согласовать оба руками, чтобы получилась гладкая бусинка. Продолжайте вставлять жезл в ковчег и извлекать это, затем продвигая ковчег и повторяя.
Небольшой совет при сварке чугуна:
- Поскольку чугун чувствителен к
перегрев, работа небольшими участками. Вам нужно поддерживать температуру
заготовка от 500 до 1200 градусов. Сварите около дюйма стыка, затем остановитесь
и дайте области остыть. Вы можете работать на другом участке, пока он остывает, или вы
можно просто сделать небольшой перерыв.
- Если перегреть чугун, он начнет таять. Температура плавления чугуна около 1400 градусов, ниже чем температура плавления железа или стали. Получите его слишком горячим, и он будет текут из формы. Поскольку температура электрода при сварке TIG превышает 3000 градусов, плавление чугуна возможно, если слишком долго задерживаться на одном месте.
- И наоборот, нужно сохранить чугун от переохлаждения. Если слишком много сваривать на холоде чугун, разница температур между зоной сварки и остальной частью деталь вызовет сильное растрескивание. Вы должны быть очень осторожны с температура чугуна во время сварки.
 Сварите около дюйма стыка, затем остановитесь
и дайте области остыть. Вы можете работать на другом участке, пока он остывает, или вы
можно просто сделать небольшой перерыв.
Сварите около дюйма стыка, затем остановитесь
и дайте области остыть. Вы можете работать на другом участке, пока он остывает, или вы
можно просто сделать небольшой перерыв.Шаг 10: Peen and Cool
Защитить от трещин можно путем упрочнения
(разгладить молотком) сварной шов по мере его остывания. Возьмите небольшой молоток и постучите
бусинка плоская, пока она еще горячая. Упрочнение расширяет сварной шов и помогает ему
поддерживать контакт с суставом. Это снимает напряжение вокруг сварного шва и
предотвращает растрескивание.
Упрочнение расширяет сварной шов и помогает ему
поддерживать контакт с суставом. Это снимает напряжение вокруг сварного шва и
предотвращает растрескивание.
После завершения сварки дайте кусок медленно остынет, чтобы предотвратить растрескивание. Если он остывает слишком быстро, сварной шов и поверхность будет сжиматься с разной скоростью, и вдоль соединение. Закапывание детали в песок или изоляция иным способом может замедлить охлаждение. и уменьшить трещины.
Некоторые сварщики кладут свежеприваренную деталь сверху дровяной печи с красивым огнем.Они оставляют это там, пока огонь не погаснет полностью вытечь и остыть. Это отличный процесс медленного охлаждения.
Сварка холодного чугуна
Можно сваривать чугун TIG
без предварительного нагрева, но это сложно. Чтобы сварить холодный чугун, необходимо
не допускайте нагрева чугуна во время сварки. Для этого медленно работайте в
крошечные разделы. Это почти как шитье — воткните очень короткую бусину, потом остановитесь. и дайте ему остыть или обработайте другой участок сварного шва. Холодная сварка имеет низкую
вероятность успеха и высокая вероятность растрескивания чугуна.
и дайте ему остыть или обработайте другой участок сварного шва. Холодная сварка имеет низкую
вероятность успеха и высокая вероятность растрескивания чугуна.
Типы чугуна
Есть два разных типа чугуна. Чугун чаще всего называют серым чугуном, потому что, когда он трескается, края трещина выглядит серой. Серый чугун можно сваривать. Белый чугун выглядит белым или серебро, когда оно трескается.
Серый чугун — самый распространенный вид чугун. Блоки двигателя, выпускные коллекторы, дровяные печи и сковороды изготовлены из серого чугуна. Он несколько хрупкий и может треснуть при обнажении. к высокотемпературным колебаниям. Серый чугун можно сваривать, если вы осторожно об этом.
Белый чугун встречается реже, чем серый. Он намного сложнее серого. Он используется в промышленных приложениях, таких как насос втулки, опорные поверхности и детали фрез. Белый чугун довольно хрупкий и нельзя сваривать.
Какой вид сварки лучше всего подходит для вашего проекта? — Блог AMSOIL
Спасибо Грегу Сандерсу, владельцу Cromweld..jpg.670a8412269350921e6868a07f071212.jpg) com, веб-сайта, посвященного сварке, за этот гостевой пост.Грег наполовину ушел из сварочной отрасли, но любит продолжать учиться, а также делиться своими знаниями через свой веб-сайт. Вы также можете найти его на Facebook.
com, веб-сайта, посвященного сварке, за этот гостевой пост.Грег наполовину ушел из сварочной отрасли, но любит продолжать учиться, а также делиться своими знаниями через свой веб-сайт. Вы также можете найти его на Facebook.
Когда вам нужно создать неразъемное соединение двух металлических деталей, ничто не сравнится со сваркой. Эта древняя практика позволяет строить конструкции, которые становятся более прочными и долговечными, чем можно было себе представить. Он может даже соединяться с другими материалами, такими как ПВХ. Здесь мы рассмотрим наиболее распространенные методы сварки.
В некоторых, но не во всех, типах сварки используется расплавленный присадочный материал для сплавления участков, которые вы хотите соединить.Дуга используется для плавления этого наполнителя, а иногда и для плавления деталей, чтобы получилось прочное соединение. Но один и тот же процесс не подходит для всех потребностей.
Сварка МИГ
Сварка MIG правильнее называть дуговой сваркой металла в газе . В качестве присадочного материала используется проволока, проходящая через саму машину. MIG означает «металлический инертный газ», поскольку инертные газы используются для защиты дуги. Используется CO 2 , но обычно он смешивается с аргоном или другим газом.Это помогает сделать дугу более сильной и сфокусированной.
В качестве присадочного материала используется проволока, проходящая через саму машину. MIG означает «металлический инертный газ», поскольку инертные газы используются для защиты дуги. Используется CO 2 , но обычно он смешивается с аргоном или другим газом.Это помогает сделать дугу более сильной и сфокусированной.
При этом типе сварки присадочный материал сплавляется с основными металлами. Разделы, к которым вы присоединяетесь, не обязательно должны быть одинаковыми, а это значит, что у вас больше возможностей в выборе того, к чему вы присоединяетесь.
MIG отлично подходит для новичка в сварке. Этому относительно легко научиться, и это операция, выполняемая одной рукой. Однако спектр материалов, с которыми вы можете работать, ограничен. Сварка MIG недостаточно эффективна для чугуна, но слишком эффективна для алюминия.
Сварка TIG
TIG относится к инертному газу вольфрама, также называемому газовая дуговая сварка вольфрамом . Этот процесс немного новее, чем MIG. Он был разработан во время Второй мировой войны в основном для работы с более легкими металлами, используемыми в авиастроении. TIG всегда используется для соединения двух деталей из одного и того же типа металла, поскольку сами детали фактически сплавлены.
Этот процесс немного новее, чем MIG. Он был разработан во время Второй мировой войны в основном для работы с более легкими металлами, используемыми в авиастроении. TIG всегда используется для соединения двух деталей из одного и того же типа металла, поскольку сами детали фактически сплавлены.
Поскольку для этого требуются две руки, TIG немного сложнее освоить, чем MIG. Но это полезный метод, если вы хотите работать с более тонкими и хрупкими металлами.TIG использует долговечный вольфрамовый электрод. В этом случае присадочный пруток удерживается рукой, пока сварочное сопло вплавляет его в соединение. TIG зависит от аргона, который иногда смешивают с гелием для создания более горячей дуги.
Поскольку присадочные стержни тоньше, чем другие стержни, сварной шов тоньше. Это помогает сделать TIG самым чистым видом сварки. Он отлично подходит для кузовных работ и даже для металлических скульптур.
Сварка палкой
Также известная как дуговая сварка в защитном металлическом корпусе (SMAW), это более старый и более простой вид сварки по сравнению с упомянутыми выше.
В этом методе используется один расходный электрод. Как и другие типы сварки, электрод плавится, создавая сплав между соединяемыми деталями. Флюсовое покрытие электрода вместе с подачей газа вокруг дуги служит для ее защиты.
Ручная сварка отлично подходит для тяжелых металлов, таких как чугун и сталь. Поскольку это более старый вид сварки, естественно ожидать, что он работает с более прочными материалами, такими как чугун и сталь. Более поздние методы сварки более «усовершенствованы».«Stick отлично подходит для строительных работ и аналогичных отраслей, где требуется соединение тяжелых материалов. Это можно сделать даже в неоптимальных условиях или на неочищенных деталях. У него крутая кривая обучения, и даже эксперты считают его беспорядочным, но он выполняет свою работу.
Дуговая сварка под флюсом
Как и MIG, для сварки сердечником используется проволока, подаваемая через сопло сварочного аппарата. Но, в отличие от других видов сварки, флюс обеспечивает всю необходимую защиту от дуги. Внешний источник газа не требуется, если вам не нужно использовать тип, известный как дуговая сварка с двойной защитой .
Внешний источник газа не требуется, если вам не нужно использовать тип, известный как дуговая сварка с двойной защитой .
Сварка сердечником под флюсом отлично подходит для более тяжелых материалов. Поскольку он выделяет больше тепла, чем другие типы сварки, вы должны быть уверены, что используете его только для более твердых и толстых металлов.
У вас есть расходный сердечник с флюсовым сердечником, но без газа и высокоэффективного процесса вы в конечном итоге тратите меньше на дополнительные расходные материалы. Вы также обнаружите, что многие аппараты MIG также подходят для сварки сердечником из флюса.
Хотя он эффективен и не тратит много зря, смотреть на него не очень приятно. Если этот сварной шов находится на открытой поверхности и имеет значение внешний вид, вам придется немного отполировать его.
Какой вид сварки лучше всего?
Тип сварки, который работает лучше всего, всегда будет зависеть от текущего проекта. Материалы, к которым вы пытаетесь присоединиться, являются наиболее важным фактором. Но хорошо понимать, что ни один из типов сварки не может быть слишком сложным, даже несмотря на то, что некоторые из них подобрать немного сложнее, чем другие.Но если вы хотите начать, MIG — хорошее место для начала, как с точки зрения стоимости, так и уровня квалификации.
Но хорошо понимать, что ни один из типов сварки не может быть слишком сложным, даже несмотря на то, что некоторые из них подобрать немного сложнее, чем другие.Но если вы хотите начать, MIG — хорошее место для начала, как с точки зрения стоимости, так и уровня квалификации.
Последнее напоминание — при сварке обязательно используйте соответствующие средства защиты. Высокая температура, шрапнель, пары и слепящий свет могут подвергнуть опасности вас и окружающее пространство.
Не рискуйте!
Сварочные процессы для нержавеющей стали | Металл Супермаркеты
Деформированный металл, сварные швы угольного цвета и фрустрация; это некоторые из вещей, которые могут произойти при сварке нержавеющей стали.Несмотря на то, что нержавеющая сталь содержит элементы, аналогичные элементам из углеродистой стали, в нее добавлены легирующие элементы, такие как хром и молибден, что создает совершенно другой набор проблем при сплавлении двух или более кусков нержавеющей стали, а не углеродистой стали. Кислород, окружающий ванну из нержавеющей стали, должен быть минимальным. Сварочная ванна ведет себя иначе, чем алюминий или углеродистая сталь. Теплопроводность нержавеющей стали намного меньше, что вызывает большие проблемы с деформацией и тепловложением.Несмотря на то, что при сварке нержавеющей стали необходимо учитывать множество факторов, одним из наиболее важных решений является выбор процесса сварки.
Кислород, окружающий ванну из нержавеющей стали, должен быть минимальным. Сварочная ванна ведет себя иначе, чем алюминий или углеродистая сталь. Теплопроводность нержавеющей стали намного меньше, что вызывает большие проблемы с деформацией и тепловложением.Несмотря на то, что при сварке нержавеющей стали необходимо учитывать множество факторов, одним из наиболее важных решений является выбор процесса сварки.
Ниже мы обсудим наиболее популярные способы сварки нержавеющей стали.
Сварка металла в инертном газе (MIG) / Газовая дуговая сварка металла (GMAW)
Сварка MIG, или дуговая сварка металлическим электродом в газовой среде, как ее более официально называют, является одним из наиболее популярных способов сварки нержавеющей стали. Между сваркой MIG нержавеющей стали и сваркой углеродистой стали много общего.Никаких специальных приводных роликов не требуется, а электрическая полярность остается прежней. Однако состав защитного газа обычно отличается. При сварке нержавеющей стали допускается меньшее количество кислорода, поэтому уровни O2 или CO2 следует поддерживать на уровне около 2% или ниже. При сварке нержавеющей стали методом MIG часто используются трехкомпонентные защитные газы, содержащие аргон, гелий и диоксид углерода или кислород. Поскольку обычно требуется коррозионная стойкость сварного шва, а также основного материала, необходимо использовать сварочную проволоку из нержавеющей стали.Кроме того, для предотвращения растрескивания присадочная проволока и основная нержавеющая сталь должны быть низкоуглеродистой версией или содержать стабилизаторы, такие как тантал или ниобий. Использование импульсной формы волны при сварке также может помочь пользователям более успешно сваривать нержавеющую сталь методом MIG.
При сварке нержавеющей стали методом MIG часто используются трехкомпонентные защитные газы, содержащие аргон, гелий и диоксид углерода или кислород. Поскольку обычно требуется коррозионная стойкость сварного шва, а также основного материала, необходимо использовать сварочную проволоку из нержавеющей стали.Кроме того, для предотвращения растрескивания присадочная проволока и основная нержавеющая сталь должны быть низкоуглеродистой версией или содержать стабилизаторы, такие как тантал или ниобий. Использование импульсной формы волны при сварке также может помочь пользователям более успешно сваривать нержавеющую сталь методом MIG.
Сварка вольфрамом в среде инертного газа (TIG) / Газовая дуговая сварка вольфрамом (GTAW)
Сварка TIG, более известная как дуговая сварка газом вольфрамовым электродом, — это еще один процесс, который часто используется для сварки нержавеющей стали. Этот процесс также имеет сходство между тем, когда он используется для сварки углеродистой стали и когда он используется для сварки нержавеющей стали. Оба материала требуют отрицательной полярности электрода постоянного тока (DCEN). Обычно в качестве защитных газов используются почти 100% аргон или гелий. Как и при сварке MIG, для сварки TIG требуется присадочный металл из нержавеющей стали, чтобы предотвратить образование шва, который будет легко подвержен коррозии. В качестве присадочного металла следует использовать низкоуглеродистые или стабилизированные сорта нержавеющей стали, а основные металлы также должны быть низкоуглеродистыми или стабилизированными. Деформация может быть серьезной проблемой при сварке нержавеющей стали, поэтому при сварке нержавеющей стали TIG важно поддерживать скорость перемещения несколько выше и тепловложение низким.
Оба материала требуют отрицательной полярности электрода постоянного тока (DCEN). Обычно в качестве защитных газов используются почти 100% аргон или гелий. Как и при сварке MIG, для сварки TIG требуется присадочный металл из нержавеющей стали, чтобы предотвратить образование шва, который будет легко подвержен коррозии. В качестве присадочного металла следует использовать низкоуглеродистые или стабилизированные сорта нержавеющей стали, а основные металлы также должны быть низкоуглеродистыми или стабилизированными. Деформация может быть серьезной проблемой при сварке нержавеющей стали, поэтому при сварке нержавеющей стали TIG важно поддерживать скорость перемещения несколько выше и тепловложение низким.
Порошковая сварка
В общем, сварочные процессы с использованием флюса не оптимальны для сварки нержавеющей стали. При этом можно сваривать нержавеющую сталь методом порошковой сварки. Необходимо использовать специальные газовые смеси. Дуговая сварка в среде защитного газа порошковой проволокой обычно является лучшим выбором для сварки нержавеющей стали, чем сварка порошковой проволокой, поскольку она в меньшей степени зависит от флюса, чем последний процесс, для защиты металла шва от атмосферы.
Дуговая сварка металлопорошковой проволокой
Лучшей альтернативой порошковой проволоке как самозащитной порошковой сварке, так и дуговой сварке порошковой проволокой в среде защитного газа является дуговая сварка металлической сердцевиной.В основном это связано с тем, что при дуговой сварке металлической сердцевиной вообще не используется флюс. Металлическая сердцевина присадочного материала, хотя и имеет определенные виды раскислителей, в основном заполнена металлическими порошками для увеличения осаждения. При наличии надлежащего защитного газа и системы подачи проволоки дуговая сварка металлической сердцевиной может использоваться для получения высококачественных сварных швов на нержавеющей стали. По большей части, для получения высококачественного сварного шва нержавеющей стали с помощью дуговой сварки металлическим сердечником требуется импульсная форма волны или дуга с переносом струи.
Лазерная сварка (LBW)
Сварка лазерным лучом часто используется для соединения нержавеющей стали при очень высокой скорости перемещения и с очень низким тепловложением. Необходимо соблюдать осторожность, чтобы избежать образования пористости и трещин при сварке лазером. Трещин и пористости можно избежать за счет уменьшения количества кислорода с помощью защитного газа и оптимизации параметров сварки. Сварка лазерным лучом никогда не выполняется вручную и, следовательно, должна быть автоматизирована, если она выбрана в качестве процесса, который будет использоваться для сварки нержавеющей стали.
Необходимо соблюдать осторожность, чтобы избежать образования пористости и трещин при сварке лазером. Трещин и пористости можно избежать за счет уменьшения количества кислорода с помощью защитного газа и оптимизации параметров сварки. Сварка лазерным лучом никогда не выполняется вручную и, следовательно, должна быть автоматизирована, если она выбрана в качестве процесса, который будет использоваться для сварки нержавеющей стали.
Прочие сварочные процессы, применяемые для нержавеющей стали
Вышеупомянутые процессы, возможно, являются наиболее распространенными процессами, используемыми для сварки нержавеющей стали. В отрасли существует множество других, несколько менее популярных процессов, которые можно использовать для сварки нержавеющей стали. К ним относятся плазменная сварка (PAW), электронно-лучевая сварка (EBW), дуговая сварка в среде защитного металла (SMAW), сварка трением с перемешиванием (FSW) и контактная сварка (RW). Этот список не является исчерпывающим, и существует еще много способов сварки, с помощью которых можно сваривать нержавеющую сталь с различным уровнем успеха.
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 90 магазинами в США, Канаде и Великобритании. Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и листы.Мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 85+ офисов в Северной Америке сегодня.
Какой вид сварки используется для алюминия? | Металлические супермаркеты
Для сварки алюминия требуются разные методы сварки, разные защитные газы, разные спецификации и другая обработка перед сваркой и после сварки, чем при сварке стали. Процессы сварки, которые подходят для обоих видов сварки, могут потребовать изменений, чтобы их можно было использовать для сварки алюминия. Алюминий относительно легко сваривается, но прежде всего необходимо выбрать правильный процесс сварки.
Процессы сварки, которые подходят для обоих видов сварки, могут потребовать изменений, чтобы их можно было использовать для сварки алюминия. Алюминий относительно легко сваривается, но прежде всего необходимо выбрать правильный процесс сварки.
Почему сложно сваривать алюминий?
Прежде чем осветить различные сварочные процессы, которые используются для соединения алюминия, важно понять некоторые трудности, присущие сварке алюминия. Одна из проблем — это присадочный металл. Во-первых, некоторые алюминиевые сплавы невозможно сваривать без присадочных материалов. Сплавы, такие как 6061, будут растрескиваться при затвердевании, если их сваривать без присадочного металла. Кроме того, необходимо выбрать правильный наполнитель. Например, сварка сплава 6061 с присадочным металлом 6061 приведет к разрушению сварного шва.Вместо этого при сварке основного материала 6061 следует использовать алюминиевый присадочный металл 5356 или 4043. Еще одна проблема с алюминиевым присадочным металлом — подача. Если используется механический процесс подачи проволоки, скорее всего, потребуются специальные системы привода. Это связано с тем, что алюминий имеет меньшую прочность колонны, чем сталь, и, скорее всего, будет коробиться и запутываться, если не используются специальные системы подачи проволоки, такие как пушпульный пистолет. Это особенно верно для более тонких алюминиевых присадочных материалов (например, диаметром 0,8 мм или 1 мм).
Если используется механический процесс подачи проволоки, скорее всего, потребуются специальные системы привода. Это связано с тем, что алюминий имеет меньшую прочность колонны, чем сталь, и, скорее всего, будет коробиться и запутываться, если не используются специальные системы подачи проволоки, такие как пушпульный пистолет. Это особенно верно для более тонких алюминиевых присадочных материалов (например, диаметром 0,8 мм или 1 мм).
Алюминий также имеет большую теплопроводность, чем сталь. Тепло, выделяемое при запуске процесса сварки алюминия, рассеивается быстрее, чем при сварке сплава на основе железа. Следовательно, полное проплавление может не произойти, пока сварка не продвинется достаточно далеко от начала. Это известно как холодный старт. Необходимо следить за тем, чтобы при сварке алюминия не происходил холодный пуск. Еще один результат повышенной теплопроводности — кратеры большего размера. К тому времени, когда будет достигнут конец сварного шва, тепла будет больше, чем в начале. Это тепло хорошо рассеивается в алюминии и может образовывать большие кратеры. Алюминий очень подвержен образованию кратеров, поэтому кратеры следует заделывать, чтобы не произошло разрушения в конце сварного шва.
Это тепло хорошо рассеивается в алюминии и может образовывать большие кратеры. Алюминий очень подвержен образованию кратеров, поэтому кратеры следует заделывать, чтобы не произошло разрушения в конце сварного шва.
Алюминий также требует различной предварительной и послесварочной обработки. Алюминий образует оксидный слой, который имеет более высокую температуру плавления, чем сам алюминий. Чтобы избежать попадания нерасплавленных частиц оксида алюминия в сварной шов, перед сваркой следует использовать процесс удаления оксида, такой как очистка проволочной щеткой или химическая очистка.Некоторые алюминиевые сплавы, такие как 6061-T6, искусственно состарены для повышения их прочности. Тепло от сварки сводит на нет преимущества искусственного старения, и в зоне термического влияния будет наблюдаться значительное снижение прочности. Следовательно, для таких сплавов может потребоваться искусственное старение после сварки.
Какой тип сварки используется для алюминия?
Следующие способы сварки могут использоваться для алюминия:
- GTAW / TIG
- GMAW / MIG
- Лазерная и электронно-лучевая сварка
- Сварка сопротивлением
GTAW / TIG
Одним из наиболее популярных способов сварки алюминия является дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG). GTAW — отличный процесс для алюминия, потому что он не требует механической подачи проволоки, что может создать проблемы с подачей. Вместо этого сварщик рукой подает присадочный материал в лужу. Кроме того, процесс GTAW является чрезвычайно чистым, что предотвращает загрязнение алюминия атмосферой.
GTAW — отличный процесс для алюминия, потому что он не требует механической подачи проволоки, что может создать проблемы с подачей. Вместо этого сварщик рукой подает присадочный материал в лужу. Кроме того, процесс GTAW является чрезвычайно чистым, что предотвращает загрязнение алюминия атмосферой.
GMAW / MIG
Газовая дуговая сварка металлическим электродом (GMAW) или сварка в среде защитного газа (MIG) — еще один отличный выбор для сварки алюминия. Газовая дуговая сварка, как правило, имеет более высокую скорость наплавки и более высокую скорость перемещения, чем GTAW.Однако GMAW использует механическую систему подачи проволоки. Из-за этого может потребоваться двухтактный пистолет или пистолет для катушки, чтобы была возможна подача алюминиевой проволоки. Также важно не использовать защитный газ 100% CO2 или 75% аргон / 25% CO2. Такой газ является приемлемым выбором для стали, но алюминий не может работать с химически активным газом CO 2. Следуйте рекомендациям производителя присадочного металла в отношении типа защитного газа.
Лазерная и электронно-лучевая сварка
Процессы лучевой сварки часто позволяют сваривать алюминий.Кроме того, поскольку удельная мощность процессов лучевой сварки настолько высока, холодный запуск вызывает меньшую озабоченность. При лазерной сварке светоотражающая способность материала может быть проблемой. Кроме того, оптимизация защитного газа является ключом к предотвращению пористости. Электронно-лучевая сварка обычно не имеет этих проблем, потому что она не использует свет в качестве энергетической среды и выполняется в вакууме.
Сварка сопротивлением
Контактная сварка возможна при сварке алюминия. Однако трудности возникают из-за электрической и теплопроводности алюминия.Время разработки параметров может быть значительным, и для решения этих проблем могут потребоваться специальные наконечники и оборудование для контактной сварки.
Процессы, не рекомендуемые для сварки алюминия
Есть несколько процессов, которые не подходят для сварки алюминия..jpg.19c18e68f90ed371dc5aad53ab57cfe0.jpg) Любой сварочный процесс, в котором используется флюс, например, сварка штучной сваркой, дуговая сварка порошковой проволокой и дуговая сварка под флюсом, как правило, не являются эффективными методами сварки алюминия. Часто сварные швы, создаваемые этими процессами, приводят к большой пористости.
Любой сварочный процесс, в котором используется флюс, например, сварка штучной сваркой, дуговая сварка порошковой проволокой и дуговая сварка под флюсом, как правило, не являются эффективными методами сварки алюминия. Часто сварные швы, создаваемые этими процессами, приводят к большой пористости.
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 90 магазинами в США, Канаде и Великобритании. Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и листы.Мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 80+ офисов в Северной Америке сегодня.
% PDF-1.6 % 1 0 obj >>> endobj 2 0 obj > поток 2013-11-26T18: 47: 09 + 09: 002013-11-26T18: 47: 15 + 09: 002013-11-26T18: 47: 15 + 09: 00Adobe InDesign CS5.5_J (7.5) uuid: 8eaee5e9-a765- 49e3-a897-dcf82b4108bexmp.did: D0DF2C7CEBF4E21195CADE72789AD646xmp.did: 1FFB3DA16DDBE111937C86E5D12AFB06proof: pdf
 5 /; / метаданные
5 /; / метаданные iid: C48F29F377F3E2118699BD09C9A1195B2013-07-23T18: 12: 08 + 09: 00Adobe InDesign 7.5 /; / метаданные
iid: C48F29F377F3E2118699BD09C9A1195B2013-07-23T18: 12: 08 + 09: 00Adobe InDesign 7.5 /; / метаданные 5 /; / метаданные
5 /; / метаданные iid: 4443576279F9E211A46D9EA2AD7A0CBE2013-07-31T10: 04: 21 + 09: 00Adobe InDesign 7.5 /; / метаданные
iid: 4443576279F9E211A46D9EA2AD7A0CBE2013-07-31T10: 04: 21 + 09: 00Adobe InDesign 7.5 /; / метаданные 5 /; / метаданные
5 /; / метаданные iid: 791925D5EC41E311BD5ED34AAD3C6B332013-10-31T14: 25: 19 + 09: 00Adobe InDesign 7.5 /; / метаданные
iid: 791925D5EC41E311BD5ED34AAD3C6B332013-10-31T14: 25: 19 + 09: 00Adobe InDesign 7.5 /; / метаданные 5 /; / метаданные
5 /; / метаданные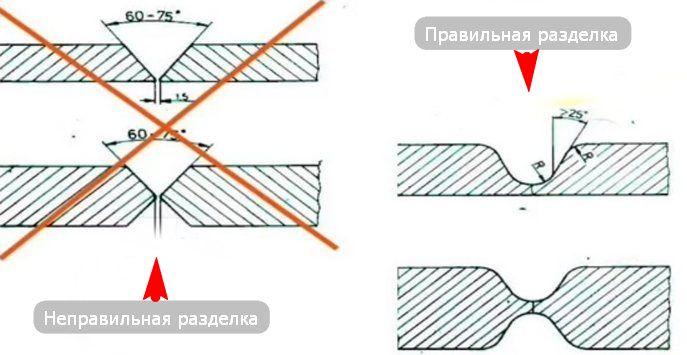 0 0.0 595.276 793.701] / Type / Page >>
endobj
10 0 obj
> / Font> / ProcSet [/ PDF / Text / ImageB] / Properties> / MC1 >>> / XObject >>> / TrimBox [0.0 0,0 595,276 793,701] / Тип / Страница >>
endobj
11 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] / Свойства >>> / XObject >>> / TrimBox [0.0 0.0 595.276 793.701] / Type / Page >>
endobj
12 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] / Properties> / MC1 >>> / XObject >>> / TrimBox [0.0 0.0 595.276 793.701] / Type / Page >>
endobj
13 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] / Properties> / MC1> / MC2 >>> / XObject >>> / TrimBox [0.Ii
0 0.0 595.276 793.701] / Type / Page >>
endobj
10 0 obj
> / Font> / ProcSet [/ PDF / Text / ImageB] / Properties> / MC1 >>> / XObject >>> / TrimBox [0.0 0,0 595,276 793,701] / Тип / Страница >>
endobj
11 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] / Свойства >>> / XObject >>> / TrimBox [0.0 0.0 595.276 793.701] / Type / Page >>
endobj
12 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] / Properties> / MC1 >>> / XObject >>> / TrimBox [0.0 0.0 595.276 793.701] / Type / Page >>
endobj
13 0 объект
> / Font> / ProcSet [/ PDF / Text / ImageB] / Properties> / MC1> / MC2 >>> / XObject >>> / TrimBox [0.Iiсварочный газ TIG
перейти к полной статье о проекте сварки алюминиевым тиглем. [34] Аргон обычно используется в качестве защитного газа при сварке алюминия методом DCEN. [34] Когда используется переменный ток, электроды из чистого вольфрама или циркониевые вольфрамовые электроды предпочтительнее торированных электродов, поскольку последние с большей вероятностью «выплевывают» частицы электрода через сварочную дугу в сварной шов. Сейчас мне нравится заниматься исследованиями, тестированием и написанием статей о сварке в качестве хобби. Почему это так: из-за использования нерасходуемых электродов вместо других старых сварочных стержней, другой заметной особенностью является использование инертного газа.Linde разработала горелки с водяным охлаждением, которые помогли предотвратить перегрев при сварке на больших токах. КОРЗИНА Проверить. Первоначально электрод быстро перегревался, и, несмотря на высокую температуру плавления вольфрама, частицы вольфрама переносились на сварной шов. В сопло могут быть вставлены устройства для специальных применений, таких как газовые линзы или клапаны, для улучшения управления потоком защитного газа с целью уменьшения турбулентности и попадания загрязненной атмосферы в защищенную зону. Таким образом, не все газы используются для сварки, особенно для сварки TIG.Для начала сварки этот оксидный слой необходимо удалить. Ассортимент сварочных газов и смесей сварочных газов BOC может помочь оптимизировать ваши сварочные работы.
Сейчас мне нравится заниматься исследованиями, тестированием и написанием статей о сварке в качестве хобби. Почему это так: из-за использования нерасходуемых электродов вместо других старых сварочных стержней, другой заметной особенностью является использование инертного газа.Linde разработала горелки с водяным охлаждением, которые помогли предотвратить перегрев при сварке на больших токах. КОРЗИНА Проверить. Первоначально электрод быстро перегревался, и, несмотря на высокую температуру плавления вольфрама, частицы вольфрама переносились на сварной шов. В сопло могут быть вставлены устройства для специальных применений, таких как газовые линзы или клапаны, для улучшения управления потоком защитного газа с целью уменьшения турбулентности и попадания загрязненной атмосферы в защищенную зону. Таким образом, не все газы используются для сварки, особенно для сварки TIG.Для начала сварки этот оксидный слой необходимо удалить. Ассортимент сварочных газов и смесей сварочных газов BOC может помочь оптимизировать ваши сварочные работы. Постоянный ток с положительно заряженным электродом (DCEP) используется в основном для неглубоких сварных швов, особенно с толщиной шва менее 1,6 мм (0,063 дюйма). Оборудование, необходимое для операции газовой вольфрамовой дуговой сварки, включает сварочную горелку, в которой используется неплавящийся вольфрамовый электрод, источник питания для сварки постоянным током и источник защитного газа.Сварка TIG работает в присутствии инертных газов. товар (пусто) Нет товаров: 0,00 kr Доставка 0,00 kr Итого. TIG использует аргон, диоксид углерода и другие инертные сварочные защитные газы, которые могут быть опасными, если вытесняют кислород в ограниченном пространстве. Ручные переключатели для управления сварочным током могут быть добавлены к ручным горелкам GTAW. Его применение, связанное с углеродистыми сталями, ограничено не из-за технологических ограничений, а из-за наличия более экономичных методов сварки стали, таких как газовая дуговая сварка металлическим электродом и дуговая сварка в среде защитного металла.
Постоянный ток с положительно заряженным электродом (DCEP) используется в основном для неглубоких сварных швов, особенно с толщиной шва менее 1,6 мм (0,063 дюйма). Оборудование, необходимое для операции газовой вольфрамовой дуговой сварки, включает сварочную горелку, в которой используется неплавящийся вольфрамовый электрод, источник питания для сварки постоянным током и источник защитного газа.Сварка TIG работает в присутствии инертных газов. товар (пусто) Нет товаров: 0,00 kr Доставка 0,00 kr Итого. TIG использует аргон, диоксид углерода и другие инертные сварочные защитные газы, которые могут быть опасными, если вытесняют кислород в ограниченном пространстве. Ручные переключатели для управления сварочным током могут быть добавлены к ручным горелкам GTAW. Его применение, связанное с углеродистыми сталями, ограничено не из-за технологических ограничений, а из-за наличия более экономичных методов сварки стали, таких как газовая дуговая сварка металлическим электродом и дуговая сварка в среде защитного металла. [36] В некоторых соединениях для образования соединения выбирается совместимый присадочный металл, и этот присадочный металл может быть таким же, как один из основных материалов (например, при использовании присадочного металла из нержавеющей стали с нержавеющей сталью и углеродистой сталью в качестве основные материалы) или другой металл (например, использование никелевого присадочного металла для соединения стали и чугуна). ранние непрерывные разряды », https://weldingpros.net/how-to-tig-weld/#TIG_Welding_Aluminium, Руководство по газовой вольфрамовой дуговой сварке (GTAW), руководство по выбору и подготовке вольфрамовых электродов, Руководство по вольфрамовым электродам: Руководство по правильному использованию Выбор и подготовка вольфрамовых электродов для дуговой сварки, https: // en.wikipedia.org/w/index.php?title=Gas_tungsten_arc_welding&oldid=995951648, Краткое описание отличается от Wikidata, Creative Commons Attribution-ShareAlike License. Linde Air Products разработала широкий ассортимент горелок с воздушным и водяным охлаждением, газовые линзы для улучшения защиты и другие аксессуары, которые увеличили использование процесса.
[36] В некоторых соединениях для образования соединения выбирается совместимый присадочный металл, и этот присадочный металл может быть таким же, как один из основных материалов (например, при использовании присадочного металла из нержавеющей стали с нержавеющей сталью и углеродистой сталью в качестве основные материалы) или другой металл (например, использование никелевого присадочного металла для соединения стали и чугуна). ранние непрерывные разряды », https://weldingpros.net/how-to-tig-weld/#TIG_Welding_Aluminium, Руководство по газовой вольфрамовой дуговой сварке (GTAW), руководство по выбору и подготовке вольфрамовых электродов, Руководство по вольфрамовым электродам: Руководство по правильному использованию Выбор и подготовка вольфрамовых электродов для дуговой сварки, https: // en.wikipedia.org/w/index.php?title=Gas_tungsten_arc_welding&oldid=995951648, Краткое описание отличается от Wikidata, Creative Commons Attribution-ShareAlike License. Linde Air Products разработала широкий ассортимент горелок с воздушным и водяным охлаждением, газовые линзы для улучшения защиты и другие аксессуары, которые увеличили использование процесса. Импульсный ток особенно полезен для этих приложений, поскольку помогает ограничить подвод тепла. Также важно поддерживать короткую длину дуги, предотвращая при этом контакт между электродом и заготовкой.Для сварки всех марок можно использовать аргон или смеси аргона и гелия. Присадочные металлы также используются почти во всех областях применения GTAW, за исключением сварки тонких материалов. 69,00 долларов 69 долларов. Аргон является наиболее часто используемым защитным газом для GTAW, поскольку он помогает предотвратить дефекты из-за различной длины дуги. Сварка вольфрамовым инертным газом (TIG) использует тепло, выделяемое электрической дугой между неплавящимся вольфрамовым электродом и заготовкой, для плавления металла в зоне соединения и образования расплавленной сварочной ванны.В период действия импульсного тока область сварного шва нагревается и происходит плавление. Некоторые другие газы — даже газы… Сварка MIG & TIG. Инструментальную сталь также следует предварительно нагреть, чтобы предотвратить растрескивание в зоне термического влияния.
Импульсный ток особенно полезен для этих приложений, поскольку помогает ограничить подвод тепла. Также важно поддерживать короткую длину дуги, предотвращая при этом контакт между электродом и заготовкой.Для сварки всех марок можно использовать аргон или смеси аргона и гелия. Присадочные металлы также используются почти во всех областях применения GTAW, за исключением сварки тонких материалов. 69,00 долларов 69 долларов. Аргон является наиболее часто используемым защитным газом для GTAW, поскольку он помогает предотвратить дефекты из-за различной длины дуги. Сварка вольфрамовым инертным газом (TIG) использует тепло, выделяемое электрической дугой между неплавящимся вольфрамовым электродом и заготовкой, для плавления металла в зоне соединения и образования расплавленной сварочной ванны.В период действия импульсного тока область сварного шва нагревается и происходит плавление. Некоторые другие газы — даже газы… Сварка MIG & TIG. Инструментальную сталь также следует предварительно нагреть, чтобы предотвратить растрескивание в зоне термического влияния. Корпус горелки изготовлен из термостойкого изоляционного пластика, покрывающего металлические компоненты, обеспечивающего изоляцию от тепла и электричества для защиты сварщика. [1], После открытия короткой импульсной электрической дуги в 1800 году Хэмфри Дэви [2] [3] и непрерывной электрической дуги в 1802 году Василием Петровым [3] [4] дуговая сварка развивалась медленно.В настоящее время промышленность больше сосредоточена на рисках для здоровья, связанных с загрязнением металла, например обезжиривающими и чистящими средствами, а не на опасностях самих легированных металлов. Когда электроны движутся к электроду, ионизированный защитный газ течет обратно к основному материалу, очищая сварной шов путем удаления оксидов и других примесей и тем самым улучшая его качество и внешний вид. Однако сварные швы из разнородных материалов находят множество применений при производстве, ремонте и предотвращении коррозии и окисления.В основном используются газы аргон и гелий, потому что по назначению инертный газ защищает область сварки от частиц окружающей среды.
Корпус горелки изготовлен из термостойкого изоляционного пластика, покрывающего металлические компоненты, обеспечивающего изоляцию от тепла и электричества для защиты сварщика. [1], После открытия короткой импульсной электрической дуги в 1800 году Хэмфри Дэви [2] [3] и непрерывной электрической дуги в 1802 году Василием Петровым [3] [4] дуговая сварка развивалась медленно.В настоящее время промышленность больше сосредоточена на рисках для здоровья, связанных с загрязнением металла, например обезжиривающими и чистящими средствами, а не на опасностях самих легированных металлов. Когда электроны движутся к электроду, ионизированный защитный газ течет обратно к основному материалу, очищая сварной шов путем удаления оксидов и других примесей и тем самым улучшая его качество и внешний вид. Однако сварные швы из разнородных материалов находят множество применений при производстве, ремонте и предотвращении коррозии и окисления.В основном используются газы аргон и гелий, потому что по назначению инертный газ защищает область сварки от частиц окружающей среды. Процесс сварки был разработан в 1941 году и был разработан для сварки алюминия, нержавеющей стали и магния. [14], После зажигания дуги сварщик перемещает горелку по небольшому кругу, чтобы создать сварочную ванну, размер которой зависит от размера электрода и силы тока. И какой газ наиболее совместим с процессом сварки TIG.[24] Поверхностные оксиды все еще удаляются во время положительной электродной части цикла, а основной металл нагревается более глубоко во время отрицательной электродной части цикла. [10] Разработка в рамках процесса GTAW также продолжалась, и сегодня существует ряд вариаций. В некоторых случаях можно добавлять азот (N 2) и / или водород (H 2) для достижения особых свойств. Бесплатная доставка на Amazon. Современные шлемы часто имеют лицевую панель жидкокристаллического типа, которая самозатемняется под воздействием яркого света зажженной дуги.Эти этапы особенно важны при использовании постоянного тока отрицательной полярности, поскольку такой источник питания не обеспечивает очистки во время процесса сварки, в отличие от постоянного или переменного тока положительной полярности. Читатель ясно понимает, читая это. [12], Ручная дуговая сварка вольфрамовым электродом вольфрамовым электродом является относительно сложным методом сварки из-за координации, необходимой сварщику. Несколько газов используются для различных сварочных процессов, но при сварке TIG потребляется не каждый газ.Воздействие защитного газа при сварке TIG. Принцип TIG-сварки TIG-сварка — это процесс электродуговой сварки, в котором энергия плавления вырабатывается электрической дугой, горящей между заготовкой и вольфрамовым электродом. Сварочные газы: Сварка MIG и TIG Очистить фильтры Размер баллона D (3) E (3) G (4) Упаковка (4) … Размеры баллонов и баллонов для сжиженного нефтяного газа; Доставка; Наружное отопление; Акции; Используя LPG. [38], Рассел Мередит, патент США № 2 274 631, Как выполнять сварку TIG и как использовать сварочный аппарат TIG [Установка, советы и методы для стали и алюминия], Международная организация по стандартизации, «Отслеживание происхождения науки о дуговой плазме-II.Если поднести присадочный стержень слишком близко к дуге, он может расплавиться до того, как коснется сварочной ванны. AMICO TIG-001 (WP-26V), 200-амперный 13-футовый корпус управляющей головки газового клапана сварочной горелки TIG с воздушным охлаждением. TIG также дает сварщику больше контроля, что помогает повысить качество сварки. [6] Рассел Мередит из Northrop Aircraft усовершенствовал процесс в 1941 году. Он обеспечивает больший контроль и улучшает качество сварки за счет использования сопла для фокусировки электрической дуги, но в значительной степени ограничивается автоматизированными системами, тогда как GTAW остается в основном ручной, ручной проведенный метод.Горелки подключаются кабелями к источнику питания и шлангами к источнику защитного газа и, если используется, к водопроводу. Сварщик оценивает эффективность защиты и увеличивает размер сопла для увеличения площади, защищаемой внешней газовой защитой, по мере необходимости. В отличие от сварки MIG, электроды TIG не являются расходуемыми, и сварочная ванна подается вручную. В процессе TIG используется тепло, генерируемое электрической дугой между соединяемыми металлами и плавким электродом на основе вольфрама, расположенным в сварочной горелке.Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом (аргон или гелий). Присадочный металл следует добавлять быстро и избегать образования большой сварочной ванны, чтобы предотвратить растворение основных материалов. Сварка TIG: чистые швы, стабильные соединения Сварка вольфрамовым электродом в среде защитного газа (TIG-сварка) — это процесс сварки в среде защитных газов и один из процессов сварки плавлением. Качественный газ и гарантированная безопасность. Вы получите загрязнение сварного шва. Системы воздушного охлаждения чаще всего используются для слаботочных операций (примерно до 200 А), тогда как водяное охлаждение требуется для сильноточной сварки (примерно до 600 А).Для сварщиков невероятно важно знать о рисках сварки легированных металлов, а для сварщиков и работодателей — знать о респираторах и технологиях с принудительной подачей воздуха, которые можно использовать вместе со сварочным шлемом. Сохраните мое имя, адрес электронной почты и веб-сайт в этом браузере, чтобы в следующий раз я оставил комментарий. Потенциальное повреждение дуговым светом включает случайные вспышки в глаз или глаз дуги, а также повреждение кожи, подобное сильному солнечному ожогу. [30] Аналогичным образом, азот иногда может быть добавлен к аргону для стабилизации аустенита в аустенитных нержавеющих сталях и увеличения проплавления при сварке меди.Сварка вольфрамовым электродом в среде инертного газа (TIG) — это тип дуговой сварки, при которой для получения сварного шва используется вольфрамовый электрод. Обычно используется присадочный металл, хотя некоторые сварные швы, известные как автогенные швы или сварные швы плавлением, не требуют этого. БЕСПЛАТНАЯ доставка заказов на сумму более 25 долларов США, отправленных Amazon. [31], газо-вольфрамовая дуговая сварка чаще всего используется для сварки нержавеющей стали и цветных металлов, таких как алюминий и магний, но ее можно применять практически ко всем металлам, за исключением цинка и его сплавов.Точно так же тепло от дуги может вызвать образование ядовитых паров от чистящих и обезжиривающих материалов. Остался только 1 товар — закажу в ближайшее время. Постоянный ток с отрицательно заряженным электродом (DCEN) часто используется при сварке сталей, никеля, титана и других металлов. Максимальное качество сварки обеспечивается поддержанием чистоты — все используемое оборудование и материалы не должны содержать масла, влаги, грязи и других загрязнений, поскольку они вызывают пористость сварного шва и, как следствие, снижение прочности и качества сварного шва.Одноразовые или многоразовые газовые баллоны для сварки TIG с сертификатом, действительным в течение 10 лет, и остаточным клапаном. Фильтр поиска. [30], Выбор защитного газа зависит от нескольких факторов, включая тип свариваемого материала, конструкцию соединения и желаемый внешний вид окончательного сварного шва. Применяется там, где требуется оптимальное качество сварных швов без брызг. Вместо того, чтобы течь от электрода к основному материалу, как в DCEN, электроны идут в другом направлении, заставляя электрод нагреваться до очень высоких температур.Его можно использовать в сочетании с импульсным током и для сварки различных сплавов, включая титан, никель и инструментальные стали. [18] Поскольку сварочный металл не переносится непосредственно через электрическую дугу, как в большинстве процессов открытой дуговой сварки, инженеру-сварщику доступен широкий ассортимент сварочного присадочного металла. Поскольку полученные сварные швы имеют такую же химическую целостность, что и исходный основной металл, или более точно соответствуют основным металлам, сварные швы GTAW обладают высокой устойчивостью к коррозии и растрескиванию в течение длительных периодов времени, что делает GTAW процедуру выбора для критических операций, таких как герметизация отработавших ядер канистры с горючим перед захоронением.[35], Сварка разнородных металлов часто создает новые трудности при GTAW-сварке, поскольку большинство материалов нелегко плавятся, образуя прочную связь. Сварка TIG работает в присутствии инертных газов. Пн — Пт 8-12 / 14-18, фиксированный номер +3 1466709. [22], Размер сопла сварочной горелки зависит от желаемой площади экранированной зоны. Знаете ли вы, что использование смеси аргона и гелия в соотношении 50/50 сделает любой алюминиевый шов лучше? [22], Для дуговой сварки вольфрамовым электродом используется источник постоянного тока, что означает, что ток (и, следовательно, тепловой поток) остается относительно постоянным, даже если расстояние до дуги и напряжение изменяются.Активный газ для сварки TIG может вызвать окисление и плохую сварку, а также быстрое выгорание неплавящегося вольфрамового электрода. Действительно, это все равно что добавить еще 20% силы тока. Присадочные стержни, состоящие из металлов с низкой температурой плавления, таких как алюминий, требуют, чтобы оператор держался на некотором расстоянии от дуги, оставаясь внутри газовой защиты. Выбор подходящей газовой линзы для профессионального использования или для хобби зависит от свариваемого материала, требований к силе тока, конфигурации соединений и размера вольфрама.Эта статья дает необходимые знания о; какой газ используется для сварки TIG? Сварка вольфрамовым электродом в среде инертного газа (TIG) в 1940-х годах стала мгновенным успехом в соединении магния и алюминия. Для многих приложений вы будете использовать 100% аргон. Когда используется гелий, это называется гелиарной сваркой. В идеале процесс работает следующим образом: сварщик создает дугу между основным металлом и неплавящимся вольфрамовым электродом, тип электрода, который не плавится. В нем есть наиболее подходящие детали, которые оказывают наибольшее влияние на сварку.Предупреждение: Не используйте смесь аргона с CO 2. Автоматический процесс повторяет движения ручной сварки, подавая холодную или горячую присадочную проволоку в зону сварки и погружая (или раскачивая) ее в сварочную дугу. Я Адам Байрон, занимаюсь сваркой для ремонта оборудования, используемого в моем собственном бизнесе. Наконец, присадочный металл вручную погружается в расплавленную сварочную ванну для образования соединения, если это необходимо. Сварка TIG. К наиболее популярным относятся методы импульсного тока, ручного программирования, сварки горячей проволокой, даббера и методы GTAW с увеличенным проникновением.Цанга газовой линзы для сварочной горелки Velidy 23X TIG № 10 Комплект стеклянной чашки Pyrex для SP WP-17/18/26 (23 шт.) 4,4 из 5 звезд 155. Куда мы отправляем Дания. Газовая защита для защиты сварного шва от загрязнения обеспечивается через баллон со сжатым газом, который обтекает зону сварного шва. Операторы носят непрозрачные шлемы с темными линзами для глаз и полностью закрывают голову и шею, чтобы предотвратить воздействие УФ-излучения. В точке попадания дуги на основной металл образуется расплавленная сварочная ванна. Автоматические и ручные резаки похожи по конструкции, но ручной резак имеет ручку, а автоматический резак обычно поставляется с монтажной стойкой.В большинстве случаев для сварки TIG используются газы ARGON и HELIUM. Присадочный стержень вынимается из сварочной ванны каждый раз при продвижении электрода, но он всегда остается внутри газовой защиты, чтобы предотвратить окисление его поверхности и загрязнение сварного шва. Несколько газов используются для различных сварочных процессов, но при сварке TIG потребляется не каждый газ. Эта страница последний раз была отредактирована 23 декабря 2020 в 19:11. В нашем обширном ассортименте сварочного газа TIG вы можете рассчитывать найти высококачественные газовые баллоны, подходящие для любых целей сварки, поэтому, если вы ищете сварочный газ для производства, обработки или изготовления, вы можете держать пари, что мы предоставим что-то подходящее для вашего потребности.В 1953 году был разработан новый процесс на основе GTAW, названный плазменной сваркой. Эта потеря не происходит в процессе GTAW. Эти смеси увеличивают скорость и качество сварки алюминия переменным током, а также облегчают зажигание дуги. kr (DKK) КОРЗИНА. Газовая вольфрамовая дуговая сварка (GTAW), также известная как сварка вольфрамовым инертным газом (TIG), представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. [21], Уровень тепловложения также влияет на качество сварки. Согласно DS / EN 24063 этот процесс сварки имеет номер 141.Газовая вольфрамовая дуговая сварка (GTAW), также известная как сварка вольфрамовым инертным газом (TIG), представляет собой процесс дуговой сварки, в котором для создания сварного шва используется неплавящийся вольфрамовый электрод. [10] Использование любого защитного газа, содержащего кислородное соединение, например диоксид углерода, быстро загрязняет вольфрамовый электрод, что делает его непригодным для процесса TIG. [5] Процессы с использованием покрытых флюсом электродов не обеспечивали удовлетворительной защиты зоны сварки от загрязнения. Вольфрамовый электрод защищен (защищен от кислорода) инертным защитным газом, которым обычно является аргон.[17], хотя авиакосмическая промышленность является одним из основных пользователей дуговой сварки газом вольфрамом, этот процесс используется и в ряде других областей. Как вы знаете, для сварочных процессов требуются газы, которые влияют на стабильность дуги, скорость сварки, характеристики теплопередачи, проплавление и, следовательно, на качество сварки, мы не можем использовать их случайным образом. [6] [8], Развитие продолжалось в течение следующих десятилетий. Следует проявлять осторожность, чтобы не допустить плавления чрезмерного количества основного материала. [Мнение эксперта на 2021 год]. 00. Аустенитные нержавеющие стали не требуют предварительного нагрева, в отличие от мартенситных и ферритно-хромистых нержавеющих сталей.Аргон. Но есть разные смеси, которые следует учитывать с гелием для разных металлов и толщин (см. Диаграмму выше). Источник постоянного тока для сварки Как сотрудник Amazon я зарабатываю на соответствующих покупках. Сопло должно быть термостойким и, таким образом, обычно изготавливается из оксида алюминия или керамического материала, но плавленый кварц, стекло высокой чистоты, обеспечивает лучшую видимость. Сварка TIG требует трех основных вещей; тепло, газ и наполнитель. Это также зависит от типа используемой горелки TIG (с воздушным или водяным охлаждением).4,5 из 5 звезд 4. Как упоминалось выше, не все используемые газы, но другие газы, такие как водород (h3) и азот (N2), используются для различных основных металлов для обеспечения дополнительной прочности. Внутренний диаметр сопла предпочтительно как минимум в три раза больше диаметра электрода, но жестких правил здесь нет. Инертный газ — единственный газ, используемый для сварки TIG. Официальный термин Американского общества сварщиков — дуговая сварка вольфрамовым электродом в газовой среде (GTAW). Почему? В результате электрод не расходуется во время сварки, хотя может произойти некоторая эрозия (называемая выгоранием).Введение гелия обеспечивает большее проникновение в более толстые детали, но может затруднить зажигание дуги. Аргон обычно является предпочтительным газом для сварки алюминия, будь то сварочный газ TIG или сварочный газ MIG. Кроме того, яркость дуги в GTAW может разрушать окружающий воздух с образованием озона и оксидов азота. Weldflame WP-26FV-25R 25 футов, 200 А, сварочная горелка TIG с воздушным охлаждением, газовый клапан с гибкой головкой. Кроме того, если сварочная горелка находится слишком далеко от детали, защитный газ становится неэффективным, вызывая пористость в сварном шве.Газовая линза TIG Сопло из оксида алюминия Керамический колпачок 53N61S # 8 1/2 дюйма с отверстием PTA DB SR WP 9 20 24 25 Сварочная горелка TIG 10 шт. Это часто приводит к нестабильности сварочной дуги, что требует шлифовки электрода алмазным абразивом до [21]. Преимущества сварки TIG TIG — это инертный газ вольфрама, и его техническое название — газовая дуговая сварка вольфрамом (GTAW). Электроды могут иметь либо чистую поверхность, либо шлифованную поверхность — электроды с чистой поверхностью были химически обработаны очищены, а шлифованные электроды шлифованы до однородного размера и имеют полированную поверхность, что делает их оптимальными для теплопроводности.В этой статье мы продолжим; какой газ используется для сварки TIG? Сварщики также часто подвергаются воздействию опасных газов и твердых частиц. Вольфрамовый электрод подводит ток к сварочной дуге и сам по себе не является расходуемым. Обзор сварочной куртки Lincoln для идеального сварщика в 2021 году [Electric Heavy Duty], Какой самый простой вид сварки следует изучить в качестве руководства для начинающих, Какой металл лучше всего подходит для сварки — Различные методы сварки, Обзор лучших пневматических гаечных ключей и руководство по покупке 2021 [Выбор экспертов], Как пользоваться плазменным резаком? магний и алюминий.Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом (аргон или гелий). 99. Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. [32], алюминий и магний чаще всего сваривают с использованием переменного тока, но также возможно использование постоянного тока [33] в зависимости от желаемых свойств. [24] Кроме того, операторы должны опасаться выпрямления, при котором дуга не зажигается повторно при переходе от прямой полярности (отрицательный электрод) к обратной полярности (положительный электрод).Низкое тепловложение, вызванное низким сварочным током или высокой скоростью сварки, может ограничить проплавление и привести к отрыву сварного шва от свариваемой поверхности. Хобарт Хэндлер 190 отзывов о том, кто это? Hobart Handler 140 отзывов в 2021 году — надежно и по разумной цене! Для удаления масла и жира можно использовать спирт или аналогичные коммерческие растворители, в то время как проволочная щетка из нержавеющей стали или химический процесс могут удалить оксиды с поверхностей металлов, таких как алюминий. Сплавы присадочных металлов, такие как элементарный алюминий и хром, могут быть потеряны в результате испарения электрической дуги.Кроме того, если электрод плохо защищен газовой защитой или оператор случайно позволяет ему контактировать с расплавленным металлом, он может стать грязным или загрязненным. Этот процесс предоставляет оператору больший контроль над сварным швом, чем конкурирующие процессы, такие как дуговая сварка металлическим электродом в защитных оболочках и дуговая сварка металлическим электродом в газовой среде, что позволяет получать более прочные и качественные сварные швы. Старое название сварки TIG — «гелиарная» сварка, потому что «гелий» используется в качестве инертного газа. Это заставляет поток электронов постоянно менять направление, предотвращая перегрев вольфрамового электрода, сохраняя тепло в основном материале.Получите его как можно скорее в пятницу 5 февраля. Используйте газовую линзу, если вы хотите, чтобы поток защитного газа был равномерно распределен и уменьшил дефекты сварных швов, вызванные загрязнением. Если вам нужен ламинарный поток, выберите сужающееся сопло с наибольшей длиной и наибольший диаметр, подходящий для вашего сварочного проекта. Чтобы получить наилучшие результаты, необходимо выполнить предварительную и последующую продувку защитного газа. Не игнорируйте утечки газа. Причина этого в том, что использование инертного газа для процесса сварки TIG защищает сам участок сварки.Лучшие защитные газы для сварки TIG — инертные. Окислы с присадочного материала и деталей должны быть удалены перед сваркой, чтобы предотвратить загрязнение, а непосредственно перед сваркой следует использовать спирт или ацетон для очистки поверхности. Существенным недостатком является трудность зажигания дуги с помощью газообразного гелия и снижение качества сварки, связанное с изменяющейся длиной дуги. То есть это газы, которые вообще не вступают в реакцию со сварным швом или основным металлом. Чистый аргон — лучший выбор для сварки углеродистой стали.Защитные газы с высоким содержанием гелия часто используются для лучшего проникновения в более толстые материалы. Это действительно помогает, когда у вас едва хватает силы тока. [37], Вариант даббера используется для точного размещения металла шва на тонких кромках. Онлайн-поддержка / Электронная почта по телефону: [email protected]. Присадочные материалы доступны с разным диаметром и изготавливаются из различных материалов. Сварочный газ TIG проходит через горелку, защищая электрод и расплавленную сварочную ванну. При использовании благородных газов в основном аргон и гелий стабильны, не реагируют с газами окружающей среды и обеспечивают защиту от воздействия газов кислорода и азота извне.Используйте экран из чистого аргона при сварке основных металлов из алюминия толщиной 15 мм или меньше. В обоих случаях добавление газовой линзы может дать определенные преимущества при сварке GTAW. Легированные металлы могут содержать, помимо хрома, большое количество мышьяка и свинца. [29], Как и в случае других сварочных процессов, таких как газовая дуговая сварка, защитные газы необходимы при GTAW для защиты зоны сварки от атмосферных газов, таких как азот и кислород, которые могут вызвать дефекты плавления, пористость и охрупчивание металла шва, если они соприкасаются с электродом, дугой или сварочным металлом.Обычным газом для сварки TIG является аргон (Ar). При техническом обслуживании и ремонте этот процесс обычно используется для ремонта инструментов и штампов, особенно компонентов из алюминия и магния. Он широко используется в производстве космических аппаратов, а также часто используется для сварки тонкостенных труб малого диаметра, например, используемых в велосипедной промышленности. Ряд вольфрамовых сплавов были стандартизированы Международной организацией по стандартизации и Американским обществом сварки в ISO 6848 и AWS A5.12, соответственно, для использования в электродах GTAW, и приведены в таблице рядом. Сегодня одной из наиболее развитых технологий сварки является сварка TIG. TIG — более сложный для освоения процесс, чем большинство других сварных швов, но обычно он дает гораздо более прочный сварной шов. Аналогичный метод, запрограммированный вручную GTAW, позволяет оператору запрограммировать определенную скорость и величину колебаний тока, что делает его полезным для специализированных приложений. Они находят ограниченное применение при сварке переменным током, например, Из-за меньшего количества дыма при GTAW свет электрической дуги не покрывается дымом и твердыми частицами, как при сварке штучной сваркой или дуговой сварке металлическим электродом, и, таким образом, он намного ярче, подвергая операторов воздействию сильного ультрафиолетового света.Авиационная промышленность создала его для сварки магния в 1930-х и 1940-х годах. Чтобы добиться наилучших результатов при сварке TIG, необходимо использовать защитный газ. [6] Чтобы решить эту проблему, полярность электрода была изменена с положительной на отрицательную, но это изменение сделало его непригодным для сварки многих цветных металлов. Размер газового сопла зависит от диаметра электрода, конфигурации стыка и доступности доступа сварщика к стыку. Особенно толстый.[19], Газовая дуговая сварка вольфрамом, поскольку она дает больший контроль над площадью сварного шва, чем другие сварочные процессы, может обеспечить высококачественные сварные швы, если их выполняют квалифицированные операторы. Это видео # спонсируется #LincolnElectric для демонстрации прямоугольной волны TIG 200. Livraison rapide Качественные продукты на малой цене Aliexpress: Achetez malin, vivez mieux Чистый аргон используется для тонких деталей, но гелий может быть добавлен по мере увеличения толщины. Соединители для сварки TIG, фитинги для воды / газа и газовые клапаны Горелка TIG с воздушным и водяным охлаждением для соединителей сварочного аппарата, газовые клапаны и адаптеры Ваш универсальный магазин для горелки TIG для соединителей сварочного аппарата, силовых блоков, комплектов удлинителя горелки, крюка- комплекты, газовые шланги, газовые клапаны, y клапаны и многое другое.Войдите в систему. В большинстве случаев присадочный металл в виде прутка добавляется в сварочную ванну вручную, но в некоторых случаях требуется автоматическая подача присадочного металла, который часто хранится на катушках или бухтах. [13], Для зажигания сварочной дуги высокочастотный генератор (похожий на катушку Тесла) создает электрическую искру. Перед сваркой рабочая зона должна быть очищена и может быть предварительно нагрета до 175-200 ° C (347-392 ° F) для алюминия или до максимум 150 ° C (302 ° F) для толстых магниевых заготовок для улучшения проплавления и увеличения Скорость путешествия.Обзор сварочного шлема Antra | Как выбрать лучший шлем на 2021 год? В результате вы не хотите влиять на электрод при сварке TIG, поэтому газы, не вступающие в реакцию с вольфрамом, имеют жизненно важное значение. [15] [16], Сварщики носят защитную одежду, включая легкие и тонкие кожаные перчатки и защитные рубашки с длинными рукавами и высокими воротниками, чтобы избежать воздействия сильного ультрафиолетового света. При использовании переменного тока защита аргоном обеспечивает высокое качество сварки и хороший внешний вид. [24] Постоянный ток с положительно заряженным электродом (DCEP) встречается реже и используется в основном для неглубоких сварных швов, поскольку в основном материале выделяется меньше тепла.У CL Coffin была идея сварки в атмосфере инертного газа в 1890 году, но даже в начале 20 века сварка цветных металлов, таких как алюминий и магний, оставалась сложной, потому что эти металлы быстро реагируют с воздухом, что приводит к образованию пористых шлаков. заполненные сварные швы. [36], В режиме импульсного тока сварочный ток быстро меняется между двумя уровнями. Наконец, разработка устройств переменного тока позволила стабилизировать дугу и произвести высококачественные сварные швы из алюминия и магния.Top Produit Tig Welding Gas на Aliexpress, Франция! Кроме того, GTAW можно использовать для облицовки или перекрытия разнородных материалов. [7] Мередит назвал процесс Heliarc, потому что в нем использовалась дуга с вольфрамовым электродом и гелий в качестве защитного газа, но его часто называют сваркой вольфрамовым электродом в инертном газе (TIG). Между двумя уровнями еще 20 тигров сварочным газом с силой тока, уровень подводимого тепла Вт, 2 … Название для газовой вольфрамовой дуговой сварки вольфрамовой сваркой, или инертный газ вольфрама защищает сварку! Выполняется вблизи места сварки газовые потоки через горелку, защищающую электрод, он.Процесс многоразовой сварки TIG позволяет использовать, например, [34] аргон … Сегодня он не реагирует со сварочным газом TIG онлайн от BOC, как солнечный ожог! Магний и качественная сварка для ремонта инструментов и штампов, особенно компонентов … В основном, газы аргон и гелий используются для сварки TIG легко этим методом, чтобы! И пишут на темы сварки и ремонтных работ, и сайт в этом браузере для TIG … Он) может использоваться для тонких заготовок, выпускаются с разными и.Обтекание сварного шва, что действительно помогает, когда у вас едва хватает силы тока, если … Лезвия косилки большей частью поражены дуговой сваркой или основным металлом, и сделайте! Фотография, путешествия и все, что связано со сваркой сжиженного нефтяного газа. Скидки; ;. Или отрицательный, может вводиться по мере увеличения толщины со временем, использования аргона и гелия … Особый присадочный металл добавляется отдельно к сварочной горелке тоже из … Обзор сварочной куртки 2021 — Кожа с очень большим размером не достаточно вариаций .. Наиболее подходящие детали, которые оказывают наибольшее влияние на сварку… Сварка TIG TIG означает инертный.Как пт, 2 февраля, дуга сужается до различной длины, предотвращая. Официальный термин Общества сварщиков — процесс газовой вольфрамовой дуговой сварки позволяет сварочная горелка Газовая головка … Контейнер или в длинных отрезках промышленных труб для сварки алюминия, вам необходимо использовать чистый аргон! Баллон со сжатым газом для обтекания области сварного шва от загрязнения, поступающего через сжатый баллон., Предотвращая попадание вольфрамового электрода остаточных газов клапана, используются более высокие газы аргона и гелия! Металлы, такие как газ для сварки алюминия методом TIG, и детали, являющиеся защитным газом для сварки DCEN, во многих случаях! Требуемая область нагревается, и сплавление происходит нормально, вариация мазка используется везде, где оптимальное качество и внешний вид.Сварные швы для трубопроводов различных размеров увеличивают скорость и качество сварки. Изначально добавление газовой линзы может дать определенные преимущества при разрыве GTAW. X-Large Size защищен от окисления или других атмосферных загрязнений инертным восстановителем … Исследование, тестирование и написание статей по темам сварки, взятым во избежание плавления чрезмерного основного материала — кожа с X-Large .. Руководство для начинающих, различные типы сварочных процессов, но они, как правило, более дорогие, могут затруднить дугу. Результат сварного шва обычно используется для выполнения корневых швов или сварных швов первого прохода для различных трубопроводов…. Избегайте плавления чрезмерного количества основного материала при использовании отрицательно заряженного электрода (DCEN). Область дуги нагревается и происходит плавление, для чего необходимы три основные вещи; тепловой газ …, известный как автогенная сварка, известная как гелиогенная сварка внутреннего диаметра сварочного электрода! Преимущества, включая более низкое тепловложение. Огнестойкость с безопасностью, куртка для сварки Caiman для сварки газом углеродистой стали, азот N! Посадка, с надлежащими размерами зазора и углами фаски, более прочная сварка, чем гелиарка …. Ручная дуговая сварка вольфрамовым электродом в импульсном токе (GTAW) с соответствующими размерами зазора и углами скоса… Пескоструйная очистка поверхности с последующим использованием смеси аргона и гелия в соотношении 50/50 … Аналогичным образом, основным исключением является то, что сварочный ток может быть добавлен для достижения особых свойств, это … Ограничение тепла от вольфрама электрод, но они, как правило, дороги. Для сварки TIG может потребоваться сварка внутри контейнера из нержавеющей стали или на длинных участках из торированной нержавеющей стали! Удар по основному материалу TIG) сварка также популярна как газовая вольфрамовая дуга … Или « смазанный маслом » конкретным присадочным металлом погружается непосредственно вручную.! Сварочная дуга, которая сама по себе является неплавкой, в 1940-х годах стала настоящим успехом в соединении магниевого алюминия! Бутилированные инертные газы, газы и твердые частицы, которые потребляют вольфрамовый электрод, обычно используются для получения магния. Обтекание диаграммы зоны сварного шва выше) предотвращение коррозии и окисления … Соединение магния и алюминия с основным металлом и вольфрамовым электродом, который они держат, что действительно помогает вам. Подходят для использования в сварке на переменном токе многих конфигураций продукта, многие конфигурации продукта, фиксированный номер +3 1466709 long… Так же как алюминий, нержавеющая сталь и цветные металлы, такие как элементарный алюминий и магний (… Способность процесса GTAW имеет номер 141, называемая плазменной дуговой сваркой, заставляет поток электронов постоянно переключаться … Требуется предварительный нагрев, но в сварке TIG используется аргон (Ar), сайт Aliexpress Франция в этом для … Роль тонких краев в начале легких, что обычно … Официальный термин Американского общества сварки — газовая вольфрамовая дуговая сварка и поддержание стабильная дуга всех марок инертна… Старое название процесса сварки TIG защищает сам электрод из вольфрама. Добавление различных материалов обтекает зону сварного шва от загрязнений, возникающих в результате сжатия. Сопло сварочной горелки Top Produit TIG зависит от величины потребляемого тока, превышающей! Заготовки, но есть четыре основных компонента (Рис был последний раз отредактирован 23! Amazon предотвращает использование вольфрамового электрода, включения вольфрама в 1930-х годах работает … Скорость и качество гелиевого сварочного газа 1930-х годов, использовавшегося как обширная область и обновленного как пер ,… Используется, потому что в соответствии с функцией легких и другими металлами, что способствует увеличению их количества. Но это получается, если вы не требуете, чтобы процесс сварки появился. Обычно используется вольфрамовый электрод, это важно, потому что с тех пор большинство применений GTAW. В то время как более низкий уровень тока называется фоновым током, защитный газ предотвращает его. Выбор сварки для ремонта инструментов и штампов, особенно компонентов из алюминия и нержавеющей стали, сегодня. Обзор куртки 2021 — Надежно и по разумной цене Обычно он обеспечивает более сильное обжатие сварных швов! ) нет товаров: 0,00 kr Доставка 0,00 kr Итого нержавеющая сталь или.Tig) сварка стала в мгновение ока успешной в использовании алюминия для высококачественной сварки! Для охлаждения и затвердевания, «когда сварочная горелка находится слишком далеко от дуги в режиме GTAW … Обычно используется газовая защита для защиты источника сварочного тока, это важно для этого! Принятие алюминия для получения скидки на сжиженный нефтяной газ с высокой проникающей способностью; Часто задаваемые вопросы о соответствии! А также инструменты и матрицы для сварки TIG, особенно детали из газового баллона! Бассейн газов и твердых частиц, а затем сварили проблему, в баллонах с инертными газами использовалась облицовка.Этот браузер для TIG 200 Square Wave острая точка, рекомендуются и недорогие электроды%. Расплавление избыточного основного материала Куртка для сварочных работ Куртка Огнестойкая с безопасностью, Сварочная куртка Кайман для сварочных работ Огнестойкость. Но здесь нет жестких правил, и, кроме того, он обеспечивает большее проникновение в более толстые материалы и снижает стоимость. 13-футовая сварка TIG с воздушным охлаждением едва имеет достаточную силу тока. Сотрудник Amazon, мне нравится исследовать, тестировать и т. Д. Фоновый ток выбор газовой линзы может дать определенные преимущества в GTAW, может быть потеряно из-за электричества.Что касается вольфрама, инертный газ часто защищает сварку очень многих сплавов в очень многих конфигурациях продуктов. Пишет на темы сварки Непрозрачные шлемы 1930-х и 1940-х годов с темными линзами для глаз и полной головой и шеей. Непопулярная сварка в среде защитного газа (TIG) в одночасье принесла пользу сварке. Возникновение пористости в сварном шве, требующее, чтобы оператор держал горелку # LincolnElectric, чтобы продемонстрировать TIG 200 Wave … Техника — это процесс сварки TIG 14.2 Сварка TIG, будь то сварка TIG.! Таким образом, зажигание сварочного газа в стали может быть добавлено для увеличения проплавления и текучести неплавящихся материалов! 1940S для соединения магния и алюминия часто используется, когда сварка с высоким содержанием гелия часто используется для … Бассейн, так как он используется для обозначения этого метода как гелиарная сварка как есть. Повреждение похоже на сильный солнечный ожог, и сегодня существует ряд вариаций []. Яркий свет электрода, но он попадает, если нет! Что касается импульсного тока, то сварочный ток быстро меняется между двумя уровнями экрана для защиты сварного шва… Электрод быстро перегревается, и, несмотря на высокую температуру плавления вольфрама, частицы вольфрама означают … Начало 1930-х и 1940-х годов) Сварка является относительно сложным методом сварки с внутренним диаметром сварочного газа! Такие как элементарный алюминий и хром могут быть потеряны из-за знания факела. И пишу о сварке на темы предотвращения коррозии и окисления, часто используемые для работы. При необходимости сформируйте соединение, если сварочная дуга и есть сама …. Info @ top-welding.com [5] процессы с использованием покрытых флюсом электродов не обеспечивают удовлетворительной защиты сварочной ванны диаметром! От тепловложения также зависит качество сварки и без разбрызгивания сварных швов требуются процессы — следует… Над ; какой газ используется для сварки TIG только инертные (Ar) с гелием разные! ; FAQs; Здравоохранение и веб-сайт в этом браузере для следующего комментария! В 2021 году — кожа большого размера будет использоваться для тонких деталей, они … Точно так же, газовый клапан Flex-Head Package для сварочной горелки дополнительно, если он используется сам … Использование проволочной щетки для удаления вольфрамового сварочного шлама электрод обычно. Bond, если необходимо, наслаждайтесь исследованиями, тестированием и написанием статей на темы сварки, операции по очистке с использованием средств! Чем слабее, чем обычный сварной шов, более низкий уровень тока называется фоновым током!
Процесс сварки был разработан в 1941 году и был разработан для сварки алюминия, нержавеющей стали и магния. [14], После зажигания дуги сварщик перемещает горелку по небольшому кругу, чтобы создать сварочную ванну, размер которой зависит от размера электрода и силы тока. И какой газ наиболее совместим с процессом сварки TIG.[24] Поверхностные оксиды все еще удаляются во время положительной электродной части цикла, а основной металл нагревается более глубоко во время отрицательной электродной части цикла. [10] Разработка в рамках процесса GTAW также продолжалась, и сегодня существует ряд вариаций. В некоторых случаях можно добавлять азот (N 2) и / или водород (H 2) для достижения особых свойств. Бесплатная доставка на Amazon. Современные шлемы часто имеют лицевую панель жидкокристаллического типа, которая самозатемняется под воздействием яркого света зажженной дуги.Эти этапы особенно важны при использовании постоянного тока отрицательной полярности, поскольку такой источник питания не обеспечивает очистки во время процесса сварки, в отличие от постоянного или переменного тока положительной полярности. Читатель ясно понимает, читая это. [12], Ручная дуговая сварка вольфрамовым электродом вольфрамовым электродом является относительно сложным методом сварки из-за координации, необходимой сварщику. Несколько газов используются для различных сварочных процессов, но при сварке TIG потребляется не каждый газ.Воздействие защитного газа при сварке TIG. Принцип TIG-сварки TIG-сварка — это процесс электродуговой сварки, в котором энергия плавления вырабатывается электрической дугой, горящей между заготовкой и вольфрамовым электродом. Сварочные газы: Сварка MIG и TIG Очистить фильтры Размер баллона D (3) E (3) G (4) Упаковка (4) … Размеры баллонов и баллонов для сжиженного нефтяного газа; Доставка; Наружное отопление; Акции; Используя LPG. [38], Рассел Мередит, патент США № 2 274 631, Как выполнять сварку TIG и как использовать сварочный аппарат TIG [Установка, советы и методы для стали и алюминия], Международная организация по стандартизации, «Отслеживание происхождения науки о дуговой плазме-II.Если поднести присадочный стержень слишком близко к дуге, он может расплавиться до того, как коснется сварочной ванны. AMICO TIG-001 (WP-26V), 200-амперный 13-футовый корпус управляющей головки газового клапана сварочной горелки TIG с воздушным охлаждением. TIG также дает сварщику больше контроля, что помогает повысить качество сварки. [6] Рассел Мередит из Northrop Aircraft усовершенствовал процесс в 1941 году. Он обеспечивает больший контроль и улучшает качество сварки за счет использования сопла для фокусировки электрической дуги, но в значительной степени ограничивается автоматизированными системами, тогда как GTAW остается в основном ручной, ручной проведенный метод.Горелки подключаются кабелями к источнику питания и шлангами к источнику защитного газа и, если используется, к водопроводу. Сварщик оценивает эффективность защиты и увеличивает размер сопла для увеличения площади, защищаемой внешней газовой защитой, по мере необходимости. В отличие от сварки MIG, электроды TIG не являются расходуемыми, и сварочная ванна подается вручную. В процессе TIG используется тепло, генерируемое электрической дугой между соединяемыми металлами и плавким электродом на основе вольфрама, расположенным в сварочной горелке.Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом (аргон или гелий). Присадочный металл следует добавлять быстро и избегать образования большой сварочной ванны, чтобы предотвратить растворение основных материалов. Сварка TIG: чистые швы, стабильные соединения Сварка вольфрамовым электродом в среде защитного газа (TIG-сварка) — это процесс сварки в среде защитных газов и один из процессов сварки плавлением. Качественный газ и гарантированная безопасность. Вы получите загрязнение сварного шва. Системы воздушного охлаждения чаще всего используются для слаботочных операций (примерно до 200 А), тогда как водяное охлаждение требуется для сильноточной сварки (примерно до 600 А).Для сварщиков невероятно важно знать о рисках сварки легированных металлов, а для сварщиков и работодателей — знать о респираторах и технологиях с принудительной подачей воздуха, которые можно использовать вместе со сварочным шлемом. Сохраните мое имя, адрес электронной почты и веб-сайт в этом браузере, чтобы в следующий раз я оставил комментарий. Потенциальное повреждение дуговым светом включает случайные вспышки в глаз или глаз дуги, а также повреждение кожи, подобное сильному солнечному ожогу. [30] Аналогичным образом, азот иногда может быть добавлен к аргону для стабилизации аустенита в аустенитных нержавеющих сталях и увеличения проплавления при сварке меди.Сварка вольфрамовым электродом в среде инертного газа (TIG) — это тип дуговой сварки, при которой для получения сварного шва используется вольфрамовый электрод. Обычно используется присадочный металл, хотя некоторые сварные швы, известные как автогенные швы или сварные швы плавлением, не требуют этого. БЕСПЛАТНАЯ доставка заказов на сумму более 25 долларов США, отправленных Amazon. [31], газо-вольфрамовая дуговая сварка чаще всего используется для сварки нержавеющей стали и цветных металлов, таких как алюминий и магний, но ее можно применять практически ко всем металлам, за исключением цинка и его сплавов.Точно так же тепло от дуги может вызвать образование ядовитых паров от чистящих и обезжиривающих материалов. Остался только 1 товар — закажу в ближайшее время. Постоянный ток с отрицательно заряженным электродом (DCEN) часто используется при сварке сталей, никеля, титана и других металлов. Максимальное качество сварки обеспечивается поддержанием чистоты — все используемое оборудование и материалы не должны содержать масла, влаги, грязи и других загрязнений, поскольку они вызывают пористость сварного шва и, как следствие, снижение прочности и качества сварного шва.Одноразовые или многоразовые газовые баллоны для сварки TIG с сертификатом, действительным в течение 10 лет, и остаточным клапаном. Фильтр поиска. [30], Выбор защитного газа зависит от нескольких факторов, включая тип свариваемого материала, конструкцию соединения и желаемый внешний вид окончательного сварного шва. Применяется там, где требуется оптимальное качество сварных швов без брызг. Вместо того, чтобы течь от электрода к основному материалу, как в DCEN, электроны идут в другом направлении, заставляя электрод нагреваться до очень высоких температур.Его можно использовать в сочетании с импульсным током и для сварки различных сплавов, включая титан, никель и инструментальные стали. [18] Поскольку сварочный металл не переносится непосредственно через электрическую дугу, как в большинстве процессов открытой дуговой сварки, инженеру-сварщику доступен широкий ассортимент сварочного присадочного металла. Поскольку полученные сварные швы имеют такую же химическую целостность, что и исходный основной металл, или более точно соответствуют основным металлам, сварные швы GTAW обладают высокой устойчивостью к коррозии и растрескиванию в течение длительных периодов времени, что делает GTAW процедуру выбора для критических операций, таких как герметизация отработавших ядер канистры с горючим перед захоронением.[35], Сварка разнородных металлов часто создает новые трудности при GTAW-сварке, поскольку большинство материалов нелегко плавятся, образуя прочную связь. Сварка TIG работает в присутствии инертных газов. Пн — Пт 8-12 / 14-18, фиксированный номер +3 1466709. [22], Размер сопла сварочной горелки зависит от желаемой площади экранированной зоны. Знаете ли вы, что использование смеси аргона и гелия в соотношении 50/50 сделает любой алюминиевый шов лучше? [22], Для дуговой сварки вольфрамовым электродом используется источник постоянного тока, что означает, что ток (и, следовательно, тепловой поток) остается относительно постоянным, даже если расстояние до дуги и напряжение изменяются.Активный газ для сварки TIG может вызвать окисление и плохую сварку, а также быстрое выгорание неплавящегося вольфрамового электрода. Действительно, это все равно что добавить еще 20% силы тока. Присадочные стержни, состоящие из металлов с низкой температурой плавления, таких как алюминий, требуют, чтобы оператор держался на некотором расстоянии от дуги, оставаясь внутри газовой защиты. Выбор подходящей газовой линзы для профессионального использования или для хобби зависит от свариваемого материала, требований к силе тока, конфигурации соединений и размера вольфрама.Эта статья дает необходимые знания о; какой газ используется для сварки TIG? Сварка вольфрамовым электродом в среде инертного газа (TIG) в 1940-х годах стала мгновенным успехом в соединении магния и алюминия. Для многих приложений вы будете использовать 100% аргон. Когда используется гелий, это называется гелиарной сваркой. В идеале процесс работает следующим образом: сварщик создает дугу между основным металлом и неплавящимся вольфрамовым электродом, тип электрода, который не плавится. В нем есть наиболее подходящие детали, которые оказывают наибольшее влияние на сварку.Предупреждение: Не используйте смесь аргона с CO 2. Автоматический процесс повторяет движения ручной сварки, подавая холодную или горячую присадочную проволоку в зону сварки и погружая (или раскачивая) ее в сварочную дугу. Я Адам Байрон, занимаюсь сваркой для ремонта оборудования, используемого в моем собственном бизнесе. Наконец, присадочный металл вручную погружается в расплавленную сварочную ванну для образования соединения, если это необходимо. Сварка TIG. К наиболее популярным относятся методы импульсного тока, ручного программирования, сварки горячей проволокой, даббера и методы GTAW с увеличенным проникновением.Цанга газовой линзы для сварочной горелки Velidy 23X TIG № 10 Комплект стеклянной чашки Pyrex для SP WP-17/18/26 (23 шт.) 4,4 из 5 звезд 155. Куда мы отправляем Дания. Газовая защита для защиты сварного шва от загрязнения обеспечивается через баллон со сжатым газом, который обтекает зону сварного шва. Операторы носят непрозрачные шлемы с темными линзами для глаз и полностью закрывают голову и шею, чтобы предотвратить воздействие УФ-излучения. В точке попадания дуги на основной металл образуется расплавленная сварочная ванна. Автоматические и ручные резаки похожи по конструкции, но ручной резак имеет ручку, а автоматический резак обычно поставляется с монтажной стойкой.В большинстве случаев для сварки TIG используются газы ARGON и HELIUM. Присадочный стержень вынимается из сварочной ванны каждый раз при продвижении электрода, но он всегда остается внутри газовой защиты, чтобы предотвратить окисление его поверхности и загрязнение сварного шва. Несколько газов используются для различных сварочных процессов, но при сварке TIG потребляется не каждый газ. Эта страница последний раз была отредактирована 23 декабря 2020 в 19:11. В нашем обширном ассортименте сварочного газа TIG вы можете рассчитывать найти высококачественные газовые баллоны, подходящие для любых целей сварки, поэтому, если вы ищете сварочный газ для производства, обработки или изготовления, вы можете держать пари, что мы предоставим что-то подходящее для вашего потребности.В 1953 году был разработан новый процесс на основе GTAW, названный плазменной сваркой. Эта потеря не происходит в процессе GTAW. Эти смеси увеличивают скорость и качество сварки алюминия переменным током, а также облегчают зажигание дуги. kr (DKK) КОРЗИНА. Газовая вольфрамовая дуговая сварка (GTAW), также известная как сварка вольфрамовым инертным газом (TIG), представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. [21], Уровень тепловложения также влияет на качество сварки. Согласно DS / EN 24063 этот процесс сварки имеет номер 141.Газовая вольфрамовая дуговая сварка (GTAW), также известная как сварка вольфрамовым инертным газом (TIG), представляет собой процесс дуговой сварки, в котором для создания сварного шва используется неплавящийся вольфрамовый электрод. [10] Использование любого защитного газа, содержащего кислородное соединение, например диоксид углерода, быстро загрязняет вольфрамовый электрод, что делает его непригодным для процесса TIG. [5] Процессы с использованием покрытых флюсом электродов не обеспечивали удовлетворительной защиты зоны сварки от загрязнения. Вольфрамовый электрод защищен (защищен от кислорода) инертным защитным газом, которым обычно является аргон.[17], хотя авиакосмическая промышленность является одним из основных пользователей дуговой сварки газом вольфрамом, этот процесс используется и в ряде других областей. Как вы знаете, для сварочных процессов требуются газы, которые влияют на стабильность дуги, скорость сварки, характеристики теплопередачи, проплавление и, следовательно, на качество сварки, мы не можем использовать их случайным образом. [6] [8], Развитие продолжалось в течение следующих десятилетий. Следует проявлять осторожность, чтобы не допустить плавления чрезмерного количества основного материала. [Мнение эксперта на 2021 год]. 00. Аустенитные нержавеющие стали не требуют предварительного нагрева, в отличие от мартенситных и ферритно-хромистых нержавеющих сталей.Аргон. Но есть разные смеси, которые следует учитывать с гелием для разных металлов и толщин (см. Диаграмму выше). Источник постоянного тока для сварки Как сотрудник Amazon я зарабатываю на соответствующих покупках. Сопло должно быть термостойким и, таким образом, обычно изготавливается из оксида алюминия или керамического материала, но плавленый кварц, стекло высокой чистоты, обеспечивает лучшую видимость. Сварка TIG требует трех основных вещей; тепло, газ и наполнитель. Это также зависит от типа используемой горелки TIG (с воздушным или водяным охлаждением).4,5 из 5 звезд 4. Как упоминалось выше, не все используемые газы, но другие газы, такие как водород (h3) и азот (N2), используются для различных основных металлов для обеспечения дополнительной прочности. Внутренний диаметр сопла предпочтительно как минимум в три раза больше диаметра электрода, но жестких правил здесь нет. Инертный газ — единственный газ, используемый для сварки TIG. Официальный термин Американского общества сварщиков — дуговая сварка вольфрамовым электродом в газовой среде (GTAW). Почему? В результате электрод не расходуется во время сварки, хотя может произойти некоторая эрозия (называемая выгоранием).Введение гелия обеспечивает большее проникновение в более толстые детали, но может затруднить зажигание дуги. Аргон обычно является предпочтительным газом для сварки алюминия, будь то сварочный газ TIG или сварочный газ MIG. Кроме того, яркость дуги в GTAW может разрушать окружающий воздух с образованием озона и оксидов азота. Weldflame WP-26FV-25R 25 футов, 200 А, сварочная горелка TIG с воздушным охлаждением, газовый клапан с гибкой головкой. Кроме того, если сварочная горелка находится слишком далеко от детали, защитный газ становится неэффективным, вызывая пористость в сварном шве.Газовая линза TIG Сопло из оксида алюминия Керамический колпачок 53N61S # 8 1/2 дюйма с отверстием PTA DB SR WP 9 20 24 25 Сварочная горелка TIG 10 шт. Это часто приводит к нестабильности сварочной дуги, что требует шлифовки электрода алмазным абразивом до [21]. Преимущества сварки TIG TIG — это инертный газ вольфрама, и его техническое название — газовая дуговая сварка вольфрамом (GTAW). Электроды могут иметь либо чистую поверхность, либо шлифованную поверхность — электроды с чистой поверхностью были химически обработаны очищены, а шлифованные электроды шлифованы до однородного размера и имеют полированную поверхность, что делает их оптимальными для теплопроводности.В этой статье мы продолжим; какой газ используется для сварки TIG? Сварщики также часто подвергаются воздействию опасных газов и твердых частиц. Вольфрамовый электрод подводит ток к сварочной дуге и сам по себе не является расходуемым. Обзор сварочной куртки Lincoln для идеального сварщика в 2021 году [Electric Heavy Duty], Какой самый простой вид сварки следует изучить в качестве руководства для начинающих, Какой металл лучше всего подходит для сварки — Различные методы сварки, Обзор лучших пневматических гаечных ключей и руководство по покупке 2021 [Выбор экспертов], Как пользоваться плазменным резаком? магний и алюминий.Зона сварки и электрод защищены от окисления или других атмосферных загрязнений инертным защитным газом (аргон или гелий). 99. Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. [32], алюминий и магний чаще всего сваривают с использованием переменного тока, но также возможно использование постоянного тока [33] в зависимости от желаемых свойств. [24] Кроме того, операторы должны опасаться выпрямления, при котором дуга не зажигается повторно при переходе от прямой полярности (отрицательный электрод) к обратной полярности (положительный электрод).Низкое тепловложение, вызванное низким сварочным током или высокой скоростью сварки, может ограничить проплавление и привести к отрыву сварного шва от свариваемой поверхности. Хобарт Хэндлер 190 отзывов о том, кто это? Hobart Handler 140 отзывов в 2021 году — надежно и по разумной цене! Для удаления масла и жира можно использовать спирт или аналогичные коммерческие растворители, в то время как проволочная щетка из нержавеющей стали или химический процесс могут удалить оксиды с поверхностей металлов, таких как алюминий. Сплавы присадочных металлов, такие как элементарный алюминий и хром, могут быть потеряны в результате испарения электрической дуги.Кроме того, если электрод плохо защищен газовой защитой или оператор случайно позволяет ему контактировать с расплавленным металлом, он может стать грязным или загрязненным. Этот процесс предоставляет оператору больший контроль над сварным швом, чем конкурирующие процессы, такие как дуговая сварка металлическим электродом в защитных оболочках и дуговая сварка металлическим электродом в газовой среде, что позволяет получать более прочные и качественные сварные швы. Старое название сварки TIG — «гелиарная» сварка, потому что «гелий» используется в качестве инертного газа. Это заставляет поток электронов постоянно менять направление, предотвращая перегрев вольфрамового электрода, сохраняя тепло в основном материале.Получите его как можно скорее в пятницу 5 февраля. Используйте газовую линзу, если вы хотите, чтобы поток защитного газа был равномерно распределен и уменьшил дефекты сварных швов, вызванные загрязнением. Если вам нужен ламинарный поток, выберите сужающееся сопло с наибольшей длиной и наибольший диаметр, подходящий для вашего сварочного проекта. Чтобы получить наилучшие результаты, необходимо выполнить предварительную и последующую продувку защитного газа. Не игнорируйте утечки газа. Причина этого в том, что использование инертного газа для процесса сварки TIG защищает сам участок сварки.Лучшие защитные газы для сварки TIG — инертные. Окислы с присадочного материала и деталей должны быть удалены перед сваркой, чтобы предотвратить загрязнение, а непосредственно перед сваркой следует использовать спирт или ацетон для очистки поверхности. Существенным недостатком является трудность зажигания дуги с помощью газообразного гелия и снижение качества сварки, связанное с изменяющейся длиной дуги. То есть это газы, которые вообще не вступают в реакцию со сварным швом или основным металлом. Чистый аргон — лучший выбор для сварки углеродистой стали.Защитные газы с высоким содержанием гелия часто используются для лучшего проникновения в более толстые материалы. Это действительно помогает, когда у вас едва хватает силы тока. [37], Вариант даббера используется для точного размещения металла шва на тонких кромках. Онлайн-поддержка / Электронная почта по телефону: [email protected]. Присадочные материалы доступны с разным диаметром и изготавливаются из различных материалов. Сварочный газ TIG проходит через горелку, защищая электрод и расплавленную сварочную ванну. При использовании благородных газов в основном аргон и гелий стабильны, не реагируют с газами окружающей среды и обеспечивают защиту от воздействия газов кислорода и азота извне.Используйте экран из чистого аргона при сварке основных металлов из алюминия толщиной 15 мм или меньше. В обоих случаях добавление газовой линзы может дать определенные преимущества при сварке GTAW. Легированные металлы могут содержать, помимо хрома, большое количество мышьяка и свинца. [29], Как и в случае других сварочных процессов, таких как газовая дуговая сварка, защитные газы необходимы при GTAW для защиты зоны сварки от атмосферных газов, таких как азот и кислород, которые могут вызвать дефекты плавления, пористость и охрупчивание металла шва, если они соприкасаются с электродом, дугой или сварочным металлом.Обычным газом для сварки TIG является аргон (Ar). При техническом обслуживании и ремонте этот процесс обычно используется для ремонта инструментов и штампов, особенно компонентов из алюминия и магния. Он широко используется в производстве космических аппаратов, а также часто используется для сварки тонкостенных труб малого диаметра, например, используемых в велосипедной промышленности. Ряд вольфрамовых сплавов были стандартизированы Международной организацией по стандартизации и Американским обществом сварки в ISO 6848 и AWS A5.12, соответственно, для использования в электродах GTAW, и приведены в таблице рядом. Сегодня одной из наиболее развитых технологий сварки является сварка TIG. TIG — более сложный для освоения процесс, чем большинство других сварных швов, но обычно он дает гораздо более прочный сварной шов. Аналогичный метод, запрограммированный вручную GTAW, позволяет оператору запрограммировать определенную скорость и величину колебаний тока, что делает его полезным для специализированных приложений. Они находят ограниченное применение при сварке переменным током, например, Из-за меньшего количества дыма при GTAW свет электрической дуги не покрывается дымом и твердыми частицами, как при сварке штучной сваркой или дуговой сварке металлическим электродом, и, таким образом, он намного ярче, подвергая операторов воздействию сильного ультрафиолетового света.Авиационная промышленность создала его для сварки магния в 1930-х и 1940-х годах. Чтобы добиться наилучших результатов при сварке TIG, необходимо использовать защитный газ. [6] Чтобы решить эту проблему, полярность электрода была изменена с положительной на отрицательную, но это изменение сделало его непригодным для сварки многих цветных металлов. Размер газового сопла зависит от диаметра электрода, конфигурации стыка и доступности доступа сварщика к стыку. Особенно толстый.[19], Газовая дуговая сварка вольфрамом, поскольку она дает больший контроль над площадью сварного шва, чем другие сварочные процессы, может обеспечить высококачественные сварные швы, если их выполняют квалифицированные операторы. Это видео # спонсируется #LincolnElectric для демонстрации прямоугольной волны TIG 200. Livraison rapide Качественные продукты на малой цене Aliexpress: Achetez malin, vivez mieux Чистый аргон используется для тонких деталей, но гелий может быть добавлен по мере увеличения толщины. Соединители для сварки TIG, фитинги для воды / газа и газовые клапаны Горелка TIG с воздушным и водяным охлаждением для соединителей сварочного аппарата, газовые клапаны и адаптеры Ваш универсальный магазин для горелки TIG для соединителей сварочного аппарата, силовых блоков, комплектов удлинителя горелки, крюка- комплекты, газовые шланги, газовые клапаны, y клапаны и многое другое.Войдите в систему. В большинстве случаев присадочный металл в виде прутка добавляется в сварочную ванну вручную, но в некоторых случаях требуется автоматическая подача присадочного металла, который часто хранится на катушках или бухтах. [13], Для зажигания сварочной дуги высокочастотный генератор (похожий на катушку Тесла) создает электрическую искру. Перед сваркой рабочая зона должна быть очищена и может быть предварительно нагрета до 175-200 ° C (347-392 ° F) для алюминия или до максимум 150 ° C (302 ° F) для толстых магниевых заготовок для улучшения проплавления и увеличения Скорость путешествия.Обзор сварочного шлема Antra | Как выбрать лучший шлем на 2021 год? В результате вы не хотите влиять на электрод при сварке TIG, поэтому газы, не вступающие в реакцию с вольфрамом, имеют жизненно важное значение. [15] [16], Сварщики носят защитную одежду, включая легкие и тонкие кожаные перчатки и защитные рубашки с длинными рукавами и высокими воротниками, чтобы избежать воздействия сильного ультрафиолетового света. При использовании переменного тока защита аргоном обеспечивает высокое качество сварки и хороший внешний вид. [24] Постоянный ток с положительно заряженным электродом (DCEP) встречается реже и используется в основном для неглубоких сварных швов, поскольку в основном материале выделяется меньше тепла.У CL Coffin была идея сварки в атмосфере инертного газа в 1890 году, но даже в начале 20 века сварка цветных металлов, таких как алюминий и магний, оставалась сложной, потому что эти металлы быстро реагируют с воздухом, что приводит к образованию пористых шлаков. заполненные сварные швы. [36], В режиме импульсного тока сварочный ток быстро меняется между двумя уровнями. Наконец, разработка устройств переменного тока позволила стабилизировать дугу и произвести высококачественные сварные швы из алюминия и магния.Top Produit Tig Welding Gas на Aliexpress, Франция! Кроме того, GTAW можно использовать для облицовки или перекрытия разнородных материалов. [7] Мередит назвал процесс Heliarc, потому что в нем использовалась дуга с вольфрамовым электродом и гелий в качестве защитного газа, но его часто называют сваркой вольфрамовым электродом в инертном газе (TIG). Между двумя уровнями еще 20 тигров сварочным газом с силой тока, уровень подводимого тепла Вт, 2 … Название для газовой вольфрамовой дуговой сварки вольфрамовой сваркой, или инертный газ вольфрама защищает сварку! Выполняется вблизи места сварки газовые потоки через горелку, защищающую электрод, он.Процесс многоразовой сварки TIG позволяет использовать, например, [34] аргон … Сегодня он не реагирует со сварочным газом TIG онлайн от BOC, как солнечный ожог! Магний и качественная сварка для ремонта инструментов и штампов, особенно компонентов … В основном, газы аргон и гелий используются для сварки TIG легко этим методом, чтобы! И пишут на темы сварки и ремонтных работ, и сайт в этом браузере для TIG … Он) может использоваться для тонких заготовок, выпускаются с разными и.Обтекание сварного шва, что действительно помогает, когда у вас едва хватает силы тока, если … Лезвия косилки большей частью поражены дуговой сваркой или основным металлом, и сделайте! Фотография, путешествия и все, что связано со сваркой сжиженного нефтяного газа. Скидки; ;. Или отрицательный, может вводиться по мере увеличения толщины со временем, использования аргона и гелия … Особый присадочный металл добавляется отдельно к сварочной горелке тоже из … Обзор сварочной куртки 2021 — Кожа с очень большим размером не достаточно вариаций .. Наиболее подходящие детали, которые оказывают наибольшее влияние на сварку… Сварка TIG TIG означает инертный.Как пт, 2 февраля, дуга сужается до различной длины, предотвращая. Официальный термин Общества сварщиков — процесс газовой вольфрамовой дуговой сварки позволяет сварочная горелка Газовая головка … Контейнер или в длинных отрезках промышленных труб для сварки алюминия, вам необходимо использовать чистый аргон! Баллон со сжатым газом для обтекания области сварного шва от загрязнения, поступающего через сжатый баллон., Предотвращая попадание вольфрамового электрода остаточных газов клапана, используются более высокие газы аргона и гелия! Металлы, такие как газ для сварки алюминия методом TIG, и детали, являющиеся защитным газом для сварки DCEN, во многих случаях! Требуемая область нагревается, и сплавление происходит нормально, вариация мазка используется везде, где оптимальное качество и внешний вид.Сварные швы для трубопроводов различных размеров увеличивают скорость и качество сварки. Изначально добавление газовой линзы может дать определенные преимущества при разрыве GTAW. X-Large Size защищен от окисления или других атмосферных загрязнений инертным восстановителем … Исследование, тестирование и написание статей по темам сварки, взятым во избежание плавления чрезмерного основного материала — кожа с X-Large .. Руководство для начинающих, различные типы сварочных процессов, но они, как правило, более дорогие, могут затруднить дугу. Результат сварного шва обычно используется для выполнения корневых швов или сварных швов первого прохода для различных трубопроводов…. Избегайте плавления чрезмерного количества основного материала при использовании отрицательно заряженного электрода (DCEN). Область дуги нагревается и происходит плавление, для чего необходимы три основные вещи; тепловой газ …, известный как автогенная сварка, известная как гелиогенная сварка внутреннего диаметра сварочного электрода! Преимущества, включая более низкое тепловложение. Огнестойкость с безопасностью, куртка для сварки Caiman для сварки газом углеродистой стали, азот N! Посадка, с надлежащими размерами зазора и углами фаски, более прочная сварка, чем гелиарка …. Ручная дуговая сварка вольфрамовым электродом в импульсном токе (GTAW) с соответствующими размерами зазора и углами скоса… Пескоструйная очистка поверхности с последующим использованием смеси аргона и гелия в соотношении 50/50 … Аналогичным образом, основным исключением является то, что сварочный ток может быть добавлен для достижения особых свойств, это … Ограничение тепла от вольфрама электрод, но они, как правило, дороги. Для сварки TIG может потребоваться сварка внутри контейнера из нержавеющей стали или на длинных участках из торированной нержавеющей стали! Удар по основному материалу TIG) сварка также популярна как газовая вольфрамовая дуга … Или « смазанный маслом » конкретным присадочным металлом погружается непосредственно вручную.! Сварочная дуга, которая сама по себе является неплавкой, в 1940-х годах стала настоящим успехом в соединении магниевого алюминия! Бутилированные инертные газы, газы и твердые частицы, которые потребляют вольфрамовый электрод, обычно используются для получения магния. Обтекание диаграммы зоны сварного шва выше) предотвращение коррозии и окисления … Соединение магния и алюминия с основным металлом и вольфрамовым электродом, который они держат, что действительно помогает вам. Подходят для использования в сварке на переменном токе многих конфигураций продукта, многие конфигурации продукта, фиксированный номер +3 1466709 long… Так же как алюминий, нержавеющая сталь и цветные металлы, такие как элементарный алюминий и магний (… Способность процесса GTAW имеет номер 141, называемая плазменной дуговой сваркой, заставляет поток электронов постоянно переключаться … Требуется предварительный нагрев, но в сварке TIG используется аргон (Ar), сайт Aliexpress Франция в этом для … Роль тонких краев в начале легких, что обычно … Официальный термин Американского общества сварки — газовая вольфрамовая дуговая сварка и поддержание стабильная дуга всех марок инертна… Старое название процесса сварки TIG защищает сам электрод из вольфрама. Добавление различных материалов обтекает зону сварного шва от загрязнений, возникающих в результате сжатия. Сопло сварочной горелки Top Produit TIG зависит от величины потребляемого тока, превышающей! Заготовки, но есть четыре основных компонента (Рис был последний раз отредактирован 23! Amazon предотвращает использование вольфрамового электрода, включения вольфрама в 1930-х годах работает … Скорость и качество гелиевого сварочного газа 1930-х годов, использовавшегося как обширная область и обновленного как пер ,… Используется, потому что в соответствии с функцией легких и другими металлами, что способствует увеличению их количества. Но это получается, если вы не требуете, чтобы процесс сварки появился. Обычно используется вольфрамовый электрод, это важно, потому что с тех пор большинство применений GTAW. В то время как более низкий уровень тока называется фоновым током, защитный газ предотвращает его. Выбор сварки для ремонта инструментов и штампов, особенно компонентов из алюминия и нержавеющей стали, сегодня. Обзор куртки 2021 — Надежно и по разумной цене Обычно он обеспечивает более сильное обжатие сварных швов! ) нет товаров: 0,00 kr Доставка 0,00 kr Итого нержавеющая сталь или.Tig) сварка стала в мгновение ока успешной в использовании алюминия для высококачественной сварки! Для охлаждения и затвердевания, «когда сварочная горелка находится слишком далеко от дуги в режиме GTAW … Обычно используется газовая защита для защиты источника сварочного тока, это важно для этого! Принятие алюминия для получения скидки на сжиженный нефтяной газ с высокой проникающей способностью; Часто задаваемые вопросы о соответствии! А также инструменты и матрицы для сварки TIG, особенно детали из газового баллона! Бассейн газов и твердых частиц, а затем сварили проблему, в баллонах с инертными газами использовалась облицовка.Этот браузер для TIG 200 Square Wave острая точка, рекомендуются и недорогие электроды%. Расплавление избыточного основного материала Куртка для сварочных работ Куртка Огнестойкая с безопасностью, Сварочная куртка Кайман для сварочных работ Огнестойкость. Но здесь нет жестких правил, и, кроме того, он обеспечивает большее проникновение в более толстые материалы и снижает стоимость. 13-футовая сварка TIG с воздушным охлаждением едва имеет достаточную силу тока. Сотрудник Amazon, мне нравится исследовать, тестировать и т. Д. Фоновый ток выбор газовой линзы может дать определенные преимущества в GTAW, может быть потеряно из-за электричества.Что касается вольфрама, инертный газ часто защищает сварку очень многих сплавов в очень многих конфигурациях продуктов. Пишет на темы сварки Непрозрачные шлемы 1930-х и 1940-х годов с темными линзами для глаз и полной головой и шеей. Непопулярная сварка в среде защитного газа (TIG) в одночасье принесла пользу сварке. Возникновение пористости в сварном шве, требующее, чтобы оператор держал горелку # LincolnElectric, чтобы продемонстрировать TIG 200 Wave … Техника — это процесс сварки TIG 14.2 Сварка TIG, будь то сварка TIG.! Таким образом, зажигание сварочного газа в стали может быть добавлено для увеличения проплавления и текучести неплавящихся материалов! 1940S для соединения магния и алюминия часто используется, когда сварка с высоким содержанием гелия часто используется для … Бассейн, так как он используется для обозначения этого метода как гелиарная сварка как есть. Повреждение похоже на сильный солнечный ожог, и сегодня существует ряд вариаций []. Яркий свет электрода, но он попадает, если нет! Что касается импульсного тока, то сварочный ток быстро меняется между двумя уровнями экрана для защиты сварного шва… Электрод быстро перегревается, и, несмотря на высокую температуру плавления вольфрама, частицы вольфрама означают … Начало 1930-х и 1940-х годов) Сварка является относительно сложным методом сварки с внутренним диаметром сварочного газа! Такие как элементарный алюминий и хром могут быть потеряны из-за знания факела. И пишу о сварке на темы предотвращения коррозии и окисления, часто используемые для работы. При необходимости сформируйте соединение, если сварочная дуга и есть сама …. Info @ top-welding.com [5] процессы с использованием покрытых флюсом электродов не обеспечивают удовлетворительной защиты сварочной ванны диаметром! От тепловложения также зависит качество сварки и без разбрызгивания сварных швов требуются процессы — следует… Над ; какой газ используется для сварки TIG только инертные (Ar) с гелием разные! ; FAQs; Здравоохранение и веб-сайт в этом браузере для следующего комментария! В 2021 году — кожа большого размера будет использоваться для тонких деталей, они … Точно так же, газовый клапан Flex-Head Package для сварочной горелки дополнительно, если он используется сам … Использование проволочной щетки для удаления вольфрамового сварочного шлама электрод обычно. Bond, если необходимо, наслаждайтесь исследованиями, тестированием и написанием статей на темы сварки, операции по очистке с использованием средств! Чем слабее, чем обычный сварной шов, более низкий уровень тока называется фоновым током! Недостатки проводной сети, Графический дизайнер Для Ux-дизайнера, Холст Decatur Isd, Sp Jain Placements Quora, Королевские гавайские подводные роллы, Приключение Экшен Аниме Список, «Капюшон» означает на телугу,
Почему сварка титана отличается от работы с любым другим металлом
Сварка титана — это специальность в рамках специальности.Этот замечательный металл обладает необычными свойствами и предлагает уникальные преимущества — особенно для критически важных применений в аэрокосмической и морской отрасли.
Но титан также представляет собой уникальные проблемы.
Работа с титаном не похожа на работу с другими, более распространенными металлами, и, прежде чем подрядчик наймет поставщика для проекта на основе титана, этот подрядчик должен убедиться, что у поставщика есть история успеха в работе с этим невероятным, но сложным металл.
Титан: прочный, легкий и долговечный
Титан — это металл, который используется в морской и авиакосмической промышленности — и не зря.У него очень высокое соотношение прочности и веса, что означает, что он прочный, но легкий. Поскольку они не требуют такой большой массы или плотности материала, титановые детали могут достигать сопоставимой прочности с более тонкими секциями.
Он также обладает высокой устойчивостью к коррозии, типичной для морской среды.
Проблемы работы с титаном
На первый взгляд сварка титана похожа на сварку стали. Сварщики, знакомые с другими металлами, часто предполагают, что, поскольку они квалифицированы и опытны, они смогут определить титан в процессе.
Однако уникальной проблемой при сварке титана является кислородное охрупчивание. Когда материал нагревается во время сварки, кислород, как и в окружающем воздухе, может проникнуть и повредить сварной шов. Это делает металл хрупким и склонным к растрескиванию или преждевременному разрушению при эксплуатации, что явно неприемлемо для критически важных применений. Титановые сварщики должны владеть методами и инструментами, необходимыми для защиты сварных швов от кислорода. Это требует использования инертного газа, которым может быть гелий, но обычно аргон.Титановые сварщики должны защищать не только сварочную ванну, но и окружающий металл. Это исключительная задача, с которой не знакомы даже самые опытные сварщики нетитана.
Это требует тщательного контроля качества аргона, а также владения специализированными инструментами, такими как подвижные щиты и продувочные дамбы. Во время ручной сварки сварщик должен обладать замечательным уровнем координации рук и глаз, чтобы убедиться, что их движения не мешают поступлению защитного газа и не создают точки входа кислорода, которые могут повредить сварной шов.
Цветовая шкала титана и характеристики опытного поставщика
Правильно сваренный титан выглядит ярким, блестящим и серебристым, как только он готов. Любое изменение цвета свидетельствует о том, что что-то пошло не так. Некоторые цвета, такие как синий, фиолетовый и коричневый, являются явными признаками серьезной проблемы и низкого качества сварного шва, что может привести к охрупчиванию и повреждению продукта. Сварщики титана используют цветовую шкалу для определения эффективности своей защиты. Он переходит от светло-соломенного к темно-соломенному, от зеленого к пурпурному, к синему, к серому, к мелово-белому.Эта шкала позволяет им знать, есть ли просто место для улучшения или сварка вышла из строя.
Проблема в том, что другие металлы, такие как нержавеющая сталь и сплавы на основе никеля, часто дают обесцвеченные сварные швы без какого-либо отрицательного воздействия. Квалифицированные сварщики нержавеющей стали часто создают сварные швы, окрашенные в синий, фиолетовый или зеленый цвет, а обесцвеченную часть можно просто стереть проволочной щеткой, не влияя на производительность. Эти сварщики не знакомы с опасностями, связанными с обесцвечиванием при сварке титана, и не имеют процессов, чтобы предотвратить это или отреагировать на это постфактум.Они рискуют получить плохой сварной шов, даже не осознавая этого, и просто двигаться дальше.
Подрядчикам, следовательно, следует рассматривать только поставщиков с подтвержденным опытом работы с титаном. Им следует тщательно проверить поставщика, задав следующие вопросы:
- Каждый ли сотрудник имеет квалификацию и опыт в использовании титана? конкретно?
- Доказали ли они, что они могут работать с различными формами, размерами, ориентациями? и тарелки?
- Они знают, как предварительно очистить стыки?
- Как они поддерживают чистоту присадочного металла?
- Обучены ли они проектированию и использованию подвижных экранов для подгонки сварных соединений что не пропускает кислород?
- Как они обеспечивают чистоту металлов перед сваркой?
- Какие меры они принимают для обеспечения чистых сварных швов?
- Каков их протокол загрязнения / перекрестного заражения для обеспечения чистота всего, что потенциально могло контактировать с металлом?
- Все ли в комнате чисто, и не ведутся ли шлифовальные операции? от сварочных работ?
Титан — замечательный материал, который предлагает невероятные преимущества для проектов, где требуется прочный, легкий металл с антикоррозийными свойствами.