Сварка нержавейки аргоном — правила проведения работ
Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном.
Широкое применение нержавеющих сталей объясняется их хорошей устойчивостью к коррозии, достигнутой специальным легированием. Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном. Рассмотрим тонкости такой технологии, ее преимущества и недостатки, а также оборудование и материалы для этого процесса.
Особенности нержавейки при сварке
В состав нержавеющих сталей входит до 20% хрома, кроме него добавляют никель, марганец, молибден и другие компоненты, которые придают им хорошие эксплуатационные качества. Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
- В отличие от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т. к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
Поэтому важно: При проведении аргонодуговой сварки нержавейки необходимо уменьшать величину сварочного тока на 20% по сравнению с током при сварке других сталей.
- Другой особенностью нержавеющей стали является высокий коэффициент линейного расширения. Он дает большую усадку при нагреве. Поэтому при выполнении работ соединяемые детали могут деформироваться и появляются трещины. Чтобы избежать таких последствий, нужно соблюдать правило:
Зазор при соединении частей сваркой должен быть достаточно большим, чтобы обеспечить предотвращение деформации и последующее растрескивание.
- Эти стали обладают высоким сопротивлением при пропускании через них тока.
 Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
 Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.Электроды с большим сопротивлением лучше использовать для сварки небольших соединений нержавейки, чтобы они не успели перегреться. При большой длине шва лучше выбирать электроды длиной около 35 см.
Особенности нержавеющей стали требуют при проведении сварочных работ соблюдения правильного температурного режима, чтобы она не потеряла антикоррозионных свойств. Объясняется это тем, что при нагреве нержавейки до температур выше 500
Правила и этапы проведения сварочных работ
Перед проведением работ соединяемые концы деталей тщательно зачищают. Для этого используют щетку с металлической щетиной или проводят автоматическую шлифовку, а затем обезжиривают поверхность ацетоном или спиртом. Это обеспечивает стабильность дуги при работе и повышает качество соединения.
Ручная сварка неплавящимся электродом из вольфрама
- Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока.
- Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном.
- Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону.
- Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке.

- Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва.
- Для защиты шва с внутренней стороны ее также обдувают струей аргона.
- Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.
- После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.
Важно: Качество сварного соединения деталей из нержавейки в аргоне во многом зависит от правильно выбранной присадочной проволоки. Легирующие добавки в ее составе должны превышать их содержание в соединяемом металле.
Сварка с помощью полуавтомата
Использование полуавтомата для проведения сварочных работ значительно увеличивает скорость выполнения сварки и повышает качество шва. Поэтому его часто используют для стыковки изделий с большой толщиной.
- для соединения металлических конструкций должна использоваться проволока, содержащая никель;
- при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости;
- применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.
В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки.
Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Какое оборудование необходимо
Для проведения работ потребуется следующее оборудование для аргонодуговой сварки нержавеющей стали:
- Сварочный инвертор — его марка выбирается в зависимости от характеристик свариваемых изделий и объема работ. Лучше выбирать прибор, работающий на выпрямленном токе.
- Осциллятор — для получения дуги при выполнении работ с использованием неплавящегося вольфрамового электрода.
- Горелка с токопроводящим узлом, включающая неплавящийся электрод и форсунку для подачи газа.
- Баллон с аргоном или его смесью с другим инертным газом, находящимся под большим давлением.
- Неплавящиеся электроды. Для коррозионно-стойких сталей сегодня есть огромный ассортимент этих изделий. Выбирать стоит, ориентируясь на сплавляемые материалы и характеристики шва.
- Присадочная проволока, выбор которой целиком зависит от марки свариваемых сплавов;
- Защитная маска, роба, рукавицы, а также металлическая щетка и обезжиривающая жидкость.
Плюсы и минусы такого способа
Сварка нержавейки аргоном имеет немало преимуществ, которые обеспечены ее технологией:
- При защите свариваемого шва аргоном исключается действие на расплав воздуха, негативно влияющего на горячий металл. Это дает возможность получить прочный ровный шов с равномерным проплавом по глубине.
- Металл, обладающий низкой теплопроводностью, нагревается мало. Исключение составляет только небольшая область шва. Кроме трудностей при выполнении сварки (боязнь прожога), это является и положительным фактором, т. к. дает возможность соединять детали, имеющие сложную конструкцию, без изменения их формы.
- Сварочная работа проводится быстро, благодаря высокой температуре дуги.

Не обходится эта технология и без недостатков. К ним относится:
Необходимость в достаточно сложном оборудовании, которое требует точности настройки, а также определенные навыки и знание тонкостей процесса.
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
Если у Вас есть опыт работы по сварке изделий из нержавейки в аргоне, то Вы можете поделиться им в комментариях к этой статье.
Технология сварки нержавейки аргоном:расход аргона при сварке
Нержавеющая сталь относится к высоколегированным материалам, которые трудно поддаются сварке. Это получается за счет того, что металл в расплавленном состоянии ведет себя совершенно не так, как другие разновидности. Сварочная ванна получается очень жидкой, так что это заметно усложняет процесс получения нормального валика. Он выходит заметно деформированным, так как металл быстро растекается по поверхности и не может нормально схватить оба края детали. Это же создает негативные условия при образовании дефектов, количество которых увеличивается. Чтобы уменьшить негативные явления, следует использовать дополнительную защиту.
Он выходит заметно деформированным, так как металл быстро растекается по поверхности и не может нормально схватить оба края детали. Это же создает негативные условия при образовании дефектов, количество которых увеличивается. Чтобы уменьшить негативные явления, следует использовать дополнительную защиту.
Сварка нержавейки аргоном
Аргонно-дуговая сварка нержавейки дает достаточно высокое качество за счет того, что защитным элементом во время процесса выступает инертный газ аргон. Он помогает прогревать материал, чтобы уменьшить деформации, а также защищает ванну от попадания мусора и воздействия кислорода из атмосферы. Он становится своеобразным изолятором. Себестоимость данного процесса несколько выше, чем у остальных, но он является наиболее качественным и в производственной сфере незаменимым. Такой метод пригоден не только для сварки нержавейки с нержавейкой, но и с другими материалами. Все это проводится согласно ГОСТ 10157-79.
Схема аргонно-дуговой сварки
При работе нужно использовать особые режимы. Если сравнивать со стандартными металлами, то при одной и той же толщине силу тока и другие параметры понижают, примерно, на 20%. В любом случае, здесь требуется опыт работы с нержавейкой, поэтому, нужен опытный мастер, чтобы добиться качественного результата, а не только использовать правильную постановка параметров.
Что нужно учитывать при сварке нержавейки аргоном
Когда производится сваривание при помощи аргона, то следует в первую очередь учитывать свойства металла. Ведь газ хоть и предоставляет достаточную защиту от вмешательства посторонних факторов, формирует сварочный шов мастер и от его умения зависит итоговый результат. Также стоит обратить внимание, что подогрев металла, который следует делать перед сваркой, можно осуществлять все тем же аргоном. Это увеличивает его расход, но упрощает само проведение процесса. Аргоновая сварка нержавейки защищает от возможной вероятности брака из-за шлака.
Стоит учитывать, что прогревание должно быть равномерным, чтобы исключить тепловые деформации.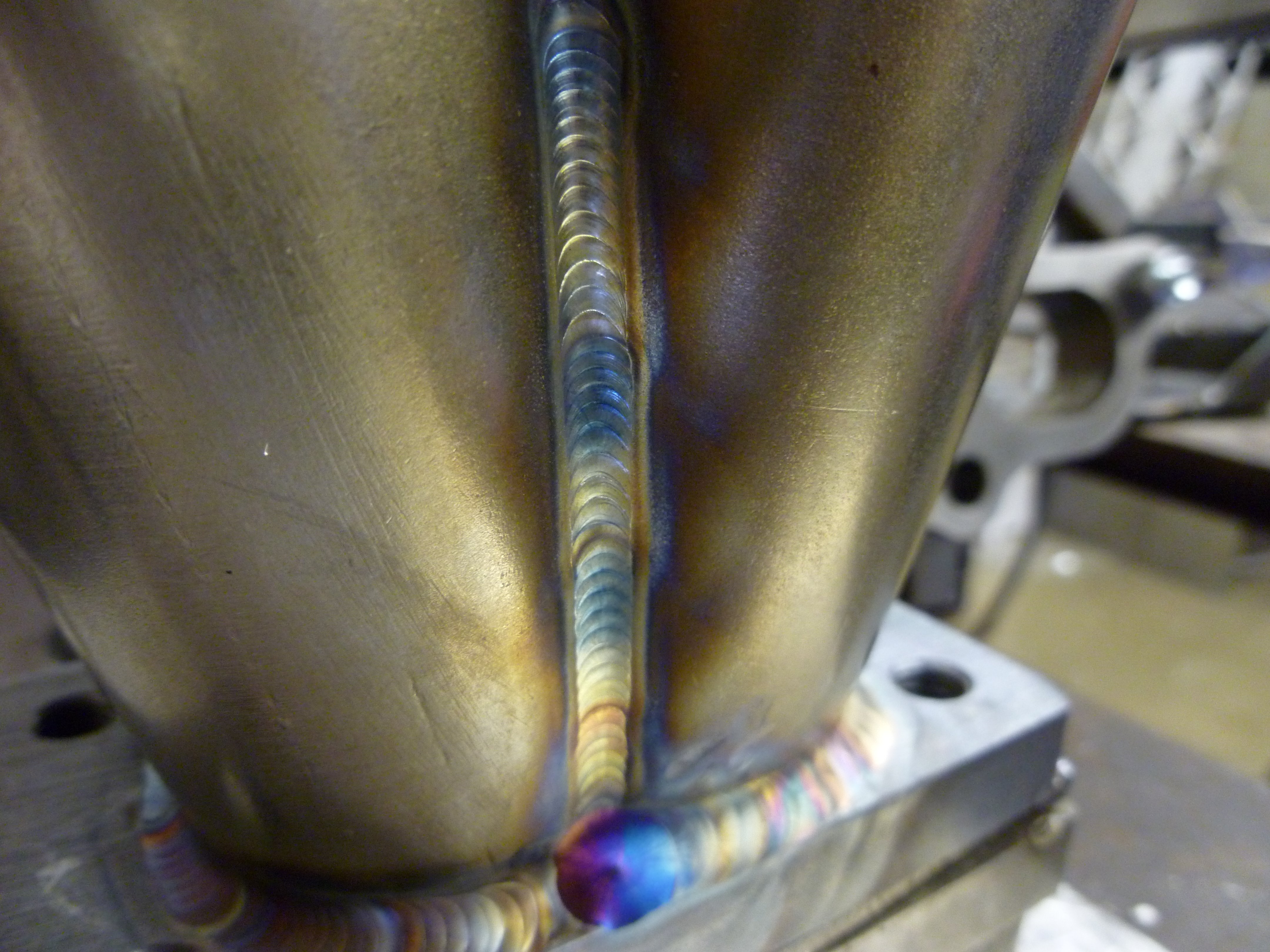 Свойства нержавеющей стали делают процесс сваривания очень чувствительным ко всем факторам, поэтому, следует четко придерживаться заданной технологии. При использовании аргона можно применять стандартную сварочную проволоку из нержавейки. Лучше всего, когда она будет максимально совпадать по составу с тем материалом, с которым предстоит сваривание. В данном процессе не лишними будут флюсы и прочие дополнительные вещества.
Свойства нержавеющей стали делают процесс сваривания очень чувствительным ко всем факторам, поэтому, следует четко придерживаться заданной технологии. При использовании аргона можно применять стандартную сварочную проволоку из нержавейки. Лучше всего, когда она будет максимально совпадать по составу с тем материалом, с которым предстоит сваривание. В данном процессе не лишними будут флюсы и прочие дополнительные вещества.
Использование флюса для сварки нержавейки аргоном
Подготовка нержавейки
Аргоновая сварка нержавейки начинается с подготовительных этапов. Даже если заготовки представлены в новом виде, то их следует зачистить. Зачистка проводится при помощи металлической щетки, наждачной бумаги или комбинирования этих двух инструментов. Достаточно довести до блеска поверхность, где будет проходить шов. После этого нужно ликвидировать налеты и пленки, а также обезжирить все. Для таких процедур подойдет растворитель или ацетон. После проведения этих действий, следует выложить флюс на место будущего шва. На последнем этапе подготовки металл начинают подогревать газовой горелкой. Это требуется для того, чтобы в нержавейке не было напряжений из-за резкого перепада температур. При работе с тонкими листами это защищает от деформации. Как только все дойдет до изменения цвета металла, то можно приступать к сварке.
Зачистка нержавейки
Режимы аргоно-дуговой сварки нержавеющей стали
От выбора правильного режима зависит многое в данном деле. Так можно определить требуемый расход аргона при сварке нержавейкой, чтобы все прошло на требуемом уровне. В процессе работы можно определить нужные данные уже на практике, но если действовать впервые, то лучше воспользоваться уже готовыми данными.
| Толщина металла, мм | Сила тока, А | Величина напряжения, В | Диаметр электрода, мм | Количество аргона, л/мин |
| 1 | 30…60 | 11 | 1 | 2,5 |
| 1,5 | 40…70 | 12 | 1 | 2,7 |
| 2 | 50…80 | 13 | 2 | 2,9 |
| 2,5 | 60…90 | 14 | 2 | 3 |
| 3 | 70…100 | 15 | 3 | 3,3 |
| 4 | 80…120 | 18 | 4 | 3,5 |
| 5 | 100…140 | 20-22 | 4 | 4 |
Технология сварки нержавейки аргоном
Все начинается с подготовительных этапов. Нержавеющую сталь требуется подготовить к сварке, как это описано выше, и разогреть до требуемой температуры. Для всех термических процедур используется горелка. Аргоно-дуговая сварка нержавеющей стали может потребовать дополнительного использованию флюса. Начало шва делается с одного конца, где образуется сварочная ванна. Когда она дорастет до требуемого размера, а это можно определить только визуально, в зависимости от толщины металла, то можно передвигать шов далее.
Нержавеющую сталь требуется подготовить к сварке, как это описано выше, и разогреть до требуемой температуры. Для всех термических процедур используется горелка. Аргоно-дуговая сварка нержавеющей стали может потребовать дополнительного использованию флюса. Начало шва делается с одного конца, где образуется сварочная ванна. Когда она дорастет до требуемого размера, а это можно определить только визуально, в зависимости от толщины металла, то можно передвигать шов далее.
«Обратите внимание!
Все перемещения следует делать исключительно равномерно, так как слишком быстрые перепады температуры могут вызвать брак.»
Сварка нержавеющей стали аргоном хоть и облегчает работу с этим металлом, но здесь все равно нужно иметь навыки. Движения должны быть четкими и равномерными, так как в ином случае металл будет растекаться в различные стороны, а формирование валика будет неправильным. После того, как все будет заварено до конца, следует быстро остудить материал, чтобы не произошла потеря качеств стойкости к коррозии.
Контроль качества
После того как закончится дуговая сварка нержавеющей стали, то следует проконтролировать качество полученного результата. Все это делается согласно ГОСТ 53525 и ГОСТ 18442-80. Основными методами являются:
- Контроль по внешнему виду – осуществляется путем визуального осмотра, где можно определить только явные дефекты, которые образовались на поверхности;
- Радиационный контроль – неразрушающий метод, который включает в себя радиоскопию, радиографию и радиометрию;
- Магнитный контроль – куда входят порошковые, графически и феррозные разновидности способом проверки качества;
- Акустический контроль – основан на звуковых и ультразвуковых разновидностях, таких эхо-импульсивная разновидность, резонансная, теневая, реверберационная, свободных колебаний и эмульсионная;
- Тепловой контроль – основан на контрасте температур, а также на методе теплового поля и термометрическом анализе;
- Течеискание – данный метод рассчитан на поиск течи, а также на проверку герметичной целостности;
- Капиллярный метод – основан на просачивании жидкостей через мелкие трещины в металле, куда входят такие разновидности как цветной и люминесцентный способ;
- Электромагнитный – основан на принципе действия вихревых токов. Здесь выделяют фазовую, амплитудную и их смешанную разновидность.
 Здесь выделяют фазовую, амплитудную и их смешанную разновидность.
Здесь выделяют фазовую, амплитудную и их смешанную разновидность.«Обратите внимание!
Для наиболее точного результат лучше всего использовать несколько методов, если качество сварного соединения действительно важно.»
Меры безопасности
Дуговая сварка нержавеющей стали является не совсем безопасным делом. Здесь нужно соблюдать несколько мер безопасности, халатное отношение к которым может привести к несчастным случаям. В первую очередь стоит помнить о газовой безопасности, так что баллон с аргоном требуется отставлять на достаточно расстояние от открытого источника огня, которое было бы приемлемым для проведения сварочных работ. Не стоит забывать и об электробезопасности. Не следует заниматься сваркой при повышенной влажности.
Не лишними будут методы личной безопасности, так как нужно помнить о горячих предметах, возможном разбрызгивании раскаленного металла и так далее. Аргон негативно влияет на дыхательную систему, так что следует использовать индивидуальные защитные средства.
Сварка с поддувом аргона. Сварка нержавеющих труб аргоном
Наличие хрома в нержавеющей стали обуславливает свариваемость, поэтому обеспечивать неразъемное соединение можно любым способом сварки. Исключением являются весьма тонкие детали, для которых предусмотрена сварка с поддувом аргона.
Кратчайший путь вашего заказа
Получение запроса на электронную почту
Согласование расчета и технических параметров
Закупка и доставка материалов
Производство заказа
Для быстрого расчета стоимости и сроков вашего заказа, отправьте нам чертежи в формате *. dxf или *.dwg, а также укажите требуемый материал, количество изделий и телефон для связи.
dxf или *.dwg, а также укажите требуемый материал, количество изделий и телефон для связи.
Как правильно выполняется сварка с поддувом аргона
Определенные характеристики нержавейки влияют на процесс сварки.
- Малая теплопроводность исключает работу с повышенным сварочным током, иначе тонкий лист можно легко прожечь. Опытные сварщики снижают силу тока до определенных значений.
- После остывания выполненных соединений происходит усадка, и чтобы это не повлияло на качество шва, обеспечивается правильный зазор между свариваемыми деталями.
- Длительный разогрев заготовки приводит к испарению хрома, а значит, в рабочей области утратятся антикоррозионные свойства. Поэтому сварка аргоном с поддувом предусматривает оперативное охлаждение изделий в процессе сварки.
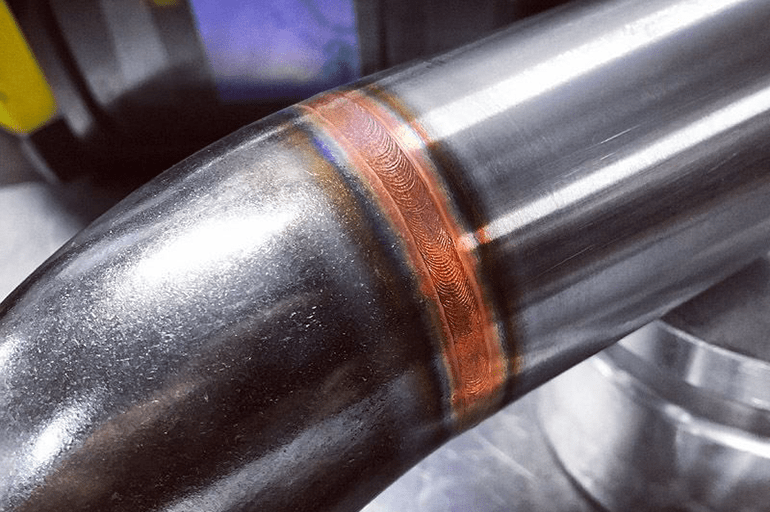
Что гарантирует высокое качество сварки труб аргоном с поддувом
Технология соединения труб почти не отличается от сварки листов. Единственное отличие в том, что применяется сварка труб аргоном с поддувом, т. е. с обеих сторон нужно обеспечить поступление газа, защищающего шов от окисления. Поддув обеспечивается как снаружи, так и изнутри.
ООО «Премьер Лазер» предлагает полный спектр услуг по резке, сварке, окрашиванию металла и изготовлению металлоконструкций. Для подробной информации Вы всегда можете обратиться к нашим менеджерам по телефону +7 (495) 540-41-07.
Сварка нержавейки аргоном, изготовление изделий и конструкций из нержавеющей стали
Аргонодуговая сварка нержавейки
Процесс сваривания нержавеющей стали очень кропотливый и трудоемкий. Это связано не только с обязательными условиями соблюдения многих нюансов работы, но и с некоторыми особенностями самого металла и используемой технологии сварки.
Виды нержавеющей стали
В зависимости от микроструктуры различают пять видов нержавеющей стали, но используются, как правило, только три группы материала:
- аустенитная – немагнитная сталь, которая имеет в своём составе 15-20% хрома и 5-15% никеля. Эти составляющие увеличивают сопротивление металла к коррозии. Этот тип прекрасно поддается сварке и тепловой обработке. При маркировке обозначается буквой А;
- мартенситная. Этот тип нержавейки намного тверже, чем аустенитная. Чтобы сделать ее прочнее применяется технология термической закалки. Материал подвержен коррозийным изменениям. Обозначается буквой С;
- ферритная. Самая мягкая нержавеющая сталь, поскольку в ней низкий процент содержания кислорода. Она также имеет магнитные свойства. Чтобы определить этот вид нержавейки, нужно искать на маркировке букву F.
 Эти составляющие увеличивают сопротивление металла к коррозии. Этот тип прекрасно поддается сварке и тепловой обработке. При маркировке обозначается буквой А;
Эти составляющие увеличивают сопротивление металла к коррозии. Этот тип прекрасно поддается сварке и тепловой обработке. При маркировке обозначается буквой А;Основные свойства нержавеющей стали
Это очень вязкий материал, механическая обработка которого всегда связана с огромными трудностями. При перегреве поверхность покрывается неприглядным слоем, который трудно удалить без порчи внешнего вида и изменения размерной точности деталей.
Однако кроме этого нержавейка имеет ряд положительных характеристик, выделяющих ее среди других материалов.
- Высокая степень пластичности и вязкости
- Коррозийная стойкость
- Сопротивление к теплопроводности
- Твердость и прочность
- Стойкость к образованию окалин при обработке высокими температурами
- Повышенное механическое упрочнение
Аргоновая сварка выезд к вам на объект!
Проблемные вопросы сваривания нержавеющей стали
На процесс сварки нержавейки в первую очередь влияет ряд свойств, которыми она обладает. Явные проблемы могут возникнуть в связи с тем, что:
- теплопроводность нержавеющей стали почти в 2 раза ниже этого же показателя для низкоуглеродистой стали, что вызывает резкую концентрацию тепла и увеличение степени проплавления металла в зоне сварки. Именно поэтому сила тока при сварке нержавейки должна быть на 15-20% ниже, чем ток при стандартном процессе сваривания элементов из других материалов.
- происходит значительная деформация металла во время сварки, вызванная большим коэффициентом линейного расширения и соответственно, усадки нержавейки. Если не учесть этот фактор и не соблюсти достаточный размер зазора между свариваемыми деталями, это может привести к образованиям трещин.
- высокий показатель электрического сопротивления, который способствует сильному нагреву электродов, выполненных из высоколегированной стали. Чтобы уменьшить этот отрицательный эффект, длина стержней обычно уменьшается до 350 мм.
- при неправильно выбранном термическом режиме нержавейка может легко утратить свои антикоррозийные свойства. Это явление получило название межкристаллитная коррозия.
 Если не учесть этот фактор и не соблюсти достаточный размер зазора между свариваемыми деталями, это может привести к образованиям трещин.
Если не учесть этот фактор и не соблюсти достаточный размер зазора между свариваемыми деталями, это может привести к образованиям трещин.Она связана с тем, что при превышении температурного порога в 500 градусов, по границам зерен начинается образование карбидов железа и хрома. Именно они провоцируют трещины и коррозию. Чтобы избежать подобных негативных моментов, специалисты стараются быстро охладить место сварки, чтобы снизить уровень потери коррозийной стойкости. Самым простым способом может быть поливание изделий водой, но он эффективен только для хромоникелевой стали аустенитного класса.
Технология сварки нержавейки вольфрамовыми электродами в аргонной среде
Такая технология является оптимальной для сваривания изделий, к которым будут выдвинуты особые требования касаемо их качества. Также она применима для соединения конструкций из очень тонкого металла. Технология аргонной сварки вольфрамовыми электродами эффективна для создания трубопроводов (аргонная сварка труб из нержавейки), которые будут использованы при транспортировке газа или жидкостей под высоким давлением.
Примечание
Чтобы максимально тщательно произвести сварку, необходимо помнить, что:
- для избегания попадания вольфрама в сварочную ванну, необходимо использовать исключительно бесконтактный поджог дуги. Если это условие невозможно выполнить, то допустимо произвести зажигание на угольной плите, а затем перенести дугу на металл;
- выполнять сварочные работы можно как на постоянном, так и на переменном токе;
- следует правильно подобрать сварочный режим с учетом толщины соединяемых деталей. Отдельно выставляются показатели сечения электрода и присадочной проволоки, расход аргона, полярность и сила тока, скорость и т.д.;
- уровень легирования присадочной проволоки должен быть выше, чем этот показатель у основной стали;
- нежелательно производить колебательные движения, чтобы избежать окисления металла и не нарушить сварочную зону.
 Отдельно выставляются показатели сечения электрода и присадочной проволоки, расход аргона, полярность и сила тока, скорость и т.д.;
Отдельно выставляются показатели сечения электрода и присадочной проволоки, расход аргона, полярность и сила тока, скорость и т.д.;Подготовка деталей из нержавеющей стали к сварке
Перед началом сварочных работ, следует тщательно зачистить кромки заготовок до металлического блеска. На данном этапе можно использовать щетку или шлифовальную машинку. После этого чистые кромки обезжириваются ацетоном или авиационным бензином, чтобы обеспечить устойчивость дуги и повысить качественный показатель будущего сварного шва.
Обязательно важно предусмотреть увеличенный зазор между деталями, чтобы максимально компенсировать возможную деформацию. Обращать внимание нужно и на присадочный материал, его диаметр и состав.
Аргоновая сварка труб
Особенности технологии
Этот метод сварки оптимально подходит для деталей небольшой толщины. Он позволяет получить надежное соединение с аккуратными сварными швами.
Основная работа при таком виде сварки возложена на горелку, в которой закреплен электрод, а из сопла происходит подача струи аргона. Формирование сварного шва осуществляется благодаря присадочной проволоке, которую вручную подают в зону горения сварочной дуги. Манипуляции с горелкой также выполняются вручную.
В отличие от обычной технологии сварочных работ, при аргонной сварке исключены любые поперечные движения. Все перемещается только вдоль оси будущего сварного шва. Это обеспечивает нахождение сварочной ванны в зоне действия аргоновой защиты. Данный фактор крайне важен для хорошего качества соединения. Следует также не забывать и о защите обратной стороны шва от попадания воздуха. Недостатком этого считается увеличение расхода газа, но при этом гарантируется высокое качество и эстетичный внешний вид сварного шва.
В процессе работы вольфрамовый электрод не должен прикасаться к основному металлу даже в процессе розжига дуги. Это обеспечит чистоту поверхности соединяемых между собой заготовок и защитит конец электрода от оплавки.
Чтобы избежать начала процесса окисления нагретого электрода и свежего шва, не следует сразу прекращать подачу аргона. Важно выждать минимум 10-15 секунд. Это продлит срок службы электрода и положительно скажется на качестве сварного шва.
Аргонная сварка на svarka-argonom.ru
Нержавеющая сталь пользуется постоянным спросом, благодаря таким свойствам, как хорошие антикоррозионные характеристики, эстетичный внешний вид, большой срок эксплуатации изделий. Наша компания предлагает вниманию клиентов услуги по свариванию изделий из нержавейки.
Заказывая нам изделия из нержавеющей стали, будьте уверены в их надежности! Они прослужат вам долгие годы, не требуя никаких защитных покрытий, без всякой потери эксплуатационных качеств. Мы предлагаем высокое качество работ по доступной цене!
Преимущества сварки нержавейки аргоном
Аргоновая сварка нержавейки имеет ряд неоспоримых преимуществ перед другими видами сварки.
- Прочные, надежные и долговечные сварные соединения.
- Чистота и безопасность. В процессе такой сварки нет выделения ядовитых веществ, которые могут нанести ущерб здоровью человека.
- При сварке не бывает искр. Это позволяет использовать сварку аргоном в жилых помещениях.
особенности и технология процесса, способы соединения металлов
Нержавеющая сталь и алюминий являются уникальными по своим характеристикам, широко используются в различных отраслях и обладают коррозионностойкими свойствами. Из-за особого химического состава этих металлов сварочный процесс сильно затруднен.
Особенности сварки нержавейки и алюминия
Теплопроводимость нержавейки по сравнению с другими, более прочными сортами стали, ниже в 2 раза. Благодаря этой особенности во время процесса сварки тепло не сможет равномерно распределяться по всей поверхности и убирать излишки энергии, оно будет сконцентрировано в точке контакта. Эта особенность является главной причиной, почему многие начинающие сварщики не могут избежать перегрева или прожига шва. Специалисты рекомендуют устанавливать меньшие амперные показатели сварочного оборудования.
Эта особенность является главной причиной, почему многие начинающие сварщики не могут избежать перегрева или прожига шва. Специалисты рекомендуют устанавливать меньшие амперные показатели сварочного оборудования.
Вторая важная особенность, затрудняющая процесс соединения металлов – линейное расширение. Околошовная зона подвержена деформации из-за воздействия высоких температур, а это значит, что для предотвращения появления трещин необходимо оставлять зазор. Его формирование является важным этапом в процессе подготовки изделия к свариванию.
Еще одна трудность при сварке нержавейки и алюминия обусловлена их высоким электрическим сопротивлением. Расходные материалы быстро приходят в негодность из-за высокого нагрева.
Во время сварки нержавейки существуют четкие температурные границы. Если она повышается до 500 С0, то в шве образуются химические соединения карбида, железа и хрома, которые негативно влияют на его качество. Риск можно снизить, охладив деталь сразу же после работы.
Технология сварки нержавейки с алюминием аргоном
Ни одним из доступных способов (аргонодуговая, сварка покрытым электродом и т. д.) сделать качественное соединение без дополнительных элементов не получится. При сваривании стали и алюминия в шве образуются достаточно хрупкие интерметаллические соединения. Для получения качественного сварного шва нужно использовать особые технологии с применением биметаллических переходных вставок. Чтобы этот метод был действительно эффективным и рабочим, дуговая сварка не подойдет. Здесь используются такие методы, как давление с подогревом, прокатка или сварка взрывом.
Для упрощения процесса соединения стали и алюминия во время дуговой сварки на нержавейку можно нанести покрытие из алюминия. Здесь чаще всего используется метод погружения. После нанесения алюминиевого покрытия детали можно легко сварить, только важно следить, чтобы дуга не соприкасалась со сталью. В этом случае сварка проводится с применением алюминиевого присадочного сплава.

Методы с покрытием используются в тех случаях, когда важно добиться хорошей герметизации изделий. Но они не способны обеспечить хорошую прочность.
Процесс сварки при нанесении алюминиевого покрытия
Аргонную сварку всегда начинают с подготовки поверхностей. Процедура является стандартной вне зависимости от качества и структуры метала:
- Поверхность очищают от пыли и металлической стружки грубой щеткой. Все кромки зачищают до металлического блеска.
- Поверхность, на которой будет производиться работа, должна быть обезжирена любыми имеющимися средствами.
- Важно правильно установить зазор для компенсации процесса деформации.
Способы соединения
В процессе сварки лучше всего использовать переменный ток, это позволит решить сразу две задачи:
- Использование компактных и более легких сварочных инверторов.
- Удаление пленки оксида алюминия с поверхности детали, так как температура электрода будет сильно превышать термическую стойкость химического соединения.
Сейчас применяются два основных способа соединения:
- Ручная дуговая сварка (MIG/MAG). Ее особенность – это высокая производительность и возможность соединения частей любой толщины.
- Сварка неплавящимся вольфрамовым электродом (WIG/TIG). При этом способе швы получаются ровные за счет того, что дуга обладает высокой стабильностью горения. Также при этом способе совсем исключен шанс попадания в сварочную ванну влаги. Аргонодуговая сварка – способ преодолеть трудности, которые возникают в процессе соединения алюминия из-за наличия на его поверхности химически инертной прочной окисной пленки.
Необходимое оборудование
При выборе оборудования важно ориентироваться на особенности свариваемого металла:
- Важно правильно подобрать настраиваемый источник тока.
- Газовая линза с сеточкой, используемая в горелке, позволяет в несколько раз уменьшить расход газа, при этом улучшает защиту сварочной ванны.
- При сварке можно использовать стандартный вольфрамовый электрод. Диаметр зависит от толщины используемого металла.
Сварка нержавейки аргоном: технологии, электроды
Сварка аргоном нержавеющей стали обязательно должна проводиться с учетом ее характеристик, свойств и химического состава. Если эти нюансы не учитывать, то результат может быть далек от ожидаемого.
Что учесть при работе
Перед тем как начать варить аргоном необходимо разобраться в свойствах алюминия и нержавейки. Нержавеющая сталь имеет более низкий уровень теплопроводности. Эти материалы имеют высокое электрическое сопротивление.
Если с нержавеющей сталью работать в неправильном термическом режиме, то произойдет потеря ее отличной антикоррозийной функции. То есть в материале появится коррозия и его качество заметно ухудшится. Однако существуют способы недопущения таких ситуаций. Один из них заключается в том, что материал необходимо очень быстро охладить после работы. Если подручных средств для этого нет, то воспользуйтесь обычной холодной водой. Так вы снизите негативные последствия до минимума.
Важно! Алюминий охлаждать вышеуказанным методом нельзя. А в случае со стальными изделиями он подходит только для хромоникелевых материалов.
Нюансы и особенности
Сварка аргоном стали имеет свои особенности. Главным препятствием при работе, которое может возникнуть является возможность растрескивания материала. Такая проблема случается довольно часто. Проблемы связаны с особенностями этого материала, которые обязательно следует изучить до начала работ с ним:
- Низкий уровень теплопроводности. Нержавейка практически в 2 раза уступает другим материалов, поэтому при работе с ней часто возникают трудности. Во время сварки температура очень высокая и легко можно пропалить его насквозь, тем самым испортить деталь. Чтобы не попасть в эту проблему при работе рекомендуется уменьшить силу тока. При сварке обычной стали она может быть больше на 20%.
- Высокое линейное расширение дает большую литейную усадку. Эти нюансы способствуют возникновению деформации металла при проведении сварки. В некоторых случаях на материале могут появиться трещины и будет непригоден для эксплуатации. Чтобы избежать этого рекомендуется делать довольно большие зазоры между элементами, которые планируете варить. Это важно учитывать в том случае, если толщина стали большая. В этой ситуации риск возникновения проблемы увеличивается.
- Высокое электрическое сопротивление является еще одной проблемой. Это связано с тем, что электрод, который производится из стали, во время работы очень сильно нагревается и негативно влияет на качество сварки. Отрицательное воздействие можно уменьшить путем использования более коротких электродов. Их длина не должна превышать 350 мм.
 Во время сварки температура очень высокая и легко можно пропалить его насквозь, тем самым испортить деталь. Чтобы не попасть в эту проблему при работе рекомендуется уменьшить силу тока. При сварке обычной стали она может быть больше на 20%.
Во время сварки температура очень высокая и легко можно пропалить его насквозь, тем самым испортить деталь. Чтобы не попасть в эту проблему при работе рекомендуется уменьшить силу тока. При сварке обычной стали она может быть больше на 20%.Подготовительные работы
Сварка тонкой нержавейки аргоном требует специальной подготовки для получения качественного конечного результата. Есть несколько видов сварки нержавеющей стали. Сегодня наиболее популярными и востребованными считаются:
- применение в работе покрытых электродов;
- использование вольфрамового электрода;
- сварка аргоном тонкого металла в режиме «полуавтомат» с использованием специальной нержавеющей проволоки.
Каждый из этих способов имеет свои особенности и нюансы. Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Технология и инструменты
Для работы вам понадобится не только материал, но и другие вещи:
- сварочный аппарат для сварки нержавейки аргоном;
- электроды, которые необходимо выбирать исходя из конкретных характерных особенностей материала, с которым планируется работа;
- проволока из нержавеющей стали;
- щетка из стали;
- растворитель и чистая вода.

Обучение
Перед началом работы необходимо подготовить все материалы и провести их обработку. Для начала рекомендуется обработать кромки деталей, которые вы планируете варить. Для обеспечения качественной усадки шва необходимо оставить небольшой зазор. Таким образом вы сможете сделать качественную работу, которая будет прилично выглядеть. Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Важно провести зачистку поверхности кромок. Для этого нужна стальная щетка. После этого поверхность кромки важно обработать растворителем. Для этого оптимально подойдет ацетон или авиационный бензин. Этот процесс проводится для удаления жира. Это обязательный этап. Если его пропустить, то устойчивость дуги будет ниже и в шве будут образовываться поры. Сварка пищевой нержавейки аргоном должна проводиться очень аккуратно.
Режим AC/DC TIG и его особенности
Это технология с использованием вольфрамовых электродов рекомендуется для сваривания деталей, к которым выдвигают высокие требования качества. В частности, это работа с изделиями, состоящими из тонкого металла. Часто применяется для работы с трубопроводами, которые служат для работы под давлением жидкостей.
Особенности технологии:
- чтобы вольфрам не попал в сварочную ванну необходимо использовать бесконтактный поджог дуги. Если такой вариант работы невозможен, то рекомендуется выполнять работу на угольной плите и только потом переносить дугу на металл. Таким образом вы сможете избежать проблем при работе;
- работать можно на переменном и постоянном токе;
- режим сварки подбирается исходя из толщины металлических деталей, которые необходимо соединить между собой;
- уровень легирования проволоки всегда должен быть выше основного металла;
- для того, чтобы избежать окисления не делайте электродом колебательные движения.
Обдув электрода позволяет существенно и гарантированно уменьшить окисление. Сварка полуавтоматом по технологическому процессу практически не отличается от простого соединения поверхностей. Просто в этом способе проволока из нержавейки подается не вручную, а механическим путем. Работа в режиме «MIG» проходит легче и быстрее.
Сварка полуавтоматом по технологическому процессу практически не отличается от простого соединения поверхностей. Просто в этом способе проволока из нержавейки подается не вручную, а механическим путем. Работа в режиме «MIG» проходит легче и быстрее.
Техника работы в режиме полуавтомат позволяет работать с разными поверхностями:
- для металла с большой толщиной используется метод струйного переноса;
- для изделий с тонкими ластами металла подходит сварка короткой дугой;
- универсальная технология — импульсная сварка. Она является самым выгодным вариантом для соединения деталей.
Технология ММА
Одной из самых популярных и востребованных методик считается сварка с покрытыми электродами. Такой вариант сварки очень часто используется любителями в домашних условиях. Он идеально подходит для сварки, если к качеству конечного результата не предъявляются серьезные требования. Здесь необходимо лишь правильно выбрать электроды, которые могут быть двух видов:
- двуокись титана с рутиловым покрытием. Они подходят для сварки на постоянном и переменном токе. Отличаются низким уровнем разбрызгивания при работе и надежной дугой, которая обеспечивает качественное и постоянное горение;
- основное покрытие, которое делается карбонатами магния и кальция. Подходят для работы на постоянном токе.
Для проведения качественной сварки важно правильно подобрать электроды. Именно от них многое зависит. Делать это лучше по соответствиям ГОСТу «10052». В документе имеются четкие указания по разным типам. Такой подход позволит вам узнать необходимую информацию и начать работу правильно.
Если вам известна марка стали вашего изделия, то обратитесь к стандартам, и вы легко найдете соответствующий ей электрод. Также немаловажны механические параметры, которые следует изучить до начала работы. Важно знать уровень коррозионной устойчивости. Сварка пищевой нержавейки требует тщательной подготовки и грамотного подхода для получения качественного результата.
Меры безопасности при сварке
Помните, нарушение техники безопасности могут привести к серьезным последствиям. Можно не только испортить исходный материал, но и получить травмы и даже увечья. Никогда не начинайте работу, не ознакомившись с правилами безопасности и нюансами работы с инструментом. Поэтому перед началом работы примите к сведению и подробно рассмотрите правила и технику работы:
- вначале рекомендуется изолировать все провода, которые непосредственно связаны с блоком питания тока и со сварочной дугой. В источниках питания обязательно должны быть автоматические выключатели высокого напряжения;
- сварку аргоном металлических изделий необходимо проводить в сухой одежде, специальных рукавицах и галош;
- важно правильно и аккуратно оборудовать рабочее место и убрать все лишние инструменты и вещи;
- проводить сварочные работы рекомендуется в помещении с хорошей вентиляцией воздуха.
Работы по сварке довольно сложные и требуют некоторых знаний и подготовки. Помните, недостаточно посмотреть обучающее видео. Важно приобрести опыт и практические навыки работы под руководством опытного мастера, которые сможет дать практические советы и рекомендации.
Интересное видео
СВАРКА НЕРЖАВЕЙКИ дома и на производстве [аргоном, инвертором]
В каждом доме есть изделия из нержавеющего металла – детали бытовой техники, посуда, ведра, проволока для технических и садовых нужд, и когда в них образуются дефекты, то для их устранения понадобится [сварка нержавейки].
Нержавейка применяется как материал для внешних водопроводных труб и частей водогрейной техники.
Сварка дефектов в нержавейке позволит снизить расход средств на приобретение и монтаж новых.
В этой статье мы рассмотрим состав изделий из нержавеющего металла, виды сварки в промышленных и домашних условиях, пройдем обучение на видео, узнаем что такое лазерная сварка.
Свойства нержавейки
По ГОСТ в состав нержавеющей стали включены хром (от 11% до 20%), ниобий и молибден, которые улучшают стойкость к коррозии.
После контакта атомов хрома с кислородом, содержащимся в воздухе, на поверхности контакта возникает защитное покрытие.
Толщина оксида хрома минимальна, но из-за одинакового размера атомы самого хрома и оксида хрома находятся в скученном состоянии, чем и обеспечена стабильность слоя.
Если защитное покрытие подвергается незначительному механическому воздействию, то оно разрушается, но после воздействия кислорода происходит реакция окисления атомов хрома и покрытие восстанавливается.
Эти свойства стали с высоким содержанием хрома были выявлены в процессе работы над улучшением качества оружейных стволов, когда одной из задач было создание сплава с содержанием присадки, успешно противостоящего агрессивному воздействию окружающей среды.
Видео:
Эта задача была решена путем добавления хрома в сталь, после чего покрытие стало очень устойчиво к окислительным процессам, что сделало нержавейки не только идеальным металлом военной промышленности того времени, но и актуальным материалом для бытовых емкостей с различным содержанием, труб и иного использования в быту.
Используются сплавы ГОСТ с добавлением меди, азота, латуни и титана. Применение нержавеющего металла не ограничивается кухней, нержавейка активно применяется в промышленности.
Свариваемость нержавейки
Самым главным показателем процесса сварки является особенность образования шва.
Сплав, которым образовано место соединения двух разнородных металлов или двух частей одного и того же металла, после остывания должен иметь структуру, близкую по химическим и физическим свойствам к основе.
Именно это обеспечивает качество шва и общую свариваемость металлов.
Технология свариваемости нержавейки обладает следующими свойствами:
- Значительная литейная усадка. Это приводит к существенному изменению формы в местах нагрева. При сваривании небольших деталей (например, тонкостенных труб) это компенсируется шириной шва. При сваривании больших по ширине заготовок (промышленных емкостей, труб с толстыми стенами) нужно обеспечить пропорциональный зазор для линейного расширения при нагреве. Его отсутствие приведет к появлению сколов и разломов. Расход материала проводится с допуском на плавление;
- Низкая теплопроводность (в 1,8-2,1 раза ниже, чем у стали). Это мешает свободному распространению поступающего нагрева и концентрирует температуру в зоне шва. Для предотвращения излишнего плавления сварной зоны требуется уменьшить ток на 1/5-1/6 от нормальной подачи при сварке стали;
- Склонность к коррозии между кристаллами. Это качество присуще материалу с высоким содержанием хрома. При температуре 550 градусов по Цельсию и выше высвобождаются карбиды хрома и железа. Для предотвращения этого процесса после сваривания аргоном прибегают к быстрому охлаждению любым способом. Допускается заливка охлажденной жидкостью.
 Это приводит к существенному изменению формы в местах нагрева. При сваривании небольших деталей (например, тонкостенных труб) это компенсируется шириной шва. При сваривании больших по ширине заготовок (промышленных емкостей, труб с толстыми стенами) нужно обеспечить пропорциональный зазор для линейного расширения при нагреве. Его отсутствие приведет к появлению сколов и разломов. Расход материала проводится с допуском на плавление;
Это приводит к существенному изменению формы в местах нагрева. При сваривании небольших деталей (например, тонкостенных труб) это компенсируется шириной шва. При сваривании больших по ширине заготовок (промышленных емкостей, труб с толстыми стенами) нужно обеспечить пропорциональный зазор для линейного расширения при нагреве. Его отсутствие приведет к появлению сколов и разломов. Расход материала проводится с допуском на плавление;Для свариваемости нержавейки применяется лазерная и контактная точечная сварка с применением аргона.
Сформулированные требования к качественной свариваемости нержавейки – наличие зазора, низкий ток, быстрое охлаждение и только после него полировка.
В бытовых условиях используется сварка инвертором. Инверторной сваркой вполне можно обойтись и она не требует особенных навыков.
Сварка нержавейки
Для устранения отверстий, появившихся в ходе эксплуатации, а также для соединения поверхностей двух деталей между собой используют сварку.
Рассмотрим, как происходит сварка нержавейки, технология, ее особенности и видео уроки.
Видео:
Качественное сваривание нержавейки требует создания условий с учетом высокой электропроводности структуры (в 5-7 раз больше, чем у низкоуглеродистой стали), низкой точки плавления (на 90-110 градусов меньше) и высокого коэффициента расширения при нагреве.
Промышленная сварка нержавеющей стали выполняется при помощи плавящихся электродов в инертном газе с примесями аргона.
Сварка труб или листов незначительной толщины производится дуговым методом в аргоне.
В бытовых условиях или на небольшом непрофильном производстве выполняется сваривание нержавейки инвертором без применения аргона.
Проволока, используемая для сварного шва инвертором, позволяет не только снизить расход электродов, но и обеспечить повышенную прочность соединения.
Для сварки труб из нержавейки проволока применяется по всему контуру сваривания.
Развивая традиционный аргонно-дуговой метод сваривания, установили, что аргон можно заменить использованием азота в качестве газа для защиты шва.
Происходит абсорбировка азота хромом, измельчает литую структуру и не ухудшает свойства шва. Этот способ сварки рекомендуется для деталей из нержавейки, имеющих широкий край.
Вначале сварка при помощи азота применялась только для определенных видов нержавеющей стали, потом после усовершенствования технологии сварки при помощи азота, предложили использовать ее для сварки нержавейки с серебром и его сплавами, медью и ее сплавами, а также для ряда других металлов и сплавов.
Холодная сварка нержавейки
Единственная из всех видов сварки, исключающая использование специального оборудования и нагрева соединяемых плоскостей — это холодная сварка.
В отличие от обычной, она представляет собой двухкомпонентный клей с присадками, который используется для заделки протеканий труб и исправления прочих мелких дефектов.
Видео:
Холодная сварка выпускается в виде трубочек и проста в применении: наносится после очистки детали от налета, масляного слоя, ржавчины или крошки на достаточно глубокие царапины, для улучшения сцепления раствора с поверхностью их надо обезжирить.
Холодная сварка нержавейки чаще всего используется при ремонте емкостей или труб, ее допустимо применять как на поверхности пустых емкостей, так и на заполненные жидкостью сосуды.
Технология применения состоит в следующем: от трубочки отрезается кусочек, пропорциональный трещине, которую необходимо устранить, разогревается и разминается в руках, наносится на дыру или трещину в достаточном количестве (важно понимать, что холодная сварка на тонкой основе бесполезна – при высыхании она выкрошится).
После полного затвердевания (время указано в инструкции), проводится полировка.
Холодная сварка имеет некоторые особенности:
- Временное применение. Холодная сварка применяется как временный метод экстренного устранения дефектов. Через некоторое время будет происходить вымывание или выкрашивание состава и трещины проступят вновь;
- Не применяется для разнородных материалов;
- Не используется для соединения двух частей металла. Нагрузка на шов холодной сварки даже от веса самого металлического предмета является критической и разрушает его;
- Низкая цена, малый расход и простая технология делают этот способ удобным. На видео показаны особенности этого метода.
Сварка разнородных металлов и нержавейки
В промышленности используются детали из разнородных материалов.
При сваривании разнородных металлов требуется учесть особенности каждого из них и подобрать соответствующие электроды и режим.
Разогревание разнородных материалов приводит к тому, что в зоне плавления появляется состав из двух металлов.
Видео:
Химические и физические свойства разнородных материалов передаются сварному шву, а в случае выгорания какой-либо из составляющих, свойства будут переданы неравномерно.
Рассмотрим варианты сваривания поверхностей из латуни, меди и титана в домашних условиях.
Особенность титана – это высокая прочность, стойкость к агрессивным средам, пластичность, жаростойкость при температуре 650-700 градусов по Цельсию.
В сварном шве титана и разнородных металлов присутствует водород, что сказывается на склонности шва к растрескиванию, особенно при включении азота.
Сварка титана с любым из разнородных материалов производится по следующей технологии:
- По ГОСТ требуется защита места сваривания титана от насыщения газом и снижение азота до 0,05%;
- Применяется точечная контактная сварка или дуговая в инертных газах (смесях с аргоном). В промышленности может быть применена лазерная сварка. Точечная и лазерная сварка требуют, чтобы после остывания была проведена полировка. Для аргоновой сварки полировка не требуется;
- Как присадка используется проволока для сварки титана из любого черного металла. Проволока обживается в вакууме;
- По ГОСТ сваривание титана с рядом разнородных материалов и нержавейкой путем взрыва требует прокладок из меди. Проволока допустима к применению;
- Сварка труб из титана и нержавейки требует, чтобы проволока располагалась по сварному шву.
При соединении меди и нержавейки технические сложности появляются из-за родства меди с кислородом, низкой температуры плавления меди и способности меди к поглощению веществ в газообразном состоянии.
Это серьезно усложняет сваривание толстых поверхностей меди с применением аргона обычными электродами.
Самый удачный способ – это дуга с аргоном с применением вольфрамового электрода. Медная проволока используется при сваривании меди и нержавейки как присадка, улучшающая качество сварного шва.
В некоторых случаях можно провести замену аргона на азот. Но при этом расход вольфрамового электрода существенно увеличится, что делает не всегда выгодным использование азота.
Оптимальный расход будет при использовании графитового электрода в сварке при помощи азота, а вольфрамового – в смеси с аргоном.
Сварка латуни и нержавейки крайне затруднена. В латуни содержится значительное количество цинка, который снижает прочность соединения латуни с любым из разнородных металлов.
Сварной шов латуни и разнородных металлов не проходит испытание на прочность. Правильней говорить в этом случае о пайке латуни.
Соединение поверхности из латуни с нержавеющим металлом производят с помощью легкоплавкого припоя, расход которого будет в этом случае значительным.
Образованное соединение не принимает физико-химических свойств латуни, поэтому имеет достаточную прочность.
Предотвращаем дефекты
Сварка нержавеющей стали обладает определенными свойствами.
Игнорирование их приведет к появлению нежелательных изъянов, а через некоторое время место соединения придет в негодность из-за ножевого разрушения.
Разломы от нагрева происходят по причине аустенитного состава шва. Ломкость возникает из-за чрезмерно долгого нагрева и стигматации.
Видео:
Проволока, как присадка, позволяет избежать разломов от нагрева и обеспечивает твердый сварной шов. Требуемое включение феррита в присадках – не менее 2-3%.
Использование дугового метода сваривания с короткой дугой также предотвращает горячие трещины.
Кратеры сварочного шва не поднимайте на основную поверхность заготовки.
Сварка автоматом должна производиться на небольшой скорости.
В статье мы рассмотрели виды и составы нержавейки, домашние и промышленные способы ее сварки.
Несмотря на то, что на видео нет сложностей со сваркой нержавейки, следует получить и отточить начальные навыки сварки на более простых металлах.
Наконечники для сварки MIG
Наконечники для сварки MIG
Всегда читайте и соблюдайте меры предосторожности и инструкции по эксплуатации, приведенные в руководстве пользователя.
1. Сохраняйте вылет от 1/4 до 3/8 дюйма (электрод выступает из конца контактной трубки).
| Слишком коротко | Нормальный | Слишком длинный |
 Для тонких металлов используйте проволоку меньшего диаметра. Для более толстых металлов используйте большую проволоку и большую машину. См. Рекомендации по сварочной способности аппарата.
Таблица толщины сварочной проволоки
Для тонких металлов используйте проволоку меньшего диаметра. Для более толстых металлов используйте большую проволоку и большую машину. См. Рекомендации по сварочной способности аппарата.
Таблица толщины сварочной проволоки 3. Используйте правильный тип проволоки для свариваемого основного металла. Используйте проволоку из нержавеющей стали для нержавеющей стали, алюминиевую проволоку для алюминия и стальную проволоку для стали.
4. Используйте соответствующий защитный газ. CO2 хорош для проплавления сварных швов на стали, но может быть слишком горячим для тонкого металла. Для более тонких сталей используйте 75% аргона / 25% CO2.Для алюминия используйте только аргон. Вы можете использовать тройную смесь для нержавеющих сталей (гелий + аргон + CO2).
5. Для стальной проволоки обычно используются два типа проволоки. Используйте классификацию AWS ER70S-3 для универсальной экономичной сварки. Используйте проволоку ER70S-6, когда требуется больше раскислителей для сварки грязной или ржавой стали. (См. Схему 6. Сварочная проволока).
| Твердая углеродистая сталь ER70S-6 |
|
| Порошковая / углеродистая сталь E71TGX |
|
| Алюминий ER5356 |
|
| Нержавеющая сталь ER308L |
|

6.Для наилучшего контроля сварного шва держите проволоку направленной к передней кромке сварочной ванны.
7. При сварке в нестандартном положении (вертикальная, горизонтальная или потолочная сварка) держите сварочную ванну небольшого размера для лучшего контроля сварного шва и используйте проволоку наименьшего диаметра, насколько это возможно.
8. Убедитесь, что контактная трубка, футеровка пистолета и приводные ролики соответствуют размеру используемой проволоки.
9. Время от времени очищайте футеровку пистолета и приводные ролики и держите сопло пистолета чистым от брызг. Замените контактный наконечник, если он заблокирован или подается плохо.
10. Держите горелку прямо во время сварки, чтобы избежать плохой подачи проволоки.
11. Обеими руками удерживайте пистолет во время сварки. По возможности делайте это. (Это также относится к сварке палкой и TIG, а также плазменной резке).
12. Сохраняйте натяжение ступицы механизма подачи проволоки и давление приводного ролика достаточно сильными для подачи проволоки, но не перетягивайте.
13. Храните проволоку в чистом, сухом месте, когда она не сварка, чтобы избежать накопления загрязнений, которые приводят к плохому сварному шву.
14.Используйте DCEP (обратную полярность) на источнике питания.
15. Техника перетаскивания или вытягивания даст вам немного больше проникновения и более узкий борт.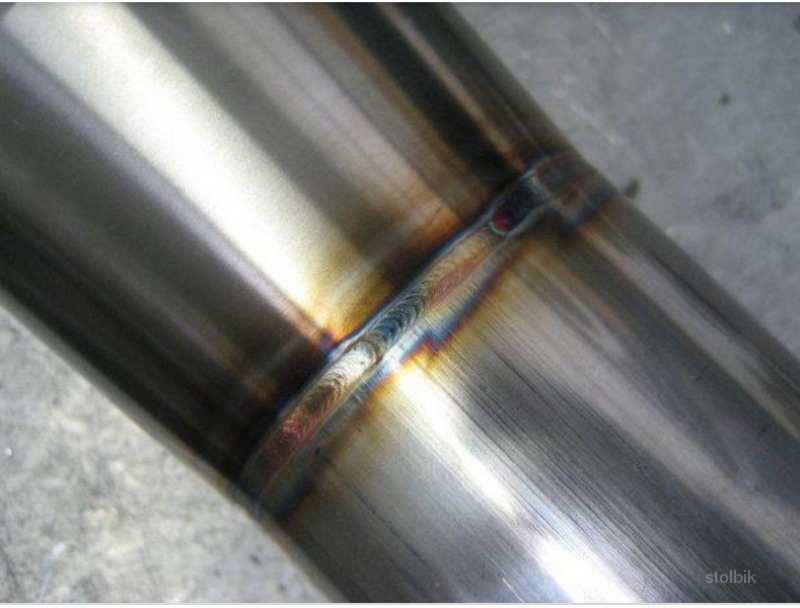 Техника толкающего пистолета даст вам немного меньшее проникновение и более широкий валик.
Влияние расположения электродов и техники сварки
Техника толкающего пистолета даст вам немного меньшее проникновение и более широкий валик.
Влияние расположения электродов и техники сварки
16. При сварке углового шва сторона сварного шва должна быть равна толщине свариваемых деталей.
17. Сравните ваш сварной шов с нашими фотографиями, чтобы определить правильную регулировку.
Методы сварки нержавеющей стали
Сварка нержавеющей стали имеет свои проблемы и отличия.Хотя нержавеющая сталь не так сложно сваривать, как некоторые металлы, она имеет особые свойства, которые отличаются от других более распространенных сталей, которые следует решать перед сваркой.
Нержавеющая сталь — это сплав цветных металлов, состоящий из железа, углерода и не менее 10,5% хрома. Он известен своей прочностью и устойчивостью к коррозии. Множество различных марок нержавеющей стали определяется степенью и комбинацией других элементов, смешанных с железом, углеродом и хромом, таких как никель, ниобий, молибден и титан.Добавление хрома в сплав, устойчивый к ржавчине и потускнению, также придает металлу привычный блеск.
Нержавеющая сталь находит широкое применение в промышленности. Основное применение — архитектурная облицовка, пищевая промышленность и другое кухонное оборудование, аэрокосмическое, автомобильное и морское оборудование. Из-за своего широкого использования это популярный металл во многих сварочных операциях на промышленном оборудовании.
Для достижения эстетического результата при сварке нержавеющей стали, независимо от вашего метода, нагрев и охлаждение металла необходимо контролировать.Известно, что металл сохраняет тепло, что может привести к таким проблемам, как коробление, ржавчина или охрупчивание. Слишком много тепла, всего пять ампер, может означать разницу между обгоревшим швом и безупречным качеством. Во-вторых, убедитесь, что присадочные материалы соответствуют свариваемому материалу. Наконец, обеспечьте чистое рабочее пространство и не допускайте попадания мусора на сварочный стол, так как нержавеющая сталь может очень легко поцарапаться.
Самое главное, что сварка нержавеющей стали требует вентиляции. Из-за хрома пары могут быть токсичными.Вытяжные вентиляторы, специальные насадки для всасывания дыма, прикрепленные к сварочной горелке, и дыхательный аппарат — все это настоятельно рекомендуется для предотвращения попадания дыма и вредного дыма на сварщика.
Три наиболее распространенных метода сварки нержавеющей стали — это сварка TIG, сварка MIG и контактная сварка. У каждого есть свои преимущества и уникальные характеристики.
Сварка TIGTIG означает «вольфрамовый инертный газ», что является сокращением от газовой сварки вольфрамовым электродом (GTAW).Он назван в честь вольфрамового электрода и окружающей его оболочки из инертного газа. Неплавящийся вольфрамовый электрод подводит ток к сварочной дуге. Газ аргон используется потому, что он защищает и охлаждает вольфрам, создает гораздо меньше дыма, чем другие газы, и предотвращает окисление.
СваркаTIG идеально подходит для ответственных соединений и широко используется в промышленности для тонких и точных сварных швов, и это наиболее распространенный метод сварки тонких профилей из нержавеющей стали на более тонких металлах. Преимущества использования сварки TIG для нержавеющей стали включают низкий износ электродов, беспористые, качественные сварные швы, концентрированный источник тепла, что, в свою очередь, приводит к узкой зоне плавления, точное управление, очень стабильную дугу, сварку с присадочным материалом или без него и остатки окисления удаляются, что упрощает процесс окончательной очистки.
Сварка МИГ Металл в инертном газе, сварка MIG, также известная как газовая дуговая сварка металла (GMAW), представляет собой процесс сварки, в котором используется электричество для плавления и соединения кусков металла. В мире сварки его часто называют «клеевым пистолетом», который был разработан в 1940-х годах для сварки цветных металлов. Сварка MIG требует, чтобы проволока была подключена к источнику постоянного тока, который действует как электрод для соединения двух металлических частей, когда она непрерывно проходит через сварочную горелку. Смесь защитного газа для сварки нержавеющей стали методом MIG состоит из 90% гелия, 7,5% аргона, 2,5% двуокиси углерода.
Смесь защитного газа для сварки нержавеющей стали методом MIG состоит из 90% гелия, 7,5% аргона, 2,5% двуокиси углерода.
Основным преимуществом сварки MIG является то, что она позволяет сваривать металл намного быстрее, чем традиционные методы сварки штучной сваркой. Метод сварки MIG позволяет получать длинные непрерывные сварные швы намного быстрее и может использоваться для более толстой нержавеющей стали в тех случаях, когда требуются длинные линии сварки. Поскольку защитный газ защищает сварочную дугу, этот тип сварки дает чистый сварной шов с очень небольшим количеством брызг.
Сварка сопротивлениемКонтактная сварка — это процесс точечной и шовной сварки. Когда электрический ток, проходящий через электрод, вступает в контакт с металлом, образуются как резистивное тепло, так и самородок. Конечный результат — металлический стык. Хотя он требует значительного количества тока от источника питания, для работы он использует низкое напряжение.
В производстве, по сравнению с другими методами сварки, контактная сварка может быть намного более эффективной, поскольку для ее выполнения требуется всего лишь нажатие кнопки.В частности, что касается нержавеющей стали, время нагрева и концентрация тепла меньше, и, таким образом, меньше влияет на обрабатываемую площадь. Для производителей процесс может быть механизирован и автоматизирован и не требует многочасового предварительного обучения сварщиков. Результатом является не только эстетичный вид, но и высокая производительность и низкая стоимость, меньшее количество дыма и более здоровая рабочая среда, что в целом является более рентабельным для производителей.
Не уверены, какой метод подойдет именно вам? Не стесняйтесь обращаться к нам сегодня, наши знающие и дружелюбные сотрудники всегда готовы помочь!
4 лучших способа сварки нержавеющей стали [Краткое руководство]
Нержавеющая сталь давно считается популярным строительным материалом.Это широко известное предпочтение из-за его долговечности, прочности, удобоукладываемости и различной степени коррозионной стойкости. Этот привлекательный металл создает дополнительную проблему для точной сварки. Обязательно обсудите мир сварки нержавеющей стали , прежде чем вы выберете проект с нержавеющей сталью. Разберем металл подробно и лучшие приемы сварки нержавеющей стали .
Этот привлекательный металл создает дополнительную проблему для точной сварки. Обязательно обсудите мир сварки нержавеющей стали , прежде чем вы выберете проект с нержавеющей сталью. Разберем металл подробно и лучшие приемы сварки нержавеющей стали .
Нержавеющая сталь — это сплав железа с различным содержанием хрома от 11% до 30%.Нержавеющий, привлекательный характер металла обязан хрому. Вариация доли хромовых элементов зависит от химического состава нержавеющей стали и ее применения. В него добавлены такие элементы, как никель и молибден, для повышения его формуемости и устойчивости к коррозии.
Гарри Брирли представил оригинальную нержавеющую сталь в 1913 году. Популярность этой нержавеющей стали растет благодаря ее прочности и антикоррозийным свойствам против химикатов, газов и жидкостей. Люди удивляются, узнав, что существует три типа нержавеющей стали: ферритная, аустенитная и мартенситная.Процесс сварки у каждого из них не сильно отличается.
Этот сварочный металл очень хорошо работает в различных промышленных областях. Он может выдерживать экстремальные температуры, что делает его приемлемым выбором для трубопроводов, агрессивных химикатов и нефтяной промышленности. Он также является популярным выбором для медицинского оборудования, ресторанов и пивоварен из-за его устойчивости к инфекциям.
Противная часть нержавеющей стали состоит в том, что она в 3-5 раз дороже низкоуглеродистой стали.Его сварка столь же дорога и затрудняет выбор.
Подготовка к сварке — ключ к успеху Как сварить нержавеющую сталь , всегда остается загадкой. Очистка и подготовка нержавеющей стали — ключ к правильной сварке. Потому что металл имеет сильную связь с углеродистой сталью. Держите набор инструментов отдельно, чтобы очистить нержавеющую сталь перед сваркой. Любой инструмент с остаточным углеродом может загрязнить нержавеющую сталь и привести к ржавчине конечного продукта.Кисть, молоток и зажим следует хранить отдельно от сварочного металла.
Любой инструмент с остаточным углеродом может загрязнить нержавеющую сталь и привести к ржавчине конечного продукта.Кисть, молоток и зажим следует хранить отдельно от сварочного металла.
Рекомендуется держать рабочие зоны из углеродистой и нержавеющей стали отдельно, поскольку взвешенные частицы углерода могут врастать в нержавеющую сталь и впоследствии ржаветь.
Очень важная подготовка — это выбор наполнителя. Постарайтесь совместить присадочный материал с основным металлом. Как правило, это легко, но с разнородными металлами возникают трудности.
Общие методы сварки нержавеющей сталиВыбор процесса сварки для сварки нержавеющей стали зависит от таких факторов, как толщина металла, готовая продукция, время завершения проекта.Сварочный аппарат SS Используется преимущественно из следующих 4 методов.
1. Сварка TIGЭто наиболее часто используемый процесс благодаря своему высочайшему качеству, прочности, универсальности и долговечности. Это идеальный выбор для тонкого металла, где важно учитывать его окончательный внешний вид. Температура сварки TIG и защитный газ аргон, гелий, водород и азот, используемые для предотвращения окисления.
Сварка TIG — это самая прочная сварка по сравнению с другими способами сварки.Сварка без использования расходных материалов. Электрический ток сам по себе создает дугу между вольфрамом и основным металлом. Дуга, в свою очередь, производит сильный жар, который может расплавить соединяемые поверхности.
Зона сварки требует защиты от загрязнений защитным газом. Защищенная зона сварного шва при охлаждении превращается в безупречный сварной шов. Здесь нет необходимости в шлифовке или сколах при сварке постов.
Улучшения в сварке TIG нержавеющей стали Процесс сварки TIG нержавеющей стали стал настоящим кошмаром. Уродливый сварной шов — это деморализация, если вы не воспользуетесь следующими советами для улучшения результатов.
Уродливый сварной шов — это деморализация, если вы не воспользуетесь следующими советами для улучшения результатов.
1. Использование вольфрамового стержня подходящего размера — Качество сварки напрямую зависит от диаметра вольфрамового стержня. Низкотемпературный легкий металлический лист с большим диаметром стержня создает трудности для начала плавной сварки. Чем тяжелее нержавеющая сталь, тем больше размер стержней.
2. Очистите металл — Очистка не позволяет сделать чистый, идеальный и прочный валик.Для очистки можно использовать чистую тряпку, ацетон, другие растворители — полезные средства для их очистки. Они очищают расплав, быстро удаляя все.
3. Очистка наконечника от вольфрама — Обязательно получение точной, стабильной и сильной дуги. Наконечник загрязнен присадочной проволокой, которую необходимо очистить до следующего сеанса сварки. Чем тоньше кончик вольфрама, тем чище и точнее дуга.
4. Улучшить газовое покрытие — Примеси в шарике образуются с захватом воздуха.Вы должны использовать больше газа, чтобы сварка стала лучше. Широкая чашеобразная структура может использоваться для защитного газа, чтобы покрыть больше областей и улучшить результаты сварки.
5. Повысьте скорость сварки — Выберите силу тока, при которой сварка не сдувается и не подрезается при быстром движении. Лучше запустить сварщика на 10% меньше, чем один ампер на 0,001 дюйма стали, и быстро двигаться, чтобы соответствовать.
6. Выбор правильного присадочного материала — присадочный материал должен почти соответствовать основному металлу.Никогда не сваривайте пластины из нержавеющей стали 304 с электродными стержнями 316. Материал наполнителя должен быть равной прочности основного металла и быть прочнее, чтобы обеспечить надлежащее прочное соединение. Всегда выбирайте стержень правильного размера, чтобы обеспечить лучшее сварочное покрытие.
7. Задняя продувка сварного шва — Обеспечение защиты задней стороны сварного шва от окружающей среды для поддержания качества сварного шва. Это может быть достигнуто с помощью комплекта для продувки или путем закрытия алюминиевой крышки с обратной стороны сварного шва.
8. Более медленное охлаждение — Чем медленнее охлаждение, тем лучше сварка из нержавеющей стали.
2. Сварка МИГПолуавтоматический процесс соединения двух стальных деталей с использованием защитного газа аргоном и проволочными электродами. Сварочные пистолеты могут работать в трудных местах при сварке изделий из нержавеющей стали.
MIG — более быстрый и надежный процесс сварки. Самый простой процесс сварки даже для начинающего сварщика. Мы выбираем этот процесс, если время на выполнение работы невелико, а пользователь не является сертифицированным сварщиком.
Скорость сварки высокая благодаря полуавтоматической подаче электродов с механизмом подачи проволоки. Электрод подается непрерывно с заданной скоростью для выполнения задания.
Защитный газ аргон используется для защиты зоны расплава от атмосферных загрязнений. Качество после сварки довольно хорошее и чистое, и его можно использовать для масштабного проекта.
3. Сварка палкойЛучше использовать источник постоянного тока для сварки штучной сваркой , сварку нержавеющей стали .Дуга остается очень гладкой, стабильной, плавным пуском и сваркой в разных положениях.
Основная сварка на многие десятилетия. Самый приемлемый способ соединения металлов. Безопасная сварка на открытом воздухе возможна. Из-за потока электродов образуется дым. Флюс помогает уберечь зону сварки от загрязнения. Этот флюс превращается в шлак после сварки, который требует скалывания вручную.
Сварка дуговой сваркой остается очень прочной и используется в основном для сварки конструкций. Внешний вид сварки не исключительный, но очень прочный.
Внешний вид сварки не исключительный, но очень прочный.
Универсальный, самый экономичный сварочный процесс для малых и больших проектов сварки нержавейкой. Здесь два металла соединяются путем локального нагрева и образуют элегантный и прочный сварной шов без деформации.
Самый экономичный способ соединения двух листов металла. Электрический ток выделяет тепло, когда проходит через электрод. Сопротивление металла приводит к выделению тепла.Тепло плавит металлические поверхности, которые под давлением плеч на электрод при охлаждении образуют прочное соединение.
Часто задаваемые вопросыНасколько сложна сварка нержавеющей стали?
Это немного сложно для начинающего сварщика, так как нержавеющая сталь хорошо удерживает тепло. Огромная температура сварки может деформировать и даже деформировать его в процессе охлаждения. Это очень деликатный процесс, так как каждое пятно и царапина остаются заметными и портят эстетический вид.Нержавеющая сталь не прощает ошибок, скрывая ошибки сварщика. Многолетний опыт сварки ss — единственная квалификация сварщика для сварки стали.
Какой способ сварки лучше всего подходит для нержавеющей стали?
Чтобы найти ответ на этот вопрос, изучите навыки сварщика, эстетический вид конечного продукта, толщину металла, бюджет и время, необходимое для завершения проекта.
Если вы ищете наиболее доступный процесс, то лучшим выбором будет точечная сварка.Тонкий металл с чистым эстетическим внешним видом хорошо сочетается с сваркой тиглем. Можно рассматривать большой, быстрый и надежный проект, в котором внешний вид не имеет первостепенного значения. Процесс сварки MIG может быть рассмотрен.
Возможна ли сварка TIG нержавеющей стали?
Tig — это точный процесс сварки, выбор для проектов, требующих чистых, аккуратных, контролируемых, менее щадящих металлов, таких как сплав нержавеющей стали.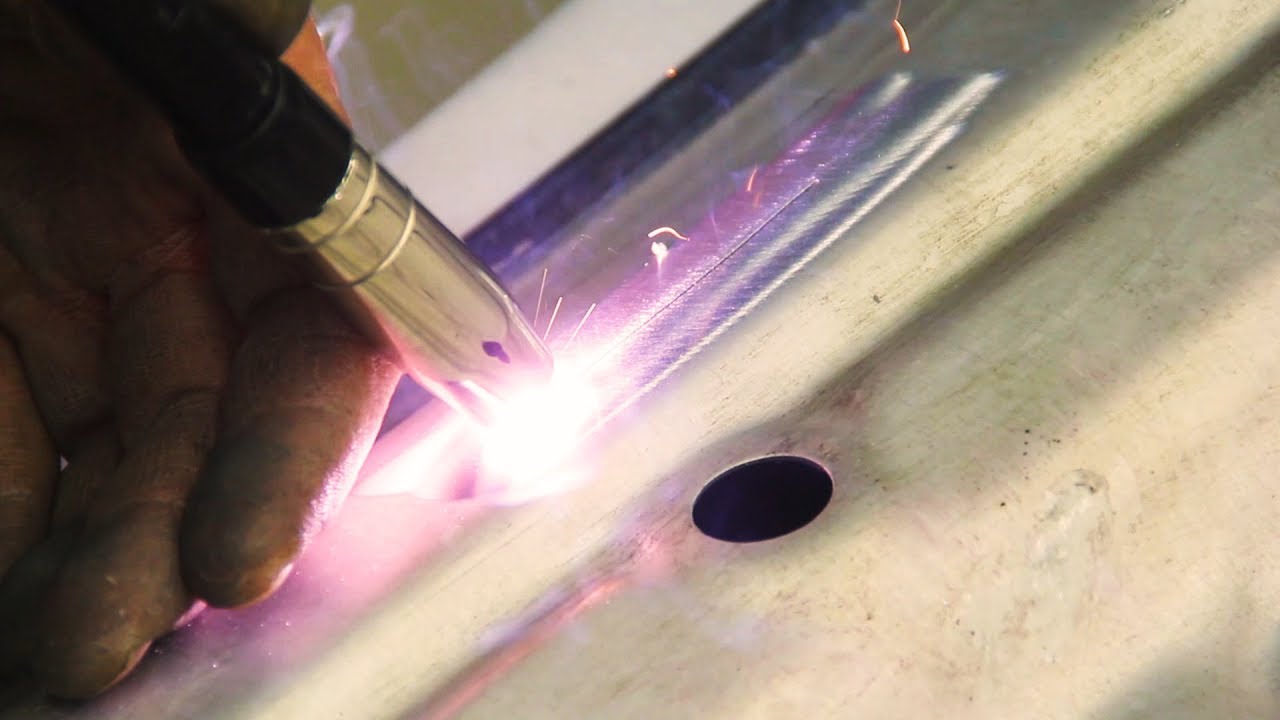 Это медленный процесс, требующий опытного сварщика, работающего на сварочном аппарате из нержавеющей стали .Сварка позволяет избежать деформации основного металла. Сварка MIG — лучший выбор там, где эстетика не является предпочтением. Это быстрый и экономичный процесс, и начинающий сварщик может завершить его с минимальными затратами. Снаряжения, аксессуаров и опыта должно быть немного.
Это медленный процесс, требующий опытного сварщика, работающего на сварочном аппарате из нержавеющей стали .Сварка позволяет избежать деформации основного металла. Сварка MIG — лучший выбор там, где эстетика не является предпочтением. Это быстрый и экономичный процесс, и начинающий сварщик может завершить его с минимальными затратами. Снаряжения, аксессуаров и опыта должно быть немного.
Можно ли сваривать ржавчину из нержавеющей стали?
Нержавеющая сталь обычно выдерживает все виды коррозии. В экстремальных условиях, когда слой оксида хрома разрушен, возможно образование ржавчины. Это может произойти во время сварки, нагрева или охлаждения.При сварке нержавеющей стали tig существует серьезная проблема коррозии. Мы можем победить это с помощью правильной очистки и подготовки пластины из нержавеющей стали. Оксид хрома внутри нержавеющей стали действует как защитный экран от ржавчины во время процесса сварки. Это помогает нержавеющей стали зажить от стойких следов и обесцвечивания.
Как лучше всего сваривать нержавеющую сталь?
Сталь кладется на сварочный стол и фиксируется зажимами и зажимами.Теперь соединяет две пластины, если они больше, тогда Mig сварка нержавеющей стали является выбором. Сварка TIG лучше всего подходит для тонких металлов, деликатных и прочных сварочных работ.
Сварка нержавеющей стали — это другое дело?
Нержавеющая стальГарри Брерли (1913) была гораздо более стойкой к коррозии при очень низкой пластичности. Процесс сварки стали мало чем отличается от углеродистой стали.
Какой сварочный пруток лучше всего подходит для нержавеющей стали?
Пруток для сварки нержавеющей стали типа A 309 или 312 — лучший выбор для сварки палкой нержавеющей стали для ремонта и технического обслуживания.Соединение прочное и устойчивое к растрескиванию при использовании.
Почему нержавеющие сварные швы иногда становятся черными?
Когда нагретая сталь встречается с атмосферой, происходит окисление атмосферным воздухом. Цвет металла зависит от состава металла, температуры и продолжительности воздействия на зону сварки. Меньшее количество газов, слишком высокая скорость перемещения и слишком большой ток могут вызвать обесцвечивание.
Нужна ли вам специальная проволока для сварки нержавеющей стали?
Для замены проволоки в системе подачи проволоки, как в алюминиевой, не требуется никакой специальной проволоки.Присадочный материал должен соответствовать основному металлу для улучшения результатов сварки стали . Наиболее распространенные марки проволоки из аустенитной нержавеющей стали — 308. 309 и 316.
Какие типы нержавеющей стали имеют самое низкое качество сварки?
Аустенитные и ферритные сплавы легко свариваются с превосходным качеством. Мартенситная марка имеет очень твердое, плохое и хрупкое качество сварки из-за соотношения содержания углерода. Хрупкость и упрочнение можно уменьшить путем предварительного нагрева металла.
Что лучше сварка переменным или постоянным током?
Сваркапостоянным током дает преимущества перед сваркой на переменном токе при сварке стали, поскольку дуга постоянного тока является гладкой, стабильной, небольшим количеством отключений, спокойным запуском, легкой сваркой над головой и вертикальной сваркой.
Заключительные слова Сварка нержавеющей стали — дело стоящее. Этот процесс наполнен множеством преимуществ и ограничений. Если учесть ограничения техники, конечный результат будет удовлетворительным. Оттачивание навыков сварки с использованием этого модного, популярного, художественного и ценного металла сэкономит вам энергию и деньги на вашем проекте.Совершенство в сварке нержавеющей стали сделает вас профессионалом, чьи навыки сделают вас наиболее востребованными и востребованными в различных отраслях промышленности.
Вам также может понравиться…
Процедура сварки чугуна [Пошаговое руководство]
Понимание процесса сварки алюминия по сравнению со сваркой стали
Сварка MIG и TIG — Сравнение двух процессов сварки
Свариваемость материалов — нержавеющая сталь
Сварка нержавеющей стали — унифицированные сплавы
Нержавеющая сталь, известная своей коррозионной стойкостью и исключительной долговечностью, способна выдерживать суровые условия, с которыми могут сравниться немногие металлы.Это делает его идеальным для целого ряда отраслей — от медицинского оборудования до химической обработки.
Однако при работе с металлом сварка часто требуется для изготовления сложных форм, строительства больших конструкций или усиления важных компонентов конструкции.
Сохраняет ли нержавеющая сталь преимущества после сварки и насколько прочны и надежны сварные швы с использованием нержавеющей стали?
Это руководство охватывает все, от свариваемости нержавеющей стали до идеальных методов сварки и присадочных материалов для различных марок и форм нержавеющей стали, представленных на рынке.
Итак, можно ли сваривать нержавеющую сталь?
Да.
Сварка нержавеющей стали не сильно отличается от сварки других металлов.
Однако при сварке нержавеющей стали необходимо тщательно контролировать циклы нагрева и охлаждения, чтобы избежать роста зерна или снижения прочности стали.
Воздействие на нержавеющую сталь высоких температур, например, при сварке, может привести к соединению хрома в стали с углеродом.
Без этого хрома слой оксида хрома, который обеспечивает характерную стойкость к коррозии и пятнам, которой известна нержавеющая сталь, не может самовосстанавливаться.
Вы также должны согласовать присадочные металлы со свариваемыми материалами, чтобы обеспечить прочный сварной шов и сохранить коррозионную стойкость сварных точек.
Какие методы сварки лучше всего подходят для нержавеющей стали?
Большинство методов сварки хорошо работают с нержавеющей сталью, если вы учитываете присадочный материал и требования к температуре соединяемых металлов.
Опции включают:
- Сварка вольфрамом в среде инертного газа (TIG) или газовая дуговая сварка вольфрамом (GTAW)
- Контактная сварка
- Точечная сварка
- Сварка металла в среде инертного газа (MIG) или сварка металла на переменном токе в среде газа (GMAW)
Сварочные аппараты с механизмом подачи проволоки и стержня хорошо работают с нержавеющей сталью.Однако для сварки нержавеющей стали MIG и сварочных аппаратов с механизмом подачи проволоки потребуется газ, поскольку нержавеющая сталь с флюсовой сердцевиной недоступна.
TIG лучше всего подходит для тонких металлов, поскольку требует меньшего тепловложения. Это предотвращает коробление и повышает коррозионную стойкость при использовании в процессе односторонней сварки.
Точечная сварка — наиболее экономичный вариант, но он может не обладать такой же прочностью, как сварка нержавеющей стали методом MIG или TIG.
В большинстве случаев форма, толщина, семейства и марки стали, задействованной в вашем проекте, а также размер требуемых сварных швов помогут определить, какой вариант лучше всего подойдет вам.
Для аустенитных сталей необходимо выполнять сварку за несколько проходов из-за максимальных температур между проходами для большинства марок.
Если температура основного металла достигнет примерно 176 ° C (350 ° F), дайте ему время остыть, прежде чем продолжать, чтобы избежать риска снижения коррозионной стойкости или растрескивания металла.
Напротив, мартенситные стали часто требуют предварительного нагрева и должны выдерживаться в определенном диапазоне от приблизительно 204 ° C (400 ° F) до 315 ° C (600 ° F) во время сварки из-за минимальной температуры между проходами.
Несоблюдение этого правила может вызвать охрупчивание металла и преждевременное затвердевание.
Ферритные сталиимеют одни из самых низких максимальных температур промежуточного прохода среди нержавеющей стали с пределами около 148 ° C (300 ° F).
Более высокие температуры могут привести к росту зерна и снижению прочности. Для получения оптимальных результатов для высокоуглеродистых ферритных сталей также может потребоваться предварительный нагрев.
Наконец, дуплексные стали часто требуют специальных подходов с использованием высоких тепловложений и низких температур промежуточного прохода из-за различного состава дуплексных марок и их сочетания аустенитных и ферритных свойств.
5 советов по обеспечению безопасной и долговечной сварки нержавеющей стали
Хотя лучше всего адаптировать ваш подход к потребностям вашего проекта, следующие советы обеспечат прочный сварной шов и долговечные результаты независимо от того, какую нержавеющую сталь вы используете.
1. Всегда очищайте нержавеющие поверхности перед сваркойНержавеющая сталь подвержена загрязнению высокоуглеродистой сталью и другими металлами. Когда это происходит, это значительно снижает коррозионную стойкость нержавеющей стали.
Очистка поверхности нержавеющей стали не только снижает риск загрязнения, но и укрепляет сварной шов.
Если вы чистите поверхность проволочной щеткой, убедитесь, что щетка используется только для нержавеющей стали, так как любые микроскопические частицы, оставшиеся на щетке от других металлов, могут проникнуть в поверхность стали во время очистки, что приведет к проблемам в дальнейшем.
Специальные процедуры травления и очистки могут обеспечить бесщеточный метод очистки нержавеющей стали, безопасный для сварки, чтобы еще больше снизить риски загрязнения.
2. Выберите присадочный материал, аналогичный свариваемым металлам Выбор подходящего присадочного материала важен как для обеспечения прочного сварного шва, так и для поддержания коррозионной стойкости вашей нержавеющей стали.
При выборе наполнителя учитывайте как марки стали, так и любые суффиксы.
Например, вы не захотите использовать высокоуглеродистую нержавеющую сталь, такую как 316H, в качестве наполнителя при сварке низкоуглеродистой нержавеющей стали, такой как 316L.
Хотя точные рекомендации различаются в зависимости от того, какие металлы вы используете, обычно вы хотите использовать присадку, которая соответствует или превосходит классы основного металла, чтобы обеспечить оптимальные результаты.
Для дуплексных сталей вам может потребоваться химическая корректировка присадочных металлов, например добавление никеля, чтобы учесть баланс аустенитных и ферритных свойств в марки дуплексной нержавеющей стали, которую вы свариваете.
3. Используйте надежный инструмент для отслеживания температуры материалаЭффективная и эффективная сварка нержавеющей стали — это все о контроле температуры.
Контроль температуры на протяжении всего процесса сварки — простой способ обеспечить долговечные результаты и избежать ухудшения качества нержавеющей стали.
Популярные варианты контроля температуры:
- Стержни для индикации температуры: Эти стержни надежны и проверены для отслеживания температуры во время сварки. Однако они часто ограничены в диапазоне температур, которые они могут отслеживать. Если вы выполняете сварку в нескольких диапазонах, вам понадобятся несколько типов стержней для точного отслеживания температуры.
- Электронные инфракрасные (ИК) термометры: Если у вас есть прямая видимость основного металла, инфракрасные термометры позволяют точно и быстро контролировать температуру. Однако условия освещения и отделка металла могут создавать проблемы с точностью.
- Электронные датчики температуры поверхности: Датчики идеально подходят, если вы можете установить их в зоне сварки. Они должны касаться поверхности основного металла, чтобы считывать температуру, поэтому помните об ограничениях рабочего места и размещении, прежде чем продолжить.

Перегрев нержавеющей стали может повлиять на ее коррозионную стойкость и прочность. Однако при работе с тонкими деталями или листами из нержавеющей стали существует дополнительный риск высоких температур — коробление.
Чтобы свести к минимуму риск деформации, начните с низких температур и используйте прихваточные швы для закрепления деталей перед заполнением шва позже.
Если вы не можете использовать прихваточные швы для позиционирования основных металлов, сварка короткими очередями продолжительностью от 3 до 5 секунд может помочь избежать перегрева, одновременно позволяя выполнять точную и быструю сварку.
5. Всегда учитывайте коррозионную стойкость сварных швовЕсли вы не используете коррозионно-стойкую присадку, обязательно обработайте места сварки, чтобы избежать коррозии.
Грунтовка, прозрачная краска или травление и пассивация могут помочь улучшить коррозионную стойкость и гарантировать, что ваши сварные швы будут такими же прочными и долговечными, как и окружающая их нержавеющая сталь.
Будучи надежным поставщиком нержавеющей стали для промышленности по всей Канаде на протяжении более 40 лет, Unified Alloys является ведущим поставщиком деталей, форм и компонентов.Если вы ищете способы, которыми нержавеющая сталь может помочь в вашем следующем проекте, проконсультируйтесь с одним из наших экспертов-аналитиков. От идеальных марок для предполагаемого использования до проблем сварки нержавеющей стали — мы можем помочь вам убедиться в том, что вы используете оптимальные варианты нержавеющей стали, доступные на рынке.
Ссылки:
Изготовитель: широкий мир сварки нержавеющей стали
Мастер сварки: сварка нержавеющей стали: краткое руководство
Weld My World: полезные советы по сварке нержавеющей стали
Универсальная сварка и изготовление: самые распространенные Методы сварки нержавеющей стали
Школа сварки в Талсе: Какой вид сварки лучше всего подходит для нержавеющей стали?
Kobelco Welding: основы дуговой сварки
Сварка нержавеющей стали: краткое руководство
Пользователи стали во всем мире получают выгоду от разработки нержавеющей стали, которая отличается различной степенью коррозионной стойкости, обрабатываемости и огромной прочности. Но у улучшенного материала есть некоторые недостатки, например, сварка стала намного сложнее по сравнению с традиционной углеродистой сталью. Теперь вы должны проявлять больше осторожности при нагреве и охлаждении и убедитесь, что присадочные материалы правильно подобраны к свариваемому материалу…
Но у улучшенного материала есть некоторые недостатки, например, сварка стала намного сложнее по сравнению с традиционной углеродистой сталью. Теперь вы должны проявлять больше осторожности при нагреве и охлаждении и убедитесь, что присадочные материалы правильно подобраны к свариваемому материалу…
Существует пять типов нержавеющей стали, которые классифицируются на основе их микроструктуры (микроструктура является ключевым фактором, влияющим на прочность стали).Три из пяти типов стали чаще всего встречаются в производственных цехах:
- Аустенитная нержавеющая сталь — наиболее часто используемый материал
- Мартенситная нержавеющая сталь — используется для наплавки твердым сплавом и других областей применения с высоким износом
- Ферритная нержавеющая сталь — чаще всего используется для производства потребительских товаров, так как изготавливать ее дешево.
Каждый вид сварки имеет свои преимущества и недостатки. Техника, используемая для сварки нержавеющей стали, не сильно отличается от той, которая требуется для сварки стандартной углеродистой стали, за двумя исключениями.Во-первых, вы должны проявлять больше осторожности и контроля в отношении нагрева и охлаждения нержавеющей стали, а во-вторых, более важно правильно согласовать присадочные металлы с свариваемым материалом.
Подготовка к сварке:
Как и при любой сварке, очень важно очистить нержавеющую сталь перед сваркой. Однако вы можете не осознавать, насколько важно использовать только те инструменты, которые вы используете для нержавеющей стали, для нержавеющей стали. Инструменты, такие как щетки, должны храниться отдельно для проектов из нержавеющей стали, поскольку материал чувствителен к присутствию любой углеродистой стали.То же самое можно сказать и о молотках и зажимах из нержавеющей стали, потому что небольшое количество углеродистой стали может попасть в нержавеющую сталь, что приведет к ее ржавлению.
Точно так же шлифование углеродистой стали рядом с нержавеющей сталью может привести к тем же проблемам. Пыль углеродистой стали, взвешенная в воздухе, может попасть на нержавеющую сталь и снова вызвать ржавчину. Поэтому рекомендуется полностью разделить рабочие зоны из углеродистой и нержавеющей стали.
Другим важным фактором при подготовке к сварке нержавеющей стали является обеспечение надлежащего присадочного материала, а это означает, что вам необходимо точно знать, какой тип основного материала вы свариваете.Конечно, бывают ситуации, когда это не так просто, например, когда вы делаете наложение или соединяете разнородные металлы.
Аустенитная нержавеющая сталь
Аустенитная нержавеющая сталь обозначается как серия 300 и является наиболее распространенным типом нержавеющей стали, используемой в производственных цехах. Хотя эти основные материалы не требуют предварительного нагрева, они имеют максимальную промежуточную температуру. Когда температура основного металла достигнет 350 градусов по Фаренгейту, вам нужно прекратить сварку и дать материалу остыть.
Некоторые из нержавеющих сталей серии 300 относятся к полностью аустенитным сталям . Используя процесс с низким тепловложением и выпуклые сварные швы, можно предотвратить растрескивание. Если вы сделаете плоский или вогнутый сварной шов на этих материалах, они будут более подвержены растрескиванию.
Ферритная нержавеющая сталь
Ферритная нержавеющая сталь широко используется в автомобильной промышленности. Ферритная нержавеющая сталь обычно бывает толщиной дюйма или меньше, поэтому большая часть сварки выполняется за один проход, что хорошо, потому что сварка ферритной нержавеющей стали имеет максимальную температуру между проходами 300 градусов по Фаренгейту.и наиболее успешен при низком тепловложении.
При высоких температурах в ферритной нержавеющей стали начинает расти зерно и быстро терять прочность. Помимо этого, сопоставьте марку присадочного материала с маркой основного металла, и ваши сварные швы должны получиться безупречно.
Мартенситная нержавеющая сталь
Мартенситные типы нержавеющей стали реже используются для соединения и больше в качестве накладок и для создания износостойкого материала, и обычно они имеют минимальную температуру между проходами.
При сварке мартенситной нержавеющей стали у вас, скорее всего, появятся трещины, если вы не установите точную температуру предварительного нагрева и не будете поддерживать минимальную температуру между проходами в течение всего времени сварки.
Как и в случае с другими разновидностями нержавеющей стали, если вы соединяете мартенситные недрагоценные металлы, вам, вероятно, придется использовать присадочный металл с тем же номером.
Проверка температуры
При сварке нержавеющей стали очень важно контролировать температуру как металла шва, так и основного металла.Если вы не соблюдаете указанные температурные диапазоны, у вас, скорее всего, возникнут проблемы с производительностью.
При сварке есть три способа проверить температуру стали:
Электронные инфракрасные термометры
Шкала индикации температуры
Электронные датчики температуры поверхности
Заключение
В общем, нержавеющая сталь из приятного материала для работы.Если вы внимательно относитесь к процессам нагрева и охлаждения и правильно подбираете присадочные материалы с свариваемым материалом, у вас все будет в порядке.
Традиционная сварка нержавеющей стали | Конструкции из нержавеющей стали
Сварка нержавеющей стали по сравнению с углеродистой сталью имеет два основных отличия: необходимо уделять больше внимания контролю температуры и правильно подбирать присадочные металлы с свариваемым материалом.
Процесс сварки нержавеющей стали
Существует три наиболее распространенных традиционных метода сварки нержавеющей стали. Все они соединяют металлы путем приложения интенсивного нагрева в той или иной форме к стыку между двумя соединяемыми деталями. Это тепло плавит расплавленный присадочный металл, который охлаждается и затвердевает, создавая металлургическую связь.
Все они соединяют металлы путем приложения интенсивного нагрева в той или иной форме к стыку между двумя соединяемыми деталями. Это тепло плавит расплавленный присадочный металл, который охлаждается и затвердевает, создавая металлургическую связь.
Поскольку соединительный сварной шов представляет собой смесь металлов, соединение должно иметь такие же прочностные характеристики, как и каждая из металлических частей. Эта прочность проявляется только в сварных соединениях. Методы соединения металлов без плавления, такие как пайка и пайка, не могут соответствовать прочности сварных соединений.
Методы сварки
Три наиболее распространенных традиционных метода сварки нержавеющей стали:
Инструментальная сварка Сварщикам нужны более совершенные инструменты, чем простые зажимы. Таким образом, они могут быть уверены, что сварочные работы из нержавеющей стали будут иметь чистые и безупречные сварные швы. Самый практичный инструмент в этой сварочной линии — кондуктор.
Зажимное приспособление позволяет перемещать инструмент и рабочий продукт одновременно. Когда приспособление прикреплено к сварочному столу, оно известно как приспособление для сварки рамы.Конструкция всех приспособлений облегчает работу. Это также дает сварщику устойчивую неподвижную поверхность для работы.
TIG — это аббревиатура от Tungsten Inert Gas. Это сварочный процесс, в котором для подачи электрического тока на сварочную дугу используется электрод. Слесари используют инертные газы, такие как аргон, для защиты и охлаждения сварочного шва . Сварка нержавеющей стали TIG аналогична кислородно-ацетиленовой сварке. Для наращивания необходимо использовать наполнитель.Этот метод также называют дуговой сваркой Heli-arc. Это название происходит от гелия, защищающего дугу.
Этот метод дает сварщику возможность плавного пуска и прекращения нагрева. Некоторым сварщикам нравится использовать ножную педаль для регулирования нагрева. Другие, однако, предпочитают пульты дистанционного управления кончиками пальцев, которые позволяют контролировать уровень нагрева во время сварки.
Некоторым сварщикам нравится использовать ножную педаль для регулирования нагрева. Другие, однако, предпочитают пульты дистанционного управления кончиками пальцев, которые позволяют контролировать уровень нагрева во время сварки.
При дуговой сварке дуга выделяет сильное тепло.Это требуется для расплавления металла и соединения двух металлов с помощью проволоки или стержневого электрода. Эта дуга проводится по стыку вручную или механически. Электрод проводит электрический ток между наконечником и свариваемым металлом. В некоторых случаях используется специально разработанная проволока или пруток. Он также плавится и обеспечивает присадочный металл в свариваемом соединении.
Развитие технологии лазерной сварки нержавеющей сталиТрадиционные методы, описанные выше, подходят для многих применений, таких как профили из нержавеющей стали.С другой стороны, современные технологии позволили создать новый процесс сварки под названием Laser Fusion. Stainless Structurals — лидер отрасли в производстве профилей, наплавленных лазером. Этот процесс обеспечивает гибкость конструкции, меньшие сварные швы и повышенную производительность. Подробнее об этом современном способе сварки вы можете прочитать здесь.
Повышение качества сварки TIG Red-D-Arc Welderentals
От гостя Блогер Катаржина К.
Катажина имеет степень магистра в области материаловедения и работала в нефтегазовой отрасли на должностях, связанных с гидравликой, сваркой и модернизацией нефтяных вышек.
Нержавеющая сталь широко используется в нефтехимической промышленности из-за ее высокой устойчивости к суровым условиям. При сварке нержавеющих сталей мельчайшие детали имеют значение и влияют на качество сварки. Ниже приведены некоторые советы по сварке труб из нержавеющей стали, основанные на моем опыте ремонта нефтяных вышек:
Во время проекта ремонта нефтяной вышки, включающего сварку дуплексной трубы из нержавеющей стали 2205 методом TIG, нам не удалось добиться требуемых свойств сварного шва. Несмотря на использование рекомендованного присадочного металла с более высоким содержанием никеля по сравнению с основным металлом и контроль температуры между проходами, предел прочности сварного шва на растяжение все еще был слишком низким.Чтобы добиться необходимого качества сварки, мы копнули глубже и нашли решение — импульсную аргонодуговой сваркой. Сварка нержавеющей стали, особенно дуплексной, требует контроля тепловложения. Miller Dynasty 200 с опцией импульса был идеальным сварочным аппаратом для этой ситуации. Еще одна хорошая практика — добавление небольшого количества азота (до 5%) в продувочный газ аргон. Даже при сварке дуплексной стали максимальное количество кислорода в продувочном газе обычно считается примерно 2500-5000 ppm O 2 .В судостроении или нефтехимии рекомендуется снижать уровень до 50 ppm O 2 , чтобы добиться высокого сопротивления швам точечной коррозии. Прочность шва на растяжение повысилась, и мы продолжили сварку.
Состав
Стали Inox содержат 10,5% или более хрома, что может вызвать определенные трудности при сварке. Если свойства материала утрачены из-за окисления или неправильной термообработки, их трудно восстановить, поэтому до и во время сварки следует принимать особые меры предосторожности.Как правило, нержавеющие стали требуют меньшего тепловложения и, следовательно, меньшего электрического тока, чем углеродистые стали, из-за их более низкой температуры плавления. Во избежание перегрева скорость сварки выше обычной. Это может вызвать проблемы у сварщиков, имеющих опыт сварки углеродистой стали в полуавтоматическом или ручном режиме. Деформации могут появиться из-за того, что нержавеющая сталь имеет больший коэффициент расширения (материал расширяется больше с температурой), чем мягкая сталь при нагревании. Добавление большего количества проходов за счет уменьшения размеров валика — хорошая идея для уменьшения подводимого тепла и предотвращения деформации материала.При сварке труб существует особая рекомендация по порядку проходов, которую необходимо соблюдать, чтобы избежать деформации.
Всегда следует помнить основное правило — не смешивать элементы из нержавеющей и углеродистой стали вместе. Следы углеродистой стали на материале из нержавеющей стали могут привести к образованию ржавчины. Это также относится к оборудованию, такому как проволочные щетки, зажимы и т. Д. Для сварки нержавеющей стали рекомендуются специальные маркеры с низким содержанием хлоридов.
Советы и инструкции по сварке нержавеющей стали
Нержавеющая сталь содержит минимум 10 штук.5% хрома, который придает коррозионную стойкость за счет образования оксидного слоя на поверхности. Самая распространенная нержавеющая сталь — это нержавеющая сталь аустенитного типа (серия 300), которая содержит хром и никель в качестве легирующих элементов. Другие типы включают ферритные, мартенситные и дуплексные нержавеющие стали. Считается, что большинство нержавеющих сталей обладают хорошими свариваемыми характеристиками. Наиболее распространенными процессами, используемыми для сварки нержавеющей стали, являются TIG (GTAW) и MIG (GMAW). Но также применяется ручная сварка (SMAW).
Отличия в свойствах:
Свойства нержавеющей стали отличаются от низкоуглеродистой стали, и эти различия необходимо учитывать при сварке, как показано ниже:
- Более высокий коэффициент расширения, на 50% больше для аустенитного сплава — это приводит к большему искажению
- Более низкий коэффициент теплопередачи — сварка требует меньшего тепловложения, поскольку она медленно отводится
- Более низкая электропроводность — использование правильного и постоянного вылета более критично при использовании MIG / TIG, при сварке MIG требуется более высокая скорость подачи проволоки для того же тока
Разделите рабочую зону
Сварка нержавеющей стали выполняется в рабочей зоне, отделенной от углеродистой стали.Более того, инструменты, предназначенные для работы с нержавеющей сталью, нельзя использовать для работы с углеродистой сталью. К таким инструментам относятся щетки, молотки, зажимы, шлифовальные машины и т. Д. Разделение рабочей зоны и инструментов защищает от загрязнения углеродистой сталью, которое может вызвать дефекты сварки и коррозию (ржавчину) нержавеющей стали. Вы также должны носить перчатки при работе с нержавеющей сталью, так как это предотвратит попадание масла с рук на нержавеющую сталь.
К таким инструментам относятся щетки, молотки, зажимы, шлифовальные машины и т. Д. Разделение рабочей зоны и инструментов защищает от загрязнения углеродистой сталью, которое может вызвать дефекты сварки и коррозию (ржавчину) нержавеющей стали. Вы также должны носить перчатки при работе с нержавеющей сталью, так как это предотвратит попадание масла с рук на нержавеющую сталь.
Подготовка — ключ к успеху!
При работе с нержавеющей сталью важно тщательно очистить стыковые поверхности перед сваркой от грязи, жира, масла и т. Д.Присадочную проволоку также необходимо полностью очистить.
Кроме того, конструкция стыка, включая зазор стыка, должна соответствовать более высокой скорости расширения нержавеющих сталей.
Выбор присадочного материала:
Обычно используемые присадочные материалы такие же, как и основной металл. Особые соображения требуются при выборе присадочного материала при сварке разнородных нержавеющих сталей или нержавеющих сталей, в которых нет идентичного присадочного материала. Кроме того, присадочные материалы выбираются так, чтобы снизить риск межкристаллитной коррозии и горячего растрескивания.
Рекомендации по сварке нержавеющей стали
Важно защитить сварной шов во время сварки с использованием в основном инертного газа. Кроме того, корень шва необходимо продуть чистым инертным газом.
При сварке аустенитных нержавеющих сталей важно ограничить подвод тепла до уровня, достаточного для обеспечения хорошего сварного шва. Температура между проходами ограничена 350 F. Предварительный нагрев не выполняется для аустенитных нержавеющих сталей. Марки с очень низким содержанием углерода (с суффиксом L e.грамм. 304L, 316L) используются для предотвращения образования карбидов хрома в зонах термического влияния, вызывающих межкристаллитную коррозию.
Мартенситные нержавеющие стали обычно используются в качестве износостойких материалов для наплавки. Чтобы избежать растрескивания, необходимо применять точный предварительный нагрев и поддерживать минимальную температуру между проходами.