характеристики, аналоги, твердость, свариваемость стали 20пс
Марка стали: 20пс (заменитель: 15кп).
Класс: сталь конструкционная углеродистая качественная.
Использование в промышленности: без термообработки или после нормализации — патрубки, штуцера, вилки, болты, фланцы, корпуса аппаратов и другие детали из кипящей стали, работающие от —20 до 425 °С; после цементации и цианирования — детали, от которых требуется высокая твердость поверхности и невысокая прочность сердцевины (оси, крепежные детали, пальцы, звездочки и другие).
Твердость: HB 10 -1 = 163 МПа
Свариваемость материала: без ограничений (кроме ХТО деталей). Способы сварки: РДС, АДС под флюсом и газовой защитой, КТС.
Температура ковки, oС: начала 1280, конца 750. Охлаждение на воздухе.
Флокеночувствительность: не чувствительна.
Склонность к отпускной хрупкости: не склонна.
Вид поставки:
- Cортовой прокат, в том числе фасонный: ГОСТ 2590-2006, ГОСТ 2879-2006, ГОСТ 19772-74, ГОСТ 19771-74, ГОСТ 8278-75, ГОСТ 8281-80, ГОСТ 8282-83, ГОСТ 8283-77, ГОСТ 10702-78.

- Калиброванный пруток ГОСТ 7417-75, ГОСТ 8560-78, ГОСТ 10702-78.
- Шлифованный пруток и серебрянка ГОСТ 14955-77, ГОСТ 10702-78.
- Лист толстый ГОСТ 19903-74, ГОСТ 4041-71, ГОСТ 1577-93.
- Лист тонкий ГОСТ 19903-74, ГОСТ 16523-97, ГОСТ 19904-90.
- Лента ГОСТ 10234-77.
- Полоса ГОСТ 103-2006, ГОСТ 82-70, ГОСТ 1577-93.
- Проволока ГОСТ 17305-91, ГОСТ 2771-81, ГОСТ 3282-74, ГОСТ 5663-79.
- Трубы ГОСТ 10705-80, ГОСТ 10704-91.

| Зарубежные аналоги марки стали 20пс | |
| США | 1020, 1023, G10200, G10230, M1020, M1023 |
| Япония | SWRCh27R |
| Франция | |
| Китай | ML20 |
| Болгария | 20ps |
| Польша | 20Y |
| Чехия | 12024 |
Представляем вам сталь конструкционную углеродистую качественную, применяемую для изготовления огромного количества промышленных деталей. 20пс легко можно заменить материалом 15кп.
20пс легко можно заменить материалом 15кп.
«ПС» в названии означает, что сталь полуспокойная (имеется в виду степень раскисления стали). Также бывают спокойные и кипящие стали.
Чтобы узнать больше информации о данной стали, изучите таблицу на этой странице.
Сталь 20 пс и ее характеристики
Твердость Ст 20 пс: HB 10 -1 = 163 МПа.
При свариваемости стали ограничения отсутствуют. Исключения составляют химико-термически обработанные детали. Видов сварки, с помощью которых можно обрабатывать материал Ст20пс, несколько: ручная дуговая сварка, аргонодуговая под флюсом и газовой защитой, контактно-точечная сварка.
К флокенам сталь не чувствительна, к отпускной хрупкости не склонна.
Ковать материал необходимо при температуре 1 280 градусов по Цельсию. Ближе к концу ковки температура снижается до 750 градусов по Цельсию. Охлаждать полученные детали следует на воздухе.
Для чего применяется сталь 20 пс?
Вы можете заказать большое разнообразие сортового проката, сделанного из этой марки. Также можно приобрести и фасонный прокат. К примеру, огромной популярностью пользуются прутья, прошедшие шлифовку или калибровку. Впечатляющее количество деталей можно произвести из листов металла разной толщины. Также эта сталь используется для изготовления проволоки и серебрянки. Ну и конечно, из нее делают ленты, полосы и трубы, нашедшие широкое применение в промышленности и строительстве.
Также можно приобрести и фасонный прокат. К примеру, огромной популярностью пользуются прутья, прошедшие шлифовку или калибровку. Впечатляющее количество деталей можно произвести из листов металла разной толщины. Также эта сталь используется для изготовления проволоки и серебрянки. Ну и конечно, из нее делают ленты, полосы и трубы, нашедшие широкое применение в промышленности и строительстве.
Поставляется сталь 20 пс по ГОСТ 2590-2006 и другим.
Также сталь 20пс используется для изготовления элементов, которые должны обладать особо твердой поверхностью и непрочным сердечником. Это детали, соединяющие между собой элементы механизмов, крепежные детали, детали без резьбы, профилированные колеса с зубьями, а также прочие элементы после цементации и цианирования.
Также в промышленности применяются детали из этой стали, прошедшие нормализацию или не испытавшие термическую обработку. Это отрезки труб, применяемые для подключения к ним трубопроводов и арматуры для отвода среды; детали для передачи крутящего момента; крепежные резьбовые детали; плоские элементы с отверстиями; корпуса аппаратов и т. п. Такие элементы могут работать при температуре от минус 20 градусов по Цельсию до плюс 425 градусов.
п. Такие элементы могут работать при температуре от минус 20 градусов по Цельсию до плюс 425 градусов.
Электроды для сварки стали 20
Главная » Статьи » Электроды для сварки стали 20
Электроды для сварки жаростойких (окалиностойких) сталей
Жаростойкими (окалиностойкими) считаются стали, способные противостоять химическому разрушению поверхности в воздухе или в другой газовой среде при температурах выше 850°С в ненагруженом или слабонагруженном состояниях. Они содержат до 20-25% хрома и работают при температурах до 1050°С и выше.
Жаростойкость наплавленного металла до 1000°С на сталях 20Х23Н13, 20Х23Н18 и др. достигается электродами типа Э-10Х25Н13Г2 марок СЛ-25, ОЗЛ-4, ОЗЛ-6, ЦЛ-25.
Дтя сварки жаростойких сталей, долго работающих при температурах выше 1000°С следует применять электрода типа Э-12Х24Н14C2 марок ОЗЛ-5, ЦТ-17 и др., а также электроды типа Э-10Х17Н13С4 марки ОЗЛ-29, обеспечивающие жаростойкость до температуры 1100°С в окислительных и науглероживающих средах. Для конструкций, работающих в серосодержащих средах, применяют безникелевые высокохромистые жаростойкие стали 15Х25Т, 15X28 и др., сварка которых ведется электродами типа Э-08Х24Н6ТАФМ.
Для конструкций, работающих в серосодержащих средах, применяют безникелевые высокохромистые жаростойкие стали 15Х25Т, 15X28 и др., сварка которых ведется электродами типа Э-08Х24Н6ТАФМ.
Характеристики электродов для сварки жаростойких (окалиностойких) сталей
| Тип Э-10Х25Н13Г2 | ||||
Марка электрода / проволоки Обозначение кода по ГОСТ Область применения Технологические особенности | Покрытие | Род, полярность тока | Коэффициент наплавки, г/А×ч | Положение в пространстве |
УОНИ-13/НЖ-2 / 07Х25Н13 Е — 2075 — Б20 | Б | = ( + ) | 12,0 | |
ЗИО-8 / 07Х25Н13 Е-0053-РБ20 | РБ | = ( + ) | 13,0 | |
ЦЛ-25 / 07Х25Н13 Е — 0075 — Б20 | Б | 10,5 | ||
ОЗЛ-6 / 07Х25Н13 Е — 2275 — Б20 | Б | = ( +) | 11,5 | |
Для 10Х23Н18, 20Х23Н13, 20Х23Н18 и др. | ||||
СЛ-25 1 07Х25Н12Г2Т Е — 0075 — Б30 | Б | = ( + ) | 10,0 | |
То же, для жаростойких сталей | ||||
Тип Э-12Х24Н14С2 | ||||
ОЗЛ-5 / 10Х20Н15 Е — 0085 — Б20 | Б | = ( + ) | 12,5 | |
| ЦТ-17 / 10Х20Н15 Е — 0085 — Б20 | Б | = ( + ) | 10,5 | |
Для сталей 20Х25Н20С2, 20Х20Н14С2 и др., работающих при температурах до 1100°С в окислительных и науглероживающих средах. Сварка узкими валиками | ||||
Тип Э-10Х17Н13С4 | ||||
03Л-29 / 02Х17Н14С4 Е — 0085 — Б20 | = ( + ) | 15,5 | ||
| ОЗЛ-З / 15Х18Н12С4ТЮ Е — 5087 — Б20 | Б | = ( + ) | 12,0 | |
Для сталей 20Х20Н14С2, 20Х25Н20С2, 45Х25Н20С2 и др. |
 , работающих в средах без сернистых соединений при температурах до 1000°С, а также для двухслойных сталей со стороны легированного слоя без требований по стойкости к межкристаллитной коррозии. Швы склонны к охрупчиванию при 600-800°С. Короткая дуга. Термическая подготовка кромок не допускается
, работающих в средах без сернистых соединений при температурах до 1000°С, а также для двухслойных сталей со стороны легированного слоя без требований по стойкости к межкристаллитной коррозии. Швы склонны к охрупчиванию при 600-800°С. Короткая дуга. Термическая подготовка кромок не допускается , работающих при температурах до 1100°С в окислительных и науглероживающих средах, а также для стали 15Х18Н12С4ТЮ, работающей в агрессивных средах без высоких требований по стойкости к межкристаллитной коррозии
, работающих при температурах до 1100°С в окислительных и науглероживающих средах, а также для стали 15Х18Н12С4ТЮ, работающей в агрессивных средах без высоких требований по стойкости к межкристаллитной коррозииweldering.com
Электроды для сварки углеродистых и низколегированных сталей
Skip to Main Content Area
| Диаметр, мм | Род тока | Назначение и область применения |
| АНО-4 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3,10, 20 и др. Электроды АНО-4 обеспечивают получение бездефектного шва при сварке при повышенных режимах. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-6 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-6 обеспечивают высокую стойкость металла шва против образования дефектов при сварке по ржавчине. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-13 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-13 позволяют вести сварку на предельно низких значениях тока, выполнять сварку вертикальных швов способом сверху вниз, эффективны при сварке швов малой протяженности. Электроды обеспечивают хорошее формирование металла шва, высокую стойкость металла шва против образования пористости и горячих трещин. |
| АНО-21 | ||
| 2,0; 2,5; 3,0 | Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей малой толщины марок Ст3, 10, 20 и др. Могут применяться для сварки водопроводных труб, газопроводов малого давления. Электроды АНО-21 обеспечивают хорошие сварочно-технологические свойства при сварке от малогабаритных (бытовых) трансформаторов: легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделимость шлаковой корки. |
| АНО-24 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода не менее 50 В; постоянный ток любой полярности. | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. Электроды АНО-24 позволяют вести сварку на предельно низких значениях тока, эффективны при сварке швов малой протяженности, при сварке на вертикальной плоскости. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин. |
| МР-3 | ||
| 3,0; 4,0; 5,0 | Переменный от трансформатора с напряжением холостого хода не менее 60 В; постоянный ток обратной полярности.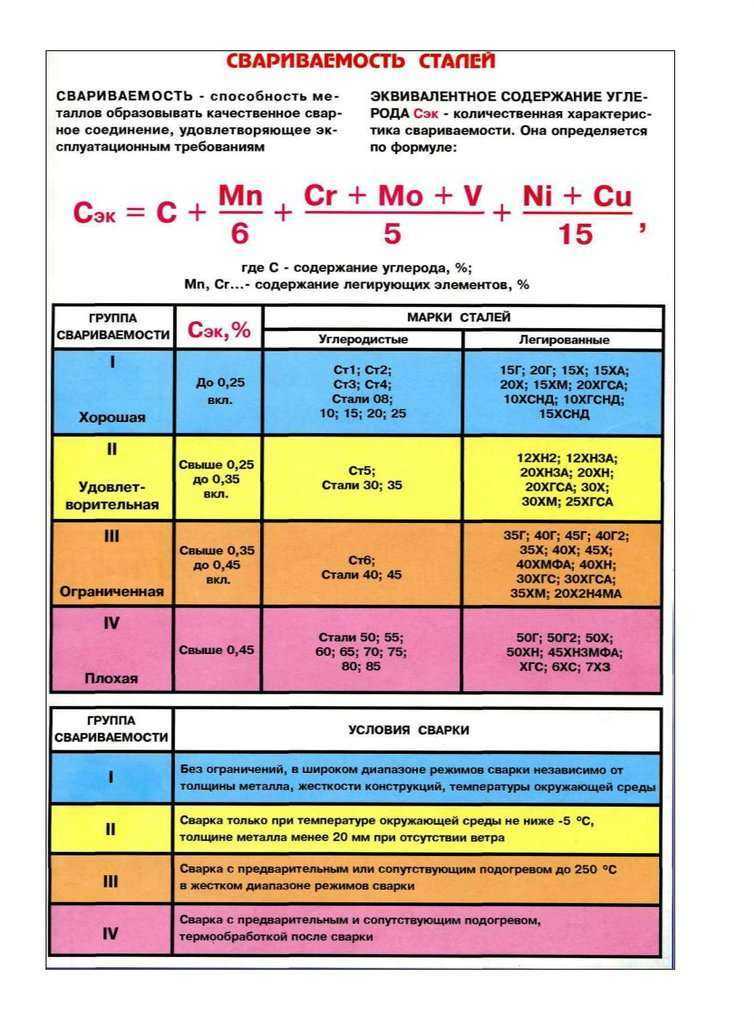 | Для сварки конструкций из низкоуглеродистых сталей марок Ст3, 10, 20 и др. При сварке электродами МР-3 на повышенных режимах в шве возможно образование пор. Электроды обеспечивают хорошее формирование металла шва против образования пористости и горячих трещин. |
| УОНИ-13/45 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности. | Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 09Г2, 14Г2) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе в условиях пониженных температур. Электроды УОНИ-13/45 чувствительны к образованию пористости при наличии ржавчины и масла на кромках свариваемых деталей, а также при удлинении длины дуги. |
| УОНИ-13/55 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности. | Для сварки ответственных конструкций из углеродистых (типа 08, 20, 20Л, Ст3) и низколегированных (типа 16ГС, 09Г2С) сталей, когда к металлу швов предъявляют повышенные требования по пластичности и ударной вязкости, в частности, при работе при условиях пониженных температур. |
| АНО-ТМ/СХ | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности 490–590 МПа (корневые слои) и 490–540 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ/СХ обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ/CХ имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
| АНО-ТМ60 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из углеродистых и низколегированных сталей с пределом прочности более 588 МПа (корневые слои) и 540–650 МПа (заполняющие и облицовочные проходы). Электроды АНО-ТМ60 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ60 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
| АНО-ТМ70 | ||
| 3,0; 4,0; 5,0 | Постоянный ток обратной полярности; переменный ток от трансформатора с напряжением холостого хода не менее 70В. | Для сварки стыковых соединений магистральных трубопроводов из низколегированных сталей с пределом прочности более 685 МПа. Электроды АНО-ТМ70 обеспечивают качественное формирование обратного валика корневого слоя шва с плавным переходом к основному металлу, в связи с чем подварка корня трубы изнутри не требуется. Электроды АНО-ТМ70 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. Электроды АНО-ТМ70 имеют разрешение Центра сертификации и контроля качества строительства объектов нефтегазового комплекса Украины на применение для сварки труб, фитингов и запорной арматуры на объектах нефтегазового комплекса. |
вернуться наверх
www.metalika.ua
Электроды для сварки стали
Еще в XIX веке, российским ученым Николаем Николаевичем Бернардосом, при изучении возможностей электрической дуги, было выполнено соединение нескольких металлических элементов. С появлением новых видов сталей, возникла необходимость в расширении перечня электродов для сварки таких сталей.Славяновым Николаем Гаврииловичем было проведено большое количество исследований в конце XIX века, направленных на создание электрода-стержня, близкого к свариваемым металлам по своему химическому составу.
В наши дни существует очень большое количество электродов, предназначенных для сварки конкретной марки стали.
Наибольшее распространение получили электроды для сварки углеродистых сталей, так как именно эти стали получили самое широкое распространение. Производителями выпускается очень много наименований электродов, соответствующих конкретным разновидностям углеродистых сталей. По количеству потребляемых и производимых единиц, самыми распространенными являются марки: МР, АНО, УОНИ и ОЗС. Этими электродами обеспечивается отличная свариваемость, они не допускают перегрева, образования горячих трещин, разбрызгивания и вскипания ванны.
Производителями выпускается очень много наименований электродов, соответствующих конкретным разновидностям углеродистых сталей. По количеству потребляемых и производимых единиц, самыми распространенными являются марки: МР, АНО, УОНИ и ОЗС. Этими электродами обеспечивается отличная свариваемость, они не допускают перегрева, образования горячих трещин, разбрызгивания и вскипания ванны.
Каждой из этих марок присущи свои особенности:
— электроды УОНИ 13/45 и УОНИ 13/55 обладают низким разбрызгиванием металла и обладают хорошей отделимостью шлаковой корки;
— электроды МР-3 и МР-3С обладают высокими сварочно-технологическими свойствами, а именно: простотой в работе, хорошим отделением шлаковой корки, легким повторным зажиганием дуги, минимальным разбрызгиванием металла. Эти марки электродов не требуют высокой квалификации сварщика при работе.
— электроды ОЗС-4, ОЗС-6, ОЗС-12 имеют возможность использования на отдельной поверхности, что позволяет создавать швы, обладающие высоким товарным видом и само отделяющейся шлаковой коркой.
— электроды АНО-21 имеют возможность повторного легкого зажигания дуги, что значительно облегчает процесс сварки. Обладают хорошим отделением шлаковой корки и минимальным разбрызгиванием металла.
Также существуют электроды для других видов сталей:
— для сварки малоуглеродистых сталей. — для сварки низколегированных сталей. — для сварки легированных сталей. — для сварки нержавеющих сталей. — для сварки высоколегированных сталей.
Каждый из этих видов электродов включает в себя несколько марок. Некоторые марки электродов являются универсальными, т.е. могут использоваться для нескольких видов сталей.
Сварочные Электроды
ОК 96.10 для алюминия
elektrod-3g.ru
Электроды для жаростойких и жаропрочных сталей
Жаростойкими считаются стали, которые сохраняют способность сопротивляться окислению, или появлению окалины при температурах выше 550° С. Жаростойкие стали работают при температурах до 900°С под нагрузкой в заданном промежутке времени, не изменяя физико-механических свойств. Для достижения таких свойств, при производстве сталей используются специальные легирующие добавки — Cr, Si, Al, для жаростойких сталей. Ti, Al, Mo, B, Nb для жаропрочных. А также используются особые режимы закалки и старения. Все эти факторы создают определенные сложности при проведении сварных работ.
Для достижения таких свойств, при производстве сталей используются специальные легирующие добавки — Cr, Si, Al, для жаростойких сталей. Ti, Al, Mo, B, Nb для жаропрочных. А также используются особые режимы закалки и старения. Все эти факторы создают определенные сложности при проведении сварных работ.
При формировании сварного шва жаростойкие стали формируют в зоне сварки защитную оксидную пленку, которая приводит к разупрочнению шва. А при остывании из-за кристаллической структуры стали вокруг зоны сварного шва высока вероятность образования микротрещин. При этом предварительный нагрев не снижает скорости остывания металла ниже критической, а только увеличивает зерно металла в районе шва, что приводит к появлению трещин уже в холодном состоянии. Бороться с этим явлением получается только применением специальных приемов при проведении сварочных работ. По ГОСТ 10052-75 задокументировано, какими электродами варить жаропрочную и жаростойкую сталь, и именно для этих сталей выделено около 30 типов электродов. Перечислим некоторые конкретные разновидности.
Перечислим некоторые конкретные разновидности.
— ОЗЛ-25Б, ЦТ-28 – сварка жаропрочных сплавов на никелевой основе, ХН78Т;
— ЦТ-15 — Сварка жаропрочных конструкций из сталей 12Х18Н9Т, 12Х18Н12Т и Х16Н13Б;
— ОЗЛ-6 – сварка жаростойких сталей работающих в окислительных средах 20Х23Н18 и 20Х23Н13;
— ГС -1 – сварка тонколистных сталей, работающих в науглероженных средах, типа 20Х25Н20С2 , 45Х25Н20С2;
— ОЗЛ-35 – сваркажаростойких сталей на никелевой основе, выдерживающих до 1200° С, типа ХН70Ю и ХН45Ю;
— INOX B 25/20, E6018, AWS E505-15 — зарубежные аналоги для сварки жаропрочных хромоникелевых сталей.
В целом их можно сгруппировать по типам покрытия – основному, рутиловому и рутилово-основному. Рутиловое покрытие состоит в основном из диоксида титана в минеральной или искусственной форме. Расплавление происходит мелкими каплями, разбрызгивание минимальное, шов выходит аккуратным и тонким, а шлак легко очищается. Основной тип покрытия содержит в основном оксиды кальция, магния и определенную долю плавикового шпата. Формируется некоторая вялотекучесть сварной ванной, в связи с этим сварной шов формируется более выпуклыми и большими валиками. Электроды с этим покрытием хорошо подходят для сварки в любом положении.
Формируется некоторая вялотекучесть сварной ванной, в связи с этим сварной шов формируется более выпуклыми и большими валиками. Электроды с этим покрытием хорошо подходят для сварки в любом положении.
При этом для стержня электрода используется высоколегированная сталь. Ее теплопроводность значительно ниже, а электрическое сопротивление значительно выше, что приводит к ее быстрому расплавлению. И на выходе мы получаем гораздо более высокий коэффициент наплавки, нежели у электродов для углеродистых и низколегированных сталей. Но при этом необходимо придерживаться достаточно низких значений сварочного тока, и использовать электроды небольшой длины. Иначе можно получить перегрев самого электрода, и неправильный характер расплавления последнего, вплоть до отпадения кусков от электрода.
Хорошие результаты при сварке жаростойких и жаропрочных сталей дает аргоно-дуговой сварка с неплавящимся вольфрамовым электродом. Достаточно широкое распространение получила также автоматическая сварка под флюсом с применением присадочной проволокой из легированной стали.
Электроды АНО-21
Состав сварочного электрода
elektrod-3g.ru
Как сварить легированную сталь 20?
/в блоге /от WELDER METALS Alloy20 (UNS N08020), в основном состоящий из 35Ni-35Fe-20Cr-Nb, представляет собой аустенитный сплав на основе Fe-Ni, устойчивый к коррозии, который обладает отличной устойчивостью к коррозии под напряжением. растрескивание и местная коррозия, а также хорошая стойкость к окислению и умеренная восстанавливающая коррозия. Сплав обладает хорошей коррозионной стойкостью во многих химических средах, включая агрессивный раствор сильной неорганической кислоты, хлор и различные среды, содержащие хлорид, муравьиную кислоту и уксусную кислоту, ангидрид кислоты, сухой газообразный хлор, морскую воду и рассол и т. д., является идеальным материалом для транспортировки для этой среды широко используется в скрубберах дымовых газов, гидрометаллургии и устройствах в производстве серной кислоты. Труба из стали Alloy20, стальной лист и стальной стержень (N08020) указаны в следующих стандартах: ASME SB462, SB463, SB464, SB468, SB473, SB729..
растрескивание и местная коррозия, а также хорошая стойкость к окислению и умеренная восстанавливающая коррозия. Сплав обладает хорошей коррозионной стойкостью во многих химических средах, включая агрессивный раствор сильной неорганической кислоты, хлор и различные среды, содержащие хлорид, муравьиную кислоту и уксусную кислоту, ангидрид кислоты, сухой газообразный хлор, морскую воду и рассол и т. д., является идеальным материалом для транспортировки для этой среды широко используется в скрубберах дымовых газов, гидрометаллургии и устройствах в производстве серной кислоты. Труба из стали Alloy20, стальной лист и стальной стержень (N08020) указаны в следующих стандартах: ASME SB462, SB463, SB464, SB468, SB473, SB729..
Alloy 20 Chemical Composition
| C | Mn | Si | P | S | Ni | Cr | Mo | Cu | Nb |
| ≤0.07 | ≤2.00 | ≤1. 00 00 | ≤0.045 | ≤0.035 | 32.00-38.00 | 19.00-21.00 | 2.00-3.00 | 3.00-4.00 | 8*C-1.00 |
Alloy 20 Mechanical Property
| Tensile strength, Mpa | Yield strength, Mpa | Elongation, % |
| ≥551 | ≥241 | ≥30 |
Welding materials for alloy 20
| Stick Electrode | AWS A5.4 E320-16/ AWS A5.4 E320LR-16 |
| MIG wires | AWS A5.9 ER320LR |
| Argon arc welding | AWS A5.9ER320LR |
Alloy 20 Свариваемость
Подобно большинству аустенитных нержавеющих сталей, Alloy20 склонен к образованию термических трещин при сварке, межкристаллитной коррозии и коррозии под напряжением во время сварки. В то же время из-за высокого содержания никеля текучесть жидкого никеля плохая, при сварке легко получить неплавление, неполное проплавление и другие дефекты, в процессе сварки следует обратить внимание на следующие советы:
1. Предотвратить тепловое растрескивание.
Предотвратить тепловое растрескивание.
Сварщик должен строго контролировать серу, фосфор, углерод и другие вредные примеси при сварке, улучшать форму кристалла сварного шва; Многослойная многопроходная сварка с малым током и короткой дугой без качания или малого качания используется для строгого контроля подвода тепла, снижения жесткости и ограничения соединения, а также уменьшения усадочного напряжения в процессе кристаллизации.
2. Предотвратить межкристаллитную коррозию.
Использование сварочного материала с низким содержанием углерода (<0,03%), содержащего стабилизирующие элементы, такие как Nb или Ti. Во время сварки старайтесь уменьшить перегрев, свести к минимуму подводимое тепло, избегать поперечного сварного шва и увеличить скорость охлаждения после сварки, а также строго контролировать науглероживание зоны сварки во время сварки.
3. Предотвращение коррозии под напряжением.
Коррозию металла сварного шва под напряжением можно уменьшить или предотвратить с помощью разумной последовательности сварки, сводя к минимуму нагрузку на стык и не нагружая пары труб.
4. Прочие советы
- Перед сваркой удалить влагу, пыль, жир, краску и т.п. с поверхности сварного шва, особенно загрязнения, содержащие серу и свинец;
- Прямой контакт между основным металлом и сварочным материалом и углеродистой сталью строго запрещен. Используются специальные проволочные щетки из нержавеющей стали и шлифовальные насадки.
- Перед сваркой обе стороны канавки должны быть очищены в пределах 50 мм, а канавка и сварочная проволока должны быть очищены ацетоном;
- Стыки каждого слоя сварного шва должны располагаться в шахматном порядке, а дуговая ямка должна быть заполнена в конце дуги, а дефекты дуговой ямки должны быть отшлифованы;
- Следующую сварку можно проводить только при температуре между каналами управления не выше 100℃.
Как приварить сплав 20 Cb3, 20cb3 к углеродистой стали
Что такое сплав 20 Cb3
Сплав 20Cb3, номер UNS N08020 представляет собой сплав Ni-Fe-Cr. Первичная микроструктура сплава 20 преимущественно аустенитная. В сплав 20 добавляется ниобий (Nb) для стабилизации и предотвращения межкристаллитной коррозии или IGC. Alloy 20 обладает высокой коррозионной стойкостью (в различных агрессивных средах, таких как серная кислота и многие другие химические вещества) в различных средах, таких как точечная коррозия, щелевая коррозия и общая коррозия. Этот материал широко используется в нефтегазовой промышленности, таких как нефтеперерабатывающие заводы, химические заводы, пищевая промышленность и трубопроводы. Обычный верхний предел рабочей температуры сплава 20Cb3 составляет 1000°F.
Первичная микроструктура сплава 20 преимущественно аустенитная. В сплав 20 добавляется ниобий (Nb) для стабилизации и предотвращения межкристаллитной коррозии или IGC. Alloy 20 обладает высокой коррозионной стойкостью (в различных агрессивных средах, таких как серная кислота и многие другие химические вещества) в различных средах, таких как точечная коррозия, щелевая коррозия и общая коррозия. Этот материал широко используется в нефтегазовой промышленности, таких как нефтеперерабатывающие заводы, химические заводы, пищевая промышленность и трубопроводы. Обычный верхний предел рабочей температуры сплава 20Cb3 составляет 1000°F.
Щелкните здесь, чтобы получить руководство по сварке различных материалов
Спецификация материала
Номер сплава 20CB3 по классификации UNS: UNS N08020, W. Nr 2.4660. ASME, раздел IX, номер P для сварки сплава 20CB3 — P. No. 45. Спецификация материала для сплава 20CB3 — ASTM B473, B464, B464, B468. Подробная спецификация материалов для этих сплавов приведена в таблице ниже.
Химический состав и механические свойства сплава 20 cb3
Химические и механические свойства сплава 20CB3 приведены в таблице ниже. Прочность на растяжение сплава 20 составляет 90 тыс. фунтов на кв. дюйм (620 МПа), предел текучести составляет 45 тыс. фунтов на кв. дюйм (300 МПа), а относительное удлинение составляет минимум 40%. Сплав 20Сб3 содержит в качестве основного легирующего элемента никеля от 32 до 38 %, хрома от 19 до 21 %, меди от 3 до 4 % и Мо от 2 до 3 %. температура плавления сплава 20СВ3 составляет 1425°С (2600°F).
Сварочный стержень SMAW и присадочная проволока TIG/MIG Сварка сплава 20
Сварка сплава 20 cb3 обычно сваривается методами TIG, MIG и дуговой сварки металлическим электродом в среде защитного электрода (SMAW). Сварка TIG/MIG сплавом 20 выполняется с использованием присадочной проволоки ER320LR в соответствии со спецификацией электродов SFA 5.9.. Сварка стержнем или сварка SMAW выполняется с использованием стержня E320LR, поставляемого в соответствии со спецификацией электрода SFA 5. 4. Сварка разнородных металлов электродной сваркой или SMAW сплава 20 cb3 с SS316L или Hastelloy C276 выполняется с использованием присадочной проволоки ENiCrMo-3 (Inconel 625) в соответствии с SFA 5.11. Сварка TIG-MIG сплава 20 cb3 с SS316L или Hastelloy C276 осуществляется с использованием ERNiCrMo-3. Чистый аргон используется для защиты при сварке методом TIG и MIG. Сварочный стержень не требует обжига перед сваркой с использованием стержня E320LR, но рекомендуется держать стержни в печах для выдержки, чтобы избежать проблемы пористости при сварке.
4. Сварка разнородных металлов электродной сваркой или SMAW сплава 20 cb3 с SS316L или Hastelloy C276 выполняется с использованием присадочной проволоки ENiCrMo-3 (Inconel 625) в соответствии с SFA 5.11. Сварка TIG-MIG сплава 20 cb3 с SS316L или Hastelloy C276 осуществляется с использованием ERNiCrMo-3. Чистый аргон используется для защиты при сварке методом TIG и MIG. Сварочный стержень не требует обжига перед сваркой с использованием стержня E320LR, но рекомендуется держать стержни в печах для выдержки, чтобы избежать проблемы пористости при сварке.
Свойства проволоки для сварки TIG ER320LR
ER320LR (где LR означает низкий остаток) представляет собой подходящую присадочную проволоку для сварки TIG/MIG для сварки сплава 20 cb3. Эта классификация имеет тот же базовый состав, что и ER320; хотя C, Si, P и S добавляются на более низких максимальных уровнях, а Nb и Mn контролируются на минимальных уровнях. Это помогает свести к минимуму горячее растрескивание металла сварного шва и образование трещин в сварных швах из полностью аустенитной нержавеющей стали. Присадки TIG, содержащие феррит, могут использоваться в процессах сварки TIG/MIG без каких-либо заметных проблем с растрескиванием. ER320LR также может использоваться с процессом SAW, но изменения в отношении растрескивания больше при использовании для соединения, хотя при наплавке обычно трещины отсутствуют. Прочность на растяжение проволоки ER320LR ниже, чем у присадочной проволоки типа ER320.
Присадки TIG, содержащие феррит, могут использоваться в процессах сварки TIG/MIG без каких-либо заметных проблем с растрескиванием. ER320LR также может использоваться с процессом SAW, но изменения в отношении растрескивания больше при использовании для соединения, хотя при наплавке обычно трещины отсутствуют. Прочность на растяжение проволоки ER320LR ниже, чем у присадочной проволоки типа ER320.
Сварочный ток для сварки SMAW и TIG сплава 20 cb3
При сварке электродом или сварке SMAW сплава 20 cb3 выбор сварочного тока зависит от диаметра электрода и положения сварки, используемого для сварки. Как правило, для электрода диаметром 1/8 дюйма требуется сила тока от 70 до 90 ампер. Для сварки TIG хорошо подходит сила тока 100-140 ампер для различных диаметров проволоки TIG. Типичные параметры сварки электродом, сварки TIG, MIG с использованием ER320LR приведены в таблице ниже для справки.
Термическая обработка сплава 20 cb3
Имея аустенитную микроструктуру, сплав 20Cb-3 не поддается термообработке для повышения твердости.