Технология полуавтоматической сварки порошковой и самозащитной проволокой
Технология полуавтоматической сварки порошковой и самозащитной проволокой
Категория:
Наплавка
Технология полуавтоматической сварки порошковой и самозащитной проволокой
Техника сварки. Зажигать дугу следует при вылете проволоки не больше 25 мм. В процессе сварки вылет проволоки необходимо поддерживать постоянным; для этого длина дуги должна быть по возможности постоянной, что выполняется при правильном подборе режима сварки и при внимательном наблюдении за горением дуги, размерами сварочной ванны и за формированием шва. Нельзя чрезмерно перегибать гибкий шланг (радиус кривизны изгиба должен быть ке менее 200 мм). При сварке стыковых швов проволока подается перпендикулярно направлению шва. При сварке тавровых соединений дуга направляется на ванну, а угол между полкой таврового соединения и проволокой составляет 45—60°. Движения концом проволоки как вдоль, так и поперек шва должны быть ритмичными. Схемы движений проволокой при шланговой сварке аналогичны схемам движений при сварке покрытыми электродами.
Наряду с достоинствами сварка открытой дугой порошковой проволокой имеет тот недостаток, что плотный беспористый наплавленный металл удается получить в сравнительно ограниченном диапазоне режимов сварки.
Основной причиной пористости при сварке сталей порошковой проволокой является повышенное содержание в наплавленном металле азота и водорода воздуха. Эти газы при сварке порошковой проволокой могут поглощаться наплавленным металлом в большем количестве, чем при сварке покрытыми электродами.
Для уменьшения количества азота в металле шва следует уменьшать длину дуги и в Т8 же время производить сварку при повышенных токах, с тем чтобы снижать поверхность соприкосновения воздуха, приходящуюся на единицу массы расплавленного металла в определенный промежуток времени.
Для уменьшения содержания водорода в металле шва порошковую проволоку необходимо прокаливать при соответствующей температуре и с определенной выдержкой времени. Например, проволоку с сердечником рутило-карбонатного типа рекомендуется прокаливать при температуре 250 °С в течение 1,0—1,5 ч.
Например, проволоку с сердечником рутило-карбонатного типа рекомендуется прокаливать при температуре 250 °С в течение 1,0—1,5 ч.
Сваривать открытой дугой порошковой проволокой можно также и с увеличенным вылетом электрода. При этом происходит дополнительный подогрев проволоки и удаление влаги, оставшейся после первичной прокалки (в процессе изготовления проволоки), из технологической смазки и частично из шихты. Подогрев сза-рочной проволоки приводит также и к увеличению производительности, процесса.
Однако следует учитывать, что при увеличенном вылете электрода увеличивается и интенсивность окисления проволоки. Изменяя вылет электрода, можно в определенных пределах регулировать содержание азота, водорода и различных окислов.
Для питания дуги при сварке порошковой и самозащитной проволоками пользуются сварочными преобразователями и сварочными выпрямителями с жесткой внешней характеристикой.
Реклама:
Читать далее:
Ручная и полуавтоматическая сварка арматурной стали в строительстве
Статьи по теме:
17. Сварка порошковой проволокой в заводских условиях
Сварка порошковой проволокой в промышленных масштабах применяется в нашей стране немногим более десятилетия, однако уже накоплен производственный опыт применения этого способа в народном хозяйстве. Сварка порошковой проволокой нашла широкое применение в промышленности и строительстве как в заводских условиях, так и на монтаже.
Сварка порошковой проволокой применяется главным образом взамен ручной сварки покрытыми электродами и в ряде случаев вместо полуавтоматической сварки под флюсом и в углекислом газе проволокой сплошного сечения.
В большинстве случаев освоение сварки порошковой проволокой в заводских условиях не связано с коренным изменением технологического процесса изготовления металлоконструкций. Это позволяет осуществить переход от применявшегося ранее способа сварки к новому в короткие сроки. Если при замене ручной сварки механизированной требуется освоение нового сварочного оборудования и подготовка кадров, то замена полуавтоматической сварки в углекислом газе проволокой сплошного сечения сваркой порошковой проволокой сводится практически к замене сварочного материала.
Если при замене ручной сварки механизированной требуется освоение нового сварочного оборудования и подготовка кадров, то замена полуавтоматической сварки в углекислом газе проволокой сплошного сечения сваркой порошковой проволокой сводится практически к замене сварочного материала.
На ряде предприятий такую замену в объеме цеха осуществили полностью в течение года. С применением механизированной сварки порошковой проволокой требования к подготовке поверхности металла к сборке конструкций сохраняются на прежнем уровне. Нет также необходимости в применении новых вспомогательных устройств (манипуляторов, кантователей и др.), поскольку можно выбрать порошковую проволоку, по техническим возможностям соответствующую использовавшемуся ранее сварочному материалу.
При замене ручной дуговой сварки штучными электродами полуавтоматической сваркой порошковой проволокой достигается значительное повышение производительности труда (в среднем 1,5— 2 раза) за счет увеличения производительности наплавки самого сварочного материала, увеличения времени использования оборудования и снижения затрат на последующую зачистку швов. В некоторых случаях возможно сокращение катетов угловых швов и уменьшение разделки кромок под сварку, так как проволока обеспечивает более глубокий провар изделия, что увеличивает экономическую эффективность применения нового способа. Основными преимуществами сварки порошковой проволокой по сравнению со сваркой в углекислом газе проволокой Св-08Г2С диаметром 1,6 и 2,0 мм являются повышение производительности сварки (в среднем на 10—30%), сокращение затрат на зачистку швов от брызг, улучшение внешнего вида и качества металлоконструкций.
Технико-экономическая эффективность применения сварки порошковой проволокой в условиях конкретных производств зависит от многих факторов: учета класса сварных конструкций, применяемых для их изготовления сталей и требований к сварным швам; учета размеров изделия, толщины металла, протяженности и пространственных положений швов; оснащенности автоматами и полуавтоматами, их загрузкой и организацией обслуживания; возможностью использования углекислоты, организации снабжения цеха и отдельных постов; наличия и эффективности общецеховой и местной вентиляции; подготовленности кадров для применения нового способа сварки.
Указанные факторы определяют в значительной мере степень автоматизации (возможность применения автоматической или полуавтоматической сварки), выбор способа по виду применяемой защиты (в углекислом газе или самозащитной проволокой), тип и марку проволоки и ее диаметр. В заводских условиях применяется проволока для сварки в углекислом газе и самозащитная проволока практически всех известных типов.
В производстве продукции тяжелого машиностроения требования к сварным швам и класс свариваемых сталей предопределяют преимущественное применение самозащитной проволоки карбонатно-флюоритного типа и проволоки для сварки в углекислом газе. Самозащитная порошковая проволока применяется при изготовлении рудовозов, металлургических мостовых кранов, горнодобывающих машин, оборудования обогатительных фабрик и др. В производстве грузовых вагонов применяется преимущественно сварка порошковой проволокой в углекислом газе.
На участке сварки мощных мостовых кранов применена полуавтоматическая сварка порошковой проволокой ПП-АНЗ. Полуавтоматы подвешены на пантографах, что обеспечивает большой район обслуживания, а также позволяет быстро освобождать рабочую зону для транспортировки конструкций по пролету. Производительность труда по сравнению с ручной сваркой повысилась более чем па 30%. Сменный расход проволоки на одного сварщика составляет в среднем 25 кг. Такие же показатели достигнуты при сварке проволокой ПП-АНЗ стрелочных переводов и тяжелого шахтного оборудования. Применяется сила тока в пределах 400—500 а. Все швы сваривают в нижнем положении.
При изготовлении грузовых вагонов широко применяют такой производительный способ сварки, как сварка в углекислом газе проволокой сплошного сечения. Применение порошковой проволоки ПП-АН8 для сварки ряда узлов грузовых вагонов позволило, помимо повышения производительности труда на 10—20 %, резко снизить затраты на зачистку швов от брызг. Поточность производства, повсеместно применяющаяся в вагоностроении, позволяет максимально автоматизировать процесс сварки. Очередным этапом внедрения сварки порошковой проволокой в производстве вагонов, по-видимому, явится автоматическая скоростная сварка. Это позволит значительно увеличить объемы применения порошковой проволоки в данной отрасли промышленности.
Очередным этапом внедрения сварки порошковой проволокой в производстве вагонов, по-видимому, явится автоматическая скоростная сварка. Это позволит значительно увеличить объемы применения порошковой проволоки в данной отрасли промышленности.
Для изготовления строительных и дорожных машин применяют сварку порошковой проволокой в углекислом газе либо самозащитной проволокой карбоиатно-флюоритного типа.
При сварке узлов экскаваторов (ходовая рама, поворотная платформа) сменный расход проволоки на одного сварщика достигает 40—50 кг. Применение порошковой проволоки рутил-флюоритного типа ПП-АН4 позволяет сваривать конструкции экскаваторов северного исполнения. При производстве экскаваторов и автокранов успешно применена порошковая проволока рутилового типа ПП-АН8. Отличный внешний вид швов и отсутствие необходимости в очистке швов от брызг позволяют делать ее наиболее предпочтительной при производстве таких машин, особенно экспортной продукции. Для сварки ковшей экскаваторов на потоке применена полуавтоматическая сварка проволокой ПП-АН8 диаметром 2,2 мм. На киевском заводе «Красный экскаватор» сваривают ковши емкостью 0,15 и 0,25 м3 с помощью полуавтоматов А-1035, подвешенных у конвейерной линии. Рабочий момент сварки ковша иллюстрируется на рис. 126. На этом же заводе при изготовлении гидравлических цилиндров и штоков сварка проволокой ПП-АН8 кольцевых швов выполняется на специальном устройстве автоматической головкой.
Узлы экскаваторов изготавливаются из сталей Ст3, 10Г2С, 45 толщиной 6—10 мм. Расход порошковой проволоки на 1 пог. м шва катетом 5—6 мм составляет 0,18—0,20 кг, а среднесменный расход проволоки на одного сварщика 30—35 кг.
При полуавтоматической сварке применяются следующие режимы: скорость подачи проволоки—363—453 м/ч; Iсв= 350÷400 а, Uд = 28÷30 в. Порошковую проволоку ПП-АН8 используют также при сварке скреперов, бульдозеров, грейдеров и других дорожных машин.
В производстве крановых металлоконструкций, подвергающихся кантовке, полуавтоматы подвешивают на поворотной консоли, легко отводящейся из рабочей зоны. Такое крепление полуавтоматов используют на Одесском заводе им. Январского восстания при сварке платформ и ходовых рам автокранов порошковой проволокой ПП-АН4 (рис. 127).
Полуавтоматическая сварка самозащитной порошковой проволокой ПП-АНЗ применяется при изготовлении строительных башенных кранов. Полуавтоматы А-765 здесь также размещены на специальных подвесках. Среднесменный расход проволоки при сварке таких решетчатых конструкций с короткими швами достигает 25 кг. Сварку выполняют на токах 400—450 а в нижнем положении с кантовкой изделия.
В сельскохозяйственном машиностроении накоплен большой опыт применения сварки самозащитной порошковой проволокой. Это касается в первую очередь заводов, расположенных в районах, где имеются трудности в обеспечении углекислым газом.
К числу сельскохозяйственных машин, для изготовления которых применяется полуавтоматическая сварка порошковой проволокой, относятся самоходные уборочные комбайны, сеялки, культиваторы, плуги. Так, при производстве пятикорпусных плугов применяют сварку порошковой проволокой ПП-АНЗ взамен ручной сварки. Производительность труда возросла более чем в полтора раза. При производстве узлов сельскохозяйственных машин из металла толщиной 4—6 мм хорошо себя зарекомендовала сварка самозащитной проволокой ПП-АН1, обеспечивающая небольшую глубину проплавления при высокой производительности сварки.
На заводах сельскохозяйственного машиностроения, широко применяющих сварку в углекислом газе, используют также порошковую проволоку ПП-АН4 и ПП-АН8. Малые толщины металла и небольшая протяженность швов, присущие конструкциям сельскохозяйственных машин, не позволяют использовать максимальные режимы сварки по току. Среднесменный расход проволоки на таких предприятиях обычно составляет около 20 кг. Широкое применение имеет проволока малого диаметра (2,0—2,3 мм).
Широкое применение имеет проволока малого диаметра (2,0—2,3 мм).
В производстве строительных металлоконструкций большой объем сварочных работ выполняется самозащитной проволокой и проволокой для сварки в углекислом газе. Порошковую проволоку используют для сварки колонн и ферм зданий, балок различного назначения, опор линий электропередач, радиовышек, элементов эстакад и мостов, бункеров и других конструкций из малоуглеродистых и низколегированных сталей.
На ряде заводов металлоконструкций сварка порошковой проволокой стала основным процессом изготовления металлоконструкций. Большое количество полуавтоматов, сосредоточенных в цехе, позволяет производить их централизованное обслуживание. Заводы обычно используют один-два типа проволоки.
На заводе металлоконструкций им. Бабушкина основной объем сварочных работ выполняется проволокой ПП-АН8 в углекислом газе. Централизованное снабжение всех постов осушенной углекислотой, подвеска унифицированных полуавтоматов на специальных балках, хорошая организация входного контроля качества проволоки позволяют достичь при сварке этой проволокой высокого качества и повышения производительности. Резко сокращены затраты на зачистку швов от брызг, особенно при изготовлении экспортной продукции. На рис. 128 представлен момент сварки порошковой проволокой ПП-АН8 диаметром 2,5 мм. Среднесменный расход проволоки на этом заводе составляет 25—30 кг.
На Макеевском заводе металлоконструкций основной объем сварочных работ выполняется самозащитной проволокой ПП-АНЗ. Полуавтоматы подвешены на поворотных консолях, обслуживание их осуществляется централизованно, что позволяет эффективно использовать имеющийся парк аппаратов. Среднесменный расход проволоки достигает 30 кг. Завод применяет проволоку ПП-АНЗ для некоторых видов автоматической сварки. При сварке тонкого металла используется проволока ПП-АН7. Сварочная лаборатория завода осуществляет текущий контроль за качеством проволоки и сварки в цехах.
На заводах котельно-вспомогательного оборудования и трубопроводов применяют полуавтоматическую сварку самозащитной проволокой. Наибольшее применение нашли проволока ПП-АНЗ и ПП-1ДСК. На ряде заводов КВОиТ при изготовлении металлоконструкций для энергетических сооружений до 75% общего объема сварочных работ, выполняемых механизированным способом сварки, приходится на долю сварки порошковой проволоки [18].
Заводы судостроительной промышленности используют порошковую проволоку при полуавтоматической сварке судового набора, фундаментов двигателей и других объектов. Заводы имеют централизованную разводку осушенного углекислого газа на сварочные посты. Использование порошковой проволоки ПП-АН8 позволяет сократить трудозатраты по зачистке швов от брызг.
Имеется опыт применения сварки порошковой проволокой в автомобилестроении для сварки рам автобусов, в черной металлургии при ремонте и изготовлении металлургического оборудования, в пищевой промышленности при изготовлении холодильных агрегатов и в ряде других отраслей промышленности.
В настоящее время заводы почти всех отраслей промышленности и строительства приобрели определенный опыт сварки порошковой проволокой.
Отсутствие марок порошковой проволоки для сварки средне-углеродистых и легированных сталей ограничивает применение этого способа в производстве энергетического оборудования, химической аппаратуры и ряда других областей. Очередным этапом развития заводской сварки порошковой проволокой явится широкое внедрение автоматических способов.
Сварка порошковой проволокой без газа
Работа при помощи полуавтомата ускоряет процесс сварки. Швы накладываются быстрее благодаря бесперебойному способу подачи проволоки. Она играет роль присадочного металла. Благодаря сварке полуавтоматом порошковой проволокой большие объемы металла позволяют создавать длинные швы. У рабочего отпадает необходимость в смене электрода. Шов при этом получается гораздо качественнее и намного лучше.
Зачем нужна сварка трубкой с порошком?
Полуавтоматический сварочный аппарат требует дополнительно газового баллона. Вес его достаточно большой – до 83 кг. Например, варить порошковой проволокой можно без подключения громоздкого баллона с длинным шлангом.
Задачу упрощает альтернативный способ – автоматическая сварка порошковой проволокой. Он исключает применение защитного газа. Впрочем, варить трубкой можно и с преимуществами, и с недостатками. Сварочный шов, выполненный электрической дугой, требует защиты сварочной ванны от взаимодействия с газами в окружающей среде.
Защитой может служить обмазка покрытых электродов или инертный газ, который подается вокруг трубки из полуавтомата. Однако доставка баллона с газом порой представляет большие сложности. Процесс работы с электродами с покрытием занимает очень много времени.
Процесс работы ускоряет порошковая проволока, подходящая для сварки. Ее структура полая внутри. Вариантов исполнения трубки с порошком несколько. Она бывает с одним или двумя ребрами жесткости. Ребра жесткости появляются в процессе производства расходного материала. Так как порошок закладывается в специальную трубчатую конструкцию, становится возможной сварка порошковой проволокой.
Эти ребра исключают порчу структуры расходников при нажатии. Полуавтоматическая сварка производится таким образом, что расходный материал получает разряд электрического тока. Он образует сварочную дугу. Высокая температура дуги плавит трубку из металла. Находящийся в ней порошок формирует шов. Смесь образует облако из газа, защищающее расплавленный металл. Состав, который находится внутри, бывает различный. Расходный материал должен соответствовать конкретному виду стали. Такой проволокой может производиться механизированная сварка.
Достоинства и недостатки сварки порошковой проволокой
Сварка полуавтоматом без газа имее следующие достоинства:
- иключение энергоемких газовых аппаратов;
- отсуткие трат на заряд баллонов инертным газом;
- возможность применения различных типов проволоки;
Ход работы с трубкой, наполненной порошком, возможен на оцинкованном железе, нержавейке, с углеродистой сталью.
Источником питания для сварки алюминия при помощи полуавтомата будет постоянный ток. К самому листу алюминия нужно подоединить клемму с минусовым обозначением. Основной рабочий элемент — горелка. Ее конструктивные особенности позволяют подавать на сварочную поверхность трубку с порошком.
Из недостатков этого вида работы с полуавтоматом стоит отметить высокую стоимость расходных материалов. Приобретать дорогие ради экономии средств на покупке газового баллона нет необходимости. К примеру, порошок выгодно применять в местах, которые труднодоступны для доставки баллона с газом.
Качество сварных швов не позволяет использовать процесс для соединения труб, которые находятся под давлением. Поверхность шва представляет собой шлаковую корку. Она требует отделения молотком, но только после остывания металла. Чтобы сцепление следующего слоя было хорошим, это действие должно производиться несколько раз подряд.
Работа при помощи трубки образует грубые, некрасивые швы. При некачественной работе сварщика возможны наплывы лишнего расходного материала, а также непровары. Лишний расходный материал требует дополнительной зачистки специальной щеткой по металлу. Качество шва в среде инертного газа получается лучшим. Однако положительные свойства сварки значительно облегчают строительство, а также монтажные работы.
Например, мобильность оборудования позволяет производить работы на большой высоте или в шахтах и туннелях. Однако особенности работы требуют особого обустройства рабочего участка. Организация сварочного процесса должна производиться с учетом соблюдения техники безопасности. Сварщик обязан надевать индивидуальные средства защиты.
Примеры работ с использованием порошковой проволоки — Страница 2 — Полуавтоматическая сварка — MIG/MAG
1,2 =110-300А там же есть спецификация на вкладке.

Вы путает порошковую и самозащитную. Порошковая идет на ответственные конструкции, больше скорость работы, лучше защита, меньше брызг, ну и прочие мелочи. Основной недостаток — стоимость. Процесс в основном МАГ, смесь или СО2.
А самозащитку, я например и не видел ни разу на обьектах кроме автосервисов.

Чего я путаю? я про самозащитную с флюсом и говорю. катушки по 13,6 кг выпускают. я же ссылку дал. не поленитесь сходить и посмотреть. FLUX-CORED SELF-SHIELDED (FCAW-S) WIRE перевод в гугле : «Порошковая самозащитный (FCAW-S) Проволока»
«Горячие, заполняющие и облицовочные проходы по трубам из стали классов прочности до X70» это по проволоке E71T8-K6 наверное и другие есть проволоки. А вот подающий механизм LN23Р для САМОЗАЩИТНОЙ проволоки с флюсом. стоит как шасси от самолёта(у буржуинов 3200 долларей). На авито продавался за 15000р новый и я не купил именно по причине того что протяжка не под газ а только под самозащитную проволоку. барабан видите какой? под большую катушку. для чего спрашивается их делают? для гаражников? нет. даже в описании есть. Применение: «Полуавтоматическая сварка самозащитными проволоками на монтаже металлоконструкций и строительстве магистральных трубопроводов. » Магистральный трубопровод это неответственная конструкция?
Вот наш друг вручную варит стык на трубе самозащитной проволокой
Исчо вот
Вот машина варит стык самозащитной проволокой
Я так думаю что просто нуна навыки определённые. я раз поварил такой проволокой(газа не было). полярность менял. по мойму не хуже вышло чем с газом. я заметил что такой проволокой када варишь то шов получается плосковатый. с другой стороны хорошо, тк.к не нуна много чистить. в общем флюс хорошо, но дороговат. а атк конечно увеличивает мобильность сварщика
Lincoln G70M
Та наверное усё ею мона варить. если трубопроводы варить, то стз наверное тоже заварит
Сообщение отредактировал Alessandro: 26 Ноябрь 2014 20:47
Сварка порошковой проволокой :: Книги по металлургии
Сущность способа сварки порошковой проволокой. Порошковая проволока представляет собой непрерывный электрод трубчатой или другой, более сложной конструкции с порошкообразным наполнителем — сердечником. Сердечник состоит из смеси минералов, руд, ферросплавов металлических порошков, химикатов и других материалов. Назначение различных составляющих сердечника подобно назначению электродных покрытий — защита расплавленного металла от вредного влияния воздуха, раскисление, легирование металла, связывание азота в стойкие нитриды, стабилизация дугового разряда и др. Составляющие сердечника должны, кроме того, удовлетворять общепринятым требованиям, предъявляемым ко всем сварочным материалам: обеспечивать хорошее формирование швов, легкую отделимость шлаковой корки, провар основного металла, минимальное разбрызгивание металла, отсутствие пор, трещин, шлаковых включений и других дефектов, определенные механические свойства швов и сварных соединений и т. д. Порошковые проволоки используются для сварки без дополнительной зашиты зоны сварки, а также для сварки в защитных газах, под флюсом, электрошлаковой. Проволоки, используемые для сварки без дополнительной защиты, называются самозащитными. Входящие в состав сердечника таких проволок материалы при нагреве и расплавлении в дуге создают необходимую шлаковую и газовую защиту расплавленного металла. В настоящее время наибольшее распространение получили порошковые проволоки для сварки в углекислом газе и самозащитные порошковые проволоки.В зависимости от диаметра и состава порошковой проволоки сварка может осуществляться во всех трех пространственных положениях.
Азот в сварных швах на малоуглеродистых и низколегированных сталях — вредная примесь. Присутствие его вызывает снижение пластичности швов; при пересыщении сварочной ванны азотом повышается склонность металла шва к пористости. Проблема предотвращения вредного влияния азота — одна из наиболее сложных проблем в металлургии сварки вообще и при сварке открытой дугой в особенности. Согласно современным представлениям азот в металле находится в виде атомов или группировок, содержащих атомы, а также в виде самостоятельных ни-тридных фаз. Растворению предшествуют поверхностные реакции и диссоциация молекул азота. При сварке открытой дугой без дополнительной защиты зоны дуги заметное снижение содержания азота в металле швов достигается благодаря увеличению доли газообразующих и шлакообра-зующих составляющих в электродном материале [91, 95, 120]. Появление дополнительных количеств газа в зоне дуги и увеличение объема шлака приводят к снижению парциального давления азота у поверхности расплавленного металла и замедлению скорости его поглощения. Таким образом, содержание азота в металле шва при дуговой сварке, по мнению большинства исследователей, определяется условиями насыщения металла азотом: температурой металла, пар-циальным давлением газа в атмосфере дуги, степенью диссоциации и возбуждения в дуге его молекул, а также кинетическими параметрами плавления и переноса расплавленного металла, в частности величиной поверхности взаимодействия с газами и временем.
Проблема предотвращения вредного влияния азота — одна из наиболее сложных проблем в металлургии сварки вообще и при сварке открытой дугой в особенности. Согласно современным представлениям азот в металле находится в виде атомов или группировок, содержащих атомы, а также в виде самостоятельных ни-тридных фаз. Растворению предшествуют поверхностные реакции и диссоциация молекул азота. При сварке открытой дугой без дополнительной защиты зоны дуги заметное снижение содержания азота в металле швов достигается благодаря увеличению доли газообразующих и шлакообра-зующих составляющих в электродном материале [91, 95, 120]. Появление дополнительных количеств газа в зоне дуги и увеличение объема шлака приводят к снижению парциального давления азота у поверхности расплавленного металла и замедлению скорости его поглощения. Таким образом, содержание азота в металле шва при дуговой сварке, по мнению большинства исследователей, определяется условиями насыщения металла азотом: температурой металла, пар-циальным давлением газа в атмосфере дуги, степенью диссоциации и возбуждения в дуге его молекул, а также кинетическими параметрами плавления и переноса расплавленного металла, в частности величиной поверхности взаимодействия с газами и временем.При сварке порошковой проволокой характер плавления и переноса металла, температурные условия, формирование газошлаковой защиты и другие факторы, как было показано выше, отличаются от наблюдаемых при других способах сварки, что приводит к изменению условий взаимодействия металла с азотом. Рассмотрим особенности этих процессов.
Влияние условий сварки на насыщение металла азотом. Величина применяемых на практике напряжений дуги и сварочных токов для данной порошковой проволоки ограничена определенными пределами, т. е. для данной проволоки существует диапазон режимов, в пределах которого возможен нормальный технологический процесс сварки. Этот диапазон принято называть диапазоном рабочих режимов сварки. Нарушение его приводит к появлению дефектов в швах, резкому ухудшению технологических характеристик. Схематически такой диапазон представлен на рис, 48. Линии АБ и ВГ ограничивают пределы режимов сварки по напряжению дуги, линии АГ и БВ ~ по сварочному току. При пересечении диапазона линиями х — х’ выделяется диапазон токов, которые могут быть использованы при данном напряжении, а линиями у — у’ — диапазон напряжений для заданного тока.
Схематически такой диапазон представлен на рис, 48. Линии АБ и ВГ ограничивают пределы режимов сварки по напряжению дуги, линии АГ и БВ ~ по сварочному току. При пересечении диапазона линиями х — х’ выделяется диапазон токов, которые могут быть использованы при данном напряжении, а линиями у — у’ — диапазон напряжений для заданного тока.Зависимости содержания азота в металле наплавки от напряжения дуги для двух выбранных токов (пересечение диапазона линиями у — у’) представлены па рис. 49. Приведенные зависимости для проволок различного состава и конструкций идентичны. Повышение напряжения дуги приводит к увеличению содержания азота в металле.
Взаимодействие с азотом металла, легированного титаном и алюминием. Легирование металла шва титаном и алюминием при дуговой сварке приводит к изменению прочности и пластичности металла шва, склонности к образованию кристаллизационных трещин и других свойств. Металл швов с высоким содержанием титана и алюминия обладает низкой ударной вязкостью. Высокое содержание этих элементов повышает склонность к образованию кристаллизационных трещин 1113]. При сварке под флюсом конструкционных углеродистых сталей обнаружено снижение ударной вязкости металла швов, содержащих свыше 0,4% титана 1142]. С выделением нитридов алюминия связывают хрупкость швов (43, 44, 45] при сварке под флюсом сталей, успокоенных алюминием. Благоприятное влияние титана и алюминия на свойства металла швов при сварке под флюсом наблюдалось при комплексном легировании небольшими добавками [14, 70, 170].В условиях ручной дуговой сварки наблюдается большой угар титана и алюминия, содержащихся в покрытии. В металле шва обнаруживаются незначительные количества этих элементов, при этом его свойства оказываются достаточно высокими [84, 179].
Введение в проволоку для сварки в углекислом газе титана и алюминия в ряде случаев вызывает охрупчивание металла шва [41, 76].Влияние титана, алюминия и азота на свойства швов, выполненных открытой дугой, оценивается противоречиво. В работе [28] легирование алюминием во всех случаях считается неблагоприятным. В то же время в работах [53, 94, 105] показана возможность получения швов с высокими механическими свойствами при легировании алюминием и титаном раздельно или комплексно.
В работе [28] легирование алюминием во всех случаях считается неблагоприятным. В то же время в работах [53, 94, 105] показана возможность получения швов с высокими механическими свойствами при легировании алюминием и титаном раздельно или комплексно.
Титан и алюминий, обладающие большим химическим сродством к азоту, способны связывать его в жидкой стали в прочные нитриды и таким образом предотвращать пересыщение металла азотом.
При сравнительно высоких скоростях кристаллизации сварочной ванны нитриды, как правило, не успевают всплыть и остаются в металле, существенно влияя на его свойства.
Являясь сильными раскислителями, титан и алюминий восстанавливают из окислов элементы, обладающие меньшим сродством к кислороду. Это также оказывает большое влияние на механические свойства швов.
6. Поведение водорода при сварке порошковой проволокой Водород поступает в зону дуги из материалов сердечника или покрытия, флюса или защитного газа, из окружающего воздуха, а также с поверхности свариваемого металла. Насыщение металла водородом в процессе сварки может служить причиной пористости металла. При повышенном содержании водорода в стали часто возникают локальные пересыщения в микрообъемах металла, что служит причиной появления ыежкристаллитных трещин, Наличие водорода снижает показатели пластических свойств и сопротивление разрушению металла шва, а при испытаниях на длительную прочность приводит к возникновению трещин, снижая тем самым усталостные свойства стали. Присутствие водорода является одной из основных причин образования флокенов в сварных швах. В условиях низких температур растворимость водорода в железе и стали мала и составляет для чистого железа при комнатной температуре 7-10~8% 1731. В то же время в стали и сварных швах всегда содержатся значительно большие количества водорода. Растворенные в железе атомы водорода связаны со свободными электронами металла, часть водорода может быть в виде ионов. Лишь незначительное количество избыточного водорода находится в кристаллической решетке железа, большая часть его концентрируется в микропустотах металла в газообразном состоянии либо химически связана в соединения с примесями металла (24, 73, 159]. Растворимость водорода в жидком железе изучали многие исследователи [57, 73, 135, 159, 184]. Согласно расчетам и экспериментальным данным 157, 135] максимум растворимости достигается при температуре 2450° С. Понижение растворимости по мере приближения к точке кипения объясняется влиянием паров железа, уменьшающих парциальное давление водорода. Растворимость водорода в жидком железе при парциальном давлении водорода рн равном 1 атм, в интервале температур 1800—2270°К описывается уравнением [56].
Растворимость водорода в жидком железе изучали многие исследователи [57, 73, 135, 159, 184]. Согласно расчетам и экспериментальным данным 157, 135] максимум растворимости достигается при температуре 2450° С. Понижение растворимости по мере приближения к точке кипения объясняется влиянием паров железа, уменьшающих парциальное давление водорода. Растворимость водорода в жидком железе при парциальном давлении водорода рн равном 1 атм, в интервале температур 1800—2270°К описывается уравнением [56].ПОРИСТОСТЬ ШВОВ ПРИ СВАРКЕ ПОРОШКОВОЙ ПРОВОЛОКОЙ
7. Условия зарождения и развития пор в сварных швах
Пористость — один из наиболее распространенных дефектов сварных швов при дуговой сварке. Образование пор является следствием выделения газов из металла при кристаллизации сварочной ванны. Выделение газов происходит при снижении растворимости или протекании в жидком металле химических реакций. Для описания механизма зарождения и развития пор при сварке сталей целесообразно использовать кинетический метод.
В общем случае процесс образования пор можно разделить на две стадии — зарождение и развитие газового пузырька. Для зарождения пузырька необходимы, по крайней мере, три условия: ]) перенасыщение жидкого металла газом; 2) наличие центра; 3) определенная выдержка элементарного объема жидкого металла (инкубационный период) при соблюдении первых двух условий, так как скорость образования газового зародыша критического размера конечна (1331. Развитие пузырька происходит во времени и определяется скоростью атомарной и конвективной диффузии, концентрацией газа в металле (степенью перенасыщения), а также скоростью его десорбции. Сформулированные условия зарождения и развития пузырька вытекают из общих принципов теории фазовых процессов [133].Перенасыщение жидкого металла газами. Перегретый металл капель и ванны, взаимодействуя с активизированными дугой водородом и азотом, при определенных парциальных давлениях этих газов в атмосфере дуги адсорбирует их в количествах, значительно превышающих стандартную растворимость водорода и азота в металле.
Выше {см. параграфы 5 и 6) отмечалось, что растворимость водорода и азота в жидком железе достигает максимума при температуре 2300—2400″ С и снижается с уменьшением температуры металла. В результате этого при охлаждении жидкого металла может быть достигнуто значительное перенасыщение сварочной ванны газами во всем ее объеме.
10. Самозащитная порошковая проволока
К самозащитной порошковой проволоке предъявляется ряд требований, ог выполнения которых зависит возможность ее широкого производственного применения. К числу этих требований относится обеспечение высокой производительности процесса, широкого диапазона рабочих режимов сварки, хорошего формирования швов и отделимости шлаковой корки, малых потерь металла на разбрызгивание, высоких механических свойств металла шва, благоприятных гигиенических характеристик и др. Помимо этого, проволока должна быть технологичной в изготовлении.Общим для всех видов порошковой проволоки требованием является обеспечение равномерности плавления сердечника и оболочки. Для проволоки трубчатой конструкции выполнение этого требования можно обеспечить увеличением доли металлических порошков в сердечнике, выбором легкоплавких композиций шлакообразующей части, уменьшением толщины оболочки.
Ограничение количества газообразующих материалов, которые можно ввести в сердечник, и их неблагоприятное расположение по отношению к металлу оболочки не позволяют при сварке проволокой трубчатой конструкции достичь хорошей защиты расплавленного металла от воздуха. Использование проволоки двухслойной конструкции позволяет эффективно защитить расплавленный металл от воздуха и обеспечить высокие механические свойства металла шва.
Металлургические процессы при сварке открытой дугой порошковой проволокой определяются композицией сердечника. Как показали исследования процессов, происходящих при нагреве и плавлении сердечника, большие объемы и равномерное выделение газов из сердечника и раннее образование шлакового расплава улучшают условия защиты зоны дуги от воздуха. Композиция сердечника проволоки должна обеспечивать сочетание защитных свойств с благоприятными сварочно-технологическими свойствами, хорошей рафинирующей способностью шлаков, достаточной раскисленностью и легированием металла, высокой стойкостью против трещин и пор. Разработанные составы сердечников порошковой проволоки промышленных марок являются оптимальными, в той или иной мере удовлетворяющими перечисленные выше требования.
Композиция сердечника проволоки должна обеспечивать сочетание защитных свойств с благоприятными сварочно-технологическими свойствами, хорошей рафинирующей способностью шлаков, достаточной раскисленностью и легированием металла, высокой стойкостью против трещин и пор. Разработанные составы сердечников порошковой проволоки промышленных марок являются оптимальными, в той или иной мере удовлетворяющими перечисленные выше требования.11. Порошковая проволока для сварки в углекислом газе
Углекислый газ является эффективным средством зашиты от влиянии воздуха жидкого металла при дуговой сварке. В настоящее время сварка в углекислом газе — наиболее распространенный способ механизированной сварки. Он отличается высокой производительностью (в несколько раз превышающей производительность ручной дуговой сварки), дешевизной, простотой, возможностью выполнения сварочных работ в различных пространственных положениях в широком диапазоне толщин свариваемых сталей. Сварка в углекислом газе широко применяется при изготовлении металлоконструкций из малоуглеродистых конструкционных и легированных сталей.
При сварке сталей общего назначения в качестве электродного материала обычно используется проволока сплошного сечения, легированная марганцем и кремнием, чаще всего марки Св-08Г2С.
Наряду с перечисленными выше преимуществами сварки проволокой Св-08Г2С в углекислом газе следует отметить и существенные недостатки — повышенное разбрызгивание электродного металла и посредственный внешний вид швов, выполненных проволокой диаметром 1,6—2,0 мм в диапазоне наиболее употребляемых сварочных токов (250—400 а), повышенную прочность металла шва и в ряде случаев недостаточную его пластичность.
Неблагоприятные сварочно-технологические свойства проволоки Св-08Г2С в значительной степени связаны с крупнокапельным переносом электродного металла и неустойчивостью дуги при сварке на малых плотностях тока. При увеличении плотности тока резко возрастает коэффициент наплавки и ухудшается формирование швов. Уменьшить размеры капель электродного металла и повысить устойчивость горения дуги можно при использовании проволоки малого диаметра (0,8—1,2 мм). Мелкокапельный и даже струйный перенос электродного металла удается получить при нанесении на поверхность проволоки активирующих веществ 116, 42]. Однако широкого промышленного применения активирование проволоки пока не получило из-за неблагоприятной формы и ухудшения механических свойств сварных швов.
Уменьшить размеры капель электродного металла и повысить устойчивость горения дуги можно при использовании проволоки малого диаметра (0,8—1,2 мм). Мелкокапельный и даже струйный перенос электродного металла удается получить при нанесении на поверхность проволоки активирующих веществ 116, 42]. Однако широкого промышленного применения активирование проволоки пока не получило из-за неблагоприятной формы и ухудшения механических свойств сварных швов.Одним из наиболее эффективных средств улучшения процесса сварки в углекислом газе является применение порошковой проволоки. При введении в сердечник материалов с низким потенциалом ионизации повышается устойчивость горения дуги даже при применении проволоки больших диаметров (3—4 мм и выше). Подбором композиции шлака можно достичь благоприятного переноса электродного металла и обеспечить минимальное его разбрызгивание.
16. Специальные случаи применения порошковой проволоки
К специальным относятся случаи применения порошковой проволоки, когда условия сварки и требования к сварному соединению вызывают необходимость применения специальной аппаратуры и техники сварки, а часто и порошковой проволоки с особыми Свойствами.
Ниже рассмотрены примеры специального применения порошковой проволоки.
Сварка вертикальных швов с принудительным формированием. Вертикальные швы на металле средней толщины (8—30 мм) свариваются в основном вручную покрытыми электродами. В последнее время все большее распространение получает полуавтоматическая газоэлектрическая сварка тонкой проволокой со свободным формированием шва. Принудительное формирование кристаллизующейся поверхности сварочной ванны позволяет резко поднять силу тока, увеличить скорость подачи электродной проволоки и повысить производительность процесса. Этот метод в сочетании с электрошлаковым процессом получил большое распространение в промышленности и строительстве.Электрошлаковой сваркой соединяют в основном металл толщиной 20—30 мм и более. 25—30 мм. В связи с этим приходится тратить большое количество «»присадочной проволоки, скорость сварки снижается. Основной металл, находясь длительное время в непосредственном контакте со шлаковой ванной, перегревается, его механические свойства ухудшаются. Для восстановления же этих свойств в некоторых случаях требуется дорогостоящая термообработка соединений. Часто ее осуществить нельзя, поэтому приходится отказываться от электрошлаковой сварки.
25—30 мм. В связи с этим приходится тратить большое количество «»присадочной проволоки, скорость сварки снижается. Основной металл, находясь длительное время в непосредственном контакте со шлаковой ванной, перегревается, его механические свойства ухудшаются. Для восстановления же этих свойств в некоторых случаях требуется дорогостоящая термообработка соединений. Часто ее осуществить нельзя, поэтому приходится отказываться от электрошлаковой сварки.
Дуговая сварка под флюсом вертикальных швов с принудительным формированием распространения не получила из-за неустойчивости процесса, большого разбрызгивания, сложности дозировки флюса, шунтирования дуги шлаком, вызывающего непровары и пр.
В ИЭС им. Е. О. Патона разработан новый способ электродуговой сварки вертикальных швов с принудительным формированием порошковой проволокой [98].
Сварка порошковой проволокой: недостатки и преимущества
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.
Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить
Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.
Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Общая информация
Сварка и резка полуавтоматом нержавеющей стали с применением защитного газа — это технология, которая давно зарекомендовала себя как одна из самых оптимальных. У данной технологии есть аббревиатура MIG/MAG, что означает «сварка металла инертным газом» или «сварка металла активным газом» соответственно.
Суть этой технологии проста: для сварки применяется газ и сварочная проволока, которая непрерывно подается в зону сварки и формирует шов. В процессе формируется дуга, которая плавит металл и позволяет расплавленной проволоке смешаться с заготовкой для формирования шва. Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.
Газ выполняет защитную функцию, не позволяя кислороду проникнуть в зону сварки и окислить металл.
Чтобы сформировать качественный шов, необходимо правильно настроить режим сварки. Режим сварки — это совокупность настроек. А именно, сила тока, скорость подачи присадочного материала, сам тип присадочного материала, а также выбор газа и его оптимальный расход.
Зачастую для MIG/MAG сварки нержавеющей стали применяют смесь из углекислого газа и аргона. Сварка нержавейки полуавтоматом в среде аргона или сварка нержавейки полуавтоматом в среде углекислого газа в чистом виде применяется редко.Порой углекислый газ заменяют кислородом, но это необходимо для выполнения определенных технологических требований и малоприменимо в любительской сварке.
Есть три способа сварки нержавеющей стали с применением технологии MIG/MAG: это сварка с применением короткой дуги, с помощью технологии струйного переноса или импульсная сварка. Выбор способа зависит от толщины металла. Для тонкой нержавейки подойдет первый способ, для сварки металла толщиной до 3 мм подойдет метод струйного переноса, ну а импульсная сварка эффективна при сварке нержавеющей стали толщиной от 3 мм и более.
Достоинства и недостатки метода
MIG/MAG сварка нержавеющей стали имеет множество преимуществ по сравнению с другими методами, вроде MMA или TIG. Мы перечислим некоторые из них.
Прежде всего, технология MIG/MAG отличается высокой производительностью. Работа выполняется куда быстрее, чем при использовании других технологий. При этом качество швов остается на достойном уровне.
Также отметим, что при сварке не наблюдается большое количество дыма. Что очень удобно при сварке в помещении.
Из недостатков лишь необходимость применения газового баллона, что зачастую приводит к проблемам с транспортировкой. У вас не получится просто перенести баллон на необходимую локацию, поскольку его вес слишком велик. Но этого недостатка нет разве что у MMA технологии, которая малоприменима для сварки нержавеющей стали.
Мы считаем, что необходимость применения газовых баллонов при MIG/MAG сварке — это ничтожный минус по сравнению с возможностью производить сварку быстро и качественно. В крайнем случае баллон можно установить на специальную тележку и транспортировать в нужное место.
Обязательно ли использовать газ?
Прочитав информацию выше, вы наверняка задались вопросом: «А возможна ли сварка нержавейки полуавтоматом без газа, но с применением MIG/MAG технологии?». Ответ: да, возможна. Газ можно заменить специальной порошковой проволокой. Она заправляется в подающий механизм так же, как и обычная присадочная проволока, и позволяет работать без газа. Порошковая проволока состоит из наружного металлического слоя и внутренней сердцевины, заполненной флюсом. При плавлении внешнего слоя флюс высвобождается и защищает сварочную зону от окисления.
Казалось бы, идеальный расходный материал. Но у всего хорошего есть недостатки. Порошковая проволока хоть и удобна для сварки, но на сегодняшний момент не способна обеспечить такую же защиту сварочной ванны, как газ. Поэтому швы при использовании порошковой проволоки получаются менее качественными и долговечными. Этот способ применим разве что при экстренной сварке в очень труднодоступных местах, куда просто невозможно привезти даже самый маленький баллон с газом.
В остальных случаях мы все же рекомендуем классическую сварку газом и нержавеющей проволокой.
Как правильно проводится сварка порошковой проволокой без газа?
Формы оболочек порошковой проволоки.
Специфика конструкции самозащитной проволоки позволяет вести сварочные работы в положении снизу. Для некоторых случаев сварку проводят вертикально.
Объяснением этому является соответствующий объем ванны для сварки. Какая-либо модель данного материала может быть выбрана согласно ее характеристикам, в соответствии с режимом работы оборудования для сварки.
Важным преимуществом является возможность применения такой проволоки с целью создания шва в конструкции из определенной марки стали.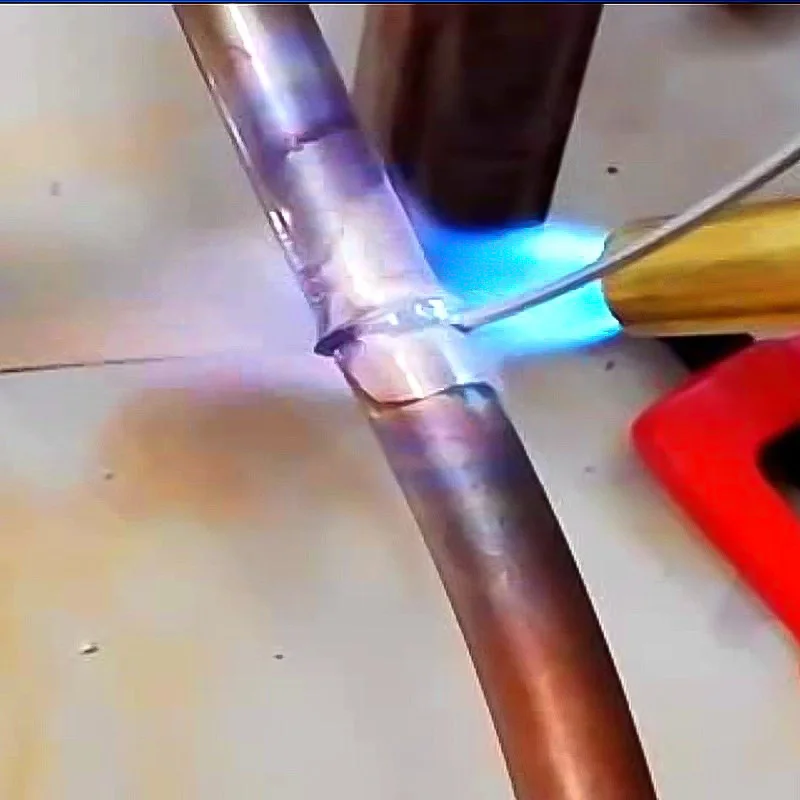
В целом процесс сварки не связан с образованием шлака в большом количестве, поры при этом полностью отсутствуют.
Влияние сквозняков и ветра является незначительным для создания качественного соединения. Вместе с тем параметры создаваемых швов за счет порошковой проволоки уступают качественным характеристикам таких видов сварки, как газовая либо электродная.
Осуществление выбора порошковой проволоки связано с тем, что учитываются не только ее технические характеристики, но и размер диаметра, который должен быть не меньше 2,3 мм. Если изделие имеет меньшее сечение, то оно применяется с целью соединения металлических конструкций с наименьшей толщиной.
Для проведения сварочных работ обычно применяют специальный сварочный аппарат, который является шланговым автоматом или полуавтоматом, предусматривающим отсек для мотка с проволокой.
Ее крепление осуществляется с использованием фиксатора в рукоятке, а подача проволоки осуществляется за счет специального шланга. Это позволяет поддерживать стабильную дугу и полностью расплавить содержимое сердечника.
Какой газ нужен
Чтобы выбрать, каким газом пользоваться при сварке полуавтоматом, необходимо иметь представление о физических и химических свойствах газа. Выделяют три основные категории:
- инертные;
- активные;
- смеси газов.
Рассмотрим их подробнее.
Выбор газа также зависит от характеристик сварочного аппарата и типа поверхности. Например, чистый азот идеально подходит для соединения медных деталей.
Ацетилен
Данное органическое соединение получило наибольшее распространение. Газ легче воздуха, бесцветный, имеет специфический запах, отличается высокой температурой горения, из-за чего используется при газовой резке металлических изделий.
Для промышленного производства ацетилена применяют специальные генераторы, в которых карбид кальция взаимодействует с водой.
Единственный недостаток – сложность в хранении, поскольку карбид углерода легко впитывает влагу из атмосферы, что создает дополнительные неудобства.
Водород
Широко применяется для соединения алюминиевых изделий и плазменной резки нержавейки. Газ не имеет цвета и запаха. Взрывоопасен. При соединении с воздухом или водой образует гремучую смесь. Его получают путем синтеза воды, при разделении кислорода и водорода в специальных генераторах. Согласно нормативно-правовым актам по технике безопасности, водород запрещено хранить в баллонах под давлением, которое превышает 15 МПа.
Коксовый
Побочный продукт коксохимической промышленности, который образуется при производстве кокса. Газ бесцветный с резким запахом. К его хранению не предъявляют таких жестких требований, как к водороду, несмотря на то, что газ относится к категории взрывоопасных. Транспортировку газа выполняют с помощью трубопроводных магистралей. Не получил широкого распространения, ввиду специфики производства. Применяется только в промышленных районах.
Природные
Представители органической группой углеводородных соединений – метан, пропан и бутан. Отвечают всем требованиям, предъявляемым к сварочным газам. К преимуществам относятся распространенность данного вида, а также относительно невысокая стоимость. Требования к условиям хранения не отличаются строгостью – допустимо хранение баллонов на улице, при сооружении специальной клетки с навесом. Искусственный синтез невозможен. Добывается только из природных месторождений.
Пиролизный
Данный вид выгодно отличается от своих собратьев – его не нужно генерировать, поскольку пиролизный газ выделяется при распаде нефтепродуктов. Перед использованием его подвергают предварительной очистки, ввиду излишней химической активности, которая может привести к коррозии горелки. Подходит как для сварочных работ, так и для резки металлоконструкций.
Чистые
К данной группе относятся следующие газы:
- Аргон. В чистом виде используется только при аргонодуговой сварке. Входит в состав разнообразных смесей, в качестве одного из компонентов. Химическая инертность делает аргон оптимальным выбором при работе с тугоплавкими материалами. Отличается низкой теплопроводностью и потенциалом ионизации.
- Гелий. Еще один представитель химически инертной группы. По сравнению с аргоном, обладает большей теплопроводностью и потенциалом ионизации.
Данные свойства гелия обеспечивают соединение большим тепловложением, чем аргон, увеличивая ширину сварочного профиля.
- Углекислый газ. Самый дешевый газ, из всех перечисленных. Данное обстоятельство обеспечивает широкую популярность при проведении работ в условиях ограниченности бюджета. К положительным качеством относят глубокие проникающие способности, особенно полезные при соединении толстолистовой стали. Основной недостаток – слабая стабилизация дуги, и как следствие, достаточно большое количество брызг.
Отличительная особенность данного газа в том, что его разрешено применять без добавления инертных газов.
Газы, используемые как компоненты смеси
Наиболее известным добавочным компонентом является кислород. Высокая химическая активность влияет на процентное содержание в смеси – его массовая доля редко превышает 7-10 %. Смесь аргона и кислорода обладает специфическим характером проплавления.
Сварочный шов, выполненный с применением данной смеси известен как «шляпка гвоздя», названный за счет внешнего сходства. Известны трехкомпонентные смеси, в состав которых входит кислород, аргон и углекислота, с различными пропорциями, в зависимости от характера работ.
Азот не получил широкого распространения, в качестве защитного газа. В основном его применяют для соединения меди и нержавейки, поскольку он не вступает в реакцию с данными металлами.
Газовые сварочные смеси и рекомендуемая область их применения.
Активированная проволока
Этот сварочный материал по составу близок к порошковой проволоке, но в него добавлены специальные присадки, оптимизирующие параметры в области сварочной ванны и препятствующие разрушению металла во время сварки и после нее. Конструктивно активированная проволока устроена иначе, чем порошковая. Процентное содержание добавок существенно меньше и не превышает 6-8 % от общей погонной массы. Присадки при этом не засыпаются в полости, а встраиваются в тело проволоки в виде тонких каналов, и материал объединяет в себе достоинства проволоки сплошного сечения и порошковой проволоки. По причине малой доли присадок сварку такой проволокой возможно вести только в атмосфере инертного газа.
Присадками являются легко ионизируемые соединения легких металлов и шлакообразующие составляющие, улучшающие ситуацию со стабильностью рабочих параметров сварочной ванны. Они повышаю стабильность электрической дуги.
Можно сформулировать следующие достоинства активированной проволоки:
- Широкий спектр совместимого оборудования. Проволока, в отличие от порошковой, допускает перегибы и не требует специализированных подающих устройств.
- Высокое качество шва за счет понижения поверхностного натяжения соединяемых заготовок и низкого насыщения водородом.
- Снижение потребляемого тока за счет защиты области сварки от чрезмерной теплопотери.
Сварочная проволока
Главным минусом активированной проволоки считается необходимость применения газа. Это увеличивает трудоемкость и себестоимость операции.
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.
Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Вместо заключения
Как видите, сварка нержавеющей стали с применением полуавтомата — не такая уж сложная задача, как может показаться на первый взгляд. Конечно, применение MIG/MAG технологии требует от сварщика опыта и навыков. Не ждите, что с первого раза сформируете идеально ровный и эстетичный шов. Но и не стоит отчаиваться, если проделанная вами работа неудовлетворительного качества. Проверьте, правильно ли вы настраиваете режим сварки. Также проверьте, какие расходники вы используете. Возможно, состав проволоки не совпадает с составом металла. Практикуйтесь как можно больше, и так вы достигнете высот в сварочном деле. Желаем удачи в работе!
Какую конструкцию имеет проволока стальная порошковая?
Порошковая стальная проволока – это электрод, стальная оболочка которого заполнена набором защитных, деоксидирующих и шлакообразующих присадок. Важный компонент материала – это порошок железный, марка которого определяет уровень его содержания в общем объеме.
Содержание рутила с концентратом флюорита составляет до 60%. Выбор присадок осуществляется с учетом содержания важных веществ в процентах. Характеристики присадок и их область использования должны полностью соответствовать характеристикам электрода для сварки.
Таблица режимов сварки полуавтоматом.
Порошковая проволока может отличаться присутствием компонентов, обеспечивающих стабильность дуги даже без условий газовой среды. Она имеет конструкцию, которую отличает минимальный набор оборудования, а условия ее применения исключают использование редуктора, газовых баллонов и т.д. Если расплавка сердечника из стали происходит достаточно быстро, то это связано с наличием повышенного электрического сопротивления. При этом формирование качественного шва происходит за достаточно небольшой интервал времени.
Порошковая проволока имеет преимущества, позволяющие применять ее, не нанося вред глазам, даже в том случае, если они не защищены специальными средствами. Соединение не вызывает разбрызгивания металла, оно получается ровным и качественным. При выполнении сварочных работ необходим тщательный контроль
Производителями рекомендуются определенные , которые очень важно соблюдать
Как используется газозащитная и самозащитная проволока?
Порошковую проволоку газозащитного типа используют для сварки на автоматах и полуавтоматах. Сварку производят при наличии инертного газа. Среди важных характеристик порошковой газозащитной проволоки выделяют:
- разбрызгивание в малых количествах;
- невысокую степень пористости;
- легкость при отделении шлаков.
Какую конструкцию имеет проволока стальная порошковая?
Порошковая стальная проволока – это электрод, стальная оболочка которого заполнена набором защитных, деоксидирующих и шлакообразующих присадок. Важный компонент материала – это порошок железный, марка которого определяет уровень его содержания в общем объеме.
Содержание рутила с концентратом флюорита составляет до 60%. Выбор присадок осуществляется с учетом содержания важных веществ в процентах. Характеристики присадок и их область использования должны полностью соответствовать характеристикам электрода для сварки.
Таблица режимов сварки полуавтоматом.
Порошковая проволока может отличаться присутствием компонентов, обеспечивающих стабильность дуги даже без условий газовой среды. Она имеет конструкцию, которую отличает минимальный набор оборудования, а условия ее применения исключают использование редуктора, газовых баллонов и т.д. Если расплавка сердечника из стали происходит достаточно быстро, то это связано с наличием повышенного электрического сопротивления. При этом формирование качественного шва происходит за достаточно небольшой интервал времени.
Порошковая проволока имеет преимущества, позволяющие применять ее, не нанося вред глазам, даже в том случае, если они не защищены специальными средствами. Соединение не вызывает разбрызгивания металла, оно получается ровным и качественным. При выполнении сварочных работ необходим тщательный контроль
Производителями рекомендуются определенные , которые очень важно соблюдать
Как используется газозащитная и самозащитная проволока?
Порошковую проволоку газозащитного типа используют для сварки на автоматах и полуавтоматах. Сварку производят при наличии инертного газа. Среди важных характеристик порошковой газозащитной проволоки выделяют:
- разбрызгивание в малых количествах;
- невысокую степень пористости;
- легкость при отделении шлаков.
Материал для сварки самозащитного типа применяется для различных работ на открытом участке. Сердечник содержит необходимые защитные элементы. Вместе с тем в процессе проведения сварочных работ пользоваться инертным газом не обязательно.
Характер сварочных работ полуавтоматом зависит от вида свариваемого изделия.
Соединение тонкого металла в зависимости от вида изделия, производится двумя способами:
- Обычный листовой металл может быть сварен любыми методами.
- Заклепочный тонкий металл следует соединять внахлест и проваривать через подготовленные заранее отверстия в верхнем листе.
Электрическая схема полуавтомата.
Сваривая тонкие металлические изделия нужно не забывать такие тонкости:
силу тока, напряжение и скорость выхода проволоки необходимо отрегулировать в меньшую сторону;
запрещается задерживать электрическую дугу на одном месте, поскольку эту может повлечь за собой прожег изделия или наплыв сварочного валика;
тонкий заклепочный металл важно сваривать, начиная с центра нижней заготовки, дабы избежать залития подготовленных отверстий.
Если сварной шов не обязательно должен быть герметичным, можно выполнить точечные сварочные работы с промежутком от 1 до 5 сантиметров.
Толстый металл с толщиной стенок более 4 миллиметров соединяется при помощи снятия фасок со свариваемых поверхностей. Подобная подготовка позволяет получить ровный шов и качественно проварить заготовки.
Выполнение сварочных работ с толстыми металлами следует проводить с использованием небольших колебательных движений горелки. Таблица режимов сварки, идущая к каждому полуавтомату, содержит обширные сведения о оптимальных параметрах для сварки толстых металлических изделий.
Основные правила соединения толстых металлических изделий:
- зазор между деталями должен составлять не более 2 миллиметров;
- ширина сварного шва должны быть равна толщине заготовки;
- выбор сварочных материалов следует проводить в зависимости от соединяемых металлов.
Сварочные работы рекомендуется выполнять на улице или в хорошо вентилируемом помещении.
Список источников
- svarkaed.ru
- tutsvarka.ru
- expertsvarki.ru
- svarka.guru
- stankiexpert.ru
Поделитесь с друзьями!
Особенности сварки порошковой проволокой — Все о сварке
Начинающие сварщики часто задаются вопросом: «Зачем вообще нужны другие комплектующие, если есть полуавтомат, выполняющий быструю и качественную сварку с помощью обычной проволоки и газа?». Да, для любительской и профессиональной сварки часто используют полуавтоматическое сварочное оборудование. В таких аппаратах проволока подается непрерывно, поэтому швы получаются прочными и долговечными. Нет необходимости постоянно менять электрод, если нужно сварить длинный шов или наплавить много металла. При этом качество сварочных работ на голову выше, чем работа с электродами. Однако, есть одно «но».
Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм. Если вы работаете на улице или вынуждены постоянно перемещаться с места на место во время сварки, то связка полуавтомат + газовый баллон значительно усложняет задачу. Эта проблема решается с помощью газового шланга, но он стоит недешево. Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется.
Что это? Как это работает, и каковы преимущества и недостатки сварки порошковыми электродами? Давайте разбираться.
Содержание статьи
- Основная информация
- Применение
- Плюсы и минусы
- Особенности сварки
- Вместо заключения
Основная информация
Сварка порошковой проволокой в среде без газа — очень интересный метод. При работе электрическая дуга формирует шов, при этом в сварочную зону может попасть кислород, что негативно скажется на качестве сварного соединения. Чтобы избежать проблем, нужно защитить зону сварки от негативного влияния из атмосферы. Для этих целей можно использовать громоздкий баллон с газом, но это усложняет и замедляет рабочий процесс. Поэтому была изобретена сварка полуавтоматом порошковой проволокой без газов.
Что является отличительным признаком дуговой сварки порошковой проволкой? Прежде всего, состав этого материала. Проволока полая, ее стенки оснащены ребрами жесткости, а внутри закладывается специальный порошок. Благодаря такой уникальной конструкции проволока не сминается и хорошо пропускает ток. При этом плавится поверхность и порошок, образуя газовое облако, защищающее металл от негативного влияния кислорода.
Порошок внутри проволоки — это флюс. Каждый производитель использует свой состав, поэтому он может отличаться. От состава также зависит сфера применения порошковой проволоки. Обычно состав пишут на упаковке проволоки, он регулируется специальным ГОСТом. Внимательно изучите эту информацию на упаковке, чтобы не допустить ошибок при сварке порошковой проволокой.
Производители выпускают проволоку с большим количеством диаметров, так что вы сможете сварить практически любой металл. На выбор комплектующие диаметров от 0.8 до 3 миллиметров. Можно сварить тонкую сталь, углеродистую сталь, нержавейку и даже оцинковку. Просто выберите правильный тип флюса в проволоке и приступайте к работе, нужен лишь полуавтомат.
Применение
Сварка самозащитной порошковой проволокой полезна для работы в труднодоступных местах. Например, для сварки на большой высоте или в глубоких тоннелях. Для таких целей рекомендуем приобрести компактный сварочный аппарат, который можно повесить на плечо, и который работает со стандартной розеткой в 220В. Порошковая сварка металлических конструкций таким методом требует некоторой сноровки, чтобы проводить работы быстро и качественно.
Плюсы и минусы
Любой технологический процесс имеет свои преимущества и недостатки, сварка порошковой проволокой без газов не стала исключением. Давайте начнет с плюсов:
- Не нужно использовать громоздкие баллоны с газом.
- Беспрепятственное перемещение, работать можно на любой высоте и в труднодоступных местах.
- Высокая производительность труда по сравнению со сваркой электродами.
- Дуга практически не чувствительна к ветру.
Сварка порошковой проволокой в среде без газа имеет и свои недостатки. Главный из них — высокая цена на комплектующие. Если вы просто хотите сэкономить газ, то вариант с порошковой проволокой тут не пройдет. При этом ее использование в рядовых работах не совсем оправданно. Если вы работаете в комфортном цеху или гараже, то лучше перетащите газовый баллон и не переплачивайте. Еще один недостаток — худшее качество шва, по сравнению со сваркой в среде газа.
Особенности сварки
При сварке порошковой проволокой нужно учесть несколько ключевых особенностей, чтобы получить качественный результат. Новичкам порой бывает трудно вести дугу и формировать ровный шов, поэтому рекомендует установить на своем полуавтомате прямую полярность при сварке. Чтобы это сделать нужно переключить контакты, расположенные внутри полуавтомата. Провод, подсоединенный к горелке, нужно отсоединить и подключить к массе, а кабель с массы переключают к горелке.
Для работы с проволокой также нужно установить специальные ролики, с помощью которых осуществляется подача материала. Ролики подбираются в соответствии с диаметром самой проволоки. Обычно один комплект роликов можно использовать сразу с несколькими диаметрами, они указываются сбоку. Не забывайте, что проволока полая и не нужно зажимать ролики слишком сильно, чтобы не деформировать ее. Чтобы проволока легко протягивалась нужно снять наконечник. Также не обязательно использовать сопло, ведь мы не применяем в работе газ. Чтобы не прилипли брызги металла на наконечник нужно смазать его специальным средством, которое можно легко найти в магазине для сварщиков.
Порошковая сварка с помощью проволоки должна выполняться на небольшом напряжении и с минимальной скоростью подачи проволоки. Поэтому мы не рекомендуем использовать для этих целей слишком мощные аппараты. Их «сил» может быть слишком много для работы с порошковой проволокой. Если вам нужно сварить металл толщиной полтора сантиметра, то установите напряжение не более 15В и скорость подачи не более 2 метров в минуту. Сначала вам может показаться, что эта скорость недостаточная, но поверьте, вы не потеряете много времени. Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Обратите внимание! Во время сварки образуется шлак, который затем застывает на сварочном шве. После остывания металла шлак необходимо удалить механическим способом. Если планируются многопроходные швы, то удаление шлака просто обязательно. Чтобы улучшить характеристики шва после удаления шлака нужно зачистить поверхность металлической щеткой.
Немаловажным является тот факт, что соединения получаются грубоватыми и не совсем ровными (по сравнению со сваркой в среде газа), могут образоваться наплывы и видимые дефекты, похожие на чешую. Это следствие работы с прерывистой дугой. Также часто встречаются не проваренные места. Это нужно принять, как данность, и использовать порошковую сварку только в особых случаях.
Вместо заключения
Сварка полуавтоматом порошковой проволокой без газа — это отличный метод, если нужно произвести работы в труднодоступных местах и нет нужды экономить на газе. Достаточно установить прямую полярность при сварке на вашем аппарате и приступить к работе. Конечно, вам понадобится время, чтобы привыкнуть к такому способу сварки, но это очень полезный опыт.
Преимущества такого метода значительно упрощают сварку в различных ситуациях: начиная от работы на высоте, заканчивая быстрым ремонтом металлических конструкцией с необходимостью постоянно перемещаться. Новичкам может быть труднее на первом этапе, но со временем вы освоитесь и будете чувствовать все особенности «поведения» дуги. Обязательно протестируйте порошковые электроды и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях. Желаем удачи!
Лучшие практики для успешной сварки порошковой проволокой с самозащитой
Самозащитная порошковая сварка (FCAW-S) предлагает множество преимуществ, включая хорошую свариваемость, высокую скорость наплавки и отличные химические и механические свойства.Самозащитная порошковая сварка (FCAW-S) имеет множество преимуществ, включая хорошую свариваемость, высокую скорость наплавки и отличные химические и механические свойства. Это делает этот процесс обычным выбором для многих приложений, таких как возведение металлоконструкций, строительство мостов и ремонт тяжелого оборудования.Но, как и любой сварочный процесс, здесь есть свои проблемы.
Есть несколько простых советов и передовых методов, которые помогут решить эти проблемы. Использование этих знаний — с небольшой практикой — может сэкономить время, деньги и нервы, а также помочь достичь высокого качества сварки.
Включения шлака
Включения шлака — результат того, что расплавленный флюс изнутри сварочной проволоки застревает внутри сварного шва — обычно могут возникать в смещенных и многопроходных применениях FCAW-S.Предотвращение этой проблемы зависит от соблюдения основных передовых методов и использования надлежащих методов сварки. К ним относятся:
- Соблюдайте правильную скорость и угол движения. При сварке в вертикальном положении вверх используйте для пистолета угол сопротивления от 5 до 15 градусов. Используйте угол сопротивления от 15 до 45 градусов при сварке в плоском или горизонтальном положении. При необходимости увеличьте этот угол, если проблема не исчезнет. Также поддерживайте постоянную скорость движения, так как слишком медленное движение может привести к опережению сварочной ванны над дугой и образованию шлаковых включений.
- Поддерживайте надлежащий подвод тепла, всегда используя напряжение, рекомендованное производителем присадочного металла для данного диаметра проволоки. Слишком малое количество тепла может привести к включению шлака.
- Тщательно очищайте материал между проходами сварки для удаления шлака.
- Обязательно правильно разместите сварной шов. Оставьте достаточно места в сварном шве, особенно во время корневых проходов и широких канавок, чтобы металл шва мог его заполнить.
Пористость
Пористость — это распространенный дефект сварного шва, который возникает, когда в сварном шве остается газ.Основным способом предотвращения этой проблемы является тщательная очистка основного материала перед сваркой.
Удалите всю грязь, ржавчину, жир, масло, краску, влагу и другие загрязнения по всей длине сварного шва. Во время сварки убедитесь, что вылет проволоки не превышает 1 1/4 дюйма за контактный наконечник. Кроме того, использование присадочных металлов, содержащих добавленные раскислители, может помочь предотвратить пористость и позволить сварку через легкие загрязнения. Однако эти провода не заменяют правильную очистку.
Червоточины
Другой дефект, отслеживание червяков, относится к следам на поверхности сварного шва, вызванным газом, создаваемым флюсом внутри проволоки. Следите за тем, чтобы не было чрезмерного напряжения для настройки подачи проволоки, чтобы предотвратить эту проблему. В ситуациях, когда происходит отслеживание червяков, уменьшайте напряжение с шагом 1/2 вольта, пока проблема не исчезнет. Подрезы и неплавление
Два дополнительных дефекта, влияющих на качество сварного шва, — это отсутствие проплавления и подрезы.Предотвращение этих проблем может помочь сварочным работам сэкономить время и деньги на переделках и простоях.
Отсутствие плавления возникает, когда металл шва не плавится должным образом с основным материалом или с предыдущим наплавленным валиком во время многопроходной сварки. Основная причина этой проблемы — неправильный угол наклона пистолета. Поддерживайте подвод тепла и правильный рабочий угол пистолета, чтобы предотвратить проплавление. Используйте угол наклона пистолета от 15 до 45 градусов и держите дугу на задней кромке сварочной ванны.При плетении держите дугу на боковой стенке канавки.
Грязная рабочая поверхность — еще одна частая причина отсутствия сплавления. Рекомендуется тщательная и тщательная очистка поверхности перед сваркой и между проходами.
Поднутрение приводит к более слабой поверхности у носка сварного шва, позволяя канавке расплавиться в основном металле, который не заполняется металлом сварного шва. Этот дефект часто может привести к растрескиванию. Во избежание подрезов следите за параметрами сварки для соответствующего сварочного тока и напряжения.Угол обзора также играет ключевую роль в этом вопросе. Кроме того, убедитесь, что скорость движения позволяет металлу сварного шва полностью заполнять расплавленные участки основного материала.
Проблемы с проникновением
Когда дело доходит до проплавления сварного шва, слишком много и слишком мало — проблематично. Хорошее проплавление стыков имеет решающее значение для выполнения высококачественных сварных швов, поэтому важно обращать внимание на то, сколько металла шва попадает в стык.
Когда металл сварного шва плавится через основной металл и зависает под сварным швом, это является чрезмерным проваром.Чаще всего это вызвано слишком большим количеством тепла. Избегайте этой проблемы, поддерживая надлежащий подвод тепла для приложения. Уменьшите диапазон напряжения, уменьшите скорость подачи проволоки и увеличьте скорость движения.
Когда проблема заключается в отсутствии проплавления или неглубокой плавке сварного шва и основного металла, могут помочь противоположные шаги: увеличить диапазон напряжений и скорость подачи проволоки при одновременном снижении скорости движения.
Подготовка суставов также играет роль в правильном проникновении. Чтобы обеспечить правильное удлинение проволоки и получить необходимые характеристики дуги для хорошего качества сварки, необходимо иметь доступ к дну канавки.
Успех
Как и любой сварочный процесс, FCAW-S может вызвать некоторые проблемы. Используя правильную технику сварки и предпринимая шаги для решения проблем, будет легче выявлять и быстро решать проблемы — или даже предотвращать их возникновение — чтобы воспользоваться преимуществами производительности и качества, которые предлагает процесс.
Сварка порошковой проволокой
Дуговая сварка порошковой проволокой(FCAW) использует трубчатый электрод с непрерывной подачей, электрическую энергию для плавления электрода и может использовать или не использовать защитный газ из внешнего источника при нанесении материала в сварное соединение.Порошковый электрод представляет собой композитный трубчатый присадочный металл, состоящий из металлической оболочки с сердцевиной из минеральных соединений и порошковых металлов. Полученный сварной шов покрыт остаточным шлаком (расплавленным и затвердевшим флюсом), который помогает защитить и придать форму готовому сварному шву, и, как правило, легко удаляется после завершения сварки. Сварка порошковой проволокой сочетает в себе высокую производительность сварки MIG с использованием твердого электрода с возможностью сварки на более загрязненном основном материале. По сравнению со сваркой MIG возможны более высокие скорости наплавки, особенно при сварке в нерабочем положении.
Доступны три типа порошковой проволоки:
- Газовая защита во всех положениях
- Газовая защита в плоском положении
- Самозащитная
Каждый из них имеет свои преимущества.
Тип используемой порошковой сварочной проволоки зависит от положения сварки, требуемых механических свойств, типа соединения и его подгонки, а также окружающей среды, в которой должна выполняться сварка. Обычно самоэкранированная проволока используется для наружной сварки или для специальных применений, таких как сварка гальванизированной стали.Среди наиболее распространенных — строительство и изготовление на открытом воздухе в местах, где невозможно использовать газовые баллоны и газовую защиту. Порошковые проволоки с газовой защитой используются в таких операциях, как изготовление, техническое обслуживание и судостроение. Сварка порошковой проволокой особенно полезна, когда свариваемый основной материал имеет некоторое количество окалины, ржавчины или других поверхностных загрязнений. При правильном выборе типа проволоки и защитного газа свойства сварного шва превосходны для многих типов материалов.
Проволока для универсального монтажа (E-71T-1) обычно меньше 1/16 дюйма в диаметре и изготовлена с использованием флюса для быстрого замораживания. Они не подходят для использования там, где существует высокий уровень загрязнения основного металла, но обеспечивают хороший контроль при сварке в вертикальном положении вверх или над головой. В качестве защитного газа можно выбрать чистый CO2 или C25. Во всех случаях выбранный защитный газ должен соответствовать рекомендациям производителя присадочного металла. Несоблюдение этого правила может привести к низкому качеству сварных швов.Распространенная проблема из-за неправильного выбора газа — растрескивание сварного шва.
Проволока для плоской сварки (E-70) может использоваться в плоских или горизонтальных положениях сварки. Обычно они имеют диаметр более 1/16 дюйма и в основном применяются для сварки наплавкой более толстых основных материалов (> 1/4 дюйма). Это семейство проволоки обеспечивает большую устойчивость к загрязнению основным металлом, и они, как было показано, хорошо работают. над ржавчиной и прокатной окалиной. Хорошая сварочная практика требует, чтобы основной металл перед сваркой был очищен от загрязнений, но, если это невозможно, предпочтительнее использовать эту проволоку.
Дополнительные вопросы
Зачем нужна порошковая сварка?
- Высококачественная наплавка с отличным внешним видом
- Может использоваться для соединения многих типов металлов в широком диапазоне толщин
- Относительно высокая эффективность электрода и рабочий цикл процесса
- Превосходная проплавка упрощает конструкцию соединения
- Дуга видимые и простой в использовании
- из-за его большую устойчивость к загрязнению базовой пластины, Порошковая сварки требует меньше предварительной очистки, чем MIG
- осаждения ставка в четыре раза больше, чем палочка сварка
- использования самозащитных электродов Устраняют необходимость обращения с флюсом или газового оборудования, и он более терпим к ветреным условиям, присутствующим при строительстве на открытом воздухе, чем процессы с защитой от газа.
Каковы некоторые ограничения сварки порошковой проволокой?
- В настоящее время ограничивается сваркой черных металлов и сплавов на основе никеля
- В процессе образуется шлаковое покрытие, которое необходимо удалить
- Порошковая сварочная проволока для электродной проволоки более дорогая по весу, чем проволока для сплошных электродов, за исключением некоторых высоколегированных сталей
- Оборудование дороже и сложнее, чем требуется для сварки штангой; однако повышенная производительность обычно компенсирует это.
- Обычно образуется больше дыма, чем при сварке MIG
| A Блок питания | 1 Кабель питания (отрицательный) | |
| B Заготовка | 2 К первичному питанию 230/460/575 В | |
| C Сварочная горелка | 3 115 В перем. 4 Кабелепровод | |
| E Катушка с проволокой | 5 Выключатель горелки | |
| F Сварочный контроль | 6 Кабель питания (положительный) | |
| 8 C Подача охлаждающей воды | ||
| 9 Охлаждающая вода в горелку (дополнительно) | ||
| 10 Охлаждающая вода из горелки (дополнительно) | ||
| 11 11 |
Самозащитная сварочная проволока и сварочная проволока для низкоуглеродистой стали # E71TGS030X2SP | Weldcote Metals | Сварочная проволока | Сварочные принадлежности | Купить сварочные материалы онлайн
Самозащитная сварочная проволока для низкоуглеродистой стали и сварочная проволока # E71TGS030X2SP
Описание и применение
Многие положительные характеристики 71T-GS делают его разумным выбором для сварщика-любителя, так как он очень хорошо работает с маленькими 110-вольтовыми источниками питания / фидерами, которые стали настолько популярными.71T-GS разработан для однопроходной сварки тонкой углеродистой стали толщиной от 3/16 «до 22». Этот электрод разработан для достаточно эффективной сварки по оцинкованному материалу и может также использоваться на некоторых алюминизированных поверхностях. -GS не требует внешней газовой защиты и должен свариваться с использованием DCEN (прямая полярность). 71T-GS — естественный выбор для таких применений, как сварка внахлестку и стыковая сварка оцинкованного листового металла, ремонт автомобильного листового металла, сварка воздуховодов и соединение оцинкованный кровельный лист.
Химический состав E71T-GS
Fe | С | Si | млн | -П | S | Al |
Остаток | ,13 | ,45 | ,82 | 0,016 | .013 | 1,23 |
Отдельные значения являются максимальными, если не указано иное.
Предел прочности на разрыв — мин. 72000 фунтов на кв. Дюйм.
Предел текучести — мин. 60 000 фунтов на кв. Дюйм.
Относительное удлинение,% от 2 дюймов до 20 фут-фунтов при мин. 0 ° F
V-образный вырез по Шарпи: ударная вязкость — 44 фунт-фут. при 0 ° F
Просмотрите наш большой выбор сварочных аппаратов с лучшими ценами в Интернете.
Сварка— Могу ли я использовать проволоку с флюсовым сердечником в среде защитного газа MIG (аргон / CO2)? Сварка
— Могу ли я использовать проволоку с флюсовым сердечником в среде защитного газа MIG (аргон / CO2)? — Обмен стеками товаров для домаСеть обмена стеков
Сеть Stack Exchange состоит из 176 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
Посетить Stack Exchange- 0
- +0
- Авторизоваться Зарегистрироваться
Home Improvement Stack Exchange — это сайт вопросов и ответов для подрядчиков и серьезных домашних мастеров.Регистрация займет всего минуту.
Зарегистрируйтесь, чтобы присоединиться к этому сообществуКто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 6к раз
Недавно я купил баллон с защитным газом MIG (аргон / CO2).Могу ли я использовать вместе имеющуюся проволоку с флюсовым сердечником и газ MIG или мне нужно купить сплошную проволоку?
Тестер1011,955 33 золотых знака2014 серебряных знаков569569 бронзовых знаков
Создан 15 фев.
BobBob1911 серебряный знак22 бронзовых знака
2Может быть, но лучше не использовать газ.Сердечник флюса содержит раскислители, такие как алюминий, кремний и марганец (на самом деле не раскислитель). Ожидается, что они вступят в реакцию с кислородом воздуха и будут потреблены. Если кислород удерживается газом, некоторые из этих элементов растворяются в расплавленном металле. Это добавит сплавы, которые могут повлиять на свойства осадка. Много лет назад Lincoln сделал что-то подобное, и полученные сварные швы имели высокое содержание кремния и марганца, что делало их слишком прочными.
Создан 06 авг.
кузнец475,22311 золотых знаков99 серебряных знаков1919 бронзовых знаков
Провод с двойным экраном отличается от обычного провода с флюсовым сердечником.Вы можете использовать газ с обычным сердечником из флюса, но это пустая трата газа. Флюс в проволоке с двойным экраном не защищает сварной шов, он обеспечивает лучшую скорость наплавки и улучшенные характеристики сварного шва. Газ необходим с двойным экраном для защиты сварного шва, но не с порошковой проволокой. Таким образом, вы можете использовать сердечник reg flux с газом, но вы не можете использовать двойной экран без газа. Двойной экран обычно используется для изготовления тяжелых изделий, позволяя процессу миграции по-настоящему запихнуть сварные швы. Он обеспечивает лучшее проплавление и меньшее разбрызгивание, чем только сердечник из флюса.Двойной экран также хорош для тяжелых заводских сварных швов, поскольку флюс в двойном экране помогает немного лучше замерзнуть сварочной ванне. Использование газа с обычной проволокой из флюсового сердечника не дает никаких преимуществ.
Создан 04 янв.
1Вы можете использовать оба, но, как упоминал tester101, это трата $.Я по ошибке надел аварийный рулон с флюсовым сердечником, он хорошо сварился с включенным газом. Теперь, когда у вас есть газ, возьмите прочный провод. Сплошная проволока с газом намного чище, и флюс не сколачивается.
Создан 15 фев.
Эд Бил, Эд Бил2,113 золотых знаков5656 серебряных знаков120120 бронзовых знаков
Не тот ответ, который вы ищете? Посмотрите другие вопросы с метками сварка или задайте свой вопрос.
Обмен стеклами товаров для дома лучше всего работает с включенным JavaScriptВаша конфиденциальность
Нажимая «Принять все файлы cookie», вы соглашаетесь с тем, что Stack Exchange может хранить файлы cookie на вашем устройстве и раскрывать информацию в соответствии с нашей Политикой в отношении файлов cookie.
Принимать все файлы cookie Настроить параметры
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
НА КАЧЕСТВО и ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ.НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ПРОЦЕССА СВАРКИ И НАИЛУЧШЕЙ ЭКСПЕРТИЗЫ В ОБЛАСТИ СВАРКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами собственника. что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса порошковой сварки в среде защитного газа, что в тех общих сварочных цехах «зачем менять то, что мы всегда делали», то через пятьдесят с лишним лет после введения полуфабриката -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки.Также реальностью сварки является то, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужные, ДОЛГОСРОЧНЫЕ переделки сварных швов и брак сварных деталей являются обычным явлением. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНЕ МИНУТУ НА ИГРАТЬ С УПРАВЛЕНИЕМ» МОЖНО БЫТЬ ЗАПИСАНО НА МУЗЫКУ И БЫТЬ ИЗГОТОВЛЕНО В ГЛОБАЛЬНЫЙ СВАРОЧНЫЙ МАГАЗИН.
Возможно, это отражение недостатка опыта в области управления сварочным процессом и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы стандартного качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, то немногочисленные сварочные цеха осведомлены о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой от простого в использовании процесса сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки сплавов, к сварным деталям будет применен, по крайней мере, высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об одном инженере, который вместе с задействованными инженерами не мог управлять простыми роботизированными сварными швами стали и алюминия на заводах Tesla, и я также думаю о сварных швах из нержавеющей стали в SpaceX и многих других. годы и миллионы долларов были потрачены впустую, поскольку Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для достижения результатов испытаний разрушающих сварных швов из нержавеющей стали, которые он требовал для удовлетворения НАСА, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я показал на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки, полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
СОВЕТ TIP TIG — это процесс, который должен позволить исключить переделку сварных швов. TIP TIG, обеспечивая при этом самую высокую энергию сварки в инертной атмосфере уникален тем, что обеспечивает наименьшее тепловложение для сварных деталей, которое обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность растрескивание с минимально возможным искажением.
TIP TIG — это также сварочный процесс, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также устраняет проблемы с разбрызгиванием сварочного шва или сварочным дымом.
Преимущества процесса TIP TIG при сварке качественных сталей и сплавов CODE необычайны, и столь же необычным было то, что мировая сварочная промышленность медленно реагировала на значительные преимущества в отношении качества / стоимости, которые могли быть достигнуты.
Этот веб-сайт посвящен выявлению и решению проблемы медленной эволюции сварочного цеха, а также общего отсутствия контроля за процессом сварки и передового опыта в области сварки, который преобладает во всех мировых отраслях промышленности, которые используют общие процессы дуговой сварки, такие как импульсная сварка MIG, GTAW. и газозащитный флюсовый порошок. 2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, дает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «рентабельные все позиции , используйте качественные сварные швы, которые не требуют доработки.TIP TIG самый простой в использовании процесс позиционирования. Никакого дыма, брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины.Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS для продажи, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG обеспечивает на 200–400% больше наплавки, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивается превосходное качество сварки.
- TIP TIG с увеличенной скоростью сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, чем любой другой процесс дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG: всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки без проблем с пористостью сварного шва.
- Используйте TIP TIG для больших или малых приложений, один процесс для заливки, один процесс, позволяющий сваривать все металлы от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.
____________________
ЕГО НЕУДАЧНО В Северной Америке, что отрасли и исследовательские центры, которые должны лидировать в сварке, слишком часто остаются в двадцатом веке.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс и медленное развитие процесса сварки, которое преобладает, особенно в отраслях, которые должны быть лидерами, таких как аэрокосмическая, оборонная, медицинская, нефтяная и др. и электроэнергетика.
Получение верфи военно-морского флота, которая, как правило, ежегодно тратит сотни миллионов на сверхбюджетную переделку сварных швов или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда наиболее распространены жалобы на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой.Это простые элементы управления на оборудовании MIG, которое мало изменилось за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду удивляться, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии примерно в 2008–2009 годах, их инженеры и менеджеры потребовали прибл. десятилетие, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но буду вежливее предоставить его здесь.И даже при широком использовании TIP TIG сейчас, в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о полностью ручных и автоматических возможностях сварки и возможностях этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
Все инженеры-механики и инженеры по сварке несут ответственность за то, чтобы всегда обеспечивать переход к сварочным процессам, обеспечивающим превосходное качество сварки при более низких затратах на сварку.
СВАРОЧНО-ТЕХНИЧЕСКИЙ КОМПЛЕКС В США ПОЗВОЛИЛ КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ Сварки, что просто невозможно в большинстве сварочных цехов, обслуживающих нефтедобывающую промышленность Северной Америки.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовало пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, когда эта компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG.Затем этой компании потребовался месяц, чтобы превратить TIP TIG в свою компанию в качестве основного ручного и автоматизированного процесса сварки, который будет использоваться для большинства сварных швов, соответствующих их нормативным требованиям, в их подразделениях по производству подводных, нефтегазовых и СПГ.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжают использовать сварочные процессы 20-го века вместе с устаревшими спецификациями сварных швов, процедуры и практики.В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям в процессе сварки, которые могут улучшить качество, производительность и затраты, они могут с таким же успехом закрыть двери своих сварочных цехов и выпить чашечку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите мой другой веб-сайт https://tiptigwelding.com
_____________________
Реальность сварки в 2020 году для тех отраслей, в которых традиционные импульсные MIG, GTAW и Сварка порошковой проволокой в среде защитного газа очень важна- Ежедневное качество сварки и производимое сварочное производство часто мало меняются за шесть десятилетий.
- Отклонение сварного шва и ожидается доработка сварного шва.
- Сварочные брызги и очистка сварных швов являются нормой.
- В работе, которая требует различных процедур, оборудования, расходных материалов, методов и навыков, часто используется несколько сварочных процессов.
- В отделениях сварочного цеха обычно мало свидетельств того, что право собственности на процесс сварки необходимо для последовательной оптимизации процесса.
- В сварочных цехах вы часто найдете мало свидетельств «контроля процесса дуговой сварки и передового опыта в области сварки».
- Обычно можно найти опытный сварщик, который «поиграет» со своим руководством. . автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
- В любой компании, где есть сварочный отдел, всегда трудно найти кого-то в своем фронт-офисе, кто понимает требования к контролю процесса, необходимые для владения процессом сварки.Также почти невозможно найти кого-то, кто менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых сварных швов 1/14 MIG.
________________
Отсутствие права собственности на сварочный процесс в глобальном офисе — распространенное недостающее звено
Как только персонал фронт-офиса осознает, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения по сварке, легко найти ресурсы, которые они требуется для этого на этом сайте.Меня зовут Эмили Крейг раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов на протяжении более 40 лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную сварку MIG — GTAW — Flux. Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт позволяет мне выразить свое разочарование, которое я обнаружил в большинстве своих глобальных опытов в области сварки.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха, и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономически эффективные решения по сварке.
ОДИН САМЫЙ АСПЕКТ ГЛОБАЛЬНОЙ МИРОВОЙ СВАРНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССА, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные сварные швы, а также платить цену за низкую производительность сварки? Моя реальность в области сварных швов заключалась в том, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой.Какая польза от квалифицированного инспектора сварного шва AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварных швов.
В конце концов, когда менеджеры или инженеры поймут, что их дорогостоящий отдел контроля качества и сварочный персонал не предоставляют эффективных решений в процессе сварки для решения ежедневных проблем ручной или роботизированной сварки, менеджер может затем обратиться к более дорогостоящим решениям, например, к привлечению большего числа сварщиков. , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N.Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплата ниже, или, что еще лучше, в Мексику, где платят еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке со всего мира, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так как в течение десятилетий ежедневно производились посредственные сварные швы. качество и производительность, а создание ненужных дорогостоящих переделок сварных швов стало нормой.
_____________________
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО НАВЫКИ СВАРОЧНИКА ВСЕГДА БЫЛИ ВТОРИЧНЫМ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ:
УПРАВЛЕНИЕ РЕЗУЛЬТАТАМИ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОБЛЕМЫ: Важным требованием к владению процессом сварки со стороны фронт-офиса является понимание компаниями, ключевыми лицами, принимающими решения в области сварных швов, ценности того, что на протяжении десятилетий известно немногим менеджерам или инженерам, является важным требованием: средства контроля процесса сварки — передовой опыт в области сварочных работ.При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварочного шва. Опыт управления процессами и передовой практики, который позволяет организации последовательно достигать максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
УДЕРЖИВАЕМСЯ ЭТО НЕ ТОЛЬКО ИНЖИНИРИНГ: Когда у инженеров, менеджеров или руководителей сварочного цеха есть проблема, которую они не могут решить, они часто обращаются к местному торговому представителю. и в большинстве случаев это будет человек, который, вероятно, никогда не имел сварочного цеха. Сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования для предоставления рекомендаций по процессу сварки для решения проблем со сваркой в цехе, и это проблемы, которые обычно возникают на протяжении десятилетий, проблемы со сварочным оборудованием, которое обычно имеет два контроля сварки. .Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения управлению сварочным процессом почти для четырех тысяч сотрудников отдела продаж сварочных швов в Северной Америке и пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
Одна область, которая всегда резко свидетельствует об отсутствии средств контроля сварочного процесса MIG и передового опыта сварки, который преобладает на большинстве мировых автомобильных и грузовых заводов, будет обнаруживаться в часто плохих, постоянно меняющихся данных сварных швов, которые имеют К сожалению, в подвесках роботов было предусмотрено:
Ради бога, персонал, «играющий» с данными контроля сварного шва в ячейке робота, не является признаком просвещенной инженерии и производителя.управление. Это показатель того, что руководство компании просто не осведомлено об опыте управления процессом сварки, который требуется техническим специалистам и инженерам для достижения наилучшего возможного качества и производительности роботизированной сварки.
На протяжении десятилетий большинство мировых производителей. и руководители предприятий не знали, что их инженеры или техники не обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен здесь.ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ СВАРКИ И ТАКЖЕ ОТСУТСТВИЕ ЭКСПЕРТИЗЫ СТОИМОСТИ СВАРКИ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и контролеры на предприятиях автомобильной и грузовой техники не понимают процесс сварки роботов контролировать требования к опыту владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками управления сварочным процессом и передовой практикой сварки, необходимыми для оптимизации качества роботизированной или ручной сварки или производительности процесса, этот же руководитель также мог бы быть достаточно мудрым, чтобы гарантировать, что на их эксперта по контролю сварочного процесса была возложена ответственность обучить всех тех, кто работает как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению процессом сварки, чтобы их мог представить любой, независимо от их опыта в области сварки. Между прочим, вполне логично, что в «Описание работы» каждого лица, принимающего решения по сварке, должны быть включены слова: «Должен иметь необходимый контроль сварочного процесса и опыт передовой практики сварки».
ЭТО БУДЕТ ШОРОЧИТЬ МНОЖЕСТВО. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
СВАРОЧНАЯ КОМАНДА: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не имеют контроля над процессом сварки и не имеют передового опыта, они часто создают команду сварщиков, команду, которая, по иронии судьбы, также будет испытывать недостаток в такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварщики, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще большая путаница в процессе сварки, добавленная к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или программ обучения обычно требуют всего 15–20 часов для изучения. Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены управление процессом сварки — требования передовой практики, которые позволяют им единообразно проходить один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто принимает решения о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Flux Cored and TIP TIG, Ручное и роботизированное управление процессом сварки и передовые методы сварки, программы обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, которая понимает процессы сварки, было бы создание «производственной бригады».Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную доставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто- и грузовых заводах).
2020.В сварочных цехах, которые производят сварные швы нормального качества в таких отраслях, как энергетика, авиакосмическая промышленность, нефть. Медицина и защита, вы обнаружите, что многие застряли в 20 веке. И вы часто обнаружите, что их сварочные отделы придерживаются менталитета «так они всегда делали это». Внимание! Существует десятилетний процесс сварки под названием TIP TIG, процесс, который позволит сварочным цехам использовать этот простой в использовании процесс и производить рентабельные сварные швы без необходимости доработки сварных швов.
TIP TIG — это процесс, который мой деловой партнер Том и я купили в Северной Америке и создали нашу компанию под названием TIP TIG USA.Мы также представили TIP TIG в Австралии и Китае. Подходящие сварочные процессы для TIP TIG и где этот процесс следует использовать вместо GTAW — импульсная сварка MIG, порошковая сварка и сварка горячей проволокой, кратко обсуждаются на этой странице, а самые обширные в мире данные TIP представлены в TIP TIG. раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 года. Однако я хорошо осведомлен о том, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, в которых отсутствует право собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
В высококонкурентной отрасли опытный руководитель сварочного цеха, руководитель или инженер никогда не должен допускать такого отношения. Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы стал совладельцем пивоварни Guinness.THE АГРЕССИВНЫЙ ЭВОЛЮЦИЯ ПРОЦЕССА БЫСТРОЙ ДУГОВОЙ СВАРКИ, КОТОРАЯ ПРОИЗВОДИЛАСЬ В КИТАЕ : Я хорошо знаю причины, по которым «ИЗМЕНЕНИЯ» для многих сварочных цехов в конце концов трудно реализовать, Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной промышленности Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году, с их значительными преимуществами в стоимости сварочного труда, также будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding.com заключается в том, что в аэрокосмической, энергетической, нефтяной и оборонной отраслях, когда речь идет о ручной и автоматической дуговой сварке, Китай (помимо двух сварщиков) уже десятилетие возглавляет Северную Америку.
ВМЕСТО ПРИОБРЕТЕНИЯ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG, МЕНЕДЖЕРЫ, НАПРАВЛЯЮЩИЕСЯ НА КОНСУЛЬТАЦИИ ПО ПРОДАЖЕ СВАРКИ, ЧАСТО ТРАТИТЕ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ПОЛУЧЕННОЕ В БОЛЬШИНСТВЕ СТАЛИ И НЕРЖАВЕЮЩЕЙ СТАЛИ? Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке алюминия MIG.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в импульсном MIG-оборудовании, используемом для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕКОТОРЫЕ МАГАЗИНЫ СВАРКИ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стали или нержавеющей угловой сварки на стали толщиной> 5 мм, узнает о сварке MIG. В режиме распыления, который, к сожалению, имеет низкое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутая сварка сварного шва часто бывает плохой или предельной.Когда этот режим распыления изменяется на импульсный режим, который может обеспечить такой же потенциал наплавки, как и распыление, но, тем не менее, проводит 50% своего времени при низком фоновом токе, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва или не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью чего-то, что называется «Экспертиза в области контроля сварочного процесса».
В 1970-х и 1980-х годах с помощью недорогого оборудования CV MIG я показывал сварочные цеха, как выполнять сварку MIG короткого замыкания без брызг.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, обеспечивает сварку короткого замыкания без разбрызгивания. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимально возможное короткое замыкание в секундуЕСТЬ ДВА СПОСОБА ЗАПУСКАТЬ СВАРКУ МАГАЗИН. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ СВАРОЧНЫМ ПРОЦЕССОМ. ДРУГАЯ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, а сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый за 2020 год за 2500 долларов Источник питания CV MIG и опыт управления сварочным процессом MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех добьется лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит агрегаты CV MIG, которые обычно могут стоить на 100–200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, а для случайных сварных швов алюминия предоставляет переносную установку импульсной сварки MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Менеджеры, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварочные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКИХ ПРОВОДОВ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖУ БЫЧЬЕГО ФЕКАЛЬНОГО ВЕЩЕСТВА: Хотя некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия приобрел трехкомпонентную газовую смесь MIG для сталей и сварных швов легированных сталей, которые В дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше негативных характеристик сварного шва, чем преимуществ.Я признаю, однако, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
Во многих случаях сварки сталей и сплавов на протяжении десятилетий обычная бесполезная электроника, используемая в импульсном оборудовании MIG, была хорошим компаньоном для бесполезных трехкомпонентных газовых смесей MIG и металлической порошковой проволоки, которые также использовались в качестве костыля. те, кому не хватало опыта в области контроля сварочного процесса. Примечание. Три десятилетия бессмысленных проблем с газовой смесью MIG и оборудования для импульсной MIG, а также данные о неразберихе процесса доступны в разделах MIG и в моей программе обучения MIG.
ГАЗОЗАЩИТНАЯ ФЛЮСОВАЯ ЖЕЛУДКА: в 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что и GTAW, и процесс с порошковой сердцевиной в защитном газе — плохой выбор для многих сварных швов нормативного качества. Для тех, кто использует в 2020 году всю позиционную порошковую проволоку с защитным газом для применений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему какой-либо сварочный цех выбрал бы такой процесс сварки, как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыточный сварочный дым будут нормой.
ЕГО 2020, И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫЕ МАГАЗИНЫ, ЧТО В ПОСЛЕДНЕМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ: И если сварочный цех все еще использует DC семидесятилетней давности. Процесс TIG для сварки деталей, требующих большого количества сварных швов, который менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с распространенными процессами MIG — Pulsed MIG — GTAW-Flux Cored, их оборудованием и расходными материалами при использовании для ручной сварки и сварки роботов, посетите разделы моих программ.Хотя импульсная сварка MIG, TIG на постоянном токе и сварка порошковой проволокой в среде защитного газа с 1960-х гг. Отвечали за выполнение большинства ежедневных сварочных швов, отвечающих требованиям международного стандарта, в 2019 г. немногие сварочные цеха знают, что уже более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
СОВЕТ TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит более высокие характеристики сварки, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (лучший сварочный шов с самой низкой пористостью) наряду с достижением самого низкого тепловложения свариваемой детали от полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
___________________-TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварных деталей с помощью простого в использовании процесса для сварки любых металлов, в любых областях применения размер, и сварные швы в любом положении.
. https://tiptigwelding.com КОГДА МЫ С МОИМ БИЗНЕС-ПАРТНЕРОМ В 2009 ГОДУ ПОКУПИЛИ TIP TIG В СЕВЕРНУЮ АМЕРИКУ И НАЧИЛИ «TIP TIG USA», ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРКИ И МАГАЗИНОВ В Северной Америке. КИТАЙ.2020. Я предсказываю, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области защиты от сварочных, металлургических, механических, коррозионных, а также сварочных дымов, полученных с помощью TIP TIG, преимуществ, изложенных на этой странице и особенно в моей комплексной программе TIP TIG, которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварки такова, что когда требуется максимально возможное качество во всех положениях, корнях или насыпях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще использовать, (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным и переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры о предмете, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG Качество сварных швов и экономичность превосходят то, что ваша компания производит в настоящее время. Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, могут не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
На этом сайте большое внимание уделяется технологическому опыту, которого слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для общих приложений глобального сварочного цеха с высоким качеством кода. Обратите внимание: сравнение процессов сварки будет иметь большее значение, когда те, кто заинтересован в сравнении, имеют средства управления процессом сварки и опыт передовой практики сварки, которые необходимы для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
Итак, что, по вашему мнению, делает процесс дуговой сварки идеальным? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества. Ниже будет мой список.
- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сваривать как открытые корневые, так и заполняющие проходы для любых применений и металлов, а также подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварного шва (текучесть) для достижения оптимального сплавления сварного шва со всеми металлами. (невозможно с MIG или FCAW.
- Должен обеспечивать умеренную скорость наплавки во всех положениях, чтобы при производстве экономичных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и подаваемой энергией сварки.
- Должен обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление сварного шва и пористость.
- Не должно быть брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должен обеспечивать соблюдение полярности EN, которая обеспечивает при достигнутых скоростях сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также наилучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.
Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности. https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРОЧНОМ МАГАЗИНЕ.
УМЕРЕННЫЕ СКОРОСТИ НАПОЛНЕНИЯ СВАРКИ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ НАИЛУЧШУЮ СВАРКУ В ВСЕХ ПОЛОЖЕНИЯХ.Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это позволяет достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварного шва TIP TIG с DCEN TIP TIG и скорость сварки, чтобы обеспечить минимально возможное тепловложение сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут дублироваться никакими обычными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить отличное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение затрат на сварку, а с TIP TIG сварочный цех может производить на большинстве деталей> 2 мм наименьший нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG в Северной Америке и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными методами дуговой сварки, которые используются. сварочными цехами, особенно сварными швами стандартного качества. При обсуждении сравнений процессов сварки полезно, если те, кто проводит сравнение процессов, в первую очередь, имеют средства контроля процесса сварки и передовой опыт сварочных работ, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показателям качества сварки в верхнем левом углу а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильно оптимальное качество сварки. Сварочные мастерские знают, что при ручной сварке, независимо от навыков сварщика, такие процессы дуговой сварки, как импульсная MIG и порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои учебные программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, в течение которых я работал в этой области. промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах, связанных со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Так что, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если кто-то хочет найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он может начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сваркой и владения инжинирингом, а также отсутствия опыта в области контроля сварочного процесса, как правило, всегда проводится обширная ненужная дорогостоящая ручная доработка сварных швов. И в авто. На заводах по производству грузовиков бункеры, выстилающие проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и лишь немногие из роботов на заводах будут достигать оптимального потенциала производительности роботизированных сварных швов.
На десятилетия. в результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие средств контроля сварочного процесса и передовой практики сварки.
В 2020 году, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота, строящие суда стоимостью в несколько миллионов долларов, будут значительно превышать свои бюджеты на доработку сварных швов, часто на миллионы долларов, и все же судостроительный завод;
- ИСПОЛЬЗУЮТСЯ НЕОБХОДИМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- КВАЛИФИЦИРОВАННЫЕ ПРОЦЕДУРЫ СВАРКИ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ДЕЯТЕЛЬНОСТИ ЕЖЕДНЕВНО ДОЛЖНЫ БЫТЬ ЭФФЕКТИВНОЙ ЧАСТЬЮ ПРОЦЕССА СТРОИТЕЛЬСТВА СУДНА.
- МОЖНО ЛИ ВЫ УГАДАТЬ, ПОЧЕМУ НИКОГДА НЕ ЗАКАНЧИВАЕТСЯ СВАРКА, И ЧТО ТАКОЕ ОТСУТСТВУЮЩАЯ ССЫЛКА?
___________
Для любого предприятия, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы можете предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, затем будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов, как правило, снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ С ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКОЙ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логичный менеджер или инженер спросит, почему с простой настройкой, двумя режимами управления, сваркой MIG и сваркой порошковой проволокой, которые в большинстве своем используются ежедневно Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры не справляться со своей задачей владеть этими сварочными процессами и лучше управлять своим повседневным качеством и производительностью сварки? Также, почему после десятилетий опыта работы с этими двумя сварочными процессами мало свидетельств того, что контроль процесса сварки и эволюция передовых методов сварки во всей мировой сварочной индустрии отсутствуют?
Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями или почему большинство авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века.Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой.
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТА И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ ЯВЛЯЮТСЯ СУЩЕСТВУЮЩЕЙ ЭКСПЕРТИЗОМ.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРКЕ, ИМЕЮТ ОПЫТ, ЧТОБЫ БЫСТРО БЫСТРО ИЗВЛЕЧЬ СТОИМОСТЬ ОБЫЧНОЙ СВАРКИ МИГ ИЛИ ФИЛЕМ 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕЛЬСТВУ НА ПРОЦЕСС СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он когда-то был, однако обсуждаемые сварочные процессы и применения разнообразны, процесс сварки требует значительных затрат, а также негативно сказывается на качестве дорогостоящей дуговой сварки и Проблемы производительности, которые ежедневно влияют на большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли.Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны быть интересны всем, кто называет себя профессионалом в области сварочных работ.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой, а также решениям по управлению технологическим процессом. Я всегда стремился упростить и обобщить тему контроля сварочного процесса и передовых методов сварки и передать их всем лицам, принимающим решения по сварке.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это все равно что получить мула. пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсная сварка MIG, порошковая сварка в среде защитного газа и наиболее важным из них будет TIP TIG. процесс. Читатель найдет с этими тремя сварочными процессами наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем в сварочных цехах, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать единственный путь, необходимый для оптимизации процесса сварки, путь, который гарантирует с каждым из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно же, получаются с наименьшими затратами на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG.ДЛЯ МЕНЯ, В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, которые возникают в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения о проблемах с оборудованием для импульсной MIG можно найти в разделе «Программы MIG».
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО МНОГИЕ МАГАЗИНЫ СВАРКИ УЗНАЛИЛИ ДЕСЯТИЛЕТИЯ НЕИСПРАВНОСТЕЙ СВАРОЧНОГО ОБОРУДОВАНИЯ ДЛЯ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН ИНДИКАЦИЯ ОТСУТСТВИЯ ПРОЦЕССА СВАРКИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, почему им нужно импульсное оборудование MIG для сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. .И если руководителей фронт-офиса, принимающих решения о сварных швах, спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, вероятно, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно когда требуются стальные сварные швы любого нормативного качества.Если у вас, как у меня, нет такой жизни, то в разделах, посвященных процессу импульсной сварки MIG и оборудованию MIG, описаны десятилетия проблем, связанных с ручной и роботизированной импульсной сваркой MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы могли бы подумать, что это логично, что лица, ответственные за решения роботизированной сварки MIG, будут знать о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения постоянного и оптимального качества сварки MIG и производительности роботов, конечно, всегда с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И СВАРОЧНЫХ ЦЕХОВ MIG BS:
В Северной Америке доступно сорок с лишним газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых газовых смесей MIG — это просто результат яркого воображения менеджера по маркетингу или продажам газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, ОБЕСПЕЧИТ УПРОЩЕНИЕ, УНИКАЛЬНОСТЬ И ОБЕСПЕЧЕНИЕ ОБУЧЕНИЯ СОТРУДНИКОВ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЕТСЯ ЛУЧШАЯ ПРАКТИКА.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и область применения, как показано в моем обучении / самообучении «Контроль процесса сварки MIG и порошковой порошковой проволокой в среде защитного газа — программы передовой практики сварки, читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или порошковой проволокой, сварочный персонал часто «играет» с двумя элементами управления сваркой, мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — передовые методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварным швам и инженерно-технический руководитель много знали о сварке штучной сваркой и ничего не знали о флюсовой порошковой сварке и MIG Weld Process Controls и передовых методах сварки.На этой верфи. в течение трех месяцев после моего обучения управлению технологическим процессом качество сварки и производительность были ошеломляющими. Информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе, посвященном порошковой проволоке.
С ЧРЕЗМЕРНЫМИ ПРЕВЫШАЮЩИМИ РАСХОДАМИ НА РЕМОНТ НА СВАРКУ ВМФ, И ПОМОЩЬЮ, КАК КИТАЙ МОЖЕТ ПОСТРОИТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАТЬ, УПРАВЛЕНИЕ ВМФ США, УПРАВЛЯЮЩЕЕ ВМФ СЕНЬ ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗА, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не имели сварочного цеха, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство занялось решением дорогостоящих сварочных вопросов, и редко было свидетельством понимания или важности использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГОЙ СВАРКЕ ВОПРОСАХ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕТИТЬ
Для тех, кто не интересуется моим общим мнением и моим вниманием передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Флот ниже.
2020… КОГДА ОНА ДОХОДИТ НА СВАРКУ СУДОВ, НЕКОТОРЫЕ СВАРОЧНЫЕ ОТДЕЛЫ ГЛОБАЛЬНОЙ ВОФНО-ВЕРФИ ОКАЗЫВАЮТСЯ ЗАКОНЧЕННЫМИ В ХХ ВЕКЕ. Еще один пример отсутствия в 2019 году управления фронт-офисом и владения процессом инженерной сварки. Мировой спрос на подводные лодки никогда не был таким большим, однако большая часть сварных швов, производимых при строительстве глобальных подводных лодок, будет выполняться с использованием устаревших процессов и устаревших спецификаций сварных швов и процедур сварки.Мне потребовался бы час, чтобы убедить любую военно-морскую верфь в том, что существует простое обучение процессу сварки и технологические решения многих дорогостоящих проблем со сваркой.
Для тех лиц, которые принимают решения в области сварки, которые игнорируют или не знают об эволюции процесса дуговой сварки, произошедшей за последние десять лет, а также для тех, кто также не осведомлен о преимуществах управления процессом сварки и передовых методов сварки которые должны быть реализованы на их судостроительных верфях, вы можете, когда закончите эту страницу, захотите посетить мой процесс обучения — программы самообучения.Следите за самыми полными в мире данными о процессах на моем веб-сайте tiptigwelding.com.
2019. Большинство глобальных оборонных проектов 21-го века в настоящее время строятся с использованием процессов дуговой сварки 20-го века с устаревшими спецификациями и процедурами сварки. В настоящее время в 2019 году мне неизвестно ни одного оборонного подрядчика в Северной Америке, который внедрил бы новейшие сварочные технологии и применяет средства контроля сварочного процесса и передовые методы сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Руководство по сварке с флюсовой сердцевиной и TIP TIG, роботизированное управление процессом сварки и лучшие методы сварки, учебные материалы или материалы для самообучения.
В то время как МНОГИЕ СВАРОЧНЫЕ МАГАЗИНЫ ФОКУСИРУЮТ НА «НАВЫКИ СВАРОЧНИКА», ВЫГОДНО, ЕСЛИ ПРИНИМАЮЩИЕ РЕШЕНИЯ СВАРОЧНЫЕ НАВЫКИ НЕ ЯВЛЯЮТСЯ НАИЛУЧШИМИ ПРАКТИКАМИ, И НАВЫКИ СВАРОЧНОГО СВАРОЧНОГО УРОВНЯ 902 СООТВЕТСТВУЮТ УКАЗАТЕЛЯМ WELDER WELDISER
WELDISS 96. ЕДИНЫЙ ОТКАЗ СВАРКИ МОЖЕТ СТОИТ ЖИЗНИ И МЛРД ДОЛЛАРОВ.Все, что требуется, — это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не обеспечивают адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным вниманием к требованиям по оптимизации сварочного процесса. Я полагаю, что это понятно, поскольку немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки. КАЧЕСТВО СВАРКИ — ОТВЕТСТВЕННОСТЬ ЗА СВАРКУ.
Эта платформа m использовалась для размещения на море. Все, что потребовалось, — это плохой угловой сварной шов на 1/4 (6 мм), чтобы повлиять на усталостное разрушение конструктивных элементов, и платформа рухнула в океан, в результате чего погибло 123 человека и понесены миллиарды убытков.
A Пересмотр AWS A5.29 по самозащитной проволоке FCAW для сварки трубопроводов
Предпосылки
Самозащитная порошковая сварочная проволока (SS-FCAW) используется в нефтегазовых трубопроводах с прошлого века.Вернувшись к началу применения SS-FCAW при сварке трубопроводов, стратегия легирования стали для трубопроводных труб была довольно простой. Он применяет механизм упрочнения твердого раствора для достижения желаемых механических свойств. Углерод, марганец, кремний — самые популярные легирующие элементы в материалах классических трубопроводов. Фактически, они по-прежнему являются основными элементами (кроме серы и фосфора), указанными сегодня API 5L. Современные высокопрочные линейные трубы, такие как X70, X80 и X100, получают гораздо более сложные стратегии легирования.Например, дисперсионное упрочнение и измельчение зерна Nb, V, Ti и Cu используются для получения превосходной ударной вязкости CVN при одновременном повышении уровня прочности трубы. Эти интригующие механизмы напрямую бросают вызов расходным материалам для сварки трубопроводов, особенно трубной сварочной проволоке SS-FCAW.
Металлургия SS-FCAW
Классическая проволока SS-FCAW, используемая на трубопроводах, была разработана в 1960-х годах. Их основные системы шлака и легирования с тех пор не изменились. Алюминий по-прежнему является основным раскислителем и денитридизатором в современной проволоке SS-FCAW.В качестве стабилизатора феррита алюминий значительно уменьшает зону аустенита на фазовой диаграмме стали (рис. 1) и создает двухфазную зону аустенит + δ-феррит.
Рисунок 1 Фазовая диаграмма железа и алюминия
Согласно рисунку 1 растворимость алюминия в железе составляет около 1,0 мас.%, Что совпадает с популярной концентрацией алюминия в сварных швах SS-FCAW. Из-за колебаний состава сварных швов, вызванных движением сварочной ванны и сегрегацией алюминия в проволоке SS-FCAW, локальное содержание алюминия выше 1.0wt% более чем вероятно. В результате присутствие δ-феррита в сварном шве не удивляет. Поскольку современные стали для трубопроводов содержат Nb, Cr и V, они также являются сильными стабилизаторами феррита. Зона аустенита может быть дополнительно сжата, чтобы увеличить вероятность образования δ-феррита в сварных швах. Считается, что добавление Ni в сварной шов SS-FCAW может расширить зону аустенита для улучшения ударной вязкости CVN. Однако остается открытым вопрос, достаточно ли одной добавки Ni для противодействия отрицательному эффекту от Al и элементов, т.е.е. Nb, Cr и V, разбавленные из стали трубопровода. Практика составления флюсов SS-FCAW обнаружила, что ударная вязкость CVN сварного шва SS-FCAW не будет заметно увеличиваться после того, как [Ni] в сварном шве станет выше 2,0 мас.%.
Помимо эффекта легирования, тепловая история и тепловложение при сварке SS-FCAW также играют важную роль в влиянии на ударную вязкость CVN. Как низкое, так и высокое тепловложение может значительно снизить ударную вязкость, что может быть связано с образованием δ-феррита и его укрупнением, ростом вторичного зерна, превращением остаточного аустенита в мартенсит и т. Д.Фактически, только узкий диапазон параметров сварки в рабочем окне (предложенный производителем расходных материалов) может обеспечить хорошую ударную вязкость CVN при сварке пластины 1G в соответствии с AWS A5.29.
Проблема вязкости SS-FCAW на трубе
Распределение хрупкого δ-феррита в сварных швах труб SS-FCAW делает ударную вязкость CVN крайне непредсказуемой. Часто наблюдалось, что ударная вязкость значительно снижается с более чем 200 фут-фунтов до 7 фут-фунтов, в то время как средняя ударная вязкость может без проблем соответствовать квалификационным требованиям.Когда ударная вязкость CVN составляет всего 7 фунт-футов, образец Шарпи практически не имеет ударной вязкости. В испытательных лабораториях это называется «звоном». Действительно, «звяканье» случается слишком часто, когда коммерческая проволока SS-FCAW испытывается на линейной трубе. «Звук» приводит к значительному разбросу ударной вязкости CVN трубных сварных швов, выполненных трубной сварочной проволокой SS-FCAW. Хуже того, это даже стало подержанным сверлом, чтобы не обращать внимания на «звяканье» во время аттестации сварщика. До недавнего времени «звон» вызывал серьезную озабоченность у строителей трубопроводов.
Обеспокоенность по поводу испытания на соответствие проводов SS-FACW согласно AWS A5.29
При проведении испытания на соответствие для аттестации проволоки SS-FCAW для сварки труб согласно AWS A5.29 можно использовать слой масла. Слой масла на поверхности V-образной канавки можно сварить электродом SMAW или самой проволокой SS-FCAW, чтобы изолировать раствор от стали трубопровода. В результате негативное влияние Nb, V и Cr на сварной шов трубы будет исключено. Поступая так, он все равно не сможет время от времени смягчать проблему «звона».Если пять ударных образцов CVN испытывают при одной температуре испытания, разброс ударной вязкости CVN металла сварного шва обычно может быть приемлемым. Однако, если количество тестовых образцов CVN увеличивается до 10 и более, обычно возникает один «звон».
AWS A5.29 гласит, что «при оценке результатов испытаний самые низкие и самые высокие полученные значения не принимаются во внимание. Два из трех оставшихся значений должны быть равны или превышать указанный уровень энергии в 20 футов фунт-сила [27 Дж]. Один из трех может быть ниже, но не ниже 15 футов.фунт-сила [20 Дж], а среднее из трех должно быть не менее требуемого уровня энергии в 20 футов фунт-сила [27 Дж] ». Утверждение отлично работает на нормальном или приличном разбросе данных о стойкости CVN без проблем. Однако, если «звяканье» на сварных швах SS-FCAW продолжает происходить на регулярной основе, возникает вопрос о законности применения заявления. Это реальная проблема для проводов SS-FCAW разных марок.
Учитывая прямое воздействие дуги в атмосфере, условия сварки SS-FCAW намного хуже, чем у газозащитной FCAW.Механические свойства сварных швов SS-FCAW очень чувствительны к тепловложению и термической истории. С точки зрения инженерной надежности, провод SS-FCAW должен соответствовать требованиям AWS для испытаний при высоких и низких тепловых нагрузках, например, провода класса «D». Это особенно актуально для проводов SS-FCAW, используемых на трубопроводах.
Когда окружная сварка выполняется на стыке труб, дуга перемещается из нижнего положения в 12 часов в верхнее положение в 6 часов. При сварке труб SS-FCAW опытный сварщик труб тщательно регулирует скорость перемещения, чтобы добиться качественного сварного шва.Поскольку рабочее окно проволоки SS-FCAW намного уже, чем у проволоки FCAW с газовой защитой, сварщик труб должен агрессивно управлять дугой в положениях на 3 и 6 часов. Следовательно, подвод тепла изменяется по мере выполнения сварки, что может влиять на механические свойства кольцевого сварного шва.
Интересно, что API 1104 не проверяет механические свойства в положениях на 3 и 6 часов, которые являются наиболее трудными для сварки и проходят испытания на механические свойства.Если резкое падение ударной вязкости CVN произойдет в районе 6 часов, целостность сварного шва трубы будет под большим вопросом. Из-за реальной возможности значительного колебания ударной вязкости CVN в зависимости от положения, «типичная» ударная вязкость SS-FCAW CVN, указанная в сертификате соответствия AWS A5.29, может сильно ввести в заблуждение инженера-проектировщика трубопровода и инженера-сварщика.
Проблемы с проводами SS-FACW, техническое описание
Рабочее окно или таблица «Типичных параметров сварки» обычно указываются в техническом описании производителями расходных материалов.Окно может быть разработано на основе характеристик сварки проволокой SS-FCAW, а не результатов механических свойств металла шва. Другими словами, использование любых наборов параметров сварки в окне не обязательно приведет к «типичным» механическим свойствам, указанным в сертификате соответствия, выданном компанией, производящей сварочные материалы. Поскольку механические свойства сварного шва SS-FCAW зависят от подводимого тепла или параметров сварки, использование различных параметров сварки в окне может привести к значительному различию механических свойств между собой.Короче говоря, это окно не дает никаких указаний инженеру по сварке, который задает параметры сварки, чтобы пройти аттестацию механических свойств для своих PQR. Это окно может ввести в заблуждение, особенно для неопытных инженеров-сварщиков, с точки зрения прогнозирования механических свойств металла сварного шва SS-FCAW.
Заключение
Учитывая металлургию SS-FCAW и чувствительность механических свойств к термическому воздействию при сварке трубы SS-FCAW, текущий AWS A5.29 не указывает, что проволока SS-FCAW для сварки трубопроводов является достаточно прочной. Необходимо разработать отдельную спецификацию AWS для проволоки SS-FCAW, чтобы лучше руководить сварочной практикой в обрабатывающей промышленности.
Когда следует использовать сварку MIG сплошной проволокой или порошковую сварку MIG
СваркаMIG предлагает удобство и скорость механизма подачи, который направляет металлическую проволоку прямо в лужу, но защита сварного шва от загрязнений будет определять прочность и внешний вид сварного шва.В то время как для сплошной проволоки MIG для защиты сварного шва требуется защитный газ, обычно смесь аргона и CO2, существует также проволока MIG с флюсовой сердцевиной, которая защищает сварной шов самостоятельно без помощи газа. Флюс в проволоке MIG плавится в сварочной ванне и обеспечивает все необходимое экранирование сварного шва, и вы можете отколоть флюс после его затвердевания.
Оба типа сварочной проволоки MIG обладают преимуществами и недостатками, и мы рассмотрим, какой из них лучше всего подойдет для вашего сварочного проекта.Вот несколько сценариев, которые следует учитывать при выборе процесса сварки MIG.
One Twist с проволокой для сварки MIG
Прежде чем мы начнем сравнивать порошковую сварочную проволоку MIG с экранированной сплошной проволокой MIG, у вас также есть возможность работать с порошковой сварочной проволокой MIG в защитном газе, которая обычно используется для сварки MIG в вертикальном положении и на подъеме. Эта комбинация обеспечивает немедленную тонкую оболочку поверх сварного шва, которая удерживает расплавленный металл на месте, предотвращает загрязнение и довольно легко отслаивается.
В целом порошковая проволока облегчает сварку вне положения или в вертикальном и горизонтальном положениях, поскольку флюсовое покрытие помогает удерживать сварной шов на месте по мере затвердевания металла.
Портативная сварка и сварка на открытом воздухе
Поскольку транспортировка защитного газа может быть сложной и опасной, а ветреные условия могут минимизировать эффективность защитного газа для сплошной порошковой проволоки, порошковая проволока MIG идеально подходит для переносных сварочных работ или работ на открытом воздухе.Поскольку флюс защищает сварной шов как часть проволоки, ветер просто не играет роли. Кроме того, многие внешние сварочные работы не требуют такого же уровня внимания к внешнему виду сварного шва, поэтому порошковая сварка обычно должна работать нормально.
Ускоренная сварка с помощью аппаратов MIG
В некоторых случаях сварщики сообщают, что порошковая проволока облегчает сварку быстрее (хотя помните, что вам нужно учитывать время очистки!), Особенно если вы используете больший угол сопротивления, что облегчает просмотр сварного шва. лужа во время работы.По крайней мере, порошковая проволока устраняет необходимость беспокоиться о защитном газе, что добавляет элемент, требующий вашего внимания, и добавляет дополнительные расходы.
Проблемы, связанные с толщиной материала для сварочных аппаратов MIG
При сварке MIG тонких материалов вариант с флюсовой сердцевиной не идеален. Лучше использовать проволоку для сварки MIG со сплошным сердечником и защитным газом, который обеспечивает более чистый и точный сварной шов.
При работе с порошковой сварочной проволокой MIG на сварном шве будет много брызг, которые необходимо будет очистить в конце, что обычно не рекомендуется для более тонких металлов.