Ручная дуговая сварка — видео и принцип работы сварочного аппарата
Метод РДС – это самый распространенный и доступный метод сварки штучным покрытым электродом. В инструкции ручная дуговая сварка видео хорошо видно, что этот метод отличается мобильностью и простотой в использовании, а также не требует никакого дополнительного оборудования. Чтобы познакомиться с техникой сварки и узнать все о методе “ручная дуговая сварка”, видео смотрите на нашем сайте.
Сущность процесса РДС
Сущность ручной дуговой сварки заключается в том, что свариваемый металл плавится теплом дуги, а зажигание, поддержание и перемещение дуги осуществляется ручным способом. Одним из элементов является металлический стержень, а другим – свариваемое изделие.
С помощью источника тока (переменного или постоянного) на кончике электрода образуется сварочная дуга, которая плавит сам электрод и изделие, образуя при этом жидкую сварочную ванну, из которой потом, по мере остывания, формируется будущий шов.
Этот метод подходит для сварки углеродистых, низколегированных, конструкционных, высоколегированных, теплоустойчивых сталей. С его помощью, возможно, также резать и наплавлять металл. С использованием специальных электродов, возможно, производить сварку цветных металлов.
Как можно увидеть на видео, электродуговая сварка чугуна или нержавейки осуществляется на постоянном токе, а алюминия – на переменном токе.
Виды и методы РДС
Существуют следующие методы и виды ручной дуговой сварки: сварка «с опиранием обмазки» (дает большую глубину проплавления), сварка «пучком» (увеличивает производительность), сварка «ванным» способом (позволяет экономить электроэнергию и снижает расходы, используется для сварки стержней арматуры), сварка «трехфазной» дугой (обеспечивается стабильность горения дуги), а также сварка «наклонным» или «лежачим» электродом (служит для механизации процесса).
Сварочные аппараты, виды и принцип работы
Полезной будет информация для начинающих: дуговая сварка может осуществляться с применением совершенно разного оборудования: трансформаторных источников, выпрямителей, инверторов.
Любой сварочный аппарат – это, в первую очередь, источник сварочного тока, который необходим для получения и поддержания сварочной дуги. Принцип работы сварочного аппарата заключается в следующем.
В его корпус заключен силовой трансформатор, преобразующий ток из розетки (переменный) с высоким напряжением в сварочный ток (переменный или постоянный) с пониженным безопасным напряжением. С помощью трансформатора также происходит регулировка тока и формирование необходимой вольт-амперной характеристики.
Сварочный аппарат подключается в розетку (первичный ток), и в зависимости от напряжения (220/380 В), к вторичному току в разъемы на передней панели аппарата с помощью токовых наконечников подключается сварочный кабель. От типа применяемого источника будет зависеть, какой сварочный ток будет на выходе из аппарата. Он может быть переменным или постоянным.
Принцип работы сварочного аппарата постоянного тока основан на преобразовании переменного тока из сети, но, благодаря выпрямительному блоку в конструкции таких аппаратов, ток выпрямляется и становится постоянным.
Далее к кабелю присоединяются электрододержатель и клемма заземления (или массовый зажим на изделие). При сварке постоянным током количество тепла на электродах различное, поэтому в сварке введено понятие полярности. Как показано на видео, электродуговая сварка может производиться на прямой или обратной полярности.
Электрододержатель может быть присоединен как к «плюсовому» разъему (обратная полярность), так и к «минусовому» (прямая полярность). Какую полярность выбрать при сварке, зависит от толщины изделия и марки используемых электродов. Классический метод подключения – «плюс» на держатель. Массовый зажим надежно крепится на изделии или заготовках.
Достаточно распространен и способ крепления массового зажима к сварочному столу. Сварочный ток выставляется перед началом сварки с помощью специального регулятора, а его значение зависит от того, какую толщину металла придется сваривать и от выбранного диаметра электрода. Мощность держателя, клеммы заземления, как и толщина сварочного кабеля, подбираются в зависимости от величины сварочного тока.
Сварочный ток выставляется перед началом сварки с помощью специального регулятора, а его значение зависит от того, какую толщину металла придется сваривать и от выбранного диаметра электрода. Мощность держателя, клеммы заземления, как и толщина сварочного кабеля, подбираются в зависимости от величины сварочного тока.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Видео ручная дуговая сварка
Темы: Ручная дуговая сварка, Сварка видео.
1. На нашем форуме можете смотреть онлайн (без регистрации и бесплатно) Ручная дуговая сварка, видео обучающее. На англ. языке с рус. субтитрами. Основы ручной дуговой сварки, теория и практика.
2.Ручная дуговая сварка, видео урок о сваривании электродами горизонтальных швов по толстому металлу, потолочных швов.
 youtube.com/v/4JhPkb1WX7I?fs=1&hl=ru_RU» type=»application/x-shockwave-flash»>
youtube.com/v/4JhPkb1WX7I?fs=1&hl=ru_RU» type=»application/x-shockwave-flash»>
3. Ручная дуговая сварка, видео урок (краткий) о сваривании вертикальных швов.
4. Видео ручная дуговая сварка при пониженном напряжении до 140В сети. Используется инвертор MobiARC 160.
5. Заварка электродами отверстия топливного бака и проверка на течь.
6. Сварка электродами полуавтоматом «MobiMIG» при пониженном напряжении в сети 220В-140В.
7. Сварка электродами диаметром 3 и 4мм инвертором ЭлсвА ВД-160И, работа от генератора, и сравнение инвертора c французским IMS 1600.
Другие страницы сайта, относящиеся к теме »
Видео ручная дуговая сварка
:
- < Дефекты ручной дуговой сварки
- Разбрызгивание при ручной дуговой сварке электродами,способы снижения >
Ручная дуговая сварка – достинства и особенности процесса + Видео
1 Технология ручной дуговой сварки
Суть процесса заключается в том, что для образования электрической дуги (а также ее поддержания в рабочем состоянии) к свариваемой поверхности и электроду для дуговой сварки подается переменный либо постоянный сварочный ток, поступающий от источника питания.
Металл обрабатываемого изделия, покрытие и стержень электрода, используемого для сварки, расплавляются под влиянием дуги. После этого они попадают в сварочную ванну и смешиваются в ней. При этом на поверхность выделяется расплавленный шлак. Ванна может иметь разные размеры, которые зависят от пространственного расположения сварки, ее режимов, размера и формы кромок, подвергающихся обработке, характеристик сварного шва. В большинстве случаев длина сварочной ванны равняется 1–3 см, ширина – 0,8–1,5 см, глубина – не более 0,6 см.
Под длиной дуги понимают дистанцию между двумя активными пятнами:
- на поверхности (расплавленной) сварочного стержня;
- на поверхности ванны.
Опытные сварщики всегда стараются «держать» максимально короткую дугу, так как в этом случае мелких металлических капель во время процесса отмечается очень мало.

Кроме того, плавление электрода осуществляется достаточно медленно, что обеспечивает аккуратный пучок искр. Это приводит к большой глубине проплавления поверхности. Если же данная глубина будет малой, при плавлении сварочный стержень станет активно разбрызгиваться за счет реакции окисления. В результате полученное соединение будет характеризоваться большим содержанием окислов и неровным швом.
Зажигание дуги производится посредством непродолжительного касания электрода (его окончания) к конструкции, предназначенной для обработки. Из-за контактного сопротивления и тока короткого замыкания конец стержня нагревается максимально быстро до повышенной температуры, необходимой для формирования сварочной дуги. Она не возникает тогда, когда сварщик держит электрод слишком далеко от свариваемой поверхности. Как правило, зажигание выполняется на дистанции 4–5 миллиметров от нее.
Плавление покрытия стержня приводит к созданию газовой атмосферы над сварочной ванной и непосредственно вокруг дуги. Указанная атмосфера не позволяет взаимодействовать расплавленному металлу и воздуху, так как вытесняет последний из сварочной зоны. Также воздух не попадает к поверхности ванны за счет того, что шлак покрывает ее и частички расплавленного металла.
Указанная атмосфера не позволяет взаимодействовать расплавленному металлу и воздуху, так как вытесняет последний из сварочной зоны. Также воздух не попадает к поверхности ванны за счет того, что шлак покрывает ее и частички расплавленного металла.
Шлак выполняет и функцию очистки от всевозможных ненужных примесей расплавленного материала. В сварочной ванне металл по мере удаления электродуги начинает кристаллизоваться, что ведет к формированию соединительного шва, на поверхности коего образуется слой шлака в затвердевшем состоянии.
2 Электроды для ручной сварки – какие используются?
Существует несколько групп электродов. Каждая из них предназначена для соединения различных по составу металлов. Ручная электродуговая сварка может выполняться электродами, предназначенными для сваривания:
- высоколегированных сталей;
- конструкционных легированных сталей;
- низкоуглеродистых и углеродистых сталей;
- теплоустойчивых легированных сплавов.


Характеристики электродов и требования к ним изложены в ряде Государственных стандартов, в частности, следующих:
- 9467–75;
- 9466–75;
- 10051–75.
Стержни для сварки выпускаются со специальными покрытиями, которые обязаны гарантировать стабильное горение электродуги. Только при таких условиях соединение будет описываться требуемыми свойствами (стойкость против ржавления, высокая пластичность и прочность, ударная вязкость и так далее).
Производители добиваются стабильного горения дуги посредством уменьшения ионизационного потенциала промежутка (воздушного) между свариваемой поверхностью и сварочным стержнем. Электродные шлаковые покрытия имеют и защитную функцию (не дают азоту и кислороду воздействовать на место соединения), так как они состоят из шлакообразующих ингредиентов. Под таковыми понимают:
- полевой шпат;
- кварцевый песок;
- каолин;
- титановый концентрат;
- доломит;
- мел;
- марганцевую руду;
- мрамор.

В некоторых случаях в состав покрытий электродов привносят железный порошок, что повышает производительность, с которой работает сварочный аппарат, дуга при наличии такой «добавки» зажигается быстрее и обеспечивает больший объем наплавляемого материала за конкретную единицу времени. Подобные электроды чаще всего применяются для выполнения работ при малых температурах окружающей среды.
Электроды могут иметь покрытия следующих видов:
- Основные. Такие стержни предназначены для использования на обратной полярности при постоянном токе. Ключевыми их элементами являются карбонад кальция и фтористый кальций. Обычно электроды с основным покрытием применяются для соединения изделий с большими сечениями (например, труб большого диаметра).
- Кислые. В них содержится кремний, марганец, оксиды железа, в редких случаях – титан.
- Рутиловые. Для газовой и шлаковой защиты рутиловых покрытий в их состав вводят разнообразные органические и минеральные элементы.
- Целлюлозные. Покрытия электродов, с помощью которых соединяют малые по толщине стальные изделия.

3 Ручная дуговая сварка – выбор режимов процесса
Описываемый нами вид сварки имеет много достоинств, среди коих следует выделить такие:
- простота конструкции и эксплуатации сварочных агрегатов, а также удобство их транспортировки к месту работ;
- возможность выполнять сварочный процесс во всех пространственных положениях;
- возможность соединения конструкций из разных марок сталей и осуществления сварочных мероприятий на объектах с ограниченным доступом.
Чтобы сполна воспользоваться этими достоинствами, важно знать, как правильно варить электродуговой сваркой. Самое главное перед началом выполнения сварочных работ выбрать их режим. Качество сварки и стабильность операции зависит именно от этого выбора.
Подбор конкретного режима осуществляется по двум видам параметров – основным и добавочным. К основным относят:
- показатель колебаний (поперечных) торца сварочного стержня: не более 2,5–3 сечения стержня для сварки;
- полярность, значение и род тока: все рекомендуемые параметры приводятся на упаковках электродов, коими предполагается производить сварку;
- скорость сварки: шов будет тем уже, чем выше выбрана скорость процесса;
- сечение сварочного электрода: при выборе следует руководствоваться принципом того, что электрод должен иметь тем меньший диаметр, чем более ответственное соединение выполняется с его помощью.

К дополнительным параметрам причисляют:
- положение свариваемой конструкции при выполнении сварки;
- показатель вылета сварочного стержня и его положение в пространстве;
- температура (исходная) свариваемого материала;
- толщина и состав покрытия электрода.
Электродуговая сварка: видео обучение
Для соединения металлических конструкций часто используется термическое воздействие на их отдельные части. Ручная и автоматическая электродуговая сварка является одним из самых популярных подобных видов работ.
Виды
Электродуговая металлическая сварка (ГОСТ 5264-80) – это процесс соединения металлов, во время которого температура электрической дуги может достигать 7000 градусов. Это уникальный вид соединения отдельных частей конструкций, т. к. таким способом можно сварить любые известные металлы. После застывания на месте сцепления образовывается сварной шов. Используется для ремонта кузова автомобиля, газовых, водяных и прочих труб, при производственных работах и т. д.
д.
Электрическая дуга расплавляет металл и металлические электроды, после чего жидкость, образовавшаяся посредством температурного воздействия, заполняет зазор между двумя заготовками.
Фото — газовая горелкаВиды дуговой электрической сварки:
- Ручная;
- Полуавтоматическая;
- Автоматическая.
Главное различие между процесса заключается в принципе проведения работ. При ручной все действия по соединению металлов осуществляются своими руками, при автоматической – соответственно, исключительно сварочным аппаратом. Полуавтоматический процесс является комбинированным. Здесь для сварки металлов используются электроды.
Фото — шовТакже в зависимости от используемого тока, процесс электродуговой сварки может осуществляться:
- Переменным;
- Постоянным. В свою очередь, такая технологическая сварка бывает прямой полярности (минусовыми электродами) и обратной (плюсовыми).
В зависимости от необходимого тока, может использоваться разное оборудование и способы соединения. Также у сварщиков, зависимо от типа технологической обработки, используются различные электроды: плавящиеся и неплавящиеся. Плавящиеся могут использоваться в любой среде. Они работают за счет образования дуги между металлом и электродом. В зависимости от длины соединяемых деталей, по мере сварки электрод подается на места стыков. Применяются для углеродистой стали, соединения алюминия, меди и т. д.
Для небольших и тонких соединений используются неплавящиеся. Они часто применяются для сварки трубопроводов, тугоплавких металлов и другого. С такими целями применяются вольфрамовые электроды, графитовые и угольные.
Также электродуговая сварка классифицируется по типу защиты:
- В среде защитных газов (ГОСТ 14771-76). Это аргонная и углекислая;
- В среде шлаков. Это процесс термического воздействия на металлические соединения под флюсом или толстопокрытыми электродами. Процесс пользуется популярностью при пайке различных труб большого диаметра;
- С комбинированной защитой. Процесс пайки, в котором режимы производятся в газовой среде с толстопокрытыми флюсами.
 Процесс пайки, в котором режимы производятся в газовой среде с толстопокрытыми флюсами.
Процесс пайки, в котором режимы производятся в газовой среде с толстопокрытыми флюсами.Технология электродуговой сварки имеет свои достоинства и недостатки. Преимущества процесса:
- Доступность сварочного оборудования и дополнительных элементов (флюса, электродов). Купить инверторы можно в любом электротехническом магазине. Средняя цена – от 30 долларов за ручной инвертор и от 80 за полуавтоматический;
- Зона термического воздействия имеет очень малое влияние на несвариваемые участки металлов. Это крайне важно для соединения труб и тонких прокатных металлических листов.
Методы электродуговой сварки имеют и некоторые недостатки:
- Необходимо применение специального оборудования. Электродуговая сварка проводится только специальными инверторами и электродами;
- Для сварки нержавейки (легированной стали), алюминия, меди и других плавких металлов обязательно требуется зачистка соединяемых элементов. Кромки подготавливаются перед процессом термической обработки и после его окончания (только при условии полного остывания металла).

Видео: обучение дуговой сварке
Как проводится
Чтобы правильно сваривать металл электродуговой сваркой, необходимо строго следовать инструкции. Только при этом условии сварной шов будет достаточно прочным и аккуратным.
Пошаговая инструкция:
- Кромки заготовок зачищаются и обезжириваются, при необходимости производится их резка. К ним приставляется раскаленный электрод. Торец электрода разделяет определенный участок поверхности свариваемой детали на ионы и электроны. В этом пространстве и возникает дуговой разряд;
Фото — зачистка
- Для того чтобы процесс сваривания происходил быстрее и результат был надежнее, на поверхность сварной арматуры (электродов) наносятся различные вещества. Это может быть кальций, калий, натрий. Они ускоряют процесс разделения металла на частицы;
- По типу сварки она может производиться открытой дугой (плавлением незащищенным потоком направленных частиц) и закрытой. В открытом положении купли металла насыщаются азотом, что негативно сказывается на качествах шва. Чтобы снизить это влияние электроды покрываются слоем металла. Для производства более выгодно использовать закрытый метод, в котором место сваривания защищено от воздействия кислорода; Фото — необходимые инструменты
- Когда все подготовительные процессы завершены, нужно установить электрод в инвертор и несколько раз провести концом прута по торцам свариваемых деталей – это зажжет дугу. Аппараты подбираются по типу проводимых работ и в зависимости от особенностей и свойств металлов. После включения сварочного устройства нужно установить ток на нужном уровне, и пока система разогревается, надеть средства безопасности;
Фото — защита
- У разных аппаратов есть различные режимы для сварки, но любые современные устройства изготовлены таким образом, что не дают электродам залипать. Поэтому стараться держать прут на определенном уровне от поверхности нет необходимости;
- Схема сварки: опереть электрод на поверхность свариваемых деталей и аккуратно медленно вести по зазору. Ванная заполнится жидким металлом, который при застывании образует прочное соединение. Чтобы максимально точно рассчитать мощность, ток и продолжительность воздействия дуги, необходимо воспользоваться операционной картой технологического процесса;
- Вертикальные швы свариваются короткой дугой. Угол соприкосновения электрода и свариваемой поверхности должен быть прямым, допускается отклонение на 10 градусов. Во избежание наплавления металла в одной точке может использоваться техника елочки, треугольника или многослойное прохождение тонкой дугой. Каждая методика имеет свои особенности, поэтому подбирается нужный способ в зависимости от потребностей и уровня подготовки.
 Торец электрода разделяет определенный участок поверхности свариваемой детали на ионы и электроны. В этом пространстве и возникает дуговой разряд;
Фото — зачистка
Торец электрода разделяет определенный участок поверхности свариваемой детали на ионы и электроны. В этом пространстве и возникает дуговой разряд;
Фото — зачистка Аппараты подбираются по типу проводимых работ и в зависимости от особенностей и свойств металлов. После включения сварочного устройства нужно установить ток на нужном уровне, и пока система разогревается, надеть средства безопасности;
Фото — защита
Аппараты подбираются по типу проводимых работ и в зависимости от особенностей и свойств металлов. После включения сварочного устройства нужно установить ток на нужном уровне, и пока система разогревается, надеть средства безопасности;
Фото — защита Во избежание наплавления металла в одной точке может использоваться техника елочки, треугольника или многослойное прохождение тонкой дугой. Каждая методика имеет свои особенности, поэтому подбирается нужный способ в зависимости от потребностей и уровня подготовки.
Во избежание наплавления металла в одной точке может использоваться техника елочки, треугольника или многослойное прохождение тонкой дугой. Каждая методика имеет свои особенности, поэтому подбирается нужный способ в зависимости от потребностей и уровня подготовки.После того как ремонт окончен, нужно зафиксировать пластины в определенном положении до полного застывания ванной и шва.
Как новичку сваривать профильную трубу электродом и не прожигать. Два простых способа, плюс видео. | Ручная дуговая сварка
источник яндекс картинкиДрузья, всех приветствую.
Сегодня хочу вам показать 2 простых способа сварки без прожога тонких профильных труб, которые пригодятся тем, кто делает первые шаги в ручной дуговой сварке. Ведь сварка профильных труб занимает на сегодняшний день довольно большую часть во всех сварочных работах в быту.
здесь 2 фото-полистайтездесь 2 фото-полистайтеКак новичку сваривать профильную трубу электродом и не прожигать. Два простых способа, плюс видео.
Два простых способа, плюс видео.Прежде чем начинать сваривать профильную трубу, нужно немного потренироваться на куске той-же трубы. Берем ненужный кусок, и делаем запилы болгаркой тонким диском, эти запилы будут макетом стыкового соединения с небольшим зазором.
Как новичку сваривать профильную трубу электродом и не прожигать. Два простых способа, плюс видео.Затем в одном из запилов нам нужно настроить сварочный ток. Настраиваем так, чтобы он был минимальным-как только электрод перестал липнуть, и дуга начала более-мене стабильно гореть, всё, достаточно. Иначе новичку на более серьёзном токе будет очень непросто сваривать без многочисленных прожогов.
Как новичку сваривать профильную трубу электродом и не прожигать. Два простых способа, плюс видео.Затем на втором запиле мы берём, и просто ведём электродом вдоль до момента прожога, и так делаем несколько раз. Эту операцию мы сделали для того, чтобы определить длину шва на этом режиме сварочного тока до того, как получиться прожог.
Теперь, зная длину шва без прожога, мы на следующем запиле просто ставим прихватки на расстоянии чуть меньшем, чем длина этих шовчиков. Эти прихватки будут не давать образоваться прожогу, ведь в месте прихватки толщина металла будет даже больше толщины трубы, так что можно смело вести электрод вдоль шва, только не забудьте отбить шлак от прихваток перед сваркой.
Как новичку сваривать профильную трубу электродом и не прожигать. Два простых способа, плюс видео.Заварили этот пропил с прихватками, этот способ простой и эффективный, пусть красота шва вас пока не беспокоит, главное сделать шов без прожогов, иначе заваривать их новичку-это сущая морока.
Как новичку сваривать профильную трубу электродом и не прожигать. Два простых способа, плюс видео.Также сваривать такие швы можно просто точками-зажгли дугу, поставили точку, оборвали дугу. Дальше ставим следующую точку. Только здесь точки нужно ставить как-бы с перехлёстом, примерно наполовину предыдущей точки, на фото это схематично показано. Также способ рабочий, вероятность прожога и здесь будет невелика.
Также способ рабочий, вероятность прожога и здесь будет невелика.
Заварили следующий пропил точками.
Как новичку сваривать профильную трубу электродом и не прожигать. Два простых способа, плюс видео.Есть ещё один простой и рабочий вариант. Мы знаем примерную длину шва до того момента, как у нас получается прожог. Теперь просто накладываем чуть меньшую длину шва вначале пропила, затем в конце, в середине, ну насколько будет длина общего шва, так и примерно разбиваем его на эти маленькие участки.
Затем отбиваем шовчики от шлака, и также короткими швами мы их соединяем. Получаем общий шов , который мы сделали без прожогов-главного врага для новичка при сварке профильной трубы.
Таким образом, немного отработав эти простые способы на тренировочном куске профильной трубы, мы уже посмелее будем их использовать уже на основных трубах при сварке своих конструкций. Не поленитесь, сделайте эти простые манипуляции, ведь на них уйдёт много меньше времени, чем будете заплавлять многочисленные прожоги.
Но лучше один раз увидеть-давайте посмотрим видео, где я подробно показываю эти простые нужные способы в помощь только начинающему сваривать профильные трубы.
Сварка ММА — EWM AG
Общая информация
Cварка MMA (номер процесса 111) относится к методам сварки плавлением, а именно к методам дуговой сварки металлическим электродом. В ISO 857-1 (издание 1998 г.) сварочные процессы этой группы в переводе с английского определяются следующим образом:
Дуговая сварка металлическим электродом: процесс дуговой сварки с использованием расходуемого электрода. Дуговая сварка металлическим электродом без защитного газа: процесс дуговой сварки металлическим электродом без внешний подачи защитного газа. Ручная дуговая сварка металлическим электродом: выполняемая вручную дуговая сварка металлическим электродом с покрытием.
В Германии последний метод называется ручной дуговой сваркой (в разговорном варианте – сваркой стержневым электродом). В англоязычном пространстве эта технология называется MMA или MMAW (Manual Metal Arc Welding – ручная дуговая сварка металлическим электродом). Она характеризуется тем, что электрическая дуга горит между плавящимся электродом и сварочной ванной. Внешняя защита отсутствует, всю защиту от атмосферы обеспечивает электрод. При этом он является источником дуги и сварочной присадкой. Покрытие образует шлак и (или) защитный газ, которые, кроме прочего, защищают переходящую каплю и сварочную ванную от проникновения содержащихся в атмосфере кислорода, азота и водорода.
Род тока
Для ручной дуговой сварки (стержневым электродом) можно использовать как постоянный, так и переменный ток, однако не все типы покрытий стержневых электродов подходят для сварки переменным током синусоидальной формы, например, чисто основные электроды. При сварке постоянным током у электродов большинства типов отрицательный полюс подключается к электроду, а положительный – к заготовке. Исключением являются основные электроды. Они лучше свариваются при подключении к положительному полюсу. То же относится к определенным электродам с целлюлозным покрытием. Дополнительные сведения можно найти в разделе «Типы электродов». Электрод – главный инструмент сварщика. Он ведет дугу, горящую на конце электрода, по сварочному шву, расплавляя кромки стыка (см. рис. 2). В зависимости от вида шва и толщины основного материала требуется разная сила тока. Поскольку токонагрузочная способность электродов ограничена в зависимости от их диаметра и длины, стержневые электроды поставляются в исполнениях различных размеров. В таблице 1 приведены стандартные размеры по EN 759. Чем больше диаметр стержня, тем большую силу тока можно использовать.
Исключением являются основные электроды. Они лучше свариваются при подключении к положительному полюсу. То же относится к определенным электродам с целлюлозным покрытием. Дополнительные сведения можно найти в разделе «Типы электродов». Электрод – главный инструмент сварщика. Он ведет дугу, горящую на конце электрода, по сварочному шву, расплавляя кромки стыка (см. рис. 2). В зависимости от вида шва и толщины основного материала требуется разная сила тока. Поскольку токонагрузочная способность электродов ограничена в зависимости от их диаметра и длины, стержневые электроды поставляются в исполнениях различных размеров. В таблице 1 приведены стандартные размеры по EN 759. Чем больше диаметр стержня, тем большую силу тока можно использовать.
Типы электродов
Существуют стержневые электроды с покрытиями очень разных составов. От структуры покрытия зависят характеристики плавления электрода, его сварочные свойства и качество сваренного материала (более подробные сведения приведены в разделе «Какой электрод для какой цели». В соответствии с EN 499 у стержневых электродов для сварки нелегированных сталей существуют различные типы покрытий. При этом следует различать базовые и смешанные типы. Буквы, используемые в обозначениях, указывают на английские термины. Здесь C означает «целлюлоза» (cellulose), A – «кислый» (acid), R – «рутиловый» (rutile), а B – «основной» (basic). В Германии в основном используется рутиловый тип. Покрытие стержневых электродов может быть тонким, средним или толстым. Поэтому для уточнения рутиловые электроды с толстым покрытием (а в принципе электроды этого типа предлагаются со всеми тремя вариантами покрытий) обозначаются буквами RR. У легированных и высоколегированных стержневых электродов такого разнообразия покрытий нет. У стержневых электродов для сварки нержавеющих сталей, нормированных по EN 1600, различаются, к примеру, только рутиловые и основные электроды, как и у стержневых электродов для сварки жаропрочных сталей (EN 1599), причем в этом случае существуют смешанные рутилово-основные типы без особых указаний.
В соответствии с EN 499 у стержневых электродов для сварки нелегированных сталей существуют различные типы покрытий. При этом следует различать базовые и смешанные типы. Буквы, используемые в обозначениях, указывают на английские термины. Здесь C означает «целлюлоза» (cellulose), A – «кислый» (acid), R – «рутиловый» (rutile), а B – «основной» (basic). В Германии в основном используется рутиловый тип. Покрытие стержневых электродов может быть тонким, средним или толстым. Поэтому для уточнения рутиловые электроды с толстым покрытием (а в принципе электроды этого типа предлагаются со всеми тремя вариантами покрытий) обозначаются буквами RR. У легированных и высоколегированных стержневых электродов такого разнообразия покрытий нет. У стержневых электродов для сварки нержавеющих сталей, нормированных по EN 1600, различаются, к примеру, только рутиловые и основные электроды, как и у стержневых электродов для сварки жаропрочных сталей (EN 1599), причем в этом случае существуют смешанные рутилово-основные типы без особых указаний. Это, например, электроды с улучшенными характеристиками для сварки в сложных положениях. Стержневые электроды для сварки высокопрочных сталей (EN 757) бывают только с основными покрытиями.
Это, например, электроды с улучшенными характеристиками для сварки в сложных положениях. Стержневые электроды для сварки высокопрочных сталей (EN 757) бывают только с основными покрытиями.
Свойства типов покрытий
Сварочные характеристики в особой степени зависят от состава и толщины покрытия. Это относится как к стабильной сварочной дуге, так и к переходу металла при сварке и вязкости шлака и сварочной ванны. Особое значение при этом имеет размер капель, переходящих в дуге.
На этом рисунке схематично изображен капельный переход при использовании четырех базовых типов покрытий: целлюлозные (a), рутиловые (b), кислые (c), основные (d).
Покрытие состоит в основном из органических компонентов, которые сгорают в сварочной дуге, образуя газ для защиты места сварки. Поскольку кроме целлюлозы и других органических веществ покрытие содержит лишь небольшое количество веществ, стабилизирующих сварочную дугу, шлак почти не образуется. Целлюлозные типы особенно хорошо подходят для сварки вертикальных швов, так как при их использовании не следует опасаться затекания шлака вперед.
Кислый тип (A), покрытие которого большей частью состоит из железных и марганцевых руд, отдает в атмосферу дуги большее количество кислорода. Он проникает и в свариваемый материал, уменьшая его поверхностное натяжение. Это обеспечивает струйный переход металла очень мелкими каплями и низкую вязкость свариваемого материала. Поэтому электроды этого типа не подходят для сварки в неудобных положениях. Температура сварочной дуги очень высока, что обеспечивает высокую скорость сварки, однако при этом возможно образование подрезов. Эти недостатки привели к тому, что в Германии больше почти не используются стержневые электроды чисто кислого типа.
Их место заняли электроды рутилово-кислого типа (RA), то есть сочетание кислого и рутилового электрода. Этот электрод обладает соответствующими сварочными характеристиками. Покрытие рутилового типа (R/RR) большей частью состоит из оксида титана в форме минералов рутила (TiO2) или ильменита (TiO2 . FeO) или из искусственного оксида титана. Электроды этого типа отличаются переходом металла мелкими или средними каплями, спокойным плавлением с малым количеством брызг, очень точным рисунком шва, хорошей удаляемостью шлака и хорошими характеристиками повторного зажигания. Последним отличаются только рутиловые электроды с высоким содержанием TiO2 в покрытии. Это значит, что уже начавший плавиться электрод можно повторно зажечь, не удаляя кратер покрытия. Пленка шлака, образовавшаяся в кратере, при достаточно большом содержании TiO2 обладает практически той же проводимостью, что и полупроводник, так что при установке кромки кратера на заготовку протекает достаточно тока для зажигания дуги без касания стержнем заготовки. Такое спонтанное повторное зажигание важно в тех случаях, когда процесс сварки часто прерывается, например, при сваривании коротких швов.
Электроды этого типа отличаются переходом металла мелкими или средними каплями, спокойным плавлением с малым количеством брызг, очень точным рисунком шва, хорошей удаляемостью шлака и хорошими характеристиками повторного зажигания. Последним отличаются только рутиловые электроды с высоким содержанием TiO2 в покрытии. Это значит, что уже начавший плавиться электрод можно повторно зажечь, не удаляя кратер покрытия. Пленка шлака, образовавшаяся в кратере, при достаточно большом содержании TiO2 обладает практически той же проводимостью, что и полупроводник, так что при установке кромки кратера на заготовку протекает достаточно тока для зажигания дуги без касания стержнем заготовки. Такое спонтанное повторное зажигание важно в тех случаях, когда процесс сварки часто прерывается, например, при сваривании коротких швов.
Помимо чисто рутиловых электродов в этой группе есть еще и несколько смешанных типов. Следует упомянуть рутилово-целлюлозный тип (RC), у которого часть рутила заменена целлюлозой. Поскольку целлюлоза сгорает во время сварки, образуется меньше шлака. Поэтому такие электроды можно использовать и для сварки вертикальных швов (поз. PG). Однако этот тип обладает хорошими характеристиками и при сварке в большинстве других положений.
Поскольку целлюлоза сгорает во время сварки, образуется меньше шлака. Поэтому такие электроды можно использовать и для сварки вертикальных швов (поз. PG). Однако этот тип обладает хорошими характеристиками и при сварке в большинстве других положений.
Еще одним смешанным типом является рутилово-основной (RB). Его покрытие несколько тоньше, чем у типа RR. Благодаря этому и особой шлаковой характеристике этот тип особенно хорошо подходит для сварки в вертикальном положении снизу вверх (PF). Остается еще основной тип (B). У этого типа покрытие большей частью состоит из основных оксидов кальция (CaO) и магния (MgO), к которым добавляется плавиковый шпат (CaF2) для разжижения шлака. При высоком содержании плавикового шпата ухудшается свариваемость переменным током. По этой причине чисто основные электроды не следует использовать с переменным током синусоидальной формы, однако существуют смешанные типы с меньшим количеством плавикового шпата в покрытии, которые можно использовать с этим видом тока. Переход металла основных электродов осуществляется средними и крупными каплями, а сварочная ванна является вязкотекучей. Этот электрод можно успешно использовать во всех позициях. Однако возникающие валики слишком сильно изогнуты и более грубы из-за большей вязкости свариваемого материала. Свариваемый материал отличается очень хорошими характеристиками вязкости.
Переход металла основных электродов осуществляется средними и крупными каплями, а сварочная ванна является вязкотекучей. Этот электрод можно успешно использовать во всех позициях. Однако возникающие валики слишком сильно изогнуты и более грубы из-за большей вязкости свариваемого материала. Свариваемый материал отличается очень хорошими характеристиками вязкости.
Основные покрытия гигроскопичны. Поэтому такие электроды следует хранить с особой аккуратностью в сухом месте. Влажные электроды нужно просушить. Однако, если сварка ведется сухими электродами, в свариваемом материале содержится очень мало водорода. Помимо стержневых электродов с обычным выходом (< 105 %) существуют и такие, которые благодаря порошку железа, добавляемому поверх покрытия, имеют больший выход, в большинстве случаев > 160 %. Такие типы называются электродами с железным порошком или высокомощными электродами. Благодаря высокой мощности расплавления их во многих случаях можно использовать с большей экономичностью, чем обычные электроды, однако, как правило, их можно применять только в ровной (PA) и горизонтальной позиции (PB).
Правильная сварка MMA
Сварщику требуется хорошее образование, причем не только с ремесленной точки зрения. Для предотвращения ошибок ему необходимы и соответствующие специальные знания. Директивы в сфере образования, разработанные Немецким союзом сварочных и аналогичных технологий, признаны во всем мире и уже приняты Международным институтом сварки. Как правило, перед началом сварки заготовки прихватываются. Места прихвата должны быть настолько длинными и толстыми, чтобы во время сварки заготовки не могли недопустимо стянуться, что привело бы к разрыву мест прихвата.
- Заготовка
- Сварочный шов
- Шлак
- Сварочная дуга
- Электрод с покрытием
- Электрододержатель
- Источник сварочного тока
Зажигание сварочной дуги
При ручной сварке стержневыми электродами процесс начинается с контактного зажигания. Для замыкания цепи тока между электродом и заготовкой сначала должно произойти короткое замыкание, после чего электрод нужно сразу слегка приподнять – зажжется электрическая дуга.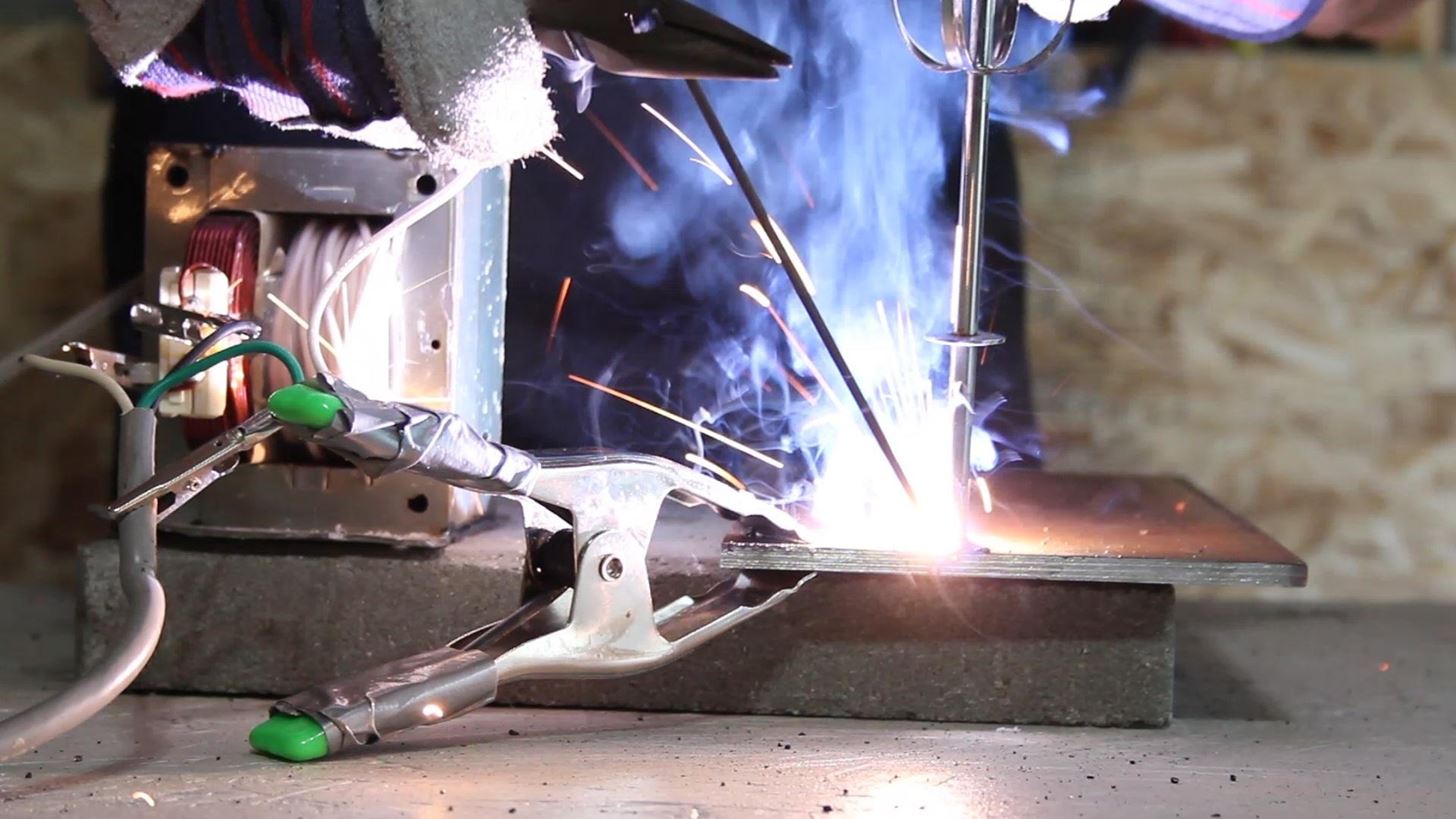 Зажигать дугу за пределами шва нельзя. Ее следует зажигать только в тех местах, которые после этого сразу будут расплавлены. В тех местах зажигания, где это не происходит, из-за резкого нагрева, особенно в чувствительных материалах, могут возникать трещины. У основных электродов, склонных к начальной пористости, зажигание должно производится значительно раньше непосредственного начала сварки. После этого дуга возвращается к начальной точке шва, и во время сварки первые капли, которые в большинстве своем пористы, снова расплавляются.
Зажигать дугу за пределами шва нельзя. Ее следует зажигать только в тех местах, которые после этого сразу будут расплавлены. В тех местах зажигания, где это не происходит, из-за резкого нагрева, особенно в чувствительных материалах, могут возникать трещины. У основных электродов, склонных к начальной пористости, зажигание должно производится значительно раньше непосредственного начала сварки. После этого дуга возвращается к начальной точке шва, и во время сварки первые капли, которые в большинстве своем пористы, снова расплавляются.
Направление электрода
Электрод подводится к поверхности стального листа вертикально или под небольшим уклоном. Он слегка наклоняется в направлении сварки. Видимая длина сварочной дуги, то есть расстояние между кромкой кратера и поверхностью заготовки, должна примерно равняться диаметру стержня. Базовые электроды следует использовать с очень короткой дугой (расстояние = 0,5 x диаметра стержня). Для этого их следует вести в более вертикальном положении, чем рутиловые электроды. В большинстве позиций свариваются ниточные наплавленные валики, либо электрод слегка покачивается вверх при увеличении ширины шва. Только в позиции PF валики с поперечными колебаниями электрода проводятся по всей ширине шва. Как правило, электрод при сварке располагается под острым углом, только в позиции PF – под прямым углом.
В большинстве позиций свариваются ниточные наплавленные валики, либо электрод слегка покачивается вверх при увеличении ширины шва. Только в позиции PF валики с поперечными колебаниями электрода проводятся по всей ширине шва. Как правило, электрод при сварке располагается под острым углом, только в позиции PF – под прямым углом.
- Разделка кромок
- Стержневой электрод
- Жидкий свариваемый материал
- Жидкий шлак
- Застывший шлак
Магнитное дутье
Под магнитным дутьем понимают явление, при котором сварочная дуга при отклонении от центральной оси удлиняется, издавая шипящий звук. Из-за этого отклонения могут возникать непровары. Провар может оказаться дефектным, а при сварочных процессах с направлением шлака из-за затекания шлака вперед в шве могут возникать включения шлака. Отклонение дуги вызывается силами, связанными с окружающим магнитным полем. Как и любой проводник, по которому течет ток, электрод и сварочная дуга окружены кольцеобразным магнитным полем, которое изменяет направление в области дуги при переходе в основной материал. В результате магнитные линии уплотняются на внутренней стороне и расширяются на внешней. Дуга отклоняется в область меньшей плотности линий тока. При этом она удлиняется и издает шипящий звук из-за повышенного напряжения дуги. Таким образом, противоположный полюс оказывает на сварочную дугу отталкивающее действие. Другая магнитная сила приводит к тому, что магнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому сварочная дуга притягивается большими массами железа. Это проявляется, например, тем, что при сварке намагничиваемого материала в концах листах дуга отклоняется наружу. Предотвратить отклонение дуги можно путем соответствующего наклона электрода. Так как при сварке постоянным током магнитное дутье проявляется особенно сильно, этого можно избежать путем сварки переменным током или, по крайней мере, значительно уменьшить. Особенно сильно магнитное дутье может проявляться при сварке корневых слоев из-за большой массы железа. Здесь можно улучшить магнитный поток с помощью расположенных тесно друг к другу, не слишком коротких мест прихвата.
В результате магнитные линии уплотняются на внутренней стороне и расширяются на внешней. Дуга отклоняется в область меньшей плотности линий тока. При этом она удлиняется и издает шипящий звук из-за повышенного напряжения дуги. Таким образом, противоположный полюс оказывает на сварочную дугу отталкивающее действие. Другая магнитная сила приводит к тому, что магнитное поле лучше распространяется в ферромагнитном материале, чем в воздухе. Поэтому сварочная дуга притягивается большими массами железа. Это проявляется, например, тем, что при сварке намагничиваемого материала в концах листах дуга отклоняется наружу. Предотвратить отклонение дуги можно путем соответствующего наклона электрода. Так как при сварке постоянным током магнитное дутье проявляется особенно сильно, этого можно избежать путем сварки переменным током или, по крайней мере, значительно уменьшить. Особенно сильно магнитное дутье может проявляться при сварке корневых слоев из-за большой массы железа. Здесь можно улучшить магнитный поток с помощью расположенных тесно друг к другу, не слишком коротких мест прихвата.
Параметры сварки
При ручной сварке стержневыми электродами регулируется только сила тока, напряжение сварочной дуги зависит от ее длины, которую поддерживает сварщик. При настройке силы тока следует учесть токонагрузочную способность электродов соответствующего диаметра. При этом действует правило, согласно которому нижние предельные значения относятся к сварке корневых слоев и позиции PF, верхние, напротив, к остальным позициям, а также к заполняющим и верхним слоям. С увеличением силы тока растет мощность расплавления и, следовательно, скорость сварки. Провар также увеличивается с увеличением силы тока. Указанные значения силы тока относятся только к нелегированным и низколегированным сталям. У высоколегированных сталей и материалов на основе никеля из-за большего электрического сопротивления стержня требуются более низкие значения.
Сила тока в зависимости от диаметра электрода
Необходимо принять во внимание следующие основные правила расчета отдельных значений силы тока в амперах:
20-40 x Ø
- При диаметре 2,0 мм сила тока должна составлять 40-80 A
- При диаметре 2,5 мм сила тока должна составлять 50-100 A
30-50 x Ø
- При диаметре 3,2 мм сила тока должна составлять 90-150 A
- При диаметре 4,0 мм сила тока должна составлять 120-200 A
- При диаметре 5,0 мм сила тока должна составлять 180-270 A
35-60 x Ø
- При диаметре 6,0 мм сила тока должна составлять 220-360 A
Для успешной ручной сварки стержневыми электродами вам потребуется следующее оборудование:
Плазменно дуговая сварка —
plazmen. ru » Плазменная сварка » Плазменно дуговая сварка
В настоящее время существует несколько разновидностей сварки металлов и стали. В последние годы все возрастающей популярностью пользуется дуговая плазменная сварка, позволяющая сваривать практически любые металлы.
Плазменная дуговая сварка что это такое?
Плазменной сваркой называют специализированный технологической процесс, во время которого металл или сталь локально расплавляются узко направленным плазменным потоком. Поток раскаленной плазмы создается специальным устройством (плазменным аппаратом), а температура потока может колебаться от 5 000 и до 30 000 градусов Цельсия.
Именно благодаря высокой температуре данному виду сварки удается справляться практически с любыми материалами вне зависимости от их тугоплавкости и плотности.
Технология плазменно-дуговой сварки
Для того, чтобы разобраться в этой технологии необходимо четко понимать, что такое плазма.
Плазма – это особое агрегатное состояние вещества, представляющее собой ионизированный газ, который состоит из положительно заряженных электронов.
В технологическом плане сварка с помощью плазмы выглядит следующим образом. Для того, чтобы узко направить данное вещество на металл и параллельно максимально разогреть его используется два процесса: чрезвычайный разогрев дуги и принудительное вдувание газа.
Дуга разогревается до предельной температуры, что в свою очередь нагревает поток плазмы. Одновременно с этим, на дугу подается газ под высоким давлением, увеличивающийся в 50-70 раз. Энергия расширяющегося газа дополняется тепловой энергией, что усиливает плазму, делая ее крайне мощным источником энергии.
Для образования устойчивого плазменного потока используют либо чистый аргон, либо аргон с небольшими добавками гелия. В качестве защитного газа, отделяющего зону сварки от атмосферы, используют все тот-же аргон. Материалом для электрода служит вольфрам с торием или медью.
В зависимости от силы электрического тока подаваемого на дугу плазмотрона, сварка подразделяется на следующие виды:
- Небольшие токи (до 25 Ампер).
Наиболее распространенный вид плазменной сварки. Столь высокое распространение сварка на малом токе получила за счет того, что она позволяет нагревать лишь локальные участки металла и не повреждать все изделие целиком.
Как правило, дуга на небольшом токе имеет форму цилиндра, и это дает возможность полностью избежать сквозных прожогов стали или металла. Кроме того, с помощью небольших токов можно варить металлы в разных режимах, включая непрерывный и прямой режим с разными видами полярности. К примеру, алюминий можно варить только на малом токе, так как это позволяет разрушать оксидную пленку этого металла. - Средние токи (до 150 Ампер).
Подобный вид сварочных работ очень похож на сварку аргоном, но в отличии от нее характеризуется повышенной мощностью и точечной направленностью. Фактически, именно средние токи используют все преимущества, которые предоставляет раскаленная плазма.
Ток средней мощности гарантирует достаточно глубокое и узкое расплавление металла, без повреждения незапланированных участков детали. В случае необходимости, ток средней мощности позволяет не только сваривать металлы и стали, но и резать их, а также прорезать необходимые отверстия. - Высокие токи (свыше 150 Ампер).
Ток такой силы образует очень широкую дугу, с помощью которой происходит сквозное проплавление заготовки. Подобный вид сварки весьма специфичен, ведь в процессе деталь или заготовку фактически разрезают, а потом сваривают вновь.
С помощью высоких токов принято сваривать особо прочные стали, такие как титан, легированные стали и сплавы с большим содержанием алюминия. В большинстве случае, такая сварка используется в промышленности, когда необходима высокая производительность труда.

 В случае необходимости, ток средней мощности позволяет не только сваривать металлы и стали, но и резать их, а также прорезать необходимые отверстия.
В случае необходимости, ток средней мощности позволяет не только сваривать металлы и стали, но и резать их, а также прорезать необходимые отверстия.Сварка плазменной дугой прямого действия
Технологически сварка с помощью раскаленной плазмы может быть осуществлена двумя способами.
Первый способ – это прямое воздействие дуги на деталь, так называемый метод прямого действия. В этом случае, высокотемпературная дуга возникает непосредственно между электродом и материалом из которого изготовлена деталь.
Второй способ – косвенное воздействие дуги на деталь (метод непрямого воздействия). В этом случае, дуга находится между электродом и соплом сварочного аппарата.
Первый вариант получил более широкое распространение, так как с его помощью можно и сваривать твердые материалы, и резать их.
Основные преимущества плазменной сварки
Имеется несколько основных преимуществ, которые и сделали данную процедуру очень популярной и распространенной по всему миру. Причем преимущества настолько значительные, то сварка при помощи плазмы практически полностью вытеснили некоторые другие виды сварочных работ.
- Высокая скорость резки металлов и сплавов.
Достаточно сказать, что металл толщиной в 200 миллиметров узконаправленный поток плазмы разрежет в 3-4 раза быстрее, чем устаревшая газовая сварка. - Универсальность.
С помощью качественного сварочного оборудования можно варить абсолютно все виды металлов, включая алюминиевые и медные сплавы, а также чугун и титан. - Высокая точность резки и сварки.
Шов получается настолько точным и аккуратным, что практически не требует дополнительной обработки. Если речь идет о массовом производстве деталей, то дальнейшей обработки не происходит вовсе. - Нет необходимости в дополнительных материалах.
Используя данный вид сварки нет необходимости в применении аргона, кислорода или ацетилена. Более того, не нужно даже подготавливать металл перед операцией. Резать или сваривать можно даже грязную поверхность или изделие, покрытое ржавчиной. - Абсолютная сохранность деталей.
Поскольку плазменная дуга узко направлена не происходит нагрева всей детали, то она не деформируется и не меняет своих форм. Не придется даже перекрашивать изделие целиком, так как краска останется неповрежденной. - Полная безопасность работ.
Во время сварочных работ не используются баллоны с газом или другие взрывчатые вещества. Все это делает процедуру не только безопасной, но и экологически чистой.

Видео
Предлагаем посмотреть небольшой ролик, который демонстрирует автоматическую плазменную сварку, обратите внимание на качество сварного шва:
Ручная дуговая плазменная сварка
Ручная плазменная сварка – наиболее простая разновидность сварочного процесса. Вся работа проводится вручную, без применения автоматизированных средств. Сварщик самостоятельно выбирает и силу тока, и температурный режим, и электрод. Естественно, что качество работы зависит от опыта сварщика и от качества плазменного генератора.
Конечно-же, данный вид работы имеет свои достоинства и недостатки. К преимуществам ручного вида работы можно отнести:
- Возможность работы в любом положении (вертикальном или горизонтальном).
- Возможность работы на ограниченном пространстве, куда невозможно поместить автоматический аппарат.
- Легкий переход от одного свариваемого материала к другому. Достаточно сменить режим работы и электрод.
- Простота и доступность используемого оборудования.

Однако, имеются и недостатки:
- Низкая скорость работы (особенно по сравнению с автоматическими линиями).
- Уровень сварки целиком и полностью зависит от опыта и умений сварщика.
- Достаточно вредные условия работы.
Видео
В следующем ролике демонстрируется ручная сварка плазмой, точечная и шовная:
Плазменно-дуговая наплавка
Данный процесс представляет собой нанесения покрытия на изделие с отличной плотностью и в несколько слоев. При этом, толщина покрытия составит всего лишь несколько миллиметров. Таким образом, удается получать детали с отличными защитными характеристиками и отменной коррозийной стойкостью. Кроме того, с помощью дуговой наплавки можно восстанавливать износ изделий и придавать им новые свойства.
При этом, толщина покрытия составит всего лишь несколько миллиметров. Таким образом, удается получать детали с отличными защитными характеристиками и отменной коррозийной стойкостью. Кроме того, с помощью дуговой наплавки можно восстанавливать износ изделий и придавать им новые свойства.
Можно ли своими руками?
Конечно можно! Несмотря на то, что самодельный сварочный аппарат будет не столь качественным и универсальным, как заводской, создать его самостоятельно все-же можно.
Простейший плазменный генератор состоит из следующих деталей:
• Источник тока.
• Плазмотрон.
• Баллон (или компрессор) необходимый для подачи газа.
Имея три эти устройства и правильно рассчитанную электрическую схему можно собрать свой собственный сварочный аппарат. Эта работа не такая простая, как может показаться на первый взгляд, но справится с ней самостоятельно можно.
Это же относится к сварочным работам своими руками. Варить самостоятельно не сложно, главное регулярно практиковаться и не боятся браться за работу, какой бы сложной она не казалась.
Руководство по сварке: бесплатные электронные книги и видео
Итак, вы ищете руководство или курс по сварке?
Что бы вы сказали, если бы мы сказали, что нашли сварку для всех, кто хочет заниматься сваркой в своем собственном темпе, без необходимости изучать основы в дорогой сварочной школе или программе. Это также хорошее руководство по возвращению к основам для любого профессионала, который хочет освежить свои навыки.
Курс учит всему, что нужно новичку, от покупки недорогого оборудования до укладки первой бусинки.Нам также нравится, что вы можете предварительно просмотреть несколько видеороликов, прежде чем принять решение о покупке. (см. видео ниже).
Начните сварку менее чем за 90 минут с помощью этого руководства по сварке
Изучив многие из доступных руководств по сварке, мы быстро пришли к выводу, что:
- имеется много руководств по сварке
- самые сложные сделать сложно быстро запустить
- видео должно быть частью курса, чтобы вы могли видеть и слышать каждый шаг.

Так было до тех пор, пока мы не нашли Гарретта Стронга и курс, который он составил, под названием «90 Minute Mig Mastery».”
Что такое курс
Это именно то, что доктор прописал новичку или опытному сварщику, который хочет отточить свое мастерство.
Он предоставляет полный чертеж от A до A, который позволит вам выполнить сварку менее чем за 1 час.
Нам также нравится, что вы можете посмотреть несколько видеороликов бесплатно, чтобы вы могли попробовать их перед покупкой. В одном из предварительных видеороликов шаг за шагом объясняется, как выполнить сварку за один час.
Это самый простой метод сварки для новичков, которые хотят изготовить что угодно.Еще один плюс заключается в том, что в курсе основное внимание уделяется сварке MIG, сварке с использованием обычной розетки и относительно недорогого оборудования, поэтому вы можете начать работу в собственном гараже.
Щелкните ссылку «Узнать больше» в правом верхнем углу видео, чтобы просмотреть больше видео и узнать больше о курсе. Мне лично нравится, что этот курс посвящен нескольким полезным стартовым проектам, таким как создание собственной ямы для барбекю, работа с автомобилем, украшения или как построить мотоцикл.
Мне лично нравится, что этот курс посвящен нескольким полезным стартовым проектам, таким как создание собственной ямы для барбекю, работа с автомобилем, украшения или как построить мотоцикл.
Как только вы научитесь делать несколько прочных сварных швов, вы сможете применить эти навыки практически ко всему.
Попробуйте эти бесплатные электронные книги
Мы также нашли несколько отличных (и бесплатных) электронных книг, которые охватывают некоторые основы. Кратко прочтите их, чтобы лучше понять, что вам нужно знать.
Все читатели Weld Guru имеют право на двух бесплатных электронных книг по сварке при подписке на нашу бесплатную информационную рассылку по сварке.
Бесплатная электронная книга №1: «Mig Welding Mastery»
«Mig Welding Mastery» описывает, как начать сварку прямо из дома с очень небольшими деньгами или временем.Изучите основы из руководства по сварке.
Бесплатная электронная книга № 2: «Руководство для покупателей сварочного аппарата Mig»
«Руководство покупателя сварочных аппаратов Mig» — это ваш путеводитель по выбору высокопроизводительного сварочного аппарата с малым накатом. Изучите основы, такие как минимальная необходимая мощность, возможности пистолета-катушки и некоторые рекомендуемые модели.
Изучите основы, такие как минимальная необходимая мощность, возможности пистолета-катушки и некоторые рекомендуемые модели.
Как получить бесплатные электронные книги
После того, как вы укажете свой адрес электронной почты и подтвердите свой адрес электронной почты, вы попадете на страницу, где сможете скачать первые две книги.
Мы пишем третью книгу о «Трех наиболее распространенных ошибках сварщиков», которая будет отправлена вам по электронной почте, как только она будет готова.
Рекомендуемое руководство по сварке включает справку по декоративной сваркеНе упускайте из виду свое решение попробовать сварку. Вы можете начать с недорогого сварочного аппарата и понимания некоторых основ. Начните с чего-нибудь простого, например, с чтения бесплатных электронных книг, предлагаемых на этой странице, или с просмотра видео. Шаг за шагом вы попадете туда, куда хотите.
Другие ресурсы
Американское общество сварщиков — отличное место, где можно купить книги и узнать больше о профессии. Это наш ресурс с вопросами по таким темам, как профессиональная сертификация или карьера сварщика.
Это наш ресурс с вопросами по таким темам, как профессиональная сертификация или карьера сварщика.
Лучшие предложения на сварочные аппараты, аппараты для ручной сварки и сварочные аппараты для электродуговой сварки
Longevity предлагает широкий выбор оборудования для ручной сварки, также известного как сварочные аппараты для дуговой сварки, аппараты для дуговой сварки и / или аппараты для ручной сварки. Экранированная дуговая сварка (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA или MMAW), дуговая сварка под защитным флюсом или, неофициально, как дуговая сварка, представляет собой процесс ручной дуговой сварки, в котором для наложения сварного шва используется плавящийся электрод, покрытый флюсом. .
В качестве электрического тока в форме переменного или постоянного тока от источника сварочного тока используется для образования электрической дуги между электродом и соединяемыми металлами. Заготовка и электрод плавятся, образуя ванну расплавленного металла (сварочную ванну), которая остывает, образуя соединение. При наложении сварного шва флюсовое покрытие электрода распадается, выделяя пары, которые служат в качестве защитного газа и образуют слой шлака, которые защищают зону сварки от атмосферного загрязнения.
При наложении сварного шва флюсовое покрытие электрода распадается, выделяя пары, которые служат в качестве защитного газа и образуют слой шлака, которые защищают зону сварки от атмосферного загрязнения.
Благодаря универсальности процесса, простоте оборудования и эксплуатации, дуговая сварка в среде защитного металла является одним из первых и наиболее популярных сварочных процессов в мире. Он доминирует в других сварочных процессах в сфере технического обслуживания и ремонта, и, хотя популярность дуговой сварки порошковой проволокой растет, SMAW по-прежнему широко используется при строительстве тяжелых стальных конструкций и в промышленном производстве. Этот процесс используется в основном для сварки чугуна и стали (включая нержавеющую сталь), но этим методом также можно сваривать сплавы алюминия, никеля и меди.
Независимо от того, являетесь ли вы энтузиастом или профессионалом, Longevity предлагает широкий выбор аппаратов для ручной сварки. Наш самый популярный сварочный аппарат STICKWELD 140 — портативный, но мощный с большим рабочим циклом. Однако у нас есть множество других аппаратов, более мощных и способных сваривать все популярные электроды, включая 6010, 6011, 6013 и 7018.
Однако у нас есть множество других аппаратов, более мощных и способных сваривать все популярные электроды, включая 6010, 6011, 6013 и 7018.
STICKWELD 140 — это устройство на 110/220 В, а другие наши модели STICKWELD 200 и STICKWELD 250 — на 220 В, однофазные.Вы также можете добавить опцию LIFT TIG к большинству наших аппаратов для сварки штангой.
Сварочные аппараты Longevity Stick являются портативными, мощными и оснащены инверторной технологией с использованием наборов микросхем IGBT. Все наши сварочные аппараты проходят испытания на пыль, водонепроницаемость, коррозию, вибрацию и падение, чтобы убедиться, что у вас самое надежное оборудование. Сварочные аппараты Longevity Stick имеют одну из лучших гарантий в отрасли, позволяющую нашим клиентам быть уверенными в том, что их вложения окупятся! Longevity также предлагает несколько ресурсов для улучшения ваших навыков дуговой сварки, включая обучающие онлайн-видео, сварочные калькуляторы, техническую поддержку и форум по сварке, на котором собраны тысячи энтузиастов и профессионалов в области сварки.
Благодаря сварочному оборудованию Longevity вы получите новый способ сварки с помощью нашей инновационной технологии Stick Welding за небольшую часть цены, которую взимают наши конкуренты.
Если вы ищете на продажу отличных сварочных аппаратов, то долговечная сварка — лучший выбор для всех ваших потребностей в сварке палкой. Если у вас есть какие-либо вопросы о сварке стержневой сваркой как процессе или о наших сварочных машинах, обращайтесь к нашему техническому персоналу и отделам продаж.
Если вам нужно лучшее оборудование по цене в долларах, Longevity входит в число ведущих производителей сварочной техники.С нашей 30-дневной гарантией удовлетворенности вы убедитесь, что Longevity — отличный выбор в течение пробного периода.
Top 5 Best Welding YouTube Channels
На YouTube нет недостатка в каналах сварки и изготовления. И, честно говоря, большинство из них представляют ценность для тех, кто относительно плохо знаком со сваркой, и для тех ветеранов, которые работают в ней десятилетиями.
Вот список некоторых из лучших каналов. Чтобы попасть в этот список, каналы должны иметь не менее 50 000 подписчиков и размещать видео в течение последних 60 дней.
На этих каналах YouTube есть образовательные материалы по сварке MIG, TIG и Stick, а также множество интересных проектов. При наличии множества сварочных каналов, которые можно было выбрать, было нелегко сузить круг вопросов, но пять каналов, перечисленных ниже, предлагают множество полезных советов для сварщиков с любым уровнем опыта. Не забудьте также ознакомиться с нашими «PrimeWeld Picks», где мы выделили наши любимые видео с каждого канала.
1. Советы и рекомендации по сварке (Джоди Кольер)
Проверьте это: YouTube-канал «Советы и рекомендации по сварке» (781 тыс. Подписчиков)
Наверное, самый популярный канал о сварке из всех, «Советы и рекомендации по сварке» обещает помочь вам «пройти тест, исправить что-то, собрать оборудование, получить повышение и улучшить жизнь».По словам давнего сварщика Джоди Коллиера, его канал предлагает четкие снимки дуги, которые будут казаться, «как если бы вы смотрели через мое плечо». Инструкции написаны простым языком, что, по мнению Коллиера, позволяет создать хорошее сварочное видео. Вы увидите видеоролики о сварке TIG, MIG, стержневой сваркой и сваркой сердечником.
Инструкции написаны простым языком, что, по мнению Коллиера, позволяет создать хорошее сварочное видео. Вы увидите видеоролики о сварке TIG, MIG, стержневой сваркой и сваркой сердечником.
PrimeWeld Pick : Простая техника сварки MIG Джоди Коллиера — одно из наших любимых видеороликов о сварке MIG на YouTube.
2. Weld.com
Проверьте это: сварка.com на YouTube (484 тыс. подписчиков)
Рекламируемый как «образовательные ресурсы для сварщиков для сварщиков», этот сварочный канал YouTube обучает всему: от основ до сложностей конфигурации стыков и экзотических материалов. Опытные инструкторы представляют проекты, основанные на их карьере в области металлоконструкций, трубопроводов, ядерной, аэрокосмической и многих других областях. Эти сварщики вкладывают в свои видеоролики более 75 лет опыта.
PrimeWeld Pick : узнайте из , как превратить аппарат для ручной сварки в аппарат для сварки TIG , в этом полезном видео от Weld. com.
com.
3. Великолепные форумы (Кайл Восс)
Проверьте это: канал The Fab Forums на YouTube (275 тыс. Подписчиков)
Кайл Восс изиз Южной Каролины производит индивидуальные материалы для автоспорта с использованием углеродного волокна, сварки TIG и формовки металла на хот-родах, маслкарах и нестандартных чопперах. Канал обычно предоставляет новый контент каждую неделю. Некоторые из прошлых проектов Кайла включают грузовик C10 Chevy 1964 года, еще один проект грузовика C10 1969 года, названный Black Pearl, и в настоящее время он работает над созданием нестандартного твин-турбо Ford Mustang, который он называет Grey Goose.
PrimeWeld Pick: Некоторые идеи о том, как использовать свои навыки сварки для изготовления промышленного стола, можно найти в этом видео Кайла Восса.
4. 6061.com
Проверьте это: 6061.com YouTube Channel (421K подписчиков)
Неудивительно, что сайт 6061.com посвящен производству и обработке алюминия. Советы по сварке TIG включают в себя базовую настройку и настройки сварочного аппарата, настройку горелки, типы вольфрама, способы приобретения и правильной очистки алюминия, сварные швы на внешних углах и сварку в неправильном положении.Вот несколько интересных проектов, из которых вы можете научиться:
Советы по сварке TIG включают в себя базовую настройку и настройки сварочного аппарата, настройку горелки, типы вольфрама, способы приобретения и правильной очистки алюминия, сварные швы на внешних углах и сварку в неправильном положении.Вот несколько интересных проектов, из которых вы можете научиться: Как сделать подставку для мобильного телефона
Ручная 3D-печать с помощью сварочного аппарата TIG
Как сделать калимбу
PrimeWeld Pick : Это видео от 6061.com демонстрирует полезное изготовление металла трюк, как вырезать чистый круг.
5. Канал Кевин (Kevin Caron)
Проверьте это: канал Кевина Карона на YouTube (76,4 тыс. Подписчиков)
Кевин Карон — скульптор, который в основном работает с металлокерамической сталью. Он проектирует, режет, формирует, сваривает и шлифует свои собственные работы.По его словам, его специальность — «заставлять металл делать довольно сумасшедшие вещи». Кевин делится своими художественными советами и хитростями о различных инструментах и методах сварки и изготовления.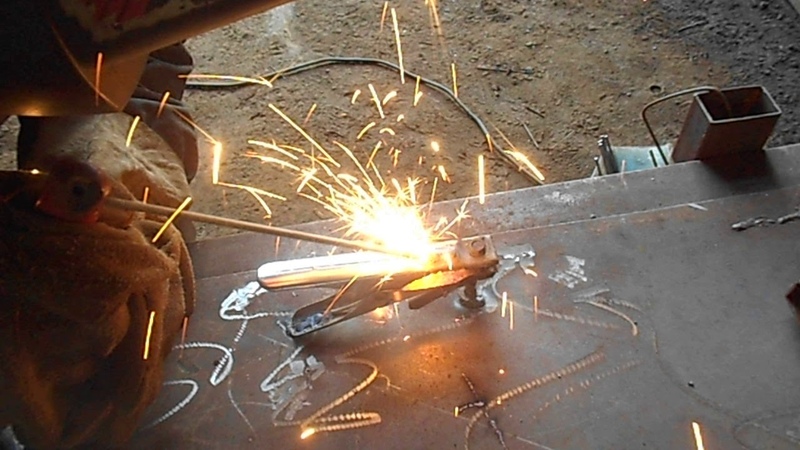
PrimeWeld Pick: Если вы планируете сварку стержнем толстого металла, посмотрите видео Кевина Как «приклеить» (дуговую) сварку толстого металла .
Сварка MMAW — Ручная дуговая сварка металла
Ручная дуговая сварка представляет собой основной тип сварки с использованием электрической энергии, при которой мы свариваем с плавлением основного и дополнительного материала и, следовательно, с испусканием электронов от отрицательного к положительному полюс мы создаем ток от катода к аноду, известный как дуга.Ручная дуговая сварка может выполняться в свободной атмосфере или в экранированной среде; мы также можем использовать электроды с покрытием.
Дуговая сварка покрытым электродом — наиболее распространенный метод ручной сварки легированных и нелегированных сталей. В нем используется сварочная проволока с такой же химической структурой, что и в качестве основного материала. В процессе сварки происходит распад покрытия и проволоки, что позволяет:
- защита от окисления;
- ионизация и стабилизация горения дуги;
- Легирование и раскисление сварочного расплава.

Ручная дуговая сварка может выполняться не только на открытом воздухе или в свободной атмосфере, но и в экранированной среде. Чаще всего выполняется сварка:
- в инертных газах (аргон, гелий), где мы знаем MIG, TIG и плазменную сварку;
- в активном газе (CO2), где мы говорим о сварке MAG.
Ручная дуговая сварка покрытым электродом позволяет вам точно решить, какая сварка наиболее подходит для вашего материала и продукта.Наши специалисты посоветуют вам лучший метод (дуговая сварка на открытом воздухе, в активном или инертном газе), чтобы обеспечить высочайшее качество продукта. Наши специалисты отвечают за оптимизацию процессов и обеспечивают высочайший уровень качества продукции, независимо от того, выполняется ли сварка на нашем заводе или в полевых условиях.
Все наши сварщики сертифицированы в соответствии с EN 287, сварка выполняется в соответствии с утвержденными процедурами сварки WPQR, а качество гарантируется в соответствии с EN ISO 3834-2. Независимо от того, решите ли вы дуговую сварку или другие типы сварки, качество гарантируется, но дополнительно обеспечивается визуальным контролем (VT) сертифицированным персоналом.
Независимо от того, решите ли вы дуговую сварку или другие типы сварки, качество гарантируется, но дополнительно обеспечивается визуальным контролем (VT) сертифицированным персоналом.
У вас есть дополнительные вопросы? Свяжитесь с нашими специалистами, которые более подробно расскажут вам о ручной дуговой сварке покрытым электродом.
01: Практический курс по сварке: Ручная дуговая сварка металлов (MMA или Stick)
Продолжительность: ± 6 недель | Код курса: TW ~ 001 | Стоимость от: 7500 рандов (500 долларов США) на человека
Этот курс предназначен для обучения сварщиков, использующих ручную дуговую сварку металла, ручную сварку стержневыми электродами или ручную сварку в соответствии с международным стандартом .
Курс состоит из 19 модулей, каждый из которых следует выполнять последовательно, чтобы обеспечить постоянное продвижение по материалам курса.
Студенты заметят, что в курсе есть значительный практический компонент — естественно, чтобы стать компетентным сварщиком, вам необходимо практиковаться! Отнеситесь к этому серьезно — если вы этого не сделаете, то никогда не станете хорошим сварщиком.
Отправной точкой этого курса являются вводные модули и модули безопасности.Тщательно выполните их, чтобы получить базовые знания, даже если вы чувствуете, что знакомы с материалом. Безопасность имеет особое значение, и по завершении курса следует уделить внимание продолжению курсов по охране труда на этом веб-сайте.
Чтобы продемонстрировать компетентность, вам необходимо продемонстрировать как T h eoretical , так и Практическая компетентность в условиях семинара, демонстрируя инструктору хорошее знание и понимание упомянутых принципов, а также навыки выполнения сварочный процесс.
Курс требует доступа в учебный центр или мастерскую, где практическая работа может проводиться под наблюдением инструктора.
Для просмотра видео вам необходимо загрузить и установить Adobe Flashplayer и Adobe Reader. Нажмите на них, чтобы скачать бесплатно
(При просмотре видеотрейлеров лучше всего запустить видео , а затем сразу приостановить его , затем подождать несколько минут, чтобы разрешить потоковую передачу, прежде чем снова запустить воспроизвести .)
Видео по сварке, ЧПУ и производству для дистанционного обучения — Обучение производству
Чтобы помочь учителям, которые ищут видео для обучения ЧПУ, мехатронике, сварке и другим предметам CTE, в то время как школы закрыты, а учителя работают удаленно, Edu2Mfg запустил список ресурсов.
Sierra College Видео по мехатронике https://youtu.be/3K0J_egOGkk
Обучающие видео ЧПУ
Библиотека видео Haas Automation — https: // www.haascnc.com/video.html
Титоны Академии ЧПУ — https://academy. titansofcnc.com/
titansofcnc.com/
Учебные ресурсы по ЧПУ — https://www.cnccookbook.com/online-cnc-training-courses-guides-help/
Карьерная информация для ЧПУ
Job Shop Life! Пример работы в цехе станков с ЧПУ! https://youtu.be/hWz8_KbB2t0
Карьера в механической обработке — Ученик в механическом цехе https: // youtu.be / 1kjSaLTu1hk
Американское общество сварки
Видео о сварке — https://www.youtube.com/user/videoaws
Подкасты AWS https://www.aws.org/resources/podcasts
Видео об отраслиAWS — https://www.aws.org/resources/page/industry-videos
Информация о карьере сварщика
Гараж Джея Леноса — Карьера в сварке https://youtu.be/R47MY3gyTSc
Khan Academy — Сварщик: Чем я занимаюсь и сколько зарабатываю https: // www.khanacademy. org/college-careers-more/career-content/career-profiles-build-and-fix-things/welder/v/neil-welder-what-i-do-and-how-much-i-make
org/college-careers-more/career-content/career-profiles-build-and-fix-things/welder/v/neil-welder-what-i-do-and-how-much-i-make
Горячие карьеры в сварке https://youtu.be/if2y-33wI7Y
Видео с инструкциями по сварке s
Введение в газо-вольфрамовую дуговую сварку https://youtu.be/UstySqtk_e8
Институт сварки — Ручная дуговая сварка металла (стержневой сваркой) — пологая крутизна с маломощными наборами https: // youtu.be / gN9FnvLWgFM
TWI — Введение в процессы дуговой сварки https://www.youtube.com/watch?v=aq-rIpiY-y0
Mod-02 Lec-03 Видеолекция по техническому обслуживанию и характеристикам дуги профессора Д.К. Двиведи из ИИТ Рурки
Обзор
Содержание:
Введение: Эволюция сварки; классификация сварочных процессов; источники тепла и методы защиты.
Физика сварочной дуги: Сварочная дуга; распределение напряжения по дуге; термоэмиссионные и нетермоэлектронные катоды; теории катодно-анодного механизма; характеристики дуги и ее связь с источником питания; КПД дуги; тепловыделение; влияние типа защитного газа на дугу; изотермы дуг.
Источники сварочного тока: обычные источники сварочного тока; конструктивные особенности; статические и динамические характеристики; рабочий цикл; влияние индуктивности на характеристики дуги и источника питания; внутреннее и внешнее регулирование; особые требования к источнику питания; специальные источники сварочного тока.
Процессы дуговой сварки: Процессы сварки плавящимся электродом. Ручная дуговая сварка металлом (MMA); Газовая дуговая сварка металлом импульсная сварка MIG; Сварка под флюсом, Значение комбинации флюс-металл; Электрошлаковая сварка: тепловыделение; принцип; Газовая вольфрамовая дуговая сварка; выбор полярности, плазменная сварка; плазменно-дуговая сварка с переносом и без него; подбор газов; параметры сварки; техника замочной скважины.
Тепловой поток при сварке: влияние параметров сварки на распределение тепла; расчет пиковых температур; тепловые циклы; скорость охлаждения и затвердевания; Остаточные напряжения и их распределение в сварных швах; влияние остаточных напряжений при статическом и динамическом нагружении, деформации
Расчет сварных соединений: Введение в расчет; инженерные свойства сталей; Тип сварных швов и сварных соединений; описание сварных швов: терминология, определения и обозначения сварных швов; подготовка кромки; размер сварных швов в конструкции; Расчет статических нагрузок, расчеты сварных швов внахлестку, стыковые и угловые швы; дизайн для усталостной нагрузки, Введение в усталость; характер процесса утомления; предел выносливости; факторы, влияющие на усталость жизни; методы улучшения усталостной прочности; анализ надежности и коэффициенты безопасности применительно к расчету на усталость.
Контроль и контроль сварных соединений: Химические испытания; Металлографические испытания; Испытания на твердость; Механические испытания для полного сечения сварных швов с разделкой кромок и угловых швов, испытания на растяжение уменьшенного сечения и всего сварного шва, испытания на корневой, торцевой и боковой изгиб, испытания на разрыв угловых швов, испытания на ползучесть и усталость. Неразрушающий контроль сварных соединений; Визуальный осмотр; Краситель-пенетрантный контроль; Магнитопорошковый контроль; Ультразвуковой контроль — принцип ультразвукового контроля, принцип рентгенологического контроля радиографии, рентгеновские трубки, источники гамма-излучения, различимость дефектов; Вихретоковый контроль; Тесты на герметичность: Н.D.T. Стандартная процедура спецификации и аттестации процедуры сварки; WPS и PQR, WPQ
Свариваемость металлов: затвердевание металла шва; зона термического влияния (HAZ), факторы, влияющие на свойства HAZ; газометаллические, шлакометаллические и твердотельные реакции при сварке и их влияние на прочность сварного соединения; пластинчатый разрыв и водородное повреждение; свариваемость; определение, фактор, влияющий на свариваемость стали.