Ручная дуговая сварка — это… Что такое Ручная дуговая сварка?
- Ручная дуговая сварка
16. Ручная дуговая сварка
Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную
3.1.15 ручная дуговая сварка — сварочный процесс, при котором подача сварочного материала в разделку и перемещение электрододержателя по периметру стыка выполняется вручную.
Смотри также родственные термины:
4.2.4.4 ручная дуговая сварка плавящимся покрытым электродом (111): Дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода (см. рисунок 37).
1 — заготовка; 2 — сварной шов; 3 — шлак; 4 — дуга;
Рисунок 37 — Ручная дуговая сварка плавящимся покрытым электродом
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- ручная выкладка
- ручная дуговая сварка плавящимся покрытым электродом
Смотреть что такое «Ручная дуговая сварка» в других словарях:
Ручная дуговая сварка — – дуговая сварка штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
ручная дуговая сварка — Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN hand arc weldingmanual arc welding DE E HandschweißenHandlichbogenschweißenLichlbogenschweißen… … Справочник технического переводчика
Ручная дуговая сварка арматуры протяженными швами — – ручная дуговая сварка арматуры применяется для стыковки вертикальных и горизонтальных стержней. Сварное соединение может быть нахлесточным и с накладками. Нахлесточное соединение выполняют, как правило, протяженными швами, но могут быть… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры многослойными швами без дополнительных технологических элементов — – при небольших объемах работ и наличии сварщиков высокой квалификации возможна дуговая сварка арматуры многослойными швами без формующих элементов. Таким способом рекомендуется вести дуговую сварку стыковых соединений арматуры в… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры с принудительным формированием шва — – в ряде случаев по проекту необходимы сварные швы крестовых соединений арматуры с принудительным формированием шва. Для таких арматурных изделий рекомендуется применять стержни диаметром 14–40 мм из стали классов A 1, A 2, А 3.… … Энциклопедия терминов, определений и пояснений строительных материалов
ручная дуговая сварка плавящимся покрытым электродом — 4.2.4.4 ручная дуговая сварка плавящимся покрытым электродом (111): Дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода (см. рисунок 37). 1 заготовка; 2 сварной шов; 3 шлак; 4 дуга; Рисунок 37 Ручная… … Словарь-справочник терминов нормативно-технической документации
Сварка ручная дуговая — – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая точечная сварка прихватками двух стержней — – в качестве арматурных изделий широко применяют сетки и каркасы, изготовляемые по месту. В таких изделиях имеется множество различных крестовых соединений, сварку которых производят с помощью ручной дуговой сварки точками. [РТМ 393 94]… … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА РУЧНАЯ ДУГОВАЯ — [manual arc welding; hand arc welding] дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную … Металлургический словарь
Электрическая дуговая сварка
Что такое дуговая сварка: виды и принцип действия
 Что такое дуговая сварка: виды и принцип действия
Что такое дуговая сварка: виды и принцип действияПроцесс сварки элементов подразумевает создание неразъёмных соединений путём установления межатомных связей между отдельными их частями. Образуются эти связи за счет нагрева, пластического деформирования (давления) или действия обоих факторов.
Источником энергии, способствующим созданию связей при сварке, может быть, в частности, электрический разряд (дуга), лазерный и электронный луч, ультразвук, газовое пламя.
Что такое дуговая сварка
Так, одной из популярных термических (то есть, осуществляющихся при помощи тепловой энергии) считается электрическая дуговая сварка. Принцип ее воздействия заключается в том, что между торцом электрода и изделием при замыкании электросварочного аппарата протекает сварочный ток.

В результате этого образуется электрическая дуга (температура которой может достигать показателя 5000°C), способная нагревать и плавить металлические материалы. Ручная дуговая сварка получила обозначение ММА или РДС (советская литература).

Первый прототип современной электросварки был разработан в 1882 году Николаем Бенардосом, который применял для ее разработки угольные электроды. Сегодня же, электрическая дуговая сварка может производиться при помощи плавящихся и неплавящихся электродов, быть открытой, закрытой или полуоткрытой, а также оказывать прямое и косвенное воздействие.
Виды дуговой сварки
По степени механизации дуговые сварки делятся на ручные, полуавтоматические и автоматические. Кроме этого, дуговые сварки классифицируют и по способу защиты от окружающего воздуха. Так, например, они могут проводиться без защитных факторов. А в качестве защитной среды при их осуществлении могут выступать шлаки или газы.

Технология сварки в защитных газах (которая применяется достаточно часто) была разработана в 1961 году. При ее осуществлении источник тепла (огонь) не гасится до окончания процесса, а электрод и кромки изделия плавятся с образованием шва.
Таким образом, сварочная ванна защищается от воздействия воздуха при помощи специального газа или порошковой проволоки с флюсом (в результате плавления которого образуется газ). Сегодня существуют различные виды сварки, которые получили широчайшее применение во многих сферах.
Однако, ручная дуговая сварка, является самым доступным способом соединения металлов. Особенно востребованной она оказывается в быту, где любые другие виды сварок, попросту проигрывают. С появлением мобильных сварочных инверторов, дуговая сварка обрела вторую жизнь.

Сегодня нет нужды использовать неподъемные трансформаторные аппараты для сварки, достаточно купить инвертор и научиться варить. Подробнее об этом, для новичков, читайте на сайте mmasvarka.ru.
Поделиться в соцсетях
Ручная дуговая сварка | Сварка и Контроль
 Ручная дуговая сварка покрытыми электродами трубопровода
Ручная дуговая сварка покрытыми электродами трубопроводаРучная дуговая сварка покрытым электродом это – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение производятся вручную, защита сварочной ванны обеспечивается расплавлением и разложением компонентов покрытия.
Сварка покрытыми электродами наиболее распатроненный в России способ сварки, занимает самый большой объем в сравнении другими методов сварки. Способ позволяет производить сварку практически любых конструкций и деталей разной сложности, в труднодоступных местах, при разных пространственных положениях сварного шва .
Качество сварных соединений, выполненных ручной дуговой сваркой нельзя гарантировать без строгого соблюдения технологии сварки и операционного контроля за всеми процессами. Начиная от входного контроля материалов сварочных и основных, проверки квалификации сварщиков, соблюдения режимов сварки и окончательного контроля готового сварного соединения.
Общепринятые обозначения:
РД – ручная дуговая сварка;
MMA – Manual Metal Arc (Welding) – ручная металлическая дуговая сварка;
SMAW – Shielded Metal Arc Welding – металлическая дуговая сварка в защитной атмосфере;
E – международный символ ручной дуговой сварки.
Сущность ручной дуговой сварки покрытыми электродами
При ручной дуговой сварке покрытыми электродами дуга возбуждается при касании электродом свариваемой детали, в результате замыкании электрической сварочной цепи.
В процессе сварки покрытый электрод подается к свариваемой детали по мере плавления электрода и перемешается вдоль соединения с поперечными колебаниями для придания заданной формы и размеров шва.
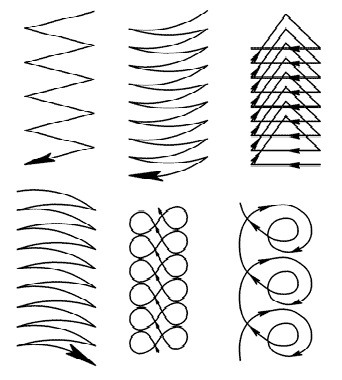 Движения покрытым электродом при сварке
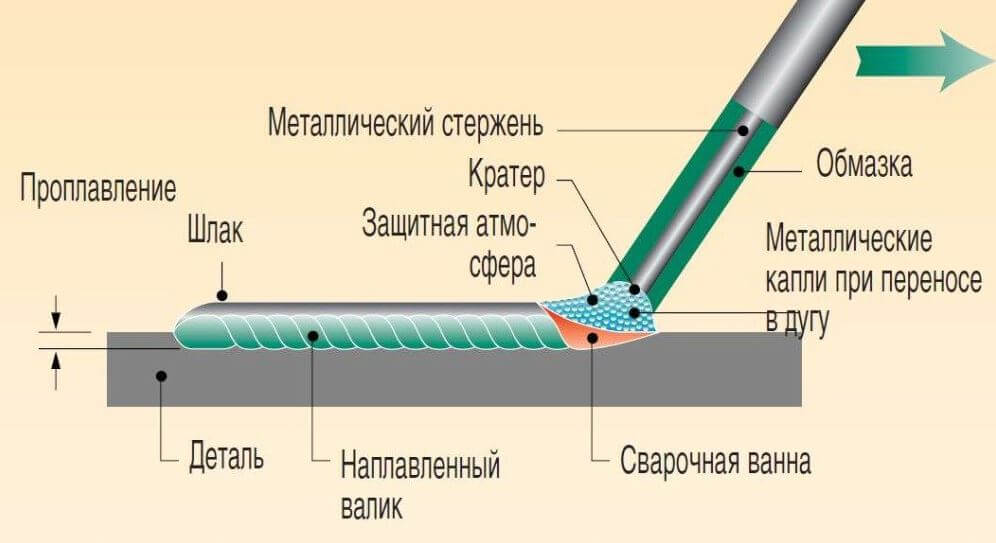
Движения покрытым электродом при сваркеВ процессе ручной дуговой сварке происходит плавление покрытия и электродной металлической проволоки. Расправляющееся покрытие образует шлак и выделяются газы. Шлак обволакивает капли расплавленного металла, появляющиеся при плавлении стержня электрода. В ванне шлак всплывая на ее поверхность, образует защитный слой, предохраняющий металл от взаимодействия с атмосферным воздухом. Кроме того, поднимаясь на поверхность сварочной ванны, шлак очищает расплавленный металл от вредных примесей. Образующиеся при расплавлении покрытия сварочные газы вытесняют воздух из зоны сварки и, тем самым, защищают сварочную ванну от взаимодействия с кислородом и азотом.
Жидкий шлак затвердевает и образует на поверхности шва твердую шлаковую корку, которая удаляется после сварки. То есть, компоненты входящие в покрытие сварочного электрода обеспечивает защиту сварочной ванны и застывающего металла сварного соединения от реакций с атмосферными газами и очистку металла в процессе химических реакций происходящих в сварочной ванне.
Покрытыми электродами применяют для сварки сталей, чугунов и цветные металлов различной толщины. Так же покрытые электроды используется для наплавки с целью восстановление изношенных деталей и получения покрытий со специальными свойствами главным образом антикоррозионных и износостойких.
Перемещение сварочного электрода вдоль сварного шва и его подачу в зону сварке по мере его расплавления производит сварщик. В связи с этим стабильность процесса и качество сварки зависит от квалификации сварщика и его зрительно моторной координации, так как изменятся длина дуги, наклон электрода, скорость его перемещения, что приводит к изменению параметров режима — напряжения дуги и силы сварочного тока. При ручной дуговой сварке покрытыми электродами для обеспечения стабильности режимов сварки используют источники сварочного тока с крутопадающими вольт-амперными характеристиками.
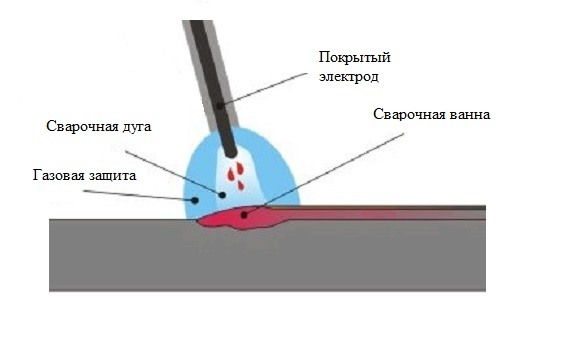 Принципиальная схема ручной дуговой сварки покрытыми электродами
Принципиальная схема ручной дуговой сварки покрытыми электродамиПреимущества ручной дуговой сварки:
- применение ручной возможно в различных, самых неудобных пространственных положениях;
- сварки может производится в трудно доступных местах;
- универсальность способа, возможность сваривать изделия различной конфигурации;
- применимость к широкому диапазоны различных марок сталей;
- высокая мобильность.
Недостатки способа:
- мало высококвалифицированных сварщиков;
- невозможно гарантировать качество сварного соединения;
- невысокая производительность сварки;
- неблагоприятные условия труда.
Рациональные области применения:
- сварка металлоконструкций, трубопроводов;
- рационально использовать при сварка коротких швов.
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.
 Конструктивные элементы сварных соединений
Конструктивные элементы сварных соединенийСборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.
Сварку можно вести слева направо, справа налево,
от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Режим ручной дуговой сварки покрытыми электродами
Режим ручной дуговой сварки включают следующие параметры:
- величина сварочного тока;
- род и полярность сварочного тока;
- диаметр покрытого электрода;
- напряжение дуги;
- скорость сварки;
Выбор величины сварочного тока зависит от разных параметров — диаметра покрытого электрода, вида его покрытия и пространственного положения шва. Величина сварочного тока предопределяет производительность сварки (количество металла, наплавленного за единицу времени) и глубину провара.
При малом токе количества выделяющегося тепла, может быть недостаточно, чтобы расплавить сварочные кромки или ранее наплавленные валики, что может привести к несплавлению и непровару, что приведет к браку.
При слишком большой величине сварочного тока, электрод и основной металл будут быстро сильно плавиться, что может привести к прожогу и наплывам, которые являются недопустимыми дефектами.
На упаковке с покрытии электродами содержатся рекомендации завода изготовителя по выбору сварочного тока, но можно воспользоваться и формулой для расчета:
I = (35-45)*D
I — сварочный ток,
D — диаметр электрода.
С учетом толщины стенки свариваемых деталей и пространственного положения шва при сварке, значение сварочного тока поправляют: при сварке деталей толщиной до 3 мм. и при вертикальных и потолочных положениях шва, значение сварочного тока должно быть уменьшено на 10-15% ниже заданного.
Форма и размер шва зависят от рода и полярности тока, которые выбирают в зависимости от типа электродного покрытия, марки и толщины основного металла. При постоянного тока обратной полярности количество теплоты выделяющиеся на электроде на 20-40% больше, чем на основном металле и наоборот при сварке на прямой полярности, количество теплоты больше выделятся на основном металле.
Так при сварке переменным током глубина проплавления будет на 15-20 % меньше по сравнению со сваркой на постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемых деталей, марки стали, формы разделки кромок, пространственного положения, в котором осуществляется сварка, и вида сварного соединения. Применение покрытых электродов большего диаметра не рекомендуется, поскольку это приводит к возникновению ряда дефектов, непроваров и зашлаковыванию сварного шва. Лучше использовать электроды диаметром 3-4 мм. Когда толщина металла превышает 12 мм и сварку ведется в нижнем положении, можно применять электроды диаметром 4-5 мм.
При сварке в других вертикальных, горизонтальных и потолочных швов а также корня шва следует использовать электроды диаметром не более 3 мм, при сварке заполняющих слоев и облицовочного, можно применять электроды диаметром до 4 мм.
В зависимости от прочностных и других механических характеристик свариваемых сталей выбирают электроды соответствующего типа и марка.
В процессе ручной дуговой сварки электрод должен совершать определенные поступательно колебательные движения, смотрите рисунок выше.
Если перемещать электрод исключительно в направлении сварки без поперечных колебательных движений, то наплавленный валик будет узким (ниточным). Такой способ применяется при сварке тонколистового металла, и подварке дефектов, а также при сварке когда не допускаются большие тепловложения.
Число слоев шва при сварке
Толщина отдельного слоя не должна превышать 3…5 мм. Последними проходами создается небольшая выпуклость шва высотой 2-3 мм над поверхностью основного металла.
Количество слоев шва при сварке стыковых и уголовных соединений:
| Швы | Толщина свариваемого металла, мм | ||||||
| 1-3 | 3-5 | 5-8 | 8-12 | 12-14 | 14-16 | 16-20 | |
| Стыковые | 1 | 2 | 1-3 | 3-4 | 4-5 | 5-6 | 5-7 |
| Угловые | 1 | 1 | 1-2 | 2-3 | 3-4 | 5 | 5-6 |
О технике ручной дуговой сварки читайте в статье Техника ручной дуговой сварки покрытыми электродами
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Дуговая сварка — это… Что такое Дуговая сварка?
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счёт электрической дуги, возникающей между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
История электросварки
(См. Электротехника)
1802 год — В. В. Петров открыл явление электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
Патон, Евгений Оскарович
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Cм. также
Источники
Wikimedia Foundation. 2010.
Сварка ручная дуговая — что это такое и принцип действия
Прежде чем приступать к рассмотрению сущности процесса и технологических особенностей, стоит привести разъяснение терминологии.
Сварка ручная дуговая – операция сваривания металла, в качестве источника энергии выступает электрическая дуга.
Электросварка – метод сваривания металлов, который во время нагревания и расплавления предполагает использование электрической дуги, температурный диапазон может достигать 7000 °С и превосходить температурные значения оплавления любых металлов.
Дуговая сварка неплавящимся электродом – осуществляется в защитных средах инертных газов (например, в среде аргона). Один из методов дугового сваривания путем плавления, используемый при обработке алюминия, магния и его сплавов, нержавейки и иного неферромагнитного металла. Процесс работы с неплавким элементом схож с газовой автогенной сваркой. В итоге использования данного метода получаются высококачественные швы.
Механизированная сварка плавящимся электродом – одна из разновидностей дугового способа, процесс которой предполагает подачу плавящегося элемента, перемещение дуги и деталей при помощи механизмов. Во время задействования механизма, без управления оператором, она считается автоматической дуговой сваркой.
Далее разберем более подробно сущность электродуговой сварки, что это такое и технологические нюансы работы с ней.

Принцип действия
Электрическая энергия от сторонних источников (сварочные трансформаторы, агрегаты, преобразователи, инверторные устройства) для получения и работоспособности дуги подается к электроду и свариваемым деталям. Она может быть от источников переменного и постоянного тока.
Схема дуговой сварки предполагает следующие процедуры. Во время соприкосновения рабочей части и детали возникает сварочный ток. Воздействие повышенной температуры расплавляет кромки деталей и электродных концов. Образуется, как ее называют, сварочная ванна, находящаяся определенное время в расплавленном состоянии. В ней металл детали и электрода смешиваются, а с помощью шлака образуется защитная поверхность. После застывания получаются соединения сварные.
Процедура может реализовываться плавящимся и неплавящимся элементом. В случае использования плавящегося, сварной шов формируется за счет расплавления непосредственно электрода. Применение неплавящегося расплавляется присадочная проволока, которая подводится к точке сваривания.
Электрод является стержнем, имеющим диаметр до 1 сантиметра, закрепляемый в держателе. При его прикосновении к металлу замыкается электрическая цепь. После этого его конец начинает нагреваться. Затем после отведения на расстояние до 5 мм появляются дуговые разряды, продолжающие поддерживать наличие тока в цепи. В месте размещения дуговых разрядов осуществляется активное нагревание и деталь начинает плавиться.
Для осуществления процесса требуется наличие источника питания, имеющего низкое напряжение и высокий уровень тока.
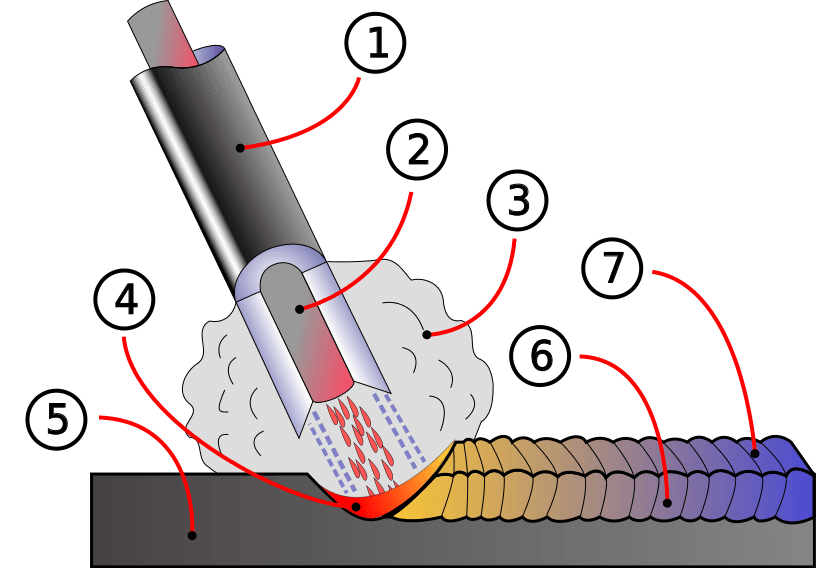
Ручная дуговая сварка. 1 — электродное покрытие, 2 — электрод, 3 — защитный газ, 4 — место расплава металла, 5 — заготовка, 6, 7 — шов
Классификация и способы
Классифицировать виды ручной дуговой сварки можно по различным признакам: механизация, вид тока, полярность, применяемые рабочие части и т.п. Подробнее далее.
Можно выделить следующие способы дуговой сварки:
- Ручная дуговая. Предполагает использование только ручной работы человека без применения механизмов;
- Механизированная. Схема ручной дуговой сварки этого типа предполагает осуществление механизации процедуры подачи проволоки к точке сваривания, а части процессов руками человека;
- Автоматическая. Предполагается полная механизация процессов создания дуги, регулировки ее длин, перемещений. Является наиболее стабильным методом сварки.
Выбор будет зависеть от способов зажигания, поддерживания сварочной дуги, операций и способов движения электродов, окончания процессов.

Существуют также способы ручной дуговой сварки следующего типа:
- Пучком. Принцип основывается на связывании в пучок нескольких электродов, сваривании их торцов и установке в держателе. Из-за поочередного горения каждого стержня их нагрев при определенном токе будет меньше в сравнении с использованием одиночного электрода. Это позволяет применять больший диапазон токов и повышать производительность.
- Сварка лежачим электродом. Данный способ сварки электродуговой предполагает укладку длиной 500-1200 мм с обмазкой в разделанный стык или угол. На него накладывается брус из меди, имеющий продольную канавку. Заготовка и электрод подключаются к источнику тока. Угольный стержень поджигает дугу, уходящую под брусок. Она перемещается по стыку, плавя рабочий элемент и сваривая кромку. Получается шов. Оптимальным метод является в труднодоступном месте или значительном горизонтальном расстоянии под сварку.
- Сварка наклонным. Еще один метод увеличения производительности. Электрод закрепляется в зажиме, имеющем обойму, перемещающуюся под своей массой по стойке. Когда зажигается дуга и он начинает оплавляться, то обойма будет опускаться вниз. Электрод будет изменять свое положение при сохранении постоянного угла наклона к поверхности детали.
Исходя из типа используемого тока выделяют следующую сварку дуговую:
- Прямой полярности постоянного тока. Минус находится на электроде;
- Обратной полярности. На электроде находится плюсовой контакт;
- Использование переменного тока.
Тип дуги определяет следующие различия:
- Прямого действия. Определяется как зависимая дуга;
- Косвенного действия – независимая.
Первый метод предполагает использование дуги меж электродами и свариваемыми элементами, являющимися элементом цепи. Второй – розжиг дуги происходит меж 2 электродов.

Исходя из применяемых рабочих элементов, выделяются:
- Дуговая сварка плавящимся электродом;
- Применение неплавящегося элемента – угольный, графитовый, вольфрамовый.
Применение плавящегося варианта – наиболее распространенный способ. Может проводиться с применением одного или нескольких электродов. Исходя из этого Ручная электродуговая сварка может быть разделена на, использующую один, два или многоэлектродную, которая применяется в целях повышения скорости и качества работы.
Исходя из длин свариваемых стыков, а также толщин свариваемых заготовок можно выделить методы создания швов:
- Короткий – до 250 миллиметров;
- Средний – длиной 250-1000. Выполняется путем прохода от середин заготовки к ее краям ступенчатыми переходами;
- Длинный. Применяется обратноступенчатый способ, переходы аналогичны предыдущему методу.
Используемые электроды
В электродуговой сварке может применяться плавящийся и неплавящийся электрод. Они изготавливаются из проволоки с защитным покрытием.
Процесс выбора электрода будет зависеть от многих нюансов, включая присадочные материалы, положения, необходимых характеристик сварных швов. Выбор покрытия определяет процесс устойчивости сварочной дуги, обеспечение защиты зоны ее действия от влияния химических веществ, содержащихся в окружающей среде. Для предотвращения загрязнения в покрытия может вводиться раскислитель. Он необходим для очистки швов, обеспечивает стабильное поддержание дуги, добавляет легирующих элементов, которые улучшают конечное качество швов.
Металл в электродах используется аналогичный свариваемому основному. Периодически внедряют отличный, который может влиять на характеристики получаемых сварных швов. К примеру, из нержавейки может использоваться для сваривания заготовок из стали с повышенным содержанием углерода, а также соединения нержавейки с подобной сталью.
В составе могут находиться различные вещества: рутил, фториды, целлюлозные компоненты и т.п. К примеру, для рутиловых характерна простота применения и эстетический внешний вид швов. Однако они отличаются повышенной хрупкостью, т.к. содержат много водорода. Для инструмента с фторидом кальция характерна гигроскопичность из-за чего необходимо хранить без влияния влаги. Из них получаются прочные сварные соединения, но довольно грубые.
По международным стандартам используются следующие обозначения электродов для дуговой сварки:
- A – кислые; RА – рутилово-кислые;
- B – основные; RВ –рутилосновные;
- С – целлюлозные; RС – рутилцеллюлозные;
- R — рутиловые; RR – рутиловые толстые;
- S – другие типы.
По российским стандартам для электродов, предназначенных для сваривания углеродистой, низколегированной, легированной с высокой прочностью стали маркировка наносится следующая:
- Э – электроды для ручного использования и наплавления;
- Следующее цифровое обозначение определяет уровень прочности во время растяжения;
- Наличие индекса A свидетельствует о том, что швы обладают повышенными пластичными свойствами и ударной вязкостью.

Источники питания
В качестве источника могут применяться трансформаторы, имеющие низкое выходное напряжение и высокий ток до нескольких сот ампер. Во время использования постоянного тока применяется выпрямитель, преобразующий переменную составляющую в постоянную. Могут применяться разнообразные виды, включая инверторы, которые обладают меньшим весом и габаритами. Они используют принцип высокочастотного преобразования напряжения.
Сила тока может меняться различными методами: изменением количества витков на катушках или расстояний меж вторичными и первичными катушками.
Положение электродов во время работы
Расположение рабочей части будет зависеть от положений швов. Можно выделить следующее размещение: нижние швы, вертикальные, горизонтальные на вертикальных плоскостях, потолочные. Вертикальные швы могут создаваться в любом направлении как снизу вверх, так и наоборот.
Сущность процесса и основные направления движения во время работы можно изучить на изображении.
Основы безопасности при работе
Изучая основы дуговой сварки нельзя не упомянуть о том, что она является одной из наиболее опасных и способных причинить значительный вред здоровью сварщика. Основной опасностью является присутствие очень яркого света. Он может нанести ожоги. Если этого не удалось избежать, то рекомендуем изучить статью о том, что делать если произошел ожог от сварки. Помимо этого световой диапазон способен наносить ущерб и коже. Поэтому помимо защитной маски необходимо применять защитную одежду с перчатками. Техника безопасности при электродуговой сварке также предполагает то, что нужно учитывать следующие моменты:
- Помимо света происходит разброс раскаленного металла в виде окалины. Чтобы избежать ожога от них необходимо одеваться в плотную одежду и обувь, способную защитить от раскаленных частиц. Это можно отнести и к работе над головой. Необходимо иметь защитных головной убор, рукава плотно застегнуть, а на кисти рук надеть перчатки.
- При отсутствии спецодежды для сварщика рекомендуется использовать элементы одежды из хлопчатобумажной ткани, т.к. она имеет большую стойкость к возгоранию нежели синтетика.
- Сварочные мероприятия должны выполняться в качественно проветриваемых помещениях/улице, т.к. при электрической сварке выделяется значительное количество вредных паров и газов. Надышавшись ими можно получить отравление.
- Перед началом работ необходимо подготовить воду или огнетушитель, чтобы в случае пожара из-за разлетающейся окалины было чем тушить. Нужно учесть, что в непосредственной близости возле места сварочных работ не должно быть взрывоопасных и пожароопасных материалов.
- Нельзя допускать контактов токоведущей части оборудования с жидкостью. В противном случае можно получить поражение электрическим током.
- По завершении работ на поверхности образуется шлак. Его необходимо удалять с помощью молотка. При ударе он может разлетаться на значительные расстояния. Поэтому обязательно нужно использовать защитные очки или маску.
Техникой безопасности при ручной дуговой сварке ни в коем случае нельзя пренебрегать. В противном случае можно получить серьезные травмы.
Скачать ГОСТ
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Ручная электрическая дуговая сварка — технология сваривания
Ручная и автоматическая дуговая сварка выполняется парой неплавких угольных (графитовых) или одним плавким сварочным электродом. В первом случае электрическая дуга возникает между двумя электродами. Она обладает настолько высокой температурой, что свариваемые детали и присадочный материал оплавляются до полужидкого состояния, заполняя стык между двумя деталями сварочным швом.
Во втором случае электрическая дуга возникает между плавким электродом и металлической поверхностью свариваемых деталей. Во избежание удара тока последние необходимо обязательно заземлять! Зазор между ними заполняется расплавленным металлом, который капает в стык с электрода.
Преимущества ручной дуговой сварки
Данная электросварка позволяет:
- сваривать металл в ограниченном пространстве;
- быстро производить сварочные работы;
- работать с обширной номенклатурой марок стали. Это объясняется богатым выбором электродов, отличающихся своим химическим составом;
- простота выполнения процедуры, которая под силу даже малоопытному сварщику.

Впрочем, качество и крепость получаемого результата очень сильно зависят именно от опыта сварщика.
Для того чтобы варить дуговой сваркой при помощи постоянного тока, вам потребуются инверторы. А это весьма дорогостоящий электроприбор. С другой стороны, инверторная сварка характеризуется меньшим потреблением электроэнергии, что в длительной перспективе окупает стоимость приобретения инвертора.
Процедура выполнения дуговой сварки
При выполнении дуговой сварки двумя неплавкими электродами электрическая дуга возникает в любом положении. При сварочных работах одним плавкими электродом электрическая дуга появляется при прикосновении последнего к металлической поверхности и отделении электрода от детали на 3 мм.
Но и в первом, и во втором случае электроды необходимо держать как можно ближе к поверхности свариваемых деталей. От этого будет зависеть температура электрической дуги и, соответственно, скорость и качество выполнения сварочных работ.
Опытные сварщики определяют оптимальное расстояние по равномерному и однотонному звуку. Если расстояние оказывается слишком большим, возникает резкий звук, часто прерываемый громкими хлопками. Если дистанция оказывается слишком большой, электрическая дуга разрывается. В этом случае сварку следует продолжить с точки разрыва.
Обратите внимание, при варке важных зон, на которые воздействуют динамические нагрузки или где особо проявляется эффект усталости металла, необходимо использовать парные неплавкие электроды. Дело в том, что в этом случае необходимо зажигать электрическую дугу вне зоны сварочных работ. А для этого лучше всего подходят именно парные электроды.
Особенности дуговой сварки
Ручная электродуговая сварка при помощи постоянного тока может производиться с прямой и обратной полярностью. При прямой полярности на электроды подводят «минус», а на свариваемые детали — «плюс». При обратной полярности «минус» и «плюс» меняют местами.
В точке проведения сварки образуется сварочная ванна, состоящая из расплавленного металла и перегретого газового пузыря, из которого выдавливается атмосферный кислород. Это не позволяет металлу окисляться в процессе сварочных работ.
Обратите внимание, в процессе сварочных работ из металлов испаряются легирующие составные металлических сплавов. Из-за этого ручная дуговая сварка считается небезопасной для здоровья, поскольку часть этих испарений попадает в лёгкие сварщика.
Что влияет на качество и размеры сварного шва?
Качество сварного шва определяется проваром — отношением ширины к глубине сварного шва. Чем шире сварной шов, тем меньше его глубина. И наоборот, меньшая ширина сварного шва свидетельствует о его большей глубине.
На качество выполняемых сварных ворот также влияет сила тока, от которого увеличивается глубина проплава. Обратите внимание, при равной силе тока может быть разная глубина проплава. Чем плотнее металл, тем более глубоким будет проплав.
Но на ширину сварного шва сила тока никак не влияет. На него влияет характеристика электрического тока. Так, постоянный ток создает узкий шов, причём это правило особенно заметно при напряжении от 30 В и выше. Электрическая дуговая сварка переменным током образует, наоборот, широкий сварной шов.
На глубину и ширину сварочного шва влияет поперечное сечение используемого электрода. Чем поперечное сечение больше, тем подвижнее будет электрическая дуга, тем шире будет сварной шов. И наоборот, чем меньше будет поперечное сечение, тем менее подвижной будет электрическая дуга, тем глубже будет проплав.
Наконец, последний показатель, влияющий на качество и размеры сварного шва, — это напряжение электрической дуги. Точнее, напряжение влияет только на ширину шва: большее напряжение — большая ширина, меньшее напряжение — меньшая ширина.
При выполнении сварочных работ одинарным плавким электродом вместе с каплями расплавленного металла в сварочную ванну попадает ещё и шлак, содержащийся в электроде.
Химический состав выделяемого шлака серьёзно влияет на качество проводимых сварных работ. В частности, он:
- способствует лучшей металлургической обработке стали;
- улучшает тепловые режимы дуговой сварки и увеличивает скорость сплавления кромок свариваемых деталей;
- оптимизирует формирование сварных швов;
- поддерживает максимальный температурный режим электрической дуги и улучшает её стабильность.
Дуговая сварка под флюсом — ещё одна разновидность выполнения сварочных работ с образованием шлака. Последний образуется при расплавлении флюсовой прослойки, находящейся между электродом и свариваемой поверхностью. По остывании слой шлака отделяется от сварного шва. Отметим, что эта разновидность сварных работ производится только на промышленном оборудовании.
В заключение отметим, что автоматическая дуговая сварка обеспечивает на порядок лучший результат, чем ручная, именно за счет того, что все параметры сварных работ, и прежде всего расстояние между поверхностью и электродом, контролирует микропроцессор.

Как варить швы в разных положениях?
Ручная и автоматическая дуговая сварка выполняются по различным технологиям, в зависимости от места проведения сварных работ. Рассмотрим, как правильно варить в трёх самых распространенных расположениях сварного шва.
Нижнее положение
Данная технология ручной дуговой сварки требует полного проплавления сечений и предотвращения образования прожогов. Чтобы этого достигнуть, необходимо надёжно закрепить свариваемые детали. Это позволит поддерживать оптимальные размеры ванны сваривания. Для повышения качества можно подложить съёмные медные подкладки.
Вертикальное положение
Сложность данного режима заключается в том, что расплавленные металлы под действием силы тяжести будут стекать вниз, что негативно скажется на качестве образующегося сварного шва.
Поэтому вертикальную сварку выполняют снизу вверх, чтобы расплавленные металлы стекали уже на сформировавшийся сварной шов. Но такая технология существенно замедляет скорость выполнения сварочных работ. Сварка сверху вниз значительно ускорит процесс, но при этом существенно сократится глубина проплава. Качество сварки повысится только при работе с тонкими деталями и при использовании специальных электронов.
Потолочное положение
Ручная дуговая сварка в таком положении крайне сложна. Расплавленный металл сдерживает от того, чтобы не закапать вниз, только сила поверхностного натяжения. Она будет удерживать расплавленный металл лишь при небольшом весе последнего. Поэтому при потолочном сваривании дуговой сварки необходимо максимально уменьшить площадь сварочной ванны. Для этого необходимо регулярно прекращать сварочные работы, чтобы расплавленный металл смог кристаллизоваться.
Ручная дуговая сварка — это… Что такое Ручная дуговая сварка?
ручная дуговая сварка — Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Тематики сварка, резка, пайка EN hand arc weldingmanual arc welding DE E HandschweißenHandlichbogenschweißenLichlbogenschweißen… … Справочник технического переводчика
Ручная дуговая сварка — 16. Ручная дуговая сварка Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Ручная дуговая сварка арматуры протяженными швами — – ручная дуговая сварка арматуры применяется для стыковки вертикальных и горизонтальных стержней. Сварное соединение может быть нахлесточным и с накладками. Нахлесточное соединение выполняют, как правило, протяженными швами, но могут быть… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры многослойными швами без дополнительных технологических элементов — – при небольших объемах работ и наличии сварщиков высокой квалификации возможна дуговая сварка арматуры многослойными швами без формующих элементов. Таким способом рекомендуется вести дуговую сварку стыковых соединений арматуры в… … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая сварка арматуры с принудительным формированием шва — – в ряде случаев по проекту необходимы сварные швы крестовых соединений арматуры с принудительным формированием шва. Для таких арматурных изделий рекомендуется применять стержни диаметром 14–40 мм из стали классов A 1, A 2, А 3.… … Энциклопедия терминов, определений и пояснений строительных материалов
ручная дуговая сварка плавящимся покрытым электродом — 4.2.4.4 ручная дуговая сварка плавящимся покрытым электродом (111): Дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода (см. рисунок 37). 1 заготовка; 2 сварной шов; 3 шлак; 4 дуга; Рисунок 37 Ручная… … Словарь-справочник терминов нормативно-технической документации
Сварка ручная дуговая — – дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную. [ГОСТ 2601 84] Рубрика термина: Сварка Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника … Энциклопедия терминов, определений и пояснений строительных материалов
Ручная дуговая точечная сварка прихватками двух стержней — – в качестве арматурных изделий широко применяют сетки и каркасы, изготовляемые по месту. В таких изделиях имеется множество различных крестовых соединений, сварку которых производят с помощью ручной дуговой сварки точками. [РТМ 393 94]… … Энциклопедия терминов, определений и пояснений строительных материалов
СВАРКА РУЧНАЯ ДУГОВАЯ — [manual arc welding; hand arc welding] дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную … Металлургический словарь
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия
Что такое дуговая сварка (SMAW) Изучите основы, советы и методы
Загляните на любую строительную площадку, и ваше внимание вскоре привлечет знакомое и поразительное зрелище: яркие потоки летящих искр, когда рабочие сваривают опорные элементы вместе, вот как выглядит дуговая сварка. Иногда вы видите, как они выполняют сварочные работы на земле, а иногда вы видите, как они полностью находятся в воздухе. Эти рабочие выполняют важнейшие действия при возведении каркаса строящегося сооружения.
Полное руководство по дуговой сварке экранированных металлов:
Что такое сварка? Основы, методы.
Что такое дуговая сварка
Дуговая сварка защищенного металла (SMAW)
Процесс дуговой сварки экранированного металла
SMAW оборудование
Методы дуговой сварки экранированного металла
Наконечники для дуговой сварки экранированного металла
Правила техники безопасности при дуговой сварке
Что такое сварка
В наши дни трудно найти строительный объект, в котором бы не использовался металл.Некоторые металлы и некоторые сплавы, которые содержат различные виды металлов, жизненно необходимы для производства всего, от небоскребов до автомобильных двигателей и печатных плат, которые питают различные мобильные устройства.
Что происходит, когда вам нужно соединить куски металла вместе? А что произойдет, если эти металлические части состоят из разных металлов или сплавов? Некоторые могут быть склонны использовать методы внешнего соединения этих деталей: методы, в которых используются дополнительные детали, такие как болты, винты или зажимы.
Если вы не можете использовать эти внешние элементы, пора взглянуть на процесс сварки .
Основы
Вместо использования дополнительных деталей для соединения отдельных металлических частей друг с другом, сварка зависит от очень высоких температур, которые вызывают плавление отдельных деталей. Расплавленный материал, который состоит из металлов в соединяемых деталях, называется сварочной ванной. По мере охлаждения материал в сварочной ванне затвердевает и образует соединение, которое сплавляет сваренные детали вместе.В некоторых сварочных процессах к стыку в процессе сварки добавляются различные формы присадочного материала, что делает его намного прочнее, чем если бы оно было составлено только из основных материалов или металлов. Узнайте больше об основах ниже.
Широкий спектр методов сварки включает:
- Дуговая сварка в экранированном металле
- Газовая дуговая сварка вольфрамом
- Газовая дуговая сварка металлом
- Порошковая сварка
- Сварка под флюсом
- Электрошлаковая сварка
Источник энергии имеет решающее значение для получения очень высоких температур, необходимых для сварки материалов.Примеры этих источников энергии включают пламя на газе, электрические дуги, лазеры, электронные лучи, ультразвук и даже трение.
Сварку часто проводят на открытом воздухе. Другие среды, в которых можно выполнять сварочные работы, включают под поверхностью океана и в космическом пространстве.
И хотя рабочие на этой стройке могут упростить процесс сварки, обратите внимание на защитную одежду, которую они носят — длинные рукава, толстые перчатки и защиту для лица и, что наиболее важно, для глаз.
Сварка — не легкое занятие. Чтобы избежать ожогов, поражения электрическим током, повреждения глаз или вдыхания ядовитых паров, рабочие должны принимать различные меры предосторожности.
В этой статье речь пойдет о сварке электрическими дугами .
Что такое дуговая сварка
При дуговой сварке, одном из наиболее известных и распространенных сварочных процессов, электричество передается от источника сварочного тока к электроду и, в конечном итоге, через электрод, который затем подается на соединяемые элементы.
Источник сварочного тока обеспечивает электрический ток, который питает процесс сварки. Эти источники питания могут обеспечивать постоянный ток или постоянное напряжение. В машине постоянного тока выходное напряжение меняется, но выходной ток поддерживается на желаемом уровне. Обратное верно для машины постоянного напряжения, в которой выходной ток изменяется, а выходное напряжение остается постоянным.
Еще одно соображение в отношении источника питания для сварки заключается в том, использует ли он переменный ток (AC) или постоянный ток (DC).Если используется постоянный ток, электрод может нести положительный или отрицательный заряд, что влияет на прочность сварного шва и скорость процесса сварки. Эти значения меняются в зависимости от используемого сварочного процесса.
Если используется переменный ток, электрод по очереди несет положительный и отрицательный заряд, независимо от процесса сварки. Это приводит к сварке со средним проплавлением и средней скоростью.
Электроды используются при дуговой сварке для пропускания электрического тока через заготовку.Электрический ток обеспечивает необходимые высокие температуры для сварки соединяемых деталей. В некоторых сварочных процессах электрод является плавящимся и часто принимает форму тонкого стержня; в других случаях электрод не расходуется и используется вместе со смесями инертных или полуинертных газов.
Важно защитить зону сварного шва, чтобы не допустить атмосферного загрязнения, чтобы предотвратить попадание нежелательных материалов в стыки. Эти нежелательные материалы могут ослабить соединения или вызвать или усилить коррозию.
Некоторые стали, титановые и алюминиевые сплавы могут быть подвержены водородной хрупкости. Если на электроде или на заготовке есть следы воды, вода разлагается на компоненты водорода и кислорода при высоких температурах, создаваемых дугой. Затем выделившийся водород попадает в сварочную ванну. Включение водорода приведет к тому, что сварная зона станет хрупкой.
Некоторые виды нержавеющей стали, а также некоторые никелевые сплавы могут подвергаться межкристаллитной коррозии.Если эти материалы подвергаются воздействию температур около 700 градусов по Цельсию в течение продолжительных периодов времени, карбид хрома может образоваться и ослабить сопротивление материалов коррозии. Другой термин для обозначения этого вида коррозии — распад сварного шва.
Если межкристаллитная коррозия поражает стали, стабилизированные ниобием, то этот тип распада сварного шва более правильно называть ножевым разрушением. Карбид хрома образуется в непосредственной близости от сварного шва вместо карбида ниобия — и, опять же, это снижает стойкость сплавов к коррозии или разрушению.
Дуговая сварка защищенного металла (SMAW)
Этот процесс сварки известен под разными названиями, включая дуговую сварку в среде защитного флюса и ручную дуговую сварку металлом. Неофициально ее еще называют сваркой штучной сваркой.
В этом процессе дуговой сварки электрический ток проходит через плавящийся электрод, обычно в форме тонкого стержня. Расходуемый электрод плавится и образует присадочный материал для упрочнения сварного шва. Электрод обычно покрыт флюсом, который при плавлении помогает создать дугу.Флюс также защищает сварной шов от загрязнения.
Дуговая сварка защищенного металла или SMAW — это предпочтительный процесс сварки, используемый, когда соединяемые элементы состоят из железа (включая ковкий чугун и чугун) или различных видов сталей (включая нержавеющую сталь и углеродистую сталь). С помощью этого метода также можно сваривать изделия из никеля, меди или их сплавов.
Использование этого процесса сварки для изделий из алюминия и его сплавов было менее успешным.
Легко представить, что, поскольку большое количество процессов строительства и производства связано с железом и различными сталями, SMAW стал одним из самых универсальных, самых популярных и наиболее известных методов сварки.
Как видно из одного из альтернативных названий, SMAW — это почти исключительно ручной процесс сварки, однако существует автоматическая версия, называемая дуговой сваркой под действием силы тяжести или, проще говоря, сваркой под действием силы тяжести.
 Система SMAW
Система SMAWПроцесс дуговой сварки защищенного металла
Это процесс дуговой сварки, процесс начинается с создания необходимой электрической дуги между электродом и заготовкой.Это достигается очень легким и очень коротким прикосновением первого к второму. Затем электрод слегка отодвигается, создавая пустое пространство, в котором может существовать дуга.
Есть два метода зажигания дуги: царапина и постукивание .
В методе царапины электрод быстро и на короткое время протягивают по поверхности заготовки, точно так же, как если бы электрод был спичкой, ударяемой о шероховатую поверхность.
В методе нарезания резьбы электрод быстро и на короткое время постукивают по поверхности заготовки.
 Процесс SMAW
Процесс SMAWРасстояние
Какой бы метод ни использовался, после того, как электрод соприкоснется с заготовкой, его следует отвести на очень короткое расстояние, чтобы можно было создать дугу и затем правильно поддерживать ее. Если дуга появляется, но затем гаснет, расстояние между электродом и заготовкой слишком велико.
Найдите свой угол
Даже на этом первом этапе процесса может возникнуть множество трудностей.Прежде всего, необходимо найти правильный угол, под которым электрод касается заготовки. Электрод, который удерживается под таким углом, что он перпендикулярен заготовке, может привести к застреванию наконечника, что приведет к плавлению электрода и заготовки и быстрому увеличению нагрева.
Следовательно, решение состоит в том, чтобы выполнить начальное касание электрода к заготовке под относительно небольшим углом. Это позволит материалу электрода правильно течь после зажигания дуги.
Флюсы
Электроды, которые используются в этом процессе сварки, покрыты веществом, называемым флюсом. Флюсы действуют как очищающие, текучие или очищающие агенты. Эти агенты имеют решающее значение при сварке, потому что при плавлении выделяются защитные газы, которые предотвращают окисление соединяемых материалов. Флюсы также плавятся с образованием шлака, что обеспечивает дополнительную защиту зоны сварки от атмосферного загрязнения.
Очистить шлак и заменить отработанные электроды
Чтобы соединить детали вместе, дуга проходит над рабочей зоной столько раз, сколько необходимо, чтобы позволить материалу деталей расплавиться, а электрод разместиться вдоль соединения.
После того, как соединяемые детали полностью остынут и соединятся вместе, шлак, защищавший соединение, больше не играет роли и становится отходами. Он затвердевает, и после наложения шва его следует отколоть.
Поскольку электроды, используемые в процессе дуговой сварки экранированным металлом, являются расходуемыми, человеку, выполняющему сварку, необходимо периодически заменять электрод.
Необходимость удаления шлака и замены отработанных электродов делает этот процесс сварки одним из менее эффективных методов сварки.
Полезные руководства по дуговой сварке можно найти ЗДЕСЬ:
SMAW Оборудование
Блок питания
В SMAW источник питания обеспечивает постоянный ток . Ток и, следовательно, температура остаются относительно постоянными, несмотря на изменения напряжения или расстояния дуги.
Некоторые источники постоянного тока для сварки обеспечивают постоянный ток (DC) , а другие — переменного тока (AC) . Как уже упоминалось выше, полярность тока обеспечивается источником постоянного тока
.ручная дуговая сварка — это … Что такое ручная дуговая сварка?
Дуговая сварка — использует источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки. Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или неплавящиеся электроды.…… Wikipedia
Дуговая сварка в среде защитного металла — (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA), дуговая сварка в среде защитного флюса… Wikipedia
Газовая сварка вольфрамовым электродом — Сварка TIG бронзовой скульптуры Газовая дуговая сварка вольфрамом (GTAW), также известная как инертный газ вольфрама (TIG… Wikipedia
Сварка — это процесс изготовления, в ходе которого материалы, обычно металлы или термопласты, соединяются путем слияния.Часто это делается путем плавления заготовок и добавления присадочного материала для образования лужи расплавленного материала (сварочной ванны), которая охлаждается до…… Wikipedia
Сварные швы — образуются путем сварки двух или более деталей из металлов или пластмасс в соответствии с определенной геометрией. Наиболее распространены стыковые и нахлесточные соединения; Существуют различные менее используемые сварные соединения, включая фланцевые и угловые. Содержание… Википедия
Дуговая лампа — Электрическая дуга в дуговой лампе состоит из газа, который первоначально ионизируется напряжением и поэтому является электропроводным.Чтобы запустить дуговую лампу, обычно требуется очень высокое напряжение для зажигания или зажигания дуги. Для этого требуется электрический… Википедия
Soudure à l’arc — Soudage Викибуки предлагают un ouvrage abordant ce sujet: Soudage. Le… Wikipédia en Français
Газовая сварка и резка — Кислородно-ацетиленовая сварка перенаправляется сюда. Для песни см Cubanate. Сторона металла, разрезанная пропановым кислородом резаком… Wikipedia
Soldadura manual de metal por arco — Se ha sugerido que este artículo o sección sea fusionado con Soldadura por arco (Discusión).Una vez que hayas realizado la fusión de artículos, pide la fusión de Historiales aquí… Wikipedia Español
Soldadura manual de metal por arco — La soldadura manual por arco eléctrico con electrodo revestido es la forma más común de soldadura. Используйте аббревиатуру SMAW (дуговая сварка защищенным металлом) или MMA (ручная дуговая сварка металла). Mediante una corriente…… Enciclopedia Universal
Электрошлаковая сварка — (ESW) — это высокопроизводительный однопроходный процесс сварки толстых (от 25 мм до примерно 300 мм) материалов в вертикальном или близком к вертикальному положении.(ESW) похожа на электрогазовую сварку, но основное отличие состоит в том, что дуга зажигается…… Wikipedia
ручная дуговая сварка — это … Что такое ручная дуговая сварка?
Дуговая сварка — использует источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки. Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или неплавящиеся электроды.…… Wikipedia
Дуговая сварка в среде защитного металла — (SMAW), также известная как ручная дуговая сварка металлическим электродом (MMA), дуговая сварка в среде защитного флюса… Wikipedia
Газовая сварка вольфрамовым электродом — Сварка TIG бронзовой скульптуры Газовая дуговая сварка вольфрамом (GTAW), также известная как инертный газ вольфрама (TIG… Wikipedia
Сварка — это процесс изготовления, в ходе которого материалы, обычно металлы или термопласты, соединяются путем слияния.Часто это делается путем плавления заготовок и добавления присадочного материала для образования лужи расплавленного материала (сварочной ванны), которая охлаждается до…… Wikipedia
Сварные швы — образуются путем сварки двух или более деталей из металлов или пластмасс в соответствии с определенной геометрией. Наиболее распространены стыковые и нахлесточные соединения; Существуют различные менее используемые сварные соединения, включая фланцевые и угловые. Содержание… Википедия
Дуговая лампа — Электрическая дуга в дуговой лампе состоит из газа, который первоначально ионизируется напряжением и поэтому является электропроводным.Чтобы запустить дуговую лампу, обычно требуется очень высокое напряжение для зажигания или зажигания дуги. Для этого требуется электрический… Википедия
Soudure à l’arc — Soudage Викибуки предлагают un ouvrage abordant ce sujet: Soudage. Le… Wikipédia en Français
Газовая сварка и резка — Кислородно-ацетиленовая сварка перенаправляется сюда. Для песни см Cubanate. Сторона металла, разрезанная пропановым кислородом резаком… Wikipedia
Soldadura manual de metal por arco — Se ha sugerido que este artículo o sección sea fusionado con Soldadura por arco (Discusión).Una vez que hayas realizado la fusión de artículos, pide la fusión de Historiales aquí… Wikipedia Español
Soldadura manual de metal por arco — La soldadura manual por arco eléctrico con electrodo revestido es la forma más común de soldadura. Используйте аббревиатуру SMAW (дуговая сварка защищенным металлом) или MMA (ручная дуговая сварка металла). Mediante una corriente…… Enciclopedia Universal
Электрошлаковая сварка — (ESW) — это высокопроизводительный однопроходный процесс сварки толстых (от 25 мм до примерно 300 мм) материалов в вертикальном или близком к вертикальному положении.(ESW) похожа на электрогазовую сварку, но основное отличие состоит в том, что дуга зажигается…… Wikipedia