Сварка: применение в строительстве | Теория сварочных процессов
Какие бы новейшие методы и технологии строительства не применялись – достаточно сложно себе представить любой тип строительных работ без технологии соединения различных металлических деталей в одно целое с помощью сварочных работ. Так, изделия из металла сегодня нас окружают повсеместно – фактически, ни одно из построенных зданий, не возводилось бы без помощи сварочных работ. Однако особое внимание необходимо уделить используемым сварочным материалам, от которых и будет зависеть прочность, а значит, и долговечность металлоконструкций. Ведь в подавляющем числе случаев, речь идет именно о жилых домах.
Фактически, никакой дом не обойдется без металлических балок, а также плит из железобетона. Чтобы качественно объединить все имеющиеся у вас составляющие в одно целое, как раз и используют сварку. Так, сварка сегодня считается наиболее долговечным способом соединения металлоконструкций.
Достаточно сложно себе представить, что еще буквально несколько десятков лет тому назад при подобных работах применялись исключительно болты, заклепки и прочие ненадежные соединения, в то время как в наше время сварочные электроды полностью вытеснилисвоих конкурентов со стройплощадок.
Однако не стоит считать, что любой человек может взять в руки сварочный аппарат, проделывая при этом быструю и качественную работу. Ведь в строительстве используются различные типы электродов, которые позволяют работать с различными металлами и отличаются другими характеристиками. Чтобы правильно подобрать электроды для проведения тех или иных работ нужно иметь определенный опыт и знания. Среди наиболее популярных марок, используемых в строительстве, стоит отметить электроды компании «СпецЭлектрод» — МР-3, АНО-21, ОЗС-12, ОЗЛ-8 и прочие. При покупке данных электродов, новые владелец получает от производителя гарантию качества продукции. Благодаря сварочным электродам, скрепленные элементы держатся крепко, и на долгие годы избавят вас от проблем.
Среди наиболее популярных марок, используемых в строительстве, стоит отметить электроды компании «СпецЭлектрод» — МР-3, АНО-21, ОЗС-12, ОЗЛ-8 и прочие. При покупке данных электродов, новые владелец получает от производителя гарантию качества продукции. Благодаря сварочным электродам, скрепленные элементы держатся крепко, и на долгие годы избавят вас от проблем.
технология ручной дуговой сварки металлоизделий
На чтение 8 мин. Просмотров 12.3k. Опубликовано Обновлено
– технология соединения деталей из металла различной степени сложности в единое целое при помощи специального оборудования. В любом варианте, соединения металлоконструкций характеризуется определенными особенностями, которые важно понимать при работе.
В любом варианте, соединения металлоконструкций характеризуется определенными особенностями, которые важно понимать при работе.Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.
Сварка металлических конструкций.- Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями.
Тогда при смещении элементов шов не пострадает. Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна. - При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.

При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу. - Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия. - Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
- Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы. - Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности. - Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.

Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки.
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
[box type=”warning”]На заметку! Если при испытании образца на статическое растяжение предел прочности изготовленного шва оказался меньшим, чем предел прочности основного металла, то изделие браковано.[/box]Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства.
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
[box type=”fact”]На заметку! Качество созданных соединений металлоконструкций во многом зависит не только от мастерства сварщика, но и от качества сварочного аппарата, примененного в работе. Лучше остановить свой выбор на модели известного бренда, качество которого проверено временем. [/box]
[/box]Классическая технология сварки конструкций из металла
– уникальный способ получения неразъемных металлических соединений, открывающих человеку широкие возможности по снижению трудоемкости создания и установки металлоконструкций.Она позволяет использовать рациональные типы сечений в металлоконструкциях, что приводит к снижению показателей металлоемкости в несколько раз, по сравнению с применением иных технологий.
Углы сварки металлоконструкций.Сегодня сварные работы выполняются с помощью разных методов, но все они создавались на основе знаний о классической технологии. Она проста и может реализовываться, как для бытовых целей, так и в промышленных масштабах.
Если изготавливать сварочные металлоконструкции по классической технологии, потребуется применить следующие источники энергии:
- электрическая дуга;
- газовое пламя.
Оба варианта предполагают три метода выполнения сварных швов:
Автоматический
Не подразумевает человеческое вмешательство в процесс выполнения сварных работ. Сварочный аппарат настраивается на актуальный режим функционирования с учетом конкретного вида выполняемой операции единственный раз перед началом работы.
Поэтому важно понимать основную цель приобретения сварного оборудования при выборе в магазине. Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
 » src=»about:blank» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-src=»https://www.youtube.com/embed/kwu8m2NP9BM?feature=oembed»>
» src=»about:blank» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-src=»https://www.youtube.com/embed/kwu8m2NP9BM?feature=oembed»>
Полуавтоматический
При использовании данного метода сварные швы формируются вручную, а электроды подаются в автоматическом режиме. Такое положение дел позволяет повысить производительность работы без ущерба для качества создаваемых металлоизделий.
можно применить газовый флюс, неплавкие электроды, сварочную проволоку.Ручной
Все действия методом ручной дуговой сварки осуществляются сварщиком без применения автоматизированного оборудования: от контроля подачи электрода до формирования самого соединения.
Зачастую при ручном режиме применяют обыкновенную сварку под флюсом, электродуговую сварку или пайку газосварочным устройством. Данный метод рационально использовать в бытовых целях, а не на крупном производстве, потому что он чрезмерно затратный и характеризуется низкой производительностью.
[box type=”info”]На заметку! Полуавтоматический метод дуговой сварки металлических конструкций наиболее востребован на отечественном рынке. Он активно применяется в строительстве при монтаже железобетонных строений, в машиностроении при конструировании автомобилей, а также в быту.[/box]Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.
Способы сварки металлоконструкций.Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
- Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1.
Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств. - Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения.
Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола. - Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги.
Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла. - Орбитальная аргонодуговая сварка с помощью вольфрамового применяется для работы со сложными деталями из металла.
Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки. - Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2.
При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.

 В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки.
В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки.Современная наука многогранна и непредсказуема.
Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
Заключение
Если соблюдать все требования к сварке металлоконструкций, можно получить высококачественные швы: долговечные, прочные и стойкие к воздействию. Использовать при этом можно как классический вид сварки, так и новые технологии.
Несмотря на то, что они в большей степени касаются профессионального уровня сварки, но при желании развивать свои навыки в этой сфере, ознакомиться с такой информацией будет не лишним и для новичка в подобных вопросах.
Реферат: СВАРКА МЕТАЛЛОВ
1. Введение.
2. Назначение изделия, конструкция.
3. Выбор сварочного оборудования, приспособления и инструменты.
4. Материалы, применяемые при сварке.
5. Требования к подготовке деталей под сварку.
6. Выбор ориентировочных режимов сварки.
7. Процесс сварки (технология и техника).
8. Контроль качества сварочных соединений (готовых изделий и конструкций).
9. Техника безопасности и пожарные мероприятия при выполнении сварочных работ.
10. Использованная литература.
1. ВВЕДЕНИЕ
1) В условиях научно-технического прогресса особенно важно развитие определяющих его областей науки, техники и производства. Практически нет ни одной отрасли машиностроения, приборостроения и строительства, в которой не применялись бы сварка и резка металлов. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины – от сотых долей миллиметра до нескольких метров.
В 1802 г. русский академик В.В. Петров впервые в мире открыл и описал явление электрической дуги, а также указал на возможность использования ее теплоты для расплавления металлов. В 1882 г. русский академик Н.Н. Бенардос изобрел способ дуговой сварки с применением угольного электрода. В 1888 г. русский инженер-металлург Н.Г. Славянов разработал металлургические основы дуговой сварки, создал первый автоматический регулятор длины сварочной дуги и изготовил первый в мире сварочный генератор.
По уровню развития сварочного производства Россия является ведущей страной в мире. В 1969 г. на борту космического корабля «Союз-6» Валерий Кубасов с помощью установки «Вулкан» провел автоматическую электронно-лучевую и дуговую сварку и резку металлов в космосе; в 1984 г. на борту космического корабля «Салют-7» Светланой Савицкой и Владимиром Джанибековым выполнены ручная сварка, резка, пайка и напыление металлов в открытом космосе.
2) Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их нагревании или пластическом деформировании, или совместном действии того и другого (ГОСТ 2601-84). Различают два вида сварки: сварку плавлением и сварку давлением.
Сущность сварки состоит в том, что металл по кромкам свариваемых частей оплавляется под действием теплоты источника нагрева. Сущность сварки давлением состоит в пластическом деформировании металла по кромкам свариваемых частей путем их сжатия под нагрузкой при температуре ниже температуры плавления.
К сварке плавлением относится также газовая сварка, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки (ГОСТ 2601-84). Способ газовой сварки был разработан в конце прошлого столетия, когда началось промышленное производство кислорода, водорода и ацетилена.
Газовая сварка применяется во многих отраслях промышленности при изготовлении и ремонте изделий из тонколистовой стали, сварке изделий из алюминия и его сплавов, меди, латуни и других цветных металлов и их сплавов. Разновидностью газопламенной обработки является газотермическая резка, которая широко применяется при выполнении заготовительных операций при раскрое металла. Контактная сварка занимает ведущее место среди механизированных способов сварки. Особенность контактной сварки – высокая скорость нагрева и получение сварного шва, это создает условия применения высокопроизводительных поточных и автоматических линий сборки узлов автомобилей, отопительных радиаторов, элементов приборов и радиосистем. Сварку плавлением в зависимости от различных способов, характера источников нагрева и расплавления свариваемых кромок деталей можно условно разделить на следующие основные виды:
— электрическая дуговая, где источником тепла является электрическая дуга;
— электрическая сварка, где источником теплоты является расплавленный шлак, через который протекает электрический ток;
— электронно-лучевая, при которой нагрев и расплавление металла производится потоком электронов;
— лазерная, при которой нагрев и расплавление металла происходит сфокусированным мощным лучом микрочастиц – фотонов;
— газовая, при которой нагрев и расплавление металла происходит за счет тепла пламени газовой горелки.
2. НАЗНАЧЕНИЕ ИЗДЕЛИЯ, КОНСТРУКЦИЯ.
Оболочка корпуса, состоящая из днищевого, двух бортовых и палубного перекрытий, подкрепляется изнутри поперечными и продольными переборками и промежуточными палубами и платформами, необходимость которых, а также их количество и расположение определяются размерами и назначением судна.
Вместе с оконечностями и штевнями они образуют основной корпус и относятся поэтому к числу основных конструктивных элементов корпуса.
Наружная обшивка образует непроницаемую оболочку, которая предотвращает попадание воды внутрь судна сверху (настил верхней палубы), обеспечивает плавучесть судна (наружная обшивка) и непотопляемость при повреждении наружной обшивки днища (настил второго дна). Кроме того, настил второго дна образует междудонное пространство.
Наружная обшивка представляет ряд поясьев, состоящих из отдельных листов, расположенных длинной кромкой вдоль корпуса судна. Ширина поясьев – 1,5-2,5 м., а на крупных судах – 3,0-3,2 м. Длина листов – до 16 м.
Разбивка наружной обшивки на поясья производится на чертеже растяжки наружной обшивки, который представляет собой наружной обшивки одного борта на плоскость. Так как ширина растяжки наружной обшивки в оконечностях меньше, чем в средней части судна, поясья наружной обшивки в районе оконечностей начинают сужаться.
Во избежание чрезмерного сужения в этом случае вводят потери, т.е. поясья, в которые переходят два смежных суженных пояса, заканчиваемы в одном сечении.
—> ЧИТАТЬ ПОЛНОСТЬЮ
Роль сварки в строительстве
Обустраивание стальной обшивки или сооружение металлического каркаса – везде вам понадобится сварочный аппарат. Разнообразие сварочных электродов дает массу преимуществ и удобств, при различных видах строительства. При слове “электрод” сразу многим вспоминаются уроки химии в школе и приходят на ум слова “катод и анод”. Почти верно. Электрод представляет собой общедоступный сварочный материал,входящий в цепь для подвода тока к свариваемому элементу. Иными словами, электроды служат проводниками.
Очень большое влияние на качество сварки оказывает качество оборудования и, конечно же, свойства электрода сварочного. Очень популярными являются электроды таких марок как АНО-21, УОНИ-13/55, АНО-4, ОЗЛ-8, МР-3, МР-3с, ОЗС-12. Они придают шву прочность, сопротивление разрыву и обладают другими полезными свойствами.
Тонкие электроды (их еще называют стабилизирующие) используются при создании равномерной сварной дуги. Обычно они используются на больших площадях, где процесс идет непрерывный. Таким образом, они — это незаменимый спутник на стройке. Роль, которую играют толстые электроды сварочные — это придание швам различных свойства (отсутствие пористой поверхности и тд.)
Ручная дуговая сварка, которая очень востребована в строительстве, представляет собой ранний вариант электрической дуговой сварки.
Такая сварка очень проста и может выполняться без сложного оборудования. Помимо самого аппарата, также требуются и электроды сварочные. Незаменимой является она там, где работы проходятся в вертикальном положении.
В любых строительных работах, например, реконструкция моста или конструирование дома или коттеджа, одним из важных моментов является соединение металлических элементов и конструкций. Они бывают разъемными (крепление болтами) и неразъемными (сварные).
При сварных соединениях, как правило, применяют ручную дуговую сварку. Для конструкций с большими динамическими нагрузками применяют заклепочное соединение. Болтовые соединения используются в случаях особо нагруженных конструкций.
Как мы видим, без сварочных работ строительство невозможно. Для качественной стройки требуются качественные материалы. Именно такие можно приобрести у компании “СпецЭлектрод”. Своими достоинствами электроды марки “СпецЭлектрод” обошли конкурентные аналоги и предлагают покупателям только лучшее. В этом уже убедились многие заказчики.
Значимость сварочных работ и оборудования в строительстве
На сегодняшний момент совершенно невозможно представить себе современные технологии строительного характера без осуществления сварочных работ, которые реализуются при помощи специального оборудования – сварочное оборудование. Сварка – это технология, позволяющая соединять однородные и разнородные металлы. Данные технологический процесс очень активно используется в машиностроении и строительстве. На данный момент существует несколько типов сварки: термомеханическая, термическая и механическая. Для осуществления сварочных работ требуются специальные сварочные агрегаты. Обычный агрегат, который предназначен для сварки, представляет собой аппарат, имеющий два соединительных кабеля. Электрод вставляется в держатель, который расположен в конце одного из соединительных кабелей. Процесс сварки осуществляется за счет того, что на конце электрода образуется электрическая дуга, которую создает сварочный агрегат при помощи сильного электрического поля. В результате данного процесса сварочные электроды меняются очень часто. На сегодня существует около 500 всевозможных марок электродов, что требует особого внимания при выборе последних.
Как было указано выше, сварочное оборудование имеет один из элементов, который называется электрод. Различные электроды характеризуются совершенно разными возможностями, которые зависят от покрытия электродов. Рутиловые электроды – это самые распространенные электроды. Их отличие заключается в том, что они имеют ровный уровень горения, что уменьшает потери металла при сварке. Такие электроды стоят недешево. Также значительная популярность присуща электродам МР или электродам, имеющим ильменитовое покрытие. Качественные показатели сварочных работ в результате использования данных электродов практически не отличаются от результативных показателей при работе рутиловыми электродами, однако цена на электроды МР определенно ниже.
Электроды УОНИ используют при сварочных работах углеродистой или низколегированной стали. Совершенно понятно, что на сегодняшний момент всевозможные сварочные материалы можно разыскать в хорошем ассортименте в разнообразных специализированных магазинах. При приобретении тех или иных сварочных материалов нужно основываться на знании состава материала, который нужно сварить. Если правильно выбрать сварочный электрод, то в результате качественные показатели сварки будут на самом высоком уровне. Таким образом, для того, чтобы получить максимально качественный результат, нужно обращаться к специалистам, которые получили специальное обучение и отлично ориентируются в металлах и марках электродов. Если вы хотите выполнить сварочные работы любого характера, то приглашайте специалистов, что даст вам возможность обезопасить свой дом и себя от неожиданных неприятных ситуаций. Тем более, нужно отметить, что любой профессионал всегда имеет в наличии все необходимые средства: собственное сварочное оборудование и электроды, которые необходимы при выполнении работ сварочного характера.
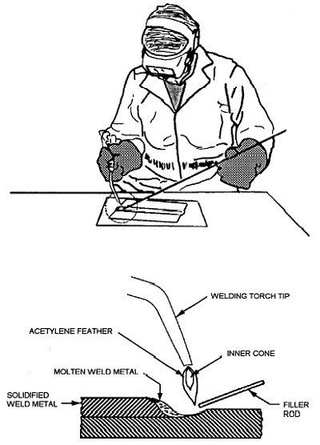
| Содержание : 1) Введение 2) Химическая сварка а) газовая сварка б) термитная сварка 3) Механическая сварка 4) Электрическая сварка а) контактная сварка б)дуговая сварка в) аргоннодуговая сварка вольфрамовым электродом д) ручная дуговая сварка угольным электродом дугой прямого действия е) ручная дуговая сварка угольным электродом дугой косвенного действия 5) Источникм питания для сварки а) сварочные трансформаторы б) выпрямители 6) Применяемые сварочные материалы а) сварочные электроды 7) Электро- и газо- сварочные работы 8) Заключение 9) Список литературы Сваркой называют технологический процесс получения механически неразъемных соединений, характеризующихся непрерывностью структур – непрерывной структурной связью. Это технологический процесс, с помощью которого изготавливаются все основные конструкции гидротехнических сооружений, паровых и атомных электростанций, автодорожные, городские и железнодорожные мосты, вагоны, наводные и подводные корабли, строительные металлоконструкции, всевозможные подъемные краны и многие другие изделия. Если некоторое время тому назад конструкции изготавливались в основном из относительно просто сваривающихся материалов, то в настоящее время, наряду с традиционными, для сварных конструкций применяются материалы с весьма различными физическими характеристиками: коррозионно-стойкие и жаропрочные стали и сплавы, никелевые и медные сплавы с особыми свойствами, лёгкие сплавы на алюминиевой о магниевой основах, титановые сплавы, ниобий, тантал и другие металлы и сплавы. Многообразие свариваемых конструкций и свойств материалов, используемых для изготовления, заставляют применять различные способы сварки, разнообразные сварочные источники теплоты. Для сварочного нагрева и формирования сварного соединения используются: энергия, преобразованная в тепловую посредством дугового разряда, электронного луча, квантовых генераторов ; джоулево тепло, выделяемое протекающим током по твёрдому или жидкому проводнику; химическая энергия горения, механическая энергия, энергия ультразвука и других источников. Все эти способы требуют разработки, производства и правильной эксплуатации разнообразного оборудования, в ряде случаев с применением аппаратуры, точно дозирующей энергию, со сложными схемами, иногда с использованием технической электроники и кибернетики. Разнообразие способов сварки, отраслей промышленности, в которых её используют, свариваемых материалов, видов конструкций и огромные объёмы применения позволяют охарактеризовать технологический процесс сварки, как один из важнейших в металлообработке При газовой сварке кроме металла, подлежащие сварке, подлежащие сварке, нагреваются до расплавления теплом экзотермической реакции, протекающей в пламени газовой горелки между горючим газом (как правило, ацетиленом) и кислородом (рисунок прилагается). Ацетилен (C2h4) получают из карбида кальция при взаимодействии его с водой: CaC2 + 2h4O = C2h4 + Ca (OH) 2 Ацетилен сжигается в смеси с кислородом посредством специальной горелки. Процесс подготовки ацителено-кислородной смеси к горению и самого горения можно разделить на три стадии : 1-ая стадия : подготовка горючего к сгоранию (распад углерода) C2h4 2C + h4 +226 000 кДж/моль 2-ая стадия : образование CO и h4 (окисление углерода) C2h4 + O2 2C + h4 + O2 = 2CO + h4 + 2472 200 кДж/моль. 3-я стадия : окончательное окисление оксида углерода и водорода : 2CO + O2 CO2 +571 000 кДж/моль ; h4 + 0,5O2 h4O + 142 000 кДж/моль. Строение пламени при горении ацетилена в смеси с кислородом характеризуется наличием трёх зон : ядра (1), средней зоны (2) и факела (3). Наивысшая температура (2730-2230 0С) имеет место в районе второй зоны. Поэтому при сварке горелку располагют так, чтобы ядро пламени касалось поверхности сварочной ванны. Газовая горелка применяется как при изготовлении изделий из тонколистовой стали, так и при сварке чугуна (при ремонтных работах) и некоторых цветных металлов и сплавов на их основе. Термитная сварка Осуществляется за счёт тепловой энергии, выделяемой при обменной реакции компонентов термита – смеси оксидов железа (~ 80 %) и измельчённого алюминия (~ 20 %) : Схема процесса термитной сварки 3Fe3O4 + 8AI = 4AL2O3 + 9Fe +Q1 Fe2O3 + 2AI + AI2O3 + 2Fe +Q2 Где Q1 ~= 3344 кДж/кг. Термит загружается в специальный тигель, сообщающийся с формой, облегающей свариваемый стык (рельсов, стальных приводов, гребных валов судов и других изделий ), и поджигается за счёт магниевого или электрического запала. В результате горения подогретый металл затекает в стык (рисунок а) и б). ), а образовавшийся шлак выпускают в специальный сосуд – приставку. Кроме варианта термитной сварки плавлением, в некоторых случаях используют вариант сварки давлением, отличающийся тем, что разогретые и оплавленные шлаком кромки соединяемых деталей сдавливают специальным приспособлением. Механическая сварка (сварка трением). Основана на использовании для нагрева соединяемых деталей превращения механической энергии трения в кинетическую. Способ применяется для соединения стержневых деталей, труб небольшого диаметра и других подобных изделий. Сварка выполняется на специальных машинах, в |
Стандартных сварочных работ в строительстве (обновлено в ноябре 2020 г.)
Карьера в области сварки предполагает соединение материалов (обычно металлов) с использованием квалифицированных методов сварки. И хотя многие люди склонны думать о производственной отрасли, когда думают о карьере в сварке, факт остается фактом: у сварщиков есть много возможностей трудоустройства в других областях, включая строительство. От коммерческого до промышленного и даже при строительстве нового дома трудолюбивые люди со сварочными навыками и опытом могут преуспеть на этих достойных должностях.
Необходимые знания для работы в строительстве
Строительным сварщикам необходимы следующие навыки:
- Понимание сварочных процессов и процедур безопасности
- Умение использовать соответствующее оборудование
- Умение читать чертежи или планы
- Способность решать проблемы
- Любая родственная математика, навыки геометрии
- Иметь лицензии, необходимые для эксплуатации необходимого оборудования
Требования к образованию
Большинство компаний, нанимающих строительного сварщика, потребуют аттестата об окончании средней школы и сдачи теста на наркотики.Их будут искать:
- Завершение программы обучения сварке, которая включает следующие навыки сварки:
- Безопасность
- Сварка конструкций
- Прикладная математика
- GMAW, GTAW, SMAW и сварка сердечником под флюсом
- Умение сваривать материалы
- Чертеж навыков чтения
- Резка и сварка ацетиленом
- Связанный опыт
Есть также возможность обучения сварщику в строительстве.По этим программам ученик получит от 6000 до 8000 часов обучения плюс 160 часов аудиторных занятий. Для получения дополнительной информации просмотрите эту информацию из Национального центра строительного образования и исследований.
Сертификация
Американское общество сварщиков предлагает удостоверение сертифицированного сварщика. Чтобы получить учетные данные, вам необходимо подтвердить свою компетентность в нескольких должностях и процессах.
Заработная плата
| Должность | Средняя зарплата в США.С. |
|---|---|
| Слесарь, слесарь по трубопроводу или парник | 48000 долл. США |
| Монтажник по металлу | 40 000 долл. США |
| Сварщик, резак, паяльник и паяльник | 47 000 долл. США |
| Помощник сварщика, резака, паяльника и паяльника | $ 29 000 |
| Инспектор по сварке | 50 000 долл. США |
Виды строительных работ Сварочные работы
Сварщики конструкций
Проще говоря, современное строительство было бы невозможно без помощи профессиональных сварщиков конструкций.Эти сварщики работают в тесном сотрудничестве с архитекторами и инженерами-строителями, чтобы обеспечить правильное возведение «костей» здания. Для тех, кому нравится работа, требующая не только технических знаний в области сварки, но и пристального внимания к деталям и совместной работы с другими, работа сварщика конструкций может быть весьма приятной. Обычный рабочий день сварщика конструкций может включать в себя работу со специализированными машинами и огнем, чтобы разрезать строительные материалы до нужного размера, поднять их на место и выполнить сварные швы.
Основными рабочими требованиями являются подготовка оборудования и материалов, сварка и последующая сварка, такая как обработка свариваемой детали (например, очистка, полировка, полировка и т. Д.).
Сварочные аппараты для резервуаров
Как в жилом, так и в коммерческом строительстве сварка резервуаров и других металлических изделий часто необходима для получения конечного продукта. В ситуациях, когда требуется сварка резервуаров (например, при подключении городских коммуникаций к новому району или офисной площади), для завершения работы будет привлечен сварщик резервуаров.Основные обязанности сварщика резервуаров заключаются в использовании оборудования для ручной сварки или иногда газовой резки для закрытия швов в изготовленных резервуарах или ремонта существующих отверстий. Это отличное место для критически настроенных мыслителей, прекрасно разбирающихся в производственных процессах сварки.
Сварщики труб и труб
В любом строительстве с работающим водопроводом потребуется бригада сварщиков труб (также известных как сварщики труб), чтобы построить и подключить водопроводные и другие системы по всему зданию.Эти задачи часто требуют более пристального внимания к деталям, в зависимости от длины и конфигурации труб, которые необходимо сваривать. Поскольку содержимое трубы иногда может быть легковоспламеняющимся или чувствительным к перепадам давления, сварщики труб также должны хорошо знать правила техники безопасности, чтобы избежать травм. В большинстве проектов сварщики труб работают в группе для более эффективного выполнения работы, поэтому эта должность хорошо подходит для командных игроков.
Комбинированные сварочные аппараты
Комбинированные сварщики обязательно лучшие из лучших; они обладают навыками и подготовкой, необходимыми для выполнения любого количества сварочных проектов, и могут иметь отдельные сертификаты для каждого из них.Обычно специалисты по комбинированной сварке начинают с другой области знаний и затем проходят дополнительное обучение и образование, пока они не смогут получить сертификат комбинированных сварщиков. Это отличная долгосрочная карьерная цель для тех, кому нужно немного разнообразить свою повседневную работу, и тех, кто хочет быть немного более разборчивым в выборе работы. Однако для достижения этого звания могут потребоваться годы практики и обучения.
Типичные задачи, выполняемые комбинированным сварщиком, включают конструирование, изменение или ремонт металлических деталей, способность раскладывать материалы, закрепление материалов во время сварки, завершение сварочных работ, таких как удаление шлака, регулировка и обслуживание любого сварочного оборудования, помощь другим работа.
Это одни из самых востребованных сварочных работ в строительной отрасли. Тем, кто ищет работу вне производства, будет полезно изучить возможности жилищного, коммерческого и даже промышленного строительства в своем районе.
Ресурсы
Стать сварщиком
Прогнозирование сварочной деформации в конструкции панели с продольными ребрами жесткости с использованием собственных деформаций, полученных с помощью метода обратного анализа
Деформация, вызванная сваркой, не только отрицательно влияет на точность размеров, но и ухудшает характеристики продукта.Если сварочную деформацию можно точно спрогнозировать заранее, эти прогнозы помогут найти эффективные методы повышения точности производства. До сих пор существует два вида метода конечных элементов (МКЭ), которые можно использовать для моделирования сварочной деформации. Один из них — термоупругий пластиковый МКЭ, а другой — упругий МКЭ, основанный на теории собственных деформаций. Только первый из них может использоваться для расчета сварочной деформации для малых или средних сварных конструкций из-за ограничения скорости вычислений.С другой стороны, последний является эффективным методом оценки общей сварочной деформации для больших и сложных сварных конструкций, даже если он не учитывает подробный процесс сварки. Когда упругий МКЭ используется для расчета деформации, вызванной сваркой, для крупногабаритной конструкции, необходимо заранее определить характерные деформации в каждом типичном стыке. В этой статье был предложен новый метод, основанный на инверсном анализе, для определения собственных деформаций сварных соединений. Путем введения собственных деформаций, полученных предлагаемым методом, в упругий МКЭ на основе теории собственных деформаций, мы спрогнозировали сварочную деформацию конструкции панели с двумя продольными ребрами жесткости.Кроме того, были проведены эксперименты для проверки результатов моделирования.
1. Введение
Деформация, вызванная сваркой, не только отрицательно влияет на точность изготовления, но и ухудшает внешний вид продукта. Слишком много факторов влияют на окончательную деформацию во время процесса сварки, поэтому нелегко найти разумный метод уменьшения или контроля сварочной деформации, полагаясь только на эксперименты или опыт. Однако, если сварочную деформацию можно спрогнозировать заранее, результаты моделирования помогут снизить сварочную деформацию, особенно в больших и сложных сварных конструкциях.Поэтому очень важно и актуально разработать эффективный метод точного прогнозирования сварочной деформации.
До настоящего времени исследователи предложили два численных подхода на основе МКЭ для оценки сварочной деформации. Один из них — термоупругий пластиковый МКЭ [1]. В этом методе термический цикл сварки, переходное напряжение, переходная деформация и сварочная деформация могут быть смоделированы, если известны условия сварки и зависящие от температуры теплофизические и механические свойства.Однако, поскольку термомеханическое поведение является сильно нелинейным явлением, требуется очень долгое время вычислений, когда термоупругий пластиковый МКЭ используется для расчета сварочной деформации для большой и сложной конструкции. Таким образом, в настоящее время этот метод пригоден только для малых и средних сварных конструкций [2].
Из-за ограничений термоупругого пластического МКЭ был предложен другой метод, названный методом внутренней деформации [3–5], для эффективного прогнозирования сварочной деформации для больших и сложных сварных конструкций.Если для прогнозирования сварочной деформации большой сварной конструкции используется упругий метод конечных элементов, основанный на теории собственных деформаций, необходимо заранее определить собственные деформации в каждом соединении. В принципе, существует четыре основных типа собственных деформаций, а именно: продольная усадка, поперечная усадка, поперечный изгиб (угловая деформация) и продольный изгиб. В основном они определяются подводимой теплотой, толщиной листа и типом соединения. Для большой сварной конструкции, если эти четыре составляющих собственной деформации каждого соединения известны, полную деформацию, вызванную сваркой, можно спрогнозировать с помощью упругого МКЭ на основе теории собственных деформаций.
В настоящее время есть два метода, которые можно использовать для определения собственных деформаций сварного соединения. Один из них — метод эксперимента, другой — термоупругий пластиковый МКЭ. Поскольку продольная усадка и продольный изгиб во многих случаях очень малы, экспериментальному методу трудно получить их точные значения [6, 7]. С другой стороны, поскольку собственные деформации могут быть выражены остаточными пластическими деформациями, термоупругий пластический МКЭ можно использовать для получения компонентов собственных деформаций сварного соединения [8].В общем, когда термоупругий пластический МКЭ используется для оценки собственных деформаций, точность расчета сильно зависит от теплофизических и механических свойств, которые должны быть измерены экспериментально [9]. Кроме того, во многих ситуациях следует тщательно учитывать металлургические факторы и модели источников тепла [10]. Как упоминалось выше, существует множество факторов, которые могут влиять на окончательную деформацию сварной конструкции, поэтому сложно точно предсказать сварочную деформацию с использованием термоупругого пластического МКЭ, особенно для новых конструкционных материалов, поскольку их свойства материалов очень ограничены.
Чтобы преодолеть указанные выше недостатки как метода эксперимента, так и термоупругого пластического МКЭ, мы предложили новый метод, названный методом обратного анализа, для получения собственных деформаций для типичных соединений. Этот метод представляет собой новый подход, основанный на сочетании эксперимента и упругого МКЭ. При обратном анализе координаты в, и направления в небольшом количестве мест типичного соединения до и после сварки измеряются экспериментально, а собственные деформации могут быть оценены на основе этих трехмерных (3D) координат.
В качестве примера, собственные деформации углового сварного соединения были рассчитаны предложенным методом в настоящем исследовании. Используя расчетные собственные деформации, с помощью упругого FEM была предсказана сварочная деформация панели с двумя продольными ребрами жесткости. Между тем, были проведены эксперименты для проверки результатов моделирования. Путем сравнения результатов моделирования и результатов измерений проверена эффективность разработанного вычислительного подхода, основанного на инверсном анализе.
2. Метод обратного анализа углового соединения
2.1. Гипотезы и процедура обратного анализа углового соединения
В принципе, сварочная деформация в типичном соединении в основном вызывается четырьмя компонентами собственных деформаций, а именно: продольной усадкой (), поперечной усадкой (), продольным изгибом () и поперечным изгибом. изгиб (). Другой вид деформации — это сочетание перечисленных выше компонентов. Согласно теории обратного анализа, если распределение собственной деформации выражается через небольшое количество параметров, каждый компонент собственной деформации может быть определен на основании измеренных значений деформации в ограниченных местах.В этом исследовании обратный анализ для получения собственной деформации в типичном соединении был предложен при следующих гипотезах: (1) Типичное соединение состоит из четырех основных компонентов. Четыре компонента — это продольная усадка, поперечная усадка, продольный изгиб и поперечный изгиб (угловая деформация). Первые два компонента представляют собой деформацию в плоскости, а последние две компоненты — деформацию вне плоскости. (2) Если функция распределения каждого компонента собственной деформации выражается параметрами, общее количество параметров равно.(3) Диапазон распределения (длина и ширина) собственных деформаций в соединении может быть определен в соответствии с результатами, полученными с помощью термоупругого пластического анализа методом конечных элементов. (4) Трехмерные координаты точек измеряются до и после сварки. Соединение не деформируется до сварки, а после сварки деформируется. Измеряя трехмерные координаты до и после сварки в ограниченных местах, можно определить основную деформацию.
Поскольку трехмерные координаты, измеренные в точках, включают движение твердого тела, количество линейно независимых отношений равно.Таким образом, необходимым условием определения собственной деформации является.
Исходя из изложенной выше идеи, было выбрано 17 точек на угловом соединении, как показано на рисунке 1. В угловом соединении выбрано по 14 точек с обеих сторон полки и 3 точки на стенке. Измеряя трехмерные координаты в 17 точках, мы можем определить внутреннюю деформацию в соответствии с где представляет собой составляющие собственной деформации, а, — деформация углового соединения, рассчитанная с помощью упругого МКЭ с использованием собственной деформации, — измеренная деформация.
Поскольку взаимосвязь между собственной деформацией и деформацией углового соединения является нелинейной, внутренняя деформация не может быть определена из измеренного значения за один шаг. Его необходимо определять с помощью итеративного процесса, основанного на следующем разложении Тейлора: или в матричной форме,
Строительство — SteelConstruction.info
Монтаж металлоконструкций состоит из сборки стальных компонентов в каркас на месте.Процессы включают подъем и установку компонентов на место, а затем их соединение. Обычно это достигается с помощью болтовых соединений, но иногда используется сварка на месте. Собранная рама должна быть выровнена до завершения болтовых соединений и передачи конструкции основному подрядчику.
Часто на возможность выполнения этих процессов безопасно, быстро и экономично в значительной степени влияют решения, принятые на ранних этапах проектирования задолго до начала монтажа. Важно, чтобы дизайнеры четко понимали, какое влияние могут оказать их решения; «возможность сборки» — это допустимая цель проектирования.В этом контексте данная статья опирается на более широкие рекомендации, данные в публикации SCI P178 Design for Construction.
Хорошая координация на площадке будет способствовать бесперебойной работе проекта. Подрядчику стальных конструкций необходим соответствующий доступ для транспортировки, разгрузки и монтажа стали, как на площадке, так и на прилегающих или прилегающих подъездных дорогах. Обеспечение хорошо подготовленной ровной поверхности, способной выдерживать необходимые нагрузки на колеса, имеет важное значение. Использование сертификата передачи безопасного участка BCSA поможет выполнить эти требования, тем самым снизив риск несчастных случаев и задержек из-за плохих и небезопасных условий на площадке.
Trinity Square, Gateshead
(Изображение предоставлено William Hare Ltd.)
[вверх] Планирование строительства
Чтобы удовлетворить ожидания клиента в отношении стоимости, программы и качества, планирование строительства должно начинаться в самом начале процесса проектирования. Такое планирование должно учитывать последовательность строительства, конструктивные факторы, влияющие на возможность строительства, и практику на площадке с точки зрения типовой монтажной установки.
[вверх] Последовательность строительства
Отдельная статья, посвященная здоровью и безопасности, включает раздел, в котором определяются проектные решения, влияющие на разработку описания метода монтажа. В более широком контексте проектирования и планирования есть три фактора планирования, которые влияют на возможность построения схемы. Это:
- Практическая последовательность монтажа. Здесь решающее значение имеет расположение систем жесткости или других средств поддержания структурного равновесия.
- Простота сборки.Здесь главными факторами являются простые соединения.
- Логические торговые последовательности. Это повлияет на то, как разработка программы генерального контракта в виде предтендерного плана ОТ и ТБ преобразуется в план ОТ и ТБ для строительства.
Выбор просто собираемых соединений повлияет на возможность использования сварки на месте. Чтобы соединение было приварено на месте, элементы необходимо надежно удерживать в таком положении, чтобы сборка для сварки была точной и жесткой.Почти всегда для этого потребуется как временное болтовое соединение, так и дополнительные временные опоры. Необходимость предоставления этих дополнительных средств часто приводит к тому, что сварка на месте является дорогостоящим вариантом.
[вверх] Расчетные коэффициенты
Четыре конструктивных фактора, которые необходимо учитывать, влияют на возможность сборки:
[вверх] Практика на объекте
Ключевым параметром при планировании монтажа является количество штук. Цифры, приведенные в тематическом исследовании SCI на Senator House в SCI-P178, представляют собой в среднем 39 предметов, поднимаемых и размещаемых на крюк за смену, и максимум 60.При использовании одного крюка и штучного веса в среднем около 500 кг это приводит к скорости возведения около 100 тонн в неделю, что позволяет высвобождать более 1200 квадратных метров настила в неделю. Это относительно большой штучный вес для конструкции средней высоты, но целевая площадь зависит от количества штук, а не от веса.
Количество возводимых элементов зависит от выбора крана и его пригодности для монтажа стальных конструкций, а не для других строительных работ. Краны различаются по скорости движения (ход крюка, поворот и выдвижение гуська), и на их общую производительность также может повлиять разумный выбор местоположения в пределах площади основания.Если необходимы два подъемных крана, правила их использования в тандеме налагают значительные штрафы с точки зрения времени, затрачиваемого на строповку, подъем и установку грузов.
На скорость возведения также влияет то, можно ли использовать специальные методы и приспособления для строповки и снятия грузов.
Башенные краны на крупном проекте, больница Саутмид, Бристоль
(Изображение любезно предоставлено Severfield plc.)Внедорожные краны на типичном одноэтажном промышленном здании
(Изображение любезно предоставлено компанией Severfield (Design & Build) Ltd.)
[вверху] Монтаж металлоконструкций
Монтаж металлоконструкций по существу состоит из четырех основных задач:
- Подтверждение пригодности фундамента и его безопасности для начала возведения.
- Подъем и установка компонентов на место, обычно с помощью кранов, но иногда с помощью домкратов. Для фиксации компонентов на месте будут выполнены болтовые соединения, но они еще не будут полностью затянуты. Связи также могут быть не полностью закреплены.
- Выравнивание конструкции, в основном путем проверки того, что основания колонн выровнены, а колонны расположены вертикально.Возможно, потребуется изменить набивку в соединениях балка с колонной, чтобы можно было отрегулировать отвес колонны.
- Болтовое соединение, что означает выполнение всех болтовых соединений для закрепления и придания жесткости раме.
[вверх] Техника возведения
МПРП на частично смонтированной стальной раме
Краныи MEWP (мобильные подъемные рабочие платформы) в основном используются для возведения металлоконструкций зданий и мостов в Великобритании, хотя для строительства стальных мостов иногда используются другие методы.Обычно краны можно разделить на две большие категории: мобильные и немобильные. В первую категорию входят автомобильные краны, гусеничные краны и вездеходные краны, а во вторую категорию в основном входят башенные краны.
MEWP используются для доступа к стальным конструкциям во время монтажа, т.е. для крепления деталей, поднимаемых краном. Однако сами МПРП могут использоваться как на земле, так и на частично возведенных стальных конструкциях для непосредственного возведения более легких стальных элементов при условии принятия специальных мер для поддержки МПРП (например,грамм. стальные профили, служащие рельсами, опирающимися на частично смонтированную сталь). Также необходимо проверить стальные конструкции, чтобы они могли выдержать вес MEWP.
[вверх] Автокраны
Обычно автомобильные краны не требуют резервного крана для сборки на месте и требуют очень мало времени на переналадку. Эти два атрибута означают, что они подходят для разовых комиссионных за один день. Их главный недостаток заключается в том, что для достижения высокой грузоподъемности легкового автомобиля требуется большая площадь основания, чем для аналогичного гусеничного крана.Размер пятна контакта можно увеличить с помощью выносных опор, но для обеспечения прочного основания и достаточной устойчивости необходимы хорошие условия грунта.
Гусеничные краны более прочны, чем автомобильные краны. Поэтому грунтовые условия менее критичны. Гусеничные краны могут перемещаться по строительной площадке с подвешенными грузами, поскольку они устойчивы без использования выносных опор. Также они обладают относительно высокой грузоподъемностью. Ежедневная аренда гусеничных кранов невозможна, потому что транспортировка на площадку и обратно обходится дорого и требует сборки на месте.Однако они более конкурентоспособны, чем автомобильные краны, в течение длительного времени на месте в относительно фиксированном месте.
Вездеходные краны — это компромисс между преимуществами и недостатками гусеничных кранов и автомобильных кранов. Их нанимать примерно на 20% дороже, чем последние.
Типичные мобильные краны, будь то гусеничные, автомобильные краны или вездеходные краны, имеют номинальную грузоподъемность от 30 до 50 т. Самые большие образцы оцениваются более чем в 1000 тонн.Однако фактическая грузоподъемность является функцией радиуса и может быть намного меньше номинальной грузоподъемности для данной ситуации. «Тяжелые» установки могут использоваться для увеличения грузоподъемности больших кранов для разовых применений.
Кран-манипулятор на виадуке Арнсайд, Камбрия
(Изображение предоставлено Network Rail и Lindapter)Гусеничный кран, устанавливающий мост L01 в Олимпийском парке, Лондон
(Изображение любезно предоставлено Mabey Bridge Ltd.)Вездеходные краны в парке Сент-Джордж, Национальный футбольный центр, Бертон-апон-Трент
(Изображение любезно предоставлено Tubecon)
[вверх] Башенные краны
Башенный кран в Академии Всех Святых, Челтенхэм
(Изображение любезно предоставлено William Haley Engineering Ltd.)
Башенные краны из-за их размера необходимо собирать на месте, и для этой операции часто требуется второй (обычно на грузовике) кран.Поэтому установка и аналогичный демонтаж являются дорогостоящими. Они также имеют относительно низкую скорость подъема, что означает, что они используются только в тех случаях, когда условия площадки исключают альтернативу. Еще одно соображение при выборе крана заключается в том, что башенные краны «уязвимы» для ветровой нагрузки, что иногда может препятствовать использованию крана. Их преимущества — способность подниматься на большую высоту, чем мобильный, и поднимать свою номинальную грузоподъемность в значительной части их диапазона радиуса. Геометрия крана означает, что башенный кран может быть установлен рядом с каркасом здания или внутри него.Башенный кран можно даже привязать к каркасу здания, чтобы обеспечить устойчивость при увеличении высоты. В качестве альтернативы можно использовать подъемные краны. Они поддерживаются самим стальным каркасом.
[вверху] Типичная скорость возведения
Типичные темпы возведения и, следовательно, программа строительства сильно зависят от количества необходимых крановых подъемников. Чтобы уменьшить это количество, следует максимально использовать предварительно собранные блоки. В качестве альтернативы, если доступность крана является проблемой, использование стального настила, который можно укладывать вручную, предпочтительнее сборных железобетонных блоков, требующих подъемного крана для индивидуального размещения.«Подсчет штук» — это удобный способ для проектировщика оценить количество необходимых подъемников и, следовательно, продолжительность возведения. Пример приведен в SCI-P178.
[вверх] Футеровка, выравнивание и сантехника
Облицовка, выравнивание и установка водопровода — это взаимодействие между инженером на объекте, использующим геодезический инструмент, и монтажной бригадой, выполняющей окончательную затяжку болтов и прокладку. Посредством постепенного использования клиньев, домкратов, подъемников и запатентованных тяговых устройств, таких как Tirfors, монтажная группа убеждает раму переместиться в положение, приемлемое для проверяющего инженера, а затем прочно закрепляет ее болтами.Некоторое несоответствие преодолевается в этом процессе, а какое-то создается. Если последнее неблагоприятно, вносятся местные исправления. Команда редко возвращается к раме после того, как она проверена, отремонтирована и прикручена.
В прошлом иногда возникала некоторая путаница в отношении обязанностей подрядчика по изготовлению металлоконструкций, особенно когда нагрузки, действующие на раму после монтажа (например, от пола, облицовки и т. Д.), Приводят к движениям, которые влияют на точность размеров стальных конструкций.Однако в стандарте BS EN 1090-2 [1] уточняется, что, если не указано иное, подрядчик по изготовлению металлоконструкций несет ответственность только за точность позиционирования стальной рамы под собственным весом.
Лицо, ответственное за общую устойчивость конструкции, должно определить, значительны ли перемещения из-за таких строительных нагрузок, и есть ли необходимость во временных связях до тех пор, пока конструкция не придет в свое окончательное состояние. Публикация BCSA «Распределение обязанностей по проектированию в строительных металлоконструкциях» предоставляет набор простых в использовании контрольных списков для согласования ответственности за деятельность, связанную с проектированием, изготовлением и монтажом стальных конструкций.
[вверху] Допуски
Допуски на геометрию рамы и элемента указаны для того, чтобы гарантировать, что геометрия рамы «как построено» соответствует предположениям проектировщика.
В BS EN 1090-2 [1] указаны два типа допусков; Основные и функциональные допуски. Оба обязательны. Существенные допуски связаны с прочностью и стабильностью конструкции, а функциональные допуски связаны с подгонкой. Также существует два класса функциональных допусков.Класс 1 считается подходящим для нормальных конструкций. Класс 2 более жесткий, и его следует указывать только в случае необходимости, например на критическом интерфейсе. Национальная спецификация металлоконструкций (NSSS) определяет функциональные допуски класса 1.
Цель Основных допусков, указанных в BS EN 1090-2 [1] , состоит в том, чтобы гарантировать, что дефекты «как построено» не превышают тех, которые предполагаются при расчетах конструкции. Соответствие гарантирует, что отклонения рамы не вызовут вторичных сил, превышающих допустимые в конструкции.Это также гарантирует, что несоответствие между элементами рамы не будет чрезмерным. Ограниченное отсутствие посадки можно компенсировать с помощью соответствующей набивки, не оказывая отрицательного воздействия на характеристики соединений. Соответствие стандарту BS EN 1090-2 [1] не гарантирует, что компоненты каркаса будут соответствовать друг другу в пределах оболочки, которая подходит для других компонентов здания. Вторичные системы необходимы для размещения систем облицовки, которые могут требовать более жестких допусков, чем стальные конструкции для основного каркаса конструкции.
NSSS определяет допуски, необходимые для удовлетворения более широких условий, чем BS EN 1090-2 [1] . Учитываются качество и возможность сборки конструкции, а также требования к совместимости компонентов в пределах указанного диапазона. Требования для специалистов, занимающихся такими профессиями, как остекление, не включены. Допуски NSSS отражают технологические возможности передовой современной практики, так что указанные допуски достижимы. Приветствуется использование NSSS.
Пример допуска на монтаж из NSSS
[вверх] Интерфейсы
[вверх] Структурные интерфейсы
Основным структурным интерфейсом, влияющим на монтаж стали, является то, как рама должна быть соединена с ее опорами.В Великобритании обычно используются прижимные болты, залитые на месте с некоторой возможностью боковой регулировки. Преимущество монтируемых на месте болтов состоит в том, что они могут немедленно способствовать устойчивости стальной конструкции — при условии соответствующей упаковки и заклинивания. Проблема с заливкой болтов без регулировки — это в основном проблема подрядчика по строительству фундамента, а не монтажника стали.
Соединение с основанием колонны
Использование креплений после просверливания требует, чтобы равновесие конструкции было временно зафиксировано, например, с помощью оттяжек.Это редко бывает экономичным для основных элементов рамы, но часто используется для второстепенных элементов, таких как ветровые стойки для остекления. Их можно поднять после того, как основная рама будет надежно выровнена и удерживается на месте с помощью основной рамы, пока их базовые крепления просверлены.
Те же соображения применимы, когда стальная рама должна быть прикреплена к бетонному основанию или каменной стене. В идеале, регулируемую стальную крепежную пластину следует залить в стену, затем обследовать и отрегулировать так, чтобы последующий процесс включал просто монтаж стали по стали.
В композитной конструкции может потребоваться оценка способности металлического настила стабилизировать стальные элементы, к которым он крепится, во временном состоянии перед укладкой и отверждением бетона. Стадия «мокрый бетон» часто возникает, когда настил «усердно работает», чтобы выдержать довольно высокую статическую нагрузку.
Подобно сборным железобетонным доскам пола / крыши, часто наиболее критические условия возникают при размещении блоков. Следует обратить внимание на то, чтобы условия асимметричной нагрузки, которые могут возникнуть, тщательно контролировались.
Заливка бетона на композитный настил
Установка сборных досок пола
(Изображение любезно предоставлено компанией Severfield (Design & Build) Ltd.)
Наконец, первичные элементы рамы, такие как портальные стропила, могут зависеть от вторичных элементов, таких как прогоны, стяжки и коленные распорки, для их устойчивости — даже только при собственном весе. Иногда эти вторичные элементы могут быть деревом.Во всех таких случаях необходимо, чтобы монтажники имели четкое представление о том, сколько второстепенных элементов необходимо установить (и насколько надежно они должны быть соединены) до того, как кран, поднимающий основной элемент рамы, будет освобожден.
[вверх] Неструктурные интерфейсы
Пример соединения остекленного фасада со стальными конструкциями
(Изображение предоставлено Lindapter)
Неструктурные интерфейсы, которые часто встречаются в зданиях со стальным каркасом, включают:
- Точки подключения и проникновения для услуг M&E.
- Лифтовые установки.
- Панели внутренней отделки с панелями противопожарной защиты.
- Периметр и внутренняя кладка стен.
- Металлические панели для облицовки кровли и стен.
- Навесные стены.
- Остекление фасадов и мансардных окон.
Наиболее частый источник трудностей во время монтажа связан с подгонкой между смонтированными стальными конструкциями и компонентами, требующими жестких допусков. Распространенные случаи — лифтовые установки, облицовочные панели «хай-тек» и фасадное остекление.
Как упоминалось ранее, допуски NSSS определяются тем, что является экономичным в рамках производственных возможностей отрасли и что необходимо по соображениям структурной стабильности. Чтобы определить, какие конкретные регулировки или зазоры могут потребоваться на стыке опоры между стальной рамой и плотно прилегающим компонентом, необходима оценка изменчивости положения опоры, предлагаемой установленной стальной рамой. Потребуется отдельная оценка изменчивости, основанная на деталях поддерживаемого компонента и связанных с ним допусков на размеры.Обычно можно сделать вывод, что поддерживающие планки должны иметь возможность регулировки в точке стыка крепления.
В некоторых случаях может возникнуть необходимость в ограничении диапазона регулировки по архитектурным или инженерным причинам. Могут быть эстетические ограничения или, в крайних случаях, дополнительный эксцентриситет нагрузки может иметь решающее значение. Возможно, прокладки между компонентами выдерживают лишь ограниченную регулировку. В таких случаях, работая с расчетом «в обратном порядке», можно сделать вывод, какие ограничения могут быть наложены на допустимые отклонения для смонтированных стальных конструкций сверх тех, которые указаны в NSSS, но эти более жесткие допуски будут связаны с расходами.
Для тяжелых облицовочных панелей и кирпичных стен вклад прогиба под нагрузкой часто является значительной проблемой. Предварительный изгиб может использоваться для компенсации прогнозируемого прогиба под действием статической нагрузки, но оценки прогиба, как правило, неточны. Тогда может возникнуть опасность спланировать необходимые ограничения, как описано выше, но игнорировать любую неопределенность в оценке отклонения. Если предположить, что расчет прогиба является полностью точным, это может привести к обнаружению этого вклада в общую изменчивость только после монтажа на месте, с последующим нарушением, пока решение было разобрано.
Монтаж тяжелых облицовочных панелей
(Изображение любезно предоставлено Duggan Steel)
[вверху] Крепление на месте
Установка болтов на месте
(Изображение любезно предоставлено Lindapter)
Соединения на объекте обычно следует закреплять болтами, так как это быстрее, менее подвержено воздействию плохих погодных условий и требует меньше усилий при доступе и осмотре, чем сварка на месте.
Конструктивное болтовое соединение (для зданий) в Великобритании основано преимущественно на болтах класса прочности 4.6 и 8.8 без предварительного натяга согласно BS EN 15048 [2] , обычно используемых в отверстиях с зазором 2 мм. Рекомендуемый вариант болтов M20 8.8 с полной резьбой доступен в наличии. Болты класса прочности 4.6 обычно используются только для крепления более легких компонентов, таких как прогоны или перила, когда можно использовать болты 12 мм или 16 мм. Как правило, в Великобритании используются только системные болты HR, как рекомендовано в NSSS.
Могут быть ситуации, например, при стыке колонн, подвергающемся большим реверсивным нагрузкам в отсеке с подкосами, когда проектировщик считает, что проскальзывание соединения недопустимо.В этих случаях следует использовать болты с предварительным натягом класса прочности 8.8 согласно BS EN 14399 [3] . Болты с предварительным натягом также преимущественно используются при строительстве мостов.
Болтырассматриваются в публикации SCI Design for Manufacture Guidelines (P150), из которой взяты следующие моменты:
- Болты с предварительным натягом следует использовать ТОЛЬКО там, где относительное перемещение соединяемых частей (скольжение) недопустимо, или где существует возможность динамического нагружения.
- Следует избегать использования болтов разных марок и одного диаметра в одном проекте.
- Шайбы не требуются для обеспечения прочности с болтами без предварительного натяга в отверстиях с нормальным зазором.
- По возможности, болты, гайки и шайбы должны поставляться с антикоррозийным покрытием, которое не требует дополнительной защиты на месте.
- Длину болтов следует рационализировать.
Обычно указываются болты с полной резьбой, что означает, что один размер болта может универсально использоваться для большого количества соединений. Рекомендуется использовать болты M20, 8,8 с полной резьбой и длиной 60 мм, так как около 90% простых соединений могут быть выполнены с использованием таких болтов.
Хотя есть потенциальные незначительные дополнительные производственные затраты из-за увеличения средней длины болта и необходимости нарезания большего количества резьбы, при использовании стандартных болтов с полной резьбой возможна значительная общая экономия:
- Цена снижена из-за оптовых закупок
- «Точно в срок» (JIT) покупка
- Нет необходимости составлять обширные списки болтов (с указанием типов и мест расположения болтов)
- Меньший запас
- Меньше манипуляций из-за сокращения сортировки
- Более быстрое возведение
- Уменьшение ошибок (следовательно, повышение безопасности)
- Снижение потерь.
[вверх] Сварка на месте
Защита от атмосферных воздействий, необходимая для сварки на месте
(Изображение предоставлено Mabey Bridge Ltd.)
Сварка на месте обычно не является предпочтительной, если возможно подходящее болтовое соединение. Когда применяется сварка на объекте, необходимо предусмотреть защиту от неблагоприятных погодных условий, а также необходим хороший доступ как для сварки, так и для проверки. Обеспечение такой защиты и доступа может иметь последствия для программы, а также связанные с этим прямые затраты.
Приложение B NSSS рекомендует, чтобы сварка на месте проводилась под контролем достаточно компетентного координатора сварки на месте, назначенного ответственным координатором сварки (RWC). Объем стандартных дополнительных неразрушающих испытаний (NDT) для сварки на месте, как правило, такой же, как и для заводской сварки. Тем не менее, рекомендуется, чтобы объем испытаний был 100% для сварных швов на площадке нового проекта, пока RWC не убедится в том, что можно поддерживать приемлемые уровни качества.
[наверх] Временные работы
Временные работы обычно связаны с возведением мостов, но следующие моменты могут также относиться к стальным зданиям. Есть три категории временных работ, каждая из которых должна быть обоснована и предоставлена или закуплена своевременно и экономично:
- Элементы, которые являются неотъемлемой частью стальных компонентов моста, такие как подъемные проушины, временные связи и местные элементы жесткости. Их лучше всего предоставлять в ходе обычного процесса изготовления, поэтому информация требуется во время вводных периодов перед началом подготовки в работах
- Элементы, влияющие на подструктуры или требующие временного фундамента.Для этого требуется связь с подрядчиком строительных работ и своевременная информация для выполнения его строительной программы .
- Предметы, подлежащие закупке или специальному изготовлению, например: эстакады или спусковое устройство. Достаточное время требуется для выпуска проектной информации для экономических закупок
Элементы временных работ, которые являются неотъемлемой частью постоянных стальных конструкций, могут включать:
- Стяжки и соединения, необходимые для обеспечения устойчивости при возведении или бетонировании настила
- Подъемные приспособления для отдельных элементов или узлов (например,грамм. приварные или болтовые проушины, просверленные отверстия под рым-болты или планки)
- Просверливание отверстий для фиксации конструкции перед установкой подшипников
- Стальные направляющие и планки для выравнивания, выравнивания и фиксации соединений под сварку
- Просверленные отверстия или сварные приспособления для обеспечения доступа персонала, защиты кромок и защиты от падения
- Болтовые или сварные кронштейны для последующих работ, включая опалубку
Многие из этих второстепенных элементов могут быть подробно описаны после консультации с проектировщиком постоянных работ, чтобы их не нужно было снимать после использования, что позволит избежать риска повреждения и необходимость проведения ремонтных работ и дополнительного осмотра.Например, если подъемные проушины не могут быть детализированы для очистки арматуры настила, их можно удалить с помощью утвержденных процедур резки, например, на 25 мм выше фланца.
[вверх] Сдача монтажа
Конечная цель процесса монтажа — передать раму для следующих торгов в приемлемом состоянии. Ключевым критерием здесь является точность позиционирования установленной рамы, и это зависит от понимания того, как контролируется установленное положение стальной рамы.
Конструкция со стальным каркасом — это очень большая сборка из большого количества относительно тонких и гибких компонентов.Общая точность приблизительно 1 часть на 1000 требуется для отвеса и линии законченной конструкции с использованием компонентов, которые могут быть изготовлены индивидуально с большей вариабельностью, чем 1 часть на 1000. Кроме того, деформации, такие как изгиб конструкции под действием собственного веса стали влияют на его фактическое положение. Необходимо четкое понимание как задействованных концепций, так и методов, используемых для контроля установленного положения стального каркаса.
В рамках плана проверки и испытаний испытания, проводимые при передаче возведенной стальной конструкции, можно рассматривать как окончательные приемочные испытания.Чтобы быть значимыми, все тесты требуют указания следующего:
- Методика испытаний
- Место проведения и периодичность испытаний
- Критерии приемки
- Действия, которые необходимо предпринять, если соответствие не достигнуто.
Это сложная область по нескольким причинам.
Во-первых, измерение размеров является обычным методом тестирования, но его точность ограничена точностью геодезического оборудования. Размеры измеряются в лучшем случае с точностью до 2 мм, а часто и до 5 мм с помощью оптических инструментов.Эта ограниченная точность означает, что может быть невозможно достичь или продемонстрировать соответствие кадра.
Во-вторых, место и частота проверок вполне могут составлять менее четверти всех точек подключения основного корпуса.
В-третьих, обычная процедура выравнивания колонн с помощью отвеса (см. Выше) не является окончательным приемочным испытанием как таковым.
Демонстрация соответствия с использованием полного трехмерного обзора всей конструкции в качестве окончательного приемочного испытания нецелесообразна из-за сложности, времени и затрат.В этом нет необходимости, если целью является обеспечение устойчивости рамы. Когда допуски удовлетворяются по репрезентативной части кадра, отклонения в остальной части кадра могут считаться приемлемыми на основании только визуального осмотра.
Допуски, указанные в NSSS для стальных конструкций, предполагают, что положение рамы проверяется только под собственным весом стальных элементов. Следует также должным образом учитывать тот факт, что положение рамы будет варьироваться в зависимости от ветровой нагрузки, поэтому проверки следует проводить в безветренную погоду.Также необходимо учитывать влияние разницы температур; NSSS определяет стандартную температуру 20 ° C.
BCSA разработало образцы «Сертификатов передачи», чтобы официально подтвердить, что стальные конструкции были проверены на предмет уровня, выравнивания и т. Д. И готовы к установке металлического настила, а затем к следующему этапу строительных работ.
[вверх] Монтаж металлического настила
Установка металлического настила
Композитные полы, состоящие из профилированного стального настила и внутреннего бетона, широко используются в многоэтажных зданиях со стальным каркасом в Великобритании.Они зарекомендовали себя как экономичное решение, которое можно быстро и безопасно установить.
Основным преимуществом использования стального настила на этапе возведения является то, что настил можно использовать в качестве несъемной опалубки без подпорок, если расстояние между опорными балками не превышает 3–3,5 м. Для больших пролетов необходимы подпорки или настил с «глубоким» профилем. Проектировщик должен принять план обрамления, отражающий тот факт, что настил перекрывается только в одну сторону (с использованием регулярной сетки с ортогональными балками, где это возможно).
Листы раскладываются по мере возведения здания. Таким образом, настил обеспечивает рабочую площадку на каждом уровне пола, что устраняет необходимость во временных площадках. Он также служит аварийной палубой для защиты рабочих, работающих на нижних уровнях, от мелких предметов, и снижает эффективную высоту, на которой должны работать монтажники.
Для ускорения монтажа настил обычно крепится к балкам с помощью штифтов с дробовиком. Это надежное крепление помогает поддерживать устойчивость стального каркаса во время монтажа и удерживать в поперечном направлении верхние полки балок во время разливки плиты.На концах каждого листа штифты следует размещать с шагом 300 мм, но над промежуточными балками расстояние можно увеличить до 600 мм. Если требуется, чтобы настил работал вместе с балкой, требуется дополнительное крепление. Обычно это достигается сваркой соединителей, работающих на срез.
Руководство доступно для установки как неглубокого, так и глубокого настила в Своде правил BCSA по металлическому настилу и сварке шпилек, и BCSA опубликовало серию руководств по безопасности и гигиене металлических настилов, чтобы помочь тем, кто занимается укладкой металлических настилов. , чтобы снизить риски, связанные с ручной обработкой.
Дополнительные указания BCSA по установке металлических настилов доступны в Руководстве по эффективной практике металлических настилов:
[вверху] Защита кромок
Защита края периметра должна быть размещена по всему периметру, внутренним пустотам и краям фаз, чтобы предотвратить падение с высоты. Он должен быть установлен до того, как начнется установка террасной доски на каждом этаже или на каждом этапе.
[вверх] Способы защиты от падения
В дополнение к защите кромок на рабочем уровне, рабочие места для операторов настилов требуют наличия систем защиты от падения.Это три основные системы защиты от падения, которые используются при установке настилов:
- Защитная сетка — коллективная и пассивная защита от падения
- Надувные коврики / подушки безопасности — коллективная и пассивная защита от падения
- Бегущие стропы и привязные ремни — персональные и активные средства защиты от падения
Выбор системы будет зависеть от ряда факторов, специфичных для отдельных проектов. Они будут включать тип конструкции (сталь / каменная кладка), высоту этажа, планировку и методы доступа.Однако системы защиты от падения, которые обеспечивают коллективную и пассивную защиту (например, сетки и надувные маты / подушки), в принципе предпочтительны, поскольку они защищают всех, кто работает в пределах их границ, и не полагаются на индивидуальный персонал, действующий для обеспечения собственной защиты. Какой бы метод ни использовался, требуется тщательное планирование и реализация.
Дополнительную информацию о системах защиты кромок и защиты от падения можно найти в публикации BCSA «Свод правил для приварки металлических настилов и шпилек».
[вверх] Управление качеством
Промышленность стальных конструкций и цепочка поставок могут привлекать членов BCSA и присущие им качества компетентности и профессионализма, которые демонстрируются, среди прочего, требованиями к оценке членства в BCSA Steelwork Contractor, Регистром квалифицированных подрядчиков стальных конструкций для мостовых сооружений ( RQSC), Схема сертификации стальных конструкций (SCCS), маркировка CE и Хартия устойчивого развития стальных конструкций (SCSC).Такие схемы управления качеством распространяются как на изготовление, так и на монтаж.
[вверх] Здоровье и безопасность
Пример безопасной системы работы с сеткой и защитой кромок
В соответствии с требованиями Правил МЧР [4] главный подрядчик несет общую ответственность за здоровье и безопасность во время строительства, и эта ответственность осуществляется посредством Плана охраны труда и техники безопасности при строительстве (теперь известного как План этапа строительства) по мере его разработки. план строительства нового здания или моста.
Основными целями безопасности при возведении металлоконструкций являются:
- Безопасный доступ и рабочие места
- Безопасный подъем и установка стальных деталей
- Устойчивость и структурная адекватность частично монтируемой конструкции
Наиболее серьезные опасности при возведении стальных конструкций связаны с падением с высоты, будь то из рабочих положений или при получении доступа к ним. Другие серьезные опасности связаны с нестабильностью конструкции или отказом во время монтажа, а также при погрузочно-разгрузочных работах, транспортировке и подъеме тяжелых компонентов.Система управления охраной труда и техникой безопасности подрядчика по изготовлению металлоконструкций направлена на устранение конкретных опасностей и рисков в стальных конструкциях, а также на обычный круг вопросов при работе на строительных площадках. Его планирование в отношении здоровья и безопасности является системным для всей подготовки к монтажу путем оценки рисков, разработки безопасных систем работы и разработки заявления о методе монтажа.
Сотрудничество между подрядчиком по изготовлению стальных конструкций и основным подрядчиком имеет важное значение на этапах планирования и реализации; это также требуется по закону.План обеспечения безопасности стальных конструкций, подготовленный подрядчиком для проекта, будет дополнять План охраны труда и техники безопасности при строительстве.
Одним из полезных инструментов, помогающих в сотрудничестве между стальными конструкциями и основными подрядчиками, а также способствующего безопасному монтажу стальных конструкций, является Сертификат безопасной передачи строительной площадки BCSA (SSHC). Это было специально разработано для обеспечения последовательного подхода к безопасным условиям на стройплощадке и помощи клиентам, основным подрядчикам и подрядчикам по производству стальных конструкций в выполнении их соответствующих обязанностей в соответствии с правилами охраны труда и техники безопасности.
Дополнительная информация о здоровье и безопасности во время строительства стальных зданий и мостов доступна в следующих публикациях BCSA:
[наверх] Список литературы
[вверх] Ресурсы
- Проект строительства (P178), 1997, SCI
- Руководство по проектированию для производства (P150), 1995, SCI
- Распределение обязанностей по проектированию строительных стальных конструкций, 2007 г. (Публикация № 45/07), BCSA
- Сертификат и контрольный список передачи безопасной площадки, 2008 г., BCSA
- Руководство по монтажу стальных конструкций в ветреных условиях, 2005 г. (Публикация №39/05), BCSA
- Правила возведения многоэтажных зданий, 2006 г. (Публикация № 42/06), BCSA
- Руководство по возведению стальных мостов, 2005 г. (Публикация № 38/05), BCSA
- Свод правил по установке металлических настилов и приварке шпилек, 2014 г., BCSA
- Руководство по управлению подъемными работами на стройплощадке, 2009 г. (Публикация № 47/09), BCSA
- Свод правил возведения малоэтажных зданий, 2004 г. (Публикация № 36/04), BCSA
- Здоровье и безопасность на стройплощадках из стальных конструкций: Руководство для сотрудников, 2009 г. (Публикация №48/09), BCSA
- Национальные технические условия на стальные конструкции (6-е издание), публикация № 57/17, BCSA 2017
- Руководящие указания по черной металлургии, 2010 г., BCSA
- Образцы акта приема-передачи металлоконструкций, 2017 г., BCSA:
- Руководство по надлежащей практике использования металлических настилов, 2016, BCSA:
- Стальные здания, 2003 г. (Публикация № 35/03), BCSA
- Глава 10: Болтовые соединения
- Глава 14: Монтаж
- Глава 15: Технические характеристики и качество
- Стальные мосты: практический подход к проектированию для эффективного изготовления и строительства, 2010 г. (Публикация №51/10), BCSA
- Hendy, C.R .; Айлс, округ Колумбия (2015) Steel Bridge Group: Рекомендации по передовой практике в строительстве стальных мостов (6-й выпуск). (P185). SCI
[наверх] Дополнительная литература
- Руководство проектировщика металлоконструкций (7-е издание), 2011 г., глава 34 — Монтаж, Институт стальных конструкций.
[вверху] См. Также
Изготовление — SteelConstruction.info
Изготовление — это процесс, используемый для производства компонентов стальных конструкций, которые при сборке и соединении образуют законченный каркас.В раме обычно используются стандартные профили, которые можно приобрести у сталелитейного завода или владельца стального склада, а также такие элементы, как защитные покрытия и болты, у других специализированных поставщиков.
Несмотря на то, что производится широкий диапазон форм и размеров секций, проектировщик может обнаружить, что требуемый размер секции недоступен. В этом случае сборные балки могут быть изготовлены из плиты. Секции и пластинчатые балки также могут быть усилены путем придания жесткости стенке или полкам в зависимости от воспринимаемой нагрузки.
Большинство современных заводов по производству металлоконструкций имеют системы автоматизированного проектирования и детализации (CAD), которые напрямую связаны с производственным оборудованием с числовым программным управлением (ЧПУ), что создает настоящую среду CAD / CAM. Точность генерируемых компьютером деталей, передаваемых непосредственно в оборудование автоматизированного производства (CAM), повышает стандарты качества производства.
Тот факт, что рулетка заменена оборудованием, означает, что рама производится в соответствии с высокими стандартами качества, которые отражаются в скорости и точности монтажа стали на месте.Это приносит значительные выгоды как заказчику, так и генеральному подрядчику.
Оборудование CAD / CAM
(Изображение любезно предоставлено Paddy Wall & Sons)
[вверх] Конструкция для экономичного изготовления
Существует ряд общих «технических» факторов, которые необходимо учитывать при проектировании для экономичного изготовления, которые применимы к большинству строительных проектов. Некоторые из них связаны со сложностью конкретного проекта, в то время как другие зависят от типа проекта, например.грамм. многоэтажки, порталы, фермы.
[вверху] Спецификация
Соответствие Национальной спецификации на металлоконструкции для строительства зданий (NSSS) снизит неопределенность. Дополнительные пункты, относящиеся к конкретному проекту, более строгие допуски и дополнительное тестирование повысят затраты.
[вверху] Размер отсека
Диагональные стальные распорки — Silverstone
(Изображение любезно предоставлено Kingspan Structural Products)
На стоимость металлоконструкций влияет размер каждой отдельной детали (т.е. количество штук на тонну), что во многом зависит от размера отсека. Рассмотрим более крупные размеры отсеков, где дополнительный вес из-за более длинных пролетов может быть полностью компенсирован сниженной ценой за тонну и экономией количества колонн и соответствующего качества изготовления. Кроме того, результирующее свободное от столбцов пространство обычно повышает ценность проекта.
Рамы из конструкционной стали должны иметь требуемую степень бокового сопротивления ветровым нагрузкам. Это может быть обеспечено за счет жесткого сердечника или самой рамы — диагональные стальные распорки обычно являются менее дорогим решением, чем рамы с моментом.
[вверх] Сложность
Современное производственное оборудование с ЧПУ может справиться со сложными индивидуальными проектами, но в целом, чем сложнее изготовление, тем выше стоимость. Производство более экономично:
- Концевые фрезы с одинарным квадратом
- Один диаметр отверстия на любой цельной детали позволяет избежать замены сверла
- Отверстия во фланцах и стенках по возможности совмещены
- Отверстия в стенке с достаточным зазором между фланцами
- Рационализированный ассортимент фитингов для соединений
- Использование небольшого набора стандартных болтов, например.грамм. M20 класса 8,8 для соединений, работающих на срез.
По возможности, оставьте выбор детали соединения подрядчику, так как тип и конструкция соединений напрямую влияет на общую стоимость рамы. Рационализируйте диапазон и тоннажи используемых размеров секций.
Сложный индивидуальный дизайн будет стоить дороже за тонну даже с современным оборудованием с ЧПУ. Если вы хотите снизить затраты — делайте это просто!
[вверх] Материалы
По возможности избегайте смешивания марок стали и рационализируйте диапазон используемых размеров / тоннажа сечений, чтобы минимизировать затраты, время выполнения заказа и обработку на заводе.В целом, сталь марки S355 обеспечивает большую экономию, если жесткость / прогиб не влияет на конструкцию, в этом случае следует рассмотреть вариант S275.
Стальные трубы в Национальном футбольном центре
(Изображение любезно предоставлено Billington Structures Ltd.)
Убедитесь, что для конкретного приложения указаны наиболее подходящие разделы. I-образные секции обычно наиболее экономичны при использовании обычного каркаса, в то время как трубчатые секции являются возможной альтернативой колоннам и фермам с большим пролетом.Хотя трубные секции имеют более высокую первоначальную стоимость, чем секции «I», их меньший общий вес брутто, необходимый для выполнения той же функции, может в значительной степени компенсировать это, часто с «эстетическим бонусом». Асимметричные балки часто используются для уменьшения строительной глубины систем перекрытий. Стальная пластина используется для изготовления соединений, ребер жесткости и опорных пластин и может использоваться для изготовления экономичных I-образных секций для более длинных пролетов.
[вверх] Архитектурное влияние
Убедитесь, что ненужная отделка не указана, а нанесенное антикоррозионное покрытие соответствует условиям окружающей среды.Шлифовка сварных швов для улучшения внешнего вида стали обычно требуется только для незащищенной стали в непосредственной близости от людей, находящихся в здании.
[наверх] Качество проектирования и документации
Полнота и точность информации жизненно важны для подрядчика по производству металлоконструкций, чтобы иметь возможность должным образом оценить выполняемые работы. Если стальные конструкции предварительно спроектированы, убедитесь, что указаны все размеры элементов и что показаны или доступны силы соединения. Руководство по определению требований к производству и обмену точной, своевременной и подробной информацией для проектов, связанных со стальными конструкциями, доступно в публикации BCSA No.45/07.
Дополнительные инструкции по проектированию зданий для экономичного изготовления доступны в:
Руководство по проектированию экономичного изготовления мостов доступно в публикации BCSA Steel Bridges, Глава 7 — Затраты.
[вверх] Материалы и комплектующие
Стальные профили и листы, конструкционные болты, сварочные материалы, легкие настилы и системы защиты от коррозии и огня производятся в соответствии с европейскими стандартами и во многих случаях имеют маркировку CE.В дополнение к этим материалам для производства стали также необходимо производственное оборудование (например, машины для резки, пиления, сверления, сварки и т. Д.) И программное обеспечение (например, для машин с компьютерным управлением).
[вверх] Профили и пластины
Внешний объект акционера
(Изображение любезно предоставлено Rainham Steel Company Ltd.)
Стальные профили и листы обычно производятся в соответствии с BS EN 10025-2 [1] для открытых профилей, BS EN 10210-1 [2] для горячекатаных труб и BS EN 10219-1 [3] для полых профилей холодной штамповки.Все разделы сопровождаются документами по инспекции CE типа 3.1 для конкретного продукта.
Крупные заказы могут быть доставлены напрямую со сталелитейных заводов, но подрядчики по металлоконструкциям обычно получают свои стальные профили и листы у стального склада. Акционеры стали играют жизненно важную роль в цепочке поставок стальных конструкций, обеспечивая рынок тем, что ему нужно, когда это необходимо. Промышленность имеет разветвленную сеть складов, обслуживающих все части страны. Акционеры поставляют строительной отрасли широкий спектр продукции, включая тяжелые профили, плиты, легкие профили, облицовочные материалы, квартиры, уголки.Общий объем запасов составляет около 40 дней. Все акционеры BCSA имеют системы менеджмента качества, такие как BS EN ISO 9001 [4] , дополненные системами индивидуальной идентификации, чтобы обеспечить полную прослеживаемость от производителя стали до подрядчика по изготовлению стальных конструкций. Спецификация и контроль качества, предусмотренные для акционеров «Спецификацией модели для закупки стальных профилей и листов», обеспечивают качество стальных профилей и листов, размещаемых на рынке Великобритании акционерами BCSA.
[вверху] Болты
Хотя большинство конструкционных болтов производятся за пределами Европейского сообщества, все они имеют маркировку CE и производятся в соответствии с европейскими стандартами — BS EN 14399 [5] для болтов с предварительным натягом и BS EN 15048-1 [6] для ненагруженных болтов. предварительно натянутые болты. Строгие требования к контролю качества, предъявляемые к европейским производителям и дистрибьюторам в соответствии с «Спецификацией модели для закупки конструктивных болтовых узлов и прижимных болтов» BCSA, обеспечивают качество конструкционных болтов, поставляемых на рынок Великобритании дистрибьюторами болтов BCSA.
[вверх] Собственные продукты
Запатентованные продукты, такие как некоторые ячеистые балки, крепежные элементы, прогоны, облицовочные и кровельные системы, также доступны и могут предоставить новые и экономически эффективные альтернативные решения. Многие из них производятся либо в соответствии с европейскими стандартами на продукцию, либо с европейскими техническими допусками.
- Производство сотовых лучей
(изображения любезно предоставлены Kloeckner Metals UK Westok)
[вверх] Системы покрытий
Системы окраски, гальваники и другие защитные покрытия разрабатывались на протяжении многих лет в ответ на многочисленные технологические достижения, которые привели к повышению производительности и соответствию требованиям промышленного законодательства по охране окружающей среды.Производители осознают свое положение в цепочке поставок и потребности отрасли в наилучшем обслуживании.
[вверх] Профили холодногнутые
Прогоны и боковые поручни на портальной раме
(Изображение любезно предоставлено Caunton Engineering Ltd.)
Легкие стальные изделия холодной штамповки являются жизненно важными компонентами для большинства проектов стальных конструкций. Будь то прогоны, боковые ограждения, стены, системы каналов или системы настилов пола, эти продукты идеально подходят для большинства коммерческих и промышленных применений, в то время как некоторые из них были специально разработаны для ремонта.
[вверх] Производственные процессы
Полностью автоматизированная пила / сверлильная линия
(Изображение любезно предоставлено Parker Steel)
Повышение качества и производительности в секторе стальных конструкций в значительной степени связано с разработками в области производства оборудования. Производители оборудования для изготовления металлоконструкций вложили значительные средства в исследования и разработки, чтобы обеспечить технологический прогресс, необходимый для современного сектора стальных конструкций.Благодаря этому постоянному совершенствованию, современные станки с ЧПУ стали доступны от международных производителей, которые помогли британскому сектору стального строительства повысить производительность и стать предметом зависти всего мира.
[вверх] Препарат
[вверх] Скотный двор
История изготовления металлоконструкций начинается с того, что основные секции и листы доставляются на склад или сталелитейный склад. Здесь он выгружается и хранится до того, как будет перемещен на производственные линии для обработки.Изготовление — это быстрый процесс, и хотя типичный склад может содержать несколько тысяч тонн материала, этого достаточно только для того, чтобы обеспечить поставку производственных линий в течение нескольких недель.
Скотный двор
[вверх] Дробеструйная очистка
Для многих подрядчиков по изготовлению металлоконструкций секции и плиты подвергаются дробеструйной очистке перед изготовлением, хотя некоторые предпочитают выполнять дробеструйную очистку после того, как секции нарезаны на нужную длину. Эта подготовка поверхности является важной частью производственного процесса, которая важна для обеспечения подходящей чистой отделки для сварки, а также для создания поверхности с шпонками, готовой к нанесению краски.Стрельба ведется по стали. Сила выстрела, направленного на поверхность, вытесняет грязь и окалину, а также оставляет вмятины на стали, создавая «шероховатую» поверхность прибл. Глубина 70 микрон. Когда краска распыляется на эту чистую отшлифованную поверхность, она хорошо держится и продлевает срок службы лакокрасочной системы.
Предварительные грунтовки можно наносить сразу после абразивоструйной очистки, чтобы поддерживать поверхность, очищенную реактивно-струйной очисткой, в состоянии, свободном от ржавчины, в течение всего процесса изготовления до окончательной окраски.
Дробеструйная очистка
[вверх] Резка и сверление
На заводе-изготовителе одной из первых операций является обрезка секций по длине и профилирование пластин до желаемого размера или формы. Это можно сделать несколькими способами с использованием ряда автоматизированных машин:
[вверх] Циркулярные пилы
Циркулярная пила
(Изображение любезно предоставлено Kiernan Structural Steel Ltd.)
используются для резки по длине. Профили доставляются со склада на станину пилы. Предварительное программирование пилы не только гарантирует, что сталь точно измеряется и разрезается до необходимой длины, но и операция выполняется с наиболее эффективной скоростью для операции резки, что снижает износ полотна.
Распиловка
[вверх] Газовая или газовая резка
Газовая резка
(Изображение любезно предоставлено Kiernan Structural Steel Ltd.)
Системы газовой или газовой резки также используются для резки деталей из листовой стали. В этом процессе используется смесь кислорода и горючего газа (пропана) для предварительного нагрева металла до температуры «воспламенения»; которая для стали составляет 700–900 ° C (при этой температуре — ярко-красный цвет), но это все еще значительно ниже точки плавления материала. Затем в предварительно нагретую зону направляется струя чистого кислорода, вызывая интенсивную экзотермическую химическую реакцию между кислородом и металлом с образованием оксида железа или шлака.Кислородная струя сдувает шлак, позволяя струе пробивать и продолжать резать материал.
Газовая резка
[вверх] Плазменная резка
Компоненты также можно эффективно резать с помощью систем плазменной дуги. Медное сопло с мелким отверстием сужает дугу между электродом и заготовкой. Это увеличивает температуру и скорость плазмы, выходящей из сопла. Температура плазмы превышает 20 000 ° C, а скорость может приближаться к скорости звука.При использовании для резки поток плазменного газа увеличивается, так что глубоко проникающая струя плазмы прорезает материал, в то время как расплавленный материал удаляется в вытекающей плазме.
Плазменная резка
[вверх] Сверление и пробивка отверстий
Станок сверлильный
Чтобы секции можно было быстро скрепить болтами на месте, все отверстия предварительно просверливаются или пробиваются на заводе-изготовителе.Для сверления используются спиральные коронки из быстрорежущей стали. Вращающееся сверло прорезает сталь, и металл, удаляемый во время процесса, образует стружку (завитки металла, которые раскручиваются во время обработки). Металлическая стружка поднимается по канавкам (спиральным канавкам), которые проходят по боковой стороне сверла.
Пробивка отверстий может использоваться, если толщина металла меньше диаметра отверстия или в случае некруглого отверстия — его минимальный размер (обратите внимание, что предел толщины 15 мм для пробивки, упомянутый в видео ниже, больше не применяется).В процессе штамповки режущий пуансон под давлением проталкивается через сталь в матрицу внизу, образуя чистое отверстие точного размера. Если возникает проблема усталости, отверстия пробиваются на 2 мм меньше и расширяются до нужного диаметра.
Сверление и пробивка отверстий
[вверху] Гибка
Если требуются стальные конструкции или криволинейные стальные конструкции, сталь будет отправлена специализированному производителю. Здесь с помощью оборудования для гибки вальцов или листогибочного пресса можно создавать кривые и изгибы.Конструктивные соображения, связанные с использованием изогнутых элементов, объясняются в документе «Проектирование изогнутой стали» (P281), который охватывает теорию, а также дает примеры изогнутой стали в зданиях. Дополнительную информацию можно получить у известных компаний по гибке.
Изогнутые стальные конструкции в Hayes Garden Center
(Изображение любезно предоставлено Kloeckner Metals UK Westok)
[вверху] Гибка профиля
Гибка секций
(Изображение любезно предоставлено Barnshaw Section Benders Ltd.)
Сталь можно гнуть роликовым или профильным способом. Этот процесс включает постепенную гибку секции с помощью набора гибочных валков, форма которых соответствует поперечному сечению стержня. При каждом проходе через валки создается больший изгиб, и процесс повторяется до тех пор, пока не будет достигнута желаемая кривизна. Тяговые узлы используются на большинстве секций балки, изогнутых по оси x-x (сильный способ). Это используется для сохранения поперечного сечения стенки во время гибки.
Гибка профиля
[вверху] Лист гибочный
Гибка листов аналогична гибке профилей, но гибочные валки расположены горизонтально и длиннее.Пластина подается ровно, и при каждом проходе через валки создается большая кривизна, и процесс повторяется до тех пор, пока не будет достигнута желаемая кривизна.
Лист гибочный
[вверху] Гибка труб
Гибка труб выполняется аналогично гибке секций. Как правило, труба прочнее, чем балка аналогичного размера, поэтому для ее изгиба требуется большее усилие. Во время гибки внешний профиль трубы поддерживается наборами обработанных валков.
Гибка труб
[вверх] Пресс-ломка
Из профильных или разрезных пластин можно изготавливать самые разные формы. Иногда требуются эти формы длиной 12 метров (или более). Для этого используется процесс «прессования» для прессования стали по всей ее длине.
Пресс разрывной
[вверху] Тройник разделительный
Газовая резка применяется для изготовления тройников из балок.Это предполагает использование горящей горелки на тележке, которая перемещается вверх по балке до завершения резки. Брус можно разрезать по центру; со смещением центра или фланцы могут быть обрезаны. Тройник необходимо выпрямить после раскола, это связано с тем, что после разреза снимается напряжение.
Тройник разделительный
[вверх] Профилирование трубных секций
В дополнение к стандартным процессам изготовления, общим для всех элементов конструкции, для трубных секций может потребоваться профилирование или опрессовка.Формование профиля требуется там, где конец трубчатой секции должен соответствовать контуру криволинейной поверхности на основном элементе круглой полой секции. Этот тип соединения чаще всего встречается на трубчатых фермах.
Профильные трубы
[вверх] Сварка
Основная статья: Сварка
Сварка является основным видом деятельности производственного предприятия; он используется для подготовки стыков для подключения на месте и для крепления других приспособлений и фитингов.Для различных видов деятельности на заводе-изготовителе используются разные методы сварки.
По сути, в процессе сварки используется электрическая дуга для выработки тепла для плавления основного материала в соединении. Отдельный присадочный материал, поставляемый в качестве расходуемого электрода, также плавится и соединяется с основным материалом, образуя расплавленную сварочную ванну. Сварочная ванна подвержена атмосферному загрязнению и, следовательно, нуждается в защите во время критической фазы замерзания жидкости и твердого тела.Защита достигается либо за счет использования инертного защитного газа, путем покрытия бассейна инертным шлаком, либо за счет сочетания обоих действий. По мере того, как сварка продолжается вдоль соединения, сварочная ванна затвердевает, сплавляя основной металл и металл сварного шва. Может потребоваться несколько проходов или прогонов для заполнения стыка или нарастания сварного шва до проектного размера.
Сборка и сварка требуют квалифицированных рабочих и обычно составляют самый большой элемент производственных затрат. Сварка требует от подрядчика стальных работ наличия системы управления качеством сварки согласно BS EN ISO 3834 [7] под контролем ответственного координатора сварки.Маркировка CE сборных стальных конструкций в соответствии с BS EN 1090-1 [8] требует от подрядчика стальных конструкций наличия сертифицированной системы заводского производственного контроля в соответствии с BS EN 1090-1 [8] , которая поддерживается европейским стандартом для выполнения стальных конструкций, BS EN 1090-2 [9] .
[вверху] Ручная дуговая сварка металла (MMA)
MMA или «дуговая сварка в защитном металлическом корпусе» используется для временного соединения или прихватывания компонентов шва во время изготовления перед сваркой полной прочности.Для дуговой сварки в экранированном металле используется электрод типа «Stick», покрытый флюсом. Электрод соприкасается с заготовкой, и между концом электрода и заготовкой возникает электрическая дуга. Покрытие из флюса на сварочном стержне нагревается до газа и жидкости. Это защищает расплавленную лужу от атмосферы, отсюда и название — дуговая сварка защищенным металлом.
Ручная дуговая сварка металлом (MMA)
[вверх] Сварка металла активным газом (MAG)
MAG Welding
(Изображение любезно предоставлено Kiernan Structural Steel Ltd.)
Металлоактивный газ (MAG) используется для непрерывной сварки. При сварке MAG используется непрерывный сплошной проволочный электрод, по которому проходит ток. Он подается от источника питания и подается через «пистолет» роликовым механизмом подачи проволоки. Между сплошным металлическим электродом и стальной заготовкой возникает дуга, которая эффективно плавит их вместе. Расплавленная сварочная ванна защищена от атмосферного окисления газовой защитой (образованной из смеси аргона и диоксида углерода).
Металлоактивная газовая сварка (MAG)
[вверх] Дуговая сварка под флюсом (SAW)
Минимальное количество средств индивидуальной защиты, необходимых для сварки под флюсом
(Изображение любезно предоставлено Mabey Bridge Ltd.)
Для сварки длинных стальных деталей для изготовления конструктивных профилей используется дуговая сварка под флюсом. При дуговой сварке под флюсом силовой ток подается на непрерывный проволочный электрод.Обычно это намного больший диаметр, чем при сварке MAG. Дуга зажигается, когда проволочный электрод касается заготовки. Защиту сварного шва обеспечивает шлак, образующийся при воздействии дуги на порошок, покрывающий всю зону реакции сварного шва. Дуга «погружается» под порошок.
Дуговая сварка под флюсом (SAW)
[вверх] Неразрушающий контроль (NDT)
Неразрушающий контроль проводится для подтверждения того, что сварные швы не имеют недопустимых дефектов, таких как трещины и включения.Основные методы неразрушающего контроля — это магнитопорошковый контроль (MPI) и ультразвуковой контроль. MPI использует магнит и магнитную жидкость на поверхности сварного шва, а ультразвуковой контроль включает отправку звуковых волн через сварной шов и интерпретацию результирующей эхо-диаграммы на осциллографе.
Неразрушающий контроль
[вверху] Покрытие
Нанесение покрытия на заводе-изготовителе
(Изображение любезно предоставлено Hempel UK Ltd.)
Нанесение лакокрасочного покрытия или горячее цинкование на стальные конструкции выполняется (при необходимости) в конце производственного процесса. Системы лакокрасочного покрытия обычно применяются на заводе-изготовителе, чтобы сократить время работы на объекте и значительно сократить расходы. В дополнение к добавлению любой эстетической отделки, указанной архитекторами, покрытия также широко используются для обеспечения защиты от коррозии и огнестойкости в случае вспучивающихся покрытий.
Нанесение покрытия
Как правило, для зданий упор делается на простые системы, которые легко наносить путем распыления после автоматической струйной очистки. Многие производственные предприятия имеют внутреннюю атмосферу, которая позволяет производить струйную очистку стали перед изготовлением и последующее покрытие поверхности. В таких случаях области сварных швов потребуют дополнительной подготовки поверхности перед нанесением покрытия, а не слишком громоздкие компоненты можно подвергнуть повторной струйной очистке, пропустив их через автоматическую струйную очистку на конвейере.Компоненты большего размера необходимо подвергнуть очистке вручную. Чтобы свести к минимуму это двойное обращение, имеет экономический смысл оставить некоторые компоненты без сварки, так как они не потребуют повторной струйной обработки перед нанесением покрытия.
Доступ для окраски затруднен для двухугловых или двухканальных элементов, и эти типы элементов в настоящее время в значительной степени заменены элементами с квадратными полыми профилями (SHS) / прямоугольными полыми профилями (RHS), которые уменьшают окрашиваемую площадь и обеспечивают меньше мест для образуются коррозионные ловушки.
[верх] Точность
Современное производство металлопроката предполагает изготовление крупных и зачастую сложных сварных узлов стального проката. Для изготовления стальных изделий, формирования компонентов и их соединения используются высокотемпературные процессы, поэтому изменение размеров в результате деформации неизбежно.
Различия в размерах значительны во многих отношениях, поскольку они включают стальные конструкции, изготовленные на удалении от объекта, строительные работы на объекте, а иногда даже точные механические компоненты.Они взаимодействуют друг с другом, но их точность варьируется от высокой точности механических компонентов до приближения, присущего укладке бетона.
Для каждого нового проекта подрядчик по изготовлению стальных конструкций будет оценивать проект, чтобы определить, как лучше всего выполнить изготовление, чтобы контролировать размеры и достичь требуемой точности изготовления стальных конструкций, чтобы обеспечить надлежащую подгонку и сборку на месте.
Тщательное понимание причин производственной деформации и опыт контроля и исправления деформации позволяет Подрядчику по изготовлению металлоконструкций работать в рамках стандартных производственных допусков, таких как те, которые определены в NSSS.Для особо сложных конструкций может быть проведен пробный монтаж, чтобы гарантировать, что подгонка и геометрия могут быть достигнуты на месте, что снижает риск задержек с монтажом или повреждения защитной обработки. Однако благодаря значительно более высокой точности, достигаемой за счет автоматизированных производственных процессов, необходимость в пробной установке значительно снизилась.
[вверх] Погрузочно-разгрузочные работы и транспортировка
Обработка металлоконструкций на заводе
(Изображение предоставлено Mabey Bridge Ltd.)
Средства обращения со стальными конструкциями и манипулирования ими на заводе Steelwork Contractors со временем развивались в соответствии с их конкретными операциями. Однако, как правило, это включает использование конвейерных систем с компьютерным управлением и мостовых козловых кранов, работающих либо по рельсам на полу, либо по подкрановым балкам, прикрепленным к стальному каркасу производственного предприятия. Стальные элементы можно поднимать с помощью цепей или строп, или можно приваривать временные подъемные кронштейны для облегчения использования крюков.BCSA опубликовало несколько руководств по охране труда и технике безопасности, чтобы помочь подрядчикам по производству стальных конструкций при обработке и транспортировке металлоконструкций, в том числе:
Существует три режима транспортировки металлоконструкций по дорожной сети Великобритании:
[вверху] Нормальные нагрузки
Транспортные средства с жесткой рамой длиной менее 18,65 м, шириной менее 2,9 м, полной массой менее 44 тонн, без нагрузки на ось более 11,5 тонн и общей высотой менее 4,95 м могут перемещаться в любое время в любом месте, кроме места, где проходит маршрут. включает нижний мост с ограничением веса или надземный мост с ограничением высоты.При транспортировке мостовых балок длиной жесткого транспортного средства обычно является длина балки. Хотя ограничение по высоте составляет 4,95 м, платформа трейлера обычно имеет высоту около 1,7 м, поэтому для груза выше остается только 3,25 м.
[вверх] Нестандартные нагрузки
Транспортировка металлоконструкций автомобильным транспортом
(Изображение предоставлено Mabey Bridge Ltd.)
Некоторые транспортные средства, превышающие указанные выше «нормальные» ограничения, подпадают под действие раздела Закон о дорожном движении 1988 года, озаглавленный «О дорожных транспортных средствах (разрешение на использование специальных типов) (общее)».Последний приказ — SI 2003 № 1998 [10] . Буквы СТГО, которые высвечиваются на тягаче с наиболее ненормальными грузами, являются сокращением этого раздела Закона.
Есть три категории транспортных средств СТГО, каждая с разными ограничениями по весу, но все три имеют максимальную длину транспортного средства 30 м и ширину 5 м. Каждый полицейский орган на запланированном маршруте должен быть уведомлен по крайней мере за 2 дня, а также необходимо уведомить владельцев мостов на маршруте, если вес превышает 44 тонны.
Часто полиция не настаивает на сопровождении длинных и нешироких грузов, поскольку это вызывает гораздо меньше проблем с маневренностью. Даже с большими грузами количество раз, когда полиция настаивает на их сопровождении, уменьшилось с тех пор, как Департамент транспорта ввел «Свод правил: освещение и маркировка нестандартных грузов для автомобилей с самопровождением, включающих Руководство по эксплуатации» [11] . Если полиция настаивает на сопровождении грузов, порядок уведомления / сопровождения должен быть отдельно согласован с каждым полицейским подразделением в пути.Известно, что один отряд захватил его так далеко, а затем задержал его часами, если у следующего отряда возникнет чрезвычайная ситуация, которая вмешается. У некоторых сил также есть ограничения по срокам сопровождения грузов, поэтому доставка с завода на объект может быть непредсказуемой, что может повлиять на сроки критических подъемов.
[вверх] Специальный заказ
Если транспортное средство и груз, которые должны быть перемещены, не подпадают под категорию STGO, их все еще можно передвинуть, но необходимо получить разрешение от Управления автомобильных дорог (или Шотландского исполнительного органа или правительства Ассамблеи Уэльса) в форме разрешения VR1 или специального разрешения. Порядок.Затем все детали груза должны быть доведены до сведения дорожного агентства вместе с точными точками отправки и доставки. Между первым заявлением о таком разрешении или постановлении и предполагаемой датой фактического перемещения должно пройти не менее трех месяцев.
В специальном приказе указывается утвержденный маршрут, и его необходимо точно соблюдать. Специальные заказы обычно действительны в течение 6 месяцев. Указанное уведомление необходимо направить в каждый полицейский участок о фактическом движении и соответствующим владельцам мостов на маршруте.
Очевидно, что проектировщикам выгодно учитывать транспортировку при определении размеров элементов и предпочтительно ограничивать длину и ширину элементов таким образом, чтобы они соответствовали правилам «нормальной нагрузки». Однако транспортировка больших конструкций является обычным делом в соответствии с правилами «нестандартной нагрузки», и специализированные производители мостовых конструкций имеют опыт перемещения очень длинных балок с использованием «специальных заказов».
Дополнительные инструкции по транспортировке металлоконструкций автомобильным транспортом можно найти в GN 7.06
[вверху] Спецификация
Национальные технические условия на стальные конструкции (6-е издание)
Важно, чтобы спецификация стальных конструкций (и сопроводительные чертежи) для проекта четко отражала конкретные требования к конструкции и, если стандарты допускают варианты и альтернативы, какие применяются дополнительные требования. Отсутствие ясности приведет к дополнительным резервам на риски и дополнительным расходам при разрешении запросов.В спецификации проекта также не следует допускать завышения технических требований — требование излишнего качества и чрезмерно жестких допусков приведет к увеличению затрат. Спецификация проекта должна в целом соответствовать признанным отраслевым стандартам, таким как Национальная спецификация на стальные конструкции и Спецификация для дорожных работ [12] .
[вверх] Управление качеством
Индустрия стального строительства и цепочка поставок могут использовать членов BCSA и присущие им качества компетентности и профессионализма, которые, среди прочего, демонстрируют:
[наверх] Членство в BCSA Steelwork Contractor
Оценка членства в BCSA и требования RQSC для Bridgeworks — это больше, чем просто реестры компаний, выбранных из списка.Каждая компания имеет право на включение в списки только после оценки специалистами, которые проверяют финансовые, технические ресурсы и ресурсы по охране труда, а также послужной список и нанятый персонал. Оценка проводится ежегодно с физическим осмотром завода каждые три года. Результатом являются два критерия:
- Категоризация компании с точки зрения работы, которую она может выполнить технически
- Классификация компании по максимальному размеру контракта, который она должна обрабатывать.
Оценка предоставляет клиентам простой способ предварительной квалификации подрядчиков по строительству металлоконструкций для зданий и мостов до подачи контрактов на торги.Это гарантирует, что успешный подрядчик по изготовлению металлоконструкций обладает специальными навыками, соответствующими проекту, и помогает клиенту выполнять нормативные обязательства только с использованием компетентных подрядчиков.
Категории работ являются общими, и точный объем работ, требуемых для каждого проекта, будет отличаться. Таким образом, первоочередной задачей компетентных подрядчиков является обеспечение безопасного выполнения объема работ с использованием имеющихся в их распоряжении ресурсов ноу-хау, рабочей силы, оборудования и финансов. Для этого доступны два чек-листа компетенций:
- Обычная сфера компетенции для деятельности, которую подрядчики по изготовлению стальных конструкций должны быть компетентны выполнять со своим персоналом
- Особый объем компетенции для деятельности, которой подрядчики по изготовлению металлоконструкций должны быть в состоянии управлять с привлечением специализированных субподрядчиков по мере необходимости
Проверив на стадии тендера, что требует проект, подрядчики по производству металлоконструкций должны предупредить своих клиентов, если они не могут выполнить какие-либо из обычных деятельности, и их клиенты должны заранее проверить, готов ли подрядчик по изготовлению металлоконструкций предпринять какие-либо особые действия.
Оценка членства в BCSA также включает этап 1 оценки здоровья и безопасности и может дать участникам взаимное признание Схем безопасности в закупках (SSiP).
Для мостовых работ действует отдельный реестр. Highways England включает в свою Спецификацию для дорожных работ [12] требование, согласно которому для изготовления и монтажа будут использоваться только фирмы, внесенные в Реестр квалифицированных подрядчиков стальных конструкций для мостовых сооружений (RQSC) по типу и стоимости выполняемых работ. мостов.
Подрядчиков по изготовлению стальных конструкций можно найти в соответствии с требуемым классом и категорией проекта на сайте www.steelconstruction.org/member-directories.
[вверх] Схема сертификации стальных конструкций
Схема сертификации стальных конструкций (SCCS) является 100% дочерней компанией BCSA и предоставляет услуги по сертификации систем управления качеством для подрядных организаций по изготовлению металлоконструкций.SCCS разработала дополнительные услуги по сертификации и мониторингу для подрядчиков по производству стальных конструкций с интегрированными или отдельными системами управления окружающей средой, здоровьем и безопасностью.
[наверх] Сертификация системы менеджмента качества (QM)
Системы менеджмента качества, эксплуатируемые сертифицированными подрядчиками, проходят формальную оценку на соответствие требованиям BS EN ISO 9001 [4] . Каждый сертификат действителен в течение трех лет, в течение которых SCCS проводит промежуточные контрольные аудиты для отслеживания постоянного соответствия сертифицированной системе менеджмента.
[вверх] Сертификация системы экологического менеджмента (EM)
Системы экологического менеджмента, эксплуатируемые сертифицированными подрядчиками, проходят формальную оценку на соответствие требованиям BS EN ISO 14001 [13] . Каждый сертификат действителен в течение трех лет, в течение которых SCCS проводит промежуточные контрольные аудиты для отслеживания постоянного соответствия сертифицированной системе менеджмента.
[наверх] Сертификация системы менеджмента профессиональной безопасности и здоровья (HSM)
Системы менеджмента профессионального здоровья и безопасности, эксплуатируемые сертифицированными подрядчиками, проходят формальную оценку на соответствие требованиям BS OHSAS 18001 [14] или BS ISO 45001 [15] (который заменил BS OHSAS 18001 [14] в марте 2018 г.Каждый сертификат действителен в течение трех лет, в течение которых SCCS проводит промежуточные контрольные аудиты для отслеживания постоянного соответствия сертифицированной системе менеджмента. Следовательно, к марту 2021 года все сертифицированные подрядчики должны будут перейти на новый стандарт BS ISO 45001 [15] .
[наверх] Маркировка CE и заводской контроль производства (FPC)
МаркировкаCE — это проверенное и проверенное заявление о том, что продукт соответствует определенным требованиям и спецификациям общественной безопасности во всей цепочке поставок, и является юридическим требованием Постановления о строительных изделиях [16] .SCCS обеспечивает сертификацию систем заводского контроля производства, болтовых соединений и сварки, чтобы компании могли наносить маркировку CE.
Системы FPC, эксплуатируемые сертифицированными подрядчиками по изготовлению металлоконструкций, проходят формальную оценку на соответствие требованиям:
- BS EN 1090-1 [8] для конструкционной стали
- BS EN 14399-1 [17] для высокопрочных структурных болтовых узлов
- BS EN 15048-1 [6] для конструктивных болтовых узлов без предварительного натяга
Каждый сертификат действителен в течение трех лет, в течение которых SCCS проводит промежуточные контрольные аудиты для контроля постоянного соответствия сертифицированной системе FPC.
[вверху] Национальные схемы сектора автомобильных дорог (NHSS)
SCCS был аккредитован UKAS для проведения оценок:
- NHSS 3 [18] — Хранение и сбыт механических крепежных изделий
- NHSS 3B [19] — Хранение и сбыт металлоконструкций
- NHSS 19A [20] — Для защиты черных металлов от коррозии с помощью промышленных покрытий
- NHSS 20 [21] — Производство металлоконструкций на объектах транспортной инфраструктуры
Каждый сертификат действителен в течение трех лет, в течение которых SCCS проводит промежуточные контрольные аудиты для контроля постоянного соответствия сертифицированным NHSS.
[вверх] Хартия устойчивого развития стальных конструкций
Целью Хартии устойчивого развития (SCSC) является развитие стали как устойчивой формы строительства с точки зрения экономической жизнеспособности, социального прогресса и экологической ответственности. BCSA имеет три уровня статуса в Уставе: членский, Серебряный и Золотой, достигнутый статус зависит от количества баллов, набранных после аудита. BCSA требует, чтобы члены Устава официально заявили о своей деятельности, направленной на обеспечение устойчивого развития, направленное на: повышение ценности для клиентов и заинтересованных сторон; оптимизация экологической эффективности жизненного цикла стальных конструкций; продвижение ресурсов и энергоэффективности в стальном строительстве за счет повторного использования и многократного цикла; действовать здоровым, безопасным и экологически безопасным образом; поощрение уважения к людям и сообществам, связанным со стальным строительством; наличие высоких этических стандартов; реализация устойчивого развития посредством конструктивного диалога и углубления знаний об устойчивости, которыми можно поделиться с другими и продвигать.цепочка поставок стальных конструкций также реализовать. Ключевые показатели эффективности (КПЭ) для сопоставительного анализа разрабатываются BCSA не только для измерения прогресса устойчивого развития стального строительства, но и для демонстрации подлинной приверженности.
[вверх] Устав информационного моделирования зданий из стальных конструкций (BIM)
Модель BIM
(Изображение любезно предоставлено S.H.Structures Ltd.)
Требование правительства Великобритании о BIM уровня 2 для всех проектов центрального правительства означает, что строительная отрасль хочет знать, какие поставщики соответствуют требованиям BIM.Сталелитейные подрядчики BCSA теперь могут продемонстрировать соответствие Уровню 2 Информационного моделирования зданий (BIM) с запуском Хартии стальных конструкций BIM, и теперь могут быть сертифицированы в соответствии с требованиями PAS 91 [22] и PAS 1192-2 [23] , как указано ниже.
Соответствие PAS 91 [22] раздел 4.2, таблица 8, а именно:
- Компания имеет возможность работать в рамках проекта с использованием «Common Data Environment», как описано в PAS 1192-2 [23] .
- Компания имеет задокументированную политику, системы и процедуры для достижения «уровня 2 BIM» зрелости, как это определено в PAS 1192-2 [23] .
- Компания имеет возможность разрабатывать и предоставлять или работать над (в зависимости от роли (ролей)) План выполнения BIM (BEP), как описано в PAS 1192-2 [23] .
- В компании есть мероприятия по обучению сотрудников навыкам, связанным с BIM, и оценке их возможностей.
Соответствие требованиям оценки цепочки поставок, изложенным в PAS 1192-2 [23] и конкретно определенным в разделах:
- 6.4 Форма оценки Suppler BIM
- 6.5 Форма оценки информационных технологий (ИТ) поставщика
- 6.6 Форма оценки ресурсов поставщика
Процесс сертификации требует от компаний проведения онлайн-оценки, за которой затем следует аудит на месте. Сертифицированным компаниям предоставляется исчерпывающий документ, в котором резюмируются возможности компании в области BIM, который они затем могут предоставить цепочке поставок.
Онлайн-каталоги BCSA означают, что клиенты и основные подрядчики могут видеть, какие компании были оценены в соответствии с Хартией BIM, при этом Устав предоставляет простой способ предварительной квалификации подрядчиков по изготовлению металлоконструкций на соответствие требованиям BIM.
Автомат распиловочно-сверлильный
Работа на стройплощадках означает необходимость временного доступа большого количества людей и оборудования, особенно для работы на высоте. Металлоконструкции предварительно изготавливаются на заводах, что значительно сокращает объем работы на месте, особенно работы на высоте, так как стальные компоненты необходимо только собрать.
Использование автоматизированных и полуавтоматических многофункциональных станков для резки, сверления и маркировки стальных конструкций сокращает количество людей, участвующих в процессе, и необходимость работы со сталью i.е. уменьшено количество поворотов и перемещений. Эти процессы также снижают риск ошибки и необходимость проведения доработок на объекте, где даже незначительные изменения могут потребовать большого дополнительного доступа или мобилизации установок и оборудования.
Обычно изготовленное изделие перемещается через производственную зону до завершения, а затем хранится. На строительных площадках оборудование (часто временное) необходимо доводить до конечного положения объекта, а затем каждый раз перемещать, что увеличивает риск инцидентов, так как требуется гораздо больше перемещений и перестановок.
Работа на заводе устраняет любые проблемы со здоровьем и безопасностью, связанные с неблагоприятными погодными условиями, и производство может продолжаться. Это также дает дополнительное преимущество для более продолжительных рабочих часов, включая работу в ночную смену, если это необходимо, и все это в контролируемой среде без ущерба для местных сообществ.
Доступ и выход для пешеходов контролируются постоянно обозначенными маршрутами, которые отделены от транспортных маршрутов. Погрузка и разгрузка металлоконструкций осуществляется в специально отведенных местах с соответствующим доступом и подъемным оборудованием.
Системы, используемые для программирования производства сборных металлоконструкций, означают, что работа может быть упакована, это позволяет управлять доставкой на объект таким образом, чтобы разгрузка могла осуществляться непосредственно на конечную позицию. Это сокращает хранение на объекте и сводит к минимуму подъем и погрузочно-разгрузочные работы там, где может быть представлен наибольший риск несчастных случаев и травм.
Этот веб-сайт поддерживается Steel for Life при финансовой поддержке ряда отраслевых участников BCSA. К спонсорам, имеющим отношение к этой статье, относятся:
| Золото | |
|---|---|
| Ficep — ведущий мировой производитель автоматизированного технологического оборудования для стальных складских помещений и промышленности по производству строительных конструкций. Благодаря 20-летнему постоянному стремлению поддерживать британских клиентов и предоставлять оборудование мирового класса для будущего, обширный и инновационный ассортимент продукции Ficep для применения в строительных конструкциях предлагает: доступная передовая технология. | |
Серебро
бронза
[наверх] Список литературы
- ↑ BS EN 10025-2: 2019, Горячекатаный прокат из конструкционных сталей. Технические условия поставки нелегированных конструкционных сталей, BSI
- ↑ BS EN 10210-1: 2006, Горячекатаные полые профили конструкционные из нелегированных и мелкозернистых сталей. Технические требования к поставке, BSI
- ↑ BS EN 10219-1: 2006, Холодногнутые сварные полые профили конструкционные из нелегированных и мелкозернистых сталей.Технические требования к поставке, BSI
- ↑ 4,0 4,1 BS EN ISO 9001: 2015, Системы менеджмента качества — Требования, Международная организация по стандартизации
- ↑ BS EN 14399: 2015, Высокопрочные структурные болтовые соединения для предварительной нагрузки (различные детали). BSI
- ↑ 6,0 6,1 BS EN 15048-1: 2016, Конструкционные болтовые соединения без предварительного натяга. Основные требования. BSI
- ↑ BS EN ISO 3834: 2005, Требования к качеству сварки плавлением металлических материалов (различные детали).BSI
- ↑ 8,0 8,1 8,2 BS EN 1090-1: 2009 + A1: 2011, Выполнение стальных и алюминиевых конструкций. Требования к оценке соответствия конструктивных элементов, BSI
- ↑ BS EN 1090-2: 2018, Производство стальных и алюминиевых конструкций. Технические требования к стальным конструкциям, BSI
- ↑ Приказ о дорожных транспортных средствах (авторизация специальных типов) (общий), 2003 г., нормативные документы 2003 г. № 1998, The Stationery Office Limited
- ↑ Свод правил по освещению и маркировке для автомобилей с ненормальной нагрузкой Самопровозглашенные автомобили, включающие Руководство по эксплуатации, 2016 г. (Код публикаций PR152 / 15), Highways England
- ↑ 12.0 12.1 Руководство контрактной документации для дорожных работ (MCHW). Том 1: Технические условия на дорожные работы. Конструкционные стальные конструкции серии 1800. Август 2014, TSO
- ↑ BS EN ISO 14001: 2015 Системы экологического менеджмента — Требования с руководством по применению, BSI
- ↑ 14,0 14,1 BS OHSAS 18001: 2007, Системы менеджмента профессионального здоровья и безопасности. Требования, BSI
- ↑ 15,0 15,1 BS ISO 45001: 2018, Системы менеджмента профессионального здоровья и безопасности.Требования с руководством по использованию, BSI
- ↑ Регламент о строительных изделиях (ЕС) № 305/2011 Европейского парламента и Совета от 9 марта 2011 г., Официальный вестник Европейского Союза L88 / 5 4.4.2011
- ↑ BS EN 14399-1: 2015, Высокопрочные структурные болтовые соединения для предварительной нагрузки. Общие требования, BSI
- ↑ NHSS 3: Национальные схемы сектора автомобильных дорог для управления качеством при дорожных работах, 3. Деятельность по хранению и распределению механических крепежных изделий, Выпуск 3 (9001: 2015), 30 июня 2020 г.
- ↑ NHSS 3B: Национальные схемы сектора автомобильных дорог для управления качеством дорожных работ, 3B.Складирование и сбыт продукции из металлоконструкций, выпуск 2 (9001: 2015), 30 июня 2020 г.
- ↑ NHSS 19A: Национальные схемы сектора автомобильных дорог для управления качеством дорожных работ, 19A. Для защиты черных металлов от коррозии промышленными покрытиями. Выпуск 6 (9001: 2015), 30 июня 2020 г.
- ↑ NHSS 20: Национальные схемы сектора автомобильных дорог для управления качеством при дорожных работах, 20. Выполнение металлоконструкций в объектах транспортной инфраструктуры, Выпуск 4 (9001: 2015), 30 июня 2020 г.
- ↑ 22.0 22,1 PAS 91: 2013 + A1: 2017 Анкеты для предварительного квалификационного отбора в строительстве, BSI
- ↑ 23,0 23,1 23,2 23,3 23,4 PAS 1192-2: 2013 Спецификация для управления информацией на этапе капитального ремонта / поставки строительных проектов с использованием информационного моделирования зданий, BSI
[вверх] Ресурсы
- Национальные технические условия на стальные конструкции (6-е издание), 2017 г. (Публикация № 57/17), BCSA
- Национальные технические условия на стальные конструкции (7-е издание), 2020 г. (Публикация No.62/20), BCSA
- Типовые спецификации процедуры сварки для стальных конструкций — Второе издание, 2018 г. (Публикация № 58/18), BCSA
- Высокопрочные стали для применения в конструкциях: Руководство по производству и сварке, 2020 г. (Публикация № 62/20), BCSA
- Стальные здания, 2003 г. (Публикация № 35/03), BCSA
- Глава 9: Сварка
- Глава 10: Болты
- Глава 11: Изготовление
- Глава 15: Технические характеристики и качество
- Руководство по проектированию для производства (P150), 1995, SCI
- Стальные мосты: практический подход к проектированию для эффективного изготовления и строительства, 2010 г. (Публикация №51/10), BCSA
- Глава 4 Болтовые соединения
- Глава 5 Сварка
- Глава 6 Точность
- Затраты по главе 7
- Распределение обязанностей по проектированию строительных стальных конструкций, 2007 г. (Публикация № 45/07), BCSA
- Спецификация модели для закупки узлов конструктивных болтов и прижимных болтов. BCSA, 2019
- Спецификация модели для закупки профилей, пластин и стержней из конструкционной стали, BCSA, 2017 г.
- Спецификация модели для закупки узлов несущих конструкций, BCSA, 2015
- Здоровье и безопасность в мастерской для сотрудников: руководство для подрядчиков по изготовлению стальных конструкций, 2009 г. (Публикация №49/09), BCSA
- Руководство по высотным работам во время погрузки и разгрузки металлоконструкций, 2007 г. (Публикация № 43/07), BCSA
- Обычная компетенция, BCSA
- Особая компетенция, BCSA
- Конструкция из гнутой стали (П281), 2001 г., SCI
- Hendy, C.R .; Айлс, округ Колумбия (2015) Steel Bridge Group: Рекомендации по передовой практике в строительстве стальных мостов (6-й выпуск). (P185). SCI
[наверх] Дополнительная литература
- Руководство проектировщика металлоконструкций (7-е издание), 2012 г., глава 33 — Изготовление, Институт стальных конструкций.
[вверху] См. Также
[вверх] Внешние ссылки
Сварка в промышленности (и искусстве!)
В США работает около полумиллиона сварщиков [источник: Министерство труда США]. Хотя Министерство труда США ожидает, что профессия сварщика будет расти медленно, агентство предвидит огромные возможности для хороших сварщиков из-за нехватки кадров. Кроме того, многие сварочные процессы невозможно автоматизировать; даже те, которые могут по-прежнему требовать опыта сварщика для настройки и проверки процесса.
Большинство сварочных работ связано с производством в самых разных отраслях промышленности. Автопроизводители, судостроители, коммерческое строительство, мостостроение — список областей применения сварки можно продолжать бесконечно. Сварщики могут пройти сертификацию в таких учреждениях, как Американское сварочное общество, хотя некоторые компании разрабатывают свои собственные методы сертификации.
Сварщик, как и любая профессия, предлагает самые разные варианты оплаты труда. В то время как сварщики зарабатывают в среднем около 15 долларов в час, люди со специальностями и опытом могут зарабатывать гораздо больше.Например, подводные сварщики могут зарабатывать более 100 000 долларов в год [источник: Университет Феникса]. Хотя большинство сварщиков — мужчины, тысячи женщин тоже зарабатывают себе на жизнь сварщиками. Например, во время Второй мировой войны женщины-сварщики играли ключевую роль в судостроении.
Одно из наиболее интересных применений сварки исходит от художественного сообщества. Одними из первых примеров сварки, когда-либо обнаруженных, были произведения искусства, такие как Железный столб Дели в Индии, а также золотые чаши и кубки, которым более 1000 лет.Такие сооружения, как арка ворот Сент-Луиса (630 футов, или 192 метра, высотой, рассчитана на 1000 лет) и Брюссельский Атомиум (334-футовая, или 102-метровая, дань уважения атому) иллюстрируют, насколько далеко искусство пришла сварка.
Традиции художественной сварки остаются сильными, поскольку сварка позволяет создавать массивные скульптуры весом в несколько тонн даже для отдельных художников. Хотя художники составляют лишь небольшой сегмент сварочной отрасли, они могут продемонстрировать потенциал сварки для миллионов людей.
Продолжайте читать, чтобы узнать больше о сварке и интересных инструментах, которые могут вам понравиться.
Статьи по теме HowStuffWorks
Еще отличные ссылки
Источники
- Атхаус, Эндрю Д. «Современная сварка». Гудхарт-Уиллкокс. 1987
- Американское сварочное общество. «Gateway Arch получит награду AWS за историческую сварку конструкции». Июль 1998 г. (18 марта 2009 г.) http://www.aws.org/pr/july10-98.html
- American Welding Society.»Готовы сделать несколько искр?» (13.03.2009) http://www.aws.org/w/a/education/career.html
- American Welding Society. «Сделать решительный шаг — Руководство по началу карьеры сварщика под водой». 2001. (13.03.2009) http://www.aws.org/education/plunge.html
- Бахман, Кейт. «Металлообработка в новом тысячелетии». Изготовитель. Май 2006 г. (13.03.2009) http://www.thefabricator.com/ArtSculpture/ArtSculpture_Article.cfm?ID=1331
- Карьерный и технический колледж столичного региона. «Сварка тоже для женщин.»Май 2005 г. (13.03.2009) http://www.bocescareertech.org/SuccessStories/weldwomen03.htm
- Эдгар, Джулиан.» Руководство для начинающих по сварке, часть 1. «AutoSpeed. Июнь 2007 г. (3 / 13/2009) http://autospeed.com/cms/A_108738/article.html?popularArticle
- Grohman, Alcir. «Сварка в космосе». Министерство энергетики США. (13.03.2009) http: / /www.newton.dep.anl.gov/askasci/eng99/eng99134.htm
- Институт сварки Хобарта «История сварки» (13 марта 2009 г.) http://www.welding.com/history_of_welding.shtml
- Институт сварки Хобарта. «Что такое сварка?» (13.03.2009) http://www.welding.com/welding.shtml
- Key to Metals. «Сварка сталей». (13.03.2009) http://steel.keytometals.com/Articles/Art68.htm
- Ключ к металлам. «» Сварка титановых сплавов «(13 марта 2009 г.) http://www.keytometals.com/Article28.htm
- Маклафлин, Кэтлин.» Found Art. «The Fabricator. 12 июня 2003 г. (3 / 13/2009) http://www.thefabricator.com/ArtSculpture/ArtSculpture_Article.cfm?ID=614
- Oobject.«Замечательные сварочные маски». (13.03.2009) http://www.oobject.com/category/wonderful-welding-masks/
- Сапп, Марк Э. «История сварки». (13.03.2009) http://www.weldinghistory.org/
- Смит, Карл. «Основные причины дефектов сварных швов». Изготовитель. 28 октября 2008 г. (13.03.2009) http://www.thefabricator.com/ArcWelding/ArcWelding_Article.cfm?ID=2034
- TWI Ltd. «Подводная сварка». 2006 г. (13 марта 2009 г.) http://www.twi.co.uk/content/ksdja001.html
- TWI Ltd. «Технология ультразвуковой сварки.»2007. (13.03.2009) http://www.twi.co.uk/content/pjkultrason.html
- University of Phoenix.» Школы подводной сварки. «2006. (18.03.2009)
- Министерство труда США. «Руководство по профессиональным перспективам: сварщики, паяльные и паяльные рабочие». Декабрь 2007 г. (13 марта 2009 г.) http://www.bls.gov/oco/ocos226.htm
- Министерство труда США. «Опасности для здоровья при сварке». Май 1996 г. (13 марта 2009 г.) http://www.osha.gov/doc/outreachtraining/htmlfiles/weldhlth.html
- Waterkeyn, Andre.«Описание и реализация Атомиума». (18.03.2009) http://www.atomium.be/Article.aspx?>
Аннотация. 1 Введение — скачать PDF бесплатно
Сталь европейского стандарта S355
1 (7) S Сталь европейского стандарта S EN 10025: 2004 Standard Plate Конструкционная листовая сталь S — это высокопрочная низколегированная конструкционная сталь европейского стандарта, покрывающая четыре из шести «частей» в соответствии с EN 10025
ПодробнееСевероамериканский нержавеющий
Лист 2205 UNS S2205 EN 1.4462 2304 UNS S2304 EN 1.4362 ВВЕДЕНИЕ Типы 2205 и 2304 представляют собой дуплексные марки нержавеющей стали с микроструктурой
ПодробнееСПЛАВ 2205 ТЕХНИЧЕСКИЕ ДАННЫЕ
СПЛАВ 2205 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ UNS S32205, EN 1.4462 / UNS S31803 ОБЩИЕ СВОЙСТВА ////////////////////////////////////// ////////////////// //// 2205 (обозначения UNS S32205 / S31803) — это 22% хрома, 3% молибдена,
ПодробнееСевероамериканский нержавеющий
Плоские изделия из нержавеющей стали для Северной Америки Лист нержавеющей стали T409 ВВЕДЕНИЕ NAS 409 — это стабилизированная ферритная нержавеющая сталь с содержанием 11% хрома.Он не так устойчив к коррозии или высокотемпературному окислению
ПодробнееСПЛАВ C276 ТЕХНИЧЕСКИЕ ДАННЫЕ
СПЛАВ C276 СПЕЦИФИКАЦИЯ //// Сплав C276 (обозначение UNS N10276) представляет собой сплав никель-молибден-хром-железо-вольфрам, известный своей коррозионной стойкостью в широком диапазоне агрессивных сред. Это один из
ПодробнееSS-EN ISO 9001 SS-EN ISO 14001
Эта информация основана на наших текущих знаниях и предназначена для предоставления общих сведений о наших продуктах и их использовании.Следовательно, это не должно толковаться как гарантия определенных свойств
ПодробнееТаблица марок нержавеющей стали
Таблица марок нержавеющей стали ATLAS STEELS РАСПРЕДЕЛЕНИЕ МЕТАЛЛА Указанный химический анализ (%) C Si Mn P S Cr Mo Ni Прочие аустенитные нержавеющие стали 253MA S30815 0,05 1,1-2,0 0,8 0,040 0,030 20,0-22,0 10,0-12,0
ПодробнееСевероамериканский нержавеющий
Лист 310S (S31008) / EN 1 нержавеющей стали для плоских продуктов из нержавеющей стали в Северной Америке.4845 Введение: SS310 — это высоколегированная аустенитная нержавеющая сталь, предназначенная для эксплуатации при повышенных температурах.
ПодробнееИнструментальная сталь для холодных работ AISI O1
ФАКТЫ О СТАЛИ AISI O1 Инструментальная сталь для холодных работ Здесь начинается отличное оснащение! Эта информация основана на нашем текущем уровне знаний и предназначена для предоставления общих сведений о наших продуктах и их
ПодробнееСевероамериканский нержавеющий
Введение: Лист 309S (S30908) / EN1 из нержавеющей стали для Северной Америки.4833 SS309 — высоколегированная аустенитная нержавеющая сталь, обладающая превосходной стойкостью к окислению,
ПодробнееРуководство по проверке сварочных работ в полевых условиях
Руководство по инспекции сварки в полевых условиях Содействие в интерпретации любых спецификаций или вопросов, касающихся вопросов сварки в полевых условиях, можно получить в Управлении управления материалами, структурная сварка
. ПодробнееСевероамериканский нержавеющий
Лист 430 (S43000) / EN 1 из нержавеющей стали для Северной Америки.4016 Введение: SS430 — это низкоуглеродистая хромовая ферритная нержавеющая сталь без какой-либо стабилизации углерода
ПодробнееВысокопрочные низколегированные стали
Высокопрочные низколегированные стали Введение и обзор Высокопрочные низколегированные (HSLA) стали или микролегированные стали предназначены для обеспечения лучших механических свойств и / или большей устойчивости к
ПодробнееDNVGL-OS-C401 Издание июль 2015 г.
МОРСКОЙ СТАНДАРТ DNVGL-OS-C401 Издание июль 2015 г. Изготовление и тестирование морских сооружений. Электронную версию этого документа в формате pdf можно найти по адресу http: // www.dnvgl.com является официально обязательным
ПодробнееГлава 5 — Сварка самолетов
Глава 5 — Сварка самолетов Глава 5 Раздел A Вспомогательные вопросы Заполните пропуски 1. Существует 3 типа сварки: и, сварка. 2. Получено пламя оксиацетилена с температурой Фаренгейта
ПодробнееИНДИЙСКИЕ СТАНДАРТЫ (BIS) НА СВАРКУ
** IS 82: 957 Глоссарий терминов, относящихся к сварке и резке металлов, сентябрь 2008 г. 2 IS 83: 986 Схема обозначений для сварки (пересмотренная), сентябрь 2008 г. 3 IS 84: 2004 Электроды с покрытием для ручной дуговой сварки металлическим электродом
ПодробнееСевероамериканский нержавеющий
Лист 2205 (S32205) / EN 1 нержавеющей стали для листового проката из нержавеющей стали в Северной Америке.4462 (S31803) Введение: SS2205 представляет собой дуплексную нержавеющую сталь с микроструктурой при надлежащей термообработке
Подробнее% Si Fe Cu Mn Mg Cr Zn Ti Другое Другое. Европа США Испания Франция Германия G.B. Италия Швеция Швейцария Япония. ALMgSi1 3,3215 ч40
АЛЮМИНИЕВЫЕ СПЛАВЫ Алюминий — Магний — Кремний 6082% Si Fe Cu Mn Mg Cr Zn Ti Другое Другое Минимум 0,70 0,40 0,60 Каждый Всего Максимум 1,30 0,50 0,10 1,00 1,20 0,25 0,20 0,10 0,05 0,10 Европа США Испания
ПодробнееНаплавка бурильной трубы
Наплавка бурильных труб ГЛОБАЛЬНАЯ ЗАЩИТА ОТ ИЗНОСА И РАЗРЫВА Кислородноацетиленовые стержни Порошковая и металлическая проволока Электроды PTA — Сварка Кислородно-ацетиленовая сварка и напыление Порошки Распыление пламенем Дуговое напыление FLSP
ПодробнееЕвропейские стандарты сварки
Европейские стандарты сварки John Dyson 15 марта 2004 г. Гармонизированные европейские стандарты Гармонизированы не все стандарты EN, а только те, которые считаются соответствующими требованиям ESR в директивах по продукции.
ПодробнееСевероамериканский нержавеющий
Североамериканский сортовой прокат нержавеющая сталь Лист марок нержавеющей стали AISI 316 UNS S31600 EN 1.4401 AISI 316L UNS S31630 EN 1.4404 ВВЕДЕНИЕ NAS обеспечивает нержавеющую сталь 316 и 316L, которые являются молибденсодержащими аустенитными
ПодробнееНачать исследование дизайна!
Исследование конструкции в центробежных стальных отливках Гидравлический гидроаккумуляторный цилиндр для подводных лодок ВМФ Краткое содержание Введение Конструкция для эксплуатационных характеристик Подход из дуплексной стали Выбор сплава для
ПодробнееРешение для домашнего задания №1
Решение домашнего задания # 1 Глава 2: Вопросы с несколькими вариантами ответов (2.5, 2.6, 2.8, 2.11) 2.5 Какие из следующих типов облигаций классифицируются как первичные (более одной)? (а) ковалентная связь, (б) водород
ПодробнееUDDEHOLM IMPAX SUPREME
UDDEHOLM IMPAX SUPREME Uddeholm Impax Supreme — это предварительно закаленная формовочная сталь премиум-класса с очень хорошими полировочными и текстурированными свойствами. Uddeholm Impax Supreme доступен в очень широком диапазоне размеров,
. ПодробнееСевероамериканский нержавеющий
Лист AISI 304 UNS S30400 EN 1.4301 AISI 304L UNS S30430 EN 1.4307 ВВЕДЕНИЕ: Типы 304 и 304L являются наиболее универсальными и широко используемыми из
ПодробнееКлапан Сталь. Клапан Сталь
Клапан Сталь Клапан Сталь BÖHLER-UDDEHOLM Precision Strip AB — один из ведущих мировых производителей высококачественной полосовой стали. Более чем вековой опыт холодной прокатки дал нам уникальный
Подробнее .