Как варить потолочный шов электросваркой, видео
В сварочном деле одним из наиболее трудных заданий будет укладка потолочного шва. Тем не менее освоить технику потолочной сварки стоит уже хотя бы ради того, чтобы автоматически получить более высокий разряд. Такая операция чаще всего требуется на предприятиях, занятых в области укладки трубопроводов или в строительстве.
Навыки станут полезными и в быту, поскольку они востребованы при монтаже отопления, металлической беседки или в иных случаях. К примеру, металлический гараж не получится собрать, не прибегнув к потолочной сварке панелей. В статье пойдет речь о том, как варить потолочный шов электросваркой, трудностях и проблемах, а также способах их устранения.
СОДЕРЖАНИЕ
- В чем состоят сложности сварки потолочного шва
- Техника сварки потолочного шва электродами
- Электроды и аппаратура
- Меры предосторожности
В чем состоят сложности сварки потолочного шва
Немногие сварщики назовут укладку потолочных швов любимым занятием, поскольку в процессе работы возникает немало сложностей. Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Новичку научиться будет непросто, а многие после первых неудач просто теряют всякий интерес к подобного рода занятию. Для того, чтобы освоить азы столь непростой науки, нужно работать на предупреждение. То есть, понимать проблемы, которые будут возникать при укладке шва и попытаться их предотвратить.
Сварка потолочного шва инвертором или трансформаторной установкой сильно отличается от обыкновенной горизонтальной. Когда заготовки соединяются на рабочем столе, то сварочная ванна формируется по стыку. Сварщику остается только контролировать процесс расплава, избегать элементарных ошибок и предотвращать попадание шлака внутрь ванны. Когда же все это приходится делать на потолке, то расплавленный металл стремится вниз и сформировать ванну очень сложно.
К тому же и шлак, находясь в расплавленном состоянии, капает и мешает вести электрод по месту стыка. Брызги ударяются о поверхность внизу, разлетаются на множество частиц и создают дополнительные трудности в работе. Но основная сложность заключается в том, чтобы соединить свариваемые заготовки. Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается «не у дел» и связать их воедино долгое время не получается.
Чаще всего сварочную ванну удается сформировать только на одной из кромок, а вторая остается «не у дел» и связать их воедино долгое время не получается.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Еще одна сложность заключается в том, что сваривание происходит на пониженном токе. Электрод часто прилипает к металлу и образуются непроваренные места. Сварщик быстро устает из-за того, что его голова постоянно запрокинута, а рука приподнята. Поэтому необходимы паузы для того, чтобы восстановить силы и перевести дух.
Перед началом практических занятий стоит хотя бы осознать все трудности и настроиться на них. Тогда не будет горького разочарования от первых неудач и легче преодолеваются физические трудности.
Техника сварки потолочного шва электродами
Опытные сварщики ужа давно составили основные правила соединение металлических заготовок в самых разных положениях, включая и потолочное.
- Кромки свариваемых поверхностей нужно как можно ближе свести одна относительно другой. Сварку в потолочном положении с зазорами смогут выполнить только мастера своего дела. Для тех же, у кого квалификация ниже, нужно постараться максимально плотнее сопрягать детали.
- Метод разделки кромок полностью аналогичен тому, который делается при нижнем сваривании. V-образный скос делается в том случае, если толщина стенок превышает 5 мм.
- Когда стороны расположены вплотную, то положить первый шов можно, даже не применяя колебательные движения. В таком случае наполнения стыка получится по максимуму. За вторым проходом ширина расплава увеличивается с тем, чтобы сделать связку прочнее.
 А вот на трубах рекомендуется уже со старта варить широким швом.
А вот на трубах рекомендуется уже со старта варить широким швом. - Внешний вид только что завершенного шва может быть далек от идеала. Не стоит этого пугаться. Наплывы и крупные валики не критичны, а шлак, который выступает легко убирается молоточком. При необходимости стык можно «пригладить» болгаркой.
 А вот на трубах рекомендуется уже со старта варить широким швом.
А вот на трубах рекомендуется уже со старта варить широким швом.Читайте также: Маркировка электродов для ручной дуговой сварки
Электроды и аппаратура
Сварочные работы на потолке можно выполнить с использованием инвертора или трансформаторной установки. Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Следует внимательно отнестись к выбору силы тока. Она должна быть ниже на четверть по сравнению с традиционной ручной дуговой сваркой. К примеру, для соединения двух пластин толщиной 5 мм не нужно выставлять силу тока больше 100 ампер. Желательно, чтобы кабель не был слишком толстым: тогда меньше нагрузка на руки. Чтобы не нагружать запястье, кабель наматывают на руку.
Для потолочной сварки чаще всего берут электроды толщиной 3-4 мм. Важна предварительная подготовка. Если расходники хорошо подсушить, то в процессе работы будет образовываться меньше брызг. Укороченными электродами легче управлять, что дает сварщику возможность уверенно манипулировать дугой.
Читайте также: Ручная дуговая сварка MMA
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние. Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз. А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Читайте также: Как правильно варить трубы электросваркой
Как правильно варить потолочный шов электросваркой
Оцените, пожалуйста, статью
12345
Всего оценок: 6, Средняя: 2
Как варить потолочный шов электросваркой
Опубликовано:
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Содержание
- Особенности техники формирования швов
- Подготовка соединения встык
- Безопасность сварочных работ
- Видео
Особенности техники формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Подготовка соединения встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
 При необходимости этот слой также может быть выполнен в несколько проходов.
При необходимости этот слой также может быть выполнен в несколько проходов.В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.

Видео
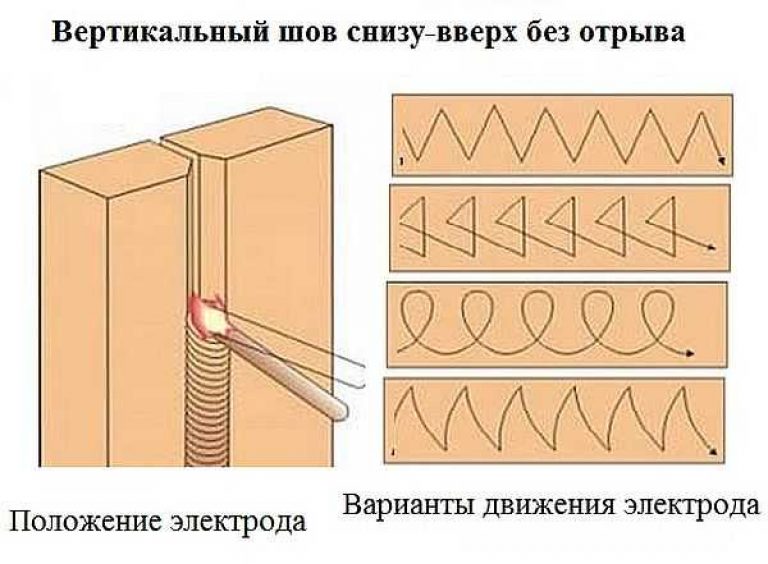
В этом видеоролике показан процесс сварки потолочного шва. Хотя комментарии идут на английском языке, то, что показано на экране не нуждается в дополнительном объяснении:
Помогла ли вам статья?
Сварочные прутки поют в швах стальной лестницы
Искры, пламя и дым. Все это было обычным явлением на стальной винтовой лестнице Ооди в последние недели. Ведутся масштабные сварочные работы, так как лестницы, доставленные на площадку в виде 10 отдельных блоков, теперь будут соединяться между собой толстыми сварными швами. Швы, видимые в виде темных вертикальных линий на белых перилах, конечно же, будут покрыты краской. В это время в следующем году посетители библиотеки будут беспрепятственно пользоваться лестницей, поднимаясь из вестибюля на третий этаж.
Винтовая лестница Oodi впечатляет и уникальна по своей конструкции. Комплекс состоит из двух спиралей, которые по структуре напоминают ДНК. Создается впечатление, что эта конструкция висит в воздухе, так как у нее нет опоры внизу и нет опорной стойки посередине. Этот магический трюк будет выполнен за счет поддержки лестничного комплекса через конструкции плит перекрытия.
Комплекс состоит из двух спиралей, которые по структуре напоминают ДНК. Создается впечатление, что эта конструкция висит в воздухе, так как у нее нет опоры внизу и нет опорной стойки посередине. Этот магический трюк будет выполнен за счет поддержки лестничного комплекса через конструкции плит перекрытия.
«При сварке мы пока используем временные опоры, но после их демонтажа лестница будет опираться на плиты перекрытия. Отчасти это решение увеличивает нагрузку на раму, которая еще больше возрастет, когда лестница будет использоваться посетителями библиотеки. Мы учли давление и движение здания: в конструкциях библиотеки остались некоторые швы, позволяющие двигаться», — говорит менеджер ЮИТ Янне Курикка.
Доказательством отличного планирования работ является тот факт, что вся лестничная клетка была защищена брезентом снизу вверх, образуя тент. Это означает, что монтажные работы и частицы, образующиеся при сварке, не мешают тем, кто работает рядом, а запах также остается в палатке вокруг лестничной клетки.
Фасад будет облицован елью
В апреле внешний вид Уди начнет заметно меняться. Этому есть две причины: на первом этаже появятся фасадные окна, а на наружных поверхностях начнутся финальные работы по облицовке.
Зона главного входа с ее изогнутыми формами представляет собой сложную область для облицовки. В то время как более прямые стены можно быстро облицевать с помощью элементов, криволинейные поверхности, а также края различных отверстий и зазоров должны быть закрыты отдельными деталями. С восточной стороны здания деревянная облицовка будет дополнена алюминиевыми пластинами.
В качестве материала для деревянной облицовки была выбрана ель
, — говорит руководитель объекта Янне Курикка, отвечающий за раму и фасад. На фото он держит модельный кусок облицовки.
«Облицовка состоит из реек, но при взгляде издалека поверхность будет казаться гладкой деревянной. Перед началом монтажа материал проходит огневые испытания. Партия древесины, обработанная огнезащитной краской, будет подвергаться воздействию открытого огня, и в ходе испытаний мы будем следить, насколько хорошо защитная краска предохраняет древесину от обугливания. Защита должна соответствовать определенным установленным значениям. В дальнейшем фасад будет обрабатываться огнезащитной краской примерно раз в четвертый год».
Перед началом монтажа материал проходит огневые испытания. Партия древесины, обработанная огнезащитной краской, будет подвергаться воздействию открытого огня, и в ходе испытаний мы будем следить, насколько хорошо защитная краска предохраняет древесину от обугливания. Защита должна соответствовать определенным установленным значениям. В дальнейшем фасад будет обрабатываться огнезащитной краской примерно раз в четвертый год».
Янне также лично знаком с деревянным строительством. Некоторое время назад он закончил свой собственный деревянный дом площадью чуть менее 250 квадратных метров в Порвоо. Янне, 33-летний инженер-строитель, выступал в качестве архитектора проекта и главного проектировщика, а также работал строителем. У его троих детей и пяти кошек теперь достаточно места для прогулок и игр!
Кабели будут покрыты монтажным полом
На данном этапе второй этаж особенно раскрывает «нервы и вены» библиотеки, т.е. всю строительную технику, которая будет скрыта за стенами или покрыта монтажным полом.
В библиотеке будет ресторан и два кафе, но у пользователей малых групп на втором этаже будет собственная кухня. Его электрические линии и трубы спринклерной системы вскоре будут покрыты монтажным полом. Осветительные установки на втором этаже также успешно продвигаются. Работу необходимо закончить до установки установочного пола, так как он не выдерживает вес ножничного подъемника.
Завершена отделка арочной лестницы, предназначенной для чтения и работы. После середины марта установили фанерные покрытия, а на следующем этапе лестницу покроют серым текстильным ковром.
Третий этаж в ожидании подвесного потолка
Детская зона в северной части третьего этажа готовится к установке белого изогнутого подвесного потолка. Образец, установленный в середине третьего этажа в начале года, был одобрен, и работа будет продолжена на основе опыта его установки.
В настоящее время потолок детской зоны перекрыт подвесными стальными опорами разной длины, на которых впоследствии будет держаться подвесной потолок. Постепенно он закроет вентиляционные трубы потолка и ремонтный мостик.
Постепенно он закроет вентиляционные трубы потолка и ремонтный мостик.
После начала внутренних работ большие окна третьего этажа будут защищены от царапин и грязи. Окна будут покрыты пленкой для защиты от пыли, а их нижние половины будут покрыты плитами из пенополистирола. Это позволяет продолжить работу с меньшим риском повреждения.
Юмор на рабочем месте расцветает в Oodi
На данном этапе работы внутри помещений требуют использования приспособлений, предназначенных для работы с брусом и фанерой, а значит, песня циркулярной пилы, например, вещь частая. Количество опилок может быть ошеломляющим, но оно контролируется специальными лесопильными помещениями, расположенными на разных этажах, представляющими собой палатки с дверью, которую можно закрыть во время работы.
С юмором и смехом работа идет быстрее. Субподрядчик назвал свою палатку для распиловки своим VIP-помещением.
На рабочем месте полно правил, но иногда можно добавить немного юмора, даже в серьезных вопросах.
Автономные чиллеры
Сварочные аппараты сопротивления жаждутСварочные аппараты сопротивления, давно известные как водяные боровы, широко используются на заводах, производящих изделия из листового металла и проволоки. Подкатегории процесса контактной сварки включают точечную сварку, рельефную сварку, шовную сварку, стыковую сварку и сварку оплавлением.
Достаточный поток охлаждающей воды является одним из наиболее важных параметров процесса контактной сварки, и обычному аппарату требуется от 2 до 3 галлонов воды в минуту на контур охлаждения.
Поскольку на машину часто приходится несколько параллельных контуров, общий требуемый расход воды может быть значительным. Например, потребность в водяном охлаждении автоматических аппаратов для контактной сварки с несколькими горелками специальной конструкции с несколькими трансформаторами и наконечниками может легко составлять от 10 до 20 галлонов в минуту (рис. 1 и 2).
1 и 2).
Рис. 1:
Крупные машины для точечной сварки сопротивлением специальной конструкции, такие как этот 46-пистолетный аппарат T. J. Snow для сварки каркасов автомобильных сидений проволокой, требуют огромного объема воды для охлаждения компонентов. Визуальные индикаторы расхода, расположенные вдоль верхней части рамы машины, облегчают балансировку контуров водяного охлаждения.
Рис. 2. Многогорелочные аппараты для точечной сварки потребляют большое количество охлаждающей воды. Синие водяные шланги используются для того, чтобы отличить холодную входящую воду от контуров «выходящей воды», представленных красными шлангами.
Дни обильной и недорогой воды прошли
В прошлом заводы часто подключали сварочные аппараты сопротивления к городскому водоснабжению и никогда не задумывались об этом. Однако, поскольку дни обильной и дешевой городской воды прошли, а плата за канализацию часто значительна, автономные рециркуляторы воды и чиллеры стали популярным вариантом.
Когда чиллер заменяет расходуемую городскую воду, окупаемость может составлять всего год.
Источники тепла в процессе сварки
В процессе контактной сварки используется множество генераторов тепла, начиная с большого трансформатора, обычно расположенного внутри рамы машины, который генерирует тепло внутри, поскольку он преобразует входящее линейное напряжение и ток в высокая вторичная сила тока, используемая для сварки.
Медные водопроводные трубы малого диаметра обычно встроены в сердечник трансформатора, и обычно имеется не менее двух других контуров для охлаждения секции высоковольтного контактора блока управления сварочным аппаратом.
Для некоторых применений контактной сварки, особенно для точечной сварки алюминия, требуется до 100 000 ампер вторичной обмотки для выделения достаточного локального тепла для сплавления металла за счет сопротивления материала в месте соединения.
Дополнительное тепло вырабатывается в больших медных проводниках «вторичного контура» сварочного аппарата. Конечным источником тепла в процессе контактной сварки, который сложнее всего охладить, являются электроды, контактирующие со свариваемым материалом.
Конечным источником тепла в процессе контактной сварки, который сложнее всего охладить, являются электроды, контактирующие со свариваемым материалом.
Хранение воды вызывает проблемы с охлаждением и качеством
Водонапорные башни, установленные на крыше, долгое время были наиболее распространенным способом снабжения охлаждающей водой сварочных аппаратов, но они представляют собой уникальный набор проблем, включая непостоянную температуру технологической воды из-за различных температур. температуры окружающего воздуха.
Кроме того, грязь и другие загрязнения могут вызвать проблемы, например, у японского производителя автомобильных запчастей в Кентукки, который посадил вишневые деревья вокруг своего здания. Деревья были прекрасны, когда цвели каждую весну, но градирня забилась облаком цветов, которые попали в систему.
Еще одна причина, по которой градирня не рекомендуется для использования с аппаратами точечной сварки, заключается в том, что поток воды часто недостаточен, поскольку производительность насоса центральной системы редко увеличивается при установке дополнительного оборудования с водяным охлаждением.
На других заводах используется колодезная вода или большие рециркуляционные резервуары-накопители, иногда охлаждаемые радиаторами или даже многочисленными мешками со льдом, но автономный водяной охладитель намного лучше, особенно если его размер соответствует применению (рис. 3).
Рисунок 3. Этот автономный рециркулятор воды с воздушным охлаждением и чиллер MTA модели TAEevo грузоподъемностью 1 тонна идеально подходит для использования с этой машиной контактной точечной сварки прессового типа мощностью 100 кВА.
Хотя колодезную воду часто считают «бесплатной», содержащиеся в ней минералы обычно засоряют контуры водяного охлаждения сварщика малого диаметра. Кроме того, колодезная вода часто слишком холодная для применения.
Хотя здравый смысл подсказывает, что охлаждающая вода для контактных сварщиков должна быть как можно более холодной, конденсация быстро становится проблемой, когда преобладающая точка росы, температура, при которой происходит конденсация водяного пара, выше температуры технологической воды.
Поскольку температура точки росы выше 70°F является обычным явлением в летние месяцы, чиллеры должны быть настроены таким образом, чтобы избежать внутреннего «запотевания» сварочного трансформатора, что в конечном итоге приведет к его короткому замыканию. Также следует избегать образования луж воды у ног оператора из-за стекания конденсата с электрододержателей.
Для решения проблемы конденсации некоторые чиллеры, выпускаемые в настоящее время, включают функцию автоматической компенсации точки росы, что настоятельно рекомендуется.
Влияние расхода воды на сварку
Когда речь идет об отводе тепла, выделяемого в процессе сварки сопротивлением, расход воды часто считается более важным, чем температура. Поэтому особенно важно выбрать чиллер с насосом подходящего размера и отвесить систему, чтобы свести к минимуму или устранить давление напора, вызванное водопроводом в потолке.
В идеале чиллер можно подключить только к одному аппарату контактной сварки (рис.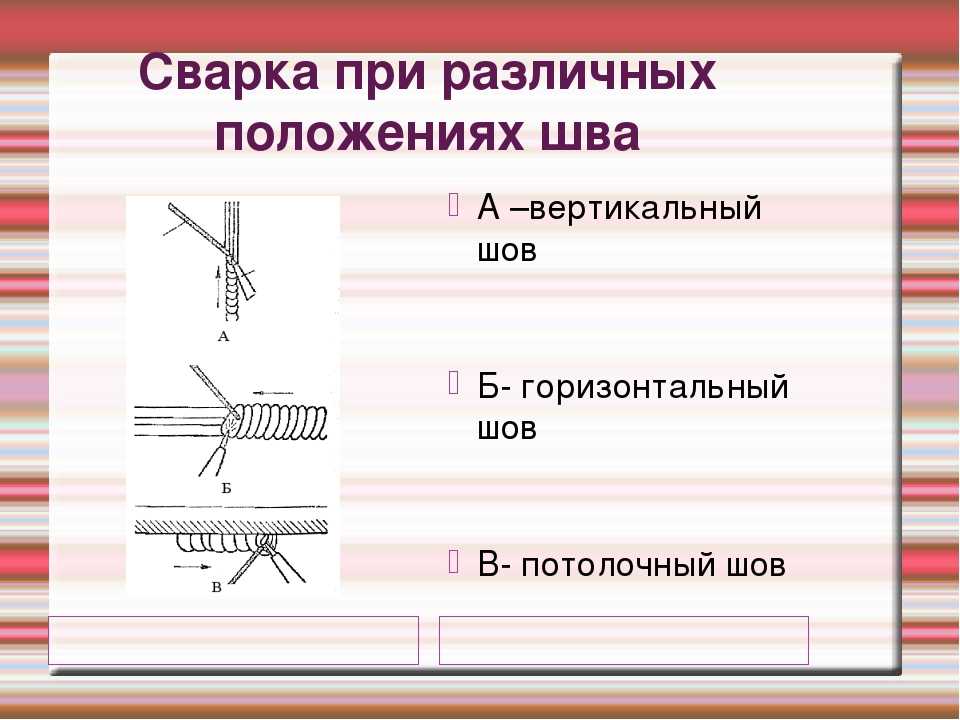 4) или к группе аналогичных аппаратов, расположенных близко друг к другу, и провести линии по полу (рис. 5).
4) или к группе аналогичных аппаратов, расположенных близко друг к другу, и провести линии по полу (рис. 5).
Рис. 4. Эта машина для точечной сварки T. J. Snow с двумя пистолетами охлаждается специальным автономным рециркулятором воды с воздушным охлаждением и чиллером MTA модели TAEevo грузоподъемностью 1 тонна.
Рис. 5. Автономные охладители часто подключаются к нескольким аппаратам контактной точечной сварки, расположенным рядом друг с другом в рабочей ячейке. Обратите внимание на два разных типа водяных коллекторов и визуальные индикаторы потока, используемые для балансировки потока в нескольких контурах охлаждения.
Расчет холодопроизводительности
Выбор надлежащей холодопроизводительности чиллера, используемого с аппаратами контактной сварки, не всегда является точной наукой, поскольку сварочный аппарат или группа сварочных аппаратов, подлежащих охлаждению, могут работать не все время. Хорошее эмпирическое правило, которое работало на протяжении многих лет, заключается в том, чтобы указывать одну тонну холода на каждые 100 кВА сварочной мощности.
Хорошее эмпирическое правило, которое работало на протяжении многих лет, заключается в том, чтобы указывать одну тонну холода на каждые 100 кВА сварочной мощности.
Большой встроенный резервуар-накопитель, служащий «тепловым маховиком», помогает предотвратить короткие циклы, а система с двумя компрессорами, если она доступна, позволяет автоматически отключать одну сторону, когда в ней нет необходимости.
Экономия воды — ключ к успеху
В связи с продолжающейся засухой во многих частях мира покупка автономного чиллера для сварочного аппарата — это, пожалуй, один из способов спасти мир.
По крайней мере, установка чиллера должна улучшить ваш процесс и сэкономить деньги.
| Компания Тома Сноу и Ти Джея Сноу | |
Том Сноу является генеральным директором T. |
