Обратная и прямая полярность при сварке инвертором, отличие полярности при сварочных работах
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны. Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
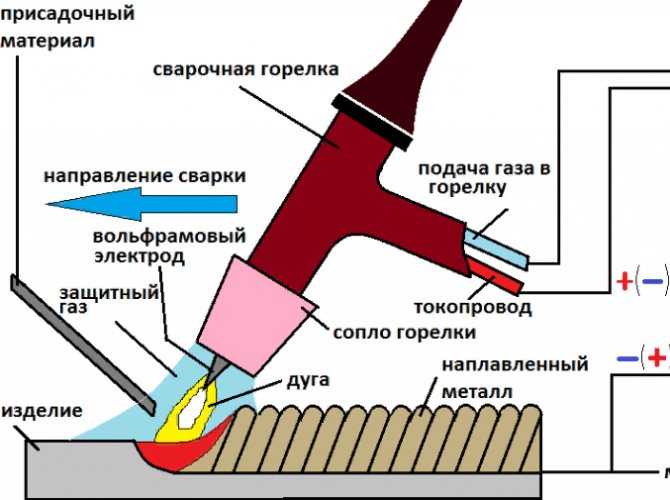
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат. Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.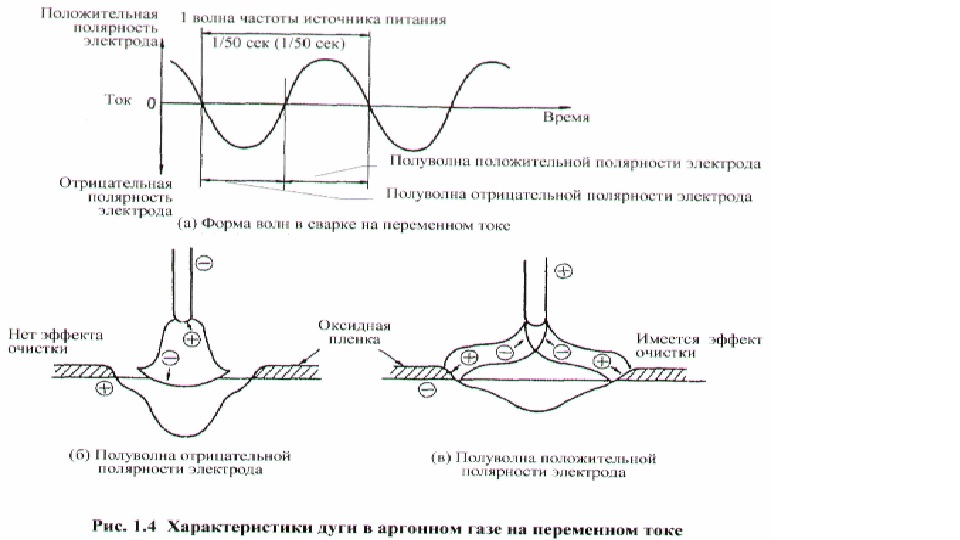
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
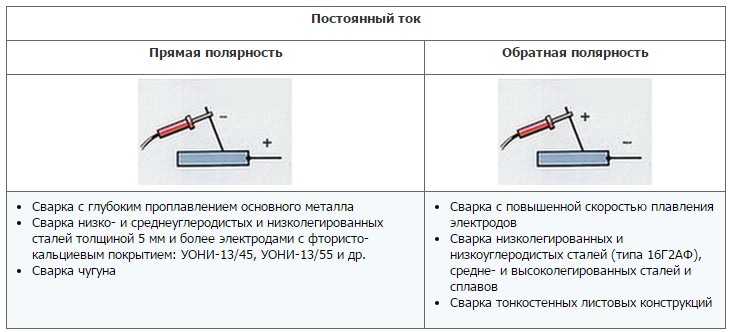
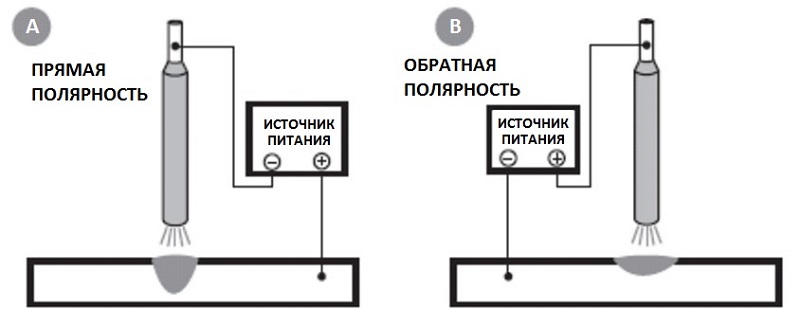
Сварка прямой полярности
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:
- на электроде – плюс;
- на «земле» – минус.

Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Важность полярности при сварочных работах
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
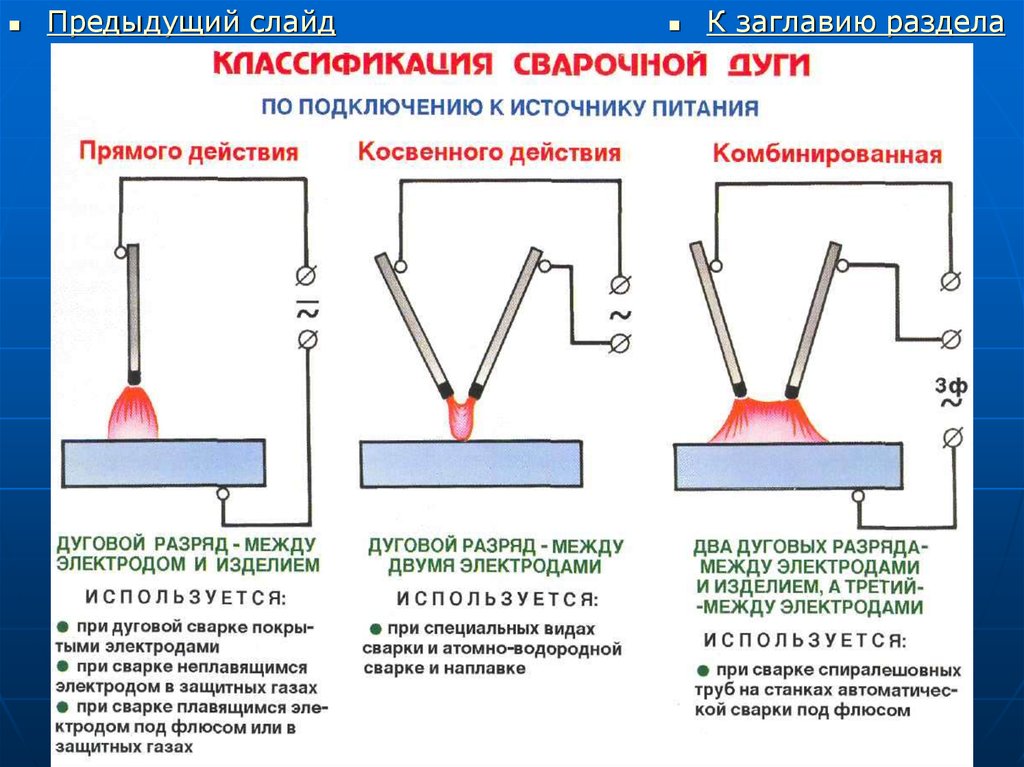
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
Для поддержания горения дуги требуется создать обратные электрически заряженные части в пространстве между находящимися электродами.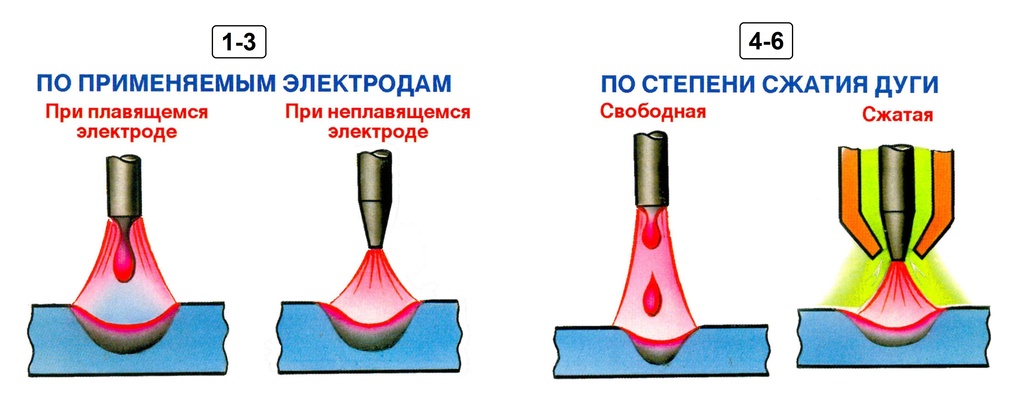 Данные частицы – это электроны, а также положительные и отрицательные ионы. Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Данные частицы – это электроны, а также положительные и отрицательные ионы. Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
Преимущество сварочных работ дугой явны. Сварка отличается по признакам:
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.

По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
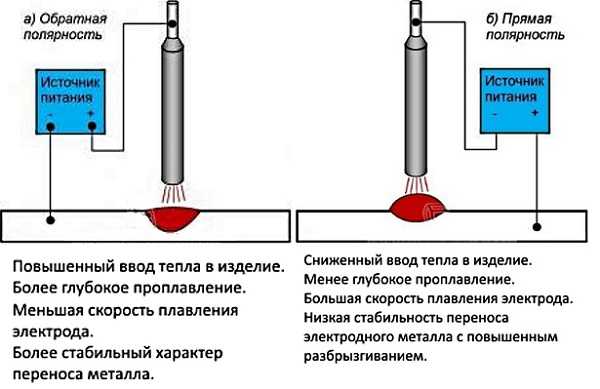
На размеры и форму шва также влияют вид электротока и его полярность. То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
 com/embed/GrVBaIZ3ddE»/>
com/embed/GrVBaIZ3ddE»/>- Автор: Виталий Данилович Орлов
- Распечатать
Оцените статью:
(13 голосов, среднее: 3.6 из 5)
Поделитесь с друзьями!
Сварка нержавейки электродом – способы и особенности
Содержание
- Сварка электродами по нержавейке
- Способы сварки нержавейки
- Сварка нержавейки электродом в домашних условиях
- Сварка тонкой нержавейки электродом
Нержавеющая сталь является востребованным материалом благодаря своим свойствам (коррозионностойкости и долговечности), в связи с чем часто возникает необходимость ее сварить. Однако, есть тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.
Сварка электродами по нержавейке
Варить коррозионностойкие стали непросто. Для получения качественного сварного шва достаточной прочности требуется несколько факторов:
- достаточное количество опыта у сварщика;
- правильный подбор сварочных материалов, в частности электрода.

Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
- Ручная электродом;
- Ручная аргоном.
Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве. Ручная сварка с применением электрода с покрытием считается универсальной и используется во всех отраслях.
Достоинства ММА-сварки:
- простой и легкий процесс сварки;
- высокая продолжительность работы аппаратов;
- компактные агрегаты небольшим весом;
- получение прочных сварных швов;
- подходит для самостоятельного обучения этому методу.
От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
- ESAB OK 61. 30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
- AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
- ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.
 30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
| Толщина металла, мм | Вид и полярность | Сила тока, А | Диаметр электрода, мм |
| 1 | Постоянный | 30-60 | 2 |
| Переменный | 35-75 | ||
| 1,5 | 40-75 | 2 | |
| Переменный | 45-85 | ||
| 4 | Постоянный с прямой полярностью | 85-130 | 4 |
Особенности аргонодуговой сварки:
- дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
- во время сварки нужно исключить колебания стержня. В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
 В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для этого лучше всего выбрать сварочный инвертор. Для дома подойдет аппарат, работающий от сети 220В. Небольшие габаритные размеры устройства и малый вес позволяют более комфортно работать с ним и перемещать.
Основой популярности инверторов стали доступная цена и получаемое качество сварного шва. Это привело к тому, что сварочные аппараты инверторного типа стали лидерами по продажам.
Таблица 2. Параметры для настройки инвертора
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1,5 | 40-60 | 2 |
| 3 | 75-85 | 3 |
| 4 | 90-100 | 3 |
| 6 | 140-150 | 4 |
Для сваривания применяют постоянный ток обратной полярности.
Последовательность действий при сварке инверторным аппаратом:
- Зачистить рабочую поверхность металла от ржавчины, масел, других загрязнений при помощи металлической щетки.
- Произвести разделку кромок напильником или болгаркой при необходимости (толщина металла должна быть больше 4 мм). Проводя эту процедуру, мы обеспечиваем высокий уровень проплавления и заполняемость сварочной ванны.
- Если свариваемый металл тонкий, то свариваемые края нужно плотно придвинуть друг к другу и прихватить их.
- Если свариваемый металл толще 7 мм, то мы прогреваем его до 150 С.
- Разжечь дугу.
- Провести сварку короткой дугой.
- В конце сварного шва требуется сделать “замок”, который предотвратит появление свищей и трещин.
- Дать изделию остыть.
- Затем убрать шлак со шва, после этого — зачистить.
- Отполировать и отшлифовать.
Сварка тонкой нержавейки электродом
Чтобы качественно сварить тонкий металл нужно иметь теоретическую базу знаний и достаточно опыта. Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Для сваривания тонкой нержавейки электродом требуется сила тока меньше на 20% по сравнению с обычной сталью.
Правильно подобранный сварочный электрод-половина успеха при сварке. Например, для толщины заготовки в 3 мм диаметр электрода должен составлять 3-4 мм.
Длина стержня не должна превышать 35 мм, а температура нагрева металла — 500 С.
Так же как и для сварки обычной нержавейки дома, для тонкой лучше применить инвертор.
Сварка тонкой нержавейки инвертором электродом имеет некоторые правила:
- место сварки и сами заготовки не нагревать выше 150 С;
- сварка должна проходить на небольших показателях тока на достаточно высокой скорости и желательно без колебания дуги во время сварки;
- чтобы металл не смог перегреться и, как следствие, не прожегся, перед сваркой нужно подложить под заготовки металлические кусочки, которые отведут часть тепла;
- для сварки металла, толщиной менее 3 мм, разделка кромок не требуется;
- необходимо обеспечить зазор между заготовками, величиной 1-2 мм;
- после сварки не надо резко охлаждать металл.
Если вы планируете использовать в работе электрод толщиной 3 мм, то необходимо выставить ток в 80 А.
Рассмотрим, какие электроды нужны для сварки тонкой нержавейки:
- ЦЛ-11 – является одной из ходовых марок. Шов, полученный при помощи этого электрода, достаточно коррозионностойкий при неблагоприятных условиях.
- ОК 63.20 используется для металла, имеющего контакт с жидкими агрессивными неокислительными средами при температуре до 350 С.
| Введение Сплавы из нержавеющей стали обычно имеют содержание хрома не менее 10%. Основные металлы из нержавеющей стали в основном подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (например, 302, 304, 308, 316 и т. Ниже приведено основное пошаговое руководство, которому необходимо следовать при сварке нержавеющей стали. Безопасность превыше всего
Начните с определения наилучшего способа соединения основных металлов. Правильная конструкция соединения и подгонка являются важными шагами для обеспечения прочного соединения после завершения сварки. Обязательно учитывайте требуемую прочность, положение сварки, толщину металла и доступность соединения. Пять основных типов соединений: стыковые, угловые, краевые, внахлестку и тавровые. Эти пять соединений могут быть расположены во многих комбинациях для создания большого разнообразия сварных швов. Приспособления и приспособления помогают закрепить детали на месте во время процедуры соединения. Листовой металл и большинство угловых и нахлесточных соединений должны быть плотно зажаты по всей длине изделия. Выберите процесс сваркиТри наиболее распространенных процесса нержавеющей сварки:
SMAW — не требуется GTAW — аргон рекомендуется для толщин примерно до 1/2 дюйма. Для более толстых секций можно использовать смеси аргона и гелия или чистый гелий. Наиболее распространен вольфрам, содержащий 2% тория9.0010 FCAW — 100% CO 2 или аргон/CO 2 . Напряжение может быть несколько ниже, если выбрана смесь аргона с 20-25% CO 2 . Как правило, рекомендуется скорость потока газа 40 кубических футов в час. В зависимости от специфики приложения могут быть внесены коррективы. GMAW — Для распылительного переноса r используйте аргон и от 1% до 2% кислорода. Преимущественно используется смесь 99% аргона/1% кислорода. 98 % аргона/2 % кислорода при сварке более тонких материалов. Для передача с коротким замыканием использовать 90 % гелия/7,5 % аргона/2,5 % CO 2 . Более подробную информацию см. в руководстве по защитному газу Выберите подходящий присадочный металлДля применений, где обе детали изготовлены из одного и того же сплава, выберите присадочный металл с составом, аналогичным составу основных металлов. Это обеспечит аналогичные свойства сварного шва. Применение разнородных основных металлов требует выбора на основе механических свойств, отсутствия растрескивания и совместимости. Установка параметров SMAW — использует постоянный ток (DC) или переменный ток (AC). DC использует либо прямую полярность, то есть отрицательный электрод, либо обратную полярность, то есть положительный электрод. Постоянный ток непрерывно протекает в одном направлении через сварочную цепь. Есть несколько преимуществ постоянного тока. Он хорошо работает при низких настройках тока и с малыми диаметрами. Кроме того, зажигание дуги и поддержание короткой дуги проще. Электроды из нержавеющей стали с обозначением D15 (например: 308-15) используют постоянный ток обратной полярности. Их ключевой характеристикой является быстрое замерзание шлака, что делает их подходящими для сварки в нерабочем положении. Внешний вид бусин выпуклый. AC использует комбинацию прямой и обратной полярности, которые чередуются в регулярных циклах. К преимуществам этого тока относятся: меньшая вероятность возникновения дуги, которая возникает из-за дисбаланса магнитного поля вокруг дуги, вызывающего изгиб дуги. Он также хорошо работает на толстом металле с электродом большого диаметра. Электроды из нержавеющей стали с обозначением D16 (например, 308-16) используют переменный или постоянный ток. Они образуют гладкий сварной шов, от плоского до слегка выпуклого. Сила тока Наиболее распространенные настройки:
GTAW — Для дуговой сварки вольфрамовым электродом в газе используйте постоянный ток прямой полярности (отрицательный электрод). FCAW — Порошковая проволока для сварки нержавеющей стали обычно использует постоянный ток обратной полярности (электрод положительный). Этот тип тока обеспечивает лучшее проникновение в основной металл. Сварка порошковой проволокой требует более длинного удлинения проволоки или «торчания». Вылет — это расстояние между концом провода и концом контактного наконечника. Вылет порошковой проволоки из нержавеющей стали обычно составляет от 5/8 до 3/4 дюйма. GMAW — Ниже приведены рекомендуемые настройки для сварки GMAW:
 Скорость потока 20cfh. Скорость потока 20cfh.
Перенос распылением:
 Очистка основного металла Очистку следует проводить непосредственно перед сваркой, чтобы предотвратить образование оксидов. Поверхность основного металла должна быть очищена от жира, масла, краски, грязи и т. д. Чистая поверхность обеспечит более гладкое и прочное соединение. Почистите поверхность пластины и края металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и окислы. Необходимо надевать перчатки, чтобы предотвратить попадание масла или грязи на поверхность соединения. Предварительный нагрев, если применимо Предварительный нагрев не требуется для большинства аустенитных нержавеющих сталей марки 300. Основной металл должен быть доведен до комнатной температуры, от 60 до 75°F. Предварительный подогрев необходим при сварке ферритных или мартенситных марок стали. Хорошая техника сварки развивается по мере того, как сварщик приобретает опыт. Ниже приведены основные советы по сварке:
Может потребоваться последующий подогрев для снятия внутренних напряжений, вызванных концентрацией тепла в зоне сварки. Последующий нагрев помогает замедлить процесс охлаждения, чтобы свести к минимуму растрескивание. Это хорошая процедура для использования при соединении толстых металлов. SMAW и FCAW оставляют на сварном шве остатки шлака. Удалите шлак отбойным молотком или шлифованием. Поиск и устранение неисправностейСм. раздел часто задаваемых вопросов . Присадочные металлы Aufhauser Aufhauser производит полную линейку присадочных металлов для сварки нержавеющей стали .
|
 д.), мартенситный (например, 410 и 416) и
д.), мартенситный (например, 410 и 416) и 

 Тем не менее, электроды создают некоторую неэффективность, такую как потери в шлейфе и шлаковое покрытие, которое необходимо удалить.
Тем не менее, электроды создают некоторую неэффективность, такую как потери в шлейфе и шлаковое покрытие, которое необходимо удалить.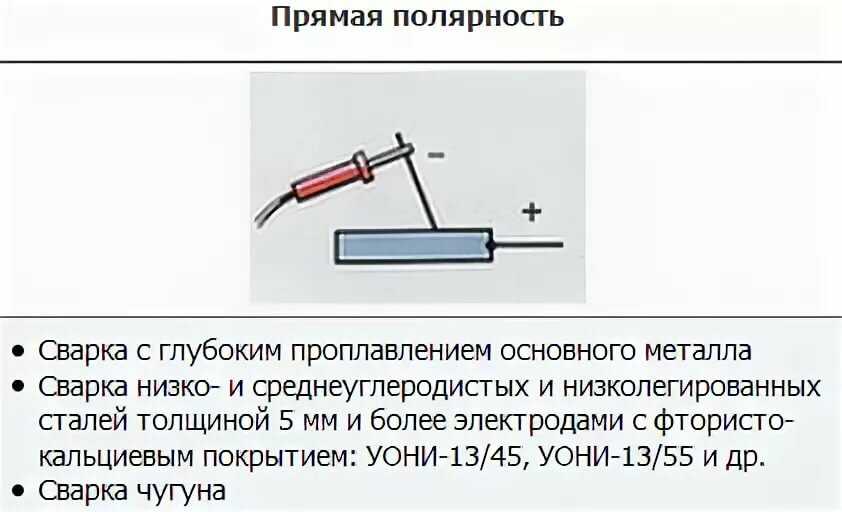 Он обеспечивает экранирование, раскисление и стабилизацию дуги. Может быть добавлено дополнительное экранирование. Сопло для всасывания дыма вокруг пистолета или вытяжного шкафа помогает уменьшить количество дыма и паров. Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги.
Он обеспечивает экранирование, раскисление и стабилизацию дуги. Может быть добавлено дополнительное экранирование. Сопло для всасывания дыма вокруг пистолета или вытяжного шкафа помогает уменьшить количество дыма и паров. Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги. Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.
Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.

 Параметры сварки TIG зависят от толщины листа и положения сварки.
Параметры сварки TIG зависят от толщины листа и положения сварки. Он также необходим при соединении толстых металлов или металлов с высоким процентным содержанием углерода.
Он также необходим при соединении толстых металлов или металлов с высоким процентным содержанием углерода.
При ручной дуговой сварке электродом какой полярности следует пользоваться?
Часто задаваемые вопросы
Первый важный момент заключается в том, что не все электроды ММА можно использовать со всеми полярностями. Информация и спецификации производителя электродов, такие как BS EN ISO 2560:2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различным покрытием. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного прохода.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Необходимо определить термины для указания полярности процесса сварки. Часть сварочной цепи, которая является положительной (притягивает электроны в дуге), является анодом. Часть сварочной цепи, которая является отрицательной (производит электроны в дуге), является катодом. Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Когда процесс сварки выполняется на постоянном токе, электрод (электрод MMA, MIG/MAG/флюсовая или порошковая проволока или вольфрамовый электрод) может быть как положительным, так и отрицательным. Это приводит либо к положительному электроду постоянного тока (DCEP), либо к отрицательному электроду постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также был известен как прямая полярность постоянного тока (DCSP) или просто «прямой».
При сварке ВИГ разделение тепла между анодом и катодом является значительным. Приблизительно 2/3 тепла выделяется на положительном аноде из-за столкновения высокоскоростных электронов с высокой энергией. Отрицательный катод не испытывает этого эффекта и даже может подвергаться охлаждению за счет термоэлектронной эмиссии в зависимости от материала. Например, вольфрамовый электрод является термоэмиссионным, поэтому он будет испытывать охлаждающий эффект.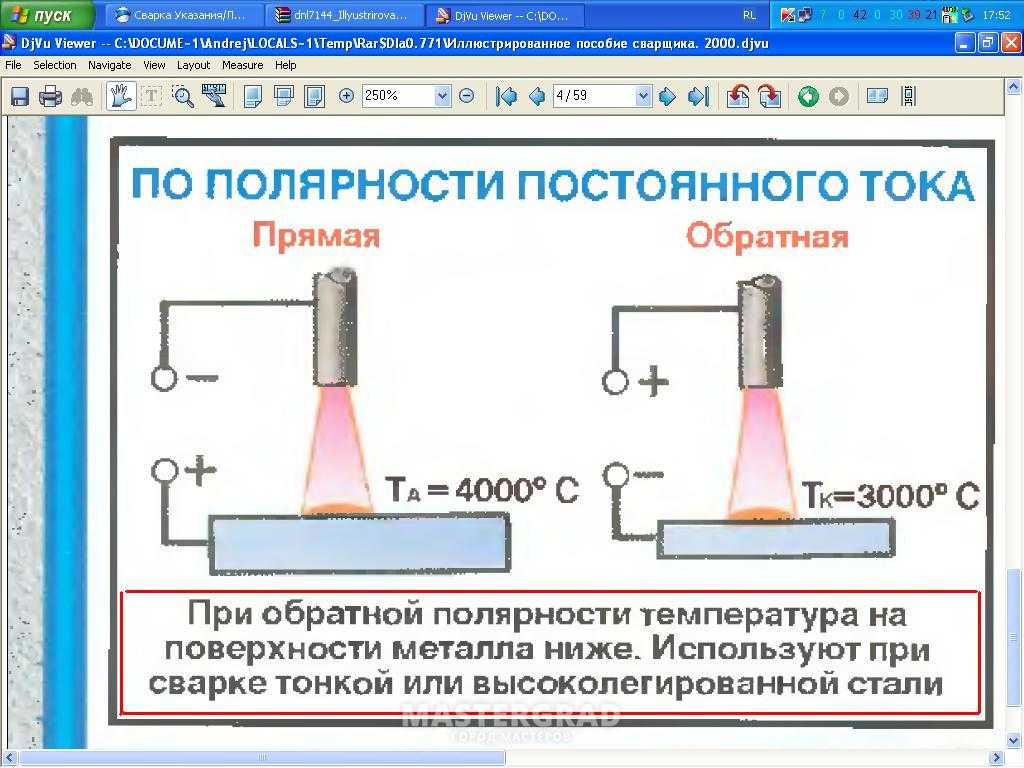 По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
Однако процесс ММА с расходуемым электродом не вызывает этих проблем. Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности. В частности, перемещение материала непосредственно от расходуемого электрода к заготовке приводит к существенному балансированию тепла между двумя точками.
Более важным, чем распределение тепла, является влияние полярности на проплавление при сварке ММА. В целом, работа на DCEP приводит к большему проплавлению, а DCEN приводит к уменьшению проплавления и уменьшению разбавления металла шва подложкой. Это важно для электродов, которые можно использовать как с полярностью постоянного тока (так и с переменным током).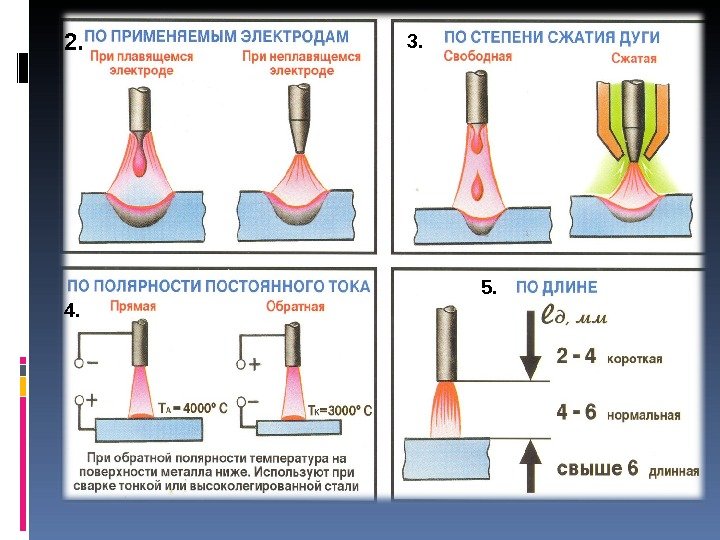 Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Для полноты информации здесь приводится информация о процессах сварки MIG/MAG и под флюсом, а также о влиянии полярности.
Для сварки MIG/MAG DCEN и AC обычно не используются, потому что трудно достичь стабильного состояния распыления, в основном при работе с шаровидным переносом, что не обязательно приводит к приемлемому сварному шву. Однако производители оборудования все чаще стремятся разработать источники питания, которые могут работать в этих условиях. Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Дуговая сварка под флюсом похожа на MIG/MAG, при этом DCEP является наиболее часто используемой полярностью, но DCEN чаще используется в этом процессе, особенно при наплавке, где предпочтительнее меньшее проплавление и растворение с подложкой. Переменный ток используется при сварке несколькими проволоками, как правило, с ведущей проволокой постоянного тока и всеми ведомыми проволоками переменного тока, чтобы уменьшить проблемы с дуновением дуги.
Ссылки
Справочник AWS по сварке — Американское общество сварщиков
Энциклопедия сварки Джефферсона, 18-е издание — Американское общество сварщиков
Принципы сварки — Роберт В. Месслер-младший
Справочник по процедурам дуговой сварки — Lincoln Electric
Welding Metallurgy, 2-е издание — Sindo Kou
ANSI/AWS A5.