Что даёт прямая и обратная полярность при сварке инвертором | ММА сварка для начинающих
- Что даёт прямая и обратная полярность при сварке инвертором
- Что даёт смена полярности на инверторе
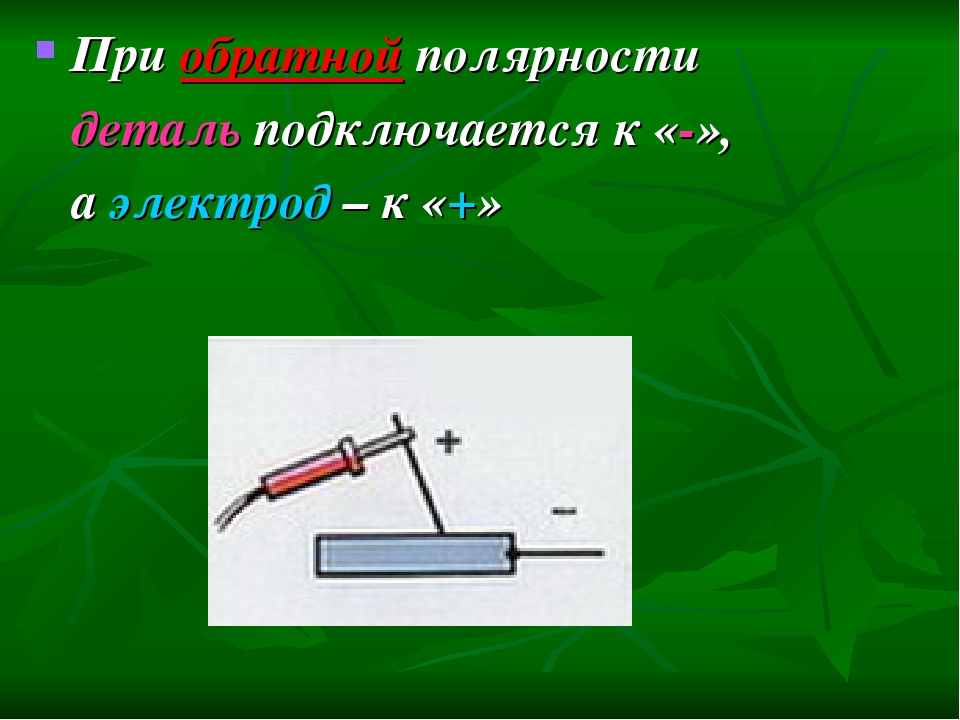
Варить инвертором можно двумя режимами, меняя полярность постоянного тока. При сварке инвертором на прямой полярности, к электроду подводится минусовая клемма, а к заготовке — плюсовая. Когда осуществляется сварка инвертором на обратной полярности, то, наоборот, к электроду подключается плюс, а к свариваемой заготовке, минус.
Что даёт прямая и обратная полярность при сварке инвертором? Когда лучше варить на обратной полярности, а когда, только на прямой? Именно об этом и будет посвящена данная статья сайта mmasvarka.ru про ручную дуговую сварку (ММА).
Что даёт прямая и обратная полярность при сварке инвертором
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс. При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.
При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.
Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.
В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
- Когда нужно углубить корень сварочного шва, то лучше всего применять именно прямую полярность при подключении инвертора. В таком случае, большая температурная нагрузка будет приходиться на металл.
- В том случае, если нужно варить тонкий металл, то сварочный инвертор лучше всего переключать в режим обратной последовательности.
 Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
 Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.
При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
Прямая и обратная полярность при сварке: выбор режима, подключение
Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.
Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.
Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Применение прямой и обратной полярности
Смена полярности происходит из-за текущих процессов. Кроме подбора основных параметров, можно поменять местами подключенные клеммы. В результате произойдет протекание тока от отрицательного элемента к положительному и первый нагревается до необходимых значений.
В результате произойдет протекание тока от отрицательного элемента к положительному и первый нагревается до необходимых значений.
Прямая полярность нужна в тех случаях, когда обрабатываются глубокие швы при толстой заготовке. Здесь к электроду подключается минус, металл имеет плюс. Также такую полярность хорошо применить при сварке чугуна и глубоким проплавлением главного металла (алюминий, железо и так далее).
Обратная полярность (плюс к электроду, минус к металлу). Металл холодный, электрод нагревается. Применяется только для тонкостенных заготовок, так как электрод очень быстро выходит из строя. В зависимости от целей процесса, мастер применяет один из режимов работы. Также следует учесть, что при переменном токе происходит сварка низкоуглеродистых сталей электродами из рутилового покрытия, при наличии магнитного дутья толстолистовых конструкций из низкоуглеродистых сталей. Здесь нет зависимости от типа полярности, можно применять любую удобную для начинающего специалиста.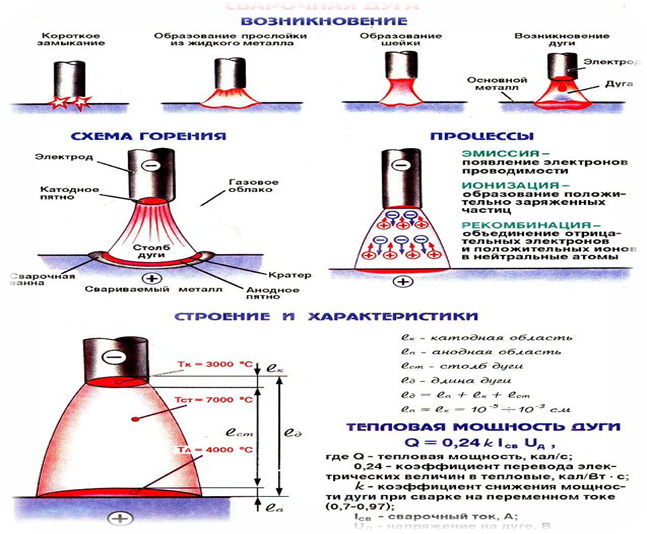
Подведем итог. Мы рассмотрели, что представляет собой сварочный инвертор и для чего необходимо знать о прямой и обратной полярности. Нередко начинающие мастера не знают особенностей работы, из-за чего возникают трудности при проплавлении металла или сварке конструкций из различных сплавов. Однако производить смену полярностей достаточно просто. Поменяв клеммы между собой, можно добиться необходимых параметров для работы с разными изделиями. Внимательно изучайте сварочные инверторы, и ваша работа станет заметно комфортнее!
https://youtube. com/watch?v=3NmHP9zqn94
com/watch?v=3NmHP9zqn94
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.. В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного
То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок.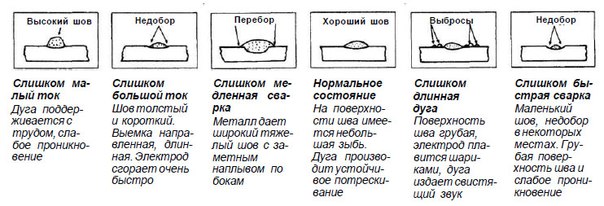 Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Полярность при сварке. Что означают названия полярности
Полярность при сварке бывает прямой и обратной, и многие сварщики-любители путают или вообще не знают, что означают эти названия. Хоть я и не люблю теоретические и терминологические вопросы, но некоторые всё же считаю нужным раскрывать, т.к. они могут быть полезны при сварке на практике.
Итак, сейчас речь пойдёт о том, почему прямой полярностью при сварке называется та, при которой «+» на детали, а «-» — на электроде. Мы ведь привыкли, что, например, «-» с аккумулятора идёт на корпус автомобиля. Казалось бы, при сварке должно быть так же, но на практике, наоборот. Тут нужно вспомнить физику – кажется, это 7-й или 8-й класс школы.
С чего всё началось
Сначала, когда открыли электричество, не было технической возможности определить фактическое направление движение электронов в металле, поэтому, плюсом и минусом потенциалы назвали наугад – думали, что электроны идут от того потенциала, который назвали «плюсом» к тому, который назвали «минусом». Т.е., отличать потенциалы возможность была, а вот проследить движение электронов тогда не могли.
Развитие науки
Позже, когда появилась техническая возможность определить направление движения электронов, оказалось, что с названиями не угадали – электроны, на самом деле, двигаются от «минуса» к «плюсу». Чтобы это привести в соответствие, пришлось бы поправлять все схемы, документации, все научные труды и т.п. – всё-всё-всё. В итоге, решили этим не заниматься, а просто условились, что названия останутся теми же, но просто все будут знать, что электроны движутся от «минуса» к «плюсу».
Полярность при сварке на практике
Таким образом, прямая полярность при сварке — это когда «+» на детали, и электроны в металле движутся с электрода на деталь. Т.е., название полярности сварочного тока правильное – электроны движутся в прямом направлении, а неразбериха из-за названий электрических потенциалов.
Чем это полезно при сварке? Тем, что многих сбивает с толку то, что «+» крепится на деталь, а данное разъяснение будет помогать правильно устанавливать полярность. И есть ещё один даже более полезный вывод из сказанного, но об этом как-нибудь в другой раз…
А сейчас важно твёрдо запомнить, какая полярность при сварке называется прямой, а какая — обратной. Потому что вы будете втсречать эти термины на упаковках с электродами, в статьях, книгах, видеоуроках… И если вы будете путать названия полярностей, то будете использовать неправильные режимы при сварке, что приведёт к ухудшению качества ваших сварных швов
Видеокурсы:
Плюсы и минусы разных методов сваривания деталей
Говоря о плюсах и минусах прямой и обратной полярности сваривания, нужно понимать, что неправильный выбор режима проявит все отрицательные стороны процесса.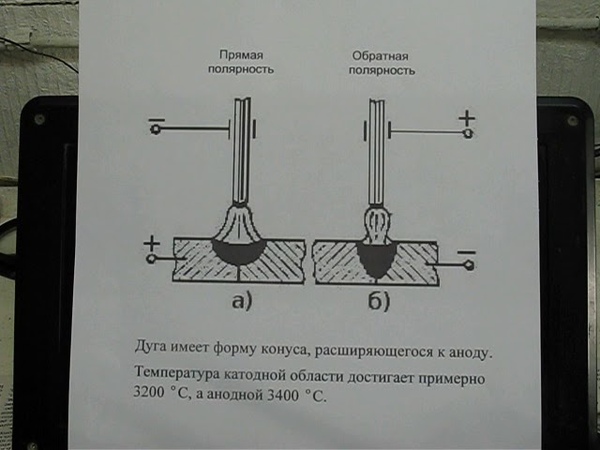 Толстый металл при отрицательной полярности будет слабо греться, шов получится поверхностным, придется обваривать деталь с двух сторон, что увеличит материальные и временные затраты.
Толстый металл при отрицательной полярности будет слабо греться, шов получится поверхностным, придется обваривать деталь с двух сторон, что увеличит материальные и временные затраты.
Тонкий металл при положительной полярности потечет, начнет прожигаться электродом, кипящие брызги из сварочной ванны будут загрязнять поверхность изделия и требовать дополнительных усилий по их устранению.
Если же все учесть правильно, то минусы обратятся в плюсы, процесс сварки будет несложным для выполнения и радовать глаз результатом.
Какую использовать?
Одним из важных критериев, на котором основывается выбор полярности электросварки, является состав покрытия сварочного электрода. В зависимости от материала электрода подбирается режим электросварки. Например, черные угольные стержни, которые имеют свойство быстро нагреваться, выбирать для сварки методом обратной полярности нецелесообразно. Такие электроды быстро разрушатся, и процесс электросварки будет постоянно прерываться, кроме того, они не подходят для тонкого металла.
Правильная подборка электрода в этом случае зависит от состава материала заготовки. Если взять электрод без покрытия, то при электросварке в условиях прямой полярности он будет хорошо плавиться и гореть, а если работать с такой проволокой в условиях переменного электротока, электрод без покрытия гореть не будет. Прочность и внешний вид сварного шва зависит от полярности расположения полюсов. Чтобы получить максимально глубокую проварку металла, потребуется применить технологию использования постоянного тока с обратной направленностью. При таком расположении полюсов максимальный набор тепловой энергии будет в области анода.
Применение электросварки с обратной направленностью тока считается наиболее востребованным. Сварочный аппарат может осуществлять подачу сварочной проволоки с определенной скоростью, от этого будет зависеть выбор определенных вариантов технологий сварки. Электрический ток обратной полярности применяется для работы в среде защитных газов, а сварка с прямой направленностью используется при работе с флюсовой порошковой сварочной проволокой.
Прямая и обратная направленность электротока выбирается исходя из ряда факторов, главными из которых являются состав расходных материалов, применяемое оборудование, вид металла заготовки и ее толщина
Вне зависимости от того, какая полярность подачи электротока будет выбрана, имеются определенные нюансы, которые важно учитывать
Известно, что используя постоянный электроток, можно получить сварочное соединение без наличия большого образования окалины из-за брызг. Остывший шов получается аккуратным и прочным. Такие характеристики шва объясняются тем, что при работе постоянным током не происходит частой смены полярностей, в отличие от работы переменным видом подачи электротока.
В случае, когда для сварочного процесса используютсяя электроды плавящегося типа, то ввиду разницы нагрева между катодом и анодом возможны прожоги поверхностей заготовок. Чтобы избежать прожога заготовки в участке подсоединения ее к электрокабелю, используют прижимную струбцину.
О том, как выбрать полярность при сварке электродами разных покрытий, смотрите в следующем видео.
Полярность при сварочных работах
При ручной дуговой сварке подача присадочной проволоки осуществляется в автоматическом режиме. Сваривание деталей по технологии РДС осуществляется при постоянном токе. К клеммам сварочного инвертора нужно подключить кабели массы и электрода. Они обозначаются знаками “+” и “-“. Полярность определяет способ подсоединения проводов к клеммным колодкам полуавтомата. Этот этого параметра зависит характер движения элементарных частиц, что воздействует на сварочный процесс. Если полуавтоматический прибор для сварки функционирует при переменном токе, то сварщик не сможет поменять полярность
При сварке с прямой полярностью кабель с электродным стержнем соединяется с контактом “минус”, провод с прищепкой – с разъемом “плюс”. Температура на концах электрического инвертора достигает 1000 °C. При переходе на обратную полярность провода с электродом и прищепкой нужно поменять местами. Температура на концах электродного стержня повысится до 4000 °C. Смена полярности позволяет контролировать температурный режим обрабатываемых заготовок.
Смена полярности позволяет контролировать температурный режим обрабатываемых заготовок.
Изменять местоположение кабелей необходимо при обработке легированных изделий. Полярность меняется при различных функциональных режимах сварочного аппарата. Они определяются размерами и материалом изготовления свариваемых изделий. Прямое подключение кабелей используется при проведении сварочных работ на открытом воздухе. В данных условиях детали соединяются с применением трубчатой нити из алюминия, заполненной порошкообразным веществом. В этих условиях можно сваривать толстые металлические пластины.
Смена местоположения кабелей осуществляется при следующих условиях:
- При наличии защитных газ, предназначенных для изолирования металлов от воздействия оксидов и ускорение нагрева дуги.
- При использовании флюсовых присадок, необходимого для создания однородного диффузного слоя.
При прямой и обратной полярности формируются анодные и катодные пятна. Анодное облако является наиболее горячим.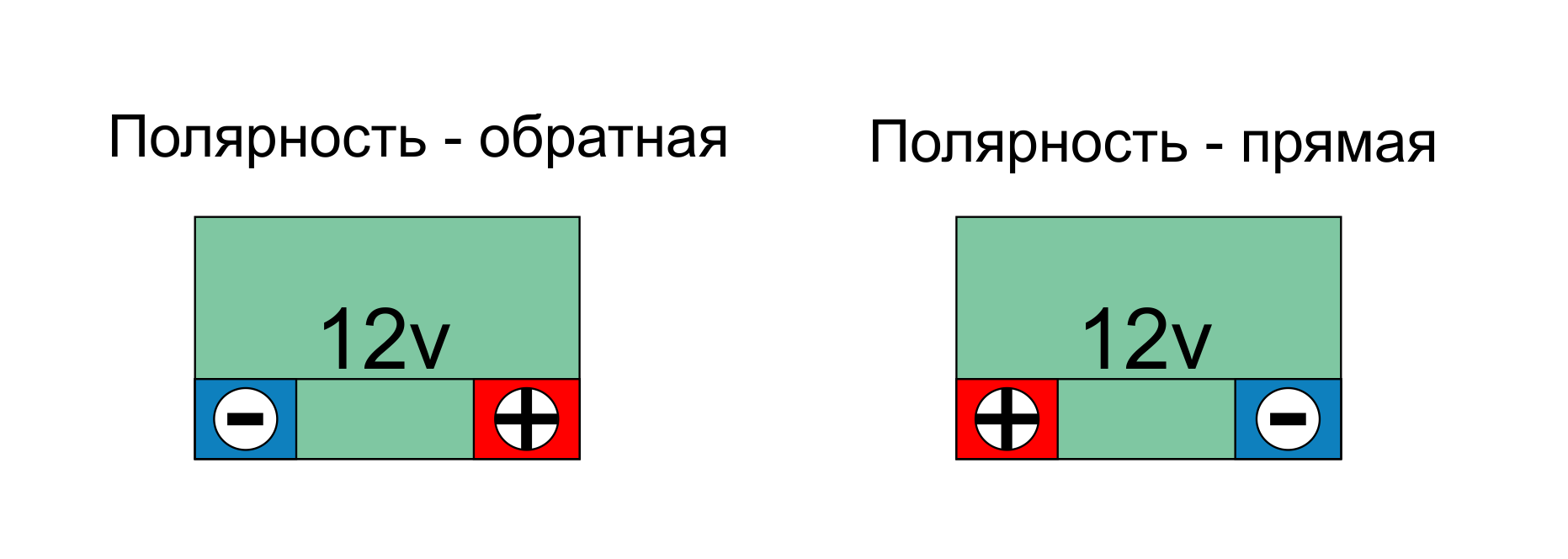 Его температура может достигать 800 °C. Через пятна проходит электроток. В этих областях наблюдается низкое напряжение, что обусловлено местоположением сварочной дуги.
Его температура может достигать 800 °C. Через пятна проходит электроток. В этих областях наблюдается низкое напряжение, что обусловлено местоположением сварочной дуги.
Смена полярности позволяет сварщику увеличить глубину сварочного шва и обрабатывать конструкции с шириной менее 0,3 см. Сварка на прямой и обратной последовательности предоставляет возможность регулировать расположение дуги, что снижает скорость нагрева свариваемых изделий.
Выделяют следующие особенности сварки MMA с прямой полярностью:
- Позволяет получить прочный, узкий и глубокий сварочный шов.
- Облегчает сварку изделий, в составе которых отсутствует железо, и деталей толщиной более 0,3 см.
- Стабильность и устойчивость электрической дуги к срывам.
- Сварка невозможна, если применяются металлические стержни с электропроводным материалом, работающих при переменном токе.
- Высокое качества раскройки обрабатываемых заготовок.
- Воздействует на химический состав свариваемых изделий.
- Высокой коэффициент наплавки при нагревании сварочной дуги в аргоновой или гелиевой среде.
- Низкие темпы нагрева стержня электрического проводника или присадочной проволоки. Благодаря этому свойству при сварке модно применять инверторы, функционирующие при высокочастотных токах.
- Снижает процент внедрения карбона в массу свариваемого изделия.

РДС сварка при обратном подключении обладает следующими отличиями:
- Большая толщина и низкая глубина шва.
- При соединении тонких пластин их поверхность не деформируется.
- Нестабильность дуги, поэтому для сварки нельзя применять инверторы, работающие на невысоких токах.
- Низкий риск прожога поверхности металла, что обусловлено отбортовкой свариваемых поверхностей.
- При сваривании нельзя использовать стержни, разрушающихся при воздействии высоких температур.
- Требует минимизации зазора между свариваемыми частями.
- Низкий потенциал напряжения электротока.
- Сварка производится прерывистым швом.

При неправильном выборе полярности заготовки могут частично расплавиться, что приведет к возникновению кипящих брызг в сварочной ванне.
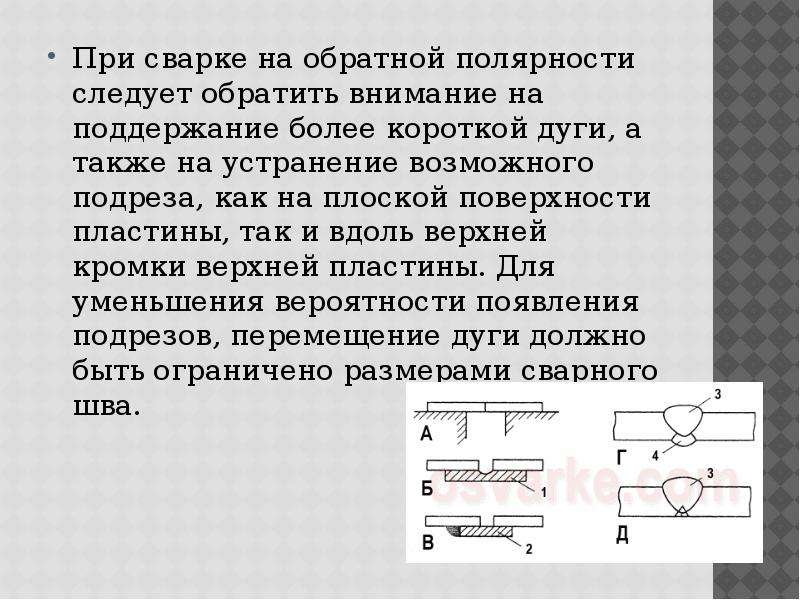
Особенности сварки при обратной полярности
Обычно таким способом сваривают тонкие листы заготовки. Самый большой риск в этом процессе — возникновение прожогов. Чтобы снизить эту вероятность, используют следующие методы:
Схема сварки при обратной полярности
- При непрерывистом шве может возникнуть коробление металла (заметно при длине от 20 см). Чтобы этого избежать, рекомендуется варить участок в начале стыковки, затем в центре, после чего переместиться в конец и сделать отрезки.
- При выполнении деликатной работы с тонкими листами, работу электрической дуги периодически приостанавливают.
- При работе с тонкими заготовками с неровными краями, нужно обязательно использовать вспомогательный слой, который бы забирал все тепло от нагрева. В этой роли обычно выступает медная или стальная пластина.
- Для уменьшения нагрева, потенциал тока снижают.
- При сваривании кромок, можно произвести отбортовку под углом 180.
- При сваривании внахлест, нужно герметично прижать друг к другу металлические пластины. В противном случае произойдет прожог верхней заготовки.
Чтобы прилегание деталей было плотным, рекомендуется использовать струбцину.
Используя этот метод впервые, лучше сначала сделать пробную сварку на уже испорченном листе металла. Это поможет избежать возможных ошибок при дальнейшей работе с заготовками.
Достоинства и недостатки способа
К достоинствам этого метода относят следующие:
Характеристика сварки при обратной полярности
- Электрод работает не так быстро, поэтому не подлежит такой частой замене, как при прямой.
- Жидкий материал практически не разбрызгивается.
- Деталь глубоко плавится при помощи этого метода, благодаря усиленному теплообразованию на обоих полюсах.
При таком способе нельзя использовать электроды, восприимчивые к сильному перегреву. Если используется низкий ток, то качества шва резко снижается.
Если сварщик работает с высоколегированной сталью, то нужно полностью выполнить все рекомендации, которые касаются рабочих циклов и остывания.
При прямой и обратной полярности сваривания металлы и электрод требуют разных настроек для работы. Чтобы результат работы не разочаровал, нужно индивидуально настраивать силу тока и циклы работы.
Схема подключения кабелей при прямой и обратной полярности
Расход электрода зависит от правильного подключения к аппарату. Это связано с разной температурой на анодном и катодном пятнах.
Качество сварного шва зависит от скорости перемещения электрода. Если скорость низкая, то заготовка прогревается не так сильно.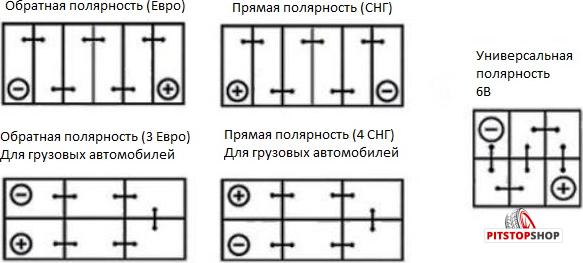
Некоторые считают, что у обратной полярности больше преимуществ, чем у прямой полярности при сварке. Но все зависит от конкретной ситуации. Сейчас почти у всех электродов указана рекомендованная полярность, на которую влияет материал расходного элемента и определенная модель сварочного аппарата.
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.
Тепловым балансом дуги определяют характер распределения тепловой мощности.
Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Сварка током обратной полярности
Под сваркой обратной полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся отрицательный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (–) сварочного аппарата. На электрод же подаётся положительный заряд через электрододержатель, соединённый кабелем с клеммой (+).
При сварке током обратной полярности больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали.
Сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
Так как переменный ток (AC) наполовину положительный и наполовину отрицательный, его сварочные свойства находятся прямо в середине положительной и отрицательной полярности постоянного тока (DC). Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Понимание направления и полярности сварочного тока важно для правильного выполнения сварочных работ. Знание того, как эти факторы влияют на ваш сварной шов, облегчит вашу работу
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте – сварочные электроды и сварочное оборудование.
По каким критериям нужно выбирать полярность
Выбирая тип подключения сварочного аппарата, необходимо обращать внимание на ряд важных критериев. Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» — сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока. Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли.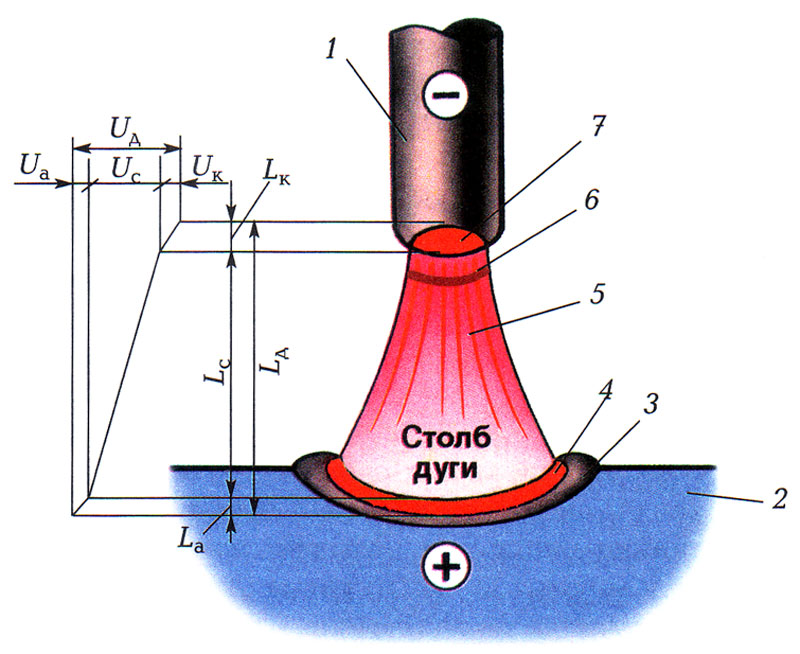 Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
что такое постоянным током, масса на аппарате это плюс или минус, монополярный и биполярный электроды – Сертификация и обучение на Svarka.guru
Что такое сварка током прямой полярности — это подключение плюсового провода от оборудования к соединяемым деталям, а к минусу идёт провод от держателя, на котором закреплён электрод. При зеркальном отображении получаем на выходе полярность обратного типа. Различные подключения способствуют изменению температуры сварочного кратера.
Прямая полярность
У каждого сварочного аппарата имеются гнёзда, куда подключаются провода от держателя с электродом или зажима для заготовок, называемого на практике массой. К какому полюсу подключается масса на сварочном аппарате к плюсу или минусу — такая полярность получится на выходе. Для получения прямого подключения провод, идущий от массы, подсоединяется к положительной клемме, а провод от электрода — к минусовой.При сварке род и полярность тока зависят от катодного или анодного пятна, в случае прямого подсоединения именно на деталях будет концентрироваться высокая температура.
Сварка постоянным током при аналогичном подключении отличается характерными нюансами:
- большой глубиной и малой шириной шва;
- такое подключение применяется для металлов с толщиной не менее 3 мм;
- вольфрамовые электроды применяются для соединения изделий из цветного металла;
- высокая стабильность горения дуги обеспечивает качественный шов;
- токопроводящие стержни быстро плавятся;
- большой расход электродов из-за разбрызгивания.
.jpg)
[stextbox id=’warning’]Такая методика исключает использование электродов, предназначенных для сварки переменным током.[/stextbox]
Обратного типа
Аналогичную полярность при сварке применяют в том случае, когда надо свести риск появления брака на деталях к минимуму, а также во время выполнения ответственных заданий, чтобы сварка проводилась с высокой точностью. При такой методике высокая температура концентрируется на проводящем ток стержне, а на соединяемой конструкции уровень тепла намного ниже.
Поэтому обратный тип полярности применяют для качественной сварки тонкого металла, чтобы исключить возможность коробления от излишнего нагревания, а также при соединении стальных деталей различной степени легирования, потому что такие заготовки особо чувствительны к возможному перегреву. Аналогичное подключение применяют для соединения металлов под защитой флюса или инертных газов, например, аргона.
Чтобы избежать ошибок при сварке, надо знать следующие отличия:
- выбор обратной полярности при сварке постоянным током делает шовное соединение небольшим по глубине, но объёмным по ширине;
- во время соединения толстых металлов снижается качество шва;
- нельзя работать электродами, чувствительными к перегреванию;
- при снижении силы тока образуются скачки дуги, что негативно отражается на прочности и качестве шва;
- соединяя высоколегированные стали, надо строго выдерживать цикл работы и время остывания соединённых заготовок.

В случае подключения от сети переменного тока, сварка металлов с низким содержанием углерода проводится рутиловыми токопроводящими стержнями, у которых отсутствует зависимость от полярности, поэтому применяется любая методика — наиболее удобная для исполнителя.
Критерий выбора
Опытные сварщики самостоятельно решают, куда подсоединять провода к плюсу или минусу во время подключения массы на сварочный аппарат, чтобы концентрировать большую температуру на конструкции или плавящемся прутке с обмазкой. Выбирать полярность иногда приходится несколько раз — это напрямую зависит от сложности конструкции или толщины соединяемого металла, например, при средней или большой толщине выбирают вариант прямой полярности.
Сильный прогрев заготовки позволяет выполнить более глубокий шов, что намного повышает прочность и качество соединения, аналогичная полярность выбирается, когда надо отрезать какой-нибудь элемент от общей конструкции. Обратная полярность выбирается при работе с тонкостенными деталями, при этом детали не перегреваются, но электрод плавится быстрее.
Толщина металла
Специфика сварки толстого металла довольно простая: подключаем массу к плюсу на агрегате, а электрод — к минусу. Наличие высокой температуры на заготовке способствует большему прогреву металла, что усилит глубину проварки, а в результате шов получается более качественный и прочный.
При обработке сваркой тонкостенного металла применяется обратная полярность, т. к. анодное пятно перемещается на электрод и угроза пережога конструкции полностью ликвидируется.
Вид
Полярность во многом зависит и от типа металла, из которого состоит соединяемая конструкция или отдельные детали, приготовленные для сварки. Например, для прочного соединения изделий из нержавеющей стали или чугуна применяют обратную полярность, чтобы избежать перегревания заготовок и избавиться от появления тугоплавкого сварного соединения, которое требует особой обработки.
 Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
Опытные сварщики знают, как и какими методами надо варить различные по химическому составу металлы, а начинающие исполнители — сверяются по справочнику или изучают сопроводительную документацию, где подробно описана методика сварки, а также какую полярность надо применить.
[stextbox id=’info’]Р. И. Смоляков, образование: лицей, специальность: газоэлектросварщик пятого разряда, опыт работы: с 2004 года: «Молодые сварщики обязаны постоянно совершенствовать свои теоретические знания и наращивать практические навыки, чтобы повышать разряд и уметь соединять любые металлы, используемые на производстве».
Коротко об электродах
Если используют для сварки инвертор, то при подключении прямого или обратного варианта обязательно учитывается тип используемого электрода, т. к. эти изделия имеют индивидуальные параметры, которые зависимы от изменения температуры.
Химический состав обмазки или напыления оказывает особое влияние на качество сварочного процесса, например, при использовании обратной полярности нельзя применять угольный электрод, потому что из-за влияния высокой температуры флюс перегревается и теряет необходимые свойства — изделие будет непригодно для дальнейшего использования.
Надо применять прямой вариант подключения, да и на каждом типе электродов нанесена маркировка, где указан режим использования, а на упаковке имеются аналогичные рекомендации производителя, т. ч. перепутать крайне трудно.
Работа на полуавтомате
Такой вид сварки характерен для производственных процессов, при этом надо правильно установить полярность данного полуавтомата, например, для соединения деталей из нержавеющего металла применяют защитный газ и выбирают обратное подключение, а когда используется порошковая присадочная проволока при сварке изделий из алюминия — прямое.
Как управлять процессом?
Главное для исполнителя — прогреть свариваемые детали до полного расплавления кромок, чтобы сформировался сварочный кратер. Перечислим негативные процессы, которые при этом могут появиться:
- если установлен ток небольшой силы, то металл заготовок не успевает полностью прогреться, поэтому сварочная ванна двигается за электродом;
- при излишней величине тока происходит сильное разогревание, дуга начинает проникать внутрь металла и оттеснять расплавленную субстанцию назад.

При нормальном использовании силы тока жидкий металл в кратере сильно не растекается, а внешние края — тонкие и сварщик полностью контролирует процесс.
При сварке деталей с большой толщиной металла надо повышать силу тока, чтобы полностью прогреть деталь, а тонкостенные конструкции нагреваются быстро, поэтому работать надо на малой силе тока. Во время сварочного процесса с использованием электродов с обмазкой или напылением надо учитывать и скорость проводки.
[stextbox id=’alert’]При быстрой проводке электрода металл не успевает прогреваться, поэтому шов располагается поверху без нужного проплавления, а если скорость медленная, то заготовки перегреваются, а жидкая субстанция в сварочной ванне становится неуправляемой.[/stextbox]
Превосходство и недостатки методик
Изменение подключения по-разному отражается на работе токопроводящего стержня, например, при обратной методике, наблюдаются такие процессы:
- на конструкцию поступает больше тепловой энергии, чем на стержень с обмазкой;
- хороший разогрев обеспечивает качественную и глубокую проплавку;
- электрод плавится медленно, поэтому частая замена не нужна;
- металл при сварке практически не разбрызгивается.

Прямая полярность при сварке характерна следующими нюансами:
- нагревание заготовок минимальное;
- плавление электрода происходит намного быстрее, поэтому требуется частая смена стержней;
- жидкий металл сильно разбрызгивается.
Вывод прост — очевидных преимуществ больше у обратной методики, но не только плюсы определяют выбор, т. к. у большинства электродов рекомендации по выбору подключения прописаны производителем на этикетке.
Выводы
Инверторное или полуавтоматическое сварочное оборудование отличается несложной эксплуатацией, поэтому часто применяются в домашней обстановке, например, на даче или при ремонте в частном домостроении, да и неопытным исполнителям легче соединять металлические конструкции, используя обычное подключение стандартной сети. Для получения соединений высокого качества, надо точно знать, как и когда применять обратную или прямую методику подключения.
Разница между прямой и обратной полярностью.
 Обратная и прямая полярность сварки — сварка металлов постоянным током
Обратная и прямая полярность сварки — сварка металлов постоянным токомПрямая или обратная полярность аккумулятора, что это? В данной статье подробно опишем данный вопрос. Перепутав расположение клемм аккумуляторной батареи в вашем автомобиле, можно запросто навлечь на себя лишние денежные траты. Последствиями таких необдуманных действий может стать перегорание дорогостоящей электроники автомобиля (бортового компьютера, проекционного дисплея и т. д.), возникновение короткого замыкания и даже пожара.
Особенно часто такая неприятность происходит с неопытными автовладельцами и новичками на дороге. Стоит отметить, что и умудренные опытом автолюбители иногда попадают в неприятные ситуации. Перепутал полярность аккумулятора – жди неприятностей!
Автомобили отечественного производства, как правило, оснащаются аккумуляторными батареями с прямой полярностью, а иномарки зачастую – обратной.
Понятие полярности
И так, что такое полярность акб – это порядок расположения элементов для вывода тока на лицевой стороне или сверху, на крышке батареи. Существуют 2 основные схемы: прямая и обратная полярность аккумулятора, однако бывают и другие менее распространенные разновидности.
Существуют 2 основные схемы: прямая и обратная полярность аккумулятора, однако бывают и другие менее распространенные разновидности.
Виды полярного расположения токовыводов
Прямая полярность акб является отечественной разработкой и маркируется обычно в виде «1». Определить расположение токовыводов не составит труда. Как понять, где полярность аккумулятора прямая или обратная?
Для этого необходимо взять аккумулятор в руки и повернуть к себе лицевой стороной так, чтобы токовыводящие элементы находились снизу прибора. В данном случае минусовая клемма находится справа, а плюсовая – слева. Все достаточно просто. Может ли это означать, что ошибок не будет? Практика показывает, что нет.
В качестве примера можно привести знаменитое детище АвтоВаза – Ладу Приору, в которой устанавливается именно такая аккумуляторная батарея с прямым расположением токовыводов.
Аккумулятор с обратной полярностью является полностью европейской разработкой и маркируется цифрой «0».
 Она служит полной противоположностью прямому расположению токовыводов. На таких батареях плюсовая клемма расположена справа, а минусовая – слева.
Она служит полной противоположностью прямому расположению токовыводов. На таких батареях плюсовая клемма расположена справа, а минусовая – слева.Очень часто встречается на автомобилях, которые производят в Европе, поэтому ее часто называют европейская полярность.
Разница между ними очевидна. Какая полярность лучше? Ответ – ни какая. Это всего лишь конструктивная особенность страны – производителя.
Дополнительные разновидности полярностей акб
На отдельных иностранных автомобилях применяют тип расположения токовыводов под названием «американские клеммы». Выводы тока на таких аккумуляторных батареях располагаются на фронтальной стороне батареи.
Что значит обозначение «3», «4», «2»? У аккумуляторных батарей, предназначенных для грузовых машин, существует своя система маркировки. Отличие заключается в следующем:
- Аккумуляторы с маркировкой «3»
— это обратная полярность аккумулятора или евро полярность. Клеммы на таких батареях расположены вдоль самой наименьшей стороны.
- Аккумуляторы с маркировкой «4» — это прямая полярность аккумулятора. Является полно противоположностью вышеописанной.
- Самыми редкими являются аккумуляторные батареи с маркировкой «2», этот вид встречается в Европе. Токовыводы у них располагаются диагонально по всей поверхности корпуса батареи.
Выбор подходящего аккумулятора и его зарядка
Подбор аккумулятора для вашего автомобиля состоит из изучения нескольких характеристик:
- Выбор подходящей электрической емкости (Ампер в час, заключается в количестве электрической энергии, которую батарея способна отдавать).
- Выбор пусковой мощности (величина полной мощности на выходе, которую аккумулятор способен отдавать на протяжении 30 секунд непрерывно).
- Типоразмер самой батареи (ширина, высота, объем).
- Определение, какая полярность автомобильного аккумулятора требуется.
Как правильно зарядить аккумулятор в домашних условиях? При зарядке аккумулятора необходимо придерживаться некоторых правил. Всегда следует использовать респиратор и специальные защитные очки.
Всегда следует использовать респиратор и специальные защитные очки.
Руки необходимо защитить при помощи перчаток от попадания на кожные покровы электролита.
Сколько времени потребуется для полной зарядки? На этот вопрос даст ответ прибор – ареометр. Постоянно будет происходить изменение температуры всей батареи, она не должна быть выше 25 градусов.
Значимый момент при проведении данной процедуры – контроль уровня электролита (он должен покрывать свинцовые пластины полностью).
Подведем итог данной статьи
Мы подробно описали, что такое полярность аккумуляторной батареи, и какие разновидности бывают. Как опытному автолюбителю, так и новичку следует внимательно относиться к процессу установки, замены или зарядке аккумуляторной батареи своего автомобиля. Выбрав агрегат с противоположным расположением токовыводов, можно с легкостью навлечь на себя беду и значительные материальные затраты на будущий ремонт авто.
Хотя существует множество моделей аккумуляторов, отличий между ними довольно мало. Все они работают по одному принципу, отличается лишь тип электролита, а также размер конструкции. Подключение также проводится одинаково, если не учитывать один момент — полярность устройства.
Все они работают по одному принципу, отличается лишь тип электролита, а также размер конструкции. Подключение также проводится одинаково, если не учитывать один момент — полярность устройства.
Полярность устройства определяет расположение токопроводящих элементов на крышке устройства. Через один из них электричество поступает на заряд, а через второй питает всю электронику автомобиля. Но не везде полярность идентична, многие производители делают модели с разными расположениями этих элементов. Касательно отличий и особенностей этих различий пойдет речь дальше.
Полярность аккумулятора
Полярность определяет расположение токопроводящих штырей на крышке устройства
. Зачастую они установлены на одних и тех же местах, различаются лишь типы штырей. И это важный фактор при подключении устройства к автомобилю.Существует два вида полярности:
- прямая;
- обратная.
По всему СНГ принята прямая полярность. В ней положительный штырь (+) расположен слева, а отрицательный (-) — справа.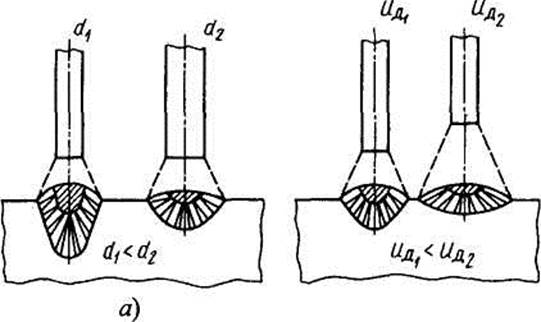 Внешние отличия минимальны, однако их расположение важно при подключении.
Внешние отличия минимальны, однако их расположение важно при подключении.
Прямую полярность узнать легко. Зачастую она маркируется единицей, слева расположен символ плюса, а слева — минуса. Как ранее уточнялось, именно по этим меткам стоит определять показатель. Такие батареи стоят на всех отечественных автомобилях, лишь немногие варианты для импорта и современные модели используют обратную полярность.
Что касается обратной полярности, она маркируется нулем и принята в Европе. Основное отличие — расположение токопроводящих штырей и соединение банок батареи. Такие аккумуляторы активно используются на европейских автомобилях, что стоит учитывать при их ремонте.
Совет! Для лучшего запоминания полярностей стоит приподнять аккумулятор перед собой, смотря на этикетки. Правая рука на плюсе, левая на минусе — это обратная полярность.
Но также имеются и другие типы полярностей, чаще использующихся на грузовых автомобилях. Всего отмечают еще три вида:
Первый тип, как ясно из названия, отличается расположением клемм по диагонали. Положительный вывод расположен справа внизу, а отрицательный — слева вверху. Такой тип полярности маркируется двойкой.
Положительный вывод расположен справа внизу, а отрицательный — слева вверху. Такой тип полярности маркируется двойкой.
Следующий тип ориентирован на европейские модели грузовых автомобилей. Он маркируется тройкой и является обратной боковой полярностью. В нем минус находится внизу, а плюс — вверху над ним же.
Важно! Российская полярность для грузовых автомобилей аналогична европейской, но имеет прямую полярность и маркируется четверкой.
Отличить их достаточно просто, если знать расположение клемм, а также номерную маркировку. Стоит лишь запомнить, что нумерация в этой системе начинается с нуля, начиная с обратной. Далее идет прямая, диагональная, обратная и снова прямая.
Как определить полярность
Полярность определяется посредством номерной маркировки и символов возле токопроводящих выходов. Узнать название полярности можно посредством инструкции, которая была приведена чуть ранее. Стоит лишь помнить, что все представленные изображения нужно определять со стороны этикеток, которыми отмечается фронтальная сторона аккумулятора.
Если же нет каких-либо отметок о полярности, а символы были стерты, то возможно определить их посредством теста. Для этого нужно взять вольтметр или мультиметр, после чего подключить щупы к клеммам. Полярность щупов отмечена цветом, поэтому ошибиться не выйдет. Если устройство выдаст напряжение, то щупы были подключены верно (красный к +, синий к -). Если же выдаст ошибку или отрицательное напряжение, то подключение было проведено в обратном порядке.
Также возможны еще два варианта:
Цветовая маркировка имеется на большинстве современных аккумуляторов. На ней красным цветом отмечен лишь один контакт — положительный. Поэтому сразу становится ясна полярность устройства и расположение выходов.
Второй вариант — размер штыря. Плюсовой выход всегда имеет больший диаметр, нежели минусовой. Это характерное отличие имеется на всех АКБ и не изнашивается со временем, поэтому даже через несколько лет выявить полярность будет легко.
Используя эти методы, выявить полярность устройства достаточно просто. Мультиметр пригодится лишь в крайнем случае, ведь методы цветной маркировки и размера штыря куда эффективнее и проще.
Важно! Последний метод не работает на американских аккумуляторах, где штыри отсутствуют. Вместо них там используются специальные выемки, куда вкручивается токопроводящий контакт.
Последствия неправильного подключения АКБ
Многие пренебрежительно относятся к полярности и соединению клемм. Зачастую такое отношение сохраняется до первого неправильного подключения. В такой ситуации последствия могут быть как легкими, так и самыми плачевными.
Среди наиболее распространенных последствий неправильного подключения стоит отметить следующие:
- замыкание;
- воспламенение;
- разрушение АКБ;
- повреждение бортового компьютера;
- разрушение предохранителей;
- поломка генератора;
- повреждение проводов;
- поломка сигнализации.
Первый случай самый безобидный — замыкание системы. Зачастую при нем лишь сгорает несколько предохранителей, последствия недорогие и простые в решении. Но при своевременном отключении и такого не произойдет. Стоит лишь обратить внимание на сноп искр в процессе подключения.
Воспламенение возможно при длительном использовании неправильно подключенного аккумулятора . Происходит воспламенение мелких проводов, иногда огонь распространяется очень быстро.
Также возможна банальная поломка аккумулятора. Пластины под воздействием обратного заряда начнут разрушаться, что невозможно восстановить. Но это куда лучше, чем поломка бортового компьютера. Ведь стоимость новой платы крайне высока.
Предохранители — одна из наименьших зол в этом случае. Если выгорит несколько защитных элементов, то заменить их можно за пару минут. А если же сгорит генератор, то такая покупка будет существенным ударом по карману. Но зачастую на нем установлены специальные предохранители, которые предотвращают такую поломку. Если на автомобиле она стоит, то ошибка будет стоить лишь нового диодного моста.
Важно! При обратном подключении заряд на аккумулятор не идет. Возможна его полная разрядка и постепенное разрушение элементов, что также влияет на его возможности.
Сигнализация и провода — также небольшие затраты при подобной ошибке. Они могут быть повреждены и выйдут из строя через пару минут после подключения.
Однако не стоит волноваться, большинство современных автомобилей защищено от неправильного подключения . Если присутствует защита, то последствием будет лишь замена нескольких предохранителей.
Если же перепутать клеммы при зарядке посредством специального устройства, то последствия также будут минимальны. Аккумулятор здесь и вовсе не будет поврежден, ведь первым делом сгорит предохранитель на зарядке. Это прекратит подачу тока и защитит оба элемента от разрушения.
Отличия между полярностями
Если не учитывать полюса зарядки, то отличий между подобными моделями нет вовсе. У них идентичный корпус, расположение банок и панелей. Также не меняется сила тока, напряжение и другие существенные факторы.
По этой причине возможно питать автомобиль с прямым подключением от аккумулятора с обратной полярностью. Разницы в работе нет никакой, питание будет проводиться так же, как и ранее. Однако при установке возникнет проблема — зачастую плюсовой провод на прямой системе слишком короткий для подключения обратного аккумулятора.
Решение есть — можно удлинить провод. Однако это небезопасно для дальнейшей эксплуатации, ведь смотки в цепи могут искрить. Поэтому при ошибке в выборе аккумулятора лучше попросту продать его и купить новый. Не стоит пытаться подключить его самостоятельно, что может привести к разрыву провода и потере тока в критические моменты.
Благодаря этому теперь ясны особенности аккумуляторов в плане расположения токопроводящих контактов. Последствия от неправильного подключения клемм весьма плачевны, поэтому не стоит пренебрегать этим фактором. А для тех, кто не до конца понял расположение клемм и их отличие в зависимости от полярности, размещено это видео. Здесь наглядно показано отличие отрицательного и положительного выхода на аккумуляторе:
При покупке автомобильного аккумулятора следует обратить внимание на полярность. Если АКБ будет неправильно подключена, то электрика машины может полностью выйти из строя.
Содрежание
Что такое полярность аккумулятора
Источник постоянного тока имеет, как положительный, так и отрицательный контакт. К ним подключаются потребители электричества. Узнать полярность батареи не составит большого труда. На корпусе имеются значки плюса и минуса, часто бывают цветовые обозначения.
Кроме того положительный контакт имеет больший размер. У большинства автомобилей положительная клемма 19,5 мм, а отрицательная 17,9 мм. У азиатских машин (Asia) плюсовая клемма 12,7 мм, а минусовая 11,1 мм.
Такие особенности почти полностью исключают вероятность неправильного подключения АКБ. Расположение батареи в автомобиле бывает разным. Под капотом справа или слева. В салоне или багажнике. Поэтому, следует выбрать устройство, которое будет иметь правильное расположение клемм.
Обратная полярность аккумулятора
Владельцам легковых автомобилей иностранного производства следует знать о том, что практически на всех машинах используются аккумуляторы с обратной полярностью, обозначается цифрой «0».
Визуально определить можно следующим образом. Если расположить батарею таким образом, чтобы клеммы и этикетка были обращены к человеку, то справа будет находиться плюсовая, а слева – минусовая.
У грузовых автомобилей обратная полярность называется — левой и обозначается цифрой «3». Дело в том, что из-за больших габаритов корпуса клеммы устанавливаются на узкой стороне. Для того, чтобы определить полярность надо встать с того края батареи, где расположены клеммы. Слева будет плюс, а справа минус.
Прямая полярность аккумулятора
Прямая полярность используется на автомобилях отечественного производства. В этом случае положительная клемма расположена слева, а отрицательная — с правой стороны. Для легковых машин она обозначается цифрой «1»
У грузовых автомобилей прямая полярность называется правой и обозначается цифрой «4». Если встать с того края, где находятся контакты, то с правой стороны будет плюс, а с левой минус.
Прочие виды полярности
Бывают и более редкие расположения клемм, что может существенно усложнить процедуру опознания. Например, существуют модели, имеющие полярность “6”, которая визуально определяется по наличию плюсовой клеммы справа, но сам корпус устройства имеет практически квадратный вид.
Полярность “9”, она же “5” также встречается не очень часто. Узнать о том, что аккумулятор относится к этой категории можно по расположению клемм ровно посередине АКБ.
Еще бывает полярность “2”, она также встречается на грузовых автомобилях и спецтехники. В этом случае клеммы расположены по диагонали.
Полярность 2 и 9
Как определить прямая или обратная полярность
Определяют принадлежность аккумулятора к той или иной категории, по расположению клемм на корпусе. Если полярность прямая, то плюс расположен слева, при обратной — плюсовая клемма находится справа. Если аккумулятор старый и надписи стёрты или закрыты под большим количеством отложений, то воспользовавшись стрелочным вольтметром можно точно определить, где находится положительный вывод аккумуляторной батареи.
Что будет если перепутать полярность при подключении
Если при подключении перепутать клеммы, то возможны следующие последствия:
- Перегорание предохранителей.
- Пожар.
- Выход из строя ЭБУ.
- Перегорание диодного моста генератора.
- Оплавление проводки.
- Выход из строя сигнализации.
Самым опасным явлением при переполюсовке является возгорание, поэтому если при подключении клемм возникают искры, то следует прекратить процедуру. Так же может сильно повредиться электропроводка.
Можно ли поменять полярность у аккумулятора
Поменять расположение электрических выводов на корпусе аккумулятора нельзя, но на некоторых автомобилях возможна установка АКБ другого типа. В этом случае достаточно повернуть батарею на 180 градусов, чтобы соответствующие выводы совпали с клеммами.
Этот способ подключения аккумулятора с неподходящим расположением электрических выводов может не подойти только при очень коротких проводах, которые идут от «массы» автомобиля и генератора двигателя. Если на автомобиле провода, подключаемые к аккумуляторной батареи слишком коротки для установки неподходящей по расположению выводов детали, то достаточно заменить их на более длинный проводник. При этом диаметр провода не должен быть меньше демонтированного элемента проводки.
В большинстве случаев она работает не более пяти лет. Поэтому время от времени её все же приходится менять. При покупке нового аккумулятора необходимо обращать внимание на некоторые его параметры – номинальную емкость, тип и размер коробки, стартерный ток и полярность.
Одним из наиболее важных параметров аккумулятора является его полярность. Владельцам автомобилей отечественного производства выбирать аккумуляторы гораздо проще, — им достаточно просто выбрать необходимую емкость и марку, полярность выбирать не придется – на всех отечественных авто стоят аккумуляторы с прямой полярностью.
А вот людям, эксплуатирующим зарубежные автомобили, придется сложнее, перед покупкой им важно уточнить полярность аккумулятора и обратить внимание на его размеры и место расположения выводов.
Интересно! Но самым основным критерием выбора аккумулятора является полярность — один из основных параметров АКБ и если выбрать её не верно, то батарею будет невозможно подсоединить, а иногда и просто опасно подсоединять.
Рассмотрим подробнее понятие о полярности аккумулятора.
Внутри корпуса аккумулятора находится электролит, в котором расположены металлические пластины. Одни из пластин заряжены положительно, а другие – отрицательно. Каждая из пластин сохраняет свой заряд и при подключении аккумулятора начинает вырабатываться электрический ток из-за того, что между электролитом и покрытием пластин происходит химическое взаимодействие.
Со временем интенсивность реакции уменьшается, и аккумулятор требует подзарядки, в процессе которой все внутренние элементы возвращаются в исходное состояние. При очень длительной эксплуатации внутренние элементы из металла подвергаются коррозии, а электролит истощается.
В таком случае аккумулятор подлежит замене. АКБ важная часть автомобиля, отвечающая за запуск двигателя, работу сигнализации и некоторые другие функции.
Что такое полярность аккумулятора?
Полярность аккумулятора характеризуется расположением внешних выводов на корпусе. Основные схема расположения клемм – это прямая и обратная схемы.
Отличаются они только расположением выводов – в одном случае положительная слева, в другом справа.
И в целом на грузовые и легковые автомобили ставятся различные аккумуляторы.
Устройство аккумуляторов для грузовых автомобилей более сложное. Но мы рассмотрим аккумуляторы для легковых машин, поскольку с покупкой и заменой таких АКБ сталкивается каждый автовладелец.
Почему при покупке нового аккумулятора так важно учитывать полярность? Конструкция автомобиля такова, что в нишу под аккумулятор его можно установить только одним единственным способом и если полярность будет выбрана при покупке и установке неверно, то длины проводов не хватит, чтобы подключить батарею.
Или же при подключении не будет соблюден порядок подключения (неверное соединены знаки), что может привести к замыканию, пожару, порче самого аккумулятора, перегоранию электронного блока управления и предохранителей, или произойдут другие неприятные вещи.
Поэтому важно внимательно подбирать аккумулятор в соответствии с необходимой полярностью.
Определение полярности аккумулятора
Автомобильные аккумуляторы, как уже было сказано, бывают двух видов полярности – прямой и обратной и разница заключается только в расположении выводов тока. Как же самостоятельно определить полярность аккумулятора?
Начать необходимо с извлечения АКБ из гнезда. Затем аккумулятор поворачивают к себе стороной, на которой наклеена этикетка (это будет лицевая сторона аккумулятора). При этом обе клеммы чаще всего будут располагаться сверху коробки.
Далее необходимо определить, где какая клемма находится. Чаще всего производители маркируют клеммы знаками плюс и минус или цветами – положительные красным, а отрицательные синим или черным цветом. Так что шансов неверно определить знаки выводов, почти нет. Но если вам попался аккумулятор без маркировки, то можно воспользоваться вольтметром, чтобы проверить знаки выводов. Или же стоит обратить внимание на диаметр клемм.
У клемм, одеваемых на положительный вывод, диаметр чуть больше, а у одеваемых на отрицательный – чуть меньше. Для АКБ легковых автомобилей есть два варианта полярности:
- Если положительный вывод находится справа, а отрицательный соответственно слева, то полярность такого аккумулятора обратная. Такая полярность чаще встречается у аккумуляторов для иномарок и может обозначаться цифрой ноль.
- Если же положительный вывод находится слева, а отрицательный справа, то полярность аккумулятора прямая. Такие аккумуляторы ставятся на автомобили отечественного производства. Обозначается прямая полярность цифрой один.
Важно! Необходимо помнить про то, что других разновидностей полярности у легковых автомобилей нет, существует только прямая и обратная.
Но при этом существуют АКБ различных типов и размеров – аккумуляторы могут различаться по ширине и высоте в зависимости от страны производства, клеммы могут не подходить к креплениям по той же причине (например, они могут быть рассчитаны на крепление с помощью болтов). Поэтому перед покупкой аккумулятора важно определить не только его полярность – прямая или обратная, но и страну производства, чтобы избежать проблем с подключением.
Кроме того, у аккумуляторов американского производства выводы тока могут располагаться как на боковой поверхности, так и на верхней. Важно заранее определиться с типом необходимого аккумулятора.
Определить полярность аккумулятора самостоятельно не так уж и сложно. Но если этого сделать не получилось всегда можно обратиться за консультацией к продавцам в магазине, они подберут подходящий аккумулятор в кратчайшие сроки.
Но если вы приобрели аккумулятор не той полярности, не пытайтесь его подключить, нарастив или перекрестив провода, — это может привести к повреждению батареи и более серьезным поломкам в автомобиле.
Автомобильный аккумулятор — одна из важнейших составляющих транспортного средства. Он не только запускает двигатель и разгружает работу генератора, но и питает всю бортовую электронику. Средний этого устройства составляет от трёх до шести лет (в зависимости от модели). Главная задача любого водителя — правильно выбрать аккумулятор. Полярность детали может быть прямой и обратной, что, в свою очередь, влияет на процесс её эксплуатации.
Виды приборов
Существует три вида аккумуляторов — обслуживаемые, малообслуживаемые и необслуживаемые.
Обслуживаемый аккумулятор подлежит ремонту: при замыкании пластин их меняют на новые. Также в подобных моделях можно контролировать уровень электролита — его при необходимости доливают. Подобных приборов осталось совсем немного на рынке.
В малообслуживаемых аккумуляторных батареях можно только следить за электролитом. Доступа к пластинам в нём нет. Такую батарею можно приобрести как залитую, так и сухозаряженную — «на вырост».
Необслуживаемые модели представляют собой плотно запаянную коробку, в которую нельзя долить электролит и нет доступа к пластинам. Батареи этого типа имеют больший срок эксплуатации за счёт использования гелия, который практически не испаряется. Цена необслуживаемых батарей высока.
На что обращать внимание при покупке?
В первую очередь следует ориентироваться на модель. Меньше всего проблем доставляет необслуживаемый аккумулятор. Хотя его стоимость выше, чем остальных, но и срок службы больше.
Батарею нужно покупать в специализированном магазине. Следует обязательно спрашивать о наличии сертификата соответствия, чтобы избежать приобретения подделок.
Необходимо помнить, что все аккумуляторы имеют свой срок годности. Поэтому важно надо обращать внимание на дату выпуска.
Что нужно учитывать, выбирая новый аккумулятор?
1. Полярность.
2. Ёмкость. Оптимальная вместительность АКБ указана в техпаспорте автомобиля.
3. Габариты. Лучше всего покупать новую батарею, принимая во внимание мерки, снятые со старой.
4. (чем выше ток, тем лучше).
Эти четыре пункта — основные моменты, которые нужно запомнить и применить на практике, приобретая аккумулятор.
Полярность
Выбирая новую батарею, очень важно обратить внимание на эту характеристику. Существует прямая полярность аккумулятора и обратная.
Под полярностью батареи имеется в виду расположение на ней клемм. Если полярность прямая, то плюсовая клемма находится слева, если обратная — справа. Смотреть нужно с лицевой стороны.
Если полярность аккумулятора выбрана неправильно, устройство просто не удастся подключить, так как не хватит проводов. Даже если удлинить их, у водителя всегда будут возникать проблемы при подсоединении клемм.
Очень просто установить полярность аккумулятора по марке автомобиля. Необходимо запомнить, что в машинах американского производства она прямая, а в японских — обратная.
Конечно, полярность аккумулятора не влияет на его качество. Однако если водитель привык к прямому типу, то, подключая клеммы, он постоянно будет путать их местами. В результате не избежать коротких замыканий и перегорания проводки.
Проще всего запомнить расположение клемм, изучив старый аккумулятор. Полярность — это основной критерий при выборе. Данную характеристику должен учитывать каждый водитель.
Правильный уход
Чтобы аккумулятор автомобиля прослужил как можно дольше, следует правильно, а главное, вовремя за ним ухаживать:
1. Устройство необходимо корректно заряжать. Никогда нельзя допускать даже одного полного разряда батареи. Может случиться так, что она станет непригодна.
2. Если батарея обслуживаемого или малообслуживаемого типа, следует периодически доливать электролит. Плотность жидкости можно измерить аэрометром.
3. Поверхность батареи всегда должна быть чистой. Грязь и накипь разряжают устройство, а накопления мусора в газоотводных отверстиях вообще могут стать причиной взрыва.
4. Во избежание коротких замыканий нужно правильно отсоединять аккумулятор. Полярность устройства (плюсовая и минусовая клеммы) в этом поможет. Начинать демонтаж надо с минусовой клеммы, а монтировать — с плюсовой.
5. Если в зимнее время автомобиль не используется, батарею лучше снимать и хранить дома или в любом другом тёплом и сухом месте.
Заключение
Аккумулятор — важнейший компонент любого автомобиля. Не столь важно, какой он модели (обслуживаемый, малообслуживаемый или необслуживаемый). Правильный уход обеспечит длительную работу устройства.
Если аккумуляторная батарея вышла из строя, покупать новую необходимо только в специализированном магазине. Зная, как определить полярность аккумулятора, на какие ещё параметры обращать внимание, вы обязательно приобретете качественное, надежное и подходящее вашему авто изделие.
Прямая и обратная полярность при сварке — определение, особенности
plazmen.ru » Сварка » Описание прямой и обратной полярности при сварке
Что такое сварка током
Получение прочных неразъемных соединений между обрабатываемыми элементами металла путем установления межатомных связей при нагреве, где в качестве источника энергии используется электрический ток, называется сваркой током. Процесс предполагает пластическое деформирование материала в местах формирования сварных швов.
Важно! Наиболее широкое применение получила сварка постоянным током с использованием сварочных аппаратов, которая позволяет минимизировать образование окалины в местах соединений. Основным расходным материалом при любых сварочных работах являются электроды.
При этом ширина шва определяется уровнем напряжения и скоростью сварки. Так, при одновременном увеличении обоих показателей ширина шва начнет уменьшаться. От рабочей длины электрода, его диаметра и покрытия, зависит сила тока и производительность работ. Стоит отметить, что на глубину провара напряжение практически не влияет.
Обратной полярности
Сварка постоянным током бывает двух видов:
- прямой полярности;
- обратной полярности.
Обратная полярность при сварке постоянным током подразумевает подключение электрода к плюсу, а рабочих деталей к минусу. В данном случае горячее анодное пятно появится в районе соединения заготовок, а катодное — на электроде. Данный вариант подключения подходит для сварки легкоплавких металлов, например, тонколистовой стали.
Прямой полярности
При сварке с прямой полярностью плюс от инвертора подводится к стальному изделию, а минус к электроду. Анодом здесь выступает заготовка, а катодом электрод. Участок детали будет нагреваться значительно больше электрода.
Метод прямой полярности целесообразно использовать при необходимости соединения деталей из сложных сплавов (чугуна, алюминия), так как он больше подходит для получения глубоких швов. В этом случае электрод подключают к минусовой клемме, а изделия к положительной.
Разница температуры нагревания металла при прямой и обратной полярности.
Обратите внимание! В процессе работы происходит образование анодных и катодных пятен, первые из которых появляются непосредственно на заготовке, куда подключается плюс. В результате достигается прогревание металла и его плавление.
Концентрация тепла на изделии приводит к углублению сварного шва. Именно поэтому сварку с прямой полярностью практикуют для соединения более толстых деталей.
Отличия режимов при сварке
При сварке током постоянного действия, на кончике расходника появляется термопятно, обладающее высокой температурой. В зависимости от полюса, подсоединенного к электроду, выбирается режим сварки. Например, если к электроду подключена положительная клемма, на его конце будет образовываться анодное пятно с температурой 3900 градусов по Цельсию, если отрицательная — пятно будет катодным, а его температура достигнет 3200 градусов по Цельсию. Это основное отличие между двумя методами.
Подключение сварочных кабелей с разной полярностью.
При применении сварки с прямой полярностью основную часть температурной нагрузки получает металлическая деталь. В результате удается легко добиться углубления сварного шва. В случае с обратной полярностью, высокая температура концентрируется на конце электрода. При этом детали в местах соединения нагреваются меньше, что целесообразно для сваривания заготовок небольшой толщины.
Осуществление работ подразумевает прогревание металла до расплавления, то есть образования сварочной ванны, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- при слишком большой силе тока электродуга начнет отталкивать разогретый металл. При этом детали соединить не удастся;
- если напряжение будет недостаточным, металл не разогреется до нужного состояния.
При прямой полярности в ванне создается растекаемая среда, где можно руководить электродом, направляя сварный шов и контролируя его глубину. Конечный результат зависит от скорости движения электрода. Чем она меньше, тем больше тепла поступает в сварочную зону и лучше прогревается металл. От используемого режима зависит глубина и ширина сварного шва.
Схема подключения полюсов при обратной полярности.
Важно! Чем выше ток и прогонная энергия на дуге, тем глубже провар. Наибольшую глубину проплавки возможно обеспечить посредством режима сварки обратной полярности.
Что касается выбора расходников, то для осуществления сварочных работ в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямой — угольные электроды.
Плюсы и минусы двух методик
Оба способа сваривания металла имеют свои плюсы и минусы. Используя схему подключения прямой полярности можно выделить следующие особенности при работе:
- получается глубокий крепкий сварочный шов, более узкий;
- отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс;
- возможность варить любой металл, толщиной от 3 мм и более;
- при использовании сварочного аппарата заготовка хорошо поддается раскройке;
- требуется индивидуальный подбор электродов. Для данного метода не подходят расходники для осуществления сварки переменным током. Можно использовать вольфрамовые стержни для соединения цветных металлов.
Сварка металла методом обратной полярности, характеризуется:
- получением менее углубленного, но более широкого сварочного шва;
- менее стабильной электродугой, особенно при низком напряжении, из-за чего соединение может получиться неравномерным;
- возможностью сваривания заготовок средней толщины и тонких металлических листов:
- необходимостью выбирать электроды со структурой, не разрушающейся при перегреве.
При использовании метода обратной полярности сварку высоколегированных сталей необходимо осуществлять в строгом соответствии с технологическим процессом.
Как выбрать полярность
Выбор полярности при подключении сварочного оборудования зависит от нескольких факторов. Важно учитывать, что на аноде выделяется больше тепла, чем на катоде. При выборе режима значение имеет:
- толщина заготовки;
- вид металла;
- типы электродов.
Толстый металл должен быть хорошо прогрет в местах соединения, а пустоты заполнены проволокой, что обеспечит надежность швов. В данном случае следует выбирать режим прямой полярности. Тонкий материал нельзя перегревать. В противном случае, вместо красивого равномерного шва можно получить дырку, поэтому следует использовать обратную полярность при сварке.
Перегрев нержавейки и чугуна может привести к образованию тугоплавких соединений. Алюминий же наоборот требует качественного прогрева. В специальной литературе можно найти подробные рекомендации об оптимизации режимов сварочных работ с прямой и обратной полярностью.
Можно ли менять полярность на сварочном инверторе
Сварочный инвертор-полуавтомат является разновидностью оборудования, позволяющего получать ток большой силы и преобразовывать его в энергию, необходимую для поддержания сварочной дуги. Благодаря инвертору можно менять силу тока и режим полярности при сварке.
Сварочный инвертор.
На передней панели прибора расположены две клеммы с маркировкой в виде «+» и «-«, к которым подсоединяются сварочные кабели. При прямой полярности «+» подается на клемму, подсоединенную к детали, а «-» к электроду. Полярность при сварке инвертором тонкого металла меняется достаточно легко. Для этого нужно поменять местами соединения с полюсами.
Полярность при сварке предоставляет все возможности качества
Типы сварки
Аппараты для сварки обладают блоком выпрямительных диодов. Это обеспечивает постоянную силу тока, что является непременным условием для сварочных полуавтоматов, материалом для которых служит проволока. Если для аппарата нужны электроды, то это обозначает опцию и возможность применения в процессе работы всех их марок. А полярность при сварке – основа ее качества.
Применяя полуавтомат, надо соблюсти полярность подключения. Сварка под защитой газа омедненной проволокой осуществляется при помощи тока прямой полярности. Фактически это означает:
- на держак подается минус;
- на само изделие – плюс.
Сила тока идет на него от проволоки. Изделие нагревается по сравнению со сварочной проволокой сильнее. В результате площадь свариваемого участка увеличивается. Он нуждается в значительном нагреве с целью формирования ванны для сварки. Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Работая полуавтоматом вне защитной газовой среды, необходимо применять особую флюсовую (порошковую) проволоку. В таком случае меняется полярность подсоединения «массы» и держака. На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс. После чего ожидаются два следующих этапа:
- Должно появиться газообразное облачко.
- В его среде будет осуществляться процесс сварки.
Сила тока направляется к плюсу от минуса, и падение капли металла оказывается более низким. Как раз это обусловит меньший прогрев металла для сварки. Ведь его охлаждение не производится защитной газовой средой. По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси. А на качество шва как раз воздействует отклонение дуги.
Работая с генератором на переменном токе, несложно заметить: полярность его циклически меняется. Циклам присуща частота 50 Гц. Она, поднявшись до плюсового напряжения, может упасть до нуля либо опуститься до отрицательного показателя. Напряжение изменяется от плюса к минусу и наоборот.
Сваривая цветной металл и нержавейку
При сварке цветных металлов, включая алюминий, пользуются особым вольфрамовым электродом. При этом применяют в процессе сварки прямую полярность, минус на электроде. Данный тип подключения дает шанс иметь нужную температуру в зоне нагрева. Это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
Полярность напрямую при сварке способствует получению:
- узкой электрической, более концентрированной дуги;
- более основательного проплавления металла, а также стали из нержавейки;
- более качественного шва.
Есть также у процесса и немаловажная экономическая составляющая. Применяя дорогостоящий электрод из вольфрама меньшего диаметра, можно попутно добиться снижения затрат на газ. Если же подсоединить электрод из вольфрама при сварке в обратной полярности, то есть на держателе – с плюсом, то шов окажется менее глубоким. У этого метода имеются свои преимущества. Сваривая тонкие пластины, можно не бояться прожечь насквозь материал из цветного металла и нержавейки.
Существенным недостатком становится только эффект магнитного дутья. Получающаяся дуга выходит блуждающей, а шов – не очень герметичным и привлекательным. Пользуясь переменным током, нужно применять электроды для переменки. Сварщики, мастера своего дела, применяют постоянный ток. С его помощью сварка образует однонаправленный поток электронов. Полярность обеспечивает качество сварки материала, в том числе нержавейки.
Прямая полярность получается, когда с изделием соединяют «плюс» источника тока. Если соединяют электрод, то тогда налицо обратная полярность. Пользуясь сварочным инвертором, можно самому выбрать на нем полярность. Она определит для сварки направление маршрута для потока электронов. Фактически определяется подключением проводов к отрицательной и положительной клеммам. При сваривании полярность обратная означает:
- на клемме земля – минус;
- на электроде – плюс.
Ток направляется к положительному от отрицательного контакта. По данной причине электроны идут на электрод от металла. В итоге сильно нагревается конец электрода. Для традиционной сварки эффективно применяют минус на клемме, а плюс – на электроде. При сваривании полярность прямая предполагает плюс на клемме земля, минус – на электроде. Ток движется к металлу от электрода. Металл – горячий, а электрод – холодный. Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Особая важность полярности при сварке
Ясно, что сварка на переменном токе не зависит от того, какой выбран зажим трансформатора для присоединения электрода и изделия. А вот постоянным током по давней традиции сваривают одним из двух способов. С прямой полярностью электрод, подключенный к отрицательному полюсу, становится катодом.
В анод превращается изделие, подключенное к положительному полюсу. Обратная полярность означает, что электрод после подключения к положительному полюсу является анодом. Катод в данном случае – это изделие, подключенное к отрицательному полюсу.
Материал электрода определяет характер дуги между плавящимися электродами из металла и неплавящимися электродами (вольфрамовыми либо угольными). Сварочной дуге присущ ряд как технологических, так и физических свойств. От них почти полностью зависит результат применения при сварке дуги. К свойствам физическим относят:
- световые и электрические;
- температурные и электромагнитные;
- кинетические.
Главные технологические свойства включают три разновидности:
- Саморегулирование.
- Пространственную устойчивость.
- Мощность дуги.
Для поддержки горения дуги надо получить электрически заряженные частицы в пространстве между имеющимися электродами. Эти частицы представляют собой электроны, отрицательные и положительные ионы. Процесс их образования называют ионизацией. Газ, который содержит ионы и электроны, называют ионизированным.
Дуговой промежуток ионизируется при зажигании дуги, постоянно поддерживается во время ее горения. В дуговом промежутке обычно выделяют такие области:
- катодную;
- анодную;
- область дугового разряда (столб дуги).
В анодной области имеет место существенное падение напряжения, которое вызвано скоплением возле электродов заряженных частиц (пространственных зарядов). На поверхности катода и анода происходит образование электродных пятен. Они представляют собой своеобразный фундамент столба дуги. Через них проходит путь тока к сварке. Электронные пятна отличаются яркостью свечения.
Сварка имеет общую длину дуги, которая состоит из суммы длин трех областей. Общее напряжение сварочной дуги образует сумма падений напряжения в каждой из областей дуги. Зависимость напряжения от длины дуги представляет сумму падения напряжения в прианодной и прикатодной областях. Удельное падение в дуге напряжения соотносится с 1 миллиметром столба дуги. А главной характеристикой дуги при сварке считается тепловая мощность источника нагрева.
Ее эффективность определяется количеством теплоты, которое вводится в металл (не исключая нержавейки) за определенную единицу времени и расходуется на его нагрев. Тепловая мощность – часть совокупной тепловой мощности дуги, из которой небольшая доля теплоты тратится непроизводительно:
- на нагрев разбрызгивающихся капель;
- излучение;
- на теплоотвод в металле.
Отношение результативной тепловой мощности источника теплоты к полной является в процессе нагрева коэффициентом полезного действия.
Технология дуговой сварки
Популярность дуговой сварки неоспорима. Она различается по признакам:
- по виду электродов;
- по виду применяемого тока;
- по среде, где имеет место дуговой разряд.
Для ремонта кузовов авто широко применяется дуговая сварка полуавтоматом в газовой защитной среде. Для индивидуального использования самой доступной считается ручная дуговая сварка. Она осуществляется плавящимися электродами на постоянном либо переменном токах. Предоставляет отличный шанс сварить в непроизводственной обстановке большую часть разновидностей сталей, не исключая нержавейки.
Расстояние между дном кратера и поверхностью главного металла считается глубиной его проплавления или глубиной провара. Она зависит:
- от скорости перемещения дуги;
- величины тока сварки.
Если длина сварочной дуги не больше, чем диаметр стержня электрода, то дугу называют короткой или нормальной. Она способна гарантировать превосходное качество сварного шва. Дугу, имеющую большую протяженность, считают длинной. Чересчур значительное наращивание длины дуги приводит к снижению качества сварки. Влияние электромагнитного поля приводит к отклонению дуги от намеченного направления. Это явление назвали магнитным дутьем.
Электрод в ходе процесса перемещается поперек и вдоль сварного шва в направлении оси, чтобы сохранить намеченную длину дуги. Ускоренное движение электрода приводит к появлению неплотного, неровного и узкого шва. При замедлении движения появляется опасность пережога металла, в том числе нержавейки. Ширина большого шва не должна превышать 15 миллиметров, ниточного – на два-три миллиметра больше в сравнении с диаметром электрода.
Сварные швы по своей форме могут быть:
- нахлесточными,
- тавровыми,
- угловыми,
- стыковыми.
По протяженности швы делятся на прерывистые и сплошные. По пространственному положению они имеют четыре разновидности:
- Потолочные.
- Вертикальные.
- Горизонтальные.
- Нижние.
Источники питания: генератор, выпрямитель, сварочный трансформатор – при внешней характеристике представляют связь величины тока нагрузки с напряжением на выходных зажимах. Вольтамперная характеристика дуги – это зависимость между током дуги и напряжением в статическом режиме. Внешние характеристики генераторов для сварки считаются падающими.
Длина дуги определяется напряжением. Напряжение будет выше, если сварочная дуга длинней. Равное изменение длины дуги (падение напряжения) означает, что при различной внешней характеристике источника изменение тока при сварке неодинаково. Лучше характеристика – значит, длина сварочной дуги оказывает меньшее влияние на ток для сварки.
Похожие статьиРучная дуговая сварка — Сварка MMA штучными электродами — Статьи о сварке
Ручная дуговая сварка MMA – сварка покрытыми штучными плавящимися электродами.
Сварка ММА (Manual Metal Arc) – это электродуговая сварка, которая была открыта русским ученым Н.Н. Бернандосом в 1882 году. Он впервые использовал электрический ток для соединения заготовок стали с помощью угольного электрода. В то время сварка осуществлялась непокрытыми электродами, то есть стальной проволокой. В 1904 году швед Оскар Челльберг (основатель концерна «ESAB») изобрел покрытый обмазкой сварочный электрод. Ручная дуговая сварка MMA – это сварка покрытыми штучными электродами, которая заключается в том, что источник сварочного тока, подключенный к сети, имеет два кабеля с разной полярностью, при помощи которых сварочный ток подается к свариваемым деталям. Один кабель, с зажимом на конце, именуется массой (клемма заземления) и крепится к стальной заготовке. Второй кабель имеет держатель для сварочного электрода, при помощи которого происходит сварка металла. При данном типе сварки тепловая энергия вызывает плавление металла и образование сварочной ванны, при остановке теплового воздействия электрического тока металл остывает и кристаллизуется – так образуется сварочный шов. Металл сварочного электрода переходит в сварочную ванну. Благодаря различным химическим составам обмазки сварочного электрода меняется химический состав и свойства металла сварного шва, а также образуются газообразные соединения, защищающие сварочную ванну от воздействия окружающей среды.
Основы ручной дуговой сварки.
Электродуговая сварка может проходить на переменном (AC) и постоянном (DC) токе. При сварке на переменном токе сварочная дуга слабоустойчива, необходимы профессиональные навыки сварки в сравнении с постоянным током. Сварка на постоянном токе является единственным способом электросварки некоторых металлов и сплавов. При ручной дуговой сварке особую роль играет выбор полярности подключения сварочного аппарата.
- Прямая полярность – это когда «минус» подключен к электроду, а «плюс» на клемме заземления или на массе. При это способе подключения ток поступает от электрода к заготовке металла, которая нагревается, а электрод остается при этом холодным. В основном сварка MMA при прямой полярности применяется для сварки листового металла, имеет узкую сферу применения.
- Обратная полярность – это когда «плюс» подключен к электроду, а «минус» на клемме массы или заземления. В таком случае сварочный ток подается от металла на электрод, происходит нагрев и плавление сварочного электрода. Сварка на обратной полярности наиболее распространена.
Следующий шаг – это выбор сварочного тока в зависимости от толщины свариваемого металла. За основу можно взять правило: около 40 А тока на 1 мм металлической заготовки. То есть при сварке металла толщиной 3 мм используется сварочный ток в 100 – 140 А. Немаловажным понятием является значение ПВ% сварочного аппарата, не забывайте про него при выставлении нужного Вам значения сварочного тока на сварочном аппарате.
Розжиг дуги. Сварочная дуга разжигается двумя способами: касание кончика электрода и заготовки металла и резкий отрыв электрода; несколько чиркающих прикосновений сварочного электрода к заготовке свариваемого металла. При соблюдении одинакового расстояния между электродом и свариваемым металлом при сварке обеспечивается стабильная не затухающая дуга. При слишком маленьком расстоянии между заготовкой и электродом, сварочный электрод попросту прилипнет к металлу; при слишком большом расстоянии — сварочная дуга потухнет (погаснет). Для стабильной и качественной ручной дуговой сварки необходимы практические навыки сварочного дела, качественные и правильно выбранные сварочные материалы и сварочное оборудование.
Рекомендации по полярности сварки для TIG, MIG и Stick
Сварщики используют множество способов соединения двух металлических частей. Тип инструментов, тепла и давления, используемых в каждом процессе, делает его уникальным.
Указанный способ сварки должен выполняться специалистами, умеющими это делать. При правильном выполнении он может создавать первоклассные сварные швы.
Итак, если вы хотите узнать об этом больше, продолжайте читать!
Полярность — это два разных полюса, где отрицательные частицы электрического тока проходят от отрицательного полюса к положительному.Положительный полюс — это область, в которой меньше отрицательного заряда, чем на отрицательном полюсе. С помощью настроек полярности при сварке вы можете выбрать, где будет располагаться каждый полюс и будут ли они меняться. Любой из полюсов может находиться как на стороне электрода, так и на стороне зоны сварки. В постоянном токе полюса не меняются, и электричество течет с отрицательного на положительный (например, только от электрода к детали или только от детали к электроду). В переменном токе полюса меняются с определенной частотой, и поэтому частицы электричества колеблются взад и вперед.Свойства сварного шва полностью отличаются от каждого типа электрического тока.
В школе вы, возможно, помните, как в упражнениях предполагали, что электричество течет от положительного полюса к отрицательному, из-за ложного заблуждения до изобретения микроскопов более века назад. В средней школе реальное направление тока не имело значения, в то время как в сварке оно очень важно. Итак, поскольку перепутать очень легко, всегда старайтесь выяснить, где находится отрицательный полюс.Это единственный способ узнать наверняка, что происходит.
Для выполнения сварки TIG требуется источник питания. Это позволит вам создать дугу между двумя материалами. Первый материал предназначен для сварки, а второй должен быть электродом. Как уже упоминалось, этот процесс сварки известен многим, поскольку его можно использовать для различных типов металлов.
Полярность для сварки TIG бывает двух разных типов. Полярность сварки TIG на постоянном и переменном токе.Оба они имеют соответствующие подтипы; электроотрицательный DCEN и электроположительный DCEP. В этом разделе мы собираемся подробнее обсудить вас с различными типами полярности сварки TIG.
Итак, без лишних слов, приступим!
Существует две классификации AWS (Американского сварочного общества) для электродов SMAW (дуговой сварки защищенных металлов). Это E6011 и E6010. Оба они обладают схожими свойствами. Эти два электрода считаются электродом из низкоуглеродистой стали.Его также можно использовать для нескольких сварочных работ. Кроме того, оба они имеют одинаковые механические свойства и рабочие характеристики.
Но, несмотря на их сходство, они все же имеют заметные различия. Вы можете использовать E6011 как с постоянным, так и с переменным током. С другой стороны, E6010 можно использовать только с постоянным током.
Кроме того, E6011 имеет более высокий уровень покрытия целлюлозно-калиевого типа, а E6011 — высокий уровень покрытия целлюлозно-натриевого типа.
Полярность при сварке постоянным токомПервый тип полярности сварки — это постоянный ток, и это то, что большинство сварщиков предпочитают при сварке полярностью по сравнению с переменным током. С этой полярностью можно работать как с электродами E6010, так и с E6011. Когда дело доходит до более серьезных сварочных работ, в том числе для сварки низколегированных сталей и сварки труб, требующих большей прочности, вы можете положиться на этот тип полярности.
Кроме того, важно помнить, что только электрод E6010 подходит для такого рода сварочных работ с использованием полярности постоянного тока.Обратите внимание, что при сварке штучной сваркой используется полярность DC +. Это потому, что он известен тем, что создает отличный профиль борта. Более того, это также обеспечит вам высокий уровень проникновения.
С другой стороны, полярность постоянного тока может обеспечить высокую скорость плавления электрода и меньшее проникновение. Но эта полярность постоянного тока используется для сварки более тонкого металла, чтобы избежать прожога.
Полярность при сварке на переменном токеЕсли источник питания, который вы используете, излучает переменный ток или переменный ток, вы можете ожидать, что появится обратная полярность и прямая полярность.Во время полупериода можно ожидать, что электрод находится в отрицательной форме. Это означает только то, что он имеет положительные опорные пластины. На другой половине теперь есть положительный электрод и отрицательная опорная пластина. Имейте в виду, что частота источника питания всегда влияет на количество циклов.
Отрицательная полярность электрода постоянного тока (DCEN)Если у вас есть положительные базовые пластины, а ваш электрод подключен к отрицательному источнику, то известно, что это прямая полярность или отрицательная полярность электрода постоянного тока (DCEN).Это полярность, которая позволит электронам течь к пластинам основания, идущим от электрода.
В результате пластина основания может выделять больше тепла по сравнению с электродом. Это означает только то, что электроды имеют пониженную скорость осаждения металла. Обратите внимание, что проблемы, возникшие из-за недостаточного слияния, будут устранены.
Этот тип полярности не имеет функции очистки. Это означает только то, что дефекты могут возникнуть, если опорные плиты не будут должным образом очищены перед использованием.
Преимущества DCEN
DCEN обеспечит вас достаточным количеством сплавов недрагоценных металлов. В результате металл может получить надлежащее проплавление. Кроме того, меньше шансов на низкое армирование и включение вольфрама. Это правильная полярность при сварке, если вы собираетесь сваривать нержавеющую сталь и другие металлы с высокой температурой плавления. Вы также можете использовать его для соединения более толстых пластин.
Недостатки DCEN
Как мы уже упоминали, DCEN не поддерживает очистку.Это означает только то, что вероятность появления дефектов включения выше. Кроме того, он также вызывает более высокое образование остаточного напряжения и высокий уровень искажений.
При такой полярности сварки также увеличивается зона термического влияния. Это может привести к более низкому уровню производительности, поскольку он имеет более низкую скорость осаждения. Кроме того, мы не рекомендуем эту полярность сварки при соединении двух более тонких пластин.
Положительная полярность электрода постоянного тока (DCEP)
DCEP также известен как обратная полярность.Это тип полярности сварки, при котором постоянный ток источника питания, положительный электрод и отрицательная опорная пластина. Через внешнюю цепь электроны будут течь к электроду, выходя из его базовых пластин. Электрон будет непрерывно течь по крошечным проходам. Это позволит вам создать дугу.
Базовые пластины производят электроны. Эти электроны будут ускорены из-за возможной разницы. Ускоренные электроны будут тогда увеличивать скорость и начинать удары по электроду.Это приведет к тому, что электроны будут производить кинетическую энергию, которая позже будет преобразована в тепловую энергию. Это приведет к нагреванию наконечника электрода.
Многие профессиональные сварщики считают, что приблизительно две трети всего тепла дуги вырабатывается на электродах, а остальные части выполняются на опорных плитах. В результате электрод начнет быстро разжижаться. Кроме того, повысится скорость осаждения расходуемых электродов.
Следует отметить, что опорные пластины при такой полярности сварки плавятся неправильно. Это потому, что им не хватает тепла. Недостаток тепла может вызвать различные проблемы при сварке, такие как высокое армирование и низкий уровень проплавления.
Но обратите внимание, что электроны также создают поток, который удаляет масло с опорной пластины. Поток также покроет частицы пыли и оксидные слои, которые вы видите на поверхности опорных пластин. Это процесс, известный как очистка от оксидов.
Преимущества DCEP
Как вы могли заметить, DCEP обладает функцией очистки от дуги, которой нет у DCEN. При надлежащей очистке дуги вероятность возникновения проблем с включением мала. Он также имеет более высокий уровень наплавки. Это означает только то, что вы можете быстро и легко выполнить весь процесс сварки.
Кроме того, он также может уменьшить полную резку, остаточное напряжение и деформацию. Это означает, что вы можете плавно изготавливать тонкие сварочные пластины.Эта полярность сварки подходит для сварки меди и других металлов с низкой температурой плавления.
Недостатки DCEP
Некоторые из вас не знают, что срок службы нерасходуемых электродов короче. Кроме того, он имеет более высокий уровень усиления, если сварщик не регулирует скорость должным образом.
Поскольку сварка имеет низкий уровень проплавления и недостаточное плавление, эта полярность сварки не подходит для соединения более толстых металлов или пластин с более высоким уровнем температуры плавления.
Сварка МИГ — это самый простой вид сварочного процесса, который подходит для начинающих. Для этого типа сварки требуется DCEP или положительная полярность электрода постоянного тока. Сварщики, использующие этот метод сварки, предпочитают использовать электрод постоянного тока положительный или электрод постоянного тока отрицательный.
Если вы не используете газ при сварке MIG, я бы посоветовал вам использовать DCEN. Переменный ток можно использовать при сварке MIG, а также для сварки алюминия или намагниченных материалов.Однако имейте в виду, что при использовании переменного тока будет больше брызг и плохое качество поверхности.
Важно прочитать и понять инструкции, содержащиеся в руководствах.
Как мы уже упоминали ранее, опытные сварщики используют полярность DC + при выполнении сварки штучной сваркой. Это потому, что это позволит вам создать профиль борта и даст вам более высокий уровень проникновения. Мы не рекомендуем использовать полярность постоянного тока. Это потому, что он имеет более высокую скорость плавления электрода и меньшее проникновение.Эту полярность можно использовать для сплавления более тонких металлических листов. Это хорошо для предотвращения прожога.
Что такое сварка TIG?
Сварка TIG также известна как дуговая сварка вольфрамовым электродом в газе. Еще в 1930-1940-х годах он использовался производителями самолетов для соединения материалов, изготовленных из магния. Обычно процесс сварки выглядит следующим образом: специалист создает дугу, которая располагается между неплавящимся вольфрамовым электродом и основным металлом.Первый элемент — это тип электрода, который нельзя расплавить. Расплавленная сварочная ванна будет создана, когда дуга коснется основного металла.
В сварочной ванне тонкий присадочный металл будет медленно вводиться вручную. После этого тонкая проволока начнет плавиться. В течение всего процесса инертной защитой будет стена, которая будет защищать сварочную ванну и вольфрамовый электрод от кислородного загрязнения. Не следует использовать флюсы. После всего процесса вы можете получить бесшлаковую и прочную сварку, которая обладает свойством коррозионной стойкости, обеспечиваемым двумя используемыми металлами.
Аэрокосмическая промышленность использует этот метод сварки при создании самолетов и космических аппаратов. Тот факт, что он обладает антикоррозийными свойствами, также используется автомобильными компаниями. Авторемонтные мастерские также начинают использовать сварку TIG. Многие сварщики удивлены результатами, полученными с помощью этой техники при сварке скульптур.
Полярность при сварке TIG
Что касается полярности сварки TIG, она имеет прямую полярность, которую некоторые также называют отрицательным электродом постоянного тока (DCEN).В этом процессе сварки используется отрицательная горелка, которая работает положительно. Это сварочный процесс, который используется для соединения различных типов металлов. В связи с этим в большинстве отраслей промышленности используется этот сварочный процесс.
При использовании самого популярного метода сварки, а именно сварки TIG, важно использовать правильную полярность сварки. При выполнении сварки TIG рекомендуется использовать электрод постоянного тока или электрод постоянного тока отрицательной полярности.Старшие сварщики также называют это прямой полярностью.
Для сварки TIG отрицательная горелка идеально подходит для предотвращения ненужного перегрева вольфрама.
Когда говорится «прямая полярность», понятно, что у него есть отрицательный электрод и положительные базовые пластины. Когда говорится «обратная полярность», понятно, что у него есть отрицательные базовые пластины и положительные электроды. Обратите внимание, что обратная полярность обеспечит вам повышенную скорость наплавки в целом; прямая полярность обеспечивает высокий уровень проникновения.Используя хорошего сварщика, вы намного быстрее научитесь использовать эти настройки.
Поскольку многие сварщики используют для сварки множество материалов, любая из указанных полярностей идеально подходит для использования. Если вы новичок в этой области, мы рекомендуем вам использовать сварку MIG. Но если вы имеете дело с широким выбором типов металлов, сварка TIG является наиболее рекомендуемым процессом.
Не сомневайтесь, узнайте больше о сварке в других статьях нашего сайта.
Полярность в сварке: руководство для начинающих
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не включены выпускники, недоступные для работы по причине продолжения образования, военной службы, здоровья, заключения, смерти или статуса иностранного студента.В ставку включены выпускники, прошедшие специализированные программы повышения квалификации, а также работающие на должностях. которые были получены до или во время обучения в области ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонтным работникам, мотоциклистам и морским техникам.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях университетского городка.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за службу» доступен всем ветеранам, имеющим право на участие, на всех кампусах. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, смог. инспектор и менеджер по запчастям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников автомобильного сервиса и механиков в штате Массачусетс (49-3023) составляет от 29 050 до 45 980 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средний почасовой заработок квалифицированных автомобильных техников в Северной Каролине составляет 50% от средней почасовой оплаты и составляет 19,52 доллара США. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. и Механика, просмотр 14 сентября 2020 года.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Бюро трудовой статистики США по занятости и заработной плате, май 2019. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических специалистов, например, сертифицированный инспектор и контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов. (Массачусетс: трудовые ресурсы и развитие рабочей силы, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре 14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения, зависящего от производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов автомобилей и связанных с ними ремонтов в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобилей и связанных с ними (49-3021), в Содружестве Массачусетс составляет от 31 360 до 34 590 долларов. (Массачусетс: трудовые ресурсы и развитие рабочей силы, данные за май 2018 г., просмотр за 10 сентября 2020 г.).Зарплата в Северной Каролине информация: Департамент труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018 г. 14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в разделе «Занятость и заработная плата» Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г., просмотрено 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22 доллара.04. Бюро статистики труда. не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
30) Расчетная средняя годовая зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетса: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов США (данные по Массачусетскому труду и развитию рабочей силы, данные за май 2018 г., просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата составляет 50% в среднем для Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов. соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, дата просмотра 14 сентября 2020 г.).) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования, инспектор и помощник по запчастям.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетса. составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, оператор ЧПУ, подмастерье. слесарь и инспектор по обработанным деталям. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября, штат Массачусетс, 2020).Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемые общие цифры к 2029 году относятся к автомобильной промышленности. Техники по обслуживанию и механики, 728 800; Сварщики, резаки, паяльщики и паяльщики — 452 500 человек; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 290 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 159 900; и инструмент с числовым программным управлением Операторы, 141 700 человек.
41) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество вакансий в год, Классификация должностей: Автомеханики и механики — 61 700 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотр 8 сентября 2020 г.Прогнозируемое среднее количество рабочих мест в год вакансий по классификации должностей: сварщики, резаки, паяльщики и паяльщики — 43 400 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
43) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество годовых вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
47) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотр 8 сентября 2020 года. Прогнозируемое общее количество специалистов по обслуживанию автомобилей а по механике к 2029 году — 728 800 человек.
48) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Предполагаемое общее количество механиков автобусов и грузовиков а специалистов по дизельным двигателям к 2029 году — 290 800 человек.
49) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 года. Прогнозируемое общее количество автомобильных кузовов и связанных с ними Ремонтников к 2029 году — 159,9 тыс. Человек.
50) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Предполагаемое общее количество сварщиков, резаков, паяльщиков, а Бразерс к 2029 году — 452 500 человек.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Полярность: когда нужно поменять местами? Часть 2
Использование правильной полярности определяет разницу между качественным сварным швом, пористым и слабым швом, сварным швом с надлежащим проваром или практически без него.Помимо путаницы в терминах, часто бывает непонятно, когда и какую полярность использовать.
При сварке стержнем стержнем сварочного аппарата для большинства сварочных стержней требуется положительная полярность. Фактически, почти все сварочных стержней работают в основном с положительной (обратной) полярностью. За некоторыми исключениями, при работе с тонким листом всегда следует работать с обратной полярностью. Поскольку термин «обратный» может сбивать с толку, просто всегда думайте «позитивный факел», и все будет в порядке. Сварка МИГ всегда будет иметь положительную полярность. Некоторые люди путают MIG со сваркой сердечника флюсом. Они не совпадают, хотя используемое оборудование может быть почти таким же или идентичным. Сердечник флюса использует проволоку, которая содержит порошковый флюс в центре проволоки. Он имеет свои преимущества в ветреную погоду и позволяет брать его с собой куда угодно. Хотя это не обязательно лучше или хуже, чем процесс MIG, он использует прямую полярность, прямо противоположную MIG. Однако некоторые производители проводов могут рекомендовать положительную полярность, поэтому обязательно проверьте этикетку.Следует отметить, что провода MIG и Flux Core не имеют «дополнительной» полярности с одним и тем же проводом. Если он положительный, он будет успешно работать только при положительном результате. Провод с двойным экраном использует лучшее из MIG и Flux Core за счет использования проволоки с флюсом и защитного газа. Конечно, всегда соблюдайте полярность, рекомендованную производителем провода, но, как правило, для двойного или внешнего экранированного провода используется обратная полярность.
TIG является исключением и представляет собой процесс, при котором сварка всегда выполняется с горелкой на отрицательной клемме (даже при сварке в режиме переменного тока есть причины держать горелку подключенной к отрицательной клемме).Несколько лет назад положительный электрод постоянного тока использовался для сварки алюминия , но проплавление было очень плохим, и для сварки при относительно низком токе требовался вольфрам огромного диаметра из-за того, что тепло максимально увеличивалось на вольфрамовом наконечнике, а не на основном металле. Поскольку сварка алюминия очень легко выполняется с помощью устройств TIG переменного тока с высокочастотным наложением или сварочных аппаратов инверторного типа, таких как Everlast PowerTIG серии , используется только горелка с отрицательной полярностью постоянного тока .
Независимо от полярности, вам может потребоваться какое-то запоминающее устройство, которое поможет вам запомнить условия полярности.Даже если вам нужно написать записку на сварочном аппарате, чтобы запомнить, какую сторону «горелки» вы будете использовать, это поможет вам сделать все правильно и свести разочарование к минимуму.
DCEP против DCEN: все, что вам нужно знать
Источник: PinterestDCEP расширяется как положительный электрод постоянного тока, тогда как электроды связаны с положительным выводом, относящимся к постоянному току. Только постоянный ток выбрал этот формат сварки.
DCEN расширяется как отрицательный электрод постоянного тока, тогда как электроды связаны с отрицательной клеммой относительно постоянного тока.В этой последовательности сварки также используется только постоянный ток и не рекомендуется использовать переменный ток.
Как DCEP применяется в сварке MIG?Для сварки металлов в среде инертного газа (MIG) обычно предпочтительнее использовать DCEP. Потому что отрицательные электроды обеспечивают повышенное плавление при заданном уровне и силе тока. Таким образом, очевидно, что при выполнении сварочных операций MIG предпочтительнее использовать варианты с обратной полярностью.
В случае использования отрицательного электрода постоянного тока это приведет к нестабильным сварным швам с различными колебаниями результирующего выхода.Сварку MIG можно эффективно выполнять с помощью DCEP, который использует природный газ без дополнительного флюса.
Каким образом DCEN предпочтительнее при сварке TIG? Источник: Американское сварочное обществоСравнение DCEP и DCEN обычно определяется следующим образом. DCEN является предпочтительным при сварке TIG, при которой не требуется процесс очистки в этой форме, как в случае процесса с положительным электродом. Для этого процесса вам потребуется дополнительное пространство для использования вольфрамовых электродов и охлаждения.
Для легких сварных швов предпочтительна естественная или прямая полярность, а выделяемое тепло преобразуется в положительные дуги, которые предотвращают перегрев вольфрамовой нити и обеспечивают надлежащую стабилизацию системы. Сварка TIG может выполняться как на постоянном, так и на переменном токе. Сталь будет свариваться постоянным током, а алюминий будет предпочтительнее соединяться с переменным током.
Распределение тепла DCEP и DCEN:Прежде всего следует отметить, что не все имеющиеся электроды могут быть отлиты с любой полярностью для сварочных целей.Электроды должны быть адаптированы в соответствии со спецификациями, изложенными в кодовой книге стандартов ISO. Оптимальный выбор поляризации также зависит от характера материала, положения сварки и соответствующих конструктивных сочетаний материалов.
Помня обо всем этом, мы можем достичь необходимой полярности в зависимости от конкретного цикла. Положительная часть сварочной дорожки (захват электронов в дугу) называется анодом. Другая часть сварочной дорожки, которая производит отрицательные электроны в дуге, называется катодом.В процессе сварки используются положительный анод и отрицательный катод.
Влияние полярности сварки на DCEP и DCEN при дуговой сварке:Основные классификации и характеристики DCEP по сравнению с DCEN описаны ниже.
| Положительный электрод постоянного тока | Отрицательный электрод постоянного тока |
| Сварка выполняется правильно и аккуратно благодаря положительным электродам. | Плавления крайне недостаточно, поскольку электроды подключены к отрицательной клемме. |
| Поскольку электроды имеют очень положительную конструкцию, в процессе сварки возможно глубокое проплавление. | Из-за наличия отрицательных электродов проницаемость умеренная. |
| Количество отложений в наполнителе очень мало. | Количество отложений в присадочном материале больше. |
| Производительность положительных электродов низкая. | Производительность выше для отрицательных электродов. |
| Процесс очистки утомительный, а результат очень плохой. | Процесс очистки здесь настолько прост и дает хорошие результаты. |
| Зоны теплового воздействия выше. | Зоны, подверженные тепловому воздействию, ниже ожидаемого. |
| Возникают большие искажения. | Искажения меньше по сравнению с DCEP. |
Когда электроды подключены к отрицательной клемме, а остальные источники питания подключены к положительной клемме, происходит падение электронов.Источник тепла высвобождается, и он начинает течь к прикрепленным опорным плитам.
При имеющейся разности потенциалов электроны ускоряются между отрицательными электродами и прикрепленными к ним пластинами основания. По мере усиления удара кинетическая энергия развивается и далее преобразуется в тепловую энергию с выделением огромного количества тепла, необходимого для продолжения всего процесса.
Эффекты обратной полярности в положительном электроде постоянного тока:В этом случае базовые пластины подключаются к отрицательному выводу силового конца, а электроды направляются к положительному выводу для генерации тепла.В результате электроны освобождаются от базовых пластин и начинают двигаться в направлении электродов.
Тепло, выделяемое в электродах, немного выше по сравнению с теплом, выделяемым в опорных пластинах. Процесс очистки положительных электродов настолько прост, а отложения наполнителя крайне низки. Под действием выделяемого тепла загрязнения и частицы пыли, присутствующие в опорных плитах, удаляются, и этот процесс называется очисткой. Таким образом, за счет этого очищающего действия загрязненные частицы, присутствующие на металлической поверхности, полностью удаляются.
Соответствие полярностей DCEP и DCEN при дуговой сварке:- Полярности DCEP и DCEN могут считаться применимыми для сварки двух или более металлических компонентов вместе с существенно разными формами положительных результатов.
- Первичный и важный источник тепла генерируются в обеих полярностях, и дуговая сварка становится простой и простой. Обработка сварных материалов гладкая и достаточно хорошая.
- Если для источника питания используется переменный ток, последующие циклы обеих полярностей выполняются с соответствующими интервалами, и цикл продолжается.
- Тонкие металлы также можно сваривать, используя полярность DCEP и DCEN, поскольку температура плавления достаточна для работы в этих рабочих условиях.
- По мере развертывания положительных электродов в процессе очистки присадочные материалы осаждаются на металлических пластинах основания с меньшей скоростью, чем ожидалось.
В большинстве приложений газовой дуговой сварки (GMAW) предпочтительно используется полярность DCEP.В этих условиях достигается стабильная форма дуги с плавным переносом металлов при сравнительно небольшом разбрызгивании. Глубокое проплавление унаследовано, чтобы обеспечить надлежащую отделку сварных швов с широким диапазоном подачи электрического тока.
Когда DCEN используется для постоянного тока, результирующий выходной сигнал будет очень маленького размера, напоминая каплю, и конечный результат будет неровным. При наличии надлежащей электропроводки с соответствующими соединениями процесс сварки стал бы настолько простым, а использование переменного тока сделает систему стабильной даже в изменяющихся условиях.
Для источников питания GMAW предпочтительны как постоянный, так и переменный ток с различными источниками питания.
Использование дуговой сварки экранированного металла:- Дуговая сварка экранированного металла (SMAW) — обычно предпочтительный метод сварки, который представляет собой ручной процесс, в котором для стратегии обработки используется плавящийся электрод.
- При температуре насыщения плавления электрод начинает плавиться, и зона сварки защищена от внешних газов, присутствующих в естественной атмосфере.
- Это один из самых простых и доступных видов сварки, который может выбрать любой человек.
- Этот вид сварки предотвращает разложение электродов, и образуется защитный экран, предохраняющий дугу от возникающей химической реакции.
- Черные металлы и другие родственные конструкции можно легко соединить с помощью SMAW.
- Качество SMAW проверяется методами неразрушающего контроля и обеспечивает высокую прочность.
- Нержавеющая сталь, чугун и другие сплавы цветных металлов также можно обрабатывать без дефектов.
Распыление — это процесс, при котором микроскопические частицы, присутствующие в твердом веществе, выбрасываются с нижней поверхности после того, как внутри материала произошла бомбардировка присутствием природного газа или дыма. Процесс обычно происходит на открытом воздухе и свежем воздухе, свободном от загрязнений.
Когда постоянный электрический ток изменяется с фактически небольшим сопротивлением, материал становится очень проводящим.Возьмем, к примеру, золото, поскольку это один из широко используемых проводящих материалов на Земле. Он широко используется повсюду, и его нельзя использовать в качестве сварочного инструмента, так как он может потерять свой класс и, конечно, стоит дорого.
В целом медь, алюминий и другие родственные металлы широко используются в процессе сварки, поскольку они обладают хорошим балансом между ценой и проводимостью. Среди всех металлов медь по-прежнему лучше всех выполняет свою функцию, постоянно проводя хорошее электричество.
Точнее, существует статическая величина сопротивления, унаследованная от свойств всего материала, и этого недостаточно, чтобы влиять на металлические свойства внутри материала. Сопротивление цепи имеет несколько проблем, таких как преждевременный отказ оборудования, меньшая производительность и, наконец, дефекты сварки.
Посмотреть видео: Узнайте больше о напылении Определение полярности по наличию металлических электродов:- Основной металл, присутствующий в материале, должен быть расположен ровно, а поверхность должна быть чистым, без примесей.
- Значение силы тока должно быть установлено в диапазоне от 130 до 145 градусов для соответствующих электродов.
- Диапазоны полярности должны быть настроены для получения достаточного эталонного значения. Изучите образовавшуюся дугу и измерьте ее длину.
- Звук возникающей дуги тщательно изучается для проверки полярности. Необходимо выяснить неправильный диапазон полярности.
- Изучены характеристики тушения нормальной дуги и валика металлических электродов.
- Процесс повторяется несколько раз, чтобы распознать и проверить неравномерность полярности.
Сварка выполняется электродами с положительным током (обратная полярность) приводит к более глубокому проплавлению, тогда как электроды с отрицательной (прямой полярностью) приводят к преимуществу более раннего плавления и более быстрой скорости наплавки при повышенной скорости. В процессе сварки используются различные защитные газы для получения более гладкой и ровной поверхности.
Если силовая пружина распределяет переменный ток (AC), оба случая возникают одно за другим. Изменения происходят каждую секунду, и это зависит от появляющейся частоты источника тока. Возьмем пример, в котором для источника питания переменного тока 60 Гц обе полярности будут возникать минимум 60 раз в секунду.
Влияние полярности на увеличенный срок службы электродов:Обычно обратная полярность приводит к скачкам скорости осаждения наполнителя, когда электрод изготовлен из расходных материалов и марки.Полярность оказывает значительное влияние на срок службы неплавких электродов, как в случае сварки TIG. Из-за обратной полярности кончик электрода быстрее нагревается.
Когда процесс сварки ведется непрерывно с имеющимися неплавящимися электродами, он начинает механически плавиться, и большие пузырьки расплавленного металла формируют кончик электродов. В некоторых случаях образующиеся капельки на поверхности сварного шва приводят к появлению дефектов.
Иногда он остается на кончике электрода, который смывается в процессе шлифования перед началом новой и следующей сварочной операции. Оба случая приводят к потере материалов электродов и сокращению срока службы неплавящихся электродов в связи с обратной полярностью.
Полярность нержавеющей стали для сварки штангой:Для сварки штангой предпочтительным является постоянный ток, который является наиболее распространенным вариантом. Поскольку в сплавах нержавеющей стали уровень хрома составляет менее 10% от исходного содержания.Доступны базовые классы нержавеющей стали, которые сгруппированы по определенным категориям. Как правило, сгруппированы три различных класса нержавеющей стали, и это следующие.
- Аустенитная нержавеющая сталь — это немагнитные нержавеющие стали с повышенным содержанием хрома и никеля и сравнительно низким потреблением углерода. Эта форма нержавеющей стали обладает высокой устойчивостью к коррозии, и указанные марки стали выше. Этот тип стали является широко распространенной формой нержавеющей стали и доступной по цене.
- Мартенситная нержавеющая сталь — Эти типы сталей содержат те же компоненты, что и обычные аустенитные стали. Благодаря высокой стойкости к окислению он обладает повышенной прочностью даже при очень низких температурах. Сопротивление ползучести таких материалов является высоким при умеренных и высоких температурах.
- Нержавеющая сталь с ферриком — Как следует из названия, сталь является магнитной с более чем 15% хрома и низким содержанием углерода.Материал достаточно прочен, чтобы выдерживать сильную ржавчину. Хотя коррозионная стойкость низка по сравнению с другими видами стали, качество намного лучше, чем у других последующих форм.
Шон Коби — высококлассный сварщик, пользующийся большим уважением в сварочном сообществе Вудбриджа, штат Вирджиния. Он гордится тем, что уже более восьми лет является производителем и механиком в автомобильной / дизельной промышленности. Как главный редактор своего сайта https://weldinginfocenter.com, он делится своим опытом, позволяющим обезопасить себя во время сварки и предпринимать активные действия, чтобы стать таким же успешным сварщиком, как он.
машиностроение — Глубина проплавления и скорость наплавки при сварке
Практические эффекты полярности довольно сложны и зависят от технологического процесса.
В некотором смысле TIG — это место, где «чистые» эффекты полярности наиболее очевидны, поскольку создание дуги полностью отделено от подачи присадочного материала. Здесь DC- (электрод -ve) используется для большинства металлов, кроме алюминиевых и магниевых сплавов. Эта полярность направляет большую часть энергии в сварочную ванну, что является более эффективным и помогает предотвратить перегрев вольфрамового электрода.Для алюминия проблема заключается в том, что толстый стабильный оксидный слой необходимо счищать в процессе сварки, чтобы он не загрязнил сварной шов. Здесь используется обратная полярность, поскольку поток электронов стремится оторвать оксид от поверхности. Вы действительно можете увидеть, как это происходит при сварке TIG, и у свежего сварного шва будет «замороженная» область вокруг сварного шва.
На практике в большинстве современных машин теперь используется модифицированный переменный ток для алюминия, поскольку это позволяет лучше регулировать свойства дуги. В частности, баланс между положительным и отрицательным током уравновешивает эффект очистки с температурой электрода, а регулировка частоты переменного тока регулирует ширину дуги (что, в свою очередь, влияет на проплавление).Самые сложные машины также имеют ряд различных форм волны (квадрат, синус, трапеция, треугольник и т. Д.), Которые также влияют на проникновение и распределение тепла. Также обратите внимание, что при сварке TIG на переменном токе конец электрода расплавляется и образует шар, немного превышающий диаметр электрода. Быстрое переключение на переменный ток предотвращает его падение в сварной шов. При сварке на постоянном токе вольфрам вообще не должен плавиться.
При сварке MIG тот факт, что присадочная проволока также является электродом, означает, что тепло передается в лужу по-другому, и форма, форма и размер образующихся металлических капель очень важны.Это способствует увеличению нагрева электрода, поскольку он постоянно плавится и в любом случае физически передает эту энергию сварочной ванне. Поэтому сварщики MIG с одножильной проволокой обычно работают с обратной полярностью.
В MMA все снова сложнее, поскольку состав электродного покрытия взаимодействует с полярностью дуги, и результаты действительно зависят от конкретного типа электрода, и большинство электродов будут иметь рекомендуемую полярность.
Этот предмет еще больше сбивает с толку тот факт, что обычный ток на самом деле является обратным по условию знаков по сравнению с остальной физикой (т. Е. Реальный поток электронов идет от -ve к + ve), что не облегчает задачу понимать.
Подрядчик может переключить полярность сварки одним нажатием кнопки
Обратная полярность при сварке TIG и электродной сваркой
Ремонт крупного котла электростанции — это работа, которая может занять два или три месяца для подрядчиков NAES Power Contractors, и она требует соблюдения строгих сроков и строгих стандартов качества. Соблюдение графика особенно важно, когда работа связана с аварийным, незапланированным отключением котла.
«Обычно с этими контрактами связаны заранее оцененные убытки.Мы ждем, пока завод закончит блокировку / маркировку, чтобы мы могли приступить к работе », — говорит Майк Гейер, президент NAES Power Contractors. «И обычно есть электрики и, возможно, некоторые другие подрядчики, которые ждут, когда мы закончим, чтобы они могли сесть и работать, следуя за нами. Это очень четко расписано, и вы должны быть на высоте ».
XMT® 350 FieldPro ™ с системой сварки с обратной полярностью позволил сварщикам NAES выполнять в три раза больше сварных швов за смену в недавнем проекте, позволяя им легко изменять полярность сварки одним нажатием кнопки.
В то время как ремонт котлов традиционно был в центре внимания NAES Power Contractors, механический подрядчик с полным спектром услуг, базирующийся в Крэнберри, штат Пенсильвания, также имеет подразделения по производству дымовых труб, дымовых труб и ядерных контейнеров. Кроме того, компания диверсифицируется и занимается проектами газовых электростанций и расширением трубопроводов для потребителей ископаемого топлива.
С заранее оцененными убытками, несоблюдением сроков или целевых показателей качества стоит денег NAES. Во время выхода из строя котла сварщики NAES находятся внутри котла, чтобы отремонтировать или заменить трубы или воздуховоды.Типичный проект может включать замену от 50 до 150 панелей водяной стены котла, при этом сотни людей работают внутри котла, работая в две смены, шесть или семь дней в неделю.
Журнал работ по отключению котлов, выполненных NAES Power Contractors за последние пять лет, показывает, что компания затратила один миллион рабочих часов и выполнила около 20 000 проверенных сварных швов, что составляет менее пяти сварных швов, требующих доработки.
«Это говорит о нашем качестве, это говорит об оборудовании, которое мы используем, и это говорит о нашем планировании — нашем исполнении от начала до конца», — говорит Гейер.«Если вам нужно вернуться и отремонтировать сварной шов, вы расходуете свой бюджет. Мы стремимся сделать все правильно с первого раза и с максимальной эффективностью ».
Из-за жесткого графика простоев котлов компания NAES Power Contractors всегда ищет способы повышения производительности без ущерба для качества или безопасности сварщиков. XMT 350 FieldPro с системой переключения полярности отвечает этим требованиям, экономя часы в день на недавнем проекте.
«Мы превысили рассчитанную нами рентабельность инвестиций», — говорит менеджер проекта Джон Дудо.«Мы легко экономим от часа до двух часов на человека каждый день».
Часы, затраченные на отслеживание сварочных кабелей
В зависимости от размера и объема котла работа может быть труднодоступной. Котлы могут иметь мощность 400 или 900 мегаватт, но работа, выполняемая внутри, часто одинакова для разных работ. Сварщикам, возможно, придется залезть в котел через отверстие размером 24 на 24 дюйма и, оказавшись внутри, пролезть через дополнительные лазейки или по строительным лесам, чтобы добраться до труб, которые необходимо отремонтировать.
Сварку можно выполнять лежа на спине или под наклоном, чтобы завершить сварной шов над головой. Несмотря на сложное положение и небольшое пространство, сварные швы должны соответствовать высоким стандартам качества и часто подвергаются рентгеновским, радиографическим или гидростатическим испытаниям.
«Отказ может быть катастрофическим, поэтому все должно быть правильно», — говорит Дон Сессна, менеджер по качеству NAES. «В конце концов, нас оценивают по количеству отказов».
Компания сваривает партию SA213 T11, хромированных котельных труб толщиной 1-1 / 4 дюйма с толщиной стенок от 238 миллиметров до 1-1 / 2 дюйма.Сварщики NAES чаще всего выполняют сварку TIG корневым швом, а остальные — сваркой вставкой.
Во время работы внутри котла может находиться не менее 100 сварщиков, и все они могут использовать один и тот же источник сварочного тока. Это может привести к путанице сварочных проводов, из-за чего операторам будет сложно определить, какой кабель и какой аппарат принадлежит им, когда они хотят изменить полярность или изменить параметры. Для перехода от корневого прохода TIG к проходам сварочного аппарата сварщики должны проследить провод, найти свой аппарат, который часто находится за пределами котла, и переключить кабели, чтобы перейти с прямой полярности (TIG) на обратную полярность (Stick).Этот процесс может происходить до десятка раз в день на одного сварщика.
«Их провода в конечном итоге превращаются в сплетение спагетти, поднимающееся через эшафот», — говорит Сессна. «Это может занять от получаса до часа, чтобы отследить его выводы, переключить машину и снова забраться внутрь».
Это не только требует времени и влияет на производительность, но и увеличивает опасность поскользнуться, споткнуться и упасть для сварщиков, которые залезают в котел и выходят из него.
В этой ситуации также нередки случаи, когда сварщик случайно изменяет параметры не на том аппарате, что приводит к неудовлетворенным сварщикам и может вызвать раздувание сварных швов или пористость, если оператор начнет сварку с неправильной полярностью или с неправильными параметрами.
«Иногда у нас есть люди, работающие на полную ставку, и их работа весь день отслеживает потенциальных клиентов», — говорит Дудо. «На это уходит много времени».
Измените полярность нажатием кнопки
NAES Power Contractors устранили эти потери времени с помощью XMT 350 FieldPro с системой сварки с изменением полярности от Miller Electric Mfg. LLC. Аппарат позволяет сварщикам NAES просто нажимать кнопку на пульте Stick / TIG Remote, чтобы переключать процессы и полярность, не покидая рабочего места и не переключая провода на источнике питания.
Сварщики НАЭС сразу же повысили производительность. Операторы, использующие систему изменения полярности, выполнили от 10 до 14 сварных швов за смену, по сравнению с 4-5 сварками, выполненными за смену сварщиками, не использующими систему.
«Это было феноменально, — говорит Джесси Юрич, сварщик из Boilermakers Local 154 в Питтсбурге. «Вы все делаете прямо там. Это определенно экономит много времени и делает жизнь намного проще ».
Сварщикамбольше не нужно покидать котел, чтобы поменять местами провода на источнике питания, чтобы изменить полярность, а NAES также сэкономил время на установку и управление кабелями, поскольку внутри котла требуется меньше сварочных проводов.
Система также предотвращает внесение каких-либо изменений в источник питания после подключения Stick / TIG Remote — исключая вероятность того, что другой сварщик случайно изменит параметры или изменит процессы на неправильном аппарате.
«Это избавляет парней от разочарования, если они придерживаются неправильной полярности», — говорит Крис Дарнелл, менеджер проекта NAES. «Это устраняет необходимость ремонта трубы. Это экономит время и деньги ».
Оптимизированная мощность дуги
NAES Power Contractors значительно повысили производительность, эффективность и безопасность оператора на стройплощадке, продолжая при этом производить высококачественные сварные швы, необходимые для работы котла.Оптимизированные характеристики системы для сварки труб и сварки TIG специально разработаны для удовлетворения потребностей при сварке открытых корневых каналов.
Пуск дуги в системе поддерживает отверстие корня и подготовленную кромку, а ограничители ограничивают следы дуги за пределами зоны термического влияния.
«Определенно намного проще зажечь дугу. Вольфрам не наклеивается, и управление было сразу же, как только вы зажгли », — говорит Юрич. «Контроль дуги TIG очень точный».
При сварке штучной сваркой легкое зажигание и прекращение дуги помогает уменьшить пористость в точках начала и окончания, а также позволяет сварщикам NAES повторно использовать больше штанговых электродов, экономя деньги на расходных материалах.При использовании других сварочных систем стержни обычно попадают в заглушку после одного использования.
СварщикиNAES также могут регулировать параметры без остановки дуги, поскольку в системе используется технология регулировки во время сварки (AWW ™). Эта возможность особенно удобна, потому что компания выполняет много сварочных работ «свояк», когда два оператора сваривают одну и ту же трубу, меняя дугу на один и тот же сварочный проход.
Электроэнергия в системах крепления с помощью приварки шпилек
Приварка шпилек — от судостроения до сквозной сварки композитных материалов — простая операция, используемая во многих сложных строительных проектах.Процесс приварки шпилек — относительно новый процесс, история которого восходит только к рубежу 19 века. Новизна систем крепления с помощью приварки шпилек во многом обусловлена использованием электричества в качестве единственного источника энергии и генератора дуги. По этой причине полярность и ток, подаваемый на установку для приварки шпилек, должны быть точно откалиброваны для инструмента, шпильки, материала поверхности и условий сварки.
Если вы используете приварку шпилек для завершения проекта, вы можете положиться на системы крепления Northland для всех ваших шпилек, инструментов, принадлежностей и потребностей в обслуживании.Мы предоставляем клиентам по всему миру полный выбор всего необходимого для систем крепления под приварку и квалифицированную техническую поддержку.
Если вы работаете с установкой для приварки шпилек и калибруете этот инструмент для нужного вам сварного шва, важно понимать роль полярности и тока в сварных швах с натянутой дугой и конденсаторным разрядом (CD).
ПолярностиКаждый электрический ток имеет положительную или отрицательную полярность.Существуют типы инструментов для приварки шпилек, которые используют любую полярность, но выбор инструмента и полярности зависит от шпильки, операции сварки и материала поверхности, к которой вы будете подсоединять шпильку. Полярность отрицательного электрода также называется «прямой», а полярность положительного электрода также называется «обратной» полярностью. Положительная полярность обеспечивает более глубокое проникновение сварного шва в материал поверхности. Сварка с обратной полярностью подходит для сварки в тяжелых условиях со шпильками большего размера.С другой стороны, отрицательная полярность обеспечивает быстрое плавление шва с более высокой скоростью наплавки, что делает его идеальным для шпилек и быстрого строительства.
ТокиХарактер электрических токов также влияет на результаты сварки. Токи будут двигаться с отрицательной или положительной полярностью напрямую или поочередно между ними. Сварка постоянным током (DC) в сочетании с правильным защитным газом обеспечивает более плавный и чистый сварной шов благодаря стабильной дуге.Сварные швы постоянным током также ограничивают разбрызгивание на сварном шве. По этой причине большинство профессионалов используют сварочный ток постоянного тока с положительной или отрицательной полярностью.
Однако в некоторых случаях более подходят переменные токи.