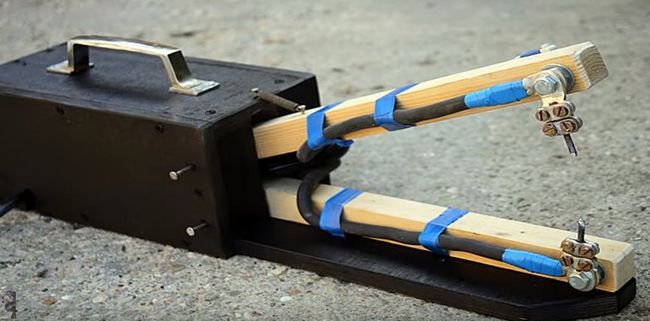
⚡ Аппарат для точечной сварки из старой микроволновки
Если вы думаете, что вытащить кролика из шляпы может только фокусник, то ошибаетесь. При некоторой сноровке это может сделать каждый. И способность превращать одни предметы в другие – тоже волшебство, которому можно научиться. Главное – найти подходящего и очень опытного наставника. Таким для вас может стать автор YouTube-канала NRV Wood. Очень изобретательный мастер постоянно радует своих подписчиков интересными изделиями. Яркий пример – сварочный аппарат, который он сделал из микроволновки.
Содержание статьи
Почему не стоит выбрасывать старые микроволновки
Любой современный электрический прибор – это шедевр инженерной мысли и плод труда многих людей. В эпоху потребления всё это мало ценится, и в погоне за новинками люди просто выбрасывают на помойку даже работоспособные устройства и крайне редко озадачиваются вопросом, можно ли их использовать как-то ещё. И совершенно напрасно, ведь такое решение поможет не только сохранить ваши средства, но и обогатит ваш дом интересными и полезными вещами.
Что можно использовать из микроволновки для новой конструкции
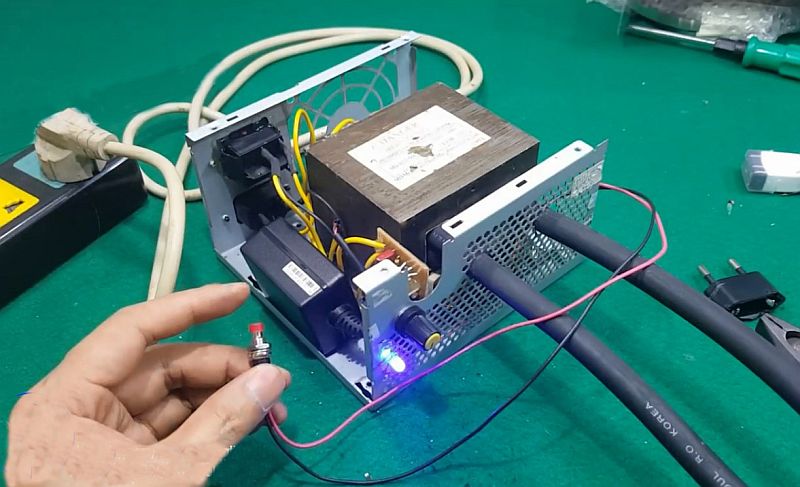
Микроволновку нужно разобрать. Это не сложно: корпус легко снимается, открывая всю сложную электронную начинку. Не спешите ничего выбрасывать, сегодня вам потребуется немного деталей, но остальные тоже пригодятся для других целей
Нужная вам запчасть – это двухвитковый трансформатор, который находится в этой микроволновке. Его нужно извлечь из корпусаКонденсатор нужно отсоединить от трансформатора. Он может вам пригодиться для многих других изобретений, но не в этом случае. Так что тоже не торопитесь от него избавлятьсяЕщё одна деталь от микроволновки, которая вам потребуется – провод для подключения. Нет смысла искать какой-то другой. Этот уже имеет заземление и сделан довольно добротно. Кроме того, он отлично подключается к трансформатору. Но помните: не касайтесь подключённого в таком виде трансформатора руками, вы можете получить мощнейший разряд, который способен нанести непоправимый вред вашему организму
Но помните: не касайтесь подключённого в таком виде трансформатора руками, вы можете получить мощнейший разряд, который способен нанести непоправимый вред вашему организмуТаким образом, вам потребуется от микроволновки всего две детали: электрошнур с вилкой и трансформатор.
Как собрать сварочный аппарат из микроволновки
У штатного трансформатора микроволновой печи две обмотки: первичная и вторичная. Вторичная выполнена из тонкой медной проволоки, которая для сварочного аппарата не потребуется.
Вторичку необходимо убрать, но нужно сделать это очень аккуратно, чтобы не повредить первичную обмотку. Автор сначала срезал наружные части вторички болгаркойПосле срезки внутри трансформатора осталась медь, которую тоже необходимо извлечь из корпусаЧтобы её удалить, нужно высверлить отверстия и стамеской выбить остатки проволоки. В принципе, всю процедуру можно сделать и без болгарки и дрели, воспользовавшись лишь стамеской и молоткомМесто вторичной обмотки займёт силовой кабель для сварочных аппаратов. Он должен быть довольно гибким, чтобы легко разместиться на своём месте. Ещё одно важное требование к этой детали – надёжная обмоткаСамый удачный вариант – кабель КГ с одной жилой, состоящей из множества медных проволок, и толстой резиновой оболочкойНа кабель нужно поставить лужёные концевики. Впоследствии вы можете использовать и медные электроды для сварки, если приготовите для них удобную ручкуОстаётся только подсоединить трансформатор к электросети и попробовать его в действии. Автор проводил эксперимент на обычном гвозде. Как видите, металл плавится в месте соприкосновения с концевикамиСварочный аппарат готов. Он однозначно пригодится для различных слесарных работ. Он поможет разогреть металл в ограниченном пространстве, например, чтобы снять гайку. Чем толще вы возьмёте кабель, тем мощнее получится результат. Если добавить к конструкции удобную ручку с электродом – то можно использовать её для точечной сварки и пайки латунью или медью
Он должен быть довольно гибким, чтобы легко разместиться на своём месте. Ещё одно важное требование к этой детали – надёжная обмоткаСамый удачный вариант – кабель КГ с одной жилой, состоящей из множества медных проволок, и толстой резиновой оболочкойНа кабель нужно поставить лужёные концевики. Впоследствии вы можете использовать и медные электроды для сварки, если приготовите для них удобную ручкуОстаётся только подсоединить трансформатор к электросети и попробовать его в действии. Автор проводил эксперимент на обычном гвозде. Как видите, металл плавится в месте соприкосновения с концевикамиСварочный аппарат готов. Он однозначно пригодится для различных слесарных работ. Он поможет разогреть металл в ограниченном пространстве, например, чтобы снять гайку. Чем толще вы возьмёте кабель, тем мощнее получится результат. Если добавить к конструкции удобную ручку с электродом – то можно использовать её для точечной сварки и пайки латунью или медьюИ такой пример – это далеко не всё, что можно использовать от старой микроволновки. Но согласитесь, идея довольно интересная и наглядная, тем более, что конструкция примитивно простая и собирается буквально за час.
Но согласитесь, идея довольно интересная и наглядная, тем более, что конструкция примитивно простая и собирается буквально за час.
А вот ещё один интересный пример использования микроволновой печи не по назначению. В нём автор демонстрирует работающую модель агрегата для точечной сварки, в основе которого лежит такой же трансформатор:
Что вы думаете по поводу идеи автора? Насколько реально сделать такой сварочный аппарат своими руками? Может быть, вы уже пробовали собрать нечто подобное? Напишите об этом в комментариях!
ФОТО: Youtube-канал «NRV Wood»
А если у вас есть собственные разработки, и вы не забыли фотографировать процесс их создания, то присылайте фото с описанием в нашу редакцию, мы с удовольствием опубликуем ваш мастер-класс!
ПредыдущаяИСТОРИИBluetooth-колонка из радио 50-х годов своими руками
СледующаяИСТОРИИСпрячем всё: шкаф-карго для одежды в неожиданном месте
Понравилась статья? Сохраните, чтобы не потерять!
ТОЖЕ ИНТЕРЕСНО:
ВОЗМОЖНО ВАМ ТАКЖЕ БУДЕТ ИНТЕРЕСНО:
Контактная точечная сварка своими руками из микроволновки
Для многих людей покупка точечного сварочного аппарата является достаточно дорогостоящим приобретением и не всегда это оказывается стоящим того. Дело в том, что для домашних целей сложный аппарат по высокой цене не сможет полностью раскрыть своих функций. Но есть возможность создавать данную технику своими руками. Контактная сварка своими руками из микроволновки является явным тому примером. Это отличный способ получить, пусть и не сильно мощный и многофункциональный, но все же действующий аппарат для контактной сварки.
Дело в том, что для домашних целей сложный аппарат по высокой цене не сможет полностью раскрыть своих функций. Но есть возможность создавать данную технику своими руками. Контактная сварка своими руками из микроволновки является явным тому примером. Это отличный способ получить, пусть и не сильно мощный и многофункциональный, но все же действующий аппарат для контактной сварки.
Контактная сварка своими руками из микроволновки
Принцип действия ее сохраняется. Контактная точечная сварка своими руками также использует тепловую энергию, преобразованную из электрической. Для этого в любом случае требуется силовая часть. При создании оборудования своими руками не всегда есть возможность покупать новые комплектующие. Контактная сварка своими руками из микроволновки является отличной недорогой альтернативой. Особых чудес технических параметров от такого устройства ждать не стоит, но оно может оказаться очень уместных для домашних условий.
Преимущества самодельного аппарата из микроволновки
Самодельная контактная сварка обладает следующими преимуществами:
- Низкая стоимость оборудования при самостоятельном производстве из подручных материалов;
- Аппарат потребляет мало энергетической мощности;
- Рабочие параметры при этом остаются достаточно подходящими для основных операций по сварке в домашних условиях;
- Без проблем сваривает тонкие листы металла;
- Большинство расходных материалов являются очень доступными и распространенными;
- Есть возможность установки регулятора параметров.


Недостатки
Самодельная контактная сварка обладает и своими недостатками, которые для некоторых сфер применения оказываются существенными:
- Корпус плохо защищен от проникновения пыли, влаги и ударов;
- Нет широкого диапазона регулировки параметров;
- Надежность эксплуатации сильно уступает заводским вариантам.
Устройство и принцип работы
Самодельная контактная сварка из микроволновки обладает практически таким же устройством, какое имеется и у других аппаратов такого предназначения, даже заводских. Только модели комплектующего могут отличаться. Основной особенностью этого типа является то, что трансформатор берется со старой микроволновой печи.
Трансформатор из микроволновки
К основным блокам устройства относится:
- Система управления;
- Выключатель;
- Трансформатор;
- Электроды с зажимающим устройством;
- Блок питания.
Конструкция контактной сварки из микроволновки
Точечная сварка из микроволновки сделанная своими руками обладает простым принципом действия. Основан он на тепловом воздействии электрических импульсов. Через блок питания электричество поступает на трансформатор. Там параметры системы достигают заданных значений, которые требуются для проведения сварочного процесса. После этого ток передается на электроды, которые соединяются вплотную с заготовкой. Проходит короткий импульс, который длится менее секунды. Это достаточно мощный посыл энергии, так как способствует расплавлению металла в месте соединения.
Основан он на тепловом воздействии электрических импульсов. Через блок питания электричество поступает на трансформатор. Там параметры системы достигают заданных значений, которые требуются для проведения сварочного процесса. После этого ток передается на электроды, которые соединяются вплотную с заготовкой. Проходит короткий импульс, который длится менее секунды. Это достаточно мощный посыл энергии, так как способствует расплавлению металла в месте соединения.
Какие компоненты микроволновки необходимы?
Несмотря на то, что микроволновая печь является достаточно сложным устройством и в ней есть масса электроники и прочих полезных узлов, для точечной сварки из микроволновки здесь требуется только трансформатор. Он должен быть мощностью от 1 кВт и выше. Это обеспечивает возможность работы с листами толщиной от 1 мм. В современных микроволновках мощность может достигать и 3 кВт, что в свою очередь дает возможность сварки листов толщиною около 2 мм.
 youtube.com/embed/nRNQk8dq3JI» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/nRNQk8dq3JI» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Процесс изготовления аппарата
Перед тем как сделать точечную сварку из микроволновки нужно рассчитать мощность, с которой придется работать.
«Важно!
Если вам одного трансформатора не хватает, то можно использовать их в количестве 2 и 3 штуки. Это способствует увеличению мощности используемого тока.»
Для начала требуется вытащить трансформатор из металлической оболочки. Нужно ликвидировать вторичную обмотку, а также убрать шунты, ограничивающие ток сопротивлением. В микроволновой печи зачастую используется высокий уровень напряжения, так что на первичной обмотке трансформатора, встроенного в нее, имеется значительно меньшее количество витков, если сравнивать с вторичной. Это приводит к большой разнице потенциалов. Это не нужно для контактной сварки, поэтому, вторичную обмотку нужно переделать.
«Важно!
Самодельная точечная сварка из микроволновки требует использования трансформатора данного устройства не в таком виде, как он используется в устройстве, а в измененном.
 »
»Трансформатор поддается тщательной зачистке от всех остатков шунтов и вторичной обмотки. Для более тщательного проведения процесса стоит использовать металлическую щетку. Иногда части забиваются в труднодоступные места, для чего стоит использовать отвертку или другой узкий предмет. Со всего набора нетронутой остается только первичная обмотка, а вторичная полностью переделывается. Здесь следует учитывать, что работа ведется с высоким напряжением, поэтому, нужно использовать многожильную электрическую проводку, сечение которой должно быть не менее 1 квадрата.
Если вы применяете многотрансформаторную цепь, то все выводы на вторичных обмотках нужно соединить в один перед подключением к основной цепи. Если используется только один трансформатор в устройстве, то корпус от него можно взять из той же микроволновки, с которой вы его взяли. Для этого также потребуется переделка, чтобы уменьшить кожух, но можно подобрать что-то другое из доступных материалов. Кожух трансформатора всегда должен быть из железного листа, который снабжен слоем изоляции. На вторичную обмотку нужно намотать от двух до четырех мотков провода. Если на проводе будет толстый слой изоляции, то это не даст его нормально загнуть вокруг катушки. В таком случае, изоляция также должна быть заменена. Старый толстый слой нужно снять и заменить его на новый, сделанный при помощи изоленты. Три петли дадут напряжение около 2 Вт.
На вторичную обмотку нужно намотать от двух до четырех мотков провода. Если на проводе будет толстый слой изоляции, то это не даст его нормально загнуть вокруг катушки. В таком случае, изоляция также должна быть заменена. Старый толстый слой нужно снять и заменить его на новый, сделанный при помощи изоленты. Три петли дадут напряжение около 2 Вт.
Рычажный механизм создается на месте подвода тока к месте сваривания металла. Для этого потребуется всего один рычаг. Его жестко крепят с помощью струбцин и располагают в кожухе трансформатора.
Второй рычаг служит для сдавливания деталей, когда его будут опускать. В цепь первичной обмотки вводится выключатель. Эта деталь устанавливается на верхний рычаг. Благодаря такому подходу появляется возможность пускать ток и сжимать деталь одновременно. Здесь не используются клещи, а наконечники нужно предварительно спаять с проводом, чтобы они не окислились во время работы устройства.
В качестве электродов используются медные стержни.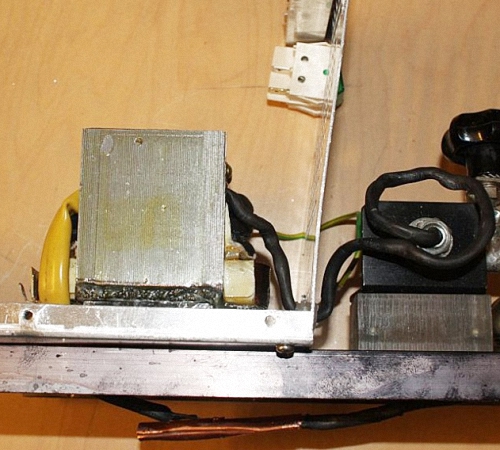 Их толщина обязательно должна превышать диаметр провода. Во время работы они изнашиваются, так что со временем их нужно подтачивать, а когда придет время, полностью заменить. Во время использования деталь прижимается этими стержнями при помощи рычагов. После этого пускается ток.
Их толщина обязательно должна превышать диаметр провода. Во время работы они изнашиваются, так что со временем их нужно подтачивать, а когда придет время, полностью заменить. Во время использования деталь прижимается этими стержнями при помощи рычагов. После этого пускается ток.
Заключение
Контактная сварка своими руками из микроволновки с регулировкой времени может быть создана самостоятельно. Но ее не рекомендуется использовать в профессиональной сфере.
Контактная сварка своими руками из микроволновки :: SYL.ru
В данной статье будет рассказано о том, что такое контактная сварка, своими руками как ее сделать, для каких целей использовать. Но все, что делается самостоятельно, должно иметь простейшую элементную базу, поэтому при рассмотрении конструкции основной упор будет сделан на доступные средства. Главное в любом сварочном аппарате, за исключением инверторных – это трансформатор. Он должен быть подходящей мощности, а величина вторичного напряжения — соответствовать номинальным параметрам. Но если говорить конкретно о контактной сварке, то потребуется еще несколько мелких атрибутов.
Он должен быть подходящей мощности, а величина вторичного напряжения — соответствовать номинальным параметрам. Но если говорить конкретно о контактной сварке, то потребуется еще несколько мелких атрибутов.
Преимущество точечной сварки
Для начала необходимо разобраться с тем, что такое точечная (контактная) сварка, какие у нее имеются особенности. Сразу бросается в глаза первое отличие ее от обычной – процесс сваривания происходит при помощи высокого тока и сжатия. Причем сжатие производится в том месте, где делает шов контактная сварка. Своими руками из сварочного аппарата изготавливается путем небольшой модернизации. А именно – установкой клещей с медными электродами. О том, как изготовить электроды, какие к ним предъявляются требования, будет рассказано ниже.
Качество точечной сварки зависит от нескольких параметров, но наиболее важными являются сила тока, при которой происходит сварка, а также величина сжатия деталей. К преимуществам использования точечной сварки можно отнести то, что она с точки зрения экологии полностью безопасна. Не требуется высокая квалификация работника, у нее очень большая производительность, а сварной шов получается качественный. Но самое главное – такую сварку можно автоматизировать, установив электроды на конвейере. Наверняка вы видели, как производятся автомобили. Практически все сварные швы точечные.
Не требуется высокая квалификация работника, у нее очень большая производительность, а сварной шов получается качественный. Но самое главное – такую сварку можно автоматизировать, установив электроды на конвейере. Наверняка вы видели, как производятся автомобили. Практически все сварные швы точечные.
Какое оборудование необходимо?
Первое — и самое главное – это сам сварочный аппарат. Изготовить аппарат контактной сварки своими руками можно без труда, если ознакомиться с основными принципами работы этого устройства. Причем можно выделить несколько типов оборудования:
- стационарное;
- переносное;
- передвижное;
- подвесное;
- специализированное.
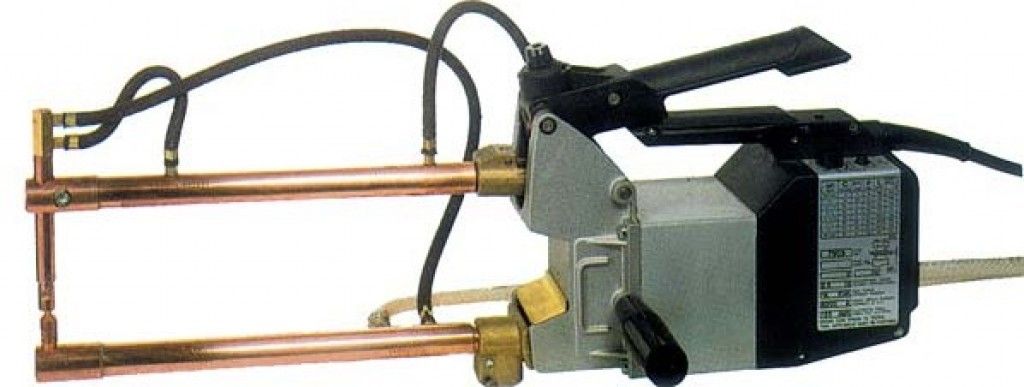
У каждого имеются свои особенности, но для использования в быту разумнее применять второй вид – переносной сварочный аппарат. Обратите внимание на то, что сварочный аппарат может работать не только на переменном токе, но и на постоянном. Некоторые конструкции аппаратов содержат в себе пневматический или гидропривод, систему охлаждения. Но в основе, конечно же, лежит трансформатор. Также необходимы электроды, с помощью которых и производится процесс сварки металла.
Но в основе, конечно же, лежит трансформатор. Также необходимы электроды, с помощью которых и производится процесс сварки металла.
Как протекает процесс сварки?
Первым делом готовится оборудование и свариваемый материал. Перед началом проведения работ вам потребуется обезжирить поверхность, с которой предстоит работать. Для этого используют сначала механическую чистку, а затем обработку химическими веществами. Контактная сварка, своими руками из микроволновки сделанная, может не справиться с металлом, который сильно загрязнен, поэтому его нужно подвергать очистке перед началом проведения работ.
Чтобы сварка была максимально эффективной, необходимо, чтобы у деталей поверхности были идеально плоскими и ровными. Обратите внимание на то, что контактной сваркой можно работать и с алюминием, и с его сплавами, но при этом следует учитывать маленькую особенность. Подготовка материала должна начинаться как минимум за 10 часов до начала проведения работ. Причина в оксидной пленке, которой покрывается алюминий. Она сильно мешает сварке. Важным моментом является значение сопротивления (электрического) между свариваемыми деталями. Эту величину нужно измерять, зажав детали электродами (при этом подача тока на них не должна осуществляться).
Она сильно мешает сварке. Важным моментом является значение сопротивления (электрического) между свариваемыми деталями. Эту величину нужно измерять, зажав детали электродами (при этом подача тока на них не должна осуществляться).
Типы сварных швов
Зачатую используется точечная сварка. Она характеризуется тем, что соединение металла производится в нескольких (или одной) точках. Причем скорость проведения сварки очень высокая, поэтому точек может быть различное количество – до 600 штук в минуту промышленные образцы способны сделать. Конечно, вряд ли такими параметрами сможет похвалиться самодельная контактная сварка. Своими руками из сварочного аппарата можно изготовить весьма примитивную конструкцию, а все работы будут проводиться исключительно вручную.
Но иногда наносится и сплошной шов, хотя таковым его назвать можно с натяжкой. Это не сплошной шов, а множество близко расположенных точек. Производится такая сварка при помощи специальных электродов, которые имеют роликовую конструкцию. С их помощью металл прокатывается, сжимается, сваривается. Но не меньшую популярность имеет сварка встык. Суть в следующем: две свариваемые детали из металла стыкуются и крепко сжимаются при нагреве. Но тут большую роль играет размер деталей, в зависимости от него может применяться одна из разновидностей соединения стык в стык: оплавлением или сопротивлением.
С их помощью металл прокатывается, сжимается, сваривается. Но не меньшую популярность имеет сварка встык. Суть в следующем: две свариваемые детали из металла стыкуются и крепко сжимаются при нагреве. Но тут большую роль играет размер деталей, в зависимости от него может применяться одна из разновидностей соединения стык в стык: оплавлением или сопротивлением.
Как определяется качество шва
Когда окончены сварочные работы, нужно провести оценку полученного соединения. Помните, что качество сварного шва зависит от всего: от подготовительных работ, от режима проведения сварки. А если речь идет о точечной и шовной сварке, то стоит обращать внимание и на параметр, называемый величиной ядра точки сварки. Причем не суть важно, какой металл обрабатывается, ядро должно быть больше, чем толщина самой тонкой металлической детали, как минимум в три раза.
Частый брак в сварке – это образование пустот и трещин, проявление недостаточной проварки металла. Но все эти недостатки всплывают от того, что интенсивность прогрева недостаточна или чрезмерна. Качество шва необходимо проверять визуально, допустимо использовать неразрушающий метод контроля. Но стоит отметить, что наличие плохо проваренного металла определить не всегда получается.
Качество шва необходимо проверять визуально, допустимо использовать неразрушающий метод контроля. Но стоит отметить, что наличие плохо проваренного металла определить не всегда получается.
Инструменты для сварки
Чтобы качество сварного шва было максимальным, вам потребуется наличие минимального арсенала.
- Во-первых, сам сварочный аппарат. О том, как сделать контактную сварку своими руками, будет рассказано несколько ниже.
- Во-вторых, электроды для проведения сварки.
- В-третьих, металлические щетки, ветошь, кислоты или растворители для того, чтобы провести подготовку свариваемой поверхности металла.
- В-четвертых, необходимо иметь средства защиты: краги, маску, закрывающую все части тела, одежду из плотного негорючего материала.
- В-пятых, все оборудование необходимо заземлять, чтобы не произошло поражения электрическим током.
Это весь комплект сварщика, теперь нужно поговорить о том, как микроволновку превратить в сварочный аппарат.![]()
Материалы для изготовления сварочного аппарата
Ну вот, вы решились самостоятельно изготовить контактную сварку. Но все упирается в элементную базу. А поможет в конструировании простая бытовая микроволновая печь. Кстати, обычно, если она выходит из строя, то разрушается магнетрон – излучатель микроволн.
Что такое сварка сопротивлением: RWMA: American Welding Society
Что такое контактная сварка
Контактная сварка — это соединение металлов путем приложения давления и пропускания тока в течение некоторого времени через металлическую область, которую необходимо соединить. Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Существует несколько различных форм контактной сварки (например,грамм. точечная и шовная, выступающая, оплавленная и осадка), которые различаются в основном типами и формой сварочных электродов, которые используются для приложения давления и проведения тока.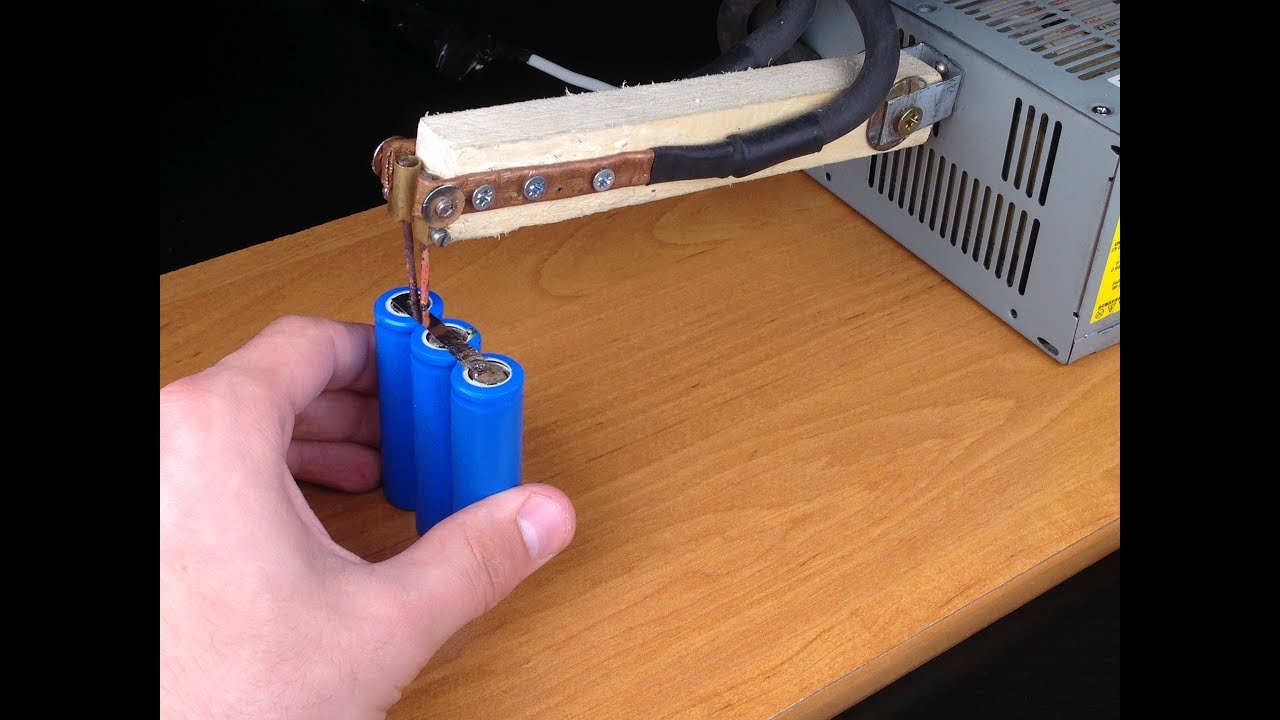 Электроды, обычно изготавливаемые из сплавов на основе меди из-за превосходных проводящих свойств, охлаждаются водой, протекающей через полости внутри электрода и других токопроводящих инструментов машины для контактной сварки.
Электроды, обычно изготавливаемые из сплавов на основе меди из-за превосходных проводящих свойств, охлаждаются водой, протекающей через полости внутри электрода и других токопроводящих инструментов машины для контактной сварки.
Аппараты для контактной сварки разработаны и созданы для широкого спектра автомобильных, аэрокосмических и промышленных применений.Благодаря автоматизации работа этих машин строго контролируется и воспроизводится, что позволяет производителям легко укомплектовать производство персоналом.
Типы приложений контактной сварки:
Точечная сварка и шовная сварка
- Точечная сварка сопротивлением, как и все процессы контактной сварки, создает сварные швы с использованием тепла, генерируемого сопротивлением потоку сварочного тока между стыковочными поверхностями, а также усилие, которое прижимает детали друг к другу в течение определенного периода времени.При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы укладываются и соединяются, образуя сварной шов.
- Контактная сварка швом — это разновидность контактной точечной сварки, в которой используются электроды в форме колеса для подачи силы и сварочного тока к деталям. Отличие заключается в том, что при подаче сварочного тока заготовка катится между электродами в форме колеса.В зависимости от конкретного сварочного тока и настроек времени сварки, созданные сварные швы могут перекрываться, образуя полный сварной шов, или могут быть просто отдельными точечными сварными швами через определенные интервалы.
- Точечная сварка сопротивлением, как и все процессы контактной сварки, создает сварные швы с использованием тепла, генерируемого сопротивлением потоку сварочного тока между стыковочными поверхностями, а также усилие, которое прижимает детали друг к другу в течение определенного периода времени.При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам.
Проекционная сварка
- Как и другие процессы контактной сварки, проекционная сварка использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, которая прижимает детали друг к другу в течение определенного периода времени. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, рельефов или пересечений, все из которых фокусируют тепловыделение в точке контакта. Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов.
- Сплошные выступы часто используются при приварке крепежных элементов к деталям. При соединении листового или листового материала часто используются тиснения. Примером проекционной сварки с использованием материала «Пересечения» является сварка поперечной проволокой. В этом случае пересечение самих проводов локализует тепловыделение и, следовательно, сопротивление. Проволоки переходят одна в другую, образуя при этом сварной шов.
- Как и другие процессы контактной сварки, проекционная сварка использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, которая прижимает детали друг к другу в течение определенного периода времени. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, рельефов или пересечений, все из которых фокусируют тепловыделение в точке контакта.
Сварка оплавлением
- Как и другие процессы контактной сварки, при сварке оплавлением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Сварка оплавлением — это процесс контактной сварки, который создает сопротивление за счет действия оплавления. Это действие создается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями. В заданный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
- Как и другие процессы контактной сварки, при сварке оплавлением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Сварка оплавлением — это процесс контактной сварки, который создает сопротивление за счет действия оплавления. Это действие создается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями.
Сварка с осаждением
- Как и в других процессах сварки сопротивлением, при сварке с осаждением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Подобно сварке оплавлением, при сварке с вылетом детали уже находятся в плотном контакте друг с другом, поэтому оплавление не происходит. Давление прикладывается до запуска тока и поддерживается до завершения процесса.
 После создания достаточного сопротивления материалы укладываются и соединяются, образуя сварной шов.
После создания достаточного сопротивления материалы укладываются и соединяются, образуя сварной шов. Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов.
Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов. В заданный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
В заданный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.Сварка сопротивлением проекции (RPW) Преимущества и недостатки
Принцип работы контактной проекционной сварки (RPW)
В сварка сопротивлением проекции (RPW) , малая выступы формируются на одной или обеих частях основного металла для получения контакт в точке, которая локализует электрический ток и концентрирует тепло.
 Под давлением нагретые и размягченные выступы разрушаются и сварной шов
сформирован. Выступ на верхнем компоненте прижимается к нижнему
компонент электродной силой. Выступ схлопывается, и самородок сварного шва
формируются с применением тока. Эта техника имеет особую ценность
в монтажных приспособлениях к поверхностям, тыльная сторона которых недоступна для
сварщик.
Под давлением нагретые и размягченные выступы разрушаются и сварной шов
сформирован. Выступ на верхнем компоненте прижимается к нижнему
компонент электродной силой. Выступ схлопывается, и самородок сварного шва
формируются с применением тока. Эта техника имеет особую ценность
в монтажных приспособлениях к поверхностям, тыльная сторона которых недоступна для
сварщик. Преимущества контактной проекционной сварки
- Возможна одновременная работа i.е. можно сделать более одного сварного шва.
- Рельефная сварка имеет то преимущество, что с ее помощью можно сваривать металлы, толщина которых не подходит для точечной сварки.
- Электроды для выступающей сварки имеют более длительный срок службы по сравнению с электродами для точечной сварки. Это связано с тем, что электроды для выступающей сварки должны выдерживать меньший износ и меньший нагрев.
- Контактная выпуклая сварка не ограничивается стыками листов.
- Сварка с выступом может выполняться в определенных точках, которые необходимо сваривать.
- При сложных сварочных работах сварка выступом обеспечивает лучший тепловой баланс.
- Проекционная сварка экономит электроэнергию, поскольку для выработки тепла требуется меньший ток. Таким образом уменьшаются дефекты усадки и деформации.

Недостатки RPW
- Металлы всех типов нельзя сваривать проекционным методом. Толщина и состав металла — большой вопрос.
- Есть дополнительная операция — формирование проекции.
- Выступы должны иметь одинаковую высоту для подходящей сварки.
Приложения
- Контактная сварка проекцией используется в автомобильном секторе.
- Проекционная сварка применяется в холодильных работах (серийное производство конденсаторов, решеток, стоек и т. Д.).)
 Д.).)
Д.).)Подробнее о сварке:
Коэффициент стоячей волны по напряжению (КСВН)
Щелкните здесь, чтобы перейти к нашему калькулятору КСВН
Щелкните здесь, чтобы узнать о проблемах VSWR в медицинских приложениях
Щелкните здесь, чтобы узнать о разработке для высокой пиковой мощности
Щелкните здесь, чтобы узнать о схеме «Sniffer» с коэффициентом отражения Microwave101
Щелкните здесь, чтобы узнать об этом надоедливом знаке минус при измерении обратных потерь
Нажмите здесь для обсуждения максимальной передачи мощности
Щелкните здесь, чтобы узнать об измерениях линий с прорезями
Щелкните здесь, чтобы перейти к обсуждению потери несоответствия (и других интересных вещей!)
КСВ
КСВ определяется как отношение максимального напряжения к минимальному напряжению в диаграмме стоячей волны по длине структуры линии передачи.Оно изменяется от 1 до (плюс) бесконечности и всегда положительно.
Иногда КСВ называют КСВ, чтобы избежать использования термина «напряжение» и вместо этого использовать концепцию мощных волн. Это, в свою очередь, приводит к математическому определению КСВН в терминах коэффициента отражения. Коэффициент отражения определяется как отношение отраженной волны к падающей в плоскости отсчета.Это значение изменяется от -1 (для закороченной нагрузки) до +1 (для разомкнутой нагрузки) и становится 0 для нагрузки с согласованным сопротивлением. Это сложное число. Это помогает нам, потому что мы действительно можем измерить мощность.
Коэффициент отражения, обычно обозначаемый греческой буквой гамма (Γ), может быть вычислен из значений комплексного импеданса нагрузки и характеристического импеданса линии передачи, которые в принципе также могут быть комплексными числами.
Γ = (Z
Площадь | Γ | — тогда мощность отраженной волны, квадрат указывает на историческую ссылку на волны напряжения.
Теперь мы можем определить КСВН (КСВ) как скалярное значение:
VSWR = (1 + | Γ |) / (1 — | Γ |) или в терминах s-параметров: VSWR = (1 + | S 11 |) / (1 — | S 11 |)
Это нормально, но при чем тут обычное использование в рекламе и спецификациях. Как правило, КСВН иногда используется вместо показателя качества для согласования импеданса. Иногда такое упрощение скалярной величины и ее ограниченное определение может привести к путанице в вопросе источника для загрузки соответствия.В большинстве случаев проблем не возникает, но технически КСВ определяется соотношением, основанным на импедансе нагрузки и характеристическом импедансе линии передачи, в которой находятся стоячие волны, а не специально для согласования источника и нагрузки.