ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами
ГОСТ 11533-75
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Автоматическая и полуавтоматическая дуговая сварка под флюсом
СОЕДИНЕНИЯ СВАРНЫЕ ПОД ОСТРЫМИ И ТУПЫМИ УГЛАМИ
Основные типы, конструктивные элементы и размеры
Hand arc welding. Acute and blunt weld joints. Main types, design elements and dimensions
Дата введения 1977-01-01
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры соединений конструкций из углеродистых и низколегированных сталей, выполняемых автоматической и полуавтоматической дуговой сваркой под флюсом с расположением свариваемых деталей под острыми и тупыми углами.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
А — автоматическая дуговая сварка под флюсом;
Ac — автоматическая дуговая сварка под флюсом на стальной подкладке;
Апш — автоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва;
П — полуавтоматическая дуговая сварка под флюсом;
Пс — полуавтоматическая дуговая сварка под флюсом на стальной подкладке;
Ппш — полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва.
3. Основные типы сварных соединений должны соответствовать указанным в табл.1.
Таблица 1
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл.2-23.
Примечание. При применении специальных способов автоматической сварки под флюсом допускается изменение размера е по сравнению с указанным в табл.2-23.
Таблица 2
Размеры, мм
| ГОСТ 11533-75-У1 |
Таблица 3
Размеры, мм
| ГОСТ 11533-75-У2 |
Таблица 4
Размеры, мм
| ГОСТ 11533-75-У2 |
Таблица 5
Размеры, мм
| ГОСТ 11533-75-У3 |
Таблица 6
Размеры, мм
| ГОСТ 11533-75-У4 |
Таблица 7
Размеры, мм
| ГОСТ 11533-75-У4 |
Таблица 8
Размеры, мм
| ГОСТ 11533-75-У5 |
Таблица 9
Размеры, мм
| ГОСТ 11533-75-У5 |
Таблица 10
Размеры, мм
| ГОСТ 11533-75-У6 |
Таблица 11
Размеры, мм
| ГОСТ 11533-75-У6 |
Таблица 12
Размеры, мм
| ГОСТ 11533-75-Т1 |
Таблица 13
Размеры, мм
| ГОСТ 11533-75-Т2 |
Таблица 14
Размеры, мм
| ГОСТ 11533-75-Т3 |
Таблица 15
Размеры, мм
| ГОСТ 11533-75-Т4 |
Таблица 16
Размеры, мм
| ГОСТ 11533-75-Т4 |
Таблица 17
Размеры, мм
| ГОСТ 11533-75-Т5 |
Таблица 18
Размеры, мм
| ГОСТ 11533-75-Т6 |
Таблица 19
Размеры, мм
| ГОСТ 11533-75-Т7 |
Таблица 20
Размеры, мм
| ГОСТ 11533-75-Т7 |
Таблица 21
Размеры, мм
| ГОСТ 11533-75-Т8 |
Таблица 22
Размеры, мм
| ГОСТ 11533-75-Т8 |
Таблица 23
Размеры, мм
| ГОСТ 11533-75-Т9 |
5. Подварочный шов и подварку корня швов сварных соединений типов У2, У4, У5, У6, Т2, Т4, Т6, Т7, Т8 выполняют любыми способами дуговой сварки с соблюдением требований к конструктивным элементам швов сварных соединений для выбранного способа сварки.
Подварочный шов и подварку корня швов сварных соединений типов У2, У4, У5, У6, Т2, Т4, Т6, Т7, Т8 выполняют любыми способами дуговой сварки с соблюдением требований к конструктивным элементам швов сварных соединений для выбранного способа сварки.
6. В швах сварных соединений типов У1 и УЗ стальная подкладка может быть съемной или остающейся.
7. Конструктивные элементы подготовленных кромок и размеры выполненного шва сварного соединения выбираются по толщине s.
8. Допускается смещение свариваемых кромок относительно друг друга не более:
- 0,5 мм — для кромок толщиной до 4 мм;
- 1,0 мм — для кромок толщиной 4-10 мм;
- 0,1 s, но не более 3 мм — для кромок толщиной более 10 мм.
9. Предельные отклонения подварочных швов сварных соединений от номинальных размеров, указанных на чертежах, должны соответствовать:
± 1 мм — при e1 или g1 < 6 мм;
+2 мм, -1 мм — при e1 или g1 ≥ 6 мм.
10. При неодинаковой толщине кромок, свариваемых под углом β = 179 — 160°, на кромке, имеющей большую толщину, должен быть скос с одной или двух сторон длиной l = 5(s1 — s) — при одностороннем превышении кромок и длиной l = 2,5(s1 — s) — при двустороннем превышении кромок до толщины тонкой кромки s, как указано на черт. 1, 2.
При разности в толщине свариваемых кромок, не превышающей величин, указанных в табл. 24, подготовка кромок под сварку должна производиться так же, как для кромок одинаковой толщины; конструктивные элементы подготовленных кромок и размеры выполненного шва сварного соединения выбираются по большой толщине.
Таблица 24
Размеры, мм
11. При переменном угле сопряжения деталей шов делится на участки и каждый участок сопрягаемых элементов выполняется в соответствии с требованиями настоящего стандарта.
Гост на полуавтоматическую сварку в углекислом газе
Читайте также:
|
| Предел текучести свариваемой стали, МПа | Минимальный катет углового шва для толщины более толстого из свариваемых элементов | |||||||
| От3 до 4 | Св. 4 до 5 | Св.5 до 10 | Св. 10 до 16 | Св. 16 до 22 | Св. 22 до 32 | Св. 32 до 40 | Св. 40 до 80 | |
| До 400 Св. 400 до 450 | 3 (3) 4 (3) | 4 (3) 5 (4) | 5 (4) 6 (5) | 6 (5) 7 (6) | 7 (6) 8 (7) | 8 (7) 9 (8) | 9 (8) 10 (9) | 10 (9) 12 (10) |
Примечания. 1) Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
1) Минимальное значение катета не должно превышать 1,2 толщины более тонкого элемента.
2) В скобках указаны катеты угловых швов при автоматической сварке под флюсом.
6. Для прерывистого шва – размер длины провариваемого участка, знак / или Z и размер шага.
7. Вспомогательные знаки, обозначающие обработку поверхности шва.
8. Обозначение шероховатости механически обработанной поверхности сварного шва.
9. Вспомогательные знаки (например, шов по незамкнутой линии ).
Обязательными являются три первых элемента условного обозначения. Условное обозначение сварного шва наносится над полкой – для видимых швов, под полкой – для невидимых швов.
Полное обозначение сварного шва можно заменить порядковым номером шва, который присваивается этому сварному шву в «Таблице сварных швов» и указывается на чертеже на линии-выноске (на полке или под полкой).
В «Таблице сварных швов», располагаемой над техническими требованиями, приводятся характеристики сварного шва (см. табл. 13).
Таблица 13 Таблица сварных швов
| № св. шва | ГОСТ | Узел по ГОСТ | Примечание |
Дата добавления: 2015-01-29 ; просмотров: 238 ; Нарушение авторских прав
ГОСТ 14771 устанавливает основные типы, конструктивные элементы и размеры сварных соединении из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе. В данном ГОСТе приняты следующие обозначения способов сварки:
- Ин — в инертных газах неплавящимся электродом без присадочного металла;
- ИНп — в инертных газах неплавящимся электродом с присадочным металлом;
- ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
- УП — в углекислом газе и его смеси с кислородом плавящимся электродом. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки.
 При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки.
При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки.
 При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки.
При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки.Для сварных соединений C12, C21, С23, С24, У7, У10, Т7, имеющих толщину деталей S= 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей S = 20 мм и более, выполняемых способом сварки УП, допускается притупление С = 5+2 мм.
Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 1, должна производиться так же, как и деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине. Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва.
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 1, на детали, имеющей большую толщину S, должен быть сделан скос с одной или двух сторон до толщины тонкой детали S, при этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
- 0,2S — для деталей толщиной до 4 мм;
- 0,1S +0,5 мм — для деталей толщиной 5-25 мм;
- 3 мм — для деталей толщиной 25-50 мм;
- 0,04S +1,0 мм — для деталей толщиной 50-100 мм;
- 0,01S +4,0 мм, но не более 6 мм — для деталей толщиной более 100 мм.
В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение зазора между деталями (b) до 4 мм, при этом может быть увеличена ширина шва.
Допускается выпуклость и вогнутость углового шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кп, установленного при проектировании. Проектной величиной катета (Кп) является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве — меньший.
При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве — меньший.
При сварке в углекислом газе электродной проволокой марки Св-08Г2С диаметром 0,8-1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80, при этом катет расчетного углового шва может быть уменьшен до значений, приведенных в табл. 3.
Примечание. Приведенные данные не распространяются на соединения, выполняемые при сварке на удлиненном вылете электрода или на прямой полярности тока. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до +5°, при этом соответственно может быть изменена ширина шва.
Текст ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
Дуговая сварка в защитном газе
Основные типы, конструктивные элементы и размеры
Gas-shielded arc welding.
Main types, design elements and dimensions MKC 25.160.40
Постановлением Государственного комитета стандартов Совета Министров СССР от 28.07.76 № 1826 дата введения установлена
Ограничение срока действия снято Постановлением Госстандарта от 18.06.92 № 553
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037—80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН — в инертных газах, неплавящимся электродом без присадочного металла;
ИНп — в инертных газах неплавящимся электродом с присадочным металлом;
ИП — в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП — в углекислом газе и его смеси с кислородом плавящимся электродом. Размер для справок
Размер для справок
подготовленных кромок свариваемых деталей
шва сварного соединения
(Измененная редакция, Изм. № 1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым проводится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует проводить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10,
Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = (5+2) мм.
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна проводиться так же, как деталей
одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину Sj должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и К должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
№ 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание. Катетом Кп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. № 3).
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2 s мм — для деталей толщиной до 4 мм;
0,1 s + 0,5 мм — для деталей толщиной 5—25 мм;
3 мм — для деталей толщиной 25—50 мм;
0,04 s + 1,0 мм — для деталей толщиной 50—100 мм;
0,01 s + 4,0 мм, но не более 6 мм — для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8—1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264—80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 3.
14—16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е±.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до +5°. При этом соответственно может быть изменена ширина шва е, в.
17—19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1 Рекомендуемое
Предел текучести свариваемой стали, МПа
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
Автоматическая сварка под флюсом гост 8713 79
Описание:
Обозначение: ГОСТ 8713-79
Название русское: Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
Название английское: Flux welding. Welded joints. Main types design elements and dimensions
Дата издания: 01.01.2007
Дата введения в действие: 01.01.1981
Переиздание: переиздание с изм. 1
Область и условия применения: Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Взамен: ГОСТ 8713-70
Список изменений: №0 от (рег. ) «Дата введения перенесена»
№1 от (рег. ) «Срок действия продлен»
№2 от (рег. ) «Срок действия продлен»
№3 от (рег. ) «Срок действия продлен»
Текст ГОСТ 8713-79
Приложения к ГОСТу
Изменение №1 к ГОСТ 8713-79
Обозначение: Изменение №1 к ГОСТ 8713-79
Дата введения в действие: 01.01.1987
Текст поправки интегрирован в текст или описание стандарта.
Изменение №2 к ГОСТ 8713-79
Обозначение: Изменение №2 к ГОСТ 8713-79
Дата введения в действие: 01.03.1989
Текст поправки интегрирован в текст или описание стандарта.
Изменение №3 к ГОСТ 8713-79
Обозначение: Изменение №3 к ГОСТ 8713-79
Дата введения в действие: 01. 01.1991
01.1991
Текст поправки интегрирован в текст или описание стандарта.
Поправка к ГОСТ 8713-79
Обозначение: Поправка к ГОСТ 8713-79
Дата введения в действие: 01.06.2007
Статьи по теме
Государственный стандарт для сварки под флюсом начал действовать почти 40 лет назад. В статье вы можете скачать текст ГОСТ 8713-79 и узнать, какие требования он устанавливает.
Автоматическая сварка – ГОСТ
ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры» – это действующий государственный стандарт, который был введен еще в 1981 году. Тогда он сменил ГОСТ 8713-70. В дальнейшем документ несколько раз подвергался изменениям: в 1987, 1989, 1991 годах. Последнее обновление произошло в 2007 году.
Скачать документы из статьи
ГОСТ на автоматическую сварку под флюсом детально регламентирует использование этой технологии в промышленности. Под его действие не подпадают сварные соединения стальных трубопроводов. Для них действует отдельный стандарт – ГОСТ 16037-80.
Рассматриваемый нами документ распространяется на работы с соединениями сталей и сплавов на никелевой, либо железноникелевой основе и дает подробную классификацию разным видам сваривания. Ее сокращенный вариант мы приведем ниже в виде таблицы.
Обратите внимание, что для автоматической и полуавтоматической сварки для деталей из низколегированных, либо углеродистых сталей действует отдельный ГОСТ 11533-75.
7 шагов специалиста по охране труда, чтобы допустить сварщика к самостоятельной работе
ГОСТ 8713-79 Сварка под флюсом: основные положения
Методы сварки постоянно эволюционируют. Специалисты уже давно заметили, что при традиционных способах воздух может негативно действовать на качество соединения. Именно поэтому сегодня предпочитают работать в среде защитных газов или использовать слой флюса. Последний способ позволяет выполнять работу гораздо быстрее и улучшает характеристики получаемого шва.
При сварке под флюсом дуга между металлом и проволокой горит под гранулированным порошком. Гранулы и электрод плавятся под воздействием температуры, образуя эластичную пленку, которая защищает зону обработки от воздействия воздуха.
В свое время эта методика стала революционной и использовалась для работы с низкоуглеродистыми сталями. Позднее ее стали применять для других материалов, в том числе для тугоплавких металлов и сортов стали, которые плохо поддаются обработке.
Татьяна Чиркина – Главный редактор сайта Trudohrana.ru
Скачайте образцы нужных документов, которые подготовили для вас наши эксперты:
Сегодня сварщики используют полуавтоматический метод, при котором мастер сам направляет проволоку, а также роботизированный способ сваривания металлов – наиболее быструю и передовую технологию, предполагающую использование сложной автоматики. Чаще всего эти способы применяют для соединения вертикальных швов, варки кольцевых швов, сваривания труб разного диаметра.
Применяемый флюс зависит от типа свариваемых материалов. Существуют разновидности для высоколегированной стали, цветных сплавов, легированных и углеродистых сталей. Также применяют керамические и плавленые флюсы. Для электрической и газовой сварки используются свои виды флюсов: солевые, смешанные, оксидные.
Прежде всего ГОСТ 8713-79 «Сварка под флюсом» служит для подробной систематизации методов работ. Большую часть документа занимают таблицы с разновидностями применяемых швов и способов их формирования.
В этом разделе мы приводим сокращенную версию главной таблицы, в которой перечислены основные типы сварных соединений.
Стандарт ввел следующие сокращения, которые обозначают способы сварки:
- АФ – автоматическая на весу;
- АФф – автоматическая на флюсовой подушке;
- АФм – автоматическая на флюсомедной подкладке;
- АФо – автоматическая на остающейся подкладке;
- АФп – автоматическая на медном ползуне;
- АФш – автоматическая с предварительным наложением подварочного шва;
- АФк – автоматическая с предварительной подваркой корня шва;
- МФ – механизированная на весу;
- МФо – механизированная на остающейся подкладке;
- МФш – механизированная с предварительным наложением подварочного шва;
- МФк – механизированная с предварительной подваркой корня шва.

СВАРКА ПОД ФЛЮСОМ. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
ГОСТ 8713-79 распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
ГОСТ 8713-79 не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037.
В ГОСТ 8713-79 приняты следующие обозначения способов сварки под флюсом:
- АФ – автоматическая на весу;
- АФф – автоматическая на флюсовой подушке;
- АФм – автоматическая на флюсо-медной подкладке;
- АФо – автоматическая на остающейся подкладке;
- АФп – автоматическая на медном ползуне;
- АФш – автоматическая с предварительным наложением подварочного шва;
- АФк – автоматическая с предварительной подваркой корня шва;
- МФ – механизированная на весу;
- МФо – механизированная на остающейся подкладке;
- МФш -механизированная с предварительным наложением подварочного шва;
- МФк – механизированная с предварительной подваркой корня шва.
Содержание ГОСТ 8713-79 текст
Гост технология сварки — В помощь хозяину
ГОСТы, применяемые при сварке
Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений.
Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса.
В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики.
По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов.
Ручной электродуговой сварочный процесс
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Под слоем флюса
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки.
ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы.
ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции.
Для заготовок из алюминия
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов.
Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная.
ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование.
Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом.
Кроме ГОСТов, регламентирующих проведение сварки и применяемое для этого оборудование, действует несколько строительных норм и правил (СНиП), имеющих отношение к процессам создания сварных соединений.
Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла.
ГОСТы, применяемые при сварке
Сварка металлов, осуществляемая посредством локального плавления кромок соединяемых деталей, является основной технологией, используемой для выполнения неразъемных соединений.
Развитие и совершенствование сварочного процесса привели к появлению разновидностей этой технологии, отличающихся сферой применения, используемой аппаратурой и расходными материалами, а также характером самого сварочного процесса.
В силу традиции все сколько-нибудь значимые производственные процедуры стандартизуются в государственном масштабе. Стандарт является неотъемлемой частью плановой экономики.
По этой причине, существует целый ряд государственных стандартов (ГОСТ), определяющих нормы при выполнении различных видов сварочных процессов.
Ручной электродуговой сварочный процесс
Более всего в быту и мелкосерийном производстве распространена ручная дуговая сварка. Это разновидность сварочного процесса, при котором используются штучные сменяемые электроды, покрытые специальным составом, при сгорании образующем защитную газовую среду.Тип применяемого покрытия электрода определяется свариваемым материалом и характером сварочного тока. Выпускаемые электроды делятся на те, которые предназначены для работы на переменном сварочном токе, и использующие при сварке аппарат постоянного тока.
Порядок выполнения работ с применением данной технологии регламентируется двумя ГОСТами.
ГОСТ 5264 – 80 устанавливает правила выполнения и графическое обозначение на чертежах основных видов соединений стальных элементов конструкций с использованием ручной сварки. К основным видам сварных соединений относятся:- стыковые, при выполнении которых, элементы соединяются торцами, совмещёнными в одной плоскости;
- угловые, характеризующиеся тем, что соединяемые торцы деталей расположены в плоскостях, перпендикулярных друг другу;
- тавровые, заключающиеся в соединении торца одной заготовки с плоской поверхностью другой под прямым углом;
- нахлёсточные, соединяющие заготовки в параллельных плоскостях с наложением одной на другую.
ГОСТ 11534 – 75 относится к соединениям, при которых заготовки образуют между собой острые или тупые углы. Описываются различные способы предварительной подготовки к сварке кромок изделий с указанием точных геометрических размеров.
Есть нормативные документы и для электродов. ГОСТ 9467 – 75 определяет требования к составу покрытия стальных электродов в зависимости от свойств свариваемых материалов, а также механических характеристик, которыми должны обладать сварные швы.
Важнейшими из этих характеристик являются показатели пластичности сварного соединения и величины разрушающих напряжений, возникающих при определенных видах нагрузки этого соединения.
Под слоем флюса
Технология сварки под слоем флюса широко применяется при сборке крупных стальных конструкций. Флюс может быть порошкообразным либо иметь жидкую консистенцию. К этому же типу процесса относится сварка в среде защитного газа.ГОСТ 8713 – 79 определяет порядок выполнения работ с различными вариантами применения флюсов. Данный государственный стандарт описывает выполнение работ с применением механизированной и автоматической сварки.
ГОСТ 1533 – 75 посвящается свариванию заготовок под флюсом с использованием автоматических и полуавтоматических сварочных аппаратов. Рассматриваются типы сварных соединений с расположением кромок соединяемых элементов в плоскостях, образующих между собой острые и тупые углы.
ГОСТ 14771 – 76 описывает процессы создания сварных соединений в среде инертных газов или их смеси плавящимся и неплавящимся электродом. Показаны точные геометрические размеры скосов, выполняемых на соединяемых торцах изделий из стали и сплавов на основе железа и никеля.
При соединении труб
Ввиду высокой ответственности работ, осуществляемых при строительстве трубопроводов, выполнению сварных соединений на них посвящен отдельный ГОСТ 16037 – 80.
Действие этого ГОСТа распространяется на элементы стальных трубопроводов, неразъемное сварное соединение которых производится с применением различных технологий. Могут быть задействованы ручные, полуавтоматически и полностью автоматизированные электродуговые процессы, а также применяться газовая сварка.
В последней материал трубы плавится от тепла, получаемого при сгорании смеси газов. Для безопасной работы с газами важно соблюдать соответствующие инструкции.
Для заготовок из алюминия
Алюминий, являющийся легкоплавким металлом, требует особого подхода при выборе технологии производства сварных соединений.
Этот металл при плавлении легко разбрызгивается, что препятствует созданию качественного шва. ГОСТ 14806 – 80 определяет дуговой процесс сварки алюминия и его сплавов в среде инертных газов.
Существуют государственные стандарты, нормирующие порядок производства работ по таким видам сварки, как точечная, импульсная лазерная, контактная.
ГОСТами охвачены практически все применяемые в сварочных процессах материалы и само используемое оборудование.
Условные обозначения сварочных соединительных швов, применяемые в конструкторской технической документации, также определяются ГОСТом.
Кроме ГОСТов, регламентирующих проведение сварки и применяемое для этого оборудование, действует несколько строительных норм и правил (СНиП), имеющих отношение к процессам создания сварных соединений.
Эти документы устанавливают нормы при производстве строительных и монтажных работ по возведению стальных конструкций разного назначения, требующих применения технологий сваривания металла.
Типы сварных соединений арматуры и способы их сварки, согласно требованиям ГОСТ 14098-2014
При сварке арматуры необходимо учитывать положения ГОСТа 14098-2014. Железобетонные изделия испытывают высокие нагрузки, так как исполняют несущие функции, а применение требований стандарта позволяют сделать конструкцию более устойчивой и долговечной.
Что устанавливает ГОСТ 14098-2014, и какова сфера его применения
ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры» был введен в действие с июля 2015 года. Он заменил ранее действующий ГОСТ в части сварки арматуры за номером 14098-91.
Положения указанного документа распространяют свое действие:
Данные работы могут выполняться при производстве арматурных и закладных ЖБК, а также при их монтаже и возведении.
В стандарте устанавливаются типы, конструктивные особенности и размерности сварного шва. Здесь прописаны требования к выполнению работ посредством контактной и дуговой сварки.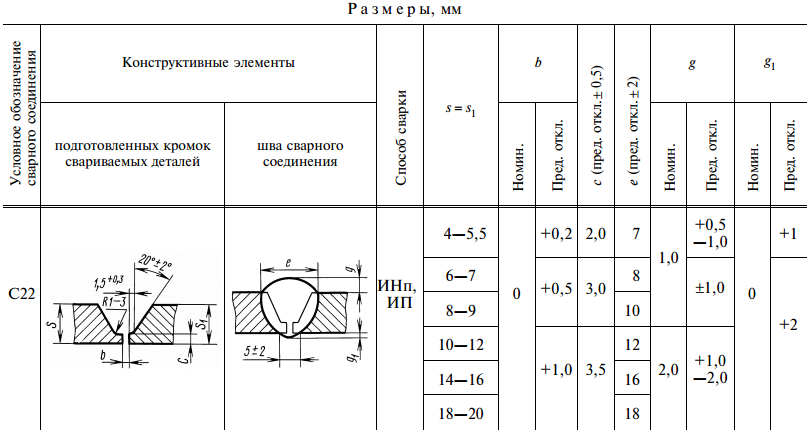
Действие стандарта исключает сварные соединения закладных без анкеров из арматурной стали.
С полным текстом документа можно ознакомиться здесь.
Типы сварных соединений арматуры с краткой характеристикой и способы их сварки
При сварке арматуры применяют 4 основных типа сварных соединений:
- Крестообразное.
- Стыковое.
- Нахлесточное.
- Тавровое.
С учетом типа соединения может практиковаться один из способов сварки.
В зависимости от типа сварного соединения и способа сварки в процессе работы может использоваться различное положение стержней при сварочных работах: горизонтальное, вертикальное или любое.
При выборе подходящего типа конструкции и способы соединении арматуры стоит остановиться на том, которое сможет обеспечить наиболее высокие эксплуатационные свойства, максимальное сокращение трудозатрат.
Наиболее предпочтительными являются автоматизированные способы. При производстве арматурных сеток в заводских условиях отдается предпочтение контактной точечной и стыковой сварке, а когда делаются закладные – механизированной сварке под флюсом либо контактной рельефной сварке.
Также при монтаже арматуры следует использовать те способы сварки, которые позволяют выполнить процедуру неразрушающего контроля качества шва.
Широкой популярностью пользуется ванная состыковка арматуры, так как она применяется при достаточно большом сечении арматурных прутьев, которое достигает 10 см.
При помощи ванной состыковки, например, крепятся фланцы к металлическим трубам, соединяются арматурные столбы и каркасы и пр. Изделия, которые производятся указанным способом, отличаются высокой прочностью и надежностью.
Конструкции швов состыкованных, крестообразных, тавровых и нахлесточных соединений арматуры, их размеры до и после сварочных работ должны соответствовать требованиям ГОСТ 14098-2014. Здесь прописано, для какого класса арматуры и для какого ее диаметра подходит тот или иной способ.
Здесь прописано, для какого класса арматуры и для какого ее диаметра подходит тот или иной способ.
Арматура по своему химическому составу должна соответствовать ГОСТ 5781-82, ГОСТ 10884-94 и другим нормативным документам.
Оценка эксплуатационных качеств сварных соединений
Комплексная оценка эксплуатационных качеств сварных швов производится с позиции их прочности, ударной вязкости, пластичности и пр. Она производится с учетом внешних факторов:
- Типа соединения, которое использовалось.
- Способа сварки.
- Марки стали и диаметра используемой арматуры.
- Температуры эксплуатации и производства.
Для оценки качества сварки арматуры при статической нагрузке в ГОСТе приведена таблица А1.
Если эксплуатационные качества оцениваются при многократно повторяющихся нагрузках, то рекомендовано снижать балл на 1. Также в процессе оценки рекомендовано ориентироваться на ГОСТы и нормативы на проектирование железобетонных конструкций зданий и сооружений.
Баллы для арматурных соединений назначаются с учетом соблюдения производственной технологии арматуры и закладных. Так, балл 5 гарантирует равную прочность для сварного соединения исходному металлу и его пластичное разрушение. Результаты контроля сварных соединений фиксируются в рабочих журналах, а также отражаются в журнале сварочных работ.
Таким образом, положения ГОСТ 14098-2014 устанавливают требования к работам по сварке арматуры. Они предполагают применение нескольких способов состыковки армирующих прутов. Среди них крестообразное, стыковое, нахлесточное и тавровое.
Какие ГОСТы разработаны для аргонодуговой сварки
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием.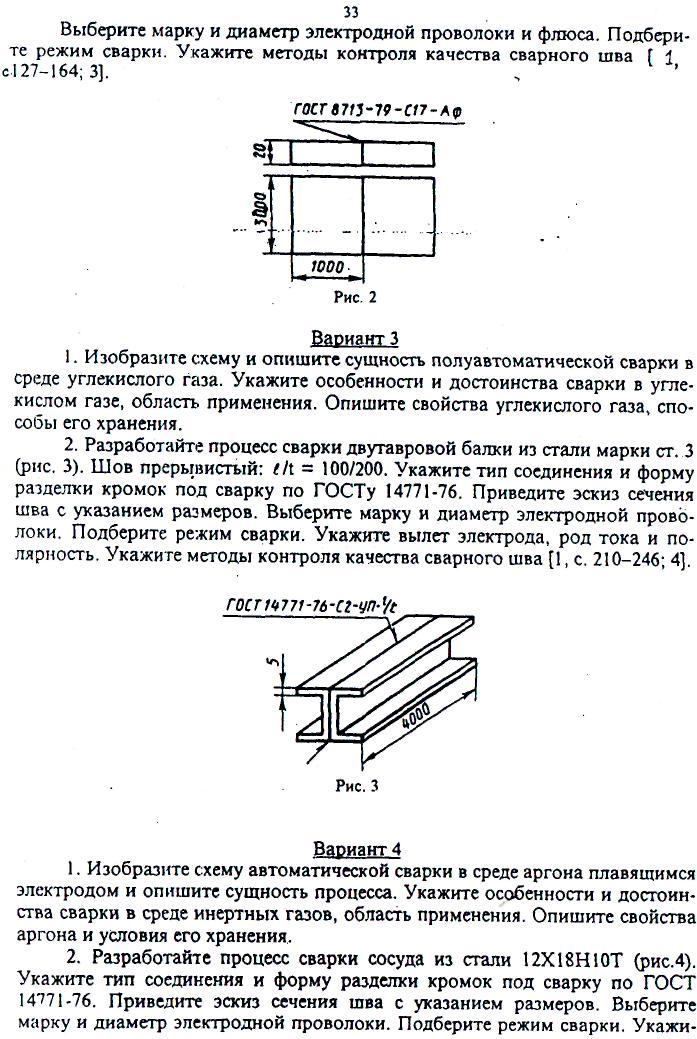 Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.
Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.
Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.
В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.
В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).
5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Госты, применяемые при сварке — Сварка Профи
Сварочные ГОСТы
ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сваркиГОСТ 19521-74 Сварка металлов. Классификация
Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
Обратите внимание
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсомГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
Важно
ГОСТ 14771-76 Дуговая сварка в защитном газе.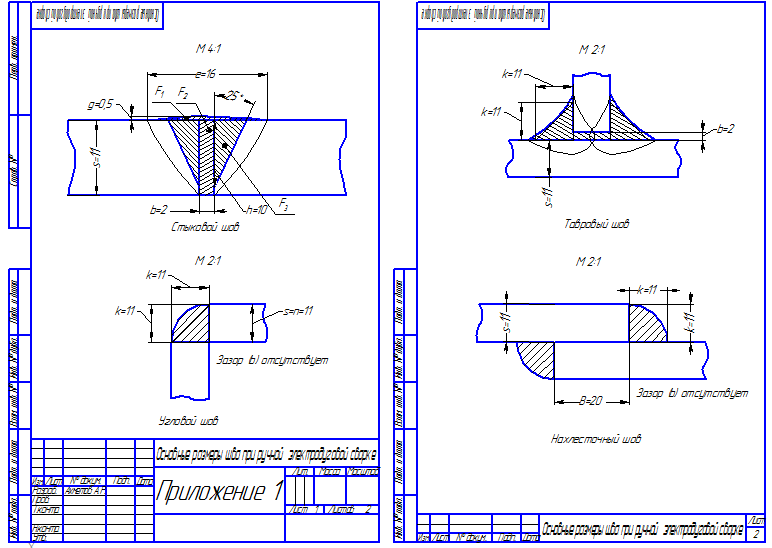 Соединения сварные. Основные типы, конструктивные элементы и размеры
Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминияГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводовГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
Совет
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
Технические условия
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
Обратите внимание
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
Важно
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТы на технические газыГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429. 1-77 Припои оловянно-свинцовые. Методы определения сурьмы
1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
Совет
ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
https://www.youtube.com/watch?v=qBf24cIxYuU
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
Обратите внимание
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
Важно
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
Совет
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
Источник: http://svarak.ru/svarochnyie-gostyi/
Гост сварка электродуговая
Главная » Статьи » Гост сварка электродуговая
Электродуговая сварка – высокотехнологический способ обработки металла, который позволяет эффективным методом работать с толстыми металлическими конструкциями.
Именно такой вид сварки используют при монтаже различных металлических изделий, а в домашних делах она по сегодняшний день просто великолепный помощник.
Естественно, что характер сварного шва находится в зависимости как от качества изделия, так и от квалификационных данных самого исполнителя. Но если к металлоконструкции не предъявляются особенные требования, то сварное дело может постигнуть даже человек без большого опыта работы. А появившееся недавно современное инверторное оборудование значительно упрощает работу по сварке изделий.
Безопасность работ
Перед тем как разбираться, что такое электродуговая сварка металлов и как ее выполнять, следует подумать от безопасности проведения работ со сварочным оборудованием. Большая часть новичков не обращает внимания на режим техники безопасности, что приводит к неприятным и тяжелым последствиям.
– Самым важным является электробезопасность. Необходимо следить за внешним видом силового кабеля, чтобы изоляция была в надлежащем виде. Нельзя работать во время дождя или при влажной погоде.
– При сварочных работах следует использовать индивидуальные средства предохранения. Особенно это касается глаз. Ведь электродуговая сварка выделяет много ультрафиолета, что вредно для зрения. Поэтому в работе надо использовать специальный щиток с темным стеклом.
– Одежда сварщика должна быть из плотной ткани, так как шлак и расплавленный металл, попадая на открытые участки тела, часто оставляют сильные ожоги, которые долго заживают.
Техника исполнения работ
Сварка осуществляется благодаря тепловой энергии, которую производит электрическая дуга, появляющаяся между горелкой и металлом. Для вырабатывания дуги используют специальные электроды, которые расплавляют кромку изделия и соединяют расплавленный металл, образуя сварочный шов.
Сами электроды для электродуговой сварки состоят из проволоки определенной толщины, на которую сверху нанесено специальное покрытие. Каждый металл и различные режимы работы требуют применения особенных марок электродов. Чаще всего используются марки ЭПС, УОНИ, ЦМ и УП.
Чаще всего используются марки ЭПС, УОНИ, ЦМ и УП.
Сварочный аппарат
Главное снаряжение, которым пользуется сварщик, называется сварочным трансформатором. В его задачу входит снижение напряжения, которое влияет на усиление силы тока, достаточного для плавки металла.
Аппарат электродуговой сварки может быть «домашним», для применения в бытовых условиях с подключением к одной фазе, и промышленным, обладающим большой мощностью, который подключается к трем фазам. Также сварочное оборудование делится на вырабатывающее постоянный ток и на преобразующее постоянное напряжение (трансформаторы).
В домашнем быту специалисты рекомендуют иметь сварочный инвертор, который хоть и дороже обычных аппаратов, зато имеет ряд положительных сторон:
1. Небольшой вес.
Обратите внимание
2. Устойчивость к величине силы тока и выходного напряжения, что, в свою очередь, влияет на качество электрической дуги, практически не зависящее от скачков напряжений в сети.
3. Простота и легкость в работе на высоте.
ГОСТ: сварка ручная электродуговая
Те, кто профессионально занимаются сварными делами, знают, что существуют специально разработанные стандарты сварки металлов, типов соединений, работ с алюминием, качества электродов и так далее.
Для более эффективной работы нужно придерживаться этих правил. Например, ГОСТ 5264-80 отвечает за методы соединительных сварных швов металлических конструкций: прямой шов, скошенный или скошенный с замком.
Чем еще регламентируется электродуговая сварка? ГОСТ 14771-76 вводит правила варки в защитных газах. Бывают и другие ГОСТы, регулирующие методы работ с электросваркой. В промышленности и на производствах к этим стандартам относятся серьезно и требовательно. Каждый сварщик, работающий на предприятии, должен знать все ГОСТы и по возможности их применять.
https://www.youtube.com/watch?v=yww-vPMWEAA
При выполнении домашних работ придерживаться этих стандартов необязательно, но желательно иметь о них хотя бы общее представление. Для примера можно привести ГОСТ (сварка ручная электродуговая) под номером 26-291-79, который устанавливает правила использования электродов определенных марок и толщины для сварки тех или иных металлов и конструкций из них.
Для примера можно привести ГОСТ (сварка ручная электродуговая) под номером 26-291-79, который устанавливает правила использования электродов определенных марок и толщины для сварки тех или иных металлов и конструкций из них.
Те же стандарты описывают основные сварочные соединения:
– Внахлест, когда одна деталь немного накрывает другую.
– Встык – оба объекта состыковываются друг с другом на одной плоскости.
– Соединение углом.
– Торцовая варка в виде буквы «Т».
Технология электродуговой сварки
Техника ручной сварки состоит в следующем: создание дуги и удержание ее в определенном месте, передвижение электрода и образование сварного шва. Дуга может появляться двумя способами:
1. Недолгим касанием (ударом) электрода по металлической поверхности.
2. Скольжением электрода по металлу в виде чирканья спичками.
После того как появилась дуга, горелку немного отводят для устойчивой поддержки горения. Исходя из режима сварки, электрод отводят на расстояние, равное 0,5-1 его диаметра.
Перемещение электрода
Чтобы получались качественные швы электродуговой сварки, надлежит двигать электроды в трех позициях:
– Небольшое поступательное движение, при котором электрод то отдаляется, то приближается к поверхности свариваемого материала.
– Передвижение электрода вдоль оси шва детали. Это перемещение считается основным в сварочных работах. Скорость движения может быть медленной или быстрой, в зависимости от режима работы, силы тока, а также от типа шва.
– Электрод перемещают поперек оси шва. Таким образом соединяются детали металлическим валиком.
Высокая квалификация и профессионализм сварщика обуславливают то, насколько четко и уверенно он может держать дугу, а также его умение совершать все три способа ведения электрода.
Режимы сварных работ
Чтобы узнать силу тока, необходимую для сварки, необходимо определиться, какой тип шва планируется делать и какого диаметра электрод употребляется в работе:
– При налаживании нижнего шва ток для электрода в три миллиметра должен быть 75-100 А, а для пяти миллиметров – 160-180 А.
– При отвесном монтаже необходимо снизить силу тока для тех же электродов до 80 А и до 150 А соответственно.
– Верхние швы, называемые потолочными, накладываются 3-4-миллиметровыми электродами, сила тока которых не должна быть меньше 70 А и больше 100 А.
Нюансы сварочных работ
Электродуговая сварка может преобразовывать электрическую энергию в тепловую. И это ее главная особенность. Дуга нагревается до температуры в 6000-8000 градусов по Цельсию, что дает возможность расплавлять практический любой металл или сплав. Сама дуга окружена ореолом. На поверхности электрода температура несколько снижается и составляет около 4000 градусов по Цельсию.
Во время сварки на поверхности детали формируется ванна раскаленного и расплавленного металла с небольшой ямкой. При этом дуга имеет длину 2-6 мм. Это нормальное рабочее расстояние почти для всех видов бытовых и некоторых промышленных сварных работ.
Сварку выполняют короткой дугой, так как при длинной дуге начинается сильное разбрызгивание, шов прерывается и происходит плохая спайка металла.
Если работы ведутся угольным электродом, то длина электрической дуги может быть порядка 20 миллиметров.
Как уже говорилось, электродуговая сварка может использовать переменный или постоянный ток. При переменном токе электрическая дуга слаба и неустойчива. Для улучшения ее качества увеличивают силу тока. Поэтому необходимо следить за напряжением при варке определенных изделий. Например, если сваривают мелкие детали, то есть опасность их прожечь.
При постоянном токе дуга стабильна, что позволяет сваривать мелкие и тонкие металлоконструкции.
Базовые правила сваривания труб
Электродуговая сварка труб позволяет работать с трубным материалом диаметром 5-120 см и толщиной стенок от 3 до 25 мм.
Стыки труб свариваются несколькими швами. После каждого прохождения обязательно производят зачистку поверхности прошлого шва от наслоения шлака.
Трубы, чей диаметр меньше 22 см, сваривает один рабочий. При этом толщина стенок не имеет значения. Но если изделие превышает обозначенный диаметр, то сварные работы ведут вместе два сварщика.
Важно
Процесс варки происходит как можно меньшей дугой, чтобы не нарушить структуру и качество шва. Сам шов обязан перекрывать линию соединения на пару миллиметров в каждую сторону. При этом, чем толще стенки труб, тем больше швов необходимо наложить. Специалисты, работающие сварщиками в нефтяных и газовых компаниях, знают, что:
– при толщине стенок до 6 мм – количество шовных слоев – 2;
– 7-11 мм – 3 слоя;
– 12-14 мм – 4 слоя.
И так далее. При максимальной толщине трубы количество швов достигает семи. Основной, начальный шов ведется электродом, чей диаметр должен быть 3 мм.
Особенности существующих сварных материалов
Чугунные изделия
Сварка чугунных деталей — трудоемкий процесс из-за химического состава чугуна и его особенностей. Какой-то определенной технологии работы с чугуном нет, так как различная структура этого материала требует к себе разных подходов.
Однако все существующие способы работы с этим металлом делят на два вида: горячую сварку, когда объект нагревают, а потом дают остыть, и холодную – изделие предварительно не разогревают, но варят специально предназначенными для чугуна электродами.
Цветные металлы и их сплавы
Изделия из этих элементов, особенно алюминия, массово применяются для запчастей в автотранспорте. Однако медные, латунные и бронзовые поверхности свариваются трудно, так как эти металлы обладают в расплавленном состоянии большой текучестью, они быстро поглощают кислород и окисляются. В зоне сварки такие металлы изменяют свою структуру.
Специалисты советуют работать с цветметаллом электродами марки МН-5 и ОЗБ-1, а также угольным электродом при постоянной силе тока.
Также многие сварщики при работе с латунью и медью используют прутья, содержащие цинк. Его испарения помогают быстрее остывать поверхности свариваемого материала и улучшают качество шва. Но в процессе работы цинк выделяет ядовитые газы, поэтому при работе с ним необходимо надевать маску или респиратор.
Алюминий
Этот металл нагревается при низких температурах. Так, чистый алюминий начинает плавиться при температуре 6600С, а его сплавы – при 20000С.
Совет
Потому для работы с ним вместо стандартных электродов используют проволоку, которая похожа по своему составу с алюминием.
Например, электроды для алюминия ОЗА-1 и ОЗА-2 часто используют на предприятиях и в тяжелой промышленности для сварки автомобильных деталей.
Вывод
Аппарат для ручной электрической сварки – полезная вещь не только на производстве, но и в домашних делах. Практически любую металлоконструкцию можно сварить собственными силами дома, если прислушиваться к советам специалистов и иметь базовые знания и навыки по работе с электродуговой сваркой.
Самым важным элементом при работе на сварочном оборудовании является соблюдение техники безопасности, так как научиться варить металл можно даже методом проб и ошибок, но экспериментировать с собственным здоровьем не следует.
www.syl.ru
Гост 5264-80 ручная дуговая сварка. соединения сварные. основные типы, конструктивные элементы и размеры
Название англ.: Manual arc welding. Welding joints.
Main types, design elements and dimensions
Содержание госта: Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой. Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80
Похожие документы
- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
- ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
- ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
- ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
- ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений
- ГОСТ Р МЭК 61557-4-2007 Сети электрические распределительные низковольтные напряжением до 1000 В переменного тока и 1500 В постоянного тока. Электробезопасность. Аппаратура для испытания, измерения или контроля средств защиты. Часть 4. Сопротивление заземления и эквипотенциального соединения
 Классификация и общие технические условия
Классификация и общие технические условияznaytovar.ru
Гост 5264-80 ручная дуговая сварка (2003)
ГОСТ 5264-80
УДК 621.791.75.052:006.354 Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40
ОКП 06 0200 0000
Источник: http://www.samsvar.ru/stati/gost-svarka-elektrodugovaya.html
Все о ручной сварке: виды, возможности и варианты применения
Сваркой металла называется технологический процесс создания неразъемного соединения деталей посредством образования прочной межатомной связи. Возникновение такой устойчивой связи может происходить вследствие разных физических процессов. Эти процессы образуют три основных класса сварки, в соответствии с ГОСТ 19521-74:
- термическую (сварка плавлением без приложения давления)
- термомеханическую (плавление с приложением давления)
- давлением.
В настоящее время существует множество видов сварки. Число их постоянно растет. Разделяют виды сварки по таким техническим признакам:
- по непрерывности процесса
- по методу и характеру защиты металла в сварочной зоне
- по типу защитного газа
- по степени механизации
По типу механизации сварку делят на:
- автоматическую
- автоматизированную
- механизированную
- ручную.

Развитие автоматизированных методов сварочных работ привело к значительному увеличению скорости и качества процесса. При этом, у ручной сварки есть свои преимущества, которые делают ее незаменимой в ряде случаев:
- возможность применения в труднодоступных местах;
- доступность для работы в различных пространственных положениях;
- быстрота перехода от одного свариваемого материала к другому;
- широкий выбор марок электродов, позволяющий проведение сварки различных типов стали;
- удобство транспортировки и простота обслуживания сварочного оборудования.
При помощи ручной сварки решаются многочисленные задачи в строительстве, производстве, сфере обслуживания и быту.
https://www.youtube.com/watch?v=8KPusauj5NE
Ручная электродуговая сварка металла может производиться при помощи двух типов электродов. Электродами называются специальные стержни с защитным покрытием, изготовленные из сварочной проволоки. Наиболее распространенная технология — сварка плавящимися электродами.
Кромки электрода и изделия, соприкасаясь, образуют электрическую дугу, которая расплавляет металл, образуя сварочную ванну. При смешивании металла электрода и изделия образуется сварной шов. Расплавленный шлак поднимается на поверхность.
Окончательная обработка при последующем затвердении, необходима для работы со швами, покрытыми шлаками.
Пространственное положение, величина и форма кромок свариваемых поверхностей, скорость перемещения дуги — эти факторы влияют на размеры сварочной ванны. Постепенное плавление электрода вынуждает сварщика производить плавное движение вниз для сохранения длины дуги. Перемещение вдоль оси шва необходимо для заполнения разделки. Ширина шва формируется вследствие поперечного движения руки.
Положение швов в пространстве разделяют на нижнее (до 60º), вертикальное (60-120º) и потолочное (120-180º). Наиболее простым для работы является нижнее положение шва.
 Удержание сварочной ванны необходимо для исключения непроваров и прожогов при дуговой сварке. Достигается оно использованием подкладки (съемной медной или несъемной стальной) и наложением дополнительного подварочного шва.
Удержание сварочной ванны необходимо для исключения непроваров и прожогов при дуговой сварке. Достигается оно использованием подкладки (съемной медной или несъемной стальной) и наложением дополнительного подварочного шва.Вертикальное положение затрудняет формирование шва вследствие стекания расплавленного металла. Производительность сварки в этом случае падает. Особенно трудоемким становится создание горизонтальных швов.
Для качественного выполнения сварки в потолочном положении необходимо максимально уменьшить размеры сварочной ванны. Это достигается применением электродов малого диаметра, снижением силы тока и созданием коротких замыканий.
Технология ручной дуговой сварки с применением плавящихся электродов отличается большей производительностью, но требует удаления шлака, который образуется поверх шва, по мере выполнения работ.
Ручная аргонодуговая сварка происходит с использованием неплавящегося электрода. Сварщик держит в одной руке аргоновую горелку, а в другой — присадочную проволоку.
Обратите внимание
Горелка представляет собой цилиндрическую ручку, внутри которой при помощи специального держателя крепится вольфрамовый электрод. Через сопло на свариваемое изделие подается защитный газ.
Аргон является инертным элементом, он вытесняет воздух из сварочной зоны и препятствует химической реакции расплавленного металла.
Дуга создается бесконтактным способом. Для этого используется специальное устройство, называемое осциллятором. Предназначение осциллятора — создание высоковольтных высокочастотных импульсов. Под действием импульсов происходит ионизация дугового промежутка и зажигается дуга.
Технология ручной аргонодуговой сварки требует более высокой квалификации сварщика. При этом, количество видов свариваемых материалов и качество швов значительно выше, чем у электродуговой сварки, выполняемой своими руками. Электродами, покрытыми загрязнениями, невозможно качественное проведение дуговой сварки.
Чистота кромки электрода нарушается при соприкосновении со свариваемым металлом.
Полуавтоматическая сварка является одним из видов ручной сварки. Подача электрода (сварочной проволоки) производится автоматически. Ручным процессом является перемещение дуги по линии сваривания. Полуавтоматическая сварка отличается наименьшей трудоемкостью и высокой производительностью. Используется, главным образом, для сварки нержавеющих, низколегированных и низкоуглеродистых сталей.
Основное применение контактной сварки происходит в промышленных масштабах. Точечная сварка своими руками — единственный вид контактной сварки, доступный в домашних условиях.
Технология процесса предусматривает размещение свариваемых деталей между электродами. Затем происходит нагревание поверхности, вследствие прохождения сварочного тока, и последующая пластическая деформация.
Ручная точечная сварка отличается высокой экономичностью и прочностью образующихся швов.
Самодельный сварочный аппарат для точечной сварки можно сделать в домашних условиях своими силами. Настольный вариант применяется наиболее часто. Основные компоненты: сварочный трансформатор, полупроводниковый тиристор и реле времени.
Важно
Электроды изготавливаются, в основном, из меди с примесью хрома и цинка. Реже применяются сварочные стержни, созданные на основе бронзы и вольфрама. Диаметр точек соединения должен быть в 2-3 раза больше, чем толщина детали соединения.
Своими руками производят контактную сварку при ремонте бытовой техники, кухонных приборов.
Газовая сварка
Еще один вид сварочных работ. Технология газовой сварки заключается в газопламенной обработке металла специальной горелкой. Горючим газом для газовой сварки выступает ацетилен. Реже используются водород, метан, пропан, пары керосина. Сжигание происходит в парах кислорода для эффективного достижения высокой температуры.
Особое значение при газовой сварке придается соблюдению правил противопожарной безопасности.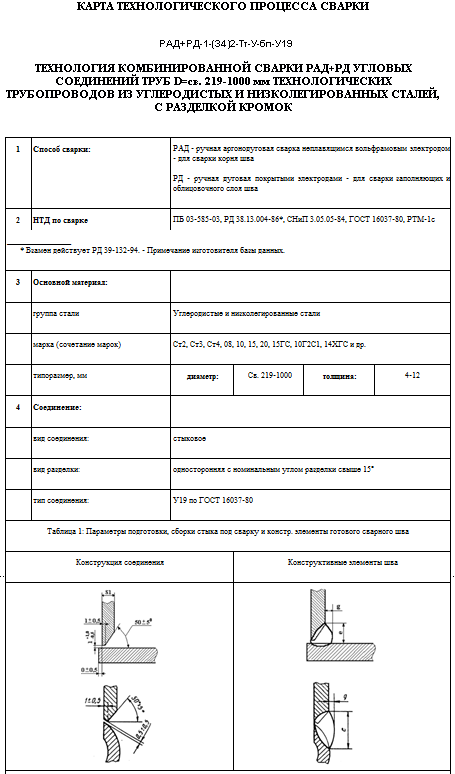 Все виды горючих газов являются взрывоопасными. Детонация может быть вызвана превышением допустимого давления и быстрым нагреванием до температуры 500ºC.
Все виды горючих газов являются взрывоопасными. Детонация может быть вызвана превышением допустимого давления и быстрым нагреванием до температуры 500ºC.
Основным инструментом в работе газосварщика является горелка. Она служит для образования горючей смеси ацетилена и кислорода. Газовые горелки бывают инжекторного и безинжекторного типа. Сварочные горелки комплектуются сменными наконечниками для работ с деталями разной толщины.
Газовая сварка используется при обработке легированной и углеродистой стали, чугуна и цветных металлов. Дефекты отливок, сколы, трещины труб исправляются при помощи ручной газовой сварки.
Процессы сварочных работ, применяемое оборудование, техника безопасности, контроль и качество строго регламентированы ГОСТами. Вот некоторые из них:
ГОСТ Р ИСО 17659-2009 определяет многоязычные термины для сварочных соединений
ГОСТ 5264-80 и ГОСТ 11534-75 разработаны для ручной дуговой сварки
ГОСТ 14771-76 и ГОСТ 23518-79 устанавливают основные требования для дуговой сварки в защитном газе
ГОСТ 10157-79 регламентирует технические условия для Аргона
ГОСТ 5583-78 предусматривает технические условия для Кислорода.
Источник: http://GoodSvarka.ru/metalov/vse-o-ruchnoj/
|
ГОСТ 2.312-72 |
ЕСКД. Условные изображения и обозначения швов сварных соединений |
|
ГОСТ 3.1705-81 |
ЕСКД. Правила записи операций и переходов. Сварка |
|
ГОСТ 4.44-89 |
Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей. |
|
ГОСТ 4.140-85 |
Система показателей качества продукции. Оборудование электросварочное. Номенклатура показателей. |
|
ГОСТ 4.433-86 |
Система показателей качества продукции. Оснастка универсально-сборная. Номенклатура показателей. |
|
ГОСТ 5.917-71 |
Горелки ручные для аргонодуговой сварки типов РГА-150 и РГА-400. Требования к качеству аттестованной продукции. |
|
ГОСТ 5.1215-72 |
Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции |
|
ГОСТ 12.1.035-81 |
ССБТ. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений. |
|
ГОСТ 12.2.007.8-75 |
ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности. |
|
ГОСТ 12.2.008-75 |
ССБТ. Оборудование и аппаратура для газопламенной обработки металлов и термического напыления покрытий. Требования безопасности |
|
ГОСТ 12.3.003-86 |
ССБТ. Работы электросварочные. Требования безопасности. |
|
ГОСТ 12.4.035-78 |
ССБТ. Щитки защитные лицевые для электросварщиков. Технические условия. |
|
ГОСТ 31.211.41-93 |
Детали и сборочные единицы сборно-разборных приспособлений для борно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности |
|
ГОСТ 31.211.42-93 |
Детали и сборочные единицы сборно-разборных приспособлений для борно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение. |
|
ГОСТ 95-77 |
Трансформаторы однофазные однопостовые для ручной дуговой сварки. Общие технические условия. |
|
ГОСТ 297-80 |
Машины контактные. Общие технические условия. |
|
ГОСТ 304-82 |
Генераторы сварочные. Общие технические условия. |
|
ГОСТ 1077-79 |
Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования. |
|
ГОСТ 2402-82 |
Агрегаты сварочные с двигателями внутреннего сгорания. Общие технические условия. |
|
ГОСТ 2601-84 |
Сварка металлов. Термины и определения основных понятий. |
|
ГОСТ 3242-79 |
Соединения сварные. Методы контроля качества. |
|
ГОСТ 4416-94 |
Мрамор для сварочных материалов. Технические условия. |
|
ГОСТ 4417-75 |
Песок кварцевый для сварочных материалов. |
|
ГОСТ 4421-73 |
Концентрат плавиковошпатовый для сварочных материалов. Технические условия. |
|
ГОСТ 5191-79 |
Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования. |
|
ГОСТ 5264-80 |
Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 6996-66 |
Сварные соединения. Методы определения механических свойств. |
|
ГОСТ 7012-77 |
Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом. Общие технические условия. |
|
ГОСТ 7237-82 |
Преобразователи сварочные. Общие технические условия. |
|
ГОСТ 7871-75 |
Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия. |
|
ГОСТ 8213-75 |
Автоматы для дуговой сварки плавящимся электродом. Общие технические условия. |
|
ГОСТ 8713-79 |
Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 8856-72 |
Аппаратура для газопламенной обработки. Давление горючих газов. |
|
ГОСТ 9087-81 |
Флюсы сварочные плавленые. Технические условия. |
|
ГОСТ 9356-75 |
Рукава резиновые для газовой сварки и резки металлов. Технические условия. |
|
ГОСТ 9466-75 |
Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия. |
|
ГОСТ 9467-75 |
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы. |
|
ГОСТ 9931-85 |
Корпусы цилиндрические стальных сварных сосудов и аппаратов. Типы, основные параметры и размеры. |
|
ГОСТ 10052-75 |
Электроды покрытые металлические для ручной дуговой сварки высоколеированных сталей с особыми свойствами. Типы. |
|
ГОСТ 10543-98 |
Проволока стальная наплавочная. Технические условия. |
|
ГОСТ 10594-80 |
Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки. Ряды параметров. |
|
ГОСТ 10922-90 |
Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия. |
|
ГОСТ 11533-75 |
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острым и тупым углом. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 11534-75 |
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 11969-79 |
Сварка плавлением. Основные положения и их обозначения. |
|
ГОСТ 13585-68 |
Сталь. Метод валиковой пробы для определения допускаемых режимов дуговой сварки и наплавки. |
|
ГОСТ 13821-77 |
Выпрямители однопостовые с падающими внешними характеристиками для ручной дуговой сварки. Общие технические условия. |
|
ГОСТ 13861-89 |
Редукторы для газопламенной обработки. Общие технические условия. |
|
ГОСТ 14098-91 |
Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры. |
|
ГОСТ 14111-90 |
Электроды прямые для контактной точечной сварки. Типы и размеры. |
|
ГОСТ 14113-78 |
Сплавы алюминиевые антифрикционные. Марки. |
|
ГОСТ 14327-82 |
Слюда мусковит молотая электродная. Технические условия. |
|
ГОСТ 14651-78 |
Электрододержатели для ручной дуговой сварки. Технические условия. |
|
ГОСТ 14771-76 |
Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 14776-79 |
Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 14782-86 |
Контроль неразрушающий. Соединения сварные. Методы ультразвуковые. |
|
ГОСТ 14806-80 |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 15164-78 |
Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 15878-79 |
Контактная сварка. Соединения сварные. Конструктивные элементы и размеры. |
|
ГОСТ 16037-80 |
Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 16038-80 |
Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 16130-90 |
Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия |
|
ГОСТ 16971-71 |
Швы сварных соединений из винипласта, поливинилхлоридного пластиката и полиэтилена. Методы контроля качества. Общие требования. |
|
ГОСТ 18130-79 |
Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия. |
|
ГОСТ 18576-96 |
Контроль неразрушающий. Рельсы железнодорожные. Методы ультразвуковые. |
|
ГОСТ 19140-94 |
Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры. |
|
ГОСТ 19141-94 |
Вращатели сварочные вертикальные. Типы, основные параметры и размеры. |
|
ГОСТ 19143-94 |
Вращатели сварочные универсальные. Типы, основные параметры и размеры. |
|
ГОСТ 19521-74 |
Сварка металлов. Классификация. |
|
ГОСТ 20549-75 |
Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс. |
|
ГОСТ 21694-94 |
Оборудование сварочное механическое. Общие технические условия. |
|
ГОСТ 22366-93 |
Лента электродная наплавочная спеченная на основе железа. Технические условия. |
|
ГОСТ 22917-78 |
Соединители кабеля для дуговой сварки. Технические условия. |
|
ГОСТ 22938-78 |
Концентрат рутиловый. Технические условия. |
|
ГОСТ 22974.0-96 |
Флюсы сварочные плавленные. Общие требования к методам анализа. |
|
ГОСТ 22974.1-96 |
Флюсы сварочные плавленные. Методы разложения флюсов |
|
ГОСТ 22974.2-96 |
Флюсы сварочные плавленные. Методы определения оксида кремния. |
|
ГОСТ 22974.3-96 |
Флюсы сварочные плавленные. Методы определения оксида марганца (II). |
|
ГОСТ 22974.4-96 |
Флюсы сварочные плавленные. Методы определения оксида алюминия. |
|
ГОСТ 22974.5-96 |
Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния. |
|
ГОСТ 22974.6-96 |
Флюсы сварочные плавленные. Методы определения оксида железа (III). |
|
ГОСТ 22974.7-96 |
Флюсы сварочные плавленные. Методы определения фосфора. |
|
ГОСТ 22974.8-96 |
Флюсы сварочные плавленные. Методы определения оксида циркония. |
|
ГОСТ 22974.9-96 |
Флюсы сварочные плавленные. Методы определения оксида титана (IV). |
|
ГОСТ 22974.10-96 |
Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия. |
|
ГОСТ 22974.11-96 |
Флюсы сварочные плавленные. Методы определения фторида кальция. |
|
ГОСТ 22974.12-96 |
Флюсы сварочные плавленные. Метод определения серы. |
|
ГОСТ 22974.13-96 |
Флюсы сварочные плавленные. Метод определения углерода. |
|
ГОСТ 22974.14-90 |
Флюсы сварочные плавленные. Методы определения содержания влаги. |
|
ГОСТ 22990-78 |
Машины контактные. Термины и определения. |
|
ГОСТ 23055-78 |
Контроль неразрушающий. Сварка металлов плавления. Классификация сварных соединений по результатам радиографического контроля. |
|
ГОСТ 23338-91 |
Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва. |
|
ГОСТ 23518-79 |
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 23556-95 |
Колонны для сварных автоматов. Типы, основные параметры и размеры. |
|
ГОСТ 23870-79 |
Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл. |
|
ГОСТ 23949-80 |
Электроды вольфрамовые сварочные неплавящиеся. Технические условия. |
|
ГОСТ 25225-82 |
Контроль неразрушающий. Швы сварных соединений трубопроводов. Магнитографический метод. |
|
ГОСТ 25444-90 |
Электроды прямые и электрододержатели для контактной точечной сварки. Посадки конические. Размеры. |
|
ГОСТ 25616-83 |
Источники питания для дуговой сварки. Методы испытания сварочных свойств. |
|
ГОСТ 25997-83 |
Сварка металлов плавлением. Статистическая оценка качества по результатам неразрушающего контроля. |
|
ГОСТ 26054-85 |
Роботы промышленные для контактной сварки. Общие технические условия. |
|
ГОСТ 26056-84 |
Роботы промышленные для дуговой сварки. Общие технические условия. |
|
ГОСТ 26271-84 |
Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия. |
|
ГОСТ 26331-94 |
Соединения первичных преобразователей температуры с технологическими трубопроводами и аппаратами. Типы и основные размеры. Технические требования. |
|
ГОСТ 26389-84 |
Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением. |
|
ГОСТ 26408-85 |
Колонны для сварочных полуавтоматов. Типы, основные параметры и размеры. |
|
ГОСТ 26467-85 |
Лента порошковая наплавочная. Общие технические условия. |
|
ГОСТ 27265-87 |
Проволока сварочная из титана и титановых сплавов. Технические условия. |
|
ГОСТ 27387-87 |
Роботы промышленные для контактной точечной сварки. Основные параметры и размеры. |
|
ГОСТ 27580-88 |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры |
|
ГОСТ 27776-88 |
Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры. |
|
ГОСТ 27955-88 |
Преобразователи ультразвуковые магнитострикционные. Методы измерения характеристик. |
|
ГОСТ 28277-89 |
Контроль неразрушающий. Соединения сварные. Электрорадиографический метод. Общие требования. |
|
ГОСТ 28332-89 |
Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля. |
|
ГОСТ 28555-90 |
Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия. |
|
ГОСТ 28915-91 |
Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры. |
|
ГОСТ 28920-95 |
Вращатели сварочные роликовые. Типы, основные параметры и размеры. |
|
ГОСТ 28944-91 |
Оборудование сварочное механическое. Методы испытаний. |
|
ГОСТ 29090-91 |
Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования. |
|
ГОСТ 29091-91 |
Горелки ручные газовоздушные инжекторные. Технические требования и методы испытаний. |
|
ГОСТ 29273-92 |
Свариваемость. Определение. |
|
ГОСТ 29297-92 |
Сварка, высокотемпературная и низкотемпературная пайка, пайкосварка металлов. Перечень и условные обозначения процессов. |
|
ГОСТ 30220-95 |
Манипуляторы для контактной точечной сварки. Типы, основные параметры иразмеры. |
|
ГОСТ 30261-96 |
Оборудование для контактной сварки кольцевых швов. Типы, основные параметры и размеры. |
|
ГОСТ 30275-96 |
Манипуляторы для контактной сварки. Общие технические условия. |
|
ГОСТ 30295-96 |
Кантователи сварочные. Типы, основные параметры и размеры. |
|
ГОСТ 30430-96 |
Сварка дуговая конструкционных чугунов. Требования к технологическому процессу. |
|
ГОСТ 30482-97 |
Сварка сталей электрошлаковая. Требования к технологическому процессу. |
|
ГОСТ Р 50014.5-92 |
Безопасность электротермического оборудования. Часть 5. Частные требования к плазменным электротермическим установкам. |
|
ГОСТ Р 50379-92 |
Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и метод их измерения. |
|
ГОСТ Р 50402-92 |
Устройства предохранительные для горючих газов и кислорода или сжатого воздуха, используемые при газовой сварке, резке и аналогичных процессах. Основные понятия, общие технические требования и методы испытаний |
|
ГОСТ 50599-93 |
Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации. |
|
ГОСТ Р 51526-99 |
Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний. |
|
ГОСТ Р 52005-2003 |
Контроль неразрушающий. Метод магнитной памяти металла. Общие требования. |
|
ГОСТ Р МЭК 60245-6-97 |
Кабели с резиновой изоляцией на номинальное напряжение до 450/750 В включительно. Кабели для электродной дуговой сварки. |
|
ГОСТ Р 53525-2009 (ИСО 14731:2006) |
Координация в сварке. Задачи и обязанности. |
|
ГОСТ Р 53526-2009 (ИСО 14732:1998) |
Персонал, выполняющий сварку. Аттестационные испытания операторов сварки плавлением и наладчиков контактной сварки для полностью механизированной и автоматической сварки металлических материалов. |
|
ГОСТ Р 53690-2009 (ИСО 9606-1:1994) |
Аттестационные испытания сваршиков. Сварка плавлением. Часть 1. Стали |
|
ГОСТ Р 53688-2009 (ИСО 9606 2:2004) |
Аттестационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы |
|
ГОСТ Р 53687-2009 (ИСО 9606 3:1999) |
Аттестационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы. |
|
ГОСТ Р ИСО 15607-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Общие правила |
|
ГОСТ Р ИСО 15609-1-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 1. Дуговая сварка. |
|
ГОСТ Р ИСО 15609-2-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Технические требования к процедуре сварки. Часть 2. Газовая сварка. |
|
ГОСТ Р ИСО 15610-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на испытанных сварочных материалах |
|
ГОСТ Р ИСО 15611-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на опыте ранее выполненной сварки |
|
ГОСТ Р ИСО 15612-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация путем принятия стандартной процедуры сварки |
|
ГОСТ Р ИСО 15613-2009 |
Технические требования и аттестация процедур сварки металлических материалов. Аттестация, основанная на прелпроизводственном испытании сварки |
|
ГОСТ Р ИСО 15614-1-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов» |
|
ГОСТ Р ИСО 15614-2-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 2. Дуговая сварка алюминия и алюминиевых сплавов» |
|
ГОСТ Р ИСО 15614-5-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 5. Дуговая сварка титана,циркония и их сплавов» |
|
ГОСТ Р ИСО 15614 -12-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 12. Точечная, шовная и рельефная сварка» |
|
ГОСТ Р ИСО 15614-13-2009 |
«Технические требования и аттестация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 13. Контактная стыковая сварка сопротивлением и оплавлением» |
|
ГОСТ Р ИСО 14174-2010 |
Материалы сварочные. Флюсы для дуговой сварки. Классификация |
|
ГОСТ Р ИСО 14175-2010 |
Материалы сварочные. Газы и газовые смеси для сварки плавлением и других родственных процессов |
|
ГОСТ Р ЕН 13479-2010 |
Сварочные материалы. Основной стандарт на присадочные металлы и флюсы для сварки плавлением металлических материалов |
ГОСТ 2246-70 | Электрод-Сервис
Проволока сварочная (ГОСТ 2246-70)
Проволока сварочная из сталей с низким содержанием углерода Св-08, Св-08А и легированных Св-08ГС, Св-08Г2С.
По виду поверхности проволока производится неомедненой и омедненой. Медное покрытие — 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и других загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметру.
Химический состав сварочной проволоки, % (ГОСТ 2246-70)
Марка сталиСв08Св08АСв08Г2СP0,100,100,03Mn0,35-0,600,35-0,601,80-2,10Si max0,030,030,7-0,95P max0,040,030,03S max0,040,030,025Cr max0,150,120,20Ni max0,300,250,25Cu max0,250,250,20
Назначение
Св-08, Св-08А, Св-08АА— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-285 МПа, изготовление электродов, предназначенных для сварки низкоуглеродистой и низколегированной стали.
Св-08Г1НМА— автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости Предназначена для однопроходной одно- или двусторонней сварки под флюсом сталей толщиной до 25 мм различного типа легирования и категорий прочности. (К55-К65)
Св-08Г2С— механизированная сварка в защитных газах конструкций ответственного и общего назначения.
Св-08ГА— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-08ГСНТ— предназначена для механизированной сварки в защитных газах, применяется в судостроении и химическом машиностроении.
Св-08ХМ— автоматическая сварка под флюсом нефтегазопроводных труб и металлоконструкций ответственного назначения из углеродистых и низколегированных сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-10Г2— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа.
Св-10ГА— автоматическая сварка под флюсом углеродистых и низколегированных сталей с пределом текучести 235-440 МПа Св-ЮГН — механизированная сварка под флюсом в судостроении и химическом машиностроении.
Св-10НМА— автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости металлоконструкций ответственного назначения. (конструкций мостов, опор, котлов, труб и трубопроводов работающих при высоких давлениях и температурах)
НизкоуглеродистаяЛегированнаяВысоколегированнаяСВ-08
СВ-08А
СВ-08АА
СВ-08ГА
СВ-ЮГА
СВ-10Г2СВ-08ГС
СВ-12ГС
СВ-08Г2С
СВ-ЮГН
СВ-08ГСМТ
СВ-15ГСТЮЦА
СВ-20ГСТЮА
СВ-18ХГС
СВ-ЮНМА
СВ-08МХ
СВ-08ХМ
СВ-18ХМА
СВ-08ХНМ
СВ-08ХМФА
СВ-10ХМФТ
СВ-08ХГ2С
СВ-08ХГСМА
СВ-10ХГ2СМА
СВ-08ХГСМФА
СВ-04Х2МА
СВ-13Х2МФТ
СВ-08Х3Г2СМ
СВ-08ХМНФБА
СВ-08ХН2М
СВ-10ХН2ГМТ
СВ-08ХН2ГМТА
СВ-08ХН2ГМЮ
СВ-08ХН2Г2СМЮ
СВ-06Н3
СВ-10Х5МСВ-12Х11НМФ
СВ-10Х11НВМФ
СВ-12Х13
СВ-20Х13
СВ-06Х14
СВ-08Х14ГНТ
СВ-10Х17Т
СВ-13Х25Т
СВ-01Х19Н9
СВ-04Х19Н9
СВ-08Х16Н8М2
СВ-08Х18Н8Г2Б
СВ-07Х18Н9ТЮ
СВ-06Х19Н9Т
СВ-04Х19Н9С2
СВ-08Х19Н9Ф2С2
СВ-05Х19Н9ФЗС2
СВ-07Х19Н10Б
СВ-08Х19Н10Г2Б
СВ-06Х19Н10М3Т
СВ-08Х19Н10М3Б
СВ-04Х19Н11М3
СВ-05Х20Н9ФБС
СВ-06Х20Н11М3ТБ
СВ-10Х20Н15
СВ-07Х25Н12Г2Т
СВ-06Х25Н12ТЮ
СВ-07Х25Н13
СВ-08Х25Н13БТЮ
СВ-13Х25Н18
СВ-08Х20Н9Г7Т
СВ-08Х21Н10Г6
СВ-30Х25Н16Г7
СВ-10Х16Н25АМ6
СВ-09Х16Н25М6АФ
СВ-01Х23Н28М3Д3Т
СВ-30Х15Н35В3Б3Т
СВ-08Н50
СВ-05Х15Н60М15
RussianGost | Официальная нормативная библиотека — ГОСТ 8213-75
Товар содержится в следующих классификаторах:
Конструкция (макс.) » Стандарты » Прочие государственные стандарты, применяемые в строительстве » 25 Машиностроение »
Правила сварки » Сварочные работы »
Правила сварки » Сварочные материалы »
Правила сварки » Сварочное оборудование »
Правила сварки » Документация »
Правила сварки » Неразрушающий контроль »
Правила сварки » Сварочные работы » Автоматическая сварка »
Правила сварки » Сварочные работы » Наплавка »
Правила сварки » Сварочные материалы » Флюсы »
Правила сварки » Сварочные материалы » Газы »
ПромЭксперт » РАЗДЕЛ I.ТЕХНИЧЕСКИЙ РЕГЛАМЕНТ » V Тестирование и контроль » 4 Тестирование и контроль продукции » 4.13 Испытания и контроль продукции машиностроения » 4.13.2 Машины и оборудование специального назначения » 4.13.2.12 Оборудование для производства электротехнических изделий и материалов и электрофизической обработки материалов »
Классификатор ISO » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.30 Сварочное оборудование »
Национальные стандарты » 25 МАШИНОСТРОЕНИЕ » 25.160 Сварка, пайка твердым припоем » 25.160.30 Сварочное оборудование »
Национальные стандарты для сомов » Последнее издание » E Энергетика и электрооборудование » E7 Электрооборудование и арматура » Е73 Электросварочные аппараты »
В качестве замены:
ГОСТ 8213-69 — Автоматический одноэлектродный тракторный тип для дуговой сварки плавящимся электродом
.Ссылки на документы:
ГОСТ 10434-82 — Соединения контактные электрические.Классификация. Общие технические требования
ГОСТ 12.1.003-83 — Шум. Общие требования безопасности
ГОСТ 12.1.004-91 — Пожарная безопасность. Общие требования
ГОСТ 12.1.023-80 — Шум. Методы определения значений шумовых характеристик стационарных машин
ГОСТ 12.1.026-80 — Система стандартов безопасности труда. Шум. Определение шумовых характеристик источников шума в свободном поле над отражающей плоскостью. Инженерный метод
ГОСТ 12.1.028-80: Система стандартов безопасности труда
ГОСТ 12.2.007.8-75 — Аппараты для электросварки и плазменной обработки
.ГОСТ 12.3.003-86 — Система стандартов безопасности труда Электросварочные работы. Требования безопасности
ГОСТ 12.4.035-78 — Маски защитные лицевые
.ГОСТ 12971-67 — Пластины прямоугольные для машин и устройств. Размеры
ГОСТ 14192-77 — Маркировка грузов
.ГОСТ 14254-80 — Изделия электротехнические.Корпуса. Степени защиты. Обозначения. Методы испытаний
ГОСТ 15150-69 — Машины, инструменты и другие промышленные изделия. Доработки для разных климатических регионов. Категории, условия эксплуатации, хранения и транспортировки по влиянию климатических факторов окружающей среды
ГОСТ 15543-70 — Изделия электротехнические. Применения для разных климатических регионов. Общие технические требования по влиянию климатических факторов окружающей среды
ГОСТ 15963-79 — Электротехнические изделия тропического применения.Общие технические требования и методы испытаний
ГОСТ 16842-82 — Помехи промышленные радиопомехи. Методы испытаний источников радиопомех
ГОСТ 16962-71 — Оборудование электронное и электрическое. Механическое и климатическое воздействие. Требования и методы испытаний
ГОСТ 17494-87 — Машины электрические вращающиеся. Классификация степеней защиты корпусов вращающихся машин
ГОСТ 17516-72 — Изделия электротехнические. Условия эксплуатации по влиянию механических факторов окружающей среды
ГОСТ 18620-86 — Изделия электротехнические
.ГОСТ 2.601-68: Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 2246-70 — Проволока стальная сварочная. Технические характеристики
ГОСТ 23216-78 — Изделия электротехнические. Хранение, транспортировка, временная защита от коррозии и упаковка. Общие требования и методы испытаний
ГОСТ 25445-82 — Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 27.410-87 — Надежность промышленной продукции. Методы контроля показателей надежности и планы контрольных испытаний на надежность
ГОСТ 2933-83 — Аппараты электрические низковольтные.Методы испытаний
ГОСТ 403-73 — Аппаратура электрическая на напряжение до 1000 В. Пределы превышения температуры деталей приборов
.ГОСТ 8050-85 — Углекислый газ,
.ГОСТ 8865-87 — Изделия электротехнические. Классы жаростойкости электроизоляции
ГОСТ 9087-81 — Флюсы плавленые сварочные
.Ссылка на документ:
ГОСТ 13821-77 — Выпрямители однооператорные с падающими внешними характеристиками для дуговой сварки. Общие технические условия
ГОСТ 7012-77 — Трансформаторы однофазные однофазные для автоматической сварки под флюсом.Общие технические условия
ОСТ 36-60-81 — Сварка при монтаже металлических строительных конструкций. Основные положения.
Р 50-605-89-94 — Энергосбережение. Порядок установления показателей энергопотребления и энергосбережения в продукции и технологической документации
Клиенты, которые просматривали этот товар, также просматривали:
|
ВАШ ЗАКАЗ ПРОСТО!
RussianGost.com — ведущая компания в отрасли со строгими стандартами контроля качества, и наша приверженность точности, надежности и точности — одна из причин, по которым некоторые из крупнейших мировых компаний доверяют нам разработку своей национальной нормативно-правовой базы и перевод критически важных документов, сложная и конфиденциальная информация.
Наша нишевая специализация — локализация национальных нормативных баз данных, включающих: технические нормы, стандарты и правила; государственные законы, кодексы и постановления; а также кодексы, требования и инструкции агентств РФ.
У нас есть база данных, содержащая более 220 000 нормативных документов на английском и других языках для следующих 12 стран: Армения, Азербайджан, Беларусь, Казахстан, Кыргызстан, Молдова, Монголия, Россия, Таджикистан, Туркменистан, Украина и Узбекистан.
Размещение заказа
Выберите выбранный вами документ, перейдите на «страницу оформления заказа» и выберите желаемую форму оплаты. Мы принимаем все основные кредитные карты и банковские переводы. Мы также принимаем PayPal и Google Checkout для вашего удобства. Пожалуйста, свяжитесь с нами для любых дополнительных договоренностей (договорные соглашения, заказ на поставку и т. Д.).
После размещения заказа он будет проверен и обработан в течение нескольких часов, но в редких случаях — максимум 24 часа.
Документ / веб-ссылка для товаров на складе будет отправлена вам по электронной почте, чтобы вы могли загрузить и сохранить ее для своих записей.
Если товары отсутствуют на складе (поставка сторонних поставщиков), вы будете уведомлены о том, для каких товаров потребуется дополнительное время. Обычно мы поставляем такие товары менее чем за три дня.
Как только заказ будет размещен, вы получите квитанцию / счет, который можно будет заполнить для отчетности и бухгалтерского учета. Эту квитанцию можно легко сохранить и распечатать для ваших записей.
Гарантия лучшего качества и подлинности вашего заказа
Ваш заказ предоставляется в электронном формате (обычно это Adobe Acrobat или MS Word).
Мы всегда гарантируем лучшее качество всей нашей продукции. Если по какой-либо причине вы не удовлетворены, мы можем провести совершенно БЕСПЛАТНУЮ ревизию и редактирование приобретенных вами продуктов. Кроме того, мы предоставляем БЕСПЛАТНЫЕ обновления нормативных требований, если, например, документ имеет более новую версию на дату покупки.
Гарантируем подлинность. Каждый документ на английском языке сверяется с оригинальной и официальной версией. Мы используем только официальные нормативные источники, чтобы убедиться, что у вас самая последняя версия документа, причем все из надежных официальных источников.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Комплект для открывания двойных ворот Ghost Controls
GHOST CONTROLS ® Автоматические системы открывания ворот TDS2 — идеальное решение для двойных ворот сельскохозяйственного или трубчатого типа, используемых для доступа к вашей собственности.Эти инновационные системы открывания ворот были разработаны как превосходное решение для домовладельцев и владельцев недвижимости, желающих автоматизировать свои трубчатые или сельскохозяйственные ворота, при этом будучи самой простой в установке системой. ТРЕБУЕТСЯ АККУМУЛЯТОР НА 12 В, НЕ входит в комплект.
Характеристики:
- Первая рука оператора с тросом 6 футов и вторая рука оператора с тросом 30 футов.
- Монтажное оборудование, оптимизированное для установки ворот трубчатого типа на обоих воротах.
- Блок управления системой с легким доступом и запиранием.
- Возможность использования аккумулятора автомобильного типа (не входит в комплект) или дополнительного комплекта батарейного отсека ABBT (не входит в комплект), что обеспечивает оптимальную производительность в установках на солнечной энергии.
- Возможность подзарядки батарей от источника питания переменного тока в пределах 1000 футов от блока управления с помощью входящего в комплект восстанавливаемого трансформатора или от дополнительной солнечной панели AXDP Premium 10 Вт (не входит в комплект) , если питание переменного тока недоступно.
- Объемы и характеристики, специально разработанные для легкого открывания и закрывания почти всех имеющихся в продаже трубчатых ворот длиной до 20 футов включительно.
- Система сертифицирована в соответствии с 7-м изданием стандарта UL325 (действует с 1 августа 2018 г.).
ИЗМЕНЕНИЯ ДОСТАВКИ: В связи с новыми правилами налогообложения продаж в штате Колорадо, вступившими в силу с 1 июня 2019 г., покупки, сделанные в Интернете через JAX Mercantile для клиентов в штате Колорадо, смогут быть отправлены только по адресам в пределах текущего налога JAX. юрисдикции в Форт-Коллинз, Лавленд, Лафайет и Брумфилд.Клиенты в штате Колорадо, у которых нет адресов доставки в этих почтовых индексах, могут по-прежнему выбрать вариант самовывоза в любом магазине JAX при совершении покупки на веб-сайте JAX. Узнайте больше на нашей странице доставки и возврата.
|
Сварочные сертификаты: Сварочная проволока
Основные виды сварочной проволоки — сплошная, порошковая, активированная. Проволока сварочная сплошного сечения
Проволока сварочная GMAW применяется для полуавтоматической и автоматической сварки, а также для изготовления электродов и присадочных стержней.
Химический состав и диаметр проволоки для сварки сталей регламентирует ГОСТ 2246-70.Проволока сварочная изготавливается по ГОСТ 10543-75, проволока из меди и сплавов — по ГОСТ 16130-72, проволока и алюминиевые сплавы — по ГОСТ 7871-75. Самым распространенным является стальная проволока. Выпускаются она следующих диаметров (мм): 0,3, 0,5, 0,8, 1,0, 1,2, 1,4, 1,6, 2,0, 2,5, 3,0, 4, 0, 5,0, 6,0, 8,0, 10,0, 12,0.
Сварочная проволока обозначается следующим образом (см. Рисунок ниже).
| Обозначение провода |
- Диаметр.
- Марка провода:
- назначение (Ст — Сварка, Н — наплавка).
- — содержание углерода в сотых долях процента. Например, Св08 — проволока содержит 0,08% углерода;
- может указывать содержание легирующих элементов, обозначенных следующими буквами: X — хром, H — Ni, C — Si, M — Mo, T — марганец, T — Ti: F — ванадий, D — медь, C — Zr, W — алюминий. В букве, обозначающей легирующий элемент, следует число, обозначающее его содержание в процентах.Если легирующий элемент содержится в количестве около 1%, номер не присваивается. Например, Св08х31Н5Т трактуется следующим образом: проволока сварочная, содержание углерода 0,08%, хрома 21%, никеля 5%, титана 1%;
- может свидетельствовать о повышенных требованиях к чистоте проволоки от вредных примесей — серы и фосфора. Они обозначены буквами бренда A и AA. Например, в проволоке Св08 допускается до 0,04% серы и фосфора, для CB08A — до 0,03% примесей, для CB08A — до 0.02%.
Проволока может поставляться в бухтах, на катушках или в специальной упаковке, например, Marathon Pac компании ESAB.
Порошковая сварочная проволока
Порошковая сварочная проволока — это трубчатая проволока, заполненная порошковым наполнителем. Отношение массы порошка к массе металлической оболочки составляет от 15 до 40%. Конструкция порошковой проволоки может быть разной — трубка простая, с различными изгибами оболочки, двухслойная (см. Рисунок).
| структуры порошковой проволоки |
- рутилово-органические,
- карбонатно-флюоритный,
- флюорит,
- рутил и
- рутил-флюорит.
При сварке проволокой рутилово-органический тип металла шва по химическому составу аналогичен полууспокойной низкоуглеродистой стали. При высоком значении силы тока сварочная ванна поглощает газы, которые приводят к пористости. В связи с этим сила тока ограничена, что снижает производительность сварки. Типичным представителем проволоки рутилового типа может служить сварочная проволока марки ПП-Ач2.
Проволока карбонатно-флюоритовая типа рекомендуется для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей.В этом случае механические свойства сварного шва выше, чем у рутилоорганической проволоки. Сварные соединения более гибкие и лучше работают при низких температурах. Представителями этого типа являются сварочная проволока ПП-АН11, АН17-ПП.
Проволока флюоритовая по типу характеристик занимают промежуточное положение между проволоками рутилово-органического и карбонатно-флюоритового типа, например, сварочная проволока ПП-2ДСК.
Использование порошковой проволоки для сварки в диоксиде углерода позволяет значительно улучшить технологические параметры процесса сварки и механические свойства сварного шва по сравнению со сплошной проволокой.Уменьшается образование и улучшается внешний вид сварных брызг, повышаются механические свойства сварных соединений. Для сварки в углекислом газе использовали проволоку рутиловую и рутил-флюоритовую типа. Проволоки рутилового типа (ПП-АН8, ПП-АН10) предназначены для сварки широкого спектра конструкций из низкоуглеродистой и низколегированной стали. Проволока рутилово-флюоритового типа (ПП-АХ5, ПП-АН9, АН20-ПП) обеспечивает высокую ударную вязкость и рекомендуется для сварки конструкций из легированной стали, работающих в сложных климатических условиях при динамических нагрузках.
Сварочная проволока специального назначения применяется для сварки с положительным формованием, под водой, для сварки чугуна и т. Д.
Помимо фирменной порошковой проволоки также имеется обозначение, содержащее четыре группы буквенно-цифровых индексов:
- Назначение: PG — для сварки в среде защитных газов, PS — самозащищающийся.
- Прочность наплавленного металла в МПа. Дополнительная буква B или A означает сварку чугуна или нержавеющей стали.- только вертикальный; T — все положения, включая корпус вращения.
- Температура перехода к хрупкому разрушению: 0 — 20 ° C, 1 — 0 ° C, 2 — минус 20 ° C, 3 — минус 30 ° C, 4 — минус 40 ° C, 5 — минус 50 ° C, 6 — минус 60 ° C. Буква D — Требования не регламентированы.
Активированная сварочная проволока, как и порошок, состоит из порошкообразных добавок.Однако их количество значительно ниже и составляет 5-7% от общего веса проволоки. Небольшое количество порошковых добавок позволяет активировать их в прессе в сплошной проволоке в виде тонких фитилей по специальной технологии. Наиболее широко применяется проволока для введения активирующей добавки в центральный канал.
Активированная проволока предназначена в первую очередь для сварки в диоксиде углерода и его смесях, поэтому в качестве металлической основы, как правило, используется проволока Св08Г2С.
В качестве активирующих добавок использованы легкоионизируемые соли щелочных и щелочноземельных металлов: Cs 2 CO 3, K 2 CO 3, Na 2 C0 3, Vaso 3, а также шлакообразующие компоненты: TiO 2, SiO 2. , MgO, CaF 2.
Введение солей щелочных и щелочноземельных металлов снижает полезную мощность дуги и повышает стабильность ее горения. Особенно заметно снижение потенциала ионизации в периферийных, относительно холодных областях дуги.
Теплопроводность щелочных металлов в интервале 2500-4000 ° К на один-два порядка ниже, чем у углекислого газа, что значительно снижает отбор тепла в радиальном направлении, т.е. способствует расширению столба дуги. и активные точки вне капель.В свою очередь, это уменьшает электромагнитную силу, действующую на каплю металлического электрода, и уменьшает размер капли, то есть ее отделение от проволоки. Переход к передаче распыленного, уменьшенного разбрызгивания.
Наличие шлакообразующих компонентов за счет снижения поверхностного натяжения расплавленного металла, а также облегчает перенос распыленного металла, уменьшает разбрызгивание и улучшает образование соединения.
Существенным преимуществом активированной проволоки перед порошковой является возможность использования того же оборудования, что и для сварочной проволоки сплошного сечения.По механическим свойствам активированная проволока близка к проволоке сплошного сечения, допускает множественные перегибы в процессе, закрепляет шланги, подаваемые полуавтоматически, не сплющивая и не раздавливая на подающих роликах. Техника сварки отличается от традиционной сварки в углекислом газе.
См. Также:
Полуавтоматическая сварка
Сварка МИГ
Сварочные материалы:
Обзор автоматического открывателя воротGhost
Автоматический открыватель ворот Ghost — один из лидеров отрасли в производстве инновационных надежных автоматических открывателей ворот любого размера и назначения.Они известны своим дизайном, низковольтными моделями постоянного тока, оптимизированными для солнечной энергии открывателями и аксессуарами, связанными с открывателями ворот. Если вы не знаете, какую модель купить, мы надеемся, что наш обзор поможет вам избавиться от недоразумений. Итак, начнем.
Обзор автоматического открывателя ворот Ghost
Элементы управления Ghost имеют множество моделей, различающихся размерами и конфигурацией функций. Лучше пройтись по всем моделям, прежде чем выбирать какую-либо из них. В дополнение к этому сравните выбранную модель с вашими собственными потребностями, чтобы получить удовольствие от покупки.
1. Обзор DS1UXP Ghost Control
Призрачный контроль DS1uXP- Бесшумный и быстрый монтаж на стойке Самостоятельно (DIY) Набор открывателей для декоративных распашных ворот
- Оптимизирован для декоративных ворот и идеально подходит для установки на любые распашные ворота длиной до 20 футов, включая …
- Требуется аккумулятор 12 В (не входит в комплект).Аккумулятор заряжается от прилагаемой солнечной панели. Все необходимое оборудование для установки …
Один из самых эстетичных комплектов открывателя для распашных ворот. Это модель, сделанная своими руками, с тихим и быстрым креплением на столб. Вы можете подумать о покупке этой модели, если длина ваших распашных ворот достигает 20 футов. Убедитесь, что у вас есть сетчатые, трубчатые ворота или ворота в стиле плантации, поскольку они не предназначены для ворот из массивных панелей.
Устройство поставляется со всем, от аккумуляторов до крепежных инструментов.Вы можете установить его в мгновение ока, нашей команде потребовалось около 15-20 минут, чтобы собрать все это. Во время тестирования мы были впечатлены его безупречной скоростью. Замок, дистанционный датчик автомобиля и сам контроллер ворот успешно прошли наши строгие испытания.
В целом, это удивительный продукт, о котором вы определенно можете подумать о покупке, если ваши требования к воротам соответствуют их спецификациям. Наконец, продукт также имеет ограниченную пожизненную гарантию на двигатель и редуктор в сборе.
Вещи, которые нам нравятся
- Прочные
- Работает как от сети переменного тока, так и от солнечной батареи.
- Комплект для сборки и поставляется с DVD.
Вещи, которые нам не нравятся
- Трудно установить, если вы не занимаетесь механикой
2. Обзор Ghost Control TSS1XP
Призрачный контроль TSS1XP- Самостоятельное открывание распашных ворот на солнечных батареях — с нашими открывателями для ворот на солнечных батареях никогда не было проще отключиться от сети.Солнечная энергия …
- Превосходный радиус действия — Откройте ворота нажатием кнопки на расстоянии до 1000 футов
- Простая установка — Кронштейны для трубных ворот включены в комплект, что упрощает установку в отрасли
Это еще один набор для открывания ворот своими руками от ведущего мирового производителя. Он предназначен для одинарных автомобильных распашных ворот высотой до 20 футов. Вы можете закрепить его на любых распашных воротах, например, на трубчатых, декоративных, декоративных, звеньевых или плантационных воротах.
Лучше всего будет комплект DIY. В комплект входит кабель питания от солнечной батареи, приспособления, фурнитура и все остальные необходимые крепежи. При его установке не требуются высоковольтные соединения или сварочное оборудование. Изделие поставляется в полном комплекте для удобства и простоты установки. Панель управления легко запрограммировать, но вам может потребоваться некоторое время, если вы не очень разбираетесь в технологиях. Тем не менее, у них есть отличная служба поддержки, которая поможет вам с любой установкой или после использования.
На изделие предоставляется пожизненная гарантия на двигатель и редуктор в сборе. Он также имеет 18-месячную гарантию на остальные детали, которая может быть продлена до 24 месяцев при онлайн-регистрации.
Вещи, которые нам нравятся
- Прочные
- Поставляется с солнечной батареей
- Комплект для сборки и поставляется с DVD
3. Ghost Control Обзор DTP1XP
Призрачный контроль DTP1XP- Бесшумная и быстрая установка на столб «Сделай сам» Набор открывателей для декоративных распашных ворот
- Оптимизирован для декоративных ворот и идеально подходит для установки на любые распашные ворота весом до 900 фунтов.или 20 футов в длину …
- Все необходимое монтажное оборудование и крепеж входят в комплект. Легко устанавливается с помощью общедоступных инструментов. № …
Это автоматическое устройство открывания ворот Ghost Control для автомобильных распашных ворот, предназначенное для использования в жилых или сельскохозяйственных помещениях. Лучше всего то, что он никогда не ударяет по животным или людям, чтобы предотвратить травмы. Открытие / закрытие происходит плавно и быстро во всех отношениях. Это хорошее приспособление, чтобы открыть ворота, не выходя из машины.Кроме того, он готов к установке, лучше ознакомьтесь с руководством по эксплуатации перед его установкой.
Эта модель имеет все функции, такие как режим вечеринки, 1 ключ, безопасный режим вечеринки, режим отпуска и безопасный режим. Таким образом, вы можете держать двери запертыми, когда в отпуске, или открытыми, когда у вас дома вечеринка. Что еще нам нравится, так это то, что открыватели ворот и аксессуары имеют низкое напряжение и оптимизированы для солнечной энергии, поэтому вам не нужен источник питания переменного тока.
Купите эту передовую технологию, обеспечивающую безопасность, надежность, удобство и душевное спокойствие для вашей семьи, когда вы находитесь вдали или дома.
Вещи, которые нам нравятся
- Надежно и надежно
- Поставляется с солнечной батареей
- Быстрее и тише
Вещи, которые нам не нравятся
- Не совместим с Viking Systems
4. Обзор TDS2 «Контроль призраков»
Распродажа Призрачный контроль TDS2- Бесшумный и быстрый комплект открывателя для ворот поворотного типа «Сделай сам» (DIY).
- Пожизненная гарантия на двигатель и редуктор в сборе.Гарантия 18 месяцев на оставшиеся детали, может быть увеличена до 24 месяцев, если …
- Требуется аккумулятор 12 В (не входит в комплект), оптимизация солнечной энергии с помощью дополнительной солнечной панели AXDP. Оптимизирован для трубных ворот и …
Ghost Control — еще одно удивительное устройство низкого напряжения и солнечной энергии, оптимизированное для домов, где нет доступа к источнику питания рядом с воротами. Они требуют минимального обслуживания и опыта установки, так как представляют собой комплект для самостоятельной сборки. Таким образом, мы производим лучшие автоматические открыватели ворот для жилых и сельскохозяйственных рынков.
Кроме того, они запатентовали индивидуальные решения для создания более безопасной и безопасной среды. От точного, медленно закрывающегося шума мотора в нем есть все, чтобы облегчить вашу жизнь. Нам нравится его не требующая обслуживания коробка передач и конструкция двигателя, обеспечивающая плавную и бесшумную работу. Мы проверили качество его двигателя и были впечатлены прочной прочной конструкцией.
Вы получаете этот продукт вместе с необходимыми аксессуарами, такими как 5-кнопочный пульт премиум-класса, беспроводная клавиатура, передатчик, солнечная панель и комплект батарейного отсека.
Вещи, которые нам нравятся
- Надежно и надежно
- Поставляется со всеми принадлежностями
- Более высокая скорость и бесшумная работа
Основные характеристики автоматических открывателей ворот Ghost
Автомат для открывания воротGhost — это инновация в отрасли. Они используют технологии мирового класса, чтобы помочь вам найти самый удобный способ открывать ворота каждый раз, когда вы подходите к дому. Их команда инженеров имеет многолетний опыт создания первоклассных открывателей для ворот и принадлежностей к ним.Они производят высокотехнологичные, запатентованные передовые продукты, которые никогда не использовались ни одним из производителей. В дополнение к этому, они надежны, быстры, доступны по цене и имеют гарантию на редукторные двигатели, чтобы удовлетворить вас во всех отношениях. Лучшие характеристики, которые у них есть, следующие:
1. Конструкция рычага привода ворот
С самого начала акцент делается на рычаге открывания ворот, так как клиенты, открывая или закрывая ворота, должны это сразу оценить. Они соответствуют механической конструкции коробки передач в руке оператора.Запатентованная коробка передач этих приводов работает тихо и плавно, обеспечивая высокую производительность. Они также предлагают ограниченную пожизненную гарантию на свои коробки передач.
Кроме того, открытое переднее крепление изготовлено из прочного алюминия, поэтому вам не придется беспокоиться о том, что его часть может подвергнуться коррозии при погодных колебаниях. Заднее крепление также изготовлено из прочной стали для поддержки высокого крутящего момента, а погодоустойчивый корпус защищает его от непогоды. Если вам интересно, вы можете взглянуть на наш лучший список автоматических открывателей ворот.
2. Солнечные системы
Solor power — это экологически ответственный выбор владельцев, чтобы не подключаться к местной электросети. В некоторых местах точка питания переменного тока находится за пределами 1000 футов от устройства открывания ворот. Таким образом, клиентам не нужно тратить деньги, время и труд на поездки на большие расстояния и, таким образом, отказываться от идеи покупательной способности открывать ворота. Но с призраком некоторые модели используют солнечную энергию и, следовательно, не нуждаются в источнике энергии. Кроме того, солнечная энергия добавляет гибкости для установки системы открывания ворот в любом месте работы, независимо от типа источника переменного тока или инфраструктуры.
3. Сертификат безопасности
Сертификат безопасности UL325 предоставляется всем моделям автоматических открывателей ворот. Эта сертификация предполагает, что все открыватели ворот безопасны и надежны в использовании. Они никогда не отскакивают, не заклинивают и не причиняют случайного повреждения автомобилю, транспортным средствам или людям.
4. Ограниченная гарантия
Гарантия на изделие ограничена и различается на разные части открывателя ворот. Регистрация продукта должна производиться для любых претензий по ограниченной гарантии.Вы должны выполнить регистрацию в течение 30 дней с момента покупки, чтобы продлить базовый гарантийный период на шесть месяцев. Срок ограниченной гарантии распространяется на дефекты материалов и изготовления.
Ограниченная гарантия действует только с даты первоначальной покупки. Гарантия имеет следующие условия:
Двигатели и редуктор : Срок службы
Все остальные компоненты комплекта: Серия T = 18 месяцев, серия D = 18 месяцев, серия Ghost Pro H = 30 месяцев
Принадлежности: 12 месяцев
Аккумуляторы : 12 месяцев
5.Скорость
Скорость открывания ворот-призраков снова потрясающая. Другим устройствам для открывания ворот требуется около 50-80 секунд, чтобы полностью открыть дверь. Но с этим ворота открываются за 15 секунд на 90 градусов. Однако скорость может варьироваться в зависимости от модели, но она минимальна.
6. Режим вечеринки
Это еще одна удивительная запатентованная функция для всех автоматов открывания ворот с контролем призраков. При этом вы можете открыть ворота и держать их в открытом положении сколько угодно долго, даже если автоматическое закрытие включено.Это позволяет вашей семье и друзьям входить или выходить за дверь без кода ворот или пульта дистанционного управления. Эта функция очень удобна во время вечеринок дома.
7. Safe Force
Safe Force — еще одна запатентованная функция, которая есть у всех открывателей ворот Ghost Control. Они автоматически ограничивают силу, которую система автоматического открывания будет оказывать на край движущихся ворот. Эта интеллектуальная функция не только позволяет открывателю предотвращать травмы людей или животных, но также дает простой и лучший контроль над воротами.
8. Гарантии
Эти открыватели ворот также имеют дополнительные встроенные защитные устройства как часть установки, чтобы соответствовать стандарту безопасности Underwriters Laboratory. Эти гарантии защищают от попадания в ловушку. Они очень похожи на ремни безопасности и подушки безопасности для безопасности ворот.
9. Код Призрака
КодGhost — еще одна удивительная технология безопасности в Ghost Controls, автоматическом контроллере ворот. Эта патентованная схема программного обеспечения действительна только для одинарных и двойных контроллеров автоматических ворот.Таким образом, они позволяют только удаленным передатчикам, клавиатурам и датчикам автомобиля активировать системы ворот. Эти системы имеют более 4 миллионов возможных комбинационных кодов, чтобы защитить систему от хакеров. Они также разработаны для простоты использования и безопасности.
После активации удаленного передатчика код призрака позволяет легко добавить любое количество передатчиков или клавиатур к системе одним нажатием кнопки.
10. Режим отпуска
Это еще одна замечательная функция, которая позволяет вам отправиться в отпуск, не беспокоясь о том, что кто-то войдет в вашу собственность с передатчиком, который вы никогда не вернули, или с кодом клавиатуры, о котором вы забыли.Режим отпуска можно включить в любое время с помощью элемента управления Ghost. Таким образом вы сможете избежать нежелательного проникновения, когда вы находитесь вдали от дома или собственности в течение длительного периода времени. При активации в системе открывания контроллер подтвердит это звуковым сигналом. Это хорошо для удаленных мест, чтобы предотвратить нежелательный доступ к любому злоумышленнику, грабителю или даже семье или друзьям.
Часто задаваемые вопросы
1. Требуется ли прибору для борьбы с привидениями аккумулятор?Да, аккумулятор 12 В требуется всегда.Как и все автоматические открыватели ворот Ghost control, работают от батареек.
2. Могу ли я использовать их на твердых воротах?Нет, мы не рекомендуем использовать их на сплошных воротах. Поскольку эти ворота могут быть захвачены ветром и, таким образом, оказывают исключительно большое усилие на систему управления.
3. Каков гарантийный срок?На всю продукцию Ghost Control действует ограниченная пожизненная гарантия на мотор-редуктор, а гарантия на другие детали отличается в зависимости от модели.
4.Сколько удаленных передатчиков я могу добавить в систему?Нет ограничений на количество передатчиков, которые вы можете добавить в систему. Вы можете добавить любое количество удаленных передатчиков в любой комбинации.
5. Могу ли я иметь клавиатуру для гостей внутри и снаружи ворот?Да, вы можете это сделать. Популярно решать вопрос с автозакрытием.
6. Могу ли я использовать колесо в качестве опоры для ворот?Нет, колесо добавить нельзя. Ваши ворота должны свободно качаться и выровняться во всем диапазоне движения.
Последний разговор
Ghost Control — ведущий производитель автоматических открывателей ворот. Его продукция нравится всем и каждому. Они производят различные открыватели ворот, чтобы удовлетворить потребности и нужды каждого. В нашем обзоре автоматического открывания ворот Ghost Control были рассмотрены все премиальные и высокопроизводительные модели, чтобы дать вам представление о том, как это работает на самом деле. Предпочитайте наш обзор, чтобы получить представление о том, как выбрать лучший вариант, соответствующий вашим потребностям.
О заводе | ООО «МЗ-Дона»
Наша компания специализируется на производстве сварочной проволоки для полуавтоматических сварочных конструкций и комплектующих в среде защитного газа (ГОСТ 2246-70 и EN ISO 14341), для изготовления электродов (ГОСТ 2246-70), а также проволоки промышленного качества в в отожженном и неотожженном состоянии (ГОСТ 3282-74).
В состав завода стальной проволоки «Дон» входят три цеха: алмазный цех, сварочный проволочный и медный цех намотки сварочной проволоки рядной ленты
Мастерская рисования.
Состоит из среднего рисунка, мелкого рисунка и тепловой области.
СРЕДНЯЯ ШКОЛА Чертеж производят в виде готовой продукции и подготовки для последующего рисования до тонких размеров.
Продукция и заготовки изготавливаются в тяжелых мотках массой до 1000 кг ~ и в небольших пачках массой до 100 кг.
Максимальная мощность средневыводящего участка до 2,5 тыс. Тонн в месяц.
Термический край состоит из электрических колокольных печей. Отжиг может происходить в защитной атмосфере (азотная среда) или без азотно-сажистого окислительного отжига.
Сюжет тонко начертан.
Размеры выпускаемой проволоки 0,55-2,0 мм. Проволока выпускается в небольших мотках массой до 80 кг и в тяжелых мотках массой до 800 кг, а также протяжка заготовки под меднение и рядная намотка на металлические мотки массой до 900 кг.
Оборудование позволяет производить ТМ08Г2С как с обычным состоянием поверхности (количество смазки до 200 г / т), так и с механически полированной поверхностью (количество смазки до 100 г / т).
Магазин медь.
Цех меднения состоит из линий химического омеднения сварочной проволокой №08А2С. Диапазон размеров -0,8-2,0 мм. Перемотка осуществляется небольшими пачками массой 20-80 кг, а также производится путем наматывания металлических мотков массой до 900 кг для дальнейшей передачи к краям цеховой намотки.
Строительные линии медь позволяют наносить на поверхность специальные покрытия и получать так называемую проволоку с химически полированной поверхностью.
Проволока сварочная рядная намоточная.
Состоит из двух секций: рядка обмотки и каркаса проволоки.