Термитная сварка рельсов трамвайного пути методом промежуточного литья
Основные методы сварки рельс
Прежде чем приступить к подробному описанию технологического процесса термитной сварки рельсов трамвайного пути, целесообразно рассмотреть специфику данного вида работ и применяемых для его выполнения способов. Характерными особенностями рельсовых трамвайных путей выступают:
- изготовление из очень прочного материала – высокоуглеродистой стали, одним из свойств которой является плохая свариваемость;
- высокие требования к точности геометрических размеров конечного продукта, так как любые отклонения резко увеличивают вероятность аварии;
- большая протяженность путей, результатом которой становится необходимость быстрого перемещения в процессе работы.
Следствием перечисленных особенностей рельсовых трамвайных путей становятся следующие требования к исполнителю работ по их монтажу:
- специализированное профессиональное оборудование;
- качественные комплектующие и расходные материалы;
-
жесткая система мер по контролю над качеством сварных швов и работы в целом.


Электроконтактная сварка
Технология широко применяется в различных сферах деятельности для соединения однотипных деталей. Применительно к монтажу рельсовых трамвайных путей принцип действия электроконтактной сварки выглядит следующим образом:
- сначала стыки рельсов сильно нагреваются под воздействием электрической дуги;
- результатом становится расплавление металла;
- затем происходит стыковка отдельных элементов с образованием в месте соединения однородной массы
Производство работ происходит с применением мобильных машинных комплексов, выполняющих сварку в автоматическом режиме и передвигающихся по смонтированному участку пути. На подготовительном этапе рельсы укладываются в непосредственной близости от предполагаемого места размещения.
Основные достоинства технологии электроконтактной сварки трамвайного пути – универсальность, отменная производительность, серьезный уровень автоматизации рабочего процесса. В числе недостатков – высокая стоимость профессионального оборудования и существенные эксплуатационные расходы. В первую очередь, они необходимы для комплектования рельсосварочной станции дорогостоящими контактными головками разного типа в зависимости от требуемого режима сварки.
В числе недостатков – высокая стоимость профессионального оборудования и существенные эксплуатационные расходы. В первую очередь, они необходимы для комплектования рельсосварочной станции дорогостоящими контактными головками разного типа в зависимости от требуемого режима сварки.
| Рис. 1. ПРСМ-6 – популярная модель автоматизированной установки для сварки электроконтактным методом |
Электродуговой метод
Электродуговая сварка бесконтактным способом, наряду с термитной, считается наиболее часто применяемой технологией монтажа трамвайных путей. Рабочий процесс ее практического использования выглядит следующим образом:
- рельсы укладываются в месте расположения трамвайного пути;
- между ними остается небольшой по размерам зазор;
-
концы рельсов соединяются между собой при помощи металла электродов, который расплавляется под действием электрической дуги.

Главное достоинство описываемого метода – отсутствие необходимости прилагать серьезные усилия при стыковке рельсов и доступная стоимость выполнения работ. Дополнительные и весьма немаловажные плюсы – возможность использования как стационарных, так и мобильных источников электроснабжения разной мощности.
| Рис. 2. Сварка рельсового пути электродуговым способом |
Наибольшее распространение получил так называемый ванный способ электродуговой сварки. В соответствии с его технологическим процессом, стык размещается в специальной герметичной емкости — ванне. Между рельсами остается зазор от 14 до 16 мм. Между торцами вертикально сверху помещается электрод. На него подается электрический ток, сила которого составляет около 350 А. В результате металл электрода расплавляется и равномерно распределяется внутри ванны, обеспечивая прочное надежное и долговечное соединение.
Газопрессовая сварка
В данном случае применяется совершенно иной принцип соединения стыков рельсов трамвайного пути. Он предполагает сварку отдельных элементов в единую конструкцию при намного более низких температурах, исключающих плавление металла, под воздействием высокого давления. На подготовительном этапе происходит максимально плотное прижатие стыков рельсов друг к другу, которое достигается при помощи специального рельсорезного станка.
Затем место соединения обрабатывается четыреххлористым углеродом или дихлорэтаном, незначительно нагревается с применением комбинированной горелки и сильно сжимается с использованием гидравлического пресса. Воздействие давления с усилием около 10-13 тонн сопровождается разогревом стыка примерно до 1 200 градусов.
Такая технология позволяет получить еще более однородное и прочное соединение рельсов, чем описанные выше способы. Как следствие, чаще всего газопрессовая сварка применяется для монтажа путей, эксплуатация которых предполагаем самые высокие нагрузки, то есть железнодорожных. Основным недостатком метода является высокая стоимость, необходимость в узкоспециализированном дорогостоящем оборудовании и сравнительно низкая производительность.
Как следствие, чаще всего газопрессовая сварка применяется для монтажа путей, эксплуатация которых предполагаем самые высокие нагрузки, то есть железнодорожных. Основным недостатком метода является высокая стоимость, необходимость в узкоспециализированном дорогостоящем оборудовании и сравнительно низкая производительность.
Термитная (алюмотермитная) сварка
Каждый из перечисленных выше методом сварки рельсового трамвайного пути не лишен каких-либо существенных недостатков. Наиболее сбалансированным и отвечающим современным требованиям к качеству, стоимости и скорости выполнения монтажных работ справедливо считается термитный способ (другие его часто применяемые наименования – алюмотермитный или метод промежуточного литья).
В его основе лежит реакция, происходящая при контакте алюминия и окиси железа, которые входят в состав специального порошка – термита. Результатом реакции становится образование восстановленного железа. Она сопровождается выделением большого количества тепла, что ведет к дальнейшему нагреву металла до температуры примерно 2 000 градусов.
| Рис. 3. Алюмотермитная сварка рельсового пути |
Технология была разработана достаточно давно – в середине XIX века. Ее постоянное совершенствование в сочетании с разработкой нового более эффективного и производительного оборудования, а также впечатляющим набором достоинств сделали термитную сварку самым востребованным на данный момент способом монтажа и ремонта рельсовых трамвайных путей.
Технологические особенности, сфера применения и преимущества термитной сварки методом промежуточного литья
В настоящее время применяются 4 базовых метода термитной сварки. Каждый из них имеет характерные особенности и собственную область практического использования. В указанную цифру входят следующие способы выполнения сварочных работ:
Каждый из них имеет характерные особенности и собственную область практического использования. В указанную цифру входят следующие способы выполнения сварочных работ:
- соединение встык. Наиболее трудоемкая и сложная для практического применения технология;
- способ промежуточного литья. Обладает комплексом достоинств, подробно описанных ниже;
- комбинированная сварка. Предусматривает совмещение характерных особенностей двух указанных выше методов, комбинируя и их недостатки;
- метод дуплекс. Отличительная особенность данного способа – дополнительная стадия технологического процесса, представляющая собой спрессовку заготовок после заливки сплава восстановленного железа.
| Рис. 4. Технологическая схема сварки методом промежуточного литья |
Самой популярной и часто применяемой разновидностью термитной сварки заслуженно считается способ промежуточного литья. В большинстве случаев именно он имеется в виду, если речь идет о рассматриваемой технологии. Основными причинами востребованности метода следует считать три фактора:
В большинстве случаев именно он имеется в виду, если речь идет о рассматриваемой технологии. Основными причинами востребованности метода следует считать три фактора:
- сравнительно простой рабочий процесс;
- длинный перечень достоинств, с лихвой компенсирующий небольшое количество недостатков;
- универсальность в сочетании с широкой сферой практического применения;
- наличие четких и детализированных стандартов, регламентирующих выполнение работ.
Для получения объективного и более глубокого представления об особенностях технологии, требуется подробно рассмотреть каждый из перечисленных факторов.
Схема технологического процесса
Традиционный метод термитной сварки рельсового пути способом промежуточного литья включает в себя следующие технологические этапы:
- над стыком двух рельсов устанавливается специальная конструкция в виде емкости;
-
внутрь ее помещается специальный порошок — термит, на 23% состоящий на крошки алюминия и на 77% — из оксида железа. Он имеет мелкодисперсную структуру с размерами гранул около 0,5 мм;
- непосредственно на стык монтируется герметичная заливочная форма, конфигурация которой совпадает с профилем рельс;
- металлическая емкость нагревается до 1 000 градусов при помощи разового воздействия специального воспламенителя, запускающего алюмотермитную реакцию;
- она протекает с выделением тепла, результатом чего становится дальнейший нагрев порошка до 2 000 градусов и перемещение получившегося расплава в заливочную форму;
- под воздействием расплава торцы рельсов также сильно нагреваются, оплавляются, в результате чего в месте стыка создается однородная масса по всему сечению рельса;
- постепенное охлаждение сварного шва сопровождается дополнительным уплотнением металла и выдавливанием шлака на поверхность;
-
завершающая стадия рабочего процесса – отбивка шлака и шлифовка сварного шва при помощи обычной болгарки или угловой шлифмашинки.
 Он имеет мелкодисперсную структуру с размерами гранул около 0,5 мм;
Он имеет мелкодисперсную структуру с размерами гранул около 0,5 мм;
Преимущества и недостатки
Повсеместное применение алюмотермитной сварки в целом и конкретно метода промежуточного литья объясняется рядом серьезных преимуществ, которые достигаются при грамотном использовании технологии. Самыми впечатляющими из них являются такие:
- высокая скорость ведения сварочных работ. Продолжительность технологического процесса составляет не более 25-30 минут. Как следствие – бригада сварщиков, укомплектованная необходимым оборудованием, способна выполнить 10-12 сварных швов в течение часа;
- отсутствие привязки к стационарным источникам электроснабжения. Для выполнения работ используются мобильные установки, обладающие компактными размерами и работающие в автономном режиме. Общий вес необходимого оборудования редко превышает 350-400 кг;
- сравнительно невысокие требования к квалификации исполнителей. Для грамотного практического применения описываемого способа сварки достаточно четко следовать пошаговой инструкции по выполнению работ и технологической схеме рабочего процесса;
- высокий уровень безопасности, для обеспечения которого достаточно использовать исправное оборудование и выполнять общепринятые правила техники безопасности при проведении сварочных работ;
-
одинаковая эффективность как для монтажа нового рельсового пути, так и при ремонте существующего. Важный дополнительный плюс – отсутствие необходимости делать длительные перерывы в движении транспорта при выполнении ремонтных работ;
- отменные эксплуатационные характеристики сварного шва. Они не уступают или даже превосходят аналогичные показатели, полученные при использовании альтернативных методов сварки, при заметно более высокой производительности и доступной стоимости производства монтажных работ.
 Важный дополнительный плюс – отсутствие необходимости делать длительные перерывы в движении транспорта при выполнении ремонтных работ;
Важный дополнительный плюс – отсутствие необходимости делать длительные перерывы в движении транспорта при выполнении ремонтных работ;| Рис. 5. Термитная сварка рельсового пути |
К числу недостатков, характерных для термитной сварки рельсов трамвайного пути, следует отнести такие особенности технологии:
- необходимость аккуратного и осторожного обращения с используемым в ходе работ порошком, который является легко воспламеняемым веществом;
- для получения качественного шва требуется четкое выполнение схемы и последовательности производимых технологических операций;
-
обязательное условие для безопасного ведения сварочных работ – исключение возможности попадания в рабочие емкости воды, что приведет к разбрызгиванию металла.

Анализ приведенных выше списков достоинств и недостатков наглядно демонстрирует главную причину популярности и востребованности рассматриваемой технологии. Она заключается в сочетании хороших эксплуатационных свойств получаемого на выходе сварного шва с высокой производительностью и доступной стоимостью выполняемых монтажных работ. Очевидным и легко предсказуемым следствием настолько впечатляющего перечня достоинств технологии становится крайне обширная сфера применения термитной сварки в сегодняшних условиях.
Технические стандарты, регулирующие требования к проведению работ
Немаловажным достоинством термитной сварки рельсовых путей выступает наличие детально проработанного стандарта, четко регламентирующего требования к технологическому процессу и правила проведения сварочных работ. Речь в данном случае идет о национальном стандарте РФ – ГОСТ Р 57181-2016. Нормативный документ был введен в действие с 1 июня 2017 года и актуален до настоящего времени.
Положения стандарта содержат рекомендации в области грамотной организации работ по монтажу рельсовых путей любого типа – железнодорожных, трамвайных или для других разновидностей городского электротранспорта. Кроме того, стандарт дает основные определения терминам и понятиям, которые используются для описания технологии термитной сварки, а также устанавливает базовые методы контроля над качеством сварного шва.
Алюминотермитная сварка рельсов технология — flagman-ug.ru
Алюминотермитная сварка
Процесс сварки рельсов можно осуществлять несколькими способами: электродуговой , газопрессовной, алюминотермитной сваркой. Последняя технология является наиболее популярной и считается очень эффективной, хотя метод контактного соединения также часто применяется. Алюминотермитная сварка рельсов предполагает использование специального прибора — воспламенителя. За счет однопорционного заряда увеличивается температурный режим (до 1000°С), который подходит для расплавления всех видов рельсов.
Сварка рельсовых стыков – процесс непростой, требующий максимальной концентрации и внимательности. Поскольку в материале полотна находится очень много углерода, то он считается трудносвариваемым металлом. Допуская недочеты в создании сварного шва рельсов, можно получить трещины на соединении. О том, в чем суть такого вида сварки рассмотрим в этой статье.
Что представляет собой алюмотермитная сварка?
Метод состоит в следующем: специальный порошок помещается в специальную металлическую конструкцию, которая находится над стыком двух участков полотна, подвергающегося сварке, а затем этот порошок плавится. Предназначение порошка заключается в том, что он надежно и прочно соединяет основной материал и таким образом, микроструктура шва становится очень вязкой. Подобные стыки делаются очень быстро и со временем они не проседают, что свидетельствует об их высоком качестве.
Порошок, выступающий в роли связующего звена в термитной сварке рельс, состоит из 23% алюминиевой крошки и 77% оксида железа. Структура порошка мелкодисперсная, размер гранул – 0,5 мм. Технология базируется на способности металла восстанавливаться в окислах алюминия. Однако, как уже отмечалось, это может произойти только при высоком тепмературной режиме, поэтому и применяется запал, посредством которого смесь поджигается. Именно этот процесс позволяет превратить оксид железа в чистый металл.
Структура порошка мелкодисперсная, размер гранул – 0,5 мм. Технология базируется на способности металла восстанавливаться в окислах алюминия. Однако, как уже отмечалось, это может произойти только при высоком тепмературной режиме, поэтому и применяется запал, посредством которого смесь поджигается. Именно этот процесс позволяет превратить оксид железа в чистый металл.
На участке используется заливочная форма, благодаря которой сплав направляется в место стыка.
Обратите внимание! Очень важно, чтобы образовалась герметичная конструкция, именно поэтому созданы специальные различные формы под разные конфигурации рельс.
Если после выполнения работы, вы найдете какие-то зазоры и щели, то от них нужно избавиться, для этого используется термостойкая обмазка. Благодаря своей жидкой консистенции она затекает в участок стыкового соединения и заполняет свободное пространство. В итоге на поверхности образуется шлак.
Процесс создания сварного шва рельсов должен производиться с обязательным уплотнением стыка, когда он находится еще горячим. Для этого необходимо обзавестись прессами. По завершению работы шлак надо отбить молотком, а сам шов надо отшлифовать специальной машинкой и болгаркой.
Для этого необходимо обзавестись прессами. По завершению работы шлак надо отбить молотком, а сам шов надо отшлифовать специальной машинкой и болгаркой.
Достоинства и недостатки
Алюминотермитная сварка рельс очень часто применяется на практике, ее широкая популярность обусловлена рядом плюсов, которые выделяются при использовании данного метода:
- Процесс осуществляется очень быстро (не более 30 минут). Несколько опытных сварщиков могут за 1 час создать 10-12 швов.
- Сварочные работы могут не нуждаются в привязке к стационарным источникам электроэнергии.
- Все необходимые детали и инструменты можно приобрести в любом строительном магазине.
- Чтобы качественно сварить рельсу в принципе не нужно специального образования, достаточно несколько раз потренироваться, чтобы соединение получилось прочным и надежным.
- При точном соблюдении правил выполнения технологии по созданию шва, в конечном итоге вы получите соединение, которое будет выдерживать сильные нагрузки.
- При условии, что применяется хорошая техника, процесс считается абсолютно безопасным для людей, выполняющих работу.
- Термитная сварка рельс не требует строгой привязки к населенному пункту, можно осуществлять и на поле.

Несмотря на большое количество преимуществ, как и любые другие технологии, сварочные работы, основанные на применении алюминотермия, имеют свои недостатки, о которых нельзя не упомянуть:
- Поскольку используемый порошок является легковоспламеняемым, в обращении с ним следует быть предельно осторожным.
- Чтобы в конечном итоге получить качественный шов, надо особое внимание уделить подготовке и выполнить ее детально.
- Проследите за тем, чтобы техника была исправной.
- Нужно быть очень внимательным, поскольку если в горящую емкость попадет вода, то металл разбрызгается.
Оборудование
Алюминотермитная сварка должна производиться только при наличии всех необходимых элементов: бочка, порошок, заглушка, форма, которая выполнена в соответствии с конфигурацией рельс, обмазочное вещество, необходимое для герметизации стыка, шлифовальная машинка, зубило, молоток, лопатка из металла (нужна для забора горящего шлака), горелка (посредством ее изначально надо разогреть металл).
Последовательность работ:
Подготовительный этап
Существенную роль в том, как сварить шов рельс, играет подготовка, которая предполагает следующие действия: возле стыка надо ослабить крепления рельс, а те которые расположены на участке соединения и вовсе надо снять. Далее при помощи горелки рельсы нагреваются, а также очищаются от ржавчины. На следующем этапе, при помощи клиньев, их надо выпрямить как горизонтально, так и вертикально. Ставить рельсы нужно соблюдая зазор в 2,5 мм, далее к ним подводится резак.
Выравнивание
Изначально надо избавиться от прокладок всех креплений, на их места устанавливаются клинья, используя молоток их нужно подогнать до требуемого состояния. Затем надо проверить насколько точно уложены рельсы, для этого используйте метровую линейку.
На этом этапе важно подобрать нужную герметичную форму, далее горелку надо поставить по середине на том участке, где предположительно появится шов. Также нужно выполнить и герметизацию зазоров, для этого форму надо максимально плотно прижать к шву, также здесь используется шпатель, который обеспечивает чистую грань между швом и песком.
Нагрев и сварка
Предварительный прогрев рельс производится горелкой при следующих параметрах: давление пропана – 1,5 бар, давление кислорода – 5 бар. Пламя подается на протяжение 1,5 – 2 минут. Когда прогрев завершен, горелка убирается, вставляется сердечник и поворачивается тигель. Затем на месте предполагаемого стыка устанавливается специальная бочка, наполненная зарядом. Для того, чтобы поджечь заряд применяет запал с высокой температурой, затем жидкий металл помещается в форму и выдерживается 4-5 минут.
Шлифовка и контроль качества
По окончанию процедуры, стык обрабатывается по краям до гладкого состояния: пока он горячий срезаются наплывы.
Далее, используя абразивные инструменты надо отшлифовать шов. Чтобы проверить качество нужны линейка и щуп. Важно, чтобы все было максимально прямолинейным. Качество шва проверяется по статичности изгиба, все осуществляется при помощи измерительных инструментов.
Процесс алюминотермитной сварки достаточно безопасный. Лучше, чтобы работу выполнял сварщик с опытом. Выполняя такую технологию, как алюмотермитная сварка, соблюдайте правила эксплуатации железных дорог. Специалисты должны быть обязательно в спецодежде, защитных очках и перчатках.
Лучше, чтобы работу выполнял сварщик с опытом. Выполняя такую технологию, как алюмотермитная сварка, соблюдайте правила эксплуатации железных дорог. Специалисты должны быть обязательно в спецодежде, защитных очках и перчатках.
Проведение алюминотермитного сваривания рельс — технология, необходимое оборудование, нюансы
Рельсы можно варить при помощи арочной сварки, методики газопресса, с применением алюминотермитной технологии. Последний метод работает, когда используют воспламенитель.
Подают заряд, который эквивалентный одной порции. Температура при этом увеличивается до показателей в 1000 градусов. Любые рельсы могут расплавиться при этих цифрах.
Алюминотермитная сварка рельсовых соединений считается сложной технологией. Она требует от мастера умений и внимательности. В материале есть много углеродистых соединений. Его сварка будет непростой.
Если отнестись к процессу без энтузиазма, то можно на выходе получить непрочное соединение. Могут быть многочисленные трещины, которые усложнят работу конструкции. В статье поговорим о том, что из себя представляет этот вид сварки.
В статье поговорим о том, что из себя представляет этот вид сварки.
Что такое алюминотермитная сварка
Порошок размещают в емкость из металла. Она расположен над границей двух частей холста. После этого порошок расплавляют. Рассыпчатая смесь необходима для того, чтобы получить прочное соединение базового металла.
Мелкие части шва станут вязкими, стыки при этом будут надежными. На протяжении десятков лет определили, что алюминотермитная сварка не проседает. Этот метод считается одним из наиболее эффективных.
Порошок, который связывает полотна, на четверть состоит из алюминиевого песка. В основной его части находится оксид железа. Гранулы по размерам не более 0.5 мм. Она мелкорассеянная, при этом податлива к любым действиям.
Металл может восстанавливаться в окислах материала. Но это возможно только в тех случаях, когда в работу вступает высокая температура. Необходимо поджигать смесь методом запала. Это приводит к тому, что оксид железа становится чистым сплавом.
Это приводит к тому, что оксид железа становится чистым сплавом.
На местах применяют заливочную емкость. Она направляет сплав в места алюминотермитной сварки. Герметичность конструкции играет важную роль. Разные виды рельс предполагают использование особой формы.
После того, как работа завершена, вы обнаружили зазоры или трещины? Необходимо их заделать при помощи термоустойчивой обмазки. Из-за того, что она жидкая, смесь поможет затечь во все труднодоступные места. Как итог – получится много лишнего шлака.
Нужно уплотнить соединение во время того, как оно не утратило высокую температуру. В этом помогут прессы. Когда работа закончена, от шлака избавляются при помощи молотка. Шлифовка стыков при помощи болгарки.
Плюсы и минусы
Этот метод применяется достаточно часто. Этому послужило то, что у него есть преимущества, которые по достоинству оценивают сварщики. Среди них выделяют такие:
- Быстрая скорость работы. Все этапы занимают не более получаса. При большом опыте за 60 минут можно обработать до десяти швов.
- Не используйте стационарную электрическую энергию. Это позволяет перемещать аппарат с места на место.
- Все части конструкции можно найти в одном месте. Они продаются в специализированных магазинах.
- Для получения ровного соединения не нужно иметь профессиональное образование. Нужно попробовать себя в сварочных работах несколько раз.
- Если не забывать о правилах работы и придерживаться всех технологий, можно получить прочный итоговый результат.
- Весь процесс не представляет опасности для работников, если применяется качественная техника и материалы.
- Сварочные работы можно проводить как дома, в цехах, так и на открытом поле.
 При большом опыте за 60 минут можно обработать до десяти швов.
При большом опыте за 60 минут можно обработать до десяти швов.Использование алюминотермитной сварки предполагает возникновение некоторых сложностей. Они могут быть такими:
- Порошок может легко поджечся, поэтому нужно вести себя с ним крайне осторожно.
- Подготовительные работы проводят тщательно и детально, чтобы не упустить важные нюансы.
- Техника, с которой вы будете работать, должна быть в рабочем состоянии. Проверьте ее исправность до начала сварки.
- Если в горячую посуду попадут капли жидкости, тогда вся смесь будет разбрызгана. Не допустите этого случая.

Алюминотермитная сварка возможна только если используете все рабочие элементы. Среди них выделяют такие:
- Бочка.
- Порошок.
- Пробка.
- Форма, которая отвечает рельсам.
- Жидкая обмазка.
- Устройство для полировки.
- Зубило.
- Молот.
- Металлическая лопата.
- Светоч.
Какие этапы работ существуют:
- Подготовка. От этого этапа будет зависеть, насколько прочным будет алюминотермитное сварочное соединение рельс. Первым делом в месте, которое находится возле стыка, сделайте более слабым рельсовое крепление. Снимите те, которые размещены в месте соединения. Горелка поднимет температуру рельс. Они станут чистыми и не будут содержать ржавчину. Клинья помогут выпрямить их в горизонтальном и вертикальном положениях. Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком.
- Сглаживание. Сначала уберите прокладки, которые размещены на соединениях. Вместо них поставьте клинья. Они прибиваются при помощи молотка. При помощи линейки проверьте точность установки рельс.
- Монтаж. Выберите необходимую непроницаемую форму. После этого горелка располагается посередине там, где вы хотите установить соединение. Обеспечьте герметичность стыков. При помощи шпателя прочно прижмите форму к соединениям. В результате вы получите плотное основание, расположенное между швом и смесью.
- Подогрев и металлообработка. Рельсы прогреваются при помощи горелки, когда соблюдены такие условия: пропановое давление составляет 1.5 бар, а кислородное не превышает 5 бар. Огонь проходит в течение 120 секунд. После того, как конструкция нагрелась, горелка больше не нужна. Нужно вставить стержень и повернуть сосуд. В том месте, где планируется алюминотермитная сварка, нужно поставить емкость, в которой будет заряд. Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.
- Полировка. После завершения сварочных работ нужно отшлифовать конструкцию. Для проверки качества шва берут линейку и щуп. Измерительные приборы позволяют выявить, насколько высокое качество соединения получилось в итоге.
 Клинья помогут выпрямить их в горизонтальном и вертикальном положениях. Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком.
Клинья помогут выпрямить их в горизонтальном и вертикальном положениях. Оставляйте зазор в 2.5 мм и соединяйте рельсы с резаком. Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.
Чтобы осуществить розжиг, необходимо брать хорошо прогретый запал. После этого металл в жидком состоянии оставляют в форме до пяти минут.Подведем итоги
Сварочные работы при помощи алюминотермитной технологии не представляют опасности для мастера.
Но только в том случае, если вы работаете с проверенным оборудованием и придерживаетесь всех правил.
Огромным преимуществом будет 10-летний опыт. У сварщика всегда должна быть защитная спецодежда, маска, очки и перчатки. Это сделает процесс безопасным.
Алюминотермитная сварка железнодорожных стыков
К надежности и прочности соединения рельсов предъявляются высокие требования, соблюдение которых не могут обеспечить классические способы. Поэтому при прокладке или ремонте железнодорожных путей применяют специальные технологии. Самой удобной и эффективной из них признана алюминотермитная сварка.
Поэтому при прокладке или ремонте железнодорожных путей применяют специальные технологии. Самой удобной и эффективной из них признана алюминотермитная сварка.
Что такое алюминотермитная сварка
Сущность алюминотермической технологии основана на восстановлении железа из оксидов при взаимодействии с окислами алюминия. Протекание реакции сопровождается выделением тепла, достаточного для плавления металла. Для алюминотермитной технологии используют смесь (термит), состоящую из 23% измельченного алюминия и 77% железной окалины. Чтобы характеристики шва были близкими к параметрам материала рельсов, в порошок добавляют легирующие элементы и частички стали.
Смесь засыпают в тигель, установленный над стыком. Для начала реакции восстановления порошок нагревают до 1000⁰С воспламенителем с однопорционным зарядом. После поджигания в результате химического взаимодействия ингредиентов температура смеси поднимается до 2400⁰C, восстановленное железо плавится, стекая вниз, заполняет зазор стыка. Для повышения надежности соединения алюминотермитная сварка завершается уплотнением шва специальным прессом.
Для повышения надежности соединения алюминотермитная сварка завершается уплотнением шва специальным прессом.
Достоинства и недостатки
Популярность технологии объясняется тем, что алюмотермитная сварка обладает следующими преимуществами по сравнению с другими способами:
- Высокая скорость проведения работы. Полный цикл создания соединения занимает не больше получаса. Бригада, используя метод разделения труда, может за час наложить 10 -12 швов. Это возможно если один выполняет подготовку и переходит к следующему стыку, другой проводит сварку, третий обрабатывает соединение
- Нет привязки к стационарным источникам электропитания, что позволяет использовать алюминотермитную технологию в полевых условиях.
- Не требуются дорогие материалы и сложное оборудование, поэтому сокращаются затраты на обслуживание железнодорожных путей. Все необходимое есть в магазинах стройматериалов.
- Снижается износ колес вагонов, локомотивов.
- Улучшается плавность хода составов.
- Чтобы освоить алюминотермитную технологию, достаточно провести 2 — 3 сварки.

К недостаткам алюминотермической технологии относятся:
- легкая воспламеняемость термита требует осторожного обращения при хранении, транспортировке, применении;
- трудоемкость подготовительных мероприятий;
- невозможность применения технологии при температуре ниже +5⁰C;
- при попадании воды в зажженную смесь происходит активное разбрызгивание металла, поэтому в дождливую погоду нужно устанавливать навес.
Применяемое оборудование и материалы
Для проведения алюминотермитной сварки рельсов нужно приготовить:
- бочку с термитом, закрытую заглушкой;
- форму в соответствии с профилем рельсов;
- если вместо бочки применяется развесочная смесь, потребуется тигель из тугоплавкого материала;
- пресс для сжатия шва;
- шлифовальную машинку;
- молоток, зубило;
- металлическую лопатку для снятия горящего шлака;
- газовую горелку для предварительного нагрева.

Из расходных материалов потребуется:
- мелкодисперсный термит с гранулами не более 0,5 мм;
- термостойкая паста для заделывания трещин и щелей;
- пропан и кислород для горелки в баллонах.
Процесс алюминотермитной сварки рельсов
Перед началом работы нужно убедиться, что термита достаточного для полного заполнения стыка, иначе придется все переделывать. Технология алюмотермитной сварки жд стыков выполняется поэтапно в строгой последовательности.
Подготовительные работы
На участках рельсов, расположенных рядом со стыком, снимают крепления к шпалам, а дальние ослабляют. Это необходимо для того, чтобы они не мешали при установке и для снятия напряжения металла. Участки возле стыка нагревают горелкой, очищают от ржавчины. Затем рельсы выставляют так, чтобы между торцами было расстояние 25 мм.
Выравнивание рельсов
Далее на всех креплениях убирают прокладки, заменяя их клиньями с обеих сторон. Чтобы соединение выдерживало нагрузку от проходящих жд составов без деформаций, рельсы должны быть прямолинейными по горизонтали и вертикали. Предварительную установку делают на глазок. Затем, подбивая клинья молотком, добиваются необходимого положения. Для контроля к поверхностям рельсов прикладывают метровую металлическую линейку.
Предварительную установку делают на глазок. Затем, подбивая клинья молотком, добиваются необходимого положения. Для контроля к поверхностям рельсов прикладывают метровую металлическую линейку.
Установка форм
Ориентируясь по измерителю, устанавливают зажимное устройство на нужном расстоянии от стыка. Накладывают форму, оставшиеся щели замазывают термостойкой пастой. Сверху устанавливают подставку с воронкой, над которой размещают бочку с термитом. При использовании развесной смеси потребуется тигель. Горелку крепят по центру соединения чуть выше оси рельсов.
Нагрев и сварка
Для предварительного подогрева места соединения на горелку подают пропан под давлением 1,5 Бар и кислород 0,5 Бар. Через 1,5 — 2 минуты горелку гасят, убирают. Если к качеству шва не предъявляются повышенные требования, эту процедуру можно пропустить. После поджигания термитной смеси специальным запалом, расплавленный металл начинает стекать внутрь формы. В это время (20 — 30 сек) нельзя изменять положение тигля. После опорожнения его снимают, а также крышки и поддоны для шлака. Форму разбирают через 4 минуты, когда завершится кристаллизация металла.
После опорожнения его снимают, а также крышки и поддоны для шлака. Форму разбирают через 4 минуты, когда завершится кристаллизация металла.
Шлифовка и контроль качества
После окончания алюминотермитной сварки стык обрабатывают с боков и сверху, чтобы рельсовое полотно было гладким. Место соединения в течение 10 минут прогревают горелкой, после чего зубилом или болгаркой удаляют наплывы. Окончательную шлифовку проводят абразивными инструментами после остывания, контролируя процесс щупом и линейкой. Качество выполненного соединения проверяют методом статичного изгиба по подошве или головке рельса. Ход испытаний контролируют по измерительным приборам.
Несмотря на высокие температуры, возникающие при выполнении алюминотермитного соединения рельсов, технология не считается опасной. Непосредственно сваркой должен заниматься опытный рабочий. Все члены бригады должны быть обеспечены спецодеждой из негорючей ткани, защитными очками, сигнальными жилетами.
Метод промежуточного литья для алюминотермитной сварки рельсов
Сварка рельсовых стыков представляется собой технологический процесс, который может выполняться разными методами. Классические способы соединения металлических деталей считаются не уместным, так как после выполнения работ получается ненадёжный шов для рельсового полотна. В этом случае наиболее эффективной является алюмотермитная сварка.
Что представляет собой алюмотермитный метод?
Алюминотермитная сварка представляет собой технологию соединения рельс. Он подразумевает под собой использование специальной соединительной смеси. Она засыпается в металлическую конструкцию устанавливаемую над местом соединения. Порошок попадает на рабочую поверхность, плавится, создают надёжное соединение. Есть два варианта проведения работ:
Во время выполнения работ, используется термитная смесь. Она состоит из 77% оксида железа и 23% алюминиевой крошки. Однако, рабочее вещество не создаст прочный шов без сильного разогрева. Для этого применяется запал, который разогревает смесь. Алюминотермитная сварка рельсов должна проводиться по томному соблюдению технологии.
Для этого применяется запал, который разогревает смесь. Алюминотермитная сварка рельсов должна проводиться по томному соблюдению технологии.
По завершению создания шва, шлак, выступающие части, наплывы зачищаются с помощью болгарки. Сварщик проверяет целостность соединения. Если есть зазоры, щели, трещины, он замазывает их термостойкой обмазкой.
Что входит в состав смеси?
Термитные используются не только для сварки рельс. Им применят при тепловом воздействии на различные поверхности, детонаторном эффекте, изготовлении пиротехнических изделий. В зависимости от того, где используется термит, выбирают состав смеси.
Алюмотермитная сварка жд стыков выполняется с помощью ферроалюминиевого состава. Он включает в себя такие компоненты как оксид железа (металлические опилки), алюминий. Процентное соотношение компонентов – 75%/25%. При это количество активных веществ может изменяться +-3%.
Как приготовить термитную самостоятельно?
Смесь для алюмотермитной сварки можно изготовить в домашних условиях. Для этого требуется подготовить два компонента:
Для этого требуется подготовить два компонента:
- Алюминий.
- Железо.
Оба компонента должны представлять собой мелкие опилки. Чем меньше их фракция, тем лучше получится готовая смесь. Этапы приготовления термита:
- В металлической емкости смешать 4 части железных опилок, 2 части алюминиевой пудры.
- Тщательно перемешать компоненты между собой. От процесса перемешивания зависит то, насколько качественным будет готовый состав.
- Дополнительно смесь должна быть насыщена катализатором. Он изготавливается из жженой марганцовки. Требуется добавить пятую часть этого вещества в состав.
Готовую смесь просушить. Поджигается она с помощью магниевой ленты. Перевозить, хранить термит можно используя металлические емкости.
Достоинства и недостатки
У любой технологии соединения металлических деталей есть сильные и слабые стороны. К преимуществам относятся:
- Высокая скорость выполнения работ. При достаточном опыте, качественной соединительной смеси, правильном оборудовании сварщик сделает надёжный шов менее чем за полчаса.
- Оборудование, инструменты можно купить в строительных магазинах.
- Для освоения техники достаточно попробовать метод алюмотермитной сварки 2-3 раза.
 При достаточном опыте, качественной соединительной смеси, правильном оборудовании сварщик сделает надёжный шов менее чем за полчаса.
При достаточном опыте, качественной соединительной смеси, правильном оборудовании сварщик сделает надёжный шов менее чем за полчаса.- Требуется аккуратно работать с оборудованием для сварки, термитом. Связанно это с тем, что смесь легко воспламеняется.
- Технология узкоспециализированная. Не подходит для соединения большинства металлических конструкций.
- Необходимо крайне аккуратно хранить, транспортировать, применять термит.
Сварные швы в вагонах, локомотивах, рельсах и машинах различного назначения, применяемых на транспорте, являются наиболее повреждаемыми местами в процессе эксплуатации. Это связано с характерными особенностями сварных соединений. В сварном шве и околошовной зоне после сварки изменяются механические свойства, При сварке термитным способом образуются остаточные растягивающие напряжения, близкие к пределу текучести материала, а сам сварной шов, кроме того, является концентратором напряжений
Оборудование
Для проведения работ требуется подготовить оборудование. К нему относится:
К нему относится:
- Газовая горелка для нагрева деталей.
- Бочка.
- Заглушка.
- Болгарка или шлифовальная машинка.
- Молоток.
- Металлическая лопатка.
Дополнительно понадобится запорный кран, зажимное универсальное устройство.
Используемые материалы
Помимо оборудования необходимо подготовить расходные материалы. Это термитная смесь, обмазочный состав для заделывания трещин, щелей. Помимо них нужны две формы, аппликатор, сердечник, пробойник.
Последовательность работ
Перед тем как приступать к проведению соединительных работ, требуется узнать теоритически как сваривать рельсы, а затем попробовать метод на практике. Технология представляет собой несколько этапов, которые должны идти строго друг за другом.
Подготовительный этап
В первую очередь требуется провести подготовку соединяемых деталей. Для этого рельсы разжимаются из креплений, нагреваются до определённой температуры, зачищаются от ржавчины. Поверхность должна быть гладкой. Далее рельсы устанавливаются напротив друг друга чтобы зазор не превышал 2,5 см.
Поверхность должна быть гладкой. Далее рельсы устанавливаются напротив друг друга чтобы зазор не превышал 2,5 см.
Выравнивание
Во время проведения алюмотермитной сварки, требуется придерживаться точной прямолинейности. Связанно это с тем, что рельсы будут подвергаться огромной нагрузке при хождении груженых составов. Прокладки на креплениях заменяются на клинья. Далее рабочие молотками подбивают рельсы до нужного положения. Прямолинейность проверяется металлической линейкой. Допустимы зазор – 1 мм.
Установка и герметизация форм
Важно проводить соединительные работы используя герметичную форму. Зажимное устройство с помощью измерителя устанавливается на нужное расстояние от будущего шва. Горелку устанавливают по центру соединения.
Предварительный нагрев и сварка
Предварительно требуется разогреть соединяемые рельсы. На 2 минуты включается подача пламени (пропан и кислород). Горелку требуется убрать, закрепить сердечник. Включается запал для возгорания рабочей смеси. Расплавленный металл переливается в подготовленную заранее форму. Четыре минуты достаточно для полной кристаллизации.
Расплавленный металл переливается в подготовленную заранее форму. Четыре минуты достаточно для полной кристаллизации.
Шлифовка и контроль качества
Завершительным этапом работ является шлифовка шва. Перед эксплуатацией рельс, требуется сделать поверхность гладкой. Шов нагревается с помощью горелки в течении 10 минут. Горячие наплывы срезаются болгаркой. После остывания места соединения, выполняется шлифовка. Для этого применяются шлифовальные машины с абразивными кругами или лентами. Контроль качества представляет собой проверку на статичный изгиб.
Другие виды сварки рельс
Помимо алюмотермитной сварки, существуют другие технологии соединения рельс. К ним относятся:
- Сварка электродами. Для того чтобы соединить рельсы данной технологией, требуется использовать электроды УОНИ. Перед проведением работ требуется прогреть расходные материалы в течении 2-ух часов при температуре в 400 градусов.
- Электродуговая сварка. Соединяемые рельсы укладывают друг напротив друга. При это должен присутствовать зазор в 2 см. Концы рельс провариваются электродами. Расплавляются они дуговым разрядом.
- Метод промежуточного литья. Подразумевает под собой процесс заполнения соединительного пространства расплавленной смесью металлов.

Выполняя работ по определённой технологии, требуется грамотно выбирать оборудование, расходные материалы.
Способы сварки рельсовых плетей
Технология представляет собой инновационный метод соединения рельс. Этапы проведения работы:
- Рельсы устанавливаются напротив друг друга с промежутком.
- Один из незакреплённых концов загибают пока не совпадут торцы.
- Далее рельсы свариваются вместе.
- Принудительно распрямляется стрела изгиба.
Используется данная технология для починки железнодорожного полотна.
Алюмотермитная сварка применяется для соединения рельс. С его помощью можно сделать надёжный шов, которые выдержит серьёзные нагрузки. Помимо этого можно использовать и другие технологии соединения, однако, классическая сварка не подходит для выполнения подобных работ.
С его помощью можно сделать надёжный шов, которые выдержит серьёзные нагрузки. Помимо этого можно использовать и другие технологии соединения, однако, классическая сварка не подходит для выполнения подобных работ.
Алюминотермитная сварка рельсов
При сварке рельсов используются различные технологии, но не все из них удобно применять в полевых условиях. Алюминотермитная сварка рельсов является достаточно удобным и эффективным методом для данной цели. В ней используется специальное устройство, которым является воспламенитель. Он производит повышение температуры благодаря однопорционному заряду. Это не требует наличия источника электроэнергии рядом и позволяет достигать значений до 1000 градусов, что подходит для плавления практически всех видов рельсов. Реакция происходит в течение всего 20 секунд. В это время происходит образование жидкого шлака и металла, которые поднимаются наверх.
Алюминотермитная сварка рельсов
Когда происходит выпуск, то жидкий металл вытекает из тигеля и попадает в форму. Когда он достигает пределов сердечника, то начинает равномерно растекаться в свободное пространство зазора. В это же время действует нагреватель рельс, который расплавляет их концы. Таким образом и происходит термитная сварка рельс, когда молекулы одного материала перетекают в другое. Данным способом может проводиться сваривание закаленных сортов металла, которые обладают объемной поверхностью. Также возможен вариант соединения упрочненных и неупрочненных разновидностей.
Когда он достигает пределов сердечника, то начинает равномерно растекаться в свободное пространство зазора. В это же время действует нагреватель рельс, который расплавляет их концы. Таким образом и происходит термитная сварка рельс, когда молекулы одного материала перетекают в другое. Данным способом может проводиться сваривание закаленных сортов металла, которые обладают объемной поверхностью. Также возможен вариант соединения упрочненных и неупрочненных разновидностей.
Термитная сварка рельс
Во время данного процесса используются термиты высокой прочности, которые могут выдерживать нагрузку до 1200 кН/мм. Если работа ведется с неупрочненным металлом, то достаточно прочности в 900 кН/мм. Данное оборудование не рекомендуется использовать при низких температурах, поэтому, технология алюминотермитной сварки рельсов не позволяет проводить данный процесс при менее, чем +5 градусов Цельсия.
Преимущества
- Позволяет проводить работы вдали от стационарных источников электричества;
- Относительно быстро проводит разогрев, а соответственно и сам процесс сваривания проходит быстрее;
- Достаточно безопасен для специалистов, если используется качественная техника.
Недостатки
- Является очень узкоспециализированным методом;
- Требует тщательной подготовки для достижения высококачественного результата;
- Необходимо использование специальной техники, имеющей высокую крепость.
Оборудование
- Зажимное универсальное устройство;
- Измеритель расстояния;
- Седло горелки;
- Газовый и кислородный регулятор с манометром;
- Запорный кран;
- Резак;
- Газовая горелка.
Используемые материалы
Для формирования шва необходимо использовать один сердечник и две формы. Форма определяется согласно маркированному профилю самих рельс. Чтобы закрепить тигель, понадобиться тигельная пробка. Она располагается в трубе, где также содержится песок, служащий для герметизации. Здесь еще потребуется пробойник и аппликатор.
На аппликаторе установлен магнит. Он помогает удерживать пробку, устанавливаемую в горловину тигеля. Когда аппликатор удаляется, термитная смесь засыпается в соответствующую емкость. Воспламенитель поднимает температуру до заданного зарядом предела. Смесь воспламеняется и начинается химическая реакция. Окись железа под воздействием высокой температуры и алюминия превращается в железо в чистом виде. Благодаря наличию дополнительных примесей можно получить сталь высокого качества. Окисленный алюминий способствует поднятию расплавленного шлака вверх. В это время температура реакции повышается до 2400 градусов. После окончания реакция шлак и сталь выпускаются через горловину тигеля.
Воспламенитель поднимает температуру до заданного зарядом предела. Смесь воспламеняется и начинается химическая реакция. Окись железа под воздействием высокой температуры и алюминия превращается в железо в чистом виде. Благодаря наличию дополнительных примесей можно получить сталь высокого качества. Окисленный алюминий способствует поднятию расплавленного шлака вверх. В это время температура реакции повышается до 2400 градусов. После окончания реакция шлак и сталь выпускаются через горловину тигеля.
Подготовка рельсов
Подготовка металла под сварку здесь играет очень важную роль. Для этого сначала ослабляются крепления рельс возле стыка, а те, которые находятся на месте сваривания полностью снимаются. Рельсы нагреваются и счищают с них ржавчину. Поверхность чистится до гладкого состояния. Затем, при помощи клиньев, изделия выпрямляются горизонтально и вертикально. Рельсы ставятся с зазором в 2,5 см и к ним подводится резак. Резка проходит в три основных этапа, на каждом из которых отрезается часть изделия и поверхность зачищается от шлака.
Выравнивание рельсов
Такая сварка рельс требует точной прямолинейности, так как по этому пути будут ходить тяжелые составы. Первым делом удаляются прокладки креплений. Вместо них ставятся клинья по обеим сторонам. Сначала все устанавливается на глаз, а затем подгоняется ударами молотка до нужного состояния. Точность положения рельса проверяется метровой металлической линейкой. Чтобы компенсировать усадку шва делают небольшой зазор равный около 1 мм.
Установка и герметизация форм
Алюминотермитная сварка рельсовых стыков должна проводиться при герметичных формах. Ориентируясь на измеритель, зажимное устройство следует поставить на требуемом расстоянии. Горелка ставится по центру будущего шва непосредственно над осью рельса.
Герметизация форм рельсов
Герметизация зазоров происходит при помощи шпателя, который обеспечивает чистую грань между швом и песком. Чтобы это было максимально плотно, нужно форму прижимать к шву. Затем нужно проверить подгонку сердечника и запереть головку рельса крышками.
Предварительный нагрев и сварка
Давление пропана устанавливается на 1,5 Бар, а кислорода на 5 Бар. С такими параметрами проводится предварительный прогрев и последующая просушка сердечника. Подача пламени осуществляется не более 2 минут. После этого горелка снимается, вставляется сердечник и поворачивается тигель. Для поджога заряда используется запал с высокой температурой горения. Через несколько секунд жидкий металл заливается в форму. В это время тигель должен быть в стабильном положении. Когда вся масса выльется, тигель снимается вместе с крышками и шлаковыми поддонами. Для полной кристаллизации нужно выдержать около 4 минут времени.
Заключительная шлифовка и окончательные операции
После сваривания стык должен быть обработан по боковым поверхностям и поверхности катания до гладкого состояния. Это осуществляется путем срезки наплывов в горячем состоянии. Для этого производится нагрев горелкой, который длится около 10 минут, а затем поверхность обрабатывается механическим путем.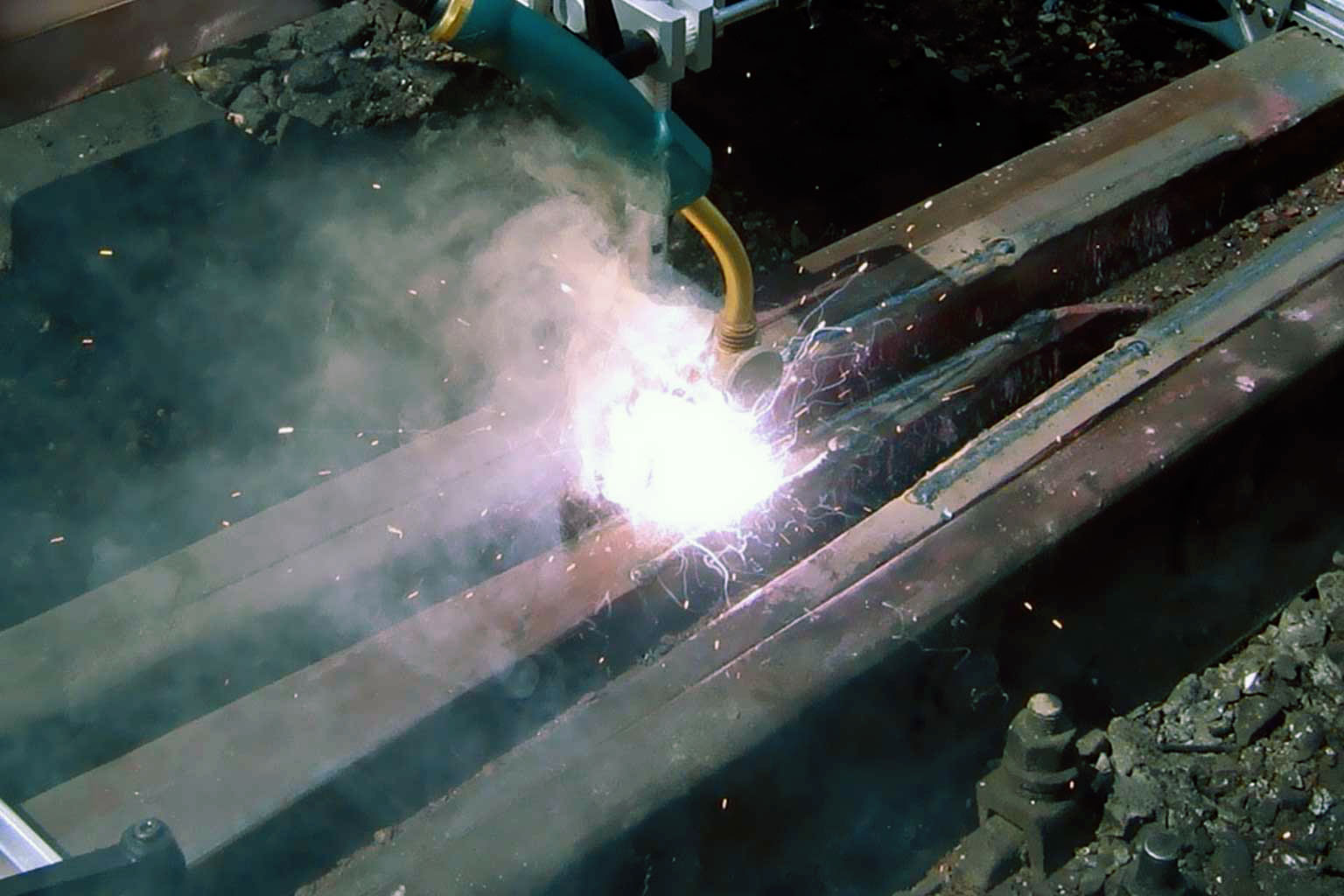
Стык при алюминотермитной сварки рельсов
На завершающем этапе проводится шлифовка абразивными инструментами. Для контроля качества обработки используется щуп и линейка. Следует добиться того, чтобы бы все был прямолинейным. Максимальное отклонение от заданных размеров составляет не более 1 мм.
Контроль качества
Здесь требуется проверить правильность проверки каждой технологической операции. Качество соединения определяется проверкой на статичный изгиб. Это может быть растяжение по подошве или головке изделия. Опытные образцы могут доводиться до излома. Контроль во время выполнения процедур проводится измерительными инструментами.
Меры безопасности
Алюминотермитная сварка рельсов это относительно безопасный рабочий процесс. Работу должен выполнять квалифицированный сварщик-термист. Во время проведения работ следует придерживаться правил эксплуатации железных дорог. Работники должны иметь и использовать спецодежду и защитные очки. У них должны быть диэлектрические перчатки, сигнальные жилеты и изолированные инструменты.
Сварка рельсов — Страница 44
Страница 44 из 66
РАЗДЕЛ 19.
Сварка рельсов и сварочные работы.
Износ рельсовых концов из-за ударов колес подвижного состава и, следовательно, ударное воздействие изношенных рельсовых концов на всю систему рельс — шпала — балласт было в течение ряда лет главной проблемой текущего содержания всех железных дорог.
Идея сварки стыков, впервые примененной на трамвайных линиях, была быстро подхвачена железнодорожными компаниями. Там, где стыки все еще соединены механически, стало обычным для многих железных дорог при укладке новых рельсов закаливать рельсовые концы и наращивать изношенные рельсовые концы с помощью наплавки.
Большое внимание уделяется устранению колесных ползунов до развития трещин на поврежденной поверхности, в результате чего происходят изломы рельсов.
Восстановление крестовин, глухих пересечений и остряков с помощью наплавки также стало частью программы текущего содержания пути.
Сварка рельсов стыков.
Самый старый и все еще наиболее распространенный способ соединения рельсов — механический стык, но из-за его низкой жесткости, тенденции к ослаблению и высокой концентрации напряжений у болтовых отверстий в нем быстро развиваются повреждения. Перед началом сварки концы рельсов очищают от загрязнителей, затем зачищают в местах контакта с токопроводящими электродами на головке рельса и подошве.
Несмотря на то, что существует большое число процессов контактной сварки, основными положениями для выполнения электроконтактной сварки рельсов являются следующие: после размещения на сварочной машине рельсовые концы подвергаются предварительному нагреву током силой от 20 000 до 100 000 А при напряжении в 5—10 В.
Концы рельсов приводятся в соприкосновение и разводятся несколько раз, что повышает температуру до 1100 °C. После достижения этой температуры электрическая дуга инициируется вновь и один рельс продвигается вперед с установленной скоростью. В течение этого времени неровности на концах рельсов быстро плавятся и удаляются. Как только искрение прекращается, подвижной рельс приводится в движение таким образом, чтобы рельсовые концы были осажены до отказа с постоянной сжимающей скоростью или под воздействием ударной нагрузки.
После выключения сварочного тока и снятия электродов стык остается под давлением не менее 10 с, пока место сварки достаточно не остынет.
Хорошее качество выполнения электроконтактной сварки в пути явилось результатом развития в недавнее время специальной технологии электроконтактной сварки в пути в Советском Союзе, которая была применена в Соединенных Штатах.
Особый тип сварочной машины, в которой сварочная головка выполнена в виде большой скобы, зажимает шейку рельсов специальными зажимами для вертикальной и продольной центровки. Машина производит непрерывное оплавление в течение 3-минутного цикла, который завершается осадкой в 1/2 дюйма, но не до отказа, под воздействием 50-тонной нагрузки.
В период действия осаживающей силы протекает полный сварочный ток. Место сварки выдерживается в осаженном состоянии до тех пор, пока оно не охладится настолько, что выйдет из пластического состояния.
По сравнению со стационарной сварочной машиной для сварки в пути требуется лучшая подготовка поверхности для получения оплавления по всему поперечному сечению рельсового конца. Сварочная машина для сварки в пути использовалась для стыкования длинных рельсовых плетей и для соединения обычных рельсов в бесстыковые рельсовые плети. В последнем случае рельсовые концы должны быть обрезаны с помощью газовой резки или отпилены. Ржавчина, заводское клеймо и смазка должны быть удалены с обеих сторон рельса в местах, где электроды зажимают рельс.
Газопрессовая сварка.
Газопрессовый сварочный процесс конкурирует с электроконтактной сваркой. Однако в последние годы электроконтактная сварка стала предпочтительнее из-за своих технических преимуществ — производительности и качества сварки. Рельсовые концы должны быть отпилены для получения чистой, ровной стыкуемой поверхности. Если это не будет выполнено надлежащим образом, отдельные места будут недостаточно проварены по окончании сварки.
В процессе сварки оба конца рельса нагреваются газовым пламенем, образующимся от сгорания горючего газа в кислороде. Концы рельсов зажимаются в сварочной машине и при достижении температуры около 2000 °F происходит осадка под давлением 3000 фунтов/дюйм2.
После достижения температуры 2250 °F рельсовая сталь становится достаточно мягкой: каждый рельс можно переместить на дюйма для создания осадочной области. Сварка происходит в жидком состоянии благодаря росту зерен, их сращиванию и диффузии вокруг поверхности соприкосновения. Выдавленный при сварке металл можно удалить гидравлическим или газовым резаком.
В отдельных случаях, когда место сварки остывает до температуры около 900 °F, металл нормализуется при повторном нагреве до 1500 °F. Таким образом достигается однородность свойств металла в месте сварки и в смежных сечениях, что придает стыку более высокую механическую прочность.
Впервые газопрессовый сварочный процесс применен в Соединенных Штатах в 1939 г. В Японии на рельсосварочных предприятиях этим способом сваривают короткие рельсы в бесстыковые рельсовые плети.
Недавно в Соединенных Штатах сконструирован портативный сварочный аппарат, предназначенный для сварки в пути. Аппарат плотно прикрепляют к рабочей площадке, где рельсы длиной 39 футов сваривают в плети длиной 1140 или даже 1800 футов. Портативный генератор мощностью 55 л. с. вырабатывает энергию для оборудования. Рельсы подогреваются кислородно-ацетиленовым пламенем.
Термитная сварка.
Алюминотермитная реакция, на которой базируется термитный сварочный процесс, была впервые успешно проведена в 1898 г. проф. X. Голдсмидтом. С того времени термитная сварка рельсов успешно применяется во всем мире. Эта алюминотермитная реакция происходит в соответствии с таким химическим уравнением:
Термитный порошок состоит из окиси железа, чистого алюминия и некоторых видов сплавов для получения такого химического состава стали, который обеспечивает прочность и твердость, аналогичные свариваемым рельсам1.
Однажды начавшись, с использованием внешнего источника тепла реакция термитной смеси будет протекать благодаря большой разнице в теплоемкости у А12О3 и Fe3O4 до тех пор, пока окись железа полностью не заменится алюминием. Из-за различия плотности у А12О3 (шлак) и Fe (термитная сталь) они отделяются самостоятельно сразу же после завершения реакции. Большое количество тепла, выделяемого при реакции, приводит к очень сильному нагреву металла, что необходимо для плавления рельсовых концов и достижения полного сплавления термитной и рельсовой стали. В течение многих лет развивались различные сварочные процессы, использующие идею алюминотермитной реакции.
Подготовка рельсовых концов перед термитной сваркой.
Большинство сварочных процессов требует, чтобы концы рельсов были сухими (в процессе сварки выделяется водород), очищенными от смазки и ржавчины. Рельсы с болтовыми отверстиями, близко расположенными к их концам, нельзя использовать: болтовые отверстия — концентраторы напряжений. У болтовых отверстий развиваются трещины, которые приведут к излому сварного стыка.
При необходимости установки рельса с накладками и последующего восстановления пути при помощи термитной сварки болтовые отверстия обычно не сверлят в непосредственной близости к рельсовым концам. Если рельсовые концы можно шлифовать, то это самый простой способ их очистки. В противном случае их можно отрезать абразивным кругом, газовым резаком или отпилить.
При газовой резке обычную углеродисто-марганцовистую сталь не нужно подогревать. Но для уменьшения времени, требуемого для начала резания, рекомендуется предварительно нагревать рельсовые концы до 600 °F, особенно при низких температурах воздуха.
Легированные рельсовые стали, которые появились недавно, нужно подогревать перед обрезкой газовым резаком. Шлак, образующийся при газовой резке, должен быть удален.
При обычном термитном сварочном процессе нужно подогревать концы рельсов в течение 50 мин. Модифицированные в настоящее время процессы позволяют обходиться без предварительного подогрева, ограничиваться подогревом в течение короткого времени или длительным подогревом продолжительностью до 20 мин.
‘ По данным железных дорог СССР прочность стыка, сваренного термитной сваркой, составляет только 65—80% прочности целого рельса (примеч. ред. перевода).
Для всех термитных процессов (с длительным или коротким предварительным подогревом) нужны инвентарные принадлежности: тигель для внешней реакции термитного порошка и оборудование для предварительного подогрева. Термитный процесс без предварительного подогрева не требует дополнительного оборудования.
Если нет времени на подогрев, нужное для подогрева количество тепла должно компенсироваться дополнительным количеством термитной стали, которая используется в этом случае для предварительного нагрева концов рельсов.
В термитных процессах без предварительного нагрева рельсовых концов с помощью внешнего источника тепла около 1/3 термита расходуется только для предварительного нагрева.
При использовании термитного процесса с коротким подогревом для завершения сварки затрачивается суммарное время 20 мин. Это время включает в себя время на предварительный нагрев, срезку и удаление шлифовкой лишнего металла с головки рельса. Термитная сварка, первоначально примененная на Немецких Федеральных Железных дорогах, успешно использовалась даже на пути с очень высокой интенсивностью движения*.
Стыки, сваренные при помощи термитной сварки, больше похожи на литые, чем на сварные. Механические свойства таких стыков несколько ниже, чем у прокатного рельса.
* На железных дорогах СССР термитная сварка практически не применяется (примеч. ред. перевода).
Станок с абразивным диском для обрезки рельсовых концов
Однако их работа в эксплуатации при наличии строгого контроля за процессом сварки и детальной разработки технологии ее выполнения сопоставима с работой сварных стыков, полученных с помощью других сварочных процессов.
Термитная сварка рельсов — эффективный процесс соединения рельсов в пути из-за его портативности и низкой стоимости. Наиболее широко используется для соединения плетей, сваренных на рельсосварочных предприятиях, после их укладки в путь. Термитная сварка — типовой сварочный процесс для сварки рельсов в пути выполняется также на рельсосварочных предприятиях.
Термитная сварка с предварительным (слева) и без предварительного подогрева (справа)
Для соединения рельсовых концов используется ряд электродуговых сварочных процессов. Наиболее распространенные процессы сварки — электрошлаковая, электродуговая под флюсом и закрытая электродуговая. Все виды электродуговой сварки должны выполняться высококвалифицированными рабочими. Электродуговая сварка углеродисто-марганцовистой рельсовой стали с металлургической точки зрения подвергается критике, так как при ее выполнении образуются трещины. Это происходит, главным образом, из-за высокого содержания водорода, который получается при высокой скорости охлаждения нагретых участков основного металла.
Электрошлаковая сварка
Электрошлаковая сварка — процесс, в котором слой расплавленного флюса (шлака) плавит электрод и поверхность основного металла. При сварке рельсов нужна керамическая или охлаждаемая водой медная форма такой же конфигурации, как рельс, для удержания расплавленного шлака и металла в зазоре между концами рельсов.
Электрошлаковая сварка применяется в основном на подъездных, подкрановых путях, несмотря на то, что сложная форма сечения рельса затрудняет достижение однообразного нагрева без перегрева отдельных участков.
Электро-дуговая сварка под флюсом и электрошлаковая сварка.
При электродуговой сварке под флюсом тепло для сварки получают от электрической дуги, образующейся между электродом и основным металлом. Дуга защищается слоем флюса, который покрывает расплавленный присадочный и основной металл и предохраняет место сварки от загрязнения.
Подошвы рельсов сваривают при помощи электродуговой сварки под флюсом, а шейку и головку — электрошлаковой сваркой. Такой процесс разработан в Японии. На Японских национальных железных дорогах сконструирован специальный вагон для сварки рельсов в пути этим методом.
Закрытая электродуговая сварка.
Закрытый электродуговой сварочный процесс был разработан на основе процесса резки металла защищенной дугой и используется с более тяжелыми рельсами. Тепло для сварки получается от электрической дуги между электродом, покрытым флюсом, и основным металлом.
Электрод сваривает металл, а электрическая дуга защищается от атмосферных воздействий газами, образующимися при сгорании флюса.
Механизм для срезки грата с обеих сторон
Перед началом сварки концы рельсов должны быть предварительно нагреты приблизительно до 930 °F.
Срезка грата на участке термитной сварки
способы и их основные особенности
При осуществлении монтажа, а также ремонтных работах на железнодорожном полотне, крановых установках, и других условиях, где применяются рельсы, используется особая технология сваривания. Так как в описываемых условиях необходима особая прочность, а также стойкость к различного рода нагрузкам, то сварка железнодорожных рельсов относится к отдельной категории сварки.
Электродуговая сварка
Стоит отметить, что одним из самых распространенных методов, который применяется при сварке рельсовых плетей и стыков рельс, является электродуговая сварка. В данном случае рельсы укладываются в необходимом положении, а пространство между их стыками послойно постепенно заполняется необходимым сварочным материалом. Последний расплавляется от температуры дугового разряда. Для сварки торцов железнодорожных рельсов данным способом может применяться переменный ток, поступающий от трансформатора или же постоянный ток, получаемый от мобильного сварочного агрегата.
Самым оптимальным вариантом является ванный метод. При этом концы рельсов, предварительно обрезанные перпендикулярно их продольной оси, монтируются без перелома. При этом в профиле должно быть возвышение от 3 до 5 миллиметров. В такой позиции рельсы должны быть закреплены с зазором от 14 до 16 мм.
Между торцов железнодорожных рельсов вводится электрод, через который пропускается ток 300-350 ампер. В итоге, расплавленный метал электрода заполняет зазор между торцами, равномерно по всему сечению.
Для исключения растекания металла используются различные методы закрывания зазора между рельсами. После сваривания место работы шлифуется по всему периметру.
Термитная сварка
Технология данного типа сварки заключается в реакции, которая возникает при контакте окиси железа и алюминия. Сталь, которая возникает в описываемых условиях при температурах более 2000 градусов, должна заливаться в огнеустойчивую форму, которая полностью идентична геометрии самого рельса.
Термитная технология была открыта еще в 1896 году известным профессором Гансом Гольдшмидтом. По сути термитная технология представляет собой восстановление железа из окиси с использованием алюминия. При этом термитная реакция характеризуется выделением большого количества тепла.
Термитная технология еще именуется алюминотермитная сварка рельсов, так как в ней применяется алюминий. Интересно, что термитная реакция происходит на протяжении всего нескольких секунд после поджигания термитной порции. Кроме окиси железа и алюминия ,в состав данной смеси включаются частицы стали ,демпфирующие реакцию ,а также легирующие добавки. Последние служат для того, чтобы была получена сталь необходимого качества и параметров. Интересно, что в конце реакции осуществляется послойное разделение на жидкую сталь и легкий шлак, который оказывается сверху.
Термитная технология позволяет соединять между собой поверхностно-закаленные, объемно-закаленные, а также термически не упрочненные рельсы в любых комбинациях. Термитная сварка позволяет соответствовать высоким требованиям, которые сегодня выдвигаются к высокоскоростным магистралям и бесстыковым путям.
Газопрессовая сварка
Данная технологи основывается на соединении металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Главные «плюсы» данной технологии:
- Однородная структура металла в области стыка железнодорожных рельсов;
- Высокое качество получаемого соединения.
Ввиду вышеописанных преимуществ, данный тип сварки очень эффективен при сварке тяжелых железнодорожных рельсов. Перед осуществлением собственно сварки, концы железнодорожных рельсов плотно приставляются друг к другу. При этом при помощи дисковой пилы рельсорезного станка или механической ножовкой осуществляется одновременное прорезывание торцов обеих рельсов. В итоге обеспечивается максимальная чистота металла, а также высокая плотность прилегания. Перед самим процессов сваривания торцы промываются четыреххлористым углеродом. Также дл я этих целей может применяться дихлорэтан. Подготовительный же этап перед непосредственно сваркой заключается в нагревании концов рельс, для которого применяются многопламенные горелки.
После этого концы рельсов должны быть зажаты при помощи гидравлического пресса с последующим нагревом до 1200 градусов при помощи все тех же многопламенных горелок. Последние осуществляют колебательные движения вдоль образованного стыка. Частота этих колебаний составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой от 10 до 13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Для осуществления описываемых действий используются универсальные газопрессовые станки.
После завершения сваривания полученный стык обрабатывается. После этого производится также его нормализация.
Итоги
Итак, существует три ключевые технологии сваривания рельсов. Каждая из них обладает собственными «плюсами» и «минусами». Однако стоит отметить, что алюмотермитная сварка максимально соответствует всем современным жесточайшим требованиям к бесстыковым железнодорожным путям. Потому ее применение полностью обоснованно при построении и ремонте современных магистралей.
Похожие статьи8.ПЧ_12_Тех.процесс_по_сварке_АЛТС
ФИЛИАЛ ОАО «РЖД»
КРАСНОЯРСКАЯ
ЖЕЛЕЗНАЯ ДОРОГА
ДИРЕКЦИЯ
ИНФРАСТРУКТУРЫ
структурное подразделение
АБАКУМОВСКАЯ ДИСТАНЦИЯ ПУТИ
Утверждаю:
Главный инженер Абакумовской дистанции пути
Красноярской железной дороги
А.Г.Абрамов
« » 2011 год
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Окончательного восстановления рельсовой плети
бесстыкового пути со скреплением ЖБР, ЖБРШ, КБ алюминотермитной
сваркой рельсов методом промежуточного литья.
Абакумовка 2011г
Содержание
1.Область применения…………………………………………………….стр1
2.Условия производства работ……………………………………………стр1
3.Производственный состав исполнителей работ………………………стр1
4.Организация и технология выполнения работ………………………..стр1
5.Хранение материалов……………………………………………………стр8
6.Перечень необходимых технических средств………………………….стр9
7.Требования безопасности……………………………………………….стр10
8. Ограждение места работ………………………………………………..стр12
1 Область применения
Настоящий технологический процесс разработан Абакумовской дистанцией пути и предназначен для сварки стыков алюминотермитным методом промежуточного литья рельсов при текущем содержании пути. При окончательном восстановлении плети или устранении нежелательных стыков в рельсоах как на пути так и на стрелочных переводах. На рельсах типа Р-65 как новых так и старогодных, на железобетонных шпалах или брусе.
2 Условия производства работ
Рельсы подлежащие сварке должны быть одной группы годности.
Участок пути однопутный или двухпутный, электрифицированный, оборудован автоблокировкой.
В стыках установлены двухгловые накладки, стянутые шестью болтами, с зазором 0-26мм.
Шпалы или брус железобетонный с шириной между осями 420-680мм.
Балласт щебеночный, фракция 25-60мм.
Балластная призма высотой 50см, плече балластной призмы 45см, бровка зем полотна не менее50см.
Шпальные ящики заполнены балластом на 3см.ниже верхней плоскости шпалы.
Участок пути прямой, переходная кривая, круговая кривая радиусом не пенее 250м и возвышением наружного рельса не более 150мм.
Температура наружного воздуха не ниже -40С
Осадки в виде дождя и снега отсутствуют.
Между стыками рельсов не менее 3м, на одном 25м рельсе не более 4 стыков.
В зоне сварки не должно быть вдавленного клейма.
Стык на шпале варить запрещено.
3 Производственный состав исполнителей работ
Сварщики- 3чел
Монтер пути- 2чел
Оператор деф. РДМ33- 1чел
Сигналист- 2 чел
Руководитеь — 1чел
4 Организация и технология выполнения работ
Для производства работ должна быть организована бригада, состоящая из 3-х сварщиков – литейщиков (как минимум 2-х ), имеющих свидетельство на проведение указанных работ, и 2-х монтеров пути не ниже 3-го разряда. Руководитель работ (инженерно- технический работник) в должности не ниже дорожного мастера отвечает за качество работ и технику безопасности при выполнении алюминотермитной сварки.
Перед началом работы руководитель работ должен проверить комплектность оборудования, инструмента и наличие расходных материалов.
1
Подготовительные работы.
Руководитель работ проводит с персоналом бригады инструктаж по технике безопасности, пожарной безопасности и охране труда на рабочем месте.
Следит за перемещением бригады к месту работы и обратно, и обеспечивает сохранность оборудования и материалов.
Обеспечивает ограждение места работ соответствующими сигналами, согласно ЦП-485.
Подготовка тигля к работе
Осматривается тигель для плавильного процесса, требуется убедиться в отсутствии трещин, сколов и других дефектов. Исправный тигель вставляется в обечайку , уплотняются места контакта с обечайкой формовочной смесью и просушивается при температуре не менее 25 – 30 0 С в течении 24 часов, установите тигель на вспомогательной стойке.
Примечание: для сокращения времени просушки рекомендуется перед доставкой тигля на рабочее место просушить его при температуре 50 – 700 0С не менее 12 – 16 часов в сушильной камере или термостате.
Подготовка стыка
Производится демонтаж стыка:
— разболтите и снимите по две шпалы в каждую сторону от стыка;
— установите временную перемычку (шунт)
— разболтите и снимите накладки;
— удалите мазут и грязь со свариваемых поверхностей, на расстоянии 100 – 120 мм от торца свариваемого рельса;
-при необходимости сделайте регулировку междушпального ящика, для удобного монтажа литейной формы.
Подготовка к сварке
Формирование зазора.
Произведите формирование стыкового зазора между торцами рельсов 25 -26 мм
Произведите замер существующего зазора;
Выполните, при необходимости, обрезку рельса механическим способом до
величены стыкового зазора, при этом расстояние от торца рельса до края ближайшего
болтового отверстия должно быть не менее 50 мм.
Произведите очистку торцов рельсов от ржавчины металлической щеткой.
Выправка рельсов в рабочее положение.
Выправьте рельсы в рабочее положение для производства алюминотермитной
сварки. С целью компенсации просадки сварного шва сделайте возвышение концов рельсов
с помощью клиньев по вертикальной оси стыка на высоту 2,0 + 0,5 мм.
2
Контроль установки концов рельсов перед сваркой выполняйте линейкой длиной 1м, штангенциркулем или щупом. (Рис. 4-1)
Подготовка тигля к сварке.
Тигель перед началом сварки дополнительно просушите кислородно – пропановым
пламенем с избытком кислорода. В процессе сушки перемещайте горелку кольцевыми
движениями по спирали до верхних краев тигля в течении 55 — 60 секунд.
Подготовка литейного компонента.
Приготовьте литейный компонент – одну порцию. Установите литниковый запор
в тигле. Для этого в реакционном тигле, расположенным на вспомогательной стойке, с
помощью фрезы произведите очистку отверстия для установки литника.
Литниковый запор установите в нижнем отверстии тигля таким образом, чтобы
верхние его кромки находились на 8 – 10 мм выше днища тигля (рис. 4-2).
Установите оправку на литниковый запор.
Место соприкосновения литникового запора с тиглем уплотните магнезитным
порошком.
Засыпьте в тигель приготовленную порцию литейного компонента,
соответствующую типу свариваемых рельсов.
Удалите оправку из тигля.
Процесс сварки методом промежуточного литья.
Установка технологического оборудования в зоне стыка.
Установите комбинированную стойку на головку рельса таким образом, чтобы
держатели частей литейной формы находились сбоку по оси свариваемого зазора (Рис. 4-3).
Установите механизм настройки горелки вместе с горелкой на комбинированную
стойку и отрегулируйте положение сопла относительно свариваемого зазора.
3
Установите на свариваемом стыке литейную форму, состоящую из двух полуформ.
Для этого две полуформы очистите от упаковки, проверьте визуально целостность их
функциональных частей и вложите их в металлические держатели, соблюдая соответствие правой и левой стороны.
На одной полуформе уберите ослабленную стенку литейного желоба для отвода шлака
Зафиксируйте полуформы относительно стыкового зазора так, чтобы центр зазора совпал с вертикальной осью литейной формы, а сами полуформы прилегали друг к другу без
ступенек по всему периметру стыковки.
Проверьте возможность установки литникового мостика в соответствующий паз
литейной формы. Он должен свободно входить в паз и располагаться горизонтально.
При необходимости напильником обработайте боковые поверхности литникового
мостика (Рис 4-4).
Уплотните вручную место контакта литейной формы с рельсом формовочным
материалом.
На литейную форму со стороны желоба отвода шлаков установите ковш,
внутреннюю поверхность которого обмажьте формовочной смесью толщиной 5 мм. При
сварке в пути ковш установите с внутренней стороны колеи.
Произведите вручную обмазку с целью уплотнения места контакта ковша с литейной формой.
Установите подготовленный тигель с литейным компонентом, перенеся его со вспомогательной стойки на комбинированную стойку, и проверьте центровку литника
(рис.4-2) относительно вертикальной оси свариваемого зазора. При необходимости,
произвести регулировку для совмещения осей литника и зазора. Контроль осуществите
визуально.После этого поверните тигель на 90 градусов в сторону от зазора.
Подготовьте две лопатки с формовочной смесью для заделки свища в случае его
образования в процессе литья в литейной форме.
Подогрев концов рельсов.
Установите на газовых редукторах давление пропана 1 – 1,2 атм и давление кислорода 4,5 – 5,0 атм. Зажгите газовую горелку, отрегулируйте пламя до нормального горения и установите газовую горелку на вспомогательную стойку (Рис. 4-5). (Регулировку давления на редукторах кислорода и пропана производите при открытых вентилях на горелке).
4
Переместите газовую горелку с нормально отрегулированным пламенем на
комбинированную стойку в зону сварки для нагрева концов рельсов (Рис. 4-6).
Продолжительность прогрева для рельса Р65 составляет 7 – 9 минут.
Температуру нагрева металла рельсов до 800 + 900оС контролируйте визуально по
цвету нагретого металла до светло – красного цвета или пирометром.
За одну минуту до конца подогрева концов рельсов нагрейте литниковый мостик формы (Рис. 4-4), удерживая его специальными щипцами.
Плавильный процесс.
Снимите газовую горелку с комбинированной стойки.
Установите нагретый литниковый мостик в литейную форму.
Поверните тигель с литейным компонентом и установите его таким образом, чтобы ось литника совпадала с осью зазора (Рис. 4-7).
Зажгите от пламени горелки термитную спичку, вставьте ее в литейный компонент,
находящийся в тигле, и накройте тигель конической крышкой с отверстием для выпуска газов.
Установите горелку на вспомогательную стойку.
Контролируйте визуально и по времени процесс плавления литейного компонента и выпуск расплавленного металла в литейную форму, который происходит через 20 – 28 секунд автоматически.
5
Контролируйте время кристаллизации металла литейного шва, которое в зависимости от массы порции литейного компонента, для рельсов Р 65 длится 3,0 – 3,5 минуты. После этого демонтируйте литейное оборудование.
Демонтаж литейного оборудования после затвердевания металла.
Снимите ковш со шлаком.
Запустите двигатель гидроагрегата и подключите обрезное приспособление.
Снимите тигель и перенесите его на вспомогательную стойку.
Снимите комбинированную стойку и держатели литейных полуформ.
Снимите металлические рамки, удерживающие литейные полуформы
Демонтаж верхней части литейной формы.
Произведите очистку зубилом бокового и верхнего контуров головки рельсов от формовочной смеси и шлака.
Выполните отделение с помощью кузнечных клещей верхней части литейной формы.
Произведите очистку головки рельса от песка металлической щеткой.
Формирование головки рельса в зоне литейного шва.
Установите гидравлическое обрезное приспособление для удаления прибыльной части литейного шва (Рис. 4-8).
В течении 10 – 15 секунд произведите обрезку прибыльной части и снимите обрезное приспособление.
Уберите излишки шлака, обрезки металла и срубите с помощью молотка и зубила или гидравлических ножниц остатки литниковой системы, подрубите литники в горячем состоянии.
6
Установите на поверхности головки рельса гидравлический шлифовальный станок и выполните предварительное шлифование прибыльной части литейного шва до высоты приблизительно 1 мм над верхом головки рельса (Рис. 4-9).
Выдержка стыка до полного остывания.
Выдержите литейный шов до полного остывания, когда температура металла шва и рельса на расстоянии 2 м от шва будут одинаковыми. Ориентировочное время остывания 90 – 120 минут, в зависимости от температуры окружающего воздуха.
Окончательное шлифование стыка и контроль качества.
Отбейте литники.
Произведите окончательную очистку литейного шва от остатков литейной формы и песка металлической щеткой.
Выполните окончательную шлифовку головки рельса в зоне стыка шлифовальным станком. Поверхность головки рельса после шлифовки не должна иметь дефектов «поджога»
Произведите крепление рельса к шпалам в зоне литейного шва.
Контроль качества алюминотермитной сварки на месте производства работ.
В процессе подготовки и проведения алюминотермитной сварки рельсов руководитель бригады должен выполнять пооперационный контроль за качеством всех операций.
После завершения технологического процесса алюминотермитной сварки проведите визуальный осмотр литейного шва в стыке. Убедитесь, что литейный шов снаружи не имеет пор и шлаковых включений, а также трещин.
Примечание: наличие металлургических усадочных раковин, полостей на устраненных излишках литниковых стояков в их центральной части не влияет на качество литейного шва, так как эти дефекты возникли в приварыше (обливе).
Выполните проверку геометрии рельса в зоне стыка. Визуально убедитесь, что седловина в литейном шве отсутствует.
Произведите с помощью линейки длиной 1,0 м, штангенциркуля или щупа проверку прямолинейности рельса в зоне стыка. Допускаемые отклонения прямолинейности соединенных концов рельсов после образивной обработки головки в вертикальной плоскости не более 0,5 мм, а в горизонтальной не более 0,3 мм на длине 0,5 м.
7
Схема контроля прямолинейности рельсов в зоне соединения приведена на рис. 4-10.
После завершения проверки геометрии рельса, выполните неразрушающий контроль качества литейного шва ультразвуковым дефектоскопом РДМ-33, по Технологической инструкции ТИ 0722- 2000, утвержденной ЦП МПС 28.12.2000 г.
При отсутствии отклонений в нормируемых показателях качества литейного шва, стык, выполненный алюминотермитной сваркой методом промежуточного литья, считается пригодным для эксплуатации. Поставьте личное клеймо сварщика — литейщика и сделайте запись в журнале учета работ по алюминотермитной сварке рельсов (Приложение В)
При обнаружении дефекта в литейном шве, проанализируйте причины его возникновения, и устраните путем вырезки участка рельса в зоне соединения. Длина вырезанного участка должна быть такой, чтобы расстояние между местами сварки было не менее 3000 мм. На место удаленного рельса установите новый и выполните алюминотермитную сварку двух стыков.
Приведение сварного шва и участка рельса в рабочее состояние
Установите предохранительные накладки на рельс в зоне литейного стыка.
Демонтируйте приспособления, соберите инструмент, включая клинья для выправки рельсов.
Уберите остатки литейных материалов.
Технологическая карта с перечнем операций для проведения сварочных работ на стрелочном переводе, как наиболее сложной конструкции пути, приведена в приложении А.
5. Правила хранения расходных материалов, оборудования и инструмента
Хранение расходных материалов.
Литейные компоненты, термитные спички, должны храниться в самостоятельных 1-ой или 2-ой степени огнестойкости бесчердачных одноэтажных зданиях с негорючими полами.
В исключительных ситуациях допускается хранение в отдельном отсеке общего склада 1 или 2 степени огнестойкости.
Литейные компоненты, ввиду высокой температуры горения, необходимо складировать на расстоянии не менее 0,5 м от несущих конструкций склада и не менее 3-х м от горючих материалов и веществ. Расстояние от светильников до хранящихся упаковок с литейным компонентом должно быть не менее 0,5 м.
Напротив дверных проемов складских помещений должны оставаться свободные проходы шириной, равной ширине дверей, но не менее 1 м. Через каждые 6 м в складах следует устраивать, как правило, продольные проходы шириной не менее 0,8 м.
Электрооборудование складов по окончании рабочего дня должно обесточиваться.
Аппараты, предназначенные для отключения электроснабжения склада, должны располагаться вне складского помещения на стене из негорючих материалов или на отдельно стоящей опоре, заключены в шкаф или нишу с приспособлением для опломбирования и должны быть закрыты на замок. Эксплуатация газовых плит, электронагревательных приборов и установка штепсельных розеток в помещении склада не допускается.
8
В зависимости от площади склада и количества хранящегося литейного компонента в каждом конкретном случае определяется необходимое количество огнетушителей согласно ППБ-01-93.
При использовании ящиков с песком или глиноземом, они должны комплектоваться совковой лопатой по ГОСТ 3620-76, а их конструкция обеспечивать удобство извлечения тушащих средств и исключать попадание осадков.
Вспомогательные материалы: термитные спички, литейные формы и мостики, магнезитный порошок, формовочная смесь должны храниться в помещении при температуре воздуха не ниже +10оС и относительной влажности не выше 50 %. Допускается в весенне – летний период увеличение относительной влажности воздуха в помещении до 65 %.
Для контроля температуры и влажности воздуха в помещении должны быть установлены термометр и прибор для измерения влажности (психрометр или гигрометр).
6.Перечень специального оборудования
Наименование | Обозначение | Кол-во,шт. | Габаритные размеры ДхШхВ, мм | Назначение и краткая техническая характеристика | прим |
Агрегат гидравлический | АГ-1 | 1 | 1245х495х635 | для шлифовального, обрезного станков и гидравлических инструментов. | мощность, кВт-4,5 максимальное рабочее давление, МПа-20, масса, кг-75 |
Станок шлифовальный гидравлический | СШГ-1 | 1 | 1066х500х985 | Шлифование сварных швов рельсов | частота вращения рабочего вала, об/мин-3000 масса, кг -43 |
Станок обрезной гидравлический | СОГ-1 | 1 | 880х335х340 | Обрезка прибыльной части литейного шва. | Усилие резания, кН-190. Масса, кг-75 |
Станок рельсорезный | СР-1 | 1 | 620х480х360 | Резка рельсов поперечная | обороты диска, об/мин 300-5000. масса, кг-35 |
Перечень материалов и оборудования:
— термитный компонент
— форма
— литниковый запор
— стойка комбинированная
— приемная чаша (ковш)
— рамка для сварочной формы
— тигель
— газовая горелка
— шланги, кислородный и пропановый
— редуктор кислородный
— редуктор пропановый
— баллон с кислородом
9
— баллон с пропаном
— набор ручных инструментов сварщика- литейщика
— рулетка
— рельсовый термометр
— домкрат гидравлический
— прибор для разгонки шпал
— временная перемычка (шунт)
— лопата
— ключ путевой
— ключ торцевой
— лом остроконечный
— запасные детали ВСП (в зависимости от состояния свариваемого стыка для замены дефектных).
7. Указания мер безопасности
При выполнении алюминотермитной сварки рельсов методом промежуточного литья должны строго выполняться правила техники безопасности, пожарной безопасности и охраны труда.
Для выполнения алюминотермитной сварки рельсов могут быть допущены работники, прошедшие специальный курс обучения и получившие свидетельство сварщика – литейщика и прошедшие проверку знаний на право производства работ.
Работники, допущенные к производству алюминотермитной сварки рельсов, перед проведением работ, должны пройти медицинский осмотр и получить разрешение врача.
При алюмотермитной сварке рельсов работники должны использовать личные защитные средства:
— спецодежду сварщика – литейщика;
— огнестойкие перчатки;
— защитную маску;
— сварочные очки;
— сапоги или ботинки;
— теплую спецодежду для работы в холодное время;
— сигнальные жилеты при выполнении работ в пути.
К выполнению сварочных работ допускаются лица не моложе 18 лет.
При работе с технологическим оборудованием: агрегатом гидравлическим, станком шлифовальным, станком обрезным, станком рельсорезным, горелкой газовой строго соблюдать инструкции по эксплуатации на это оборудование и соблюдать меры безопасности, указанные в этих инструкциях.
В процессе подготовки и выполнения алюминотермитной сварки рельсов запрещается:
— засыпать и поджигать порцию литейного компонента во влажный (непросушенный) тигель;
— поджигать литейный компонент, не установив тигель над литейной формой; 4
— автоматический выпуск расплавленного литейного компонента во влажную литейную форму
— после предварительного нагрева концов рельсов в литейной форме и воспламенения литейного компонента ставить влажный (непросушенный) мостик;
— носить термические спички в кармане рабочей одежды;
— термические спички хранить совместно с литейным компонентом в одном складе;
— устанавливать ковш с горячим шлаком на влажную землю и переносить ковш с горячим шлаком наклоненным;
— порции литейного компонента хранить совместно с другими легковоспламеняющимися веществами;
— высоконагретый или жидкий шлак, снятый с литейного шва, бросать в воду, снег или на влажные места;
— в случае пожара на складе, где хранится литейный компонент, применять воду и жидкостные огнетушители.
10
Перед воспламенением литейного компонента сварщик – литейщик должен предупредить остальных работников о воспламенении и иметь место для быстрого отхода от тигля, в котором происходит активная химическая реакция, на расстояние не менее 3-х метров.
Литейный компонент должен складироваться на рабочем месте на расстоянии не менее 6-ти метров от места сварки. Категорически воспрещается хранение литейного компонента совместно с легковоспламеняющимися и горючими жидкостями, горючими газами, окисляющими и кислородосодержащими веществами.
Рабочее место проведения алюминотермитной сварки перед проведением работ должно быть обеспеченно средствами пожаротушения: порошковым огнетушителем, лопатой, песком.
При работе с литейным компонентом необходимо строго соблюдать правила пожарной безопасности, принимая во внимание, что:
— температура при горении литейного компонента достигает 2300 – 2800 оС;
— линейная скорость горения составляет 5 мм/сек;
— горение литейного компонента сопровождается выбросом горячих частиц, способных зажечь легковоспламеняющиеся вещества;
— при разрушении уплотнительной обмазки или литейной формы возможно вытекание расплавленного металла вне зоны сварки;
— при увлажнении литейного компонента в процессе реакции возможна резкая интенсификация горения за счет взаимодействия алюминия и воды с выделением водорода.
Запрещается тушить литейный компонент огнетушащими порошками общего назначения, водой и водо-пенными смесями. Для локализации горения литейного компонента должен быть применен огнетушащий порошок ПХК по ТУ 10968236-06-94.
При проведении работ по алюминотермитной сварке рабочее место должно быть очищено от горючих веществ в радиусе 5 м.
Газовые баллоны и подводящие шланги, а также конструкции и механизмы, находящиеся в зоне алюминотермитной сварки, должны быть защищены металлическим экраном или сеткой с ячейкой не более 1х1__
8.Ограждение места работ.
Руководитель работ заранее выдает предупреждение по Форме №2 и заказывает «окно» для производства работ по сварке стыков Алюминотермитным способом.
Проводит целевой инструктаж сигналистам и членам бригады в соответствии с ЦРБ 757
Общество с ограниченной ответственностью «Магистраль-Т» Алюминотермитная сварка рельс методом промежуточного литья АЛТС
ТИПОВАЯ ПРОГРАММА И МЕТОДИКА
ТИПОВАЯ ПРОГРАММА И МЕТОДИКА испытаний для допуска на объекты инфраструктуры ОАО «РЖД» технологии алюминотермитной сварки рельсов Утверждена Распоряжением ОАО «РЖД». Срок действия: с 1 июля 2014 без ограничения
ПодробнееУчебные практики. 1. УП Учебная практика
Аннотации программ учебных и производственных практик по специальности СПО 08.02.10 Строительство железных дорог, путь и путевое хозяйство (по видам). Базовая подготовка Учебные практики 1. УП.01.01 Учебная
ПодробнееПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ
УТВЕРЖДЕН приказом Министерства труда и социальной защиты Российской Федерации от 2019 г. ПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ Работник по контролю за состоянием Содержание Регистрационный номер I. Общие сведения…
ПодробнееТехнология обработки рельсов
Технология обработки рельсов w w w. l i n s i n g e r. c o m ЛИНЗИНГЕР предлагает Вам наилучшее решение Рельсофрезерная путевая машина SF06-FFS Plus Рельсофрезерная путевая машина SF03-FFS Технологии фрезерования
Подробнее3.4. Понятие свариваемости материалов
3.4. Понятие свариваемости материалов 1 При сварке плавлением сварные соединения имеют два ярко выраженных участка: закристаллизовавшийся металл шва и зона термического влияния в основном металле. 2 При
ПодробнееПодготовка и разделка кромок под сварку
Подготовка и разделка кромок под сварку Подготовка кромок Ю.А. Дементьев преподаватель КГБПОУ «Бийский промышленнотехнологический колледж» Цель подготовки (зачистки) кромок под сварку-получение качественного
ПодробнееПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ
УТВЕРЖДЕН приказом Министерства труда и социальной защиты Российской Федерации от «14» мая 2014 г. 310н ПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ Работник по контролю за состоянием железнодорожного пути 100 I. Общие сведения
ПодробнееСДЕЛАТЬ ПРАВИЛЬНЫЙ ВЫБОР!
СДЕЛАТЬ ПРАВИЛЬНЫЙ ВЫБОР! Это специалист по сварочным работам, который осуществляет сварку различных изделий из металла (узлов металлоконструкций, трубопровода, деталей машин и механизмов и т.д.) Получается,
ПодробнееГАЗОПЛАМЕННАЯ ПРАВКА МЕТАЛЛОВ
УДК 621.791 Шолохов М. А. ООО «ШТОРМ», г. Екатеринбург Zeller M. Messer Cutting Systems GmbH, Германия ГАЗОПЛАМЕННАЯ ПРАВКА МЕТАЛЛОВ Остаточные деформации, вызванные сварочным нагревом, нередко искажают
Подробнее0,71 0,82 0,75 1,05 0,25 0,45 М76 0,035 0,040 0,025. Предел текучести, Относительное. удлинение, %
34 рельсы и рельсовые cкрепления РЕЛЬСЫ ЖЕЛЕЗНОДОРОЖНЫЕ ШИРОКОЙ КОЛЕИ Р50,Р65, UIC60, S49 Предназначены для укладки на железных дорогах широкой колеи. Рельсы железнодорожные типа Р65 низкотемпературной
ПодробнееЭта задача решается содержанием
Актуальные проблемы путевого хозяйства Октябрьской железной дороги в условиях перехода на новые формы организации труда В.А. БОГДАНОВИЧ, заместитель начальника Октябрьской железной дороги по путевому хозяйству
ПодробнееПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ
УТВЕРЖДЕН приказом Министерства труда и социальной защиты Российской Федерации от 2017 г. ПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ Монтер пути Работник по ремонту и текущему содержанию железнодорожного пути Содержание
ПодробнееЭнергоэффективность и ресурсосбережение
Уважаемые господа! ЗАО «Псковэлектросвар» предлагает Вашему вниманию передвижную рельсосварочную машину на комбинированном (автомобильном и железнодорожном) гидростатическом ходу МСК-01. В связи с ростом
ПодробнееКлассификация дефектов рельсов НТД/ЦП-1-93
Классификация дефектов рельсов НТД/ЦП-1-93 I. Назначение классификации. Классификация дефектов рельсов предназначена для статистического учета, анализа уровня эксплуатационной стойкости и надежности рельсов.
ПодробнееПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ
1 УТВЕРЖДЕН приказом Министерства труда и социальной защиты Российской Федерации от 2019 г. ПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ Бригадир (освобожденный) по текущему содержанию и ремонту пути и искусственных сооружений
Подробнее1 Цель и задачи освоения дисциплины
Аннотация рабочей программы дисциплины «Б1.В.14 МАТЕРИАЛОВЕДЕНИЕ И ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ» 1 Цель и задачи освоения дисциплины Целью освоения дисциплины Б1.В.14 «Материаловедение и технология
Подробнее1. Общие положения. Ермаков А.О.
Функциональная безопасность. Теория и практика Ермаков А.О. определение предельного состояния ОБЪЕКТОВ железнодорожной техники Предложен подход к определению предельного состояния железнодорожной техники
ПодробнееПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ «СВАРЩИК»
ПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ «СВАРЩИК» ПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ СВАРЩИК (наименование профессионального стандарта) 1. Общие сведения Регистрационный номер Ручная и частично механизированная сварка (наплавка)
ПодробнееСварка рельсовых стыков — Энциклопедия по машиностроению XXL
Этот термит при сгорании даёт около 750 ккал/кг и развивает температуру выше 3000° С. В СССР алюминиевый термит довольно широко применяется для сварки рельсовых стыков на трамвайных и ж.-д. линиях. В годы Отечественной войны нашёл применение магниевый термит из порошкообразной смеси магния И железной окалины для сварки стальных проводов диаметром 3—6 мм на линиях телеграфно-телефонной связи. В машиностроении термитная сварка имеет ничтожное применение. [c.273]Электромоторно-винтовые подаю ще-о садочные устройства. Схема конструкции показана на фиг. 6. Устройство приводится в движение двигателем, имеющим две скорости вращения малую, предназначенную для оплавления, и большую для осадки. Возвратно-поступательные перемещения плиты достигаются реверсированием двигателя с помощью вспомогательного реле, реагирующего на изменение тока при соприкосновении и разъединении свариваемых деталей. Устройство позволяет сравнительно просто автоматизировать все стадии процесса стыковой сварки прерывистым оплавлением и обеспечивает большой ход подвижной плиты. Применяется для стыковой сварки однотипных деталей, требующих применения прерывистого оплавления преимущественно для сварки рельсовых стыков. [c.300]
Горение протекает бурно с вьщелением большого количества теплоты. Температура достигает 3000 °С. Расплавленный в результате горения металл затекает в свариваемый стык и образуется сварное соединение. В связи с низкой производительностью процесса и дефицитностью алюминия термитную сварку применяют ограниченно, в основном для сварки рельсовых стыков трамвайных путей. Магниевый термит (смесь порошкообразного магния и железной окалины) используют для сварки стальных телеграфных и телефонных проводов связи. [c.337]
Способ Бенардоса находит применение в работах по исправлению рельсовых путей, при сварке рельсовых стыков, тонкой листовой стали, для выплавления песочных мест в стальных отливках, заполнения пористого литья, для сварки меди, алюминия и их сплавов. [c.259]
Сварка комбинированным способом (рис. 188, в) совмещает сварку впритык и сварку промежуточным литьем и предназначена для сварки рельсовых стыков. [c.404]
Комбинированный способ при.меняют, как правило, при сварке рельсовых стыков. Количество термита выбирают так, чтобы нижняя часть формы была заполнена расплавленным металлом, а верхняя — расплавленным шлаком. После заливки формы производят сжатие рельсов. В результате нижняя часть сваривается плавлением, а верхняя — давлением. [c.501]
При сварке рельсовых стыков наиболее широко применяется комбинированный способ, схема которого представлена на фиг. 329, в. Между торцами точно обработанных головок рельсов зажимается пластинка толщиной 3 мм из малоуглеродистой стали. Затем на стык устанавливают форму и производят подогрев его. Порция термита подбирается так, чтобы при заливке формы нижняя ее часть была заполнена жидким металлом почти до нижней кромки головки рельсов. Остальная часть формы заполняется шлаком, после чего производят сжатие рельсов с помощью ручного винтового пресса. Таким образом головка рельсов сваривается по способу давления, а остальная часть сечения по способу промежуточного литья. После снятия форм производится обработка зубилом выступающих кромок [c.508]
Продолжительность сварки рельсового стыка (включая предварительные и окончательные работы) 40 мин. [c.72]
Комбинированный способ, как правило, применяют при сварке рельсовых стыков, которые устанавливают в специальной огнеупорной форме. Количество термита должно быть таким, чтобы [c.304]
Сварка рельсовых стыков имеет большое народнохозяйственное значение. Она применяется для создания длинных рельсовых плетей (до 25 м и выше), что способствует значительному улучшению эксплуатационных показателей рельсового пути на железнодорожном транспорте. Отсутствие толчков подвижного состава на сварных стыках уменьшает как износ пути, так и подвижного состава. [c.99]
Контактная стыковая сварка—наиболее распространенный в настоящее время метод сварки рельсовых стыков. Нормальный железнодорожный рельс имеет сечение свыше 5000 мм и изготовляется из стали с содержанием более 0,5 /дС. В связи с этим сварка рельсов производится оплавлением с подогревом. Для этой цели в СССР применяются машины автоматического действия мощностью 200—320 ква. [c.99]
Сварка рельсовых стыков производится в стационарных или передвижных мастерских. Рельсы поступают на сварку с перпендикулярно обрезанными торцами. Поверхность рельса яа участке, зажимаемом в электродах, перед сваркой очищается. После автоматической сварки с подогревом горячий грат с нижней стороны подошвы рельса обрубается пневматическим зубилом. Затем сваренный рельс перемещается по продольному конвейеру, после чего зубилом срубается остальной грат. Далее стык шлифуется карборундовым кругом для получения ровной поверхности. Наконец, сваренный рельс обрезается на заданную длину, и сверлятся отверстия для болтовых соединений. [c.100]
| Фиг. 120. Порядок сварки рельсового стыка |
На роликоопоры 5, 10 тележек 3, 4, 9 мостовым краном устанавливают части корпуса. С помощью поперечного перемещения неприводных роликоопор 10 совмещают стыки собираемых частей корпуса и соединяют их между собой. К одному из торцов корпуса проводится упорный ролик 6, затем с помощью фиксирующих пальцев гребенки рельсового пути закрепляют тележки 3, 4, 9 и упорный ролик 6. Подводят велотележку 7 со сварочной аппаратурой настраивают сварочные автоматы по стыку. Внутрь свариваемых частей вводят газовые горелки, разогревают стыки до температуры 200—300 °С и производят сварку кольцевого стыка. [c.74]
Соединение рельсовых стыков (Р65) газопрессовой сваркой в пластическом состоянии металла на техническом пропане производят при следующем режиме -давление 2,0—2,5 кгс/мм величина осадки Н — 20 мм, давление кислорода 4 кгс/см , давление технического пропана 0,35 кгс/см , время сварки рельсов Р65 состав- [c.401]Этим способом сваривают рельсовые стыки, валы и стержни большого диаметра. Существует также способ термитной сварки плавлением, заключающийся в заполнении зазора между соединяемыми деталями жидким металлом, полученным при расплавлении термита. В этом случае сжатие деталей не применяется. [c.325]
Контактная сварка приобрела в настоящее время большое народнохозяйственное значение. Благодаря высокой производительности и относительно легкой механизации и автоматизации она получила широкое распространение в автотракторной промышленности, самолетостроении, вагоностроении, а также при изготовлении труб и сооружении магистральных нефтегазопроводов. Кроме того, контактным способом сваривают рельсовые стыки, звенья цепей, трубчатые змеевики в котлах высокого давления и химических аппаратах. [c.19]
При сварке продольных стыков собранную обечайку вращением роликоопор устанавливают стыком в верхнее положение. Сварочный аппарат устанавливают по свариваемому стыку и при движении установки по рельсовому пути производят сварку. Корректировка положения электрода в поперечном направлении осуществляется сварщиком с площадки 6. [c.79]
Рельсовые стыки на спускной части горки и в первой трети длины сортировочных путей необходимо сваривать в тех местах, где сварка не препятствует устройству изолирующих стыков для образования рельсовых цепей. Применение сварных плетей в пределах тормозной зоны подгорочных путей обязательно. [c.23]
Сварка способом дуплекс применяется в основном только для соединения рельсовых стыков. Сущность этого способа почти ничем не отличается от сварки способом промежуточного литья. Все подготовительные операции и заливка стыка производятся в таком же порядке, как и при промежуточном литье. Различие состоит в том, что при способе дуплекс стык после заливки жидким металлом сжимается с помощью пресса. [c.505]
Стыковая сварка железнодорожных рельсов. Наилучшим способом получения надежного и прочного рельсового стыка, пригодного для главных путей и для любой скорости движения, является стыковая сварка оплавлением. При болтовых соединениях быстро изнашиваются концы рельсов, ускоряется износ подвижного состава. Доказано, что нет необходимости устройства температурных стыков через каждый рельс (длина 12,5 м), достаточно одного температурного стыка на несколько сот метров. [c.35]Колебательные процессы, возникающие при передвижении кранов по рельсам, обусловлены единичными и циклически повторяющимися возмущениями кинематического характера /4,6 (О вследствие неровностей рельсовых путей и ходовых колес. Все неровности можно рассматривать как местные неровности в виде выбоин, наплывов металла от сварки, различных выступов рельсовых стыков и плавные волнообразные неровности, как правило, на значительной длине (1,5—3,0 м). Волнообразные неровности являются следствием неравномерного износа рельсов и ходовых колес [37]. Частоту внешних возмущений в этом случае можно определить по формуле [c.328]
| Рис. 97. Подвесная контактная машина для сварки рельсовы.х стыков |
Сварка комбинированным способом предназначена для сварки рельсовых стыков, способ совмещает сварку впритык и сварку промежуточным литьем (рис. 222, в). Способ состоит в том, что валоженная между головками рельсов железная пластина зажимается при помощи пресса. Затем после установки на стык формы и подогрева деталей до 700—750°С в форму выливается из тигля термитный металл и шлак. Жидкий металл расплавляет и сваривает подошву и шейку рельсов. Заполнявшая верхнюю часть формы шлаковая ванна нагревает головки рельсов и затем при стягивании рельсов стык сваривается. [c.340]
Закончить ремонтно-оздоровительные путевые работы ремонт путей (главных и станционных, эстакадных, весовых, подкрановых и др.) и стрелочных переводов, замену изношенных и укладку дополнительных башмакосбрасывателей, сварку рельсовых стыков в районах работы башмачников, замену разнотипных рельсов в парках формирования, очистку щебня и подрезку балласта на изолированных участках, централизованных стрелках и замедлителях. Обеспечить ремонт [c.424]
Комбинированны.ч способом сваривают преимущественно стыки рельсов. Этот способ представляет собой комбинацию двух способов впритык и промежуточным литьем. Перед сваркой рельсовые стыки фрезеруются. Между головками рельсов зажимается пластина из низкоуглеродистой стали толшияой 8—10 мм. Стык, собран- ный с пластиной, сжимается прессом (фиг. 209). Между шейками и подошвами рельсов остается зазор, равный толщине установленной между головками пластины. Головки рельсов с зажатой пластиной зачеканиваются для того, чтобы расплавленные металл и шлак не могли попасть в зазоры между головками рельсов и пластиной. Подготовленный таким образом стык формуется и заливается расплавленным термитным металлом. Заливка металла производится через дно тигля. После заливки стык с помощью пресса осаживают. [c.505]
К нашим большим отечественным достижениям надо отнести освоение в широких масштабах сварки рельсовых стыков. Уже весной 1943 г. — раньше, чем где бы то ни было в др тих странах, — нас был построен li введен в эксплуатацию иервьп рельсосварочный поезд. Сварочными машинами, которыми он был ослашен, восстанавливались подорванные в войну рельсы, отдельные их куски сваривались в рельсы стандартных размеров. [c.175]
Огромный объем сварки рельсовых стыков (которая, кстати, увеличивает срок службы рельсов почти в два раза) будет выполнен в текуще.м се.милстии должно быть сварено больше 50 тыс. км рельсов, из них свыше 10 тыс. км — в бесстыковые плети. Более производительная и более дешевая контактная сварка рельсов заменит дуговую, термитную и газопрессовую сварку. Правда, луговая и термитная сварка имеет одно очень важное [c.175]
Большое народнохозяйственное значение имеют также сварка рельсовых стыков, стыковая сварка звеньев цепей, точечная сварка кузовов цельнометаллических вагонов, стыковая сварка всевозможных трубчатых элементов в паровых котлах, стыковая сварка листов и лент в прокатном производстве, обеспечивающая непрерывность дейсгви-1 и существенное повышение производительности основного и вспомогательного оборудования в цехах холодного проката на металлургических заводах. Очень большое значение приобретает контактная точечная и стыковая сварка в производстве арматурных сеток и каркасов для железобетона, в первую очередь, в связи с осуществлением великих гидротехнических строек коммунизма. Объем сварочных работ на этих строительствах характеризуется необходимостью сварки около 20 000 000 стыков. [c.7]
Режим сварки рельсового стыка характеризуется следующими параметрами установочная длина 55 — 60 мм, припуск на подогрев и оплавление (суммарный на оба рельса) 20 мм, припуск на осадку 7—9 мм, удельное давление осадки — не менее 3 кг/мм , длительность сварки 100—150 сек., скорость осадки 15 мм/сек. Приведенный режим сварки обеспечивает относительно широкую зону интенсивного нагрева, в результате чего стык после сварки охлажлается с умеренной скоростью — твердость в околостыковой зоне при этом не превышает, как правило, 250—280 единиц по Бринелю (иногда в зоне стыка встречаются также участки, обогащенные углеродом, твердость которых может достигать 400 Нд). Сваренные по приведенному режиму стыки обычно не подвергаются последующей термической обработке. При этом обеспечиваются вполне удовлетворительная статическая прочность (разрушающая нагрузка при изгибе сварного рельса, уложенного на две опоры, составляет 80—90 /д соответствующей разрушающей нагрузки целого рельса) и очень высокий предел усталости при работе на регулярную повторно-переменную нагрузку (предел усталости сварного стыка достигает 80—85 /ц предела усталости целого рельса). Образцы, вырезанные из сварного стыка, обладают сравнительно низкой ударной вязкостью (1 — 2 кгм/см ). Дальнейшее улучшение качества сварных рельсовых стыков может быть достигнуто переходом на более жесткий режим сварки (уменьшаются размеры зерна и сужается зона частичного расплавления стали, в которой часто наблюдаются рыхлости и другие дефекты) с обязательным применением последующей термической обработки. Изменение технологии требует перехода к более мощным стыковым машинам и применения термических печей. [c.100]
Сварка рельсовых стыков В. с. трамваев начала применяться в 1898 г. и быстро распространилась на трамвайных предприятиях всего мира. Первоначально применялся способ заливки рельсов расплавленным чугуном (стык Фалька) стык при этом не сваривался, а лишь заформовывался в чугунном башмаке в виду сложной и громоздкой аппаратуры (передвижная вагранка) этот способ не мог иметь большого успеха. С 1900 г. начала распространяться алюмино-термитная, а с 1904 г. электрич. сварка рельсов. Первая (по способу Гольдшмидта) быстро завоебала себе прочное положение в виду несложности и сравнительной дешевизны ее, простоты изготовления термитной смеси и аппаратуры, а также вполне надежных результатов. Опыт показывает, что число лопнувших стыков, сваренных термитом, весьма не- [c.320]
К этой категории относятся также колебания, которые вызываются передвигающейся силой, меняющейся во времени [81] (например, гармонически) удары передвигающегося груза о неровности рельсов удары о рельсовые стыки и др. В практике найдено много простых приспособлений, имеющих своим назначением противодействие нежелательным динамическим воздействиям. К HFM следует отнести, например, тщательное уравновещи-вание зубчатой передачи у локомотивов, которое уничтожает пульсирующие подвижные силы сварку рельсов, которая устра-няег удар на стыке применение деревянных щпал, уложенных на щебне, что препятствует или смягчает распространение и передачу сотрясений и т. п. [c.114]
Соединение рельсовых стыков (Р65) газопрессовой сваркой в пластическом состоянии металла на техническом пропане производят при следующем режиме давление 2,0—2,5 кПмм (20— 25 Мн1м ), величина осадки Я = 20 мм, давление кислорода [c.355]
Остаточные напряжения в рельсах, сваренных термитной сваркой: значение дополнительной поковки
Термические свойства
Модель FE включает два различных материала: рельсовую сталь марки R260 для рельса и металл сварного шва. Предполагается, что они имеют одинаковые термические и механические свойства. Тепловые свойства стали R260 оценены по Тучковой [22]. На рис. 4 показано изменение плотности, теплопроводности и теплоемкости в зависимости от температуры. Обратите внимание, что конвекция в бассейне с жидкостью была аппроксимирована искусственным увеличением проводимости выше температуры плавления ( T ≥ T liq = 1465 ° C) в пять раз, см. Chen et al.[2].
Рис. 4a Изменение плотности, проводимости и теплоемкости в зависимости от температуры, рассчитанное по Тучковой [22]. b Температурная зависимость модуля Юнга E (слева) и коэффициента Пуассона ν (справа) по оценкам Skyttebol и Josefson [10]. c Температурная зависимость предела текучести и модуля упрочнения, по Skyttebol и Josefson [10]. d Коэффициент теплового расширения рельса и металла шва при нагреве и охлаждении.Из Ahlström [23]
Скрытая теплота и фазовые превращения
Эффект фазовых превращений был учтен в термическом анализе путем определения скрытой теплоты, которая моделирует большие изменения внутренней энергии из-за фазовых изменений материала. Фазовое превращение из жидкости в твердое происходит при T liq = 1465 ° C и T sol = 1380 ° C, см., Например, Тучкова [22], с полной внутренней энергией, связанной с фазовый переход, соответствующий 277 кДж / кг. {\ mathrm {th}} $$
(1)
, где Δ ε e , Δ ε p и Δ ε th обозначают изменения упругой, пластической и термической деформации соответственно.Вязкопластическими деформациями и деформациями ползучести можно пренебречь, поскольку время, проведенное при более высоких температурах, относительно невелико. Чтобы уменьшить вычислительные затраты, участки материала, которые не представляют особого интереса, то есть участки рельса вдали от зоны плавления (FZ), считаются упругими во время процесса ATW. В этих областях не ожидается значительных температурных градиентов или пластической деформации.
Поведение упругого материала
Предполагается, что металл рельса и сварного шва представляет собой изотропный упругий материал с модулем Юнга E и коэффициентом Пуассона ν , взятыми из Skyttebol и Josefson [10].На рис. 4б показаны температурные зависимости E и ν .
Обратите внимание на рис. 4b, что жесткость уменьшается с повышением температуры, что означает, что материал размягчается. Однако нижний предел для E при более высоких температурах является неопределенным из-за ограниченных экспериментальных данных для высоких температур. Здесь было выбрано минимальное значение 100 МПа при температурах выше 1000 ° C. Это значение подтверждается ограниченными экспериментальными результатами из литературы [22].
Коэффициент Пуассона увеличивается до 0,5, как показано на рис. 4b. Однако, чтобы избежать численных проблем с несжимаемым материалом, это значение нельзя принимать слишком близким к 0,5.
Поведение пластических материалов
Предел текучести и упрочнение при комнатной температуре и при 600 ° C были определены на собственном предприятии, см. Skyttebol и Josefson [10]. Дальнейшее изменение предела текучести при температуре принимается таким образом, чтобы оно соответствовало таковому в Еврокоде (EN 93-1-1 Еврокод 3: Проектирование стальных конструкций — Часть 1–1: Общие правила и правила для зданий).Металлы рельса и сварного шва моделируются с использованием линейного изотропного упрочнения, поскольку процесс ATW включает только ограниченную обратную текучесть при более низких температурах; хотя циклические эксперименты с рельсом R260 ограничены, Skyttebol и Josefson [10] показывают, что кинематическое упрочнение или, скорее, нелинейное кинематическое упрочнение может быть лучшим представлением. Температурное изменение предела текучести и модуля упрочнения показано на рис. 4c.
При более высоких температурах материал считается эластичным идеально (идеально) пластичным.Более того, при таких температурах доступных данных мало, см. Выше. Здесь нижнее предельное значение предела текучести принято равным 25 МПа для температур выше 1000 ° C, что также подтверждается ограниченными экспериментами в литературе, Линдгрен [24].
Когда материал охлаждается после заливки, он подвергается твердофазным превращениям из аустенита в перлит, как описано ниже. Предполагается, что мера упрочнения, то есть эффективная пластическая деформация, накопленная в более ранней фазе, не повлияет на упрочнение в новой фазе.Следовательно, накопленная эффективная пластическая деформация сбрасывается при определенной температуре, в данном случае выбранной как 700 ° C, с использованием функции отжига ABAQUS.
Объемные изменения во время фазовых превращений
Тепловое расширение перлита и аустенита при нагревании и охлаждении соответственно следует по Альстрёму [23] и показано на рис. 4d. Объемное расширение, наблюдаемое при превращении аустенита в перлит (при быстром охлаждении), моделируется соответствующим уменьшением коэффициента теплового расширения в температурном интервале фазового превращения.{\ mathrm {th}} = \ alpha \ (T) \ cdotp \ left (T- \ mathrm {Tref} \ right) \ hbox {-} \ upalpha \ \ left (\ mathrm {Tin} \ right) \ cdotp \ left (\ mathrm {Tin} — \ mathrm {Tref} \ right) $$
(2)
, где α , T , T ref и T в — это, соответственно, коэффициент теплового расширения, температура, эталонная температура и начальная температура. {\ mathrm {th}} = \ alpha \ (T) \ cdotp \ mathit {\ Delta T} $ $
(3)
За эталонную температуру подаваемого расплавленного материала принимается температура, которую он имеет при заполнении сварного зазора, см., Например, Линдгрен [24].Здесь эта температура принята при температуре плавления 1465 ° C. Это также означает, что объемные изменения, возникающие при затвердевании металла шва, предполагаются в верхней части формы над зазором сварного шва.
Процедура моделирования методом конечных элементов
Как упоминалось выше, процесс ATW моделируется как последовательно связанный термомеханический анализ. Таким образом, настраиваются два разных анализа, один термический анализ и один механический анализ. Поле температуры, вычисленное в термическом анализе, импортируется в механический анализ как нагрузка.Параметр связи в термическом анализе (относящийся к пластической деформации) обычно очень мал в задачах сварки, и им можно пренебречь. Более того, влияние поля деформации на тепловые граничные условия считается здесь несущественным, так как маловероятно возникновение больших деформаций там, где эти граничные условия находятся.
Коммерческое программное обеспечение ABAQUS версии 6.14.2 использовалось в моделировании КЭ с использованием формулы большого смещения и большой деформации. Линейные кирпичные элементы DC3D8 (термический) и C3D8R (механический) использовались для рельса, тогда как линейные тетраэдрические элементы DC3D4 (термический) и C3D4 (механический) использовались для металлической части сварного шва.Обратите внимание, что в металлической части сварного шва использовались кирпичные элементы, поперечное сечение термитов которых соответствует поперечному сечению рельса. Сетка уточняется в области металла сварного шва и рядом с концом рельса. Одна и та же сетка используется как для теплового, так и для механического полей. Всего было использовано 282 824 элемента, дающих 643 539 степеней свободы, на основе исследования сходимости для более простой двумерной модели.
На рисунке 5 показаны различные этапы обычного процесса ATW, смоделированные с помощью ABAQUS.Из-за добавления нового материала на этапе заливки процесс пришлось разделить на три различных моделирования, а результаты переносить между моделированиями с помощью опции импорта в ABAQUS. Тем не менее, можно отметить, что в термическом FEA моделирование заливки и сдвига / охлаждения объединено в одно моделирование. В случае дополнительной поковки, см. Рис. 2, дополнительное заданное смещение применяется в третьем анализе сдвига и охлаждения.
Рис. 5FE Процедура моделирования для обычного ATW
Этап предварительного нагрева и выпуска газа
На первом этапе кислородно-пропановая горелка размещается над головкой рельса во время начальной фазы ATW для сушки и очистки формы и рельса для уменьшения риска образования газовых пор внутри сварного шва и снижения скорости охлаждения.Это моделируется заданием теплового потока к свободным поверхностям рельса внутри сварного зазора в течение периода времени 180 с (3 мин). Процедура соответствует экспериментам Бэнтона [20], в которых температуры регистрировались в разных местах поверхности рельса, в 10 мм от конца рельса, на головке рельса (беговая поверхность, поверхность поля), перемычке (рыболовные поверхности и центральная перемычка), и стопа.
Энергия, подводимая горелкой для предварительного нагрева, моделируется как два распределенных тепловых потока, которые действуют на границу раздела рельсов и рабочую поверхность.Предполагается, что эти потоки меняются в зависимости от времени, высоты и ширины рельса. Они были определены путем вычисления разницы между экспериментальными температурами по Бантону [20] и расчетными температурами FE в соответствующих точках. Эта разница минимизируется с помощью аппроксимации методом наименьших квадратов (функция fminsearch в MATLAB). В течение периода выпуска, который составляет около 55 с (1 мин), тепловой поток прекращается, и рельс охлаждается, пока тигель прикреплен к верхней части формы.
Во время фаз предварительного нагрева и выпуска металлический шов включается для анализа, чтобы он соответствовал последующим расчетам, и для задания граничных условий горизонтальной симметрии на этой фазе, чтобы предотвратить движение твердого тела.Металл сварного шва является бесшумным материалом, т. Е. Ему придается очень низкая жесткость и предел текучести, чтобы гарантировать, что он не влияет на поведение рельса до тех пор, пока он не будет активирован на стадии разливки.
Этап заливки
На этом этапе температура металла сварного шва увеличивается за 1 секунду до 750 ° C, что является температурой конца рельса в конце этапа предварительного нагрева и выпуска резьбы. Вылив жидкости моделируется увеличением температуры металла сварного шва до пространственного распределения, допустимого после завершения заливки.Расплавленный металлический материал сварного шва имеет температуру около 2050 ° C в тигле над формой, но охлаждается, оставаясь жидкостью, когда стекает вниз в каналы формы, а затем вверх в зазор сварного шва. Здесь это пространственное изменение температуры в момент заливки было предписано следовать расчетному пространственному изменению в Тучковой [22]. Обратите внимание, что это означает, что предполагается, что разливка произойдет за очень короткое время, и что весь столб металла сварного шва рассматривается с начала этого шага.На этом этапе параметры материала металла сварного шва изменяются на параметры материала рельса. Чтобы предотвратить значительное объемное расширение при непрерывном повышении температуры металла шва, на этом этапе тепловое расширение металла шва устанавливается равным нулю.
Этап резки и охлаждения
По завершении этапа разливки металл рельса и сварного шва остынет. Термическая деформация металла шва сбрасывается, см. Уравнение. (3) для моделирования того, что теперь он охлаждается из расплавленного состояния.Это также относится к частям конца рельса, которые плавятся во время разливки. Через некоторое время излишки материала удаляются гидравлическими ножницами. Это моделируется удалением элементов, моделирующих металл шва, см. Рис. 3, и переопределением свободных поверхностей для конвективных граничных условий и продолжением процесса охлаждения. Предполагается, что сдвиг как таковой не создает дополнительных напряжений. В случае использования дополнительного давления ковки модуль ALFONS с заданным смещением 6 мм прикладывается к стенке рельса на определенном расстоянии от конца рельса, см. Рис.2, 120 с (2 мин) после завершения заливки. Еще через 30 с (2 мин и 30 с) смещение деактивируется.
Термический анализ процесса ATW: результаты
Расчетные температуры FE и зарегистрированные температуры, предоставленные Banton [20] в рассматриваемых точках данных на стадиях предварительного нагрева и выпуска, показаны на рис. 6. Показано время, когда предварительный нагрев заканчивается. на рис. 6. Этот результат показывает, что модель подводимой энергии достаточно точна при моделировании воздействия горелки предварительного нагрева в большинстве рассматриваемых точек.Также обратите внимание на большую разницу в максимальных температурах беговой поверхности и поверхности поля.
Рис. 6Расчетные и измеренные температуры в рельсе на расстоянии 10 мм от конца рельса на этапах предварительного нагрева и нарезания резьбы. Указывается время, когда предварительный нагрев прекращается, 180 с (3 мин).
Для фазы разливки температура металла шва и материала на конце рельса повышается до значения, показанного на рис. 7a, в качестве начального условия. После этого тепловое граничное условие деактивируется, и возможна передача тепла между различными секциями, что приводит к более физическому распределению тепла, сравнимому с расчетным с использованием CFD Тучковой [22].На рисунке 7b показано распределение температуры через 17,5 с (0,3 мин) после деактивации граничных условий. На рисунке 7c показано температурное поле после того, как материал остынет в течение значительного времени (почти при комнатной температуре).
Рис.7Расчетное распределение температуры в начале заливки ( a ), 17,5 с после заливки ( b ) и через несколько минут после заливки ( c )
На рисунке 8 показаны расчетные температуры в различных точках 10 мм от конца рельса по сравнению с температурами, измеренными в экспериментах Бантона [20].Время срезания лишнего материала показано на рис. 8. В целом достигается хорошее согласие с экспериментальными результатами. Обратите внимание, что эффект сдвига материала внутри формы можно увидеть в узлах рабочей поверхности и поверхности поля. По мере удаления материала эти узлы подвергаются прямому воздействию окружающего воздуха, что приводит к увеличению скорости охлаждения.
Рис. 8Расчетные и измеренные температуры в рельсе на расстоянии 10 мм от конца рельса во время охлаждения после заливки
Механический анализ процесса ATW: результаты
Развитие деформаций и напряжений моделировалось в соответствии с шагами, описанными выше, см. Рис. .5. На рисунке 9 показаны рассчитанные вертикальное (S22) и продольное (S33) напряжения в рельсе и металле сварного шва сразу после заливки, т. Е. Когда металл сварного шва был наплавлен и все еще находится в расплавленном состоянии (но обрабатывается как твердое тело с очень низкие напряжения). Можно отметить, что после нарезания резьбы конец рельса покрывается формой, которая не видна на рис. 9 (но моделируется с изолирующим эффектом, см. Выше). Хотя градиент температуры от расплавленного металла сварного шва до рельса высок, эта часть будет иметь температуру достаточно низкую, чтобы испытывать более высокие уровни напряжения, что также наблюдается в частях, расположенных дальше от формы выше, где температура составляет около 700 ° C.Следовательно, уровни напряжения могут быть высокими и не ограничиваться очень низкими значениями предела текучести.
Рис. 9Расчетные вертикальные S22 (слева) и продольные S33 (справа) напряжения (МПа) в рельсе и металле сварного шва сразу после заливки
На рисунке 10 показана эволюция вертикального S22 и продольного S33. компоненты напряжения со временем в разных местах для обычного процесса ATW и для процесса ATW с применением дополнительной ковки (модуль ALFONS).Графики начинаются с начала ковки, т. Е. Через 120 с (2 мин) после заливки, и длится до конца охлаждения. Обратите внимание, что ковка заканчивается через 150 с (2 мин и 30 с). Отметим также, что напряжения на рис. 10, 11, 12 и 13 показаны для металла сварного шва в профиле рельса (UIC60), т.е. напряжения в металле сварного шва за пределами профиля, который не был срезан (см. Рис. 3 и 7c), не показаны. В целом эволюция обычных ATW и ATW с ALFONS аналогична, давая качественно одинаковые уровни остаточного напряжения.В стенке возникают большие растягивающие напряжения как в вертикальном, так и в продольном направлениях. Изменения объема во время фазовых превращений из жидкой фазы в твердую, от 12 до 18 минут, показаны как небольшие изменения напряжения, тогда как окончательное фазовое превращение аустенита в перлит приведет к большему падению напряжения как в вертикальном (S22), так и в продольном направлении. (S33) компоненты. Это падение напряжения восстанавливается во время окончательного охлаждения до комнатной температуры. Разница в уровне напряжения при использовании ALFONS аналогична для компонента поперечного напряжения (S11).Однако, поскольку S11 в целом будет иметь меньшие величины, чем S22 и S33, изменение, наблюдаемое при использовании процедуры ALFONS, будет относительно большим.
Рис. 10Расчетное развитие напряжений во времени в центре сварного шва после заливки, поковка начинается через 2 мин (120 с) после заливки и заканчивается через 2 мин 30 с (150 с). Обычный ATW, слева, и для процесса ATW с дополнительной ковкой (модуль ALFONS), справа
Рис. 11Расчетное изменение напряжения в зависимости от температуры после заливки в центре сварного шва.Обычный ATW, слева, и для процесса ATW с дополнительной штамповкой (модуль ALFONS), справа
Рис. 12Поле расчетного остаточного напряжения (МПа) после обычного процесса ATW. S22 — вертикальный, а S33 — продольный компонент напряжения.
Рис. 13Поле расчетного остаточного напряжения (МПа) после обычного процесса ATW с добавлением дополнительной ковки (модуль ALFONS). S22 является вертикальным, а S33 — продольным компонентом напряжения.
На рисунке 11 показана соответствующая эволюция компонентов вертикального (S22) и продольного (S33) напряжения в различных местах теперь с понижением температуры во время охлаждения после заливки для обычного процесса ATW и для Процесс ATW с применением дополнительной ковки (модуль ALFONS).Графики начинаются с начала ковки, т. Е. Через 120 с (2 мин) после заливки, и длится до конца охлаждения. Обратите внимание, что ковка заканчивается через 150 с (2 мин 30 с). Отметим также, что окончательное фазовое превращение аустенита в перлит начинается при температуре 700 ° C и заканчивается при 660 ° C. На рис. 11 отчетливо видно падение составляющих напряжения из-за увеличения объема при этом фазовом превращении.
На рисунках 12 и 13 показано поле остаточных напряжений в рельсе и металле сварного шва после охлаждения до комнатной температуры.Компоненты как вертикального (S22), так и продольного (S33) напряжения имеют большие значения растяжения в стенке рельса вблизи металла сварного шва, а компонента продольного напряжения также в металле сварного шва стенки рельса. Введение процедуры ALFONS не приведет к значительному изменению поля остаточных напряжений, хотя ширина растягивающей зоны вертикального напряжения (S22), кажется, несколько уменьшится. Компонент поперечного напряжения (S11) не показан, поскольку он имеет более низкие значения, чем два других компонента напряжения.Однако компонент поперечного напряжения (S11) имеет высокое значение внутри рельса при переходе от стенки к основанию, возможно, из-за плохого зацепления в этом пересечении. Однако это не влияет на вертикальные и продольные напряжения. Разница в остаточном поперечном напряжении (S11) после использования дополнительной ковки (модуль ALFONS) также незначительна.
На рисунке 14 показано изменение составляющих остаточного напряжения по толщине в средней плоскости рельса на центральной линии сварного шва и на расстоянии 50 мм от центральной линии сварного шва (т.е.э., в рельс). Как видно также выше, при дополнительной ковке в этих местах наблюдаются лишь незначительные изменения остаточного напряжения; самые большие различия наблюдаются в центре сварного шва на стыке перемычки нижней головки рельса. Также в средней плоскости рельса обнаруживаются большие растягивающие вертикальные и продольные остаточные напряжения в стенке в центре сварного шва и в рельсе вблизи металла шва. Это область, где часто возникают трещины. Для продольного напряжения (S33) растягивающие остаточные напряжения в стенке уравновешиваются сжимающими напряжениями на беговой поверхности и у подошвы рельса.Поперечное напряжение (S11) имеет более низкие значения, за исключением, возможно, области верхней стенки нижней головки рельса. S11 также изменяется на положительное значение на беговой поверхности, если используется ALFONS. Возможно, это связано с большими поперечными пластическими деформациями, возникающими при ковке.
Рис. 14Расчетное изменение остаточного напряжения в средней плоскости рельса в центре сварного шва (слева) и на расстоянии 50 мм от центральной линии шва (справа). S 11 — поперечное, S 22 — вертикальное и S 33 — продольное напряжение
Рассчитанное поле остаточных напряжений можно сравнить с экспериментально определенными полями остаточных напряжений для термитных сварных швов из Webster et al.[7] (с использованием дифракции нейтронов) и частично Jezzini-Aouad et al. [8] (дифракция рентгеновских лучей) и Маттона и Солейлемана [9] (с использованием тензодатчиков). Наблюдается хорошее согласие с этими ссылками, подтверждающее наличие высоких вертикальных напряжений в стенке и нижней головке рельса и сжимающих продольных напряжений в головке рельса. Как обсуждалось выше, FBW включает шаги, аналогичные шагам в ATW, поэтому поле остаточных напряжений будет аналогичным, что видно в численных и экспериментальных исследованиях [10,11,12,13].
Риск образования горячих трещин
При использовании модуля ALFONS к охлаждающему металлу сварного шва и рельсам прилагается давление ковки вскоре после заливки (1–3 мин), то есть когда материал еще очень теплый. Заданное смещение соответствует средней деформации около 1,3%. Это приведет к вдавливанию материала в металл сварного шва, что приведет к большим пластическим деформациям в этой области. Существует опасение, что риск образования горячих трещин, то есть трещин, образовавшихся во время окончательного затвердевания, увеличивается.При таких высоких температурах, когда материал только что затвердел, сведения о поведении материала ограничены. Также скорость охлаждения высокая. Существует несколько предлагаемых способов механической количественной оценки этого эффекта сварки, вызванного металлургией материала. Одной мерой этого риска горячего растрескивания является изменение механической деформации, то есть сумма упругой и пластической деформации, между двумя температурами, например, от 1450 ° C до 1350 ° C, см. [25, 26]. На рисунке 15 показано расчетное изменение максимальной основной механической деформации во время охлаждения между двумя температурами, 1450 ° C и 1350 ° C для случая дополнительной ковки, начинающейся через 120 с (2 мин) после заливки и продолжающейся еще 180 с (3 мин. ) с заданным смещением в 6 мм влево и в соответствующей ситуации при обычном ATW (справа).
Рис. 15Расчетное изменение максимальной основной механической деформации между температурами 1450 ° C и 1350 ° C после ATW с дополнительной ковкой (слева) и после обычного ATW (справа)
Видно, что эта мера дает значения растяжения в верхняя часть стенки и нижняя часть головки рельса с нанесенной дополнительной поковкой. Следовательно, верхняя часть поперечного сечения рельса, головка рельса и верхняя часть стенки кажутся чувствительными к горячим трещинам. Горячие трещины были обнаружены в нескольких испытанных сварных швах на ГТГ в этом месте для выбранной комбинации смещения ковки и времени ковки.Было также обнаружено, что ковка раньше или позже, чем предполагаемые 120 с (2 мин) после заливки, приводила соответственно к несколько более низким или более высоким пластическим деформациям. Можно отметить (см. Рис. 10), что во время приложения давления ковки в области стенки возникает небольшое вертикальное напряжение растяжения. Однако напряжения не используются в качестве меры для образования трещин, они также являются более неопределенной мерой из-за ограниченных знаний о поведении материала при температурах выше 1000 ° C. Можно также сказать, что горячие трещины не появлялись при выполнении обычного ATW, как ожидалось.
Микроструктура и твердость сварного шва и ЗТВ
Микроструктуру рельса после охлаждения можно оценить по расчетным скоростям охлаждения, показанным на Рис. 8, и диаграмме CCT, показанной на Рис. 16. Диаграмма CCT была построена JMatPro на основе от химического состава стали марки R260 в таблице 1. Было обнаружено, что микроструктура в рассматриваемых точках будет полностью перлитной. Сварной шов рельса и ЗТВ некоторых сварных швов также были исследованы металлографическим методом для подтверждения предсказанной микроструктуры.На рисунке 17 представлены изображения микроструктуры сварного шва с оптической микроскопии от центральной линии сварного шва до основного материала (R260) слева направо. Он также сравнивает микроструктурный градиент, вызванный обычным процессом, с градиентом, создаваемым дополнительной ковкой. Металлографическое исследование проводилось в двух положениях, в головке рельса и в подошве, в соответствии с европейским стандартом EN 14730-01. Вкратце, процедура микроскопического исследования требует осмотра области на 3–15 мм ниже беговой поверхности и на том же расстоянии от кончика подошвы рельса.После зеркальной полировки образцы протравливались 4% -ным раствором Nital. На всех изображениях преобладающей микроструктурой является перлитная структура, что подтверждает термический КЭ анализ. Даже при дополнительной ковке, см. Рис. 17а и b, сканирование подобластей сварного шва не показывает присутствия нежелательных фаз, таких как мартенсит или бейнит. Аналогичные микроструктуры получены в ФЗ. Он содержит перлитную фазу коричневого цвета с доэвтектоидным ферритом (белый цвет), образованным вокруг включений (черный цвет) и по границам зерен.В некоторых частях ЗТВ внутри крупных зерен также возможно образование доэвтектоидного феррита.
Рис. 16Кривые охлаждения для различных точек в поперечном сечении рельса и диаграмма CCT для стали R260 (построенная JMatPro)
Рис. 17Микроструктурный градиент, вызванный обычным ATW с дополнительной ковкой. a Головка рельса. b Рельсовая опора, обычная ATW. c Головка рельса. d Рельсовая подошва.
Помимо перлитной структуры на рис.17 также иллюстрирует микроструктурный градиент, создаваемый теплом во время сварки. В районе, ближайшем к СЗ, наблюдается быстрое и сильное повышение температуры. Это приводит к росту зерна и образованию после охлаждения подобласти зоны термического влияния крупных зерен. Вдали от ЗТВ процесс перекристаллизации способствует заметному уменьшению размеров зерен, образуя подобласть второй зоны ЗТВ. Присутствие металлургических подобластей в ЗТВ влияет на распределение твердости.
Измерение твердости сварного шва
На рис. 18 показано среднее распределение твердости в головке, стенке и подошве сварных швов, изготовленных традиционным ATW и с дополнительной ковкой (модуль ALFONS), соответственно.Средние значения рассчитываются по трем сварным швам каждого процесса. Для обычных сварных швов, показанных для справки на рис. 18а, среднее значение показывает, что высокая твердость в стенке и подошве рельса расположена на одинаковом расстоянии от центра сварного шва. Для сравнения, зона высокой твердости головки рельса немного смещена, что приводит к большей ЗТВ.
Рис. 18Распределение продольной твердости в головке, стенке и подошве рельсов в зависимости от процесса сварки. a Обычные сварные швы ATW. b Технологические швы ALFONS (с дополнительной поковкой)
Что касается дополнительной поковки (модуль ALFONS), профили твердости имеют асимметричное распределение. Кажется, что твердость увеличивается с левой стороны на правую на рис. 18b. Кроме того, подошва рельса имеет самую низкую твердость по сравнению с перемычкой и головкой. Это противоречит эталонному результату сварки, см. Рис. 18a. Можно отметить, что несимметричные профили наблюдаются и в отдельных швах, выполненных с дополнительной ковкой.Причина этого асимметричного профиля неясна. Могут быть различия в процедуре применения предписанных смещений в головке рельса, то есть в расположении цилиндров, создающих предписанное смещение, и в устойчивости всей машины во время ковки, что может привести к асимметричному изменению твердости.
Ширина зоны термического влияния
Ширина ЗТВ является важной мерой в проекте WRIST [19], поскольку уменьшение ширины ЗТВ и ЗТВ является основной целью проекта.Основываясь на измерениях твердости выше, ширину ЗТВ можно оценить в соответствии с европейским стандартом 14370-01. На рисунке 19 показана взаимосвязь между градиентом микроструктуры и изменением твердости на одной стороне термитного шва, от FZ до основного материала. Обычно наплавленный металл и исходные материалы имеют почти одинаковую твердость. Изменение твердости происходит в ЗТВ. Согласно европейскому стандарту длина зоны низкой твердости не должна превышать 20 мм, известной как зона размягчения при нагревании.Сварной шов рельса, рис. 19, имеет смягченную ширину около 16 мм. Общая длина HAZ является суммой ширины низкой твердости (LH) и высокой твердости (HH), что дает общую длину около 33 мм для обоих случаев, обычного ATW или при использовании ALFONS.
Рис. 19Взаимосвязь между металлургическим градиентом и изменением твердости в термитном шве
Ширина зоны FZ + HAZ также была оценена на основе моделирования методом КЭ. Затем была определена ЗТВ для узлов, температура которых превысила эвтектоидную точку 723 ° C в любой момент во время процесса сварки, вместо использования определения, основанного на твердости.На рисунке 20 показаны места, где была рассчитана ширина.
Рис.20Измерения ширины FZ и HAZ, использованные при моделировании FE и в таблицах 2 и 3
Таблица 2 дает приблизительную ширину FZ и HAZ для обычных ATW и ATW с ALFONS (с общей предписанной смещение 12 мм). Как упоминалось выше, во время ковки в металл сварного шва (FZ) будут возникать большие пластические деформации. Во время дальнейшего охлаждения в металл сварного шва и рельс вблизи сварного шва будут возникать дополнительные пластические деформации.После охлаждения будут возникать большие остаточные пластические деформации в центре сварного шва (растяжение в поперечном и сжатие в продольном направлении) и на границе раздела для сварки металлических колонн в кристаллизаторе (позже срезанных). Результирующее уменьшение ширины FZ будет примерно на 6%, 1 мм, (небольшое), когда будет введен ALFONS. Также видно, что ЗТВ незначительно уменьшается. Поскольку ширина ЗТВ в рельсе в основном определяется подводимым теплом, как и при использовании ALFONS, эта разница для ЗТВ обусловлена пластической деформацией материала рельса во время ковки.В Таблицу 2 также включена оценка соответствующей ширины ЗТВ на основе измеренных профилей твердости. Основа для сравнения несколько отличается, поскольку сварной зазор, использованный при моделировании КЭ, составлял 25 мм, см. Рис. 2, в то время как сварной зазор, использованный для сварных швов (полученных на более позднем этапе), исследованных на рис. 18 и 19 было 50 мм. Из измеренных профилей твердости также видно, что использование дополнительной поковки может дать несколько меньшую ширину ЗТВ. Похоже, так оно и было, если менялись условия дополнительной ковки, т.е.е. время начала ковки, продолжительность дополнительной ковки и величина заданного смещения. Различие между экспериментами и моделированием КЭ можно также объяснить неконтролируемым изменением расстояния поковки во время сварки. Компания GTG сообщила об отклонении от 6 до 9 мм в случае условий сварки в полевых условиях. Этот факт также является причиной отклонений по сравнению с продольным профилем твердости вдоль сварного шва.
Таблица 2 Сравнение ширины FZ и HAZ с использованием обычного ATW или ATW с дополнительной поковкойШирину HAZ, смоделированную FE, также можно сравнить с экспериментальными результатами из литературы, Chen et al.[2], где обычный ATW проводился с использованием разного времени предварительного нагрева. В таблице 3 показано это сравнение, описанное здесь как FZ и HAZ. Обратите внимание, что здесь использовалось то же определение HAZ, то есть точки, которые испытали температуру, превышающую 723 ° C, определены как находящиеся в HAZ. Моделирование FE достигает значений ширины, которые находятся в верхнем пределе экспериментального диапазона, особенно в центре полотна и области перехода от полотна к опоре. Если рассматривать смещение поковки на 12 мм, уменьшение ширины зоны FZ + HAZ в этом случае составляет примерно половину, т.е.е., 6 мм. Отметим, что ширина ЗТВ определяется подводимой теплотой и не связана напрямую с дополнительной поковкой; однако материал, который станет ЗТВ, возможно, был пластически деформирован во время ковки. Согласие с Chen et al. [2] достаточно хорош, учитывая некоторые различия в процедуре термитной сварки, использованной в Chen et al. [2] и в проекте WRIST [19].
Таблица 3 Сравнение ширины FZ + HAZ с экспериментами, проведенными Chen et al. [2]Архивы алюмотермической сварки — Thermit Welding
Thermit (Великобритания) через свою материнскую компанию Goldschmidt Group поддерживает процесс сварки Thermit более 100 лет.
Общая алюмотермическая реакция основана, главным образом, на принципе восстановления оксидов тяжелых металлов алюминием. После запуска реакция является высокоэкзотермической, приводя к температуре выше 2500 ° C, без необходимости в дополнительном внешнем источнике тепла. В случае процесса термитной сварки оксиды тяжелых металлов — это оксиды железа, производящие конечные продукты из оксида алюминия, Al 2 O 3 и железа, оба в жидкой форме. Более тяжелый металл отделяется от менее плотного Al 2 O 3 , который всплывает в верхнюю часть реакционного сосуда в виде шлака.Выработка жидкого металла и большого количества тепла таким образом позволяет производить сварку рельсов на месте, обеспечивая экономичные сварные швы с высокой степенью целостности и однородности.
Восстановление оксидов железа происходит в соответствии с реакциями, приведенными ниже:
Процесс Thermit был впервые использован в Великобритании в 1904 году для сварки трамвайных рельсов в Лидсе. С этого времени процесс был усовершенствован, и к ингредиентам Thermit были добавлены селективные легирующие добавки для получения сварных швов, имеющих твердость и металлургические свойства, соответствующие свойствам свариваемых рельсов.Типовой процесс сварки включает размещение предварительно сформированных огнеупорных форм вокруг зазора между свариваемыми рельсами и установку огнеупорного тигля, содержащего термитную часть, на формы. После воспламенения части и, в конечном итоге, завершения реакции в тигле, тигель выпускается, и жидкая сталь поступает в формы для образования сварного шва.
Для получения дополнительной информации о процессе Thermit посмотрите наше пошаговое видео здесьТакой подход к развитию привел к изменению процесса Thermit для работы с широким спектром рельсовых профилей, включая, но не ограничиваясь:
- Обычные рельсы «с плоским дном» или «виньоль»
- Рельсы специальные секции
- Рельсы трамвайные желобчатые
- Рельсы для тяжеловесных секционных кранов
- Рельсы для электрических проводов
Редкие и индивидуальные продукты также могут быть предоставлены благодаря нашему обширному охвату благодаря нашему положению в группе Goldschmidt-Thermit.
Через компанию Thermit Welding (GB) Ltd можно получить все ресурсы и обучение, необходимые для алюминотермической сварки, в том числе:
Железнодорожный путь для термитной сварки | JLC Онлайн
Железнодорожные пути соединялись с помощью рыбных накладок, металлических косынок, прикрепляемых болтами по бокам стыков между путями. Теперь они сварены в непрерывные стальные ленты. Но процесс отличается от того, что вы можете себе представить; вместо использования дуговой сварки, кислородно-ацетиленовых сварочных аппаратов или оборудования для сварки в среде защитного газа люди, выполняющие работу, скорее всего, будут использовать процесс, называемый термитной сваркой (видео ниже).
После того, как концы рельсов были отшлифованы и установлены на расстоянии приблизительно один дюйм, они помещаются в полую форму и предварительно нагреваются мощной горелкой. Тигель помещается на форму и заполняется термитом, легко воспламеняющимся порошком на основе алюминия, который горит при температуре около 4500 градусов по Фаренгейту. После зажигания чем-то похожим на бенгальский огонь 4 июля термит превращает составляющие его части в расплавленный металл, который заливается в форму ниже — заполняя зазор между рельсами и сваривая их в цельный кусок стали.Форма снимается, излишки металла отбиваются или растачиваются, а стык между рельсами шлифуется. От начала до конца, процесс может занять около часа.
Это не единственный способ сваривать железнодорожные пути (автоматические аппараты для дуговой сварки тоже могут это делать), но, безусловно, на него приятно смотреть, потому что кто не любит искры и расплавленный металл? Кстати, в термитной сварке нет ничего нового; он был изобретен в 1890-х годах и десятилетиями использовался военными для менее «конструктивных» целей.
Это видео было снято в Швеции, что имеет смысл, учитывая скандинавские рабочие штаны, которые носят парни, выполняющие работу. Примерно на отметке 3:30 вы можете увидеть потрясающее газовое шлифовальное устройство.
Это было снято в Фолкстоне, штат Джорджия, и показывает весь процесс. Он начинается с фотографий и переключается на видео примерно на отметке 40 секунд. Некоторые крутые гидравлические шлифовальные машины (2) появляются примерно на отметке 7:30.Мне нравятся его протекторы для голеней и ступней — они выглядят как что-то из рыцарских доспехов.
Этот был снят где-то в Сибири. Я включил его, потому что мне нравится, как вы слышите кипение расплавленного металла внутри тигля (начинается примерно с 1:58). Тигель содержит достаточно термита, чтобы шлак от реакции не попал в стык. Он всплывает наверх и выходит последним, разливая по лоткам с обеих сторон формы после заполнения стыка.
Повышение усталостных характеристик рельсовых термитных швов
Аннотация
Развитие железнодорожного транспорта имеет экономические и экологические интересы. Тем не менее, это требует больших вложений в прокатные материалы и инфраструктуру. Чтобы быть конкурентоспособным, это транспортное средство должно опираться на безопасную и надежную инфраструктуру, что требует оптимизации всех применяемых технологий и конструкции.Термитная (или алюминотермическая) сварка рельсов широко используется в железнодорожной промышленности для сварки в пути при перетяжке рельсов и замене дефектов. Этот процесс имеет множество преимуществ по сравнению с другими широко используемыми сварочными технологиями. Очевидно, что будущие требования к движению поездов — это более высокие нагрузки на ось, более высокие скорости поездов и повышенная плотность движения. Таким образом, следует разработать новый улучшенный сварной шов, чтобы предотвратить несчастные случаи из-за разрушения сварных швов и снизить затраты на техническое обслуживание. Чтобы улучшить такой процесс сборки, проводится подробное металлургическое исследование в сочетании с термомеханическим моделированием явлений, связанных с процессом термитной сварки.Полученные данные позволяют разработать новый улучшенный термитный шов (тип А). Это соединение выполняется путем модификации стандартной процедуры (тип B), используемой в железнодорожном рельсе, путем стандартной алюминотермической сварки с зазором. Соединения типа A и B испытываются и сравниваются. На основе экспериментальных измерений температуры для расчета индуцированных термических остаточных напряжений используется анализ методом конечных элементов. Вблизи сварного шва картины остаточных напряжений зависят от тепловых условий во время сварки, как это также показано в литературе [1, 2].Параллельно с этим была использована дифракция рентгеновских лучей для картирования поля остаточных напряжений, возникающих в сварных рельсах типов A и B. Изучено их влияние на рост усталостных трещин в сварных швах рельсов. Будет показано экспериментальное исследование, основанное на испытаниях на усталость рельсов, сваренных традиционными и усовершенствованными способами, с учетом новых достижений и результатов.
Рельсовая термитная сварка | Железнодорожная термитная сварка
AGICO — одна из известных корпораций в области термитной сварки, которая занимается разработкой и производством различных комплектов для алюминотермической сварки и оборудования, подходящего для различных материалов и типов рельсов.Производственная мощность составляет более 120 000 стыков и расходных материалов каждый год, которые широко используются на железных дорогах, метро, высокоскоростных железных дорогах, горных рельсах и подкрановых путях в Китае и за его пределами.
AGICO обладает квалифицированной командой техников и инженеров, которые улучшают качество и производительность продукции, имеет передовую лабораторию с современным оборудованием, определяющим твердость сварных швов, прогиб, микроструктуру и т. Д., Что обеспечивает качество нашей продукции и сохраняет лидирующие позиции. технология.Сертифицированная по стандарту ISO9001: 2000, AGICO поставляет различные продукты для термитной сварки клиентам по всему миру. Совершенная технология и богатый опыт позволяют компании AGICO занимать лидирующие позиции в индустрии термитной сварки.
Что такое термитная сварка рельсов?
Алюминотермическая сварка (также известная как термитная сварка) — это метод нагрева с использованием перегретого расплавленного металла, полученного в результате экзотермической реакции между оксидом металла и металлическим алюминием, для нагрева металла.При термитной сварке рельсов конец рельса с соответствующим зазором устанавливается в специальную форму. Когда конец предварительно нагрет до определенной температуры, высокотемпературный жидкий металл, образовавшийся в результате реакции горячего агента, впрыскивается в форму, чтобы расплавить конец рельса для обеспечения сварки.
Продукты для термитной сварки, поставляемые AGICO, обладают надежной и стабильной производительностью, успешно прошли испытание по китайскому стандарту сварки рельсов TB / T1632-2005, были авторизованы Министерством железных дорог Китая и прошли стандарт Австралии AS1085.15-1995, проверка сварочного шва в Индонезии и проверка качества SGS на Тайване.
Песочная форма Одноразовый тигель Внутренний тигель с длительным сроком службы Одноразовые тигельные установки Сварочные материалы Воспламенитель Сварочная часть Фиксирующий песокПроекты термитной сварки железных дорог
Изображение упаковки для сварочной части и замазочного песка Изображение упаковки для песчаной формы и тигляПовышение усталостных характеристик алюминотермических сварных швов рельсов
Развитие железнодорожного транспорта имеет экономические и экологические интересы.Тем не менее, это требует больших вложений в прокатные материалы и инфраструктуру. Чтобы быть конкурентоспособным, это транспортное средство должно опираться на безопасную и надежную инфраструктуру, что требует оптимизации всех применяемых технологий и конструкции. Термитная (или алюмотермическая) сварка рельсов широко используется в железнодорожной промышленности для сварки в пути при перетяжке рельсов и замене дефектов. Этот процесс имеет множество преимуществ по сравнению с другими широко используемыми сварочными технологиями. Очевидно, что будущие требования к движению поездов — это более высокие нагрузки на ось, более высокие скорости поездов и повышенная плотность движения.Таким образом, следует разработать новый улучшенный сварной шов, чтобы предотвратить несчастные случаи из-за разрушения сварных швов и снизить затраты на техническое обслуживание. Чтобы улучшить такой процесс сборки, проводится подробное металлургическое исследование в сочетании с термомеханическим моделированием явлений, связанных с процессом термитной сварки рельсов. Полученные данные позволяют разработать новый улучшенный алюминотермический шов (тип А). Это соединение выполняется путем модификации стандартной процедуры (тип B), используемой в железнодорожном рельсе, путем стандартной алюминотермической сварки с зазором.Соединения типа A и B испытываются и сравниваются. На основе экспериментальных измерений температуры для расчета индуцированных термических остаточных напряжений используется анализ методом конечных элементов. Кроме того, были проведены экспериментальные исследования для проверки численной модели. Следовательно, дифракция рентгеновских лучей использовалась для картирования поля остаточных напряжений, которое создается в сварном рельсе типов A и B. В непосредственной близости от сварного шва картины остаточных напряжений зависят от тепловых условий во время сварки.Изучено их влияние на рост усталостных трещин в сварных швах рельсов. В области стенки как продольные, так и вертикальные компоненты остаточных напряжений являются растягивающими, что увеличивает восприимчивость этой области к возникновению и распространению трещин из-за внутренних дефектов материала. Действительно, трещина сварного шва в дорожке начинается на скруглении стенки. Таким образом, чтобы быть ближе к реальной проблеме, образцы для испытаний на усталость были определены в пределах области разделенного полотна. Испытания на усталость были проведены на определенных образцах, сваренных традиционными и усовершенствованными процессами, и полученные результаты позволяют судить о новых достижениях.
Информация:
R.A.W. Майнс и Ж.М. Дулье-Бартон,
[1] Ю.Чен, Исследование моделирования теплопередачи при термитной сварке рельсов, докторская диссертация, Университет Иллинойса в Урбане-Шампейне (2004).
[2] W.W. Hay, Railroad Engineering, под редакцией John Wiley & Sons, Нью-Йорк (1982).
[3] П.Дж. Вебстер, Дж. Миллс, X.D. Ван, В. Канг и Т. Холден: Журнал анализа деформации, том. 32 (1997), стр. 389-400.
[4] Ф.T. Lee: Welding Journal Vol. 85 № 1 (2006), стр. 24-29.
[5] Л.К. Шредер и Д. Пуарье: Proc. сварки железнодорожных рельсов (1983), стр. 21-59.
[6] Дж.Майерс, Г. Гейгера и Д. Пуарье: Приложение к исследованиям журнала сварки, том 61 (1982), стр.258-268.
[7] Р.Х. Леггатт: Междунар. J. Трубопроводы сосудов под давлением Том 85 (2008), стр.144-151.
[8] EN 14730-1: европейский стандарт (2006).Рис. 9: Основы проектирования полномасштабных (левый рисунок) / уменьшенных (правый рисунок) образцов с использованием метода конечных элементов ~ 80 МПа 200 кН ~ 80 МПа 140 кН.
Экспериментальное исследование механических свойств сварных швов для термитной сварки рельсов при низких температурах | Международная конференция по океанической и полярной инженерии
При низкой температуре механические свойства термитных сварных соединений рельсовых сталей ухудшаются, и легче возникают хрупкие разрушения.Это серьезно угрожает железнодорожному транспорту. Необходимо выяснить механические свойства термитно-сварных соединений рельсовых сталей при низких температурах, потому что все больше и больше железнодорожных конструкций при низких температурах, таких как Цинхай-Тибетская железная дорога. В этой статье были изучены механические свойства жгутов распространенных типов термитных сварных соединений в Китае, основным металлом которых являются U71Mn и U75V с плотностью 60 кг / м, и получены значения прочности на растяжение, испытательной прочности (непропорциональное удлинение), относительного удлинения после разрушения и процентного удлинения. уменьшение площади двух типов термитных сварных швов при серии низких температур.Были рассчитаны коэффициенты температурной чувствительности двух типов термитных сварных соединений, после чего можно было спрогнозировать предел прочности на разрыв и предел текучести при низкой температуре. Наконец, путем сравнения термитных сварных швов У71Мн и У75В было предложено выбрать тип рельсовой стали при низких температурах.