Как сделать железную заготовку бур — MOREREMONTA
| Эта страница содержит материалы об устаревших возможностях. Они присутствовали в старых версиях. |
Заготовка — материал, добавляемый модификацией IndustrialCraft².
Железная заготовка, обработанная в токарном станке, используется в крафте алмазного бура и шахтёрского лазера, в то время как деревянные заготовки абсолютно бесполезны. Удалены в новых версиях, как и токарный станок.
В видео рассказывается как получить готовую токарную форму для дальнейшего крафта шахтёрского лазера и алмазного бура .
Нам понадобится токарный стол + любой кинетический генератор , токарный инструмент и токарная форма (пустая)
Visualizações 6 700 000
Visualizações 2 300 000
Visualizações 115 000
Димас из Батайска
Visualizações 533 601
Visualizações 351 907
Visualizações 131 000
Трек в начале и конце видео — ODESZA – All We Need feat.
Сам очень долго мучился в ним, думаю вам должно помочь это видео) —————————————————— ◘ Моя страни.
В этом видео я расскажу как сделать железную токарную форму для алмазного бура в industrial craft 2!
Сегодня мы поговорим на тему как быстро скрафтить шахтёрский бур в Minecraft. Из этого видео ты узнаешь какие.
Заготовка — материал, добавляемый модификацией IndustrialCraft². Железная заготовка, обработанная в токарном.
Спасибо за просмотр! Поставь лайк и подпишись на канал. Выпуски выходят 3 раза.
Также если положить пластину и поставь «прокатку» получится оболчка ====================================================== Спасибо.
В этом (моем первом)видео я покажу вам как делать токарные формы в майнкрафте с модом IndustrialCraft2. P.S мне очень.
Спасибо за просмотр! Поставь лайк и подпишись на канал. Выпуски выходят 3 раза.
Выпуски выходят 3 раза.
Minecraft — 1.7.10 Как сделать стальной слиток в Industrial Craft 2 Experimental v2.2.646 Скачать IC2 Experimental .
Делаем токарный стол и железную токарную форму для бура.
Сегодня мы делаем в токарном столе заготовку для бура из железной токарной формы.Все серии можно посмотрет.
Токарный станок появился впервые в обновлении v2.2.654. Пока не имеет применений. Minecraft — 1.7.10 Industrial Craft 2 Experimental.
Содержание:
Негоже в двадцать первом веке орудовать лопатой. С этим согласны не только мы, но и те, кто сделал отличный мод «Industrial Craft2». Помимо всевозможных электрополезностей, которые мы затрагивать не будем, в этой модификации Minecraft присутствует возможность скрафтить бур – инструмент, заменяющий кирку и лопату.
Крафт шахтёрского бура
Базовая модель этой замены – шахтёрский бур. Обладает ёмкостью 10000 еЭ. Кроме того, что прекрасно копает, является компонентом, необходимым для создания буровой установки, о которой мы замолвим пару слов в конце статьи. Ещё одна любопытная деталь: если в инвентаре есть факелы, по ним (ПКМ) можно кликнуть «сверлом» – факелы окажутся в выбранном вами месте. Сделать «перфоратор» в Майнкрафт можно с помощью:
- Силового агрегата
- Железных пластин
Эти же компоненты используются в Майнкрафте при производстве цепной пилы, только вот расстановка в сетке иная.
Создание алмазных аналогов
Шахтёрский бур, в свою очередь, является элементом, требуемым для создания улучшенного его варианта – алмазного «отбойника». Как и базовый вариант, эта модель в Minecraft копает, подменяет кирку, ставит на место факелы. Как и шахтёрский инструмент, этот имеет ёмкость 10000 еЭ. Зато он прекрасно управляется с обсидианом. Этот полезный и очень крепкий материал «бриллиантовый перфоратор» добывает быстрее, чем алмазная кирка. Крафтить улучшенную модель нужно, имея в запасе, помимо базовой версии, несколько алмазов. Как располагать компоненты, демонстрирует скриншот.
Зато он прекрасно управляется с обсидианом. Этот полезный и очень крепкий материал «бриллиантовый перфоратор» добывает быстрее, чем алмазная кирка. Крафтить улучшенную модель нужно, имея в запасе, помимо базовой версии, несколько алмазов. Как располагать компоненты, демонстрирует скриншот.
«Industrial Craft2» и сам по себе замечательный мод Майнкрафт. Но и его можно усовершенствовать. В частности, дополнив его модификацией «GraviSuite», можно получить несколько полезнейших инструментов. Среди них – улучшенный алмазный бур. Его производство, конечно, сложнее, чем у предыдущих вариантов. Алмазную модель нужно разместить в сетке совместно с улучшением «Ускоритель» и улучшенной электросхемой. Как именно, показывает рисунок.
К недостаткам, помимо повышенной сложности изготовления, можно отнести и увеличенное энергопотребление. Эта величина вдвое больше, чем у обычного «бриллиантового» варианта. Но не было бы смысла в нём, если б не было плюсов. Вот положительные моменты:
- Скорость разрушения блоков в Майнкрафте на 35% больше, чем у обычной модели.

- Ёмкость на 5000 единиц больше – 15000 еЭ.
- Заряжается усовершенствованный инструмент в МФСУ или МФЭ. Имеет 3 режима, а также переключение ПКМ+М.

Крафт буровой установки
Алмазные и шахтёрские «свёрла» используются в работе буровой установки. Саму установку можно сделать без использования этих моделей, но в работе без них не обойтись. Это, правда, не предмет разговора, но если кому интересно попробовать себя в Майнкрафте в роли буровика, вот схема создания и скриншот интерфейса.
Электрический бур — отличная, долговечная, но более затратная (в плане производства) альтернатива обычнымкиркам. Основным преимуществом любого электрического инструмента, не только бура, в одной интересной детали – если его постоянно подзаряжать, он не будет ломаться. Таким образом, Вам придется постоянно увеличивать заряд подобных устройств. Данный способ может быть не удобным, ведь в походах, например, глубоко в шахту, заряд будет достаточно быстро «таять».
В Industrialcraft 2 бур отличный выход для любого рудокопа, однако для этого придется немного пофантазировать, чтобы избежать частых возвращений домой за подзарядкой.
Основной частью бура является силовой агрегат, кроме него для крафта потребуются железные пластины.
Как добыть пластины и их расплющить, мы рассматривать не будем, перейдем сразу к силовому агрегату. Не лишним будет упомянуть, что такой агрегат используется и для крафта
Если с добычей проводов и железных оболочек проблем возникнуть не должно (для проводов плющим медный слиток и используем на полученном листе кусачки, а для крафта оболочки нужно провести расплющивание железного слитка с помощью молотка, а после этого еще раз расплющить полученное с помощью того же молотка), то с крафтом аккумулятора, электросхемы и электромотора у многих, даже бывалых игроков, возникают проблемы.
Начнем с крафта аккумуляторов:
Посчитаем все, что нам потребуется для крафта 3-х аккумуляторов – 6 красной пыли, 12 оловянных оболочек, 3 изолированных оловянных проводов.
В Industrialcraft 2 бур крутится благодаря электродвигателю, а его можно сделать следующим образом:
Как видно на рисунке указана катушка, пожалуй, это единственная деталь, которая может ввести новичка в ступор. На самом деле тут нет ничего сложного. Поэтому расскажем как её крафтить.
После того, как все детали бура будут готовы, мы можем приступить непосредственно к крафту данного устройства.
Подсчитаем все необходимое для этого: Медных проводов – 16, шариков резины – 6, железных слитков – 10, красной пыли – 4, оловянных слитков – 4.
Опубликовал: Автор
Дата добавления: 2015-05-28 20:37:34
Просмотров: 1484
Железная токарная форма ручка — Яхт клуб Ост-Вест
Организация концертов Тимати:
Тел. : +7 (916) 109-33-36 (Надежда)
: +7 (916) 109-33-36 (Надежда)
E-mail: [email protected]
========================
Тимати в социальных сетях:
INSTAGRAM: instagram.com/Timatiofficial
VK.COM – vk.com/TimatiOfficial
TWITTER – twitter.com/TimatiOfficial
FACEBOOK – facebook.com/timatimusic
Автор слов: Тимати, Guf, Мурашов Павел
Автор музыки: Diamond Style, Мурашов Павел
========================
Режиссер: Андрей Ефимов, TimelabPro
Оператор камеры: Виталий Карпович, TimelabPro
Пилот коптера: Андрей Родин, TimelabPro
Цветокоррекция: Ярослав Курьянов, TimelabPro
brreporter.com/title-timelabpro
========================
Global Star Russia – интеграция брендов в проекты артистов / Product Placement /
www.globalstarrussia.com / +7 (903) 181-4939
========================
Фирменный магазин одежды Black Star Wear:
Интернет-магазин: blackstarshop.ru
Instagram: instagram.com/blackstarwear
вКонтакте: vk.com/blackstarwear
Facebook: facebook.
 com/blackstarwear
com/blackstarwear==========================
Слушай все хиты Тимати на Black Star Radio: bsradio.ru
Soul Manioe 4 horas atrás
ДАВАЙТЕ расследование всех бизнесов Тимати и Пашу (блэкстар), и бойкотировать все их зашквврные продукты и сервисы
Alexander Grushevsky 4 horas atrás
Никита Цедов 4 horas atrás
В России ток один город Москва, а про другие города не не слышал
Кирилл Коржановский 4 horas atrás
Странно, говорили что песня, а слышно только кукареканье.
Некто Нектов 4 horas atrás
541к просмотров, 21к лайков и 183к дизов, заслуженно, ИМХО. недосмотрел, добавил к дизам 😉
Александр Притуляк 4 horas atrás
Роман Обернихин 4 horas atrás
Nipadetstski 4 horas atrás
Петушиный поступок. Давидыч передаёт жёлтую майку лидера вам!
Кирилл Варзин 4 horas atrás
Фу, Биомусор, скоморохи режимные
Георгий Заря 4 horas atrás
Какая глубоко скрытая пропаганда. ахахаах
ахахаах
JUST SHOW 4 horas atrás
МММ МММ 4 horas atrás
Режу Искусство 4 horas atrás
БИОМУСОР, ЕСЛИ ТОЖЕ ТАК СЧИТАЕШЬ СТАВЬ ЛАЙК Оцените мои ролики, я начинающий монтажер и сделал довольно креативный канал, видосы раз в неделю :3
Оля Паречина 4 horas atrás
Павел Романов 4 horas atrás
Увидел клип в инсте, специально зашёл поставить дизлайк)
Kathrin Schulz 4 horas atrás
Мне кажется или этот недоклип втирает нам дичь?
Elrax 4 horas atrás
Москва скажи по ком звонят твои колокола.
Максим Козлов 4 horas atrás
А почему вырезали сцену, где они сексом занимаются?
Solovei42rus 4 horas atrás
Не хожу на митинги Не втираю дичь Вылежу всем анусы Я конченный Москвич
Olga777 Laurence 4 horas atrás
Да храни вас Бог каждого🙏💝
Вадим 4 horas atrás
Твари, в петушатник оба
Grek. 4 horas atrás
4 horas atrás
Не хожу на митинги Не втираю дичь Подлизал Чиновникам И в маями бич. . ЧТО ТЫ ТАКОЕ НЕСЁШЬ ? ЭТО ЕЩЁ ТА ДИЧЬ ДИЧНАЯ
Павел Brun 4 horas atrás
фу сука такими быть! позор! надеюсь деньги вас погубят!
Ольга Ковалева 4 horas atrás
Пой Вася,пой!А те уебки-гандоны!
Станислав Азовцев 4 horas atrás
Денис Чемид 4 horas atrás
Деньги не пахнут,а гуфи?
Михаил Михайлович 4 horas atrás
Ты можеш пудрить себе нос дырявить вены, а я пока построю свою кремлевскую стену!
Dgimy Jo 4 horas atrás
Ребят после такова говна вас слушать вообще не буду хоть и трэк будет норм нах надо если человек продажный
Anton Voytyuk 4 horas atrás
Не смотрел, но осуждаю
Дмитрий Петрович 4 horas atrás
Банан 4 horas atrás
Пхахахах) как же это стыдно
Krim Gangs 4 horas atrás
Прекрасный обзор столицы на видео)
Сергей Морозов 4 horas atrás
Спасибо этим двум медикам за агитацию против едра
Vlad Vegan 4 horas atrás
Влад Теняев 4 horas atrás
Теперь гуф точно умер
Olga777 Laurence 4 horas atrás
В этом клипе мне понравилось как девушки поют и красиво показали Москву. А текст интересный конечно хлопнул бургер за здоровье Сабянина, че там слышно Биг маг 🤪😃
А текст интересный конечно хлопнул бургер за здоровье Сабянина, че там слышно Биг маг 🤪😃
Oleg Mirkin 4 horas atrás
А говорил «я из под подворотен и арок. » В итоге «браза, а это уже заглот хуже чем у Brazzers»
Trololo Channel 4 horas atrás
Щас бы петь про москву и центр снимать, умно
Nicolas 4 horas atrás
Фуу.. БЛЯДИ ПРОДАЖНЫЕ, КАКИЕ ЖЕ МЕРЗКИЕ ТВАРИ, НУ НАДЕЮСЬ ВАШИ ДЕТИ ВЫРАСТУТ И СТАКАН ВОДЫ НЕ ПОДАДУТ ПИДАРАСЫ ПРОДАЖНЫЕ!
Катя Родовниченко 4 horas atrás
Aleksandr Bashkirov 4 horas atrás
Народ, поддержите вызов на батл: Здесь нет свободы мысли и нет свободы слова, И ложь стала стандартом, почище золотого. В карманах у чиновников бесследно исчезают ярды, Их дети оканчивают Кембриджи и Гарварды. Политикой и экономикой здесь рулит банда, А по TV и радио всё время крутят пропаганду. Повысить пенсионный возраст и поднять налоги, И кто не сможет вывезти, тот пусть протянет ноги! И выбор здесь без выбора, ведь партия одна, Ее девиз: богатые чиновники и нищая страна. Дорога в Мосгордуму – кровавая трасса, А люди для политиков – тупая биомасса. «Московское дело» – не делает погоды, Брейся наголо у Тимати и получи три года. Но целых три года за касанье шлема – Как за бургеры купленного репера – звезда Мишлена! [Припев]: Москва, в любое время дня и ночи, Москва, с людьми здесь делай все что хочешь! Москва, сияет яркими огнями, Москва, Москва, Москва
Дорога в Мосгордуму – кровавая трасса, А люди для политиков – тупая биомасса. «Московское дело» – не делает погоды, Брейся наголо у Тимати и получи три года. Но целых три года за касанье шлема – Как за бургеры купленного репера – звезда Мишлена! [Припев]: Москва, в любое время дня и ночи, Москва, с людьми здесь делай все что хочешь! Москва, сияет яркими огнями, Москва, Москва, Москва
Сергей Name 4 horas atrás
ГУФ НЕТ ГУФ ЗАЧЕМ ТЫ НА ЭТОГО ТИМОТИ ПОВЁЛСЯ ЁПТВОЮМАТЬ ДУРАК ТЫ !
Slepoy Ubica 4 horas atrás
ИСПОЛЬЗУЙТЕ МОЙ КОММЕНТАРИЙ , КАК ПОСТ ДЛЯ ДИЗЛАЙКОВ
The Nuts 4 horas atrás
Sochinets S 4 horas atrás
Лизнул так лизнул)
Евген Т 4 horas atrás
KhZi 13 4 horas atrás
Влад Кирикович 4 horas atrás
Gaziz Shakirov 4 horas atrás
Захожу периодически, посмотреть насколько дизлайков стало больше.
Иван Рябов 4 horas atrás
Молодцы, продались хорошо, Собянин доволен
Александр Поляков 4 horas atrás
Интересно, сколько им заплатили за то, что они ещё шире раздвинули своё очко?
vava chram 4 horas atrás
2 гангстера хорошо вылезали
Семён Воробьев 4 horas atrás
Интересно 20 000 лайков это кто? Что это за люди?
F. M. Mos 4 horas atrás
M. Mos 4 horas atrás
Ну и очко бля а не песня!!хотя количество лайков и дизлайков говорит само за себя👎👎👎
Nicolas 4 horas atrás
ПРОТИВ СОБЯНИНА И ПРОТИВ ПУТИНА, ДОЛОЙ ЕДРО В ПОМОЙНОЕ ВЕДРО! ЗАВТРА ВСЕ НА ВЫБОРЫ ПРОТИВ ЕДРА.
Влад абрамович 4 horas atrás
Мусор ебаный Лучше бы молчали.
Александр Любов 4 horas atrás
Москва это государство в государстве. Сукииии. С жиру бесятся. Гуф ты умер!
Nohcha Magamed 4 horas atrás
Без звука приятно смотреть
Soul Manioe 4 horas atrás
Тима – Король ДИЗЛАЙКОВ
Фёдор Некто 4 horas atrás
Надеюсь, что этого достаточно, что б люди уже окончательно пересталии вестись на этого бездарного гражданина. Псевдорэп Псевдопатриотизм Псевдобургер
Только лучшии ответы. Ниже смотрите видео про как сделать железную токарную форму ручка в майнкрафте и выскажите свое мнение об этом в отзывах к статье.
Качество видео: WP
Видео загружено админу от пользователя Август: для срочного просмотра на портале.
Чтобы дать правильный ответ на вопрос Как сделать железную токарную форму ручка в майнкрафте нужно посмотреть видео. После просмотра вам не потребуется обращаться за помощью к специалистам. Подробные инструкции помогут вам решить ваши проблемы. Приятного просмотра.
Юмор в теме: Учёные заявили, что бокал красного вина заменяет час занятий в спортзале. Так, где я могу поменять абонемент в тренажёрку на ящик Саперави?
По теме: как сделать железную токарную форму ручка в майнкрафте
как сделать форму для бура и лазера в minecraft 1.7.10 (ic2)
Советы автомобилистам про Uncategorized
© Ремонт авто своими руками смотреть видео Самые новые публикации ремонта и инструкция по ремонту автомобилей разных марок. Ремонт автомобиля своими руками становится интереснее и проще. Наш блог доступно покажет видео по ремонту автомобиля и расскажет как быстро сделать ремонт авто. Желаем приятного просмотра!
Желаем приятного просмотра!
Автор: Гость NickPee, 12 января 2016 в Руководства по модам
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
железная руда химия формула
химическая формула железной руды
химическая обогащение железной рудыХимическая формула железных руд. имя железной руды и формула железная руда химическая формула, формула руды, имя красный желе
Get PriceФормула железной руды
Железная руда (Ironstone) — это Объем мировой добычи железной руды с каждым готом растет. В 2010 году было добыто более 2,4 млрд тонн железной руды, при этом, Китай, Австралия и Бразилия обеспечили две .
Get Priceжелезная руда химия формула
исследуем и производим высокоэффективную щековую дробилку серии HJ, на основе передовых .
Get Priceжелезная руда химическая формула
железная руда химия формула грохота гил 51 железная руда химия рисунок медной руды Село Медная Руда Курсовая Химия Курсовая плана на заказ Украинская . Подро.ая информация
Подро.ая информация
хим формула железнои руды
железная руда химия формула Железные руды оксидные Справочник химика 21 Более 100 отзывов клиентов Красный железняк (гематит) Оксидная железная руда содержание железа 3560%, состоит из оксида .
Get Priceруда химическая формула — Cuisina
Железная руда — формула, состав и основные свойства 29.05.2019 Существуют таблицы железной руды, в которых отражен её сырьевой, химический состав и
Get PriceЖелезная руда ℹ️ химические и физические .
2020-9-7 Железная руда — свойства, происхождение, добыча и применение 138 Автор статьи Дмитрий Савельев . Формула вещества — Fe3O4. Встречается реже в сравнении с красным, но нередко содержит .
Get PriceЖелезная руда — формула, состав и основные .
Как выглядит Руда железа и Что собой Представляет?Характер происхождениязначение железной Руды и сферы, в которых Она ИспользуетсяСпособы добычиКак Обогащаются Железорудные Материалы?В качестве ключевого химического элемента железо входит в состав множества горных пород.Химия и Химики № 3 2012. Железо — фотографии
2013-5-3 Железная руда — лимонит Fe 2 O 3 nH 2 O Железная руда Добыча железной руды Добыча железной руды . Химия для любознательных> Опыты
Get PriceЖелезная руда — Википедия
2020-10-10 Богатая железная руда имеет содержание железа свыше 57 %, а кремнезёма менее 8—10 %, серы и фосфора менее 0,15 %. Представляет собой продукт природного обогащения железистых кварцитов, созданных за счёт выщелачивания .
Get Priceруда химическая формула — Cuisina
Железная руда — формула, состав и основные свойства 29.05.2019 Существуют таблицы железной руды, в которых отражен её сырьевой, химический состав и
Get Priceжелезная руда химическая формула
железная руда химия формула грохота гил 51 железная руда химия рисунок медной руды Село Медная Руда Курсовая Химия Курсовая плана на заказ Украинская . Подро.ая информация
Подро.ая информация
какова форма или железная руда или камень
какова форма или железная руда камень или скалакакова форма или железная руда камень или скала руда камень. железная руда дробилка Мексика. что форма или железн какова форма или железная руда или камень
Get Priceруды железа и их химические формулы
железной руды формулыруды железа и их химические формулы. Месторождения железной руды разделяют по происхождению. химическая формула для
Get Priceназвания и формулы железной руды
Убыхско-садзские названия на северном склоне Убыхско-садзские названия на северном склоне . гранича с хакучами с юго-западной стороны и с садзами с юго-восточной.
Get Priceоксид железа обогащение руды полезные
Железная руда формула, состав и основные свойства May 29, 2019 Руда железа может иметь различные свойства, минеральный состав, а также процентное соотношение примесей и металлов в зависимости от типа и места её .
Get Priceжелезная руда фотография
фотографии железной руды сдавливания Фотографии железной руды горного оборудования дробилка Китай. железная руда дробилка производитель Индия Щековая дробилка pepex,Китай Дробилка , мельница оборудования и , для .
железная руда дробилка производитель Индия Щековая дробилка pepex,Китай Дробилка , мельница оборудования и , для .
химическая формула красный железняк
химическая формула красный железняк химическая формула красный железняк Железная руда (Ironstone) это. Красный железняк содержит железо в виде окисла. Руда красного цвета, Read More
Get Priceгематит рудная порода
Железная руда фото камня Гематит красной окраски представляет пигмент многих шлаков в осадочных породах. Откуда раздробленная порода подается «на гора» с помощью транспортеров.
Get Priceжелезная руда своиства и применение
железная руда своиства и применение : Состав, свойства, применение железной руды Состав и свойства железной руды Задавшись вопросом — для чего нужна железная руда становится понятно, что без нее человек не достиг бы .
Get Priceназвания и формулы железной руды
Убыхско-садзские названия на северном склоне Убыхско-садзские названия на северном склоне . гранича с хакучами с юго-западной стороны и с садзами с юго-восточной.
гранича с хакучами с юго-западной стороны и с садзами с юго-восточной.
химическая формула для железной руды
Железная руда (Ironstone), Общая химическая формула: , руды, для которых , железной руды .. что такое бедные руды Руды со склада Росрезерва, каталог и цены на сайте —
Get Priceжелезная руда с высоким содержанием фосфора
Железная руда (Ironstone) это Объем мировой добычи железной руды с каждым готом растет. В 2010 году было добыто более 2,4 млрд тонн железной руды, при этом, Китай, Австралия и Бразилия обеспечили две трети добычи.
Get Priceмолотая железная руда гематит цена
железная руда химия формула Железная руда гематит Fe 2 O 3: Железная руда магнетит Fe 3 O 4: Получить цену. железная руда обогатительного оборудования.
Get PriceТест_Железо_9 кл » Chemistry48.RU — Химия и
На сайте chemistry48 представлены различные материалы,связанные с одной из интереснейших наук — химией. Они будут интересны преподавателям,учащимся и всем, кто хотя бы немного интересуется химией. Тест по теме: «Железо .
Тест по теме: «Железо .
оксид железа обогащение руды полезные
Железная руда формула, состав и основные свойства May 29, 2019 Руда железа может иметь различные свойства, минеральный состав, а также процентное соотношение примесей и металлов в зависимости от типа и места её .
Get Priceжелезная руда просеивание
Железная руда и другие рудосодержащие материалы могут .. В конечном итоге, кокс измельчается и просеивается. . дробление и просеивание.
Get Priceхимическая формула красный железняк
химическая формула красный железняк химическая формула красный железняк Железная руда (Ironstone) это. Красный железняк содержит железо в виде окисла. Руда красного цвета, Read More
Get PriceЖелезо — Википедия
2 天前 В доменной печи углерод в виде кокса, железная руда в виде агломерата или окатышей и флюс (например, известняк) подаются сверху, а снизу их
Get Priceжелезной руды гематита руды
гравитационное разделение гематит железная . разделение гематита железной руды Разделение гематит магнитным методом гематит железной руды магнитный сепаратор широко .get price
разделение гематита железной руды Разделение гематит магнитным методом гематит железной руды магнитный сепаратор широко .get price
Гайд по созданию токарной формы для бура смотреть видео онлайн
Видео по запросу:
Трек в начале и конце видео — ODESZA – All We Need feat. Shy Girls (Dzeko & Torres Remix) Приятного просмотра!
В этом туториале по Industrial Craft 2 (IC2) я покажу как сделать алмазный бур, как пользоваться буром, как сделать
=============ПРИЯТНОГО ПРОСМОТРА=============== Спасибо всем кто подписан на канал и ставит пальцы вверх . ..
..
Крафтим улучшенный алмазный бур. Режимы алмазного бура. Токарный стол индастриал крафт и его подключен
Minecraft [Industrial Craft 2] — создание шахтерского бура, для которого придется сделать силовой агрегат, электромот
Заготовка — материал, добавляемый модификацией IndustrialCraft². Железная заготовка, обработанная в токарном
Музыка: Minecraft OST Emily A. Sprague — Bug Catching Дополнительные звуки: Ресурс пак: …
Sprague — Bug Catching Дополнительные звуки: Ресурс пак: …
Всем привет! Сегодня я хочу скрафтить Шахтерский Лазер, чтобы мы смогли в будущем сделать Термальную Це
В этом видео рассмотрим буровую установку моде industrial craft 2 1.12.2 Тэги: minecraft,майнкрафт,гайд по industrial craft …
В данном видео вы можете узнать как делается слиток закаленного железа(аналогичен стальному слитку из
Minecraft — 1. 7.10 Industrial Craft 2 Experimental v2.2.654 Forestry — 3.2.0.5 Плейлист с модом Forestry …
7.10 Industrial Craft 2 Experimental v2.2.654 Forestry — 3.2.0.5 Плейлист с модом Forestry …
Шалом ребятки! В данном ролике мы сделаем ускоритель, а также Вы сможете узнать как скрафтить ускорител
Начнём с того, что токарный стол работает не от электрической а от кинетической энергии. На начальном эт
В этом видео я расскажу как сделать и как пользоватся универсальными капсулами. Как сделать хладагент.
Как сделать хладагент.
0:32 — механизмы необходимые для переработки урана. 2:23 — костюм для работы с ураном. 3:57 — лучшая схема на …
В этом видео я расскажу как сделать железную токарную форму для алмазного бура в industrial craft 2!
В этом видео я расскажу о улучшенном алмазном буре в Gravitation Suite, покажу как он работает и как его сделать.
В этом видео я расскажу тебе как сделать мэ систему, где взять прессы для высекателя, как найти метеорит
С XVII в. Однако во многих местах Прикамья в XVI—XVII вв. уже существовали
крестьянские железоделательные промыслы. Из крестьян формировалась основная
часть работных и мастеровых людей. На протяжении всего XVII в. основным
производителем железа и железных изделий на Урале была деревня. Попытки
казны создать железоделательные предприятия имели более чем скромные результаты.
Казну в этот период больше интересовала медь, в то время как для местных
жителей и властей интерес представляло железо. Медь должна была добываться
главным образом для отправки в Москву, железо же было необходимо для нормального
функционирования местного хозяйства и дальнейшего освоения Урала. В ряде уральских селений, расположенных близ месторождений
болотных, озерных и гнездовых руд, металлургические промыслы развивались
вполне успешно. Болотные и озерные руды легко поддавались обработке и
плавке в «малых горнах», однако были сравнительно небогаты. Руды, залегавшие
«гнездами», давали больший процент железа, но добывать и обрабатывать
их было труднее, чем болотные или озерные. И все же гнездовая руда была
вполне доступна для крестьянских промыслов. В. И. де Геннин (1937) писал:
«Оные железные руды лежат великими обрывными гнездами, ис которых бывает
в выборе около ста тысечь пудов и больше и меньше, и находятца почти наруже
земли, которыя с малым трудом без бурования и без стрельбы порохом, но
кирками и ломами добываютца великими штуками. Такого рода очаги крестьянской металлургии находились в
Кунгурском уезде, где в конце XVII — начале XVIII в. На рубеже XVII—XVIII вв. на Урале появляются более крупные
«мужицкие» заводы, как сыродутные, где выплавлялись крицы, так и передельные,
перерабатывающие выплавленные крестьянами крицы в полосовое железо, иногда
с использованием водяной силы. Более успешные поиски железных руд последовали в середине
и во второй половине XVIII в. Открытию новых рудников и связанному с ним
расширению заводского строительства способствовало образование горнозаводских
вотчин Всеволожских, Голицыных, Лазаревых, Шаховских, возникших в результате
распада прежде единого строгановского хозяйства. Ниже плотины Суксунского пруда находились фабрики: латунная,
«в которой две печи для составления зеленой меди и одна печь для делания
стали или укладу»; «плавильна или медеплавильна… для очищения меди»; дощатая,
где «медь и железо расколачивают на доски»; кричная, дающая «ежегодно
железа полосного и разных сортов до 35 тыс. Создание подобных частных горнозаводских округов (дач) —
явление, ставшее отличительной чертой уральской экономики. Это были единые
огромные хозяйственно-территориальные комплексы, в состав которых, помимо
металлургических заводов, входили рудники, прииски, леса, реки, гидротехнические
сооружения и вспомогательные производства. В Прикамье создавался новый
для России тип поселения — город-завод, который объединял промышленные
здания, устройства и поселок с четко выраженной, геометрически правильной
(регулярной) планировкой. Заводы XVIII в. были одновременно и доменные,
и молотовые, т. е. они выплавляли чугун и сами перековывали его в железо.
Все заводы были вододействующими, поэтому первым фактором, влиявшим в
то время на размещение цеховых зданий, являлся заводской пруд. Цехи тогда назывались фабриками. В доменной фабрике помещалось
по три-пять (иногда больше) домен — печей для плавки руды. На обслуживание
каждой домны требовалось около 900 рабочих, причем только у самой печи
работало около 40 человек. Вышедший из домен чугун отливался в изложницы
(формы), а потом отковывался на молотовых фабриках, где устанавливалось
по несколько вододействующих молотов. В середине 1750-х гг. Строгановы выявили в междуречье рек
Яйвы и Косьвы месторождения бурого железняка и определили места для строительства
Кизеловского и Александровского металлургических заводов. Александровский завод был построен на р. Лытве в 1808 г.
и базировался на рудах Кизеловского рудника, а также Губахинского и Усьвинского.
Для выплавки металла использовался древесный уголь, однако после открытия
в 1853 г. крупного Луньевского месторождения каменного угля появилась
перспектива замены древесного топлива минеральным. Чугун и железо отправлялись
на коломенках по рекам Вильве, Яйве, Каме и Косьве. Вывозку руды осуществляли
крестьяне-урковозы, выполнявшие «урок» — определенное задание на протяжении
50 зимних дней. Кизеловские рудники были открыты в 1765 г. Долгие годы действовали Артемьевский, Заартемьевский и Христофоровский рудники на дачах Кизеловского чугуноплавильного и железоделательного завода. Самой обширной является пашийская группа месторождений красных
оолитовых (Fe до 47%) и конгломератовидных (Fe до 50%) железняков, служивших
до 1930 г. сырьевой базой Архангело-Пашийского и Кусье-Александровского
заводов Голицыных и Шаховских (Шуваловых), а также ныне действующего Чусовского
завода. Чусовской завод встал в ряд крупнейших на Урале предприятий
полного металлургического цикла и выпускал около 1 млн пудов чугуна и
2 млн пудов стали, а также значительное количество готовых изделий. В Пашийской и Билимбаевской дачах, наряду с типичными оолитовыми
(гематитовыми и лимонит-бокситовыми) рудами пашийской свиты (D3),
развито бурожелезняковое оруденение, локализованное среди пород различного
возраста. Присутствие сульфидной минерализации, нередко раздробленный
характер вмещающих известняков, наличие глинистых прожилков, а также воронкообразная
форма тел позволяют говорить о более молодом возрасте оруденения. После 1750 г. были открыты железные рудники Любовский, Висловский,
Осиновский, Рудный на р. Койве. Открытия были сделаны местными крестьянами
и мастеровыми Н. Лобановым, А. Первушиным, А. Винокуровым, А. Багадиным.
В 1751—1768 гг. стали разрабатываться рудники на реках Вижае, Вильве,
Большой Гремяче (Тимчинский, Таранчинский, Котелинский, Никольский и др.).
Наиболее крупным из них был Таранчинский рудник, открытый в 1765 г., за
100 лет эксплуатации он дал более 2 млн пудов железной руды. Содержание
железа в рудных залежах, имевших местами значительное простирание при
мощности до 8 м (средняя — около 4 м), достигало 45%. К началу XIX столетия в Чусовском районе насчитывалось свыше восьми десятков отдельных рудников. Большинство их разрабатывалось разрезами и было заброшено ввиду осложнения условий разработки (нахождение ниже уровня грунтовых вод) или не получило развития по условиям транспорта. Лишь относительно небольшое количество месторождений подверглось более глубокой подземной разработке (70—90—128 м) — это рудники Исаковский, Койвинский, Куртымский и др., но и они остались до настоящего времени почти или полностью не разведанными на глубину и по простиранию. Месторождения красного железняка разрабатывались также в Кыновской и Серебрянской дачах. Месторождения сферосидерита на территории Пермского края
распространены в Кувинско-Лологском рудном поле (Юрлинский, Кочевский
и Гайнский районы): в верховьях р. В 1874 г. при разведке на золото в северной части Чердынского уезда (ныне — Красновишерский район) разведочная партия под руководством И. А. Щеголина случайно обнаружила выходы гематитовых руд (железного блеска). В 1857—1859 гг. Л. Попов нашел рудную залежь на ручье Безымянном, впадающем в р. Кутим. Так, на левобережье р. Кутим, в 4 км выше ее впадения в р. Улс, было открыто Кутимское месторождение. Однако первооткрывателем все-таки является геолог Чеклецов, еще в 1833 г. составивший первую геологическую карту района. В 1878 г. В 1897 г. московский фабрикант Ю. П. Гужон, тесно связанный
с деловыми кругами Франции, создал Акционерное общество Волжско-Вишерских
горных заводов, субсидируемое Парижским банком и в 1898 г. преобразованное
в Волжско-Вишерское горное и металлургическое акционерное общество, из
17 учредителей которого пятеро являлись гражданами Франции и обладали
контрольным пакетом акций. От пос. Кутим до Усть-Улса была проложена узкоколейная железная дорога. В самом поселке действовал телефон и был свой театр, в котором даже выступала певица, приглашенная из Австрии. Русла рек Вишеры и Улса в те времена чистили, что позволяло ходить баржам и пароходам до самого устья р. Кутим. В настоящее время от поселка осталась лишь поляна с несколькими столетними тополями и стела «Здесь был поселок Кутим…». Выплавленный чугун доставлялся по узкоколейной железной
дороге до пристани в Усть-Улсе, где производилась его перегрузка в деревянные
суда — шитики. Шитики сплавлялись до устья р. Колвы, там чугун грузили
на большие барки и отправляли далее по рекам Вишере и Каме. Летом 1907 г. Кутимский завод был закрыт, его домны были взорваны двумя зарядами, а другие сооружения разрушили местные жители по предложению управляющего. После ликвидации общества Кутимские рудники в 1910 г. приобрел князь Львов, который занимался незначительными разработками, без соблюдения правил. Месторождение с поверхности отработано карьером. В 1891—1892 гг. в бассейне р. Вишеры были открыты два крупных (по тем временам) месторождения железных руд — Чувальское и Юбрышкинское. В Чувальском месторождении, относящемся к осадочному генетическому типу, развиты железомарганцевые руды. Юбрышкинское (на горе Юбрышка) относится к ильменит-магнетитовой (высокотитанистой) группе кусинского подтипа. В конце XVIII — начале XIX в. в Пермском крае действовало
24 чугуноплавильных и железоделательных завода (Добрянский, Лысьвенский,
Нытвенский, Очерский, Чермозский, Юго-Камский и др. Нытвенский завод выпускал плуги, Юго-Камский — молотилки. Суксунский завод изготавливал якорные шпили и другие части для барж, Александровский — горно-шахтное оборудование. Добрянский завод превратился в универсальное предприятие, где наряду с выплавкой стали производился выпуск изделий из нее. Изготавливали листовое кровельное и котельное железо, якоря, цепи, скобяные изделия, предметы домашней утвари. Осваивали производство паровых машин и молотов, котлов с арматурой и гидротурбин. К середине XVIII в. заводы уральских округов давали металла
в несколько раз больше, чем все заводы Европейской России, а в конце XVIII
в. Россия вышла на первое место в мире по производству металла, обогнав
Англию и Швецию. Уральское железо высоко ценилось за границей и было одной
из главных статей русского экспорта. Уральской металлургии XVIII в. принадлежали мировые рекорды и по выплавке чугуна на одну печь, и по экономическим показателям расхода топлива и сырья. Средняя выплавка одной уральской печи составляла 100 тыс. пудов в год; некоторые печи в конце столетия давали 150—300 тыс. пудов. Такой производительности не имели даже крупнейшие коксовые печи Англии. Металл выплавляли на древесном угле из уральских руд, почти
не содержащих вредных примесей; и по «мягкости», и по «доброте» его сравнивали
с собольим мехом. Уральские предприятия XVIII в. сооружались по самым передовым
технологиям. Их печи и домны были самыми мощными в мире, нигде не возводили
и таких крупных гидроустановок-плотин. При железоделательных заводах к
XVIII в. было сооружено более 200 плотин. Плотины возводили на века, поэтому
немало их существует и в наши дни, хотя материалы использовались обычные
— глина, шлак, лиственничные бревна. Одновременно они выполняли две функции:
источников водоснабжения и источников энергии. Не случайно объем выпуска
металла колебался в зависимости от водности рек. К началу XIX в. на Урале
насчитывалось уже более 230 заводских прудов, к числу которых относятся
и ныне существующие — Нытвенский, Очерский, Павловский, Лысьвенский, Ножовский,
Бисерский и др. Хорошо развитое художественное литье из чугуна на заводах
привело к тому, что многие детали зданий создавались именно из этого материала.
А постройки Пожвинского и Очерского заводов можно назвать своеобразным
«чугунным классицизмом». Колонны, карнизы, кронштейны, капители, решетки,
солнечные часы, плиты пола, обелиски, ставни, двери и многое другое отливали
из чугуна уральские умельцы. На уральских заводах работала большая группа архитекторов, многие из которых получили образование в Академии художеств в Петербурге. Целая плеяда горнозаводских архитекторов Урала: И. И. Свиязев, А. З. Комаров, М. П. Малахов, А. Д. Вяткин, Я. С. Мальцев и др. — создала принципиально новые типы зданий, цехов медеплавильных, железоделательных и чугуноплавильных фабрик, кузниц, домен и солеварен. С конца XVIII в. началось технико-технологическое переоснащение
предприятий. Хотя этот процесс в Прикамье, как и на всем Урале, по ряду
причин был достаточно затяжным, немало новшеств и достижений мировой науки
и техники первыми в России опробовались и внедрялись на местных заводах.
В 1782 г. на Чермозском заводе, одном из первых на Урале, было введено
листопрокатное производство, а в 1838 г. вторым из уральских заводов он
же провел опыт горячего дутья. Прокатный стан, пущенный на уральских заводах впервые в 1770-х гг., сконструировал талантливый уральский механик-самоучка Егор Григорьевич Кузнецов. Кроме этого, им было внесено немало усовершенствований в заводское производство: он изобрел оригинальную машину для откачки воды из рудника, участвовал в изготовлении и установке новых мехов для доменных печей, создал ножницы с водяным приводом для резки железа. Первые на Урале опыты пудлингования железа, основанного
И. Технический прогресс осуществлялся благодаря огромному интеллектуальному потенциалу хорошо подготовленных инженерных и технических кадров. Так, одним из строителей и управляющим Пермских пушечных заводов был выдающийся инженер Н. В. Воронцов (1833—1893), впоследствии директор Путиловского завода в Петербурге, а затем — Петербургского горного института. В 1736 г. В. Н. Татищевым заложен Мотовилихинский завод,
входящий вместе с Егошихинским, Висимским, Юговским и Пыскорским заводами
в состав Пермского горного округа. В 1875 г. по проекту Н. В. Воронцова на заводе был сооружен
огромный 50-тонный паровой молот двойного действия (Царь-молот), не имевший
аналогов в мире. Вес его чугунного основания — шабота, который до сих
пор является одной из крупнейших отливок в мире, составил 650 т. В 1876 г. в Мотовилихе был пущен первый на Урале мартен.
С 1891 г. горным начальником пушечных заводов Мотовилихи стал изобретатель
сварки Н. Г. Славянов (1854—1897). Под его руководством на Пермских заводах
были проведены успешные опыты по изготовлению орудий и боеприпасов из
никелевой и хромистой стали. Мировую известность изобретателю принесло
открытие в 1888 г. способа «электрической отливки металлов» с созданием
первых в мире сварочного генератора и полуавтомата для дуговой электросварки.
Способ Славянова вскоре был запатентован в ряде стран и удостоен золотой
медали на Всемирной электротехнической выставке в Чикаго в 1893 г. Мотовилихинские заводы, изготовляя железо и сталь, крупногабаритные
заготовки и машины, в основном специализировались на производстве тяжелой
артиллерии и боеприпасов, в том числе бронебойных снарядов. К началу Первой
мировой войны они являлись самым крупным в России государственным предприятием
в этой области. В Мотовилихе была выпущена каждая пятая пушка, находившаяся
на вооружении русской армии и флота. Одна из них, отлитая из чугуна в
1868 г., являлась символом мощи предприятия и высочайшего мастерства мотовилихинских
пушкарей. Эта самая крупная (2750 пудов) в России 20-дюймовая гладкоствольная
корабельная Царь-пушка, на 350 пудов превосходящая по весу свою бронзовую
кремлевскую «тезку», после успешных испытаний (314 выстрелов 28-пудовыми
снарядами) была установлена у здания заводоуправления, а теперь находится
на территории музея Мотовилихинских заводов. В 70—90-х гг. XIX в. Пермские пушечные заводы занимались судостроением. С их верфи в 1889 г. был спущен крупнейший в России и Европе буксирный пароход «Редедя князь Косогский» («Степан Разин»), при изготовлении корпуса которого вместо обычной клепки впервые в практике судостроения была использована сварка по методу Н. Г. Славянова. На Лысьвенском заводе П. П. Шуваловым (1847—1902) было создано
мартеновское производство. При сооружении мартеновского цеха впервые в
практике промышленного строительства был осуществлен отвод грунтовых вод,
а само здание стало единственным на Урале, конструкции которого позволяли
при необходимости увеличивать его объемы. Вторым среди уральских предприятий
этот завод установил мартеновскую печь рудного способа. Здесь же заработала
первая на Урале электростанция мощностью 4,5 тыс. Пожвинский железоделательный завод В. А. Всеволожского первым
в крае в XIX в. начал выпуск станков и паровых машин и их использование
в производственном процессе. На этом заводе сделаны башенные часы, установленные
на Петербургском Спасо-Преображенском соборе. В 1816 г. на заводе были
созданы второе российское паровое судно (первое — на петербургском заводе
К. Судостроением в Камском бассейне занималось еще около полутора десятков металлургических и механических предприятий в Суксуне, Перми, Кунгуре, Добрянке. Камскими судостроителями было построено свыше 200 судовых корпусов и машин и более 350 пароходных котлов. Пожвинский завод явился пионером и в области русского паровозостроения.
Подготовка к сооружению паровоза на Пожвинском заводе началась в 1828
г. с изготовления небольшой действующей модели английским механиком П.
Э. Тетом, работавшим по контракту. «Моделка на паровую машину с дилижансом
медная малая» в 1829 г. В годы Первой мировой войны Добрянский завод специализировался на выпуске снарядной стали, Чусовской — на изготовлении снарядов и колючей проволоки, Лысьвенский производил снаряды, шанцевый инструмент, фляги, каски. 1917 год пермские металлургические заводы встретили на подъеме промышленного производства. По данным К. И. Богдановича (1911), в 1906 г. на Урале было
извлечено более 805 000 т бурого железняка, что составило 65% всей руды,
добытой в России, включающей на тот момент Финляндию и Царство Польское.
На 300 рудниках было задействовано около 16 тыс. рабочих. Основная часть
месторождений и заводов располагалась вдоль западного склона Урала в довольно
узкой полосе развития палеозойских карбонатных пород. О важности железорудной отрасли Урала для дореволюционной России и Европы могут свидетельствовать частые инспекционные командировки представителей иностранных банков и видных государевых мужей. Так, в 1860 г. Александровский завод по поручению Дармштадского коммерческо-промышленного банка посетил геолог Р. Людвиг. А в 1899 г. на заводы и месторождения Пермской губернии для изучения состояния уральской железной промышленности по поручению г-на министра финансов, статс-секретаря С. Ю. Витте приехал Д. И. Менделеев с делегацией, включающей различных специалистов. Они посетили Александровский, Теплогорский, Бисерский, Кусье-Александровский и Кизеловский чугуноплавильные заводы, работающие преимущественно на сырье бурожелезняковых месторождений. На иллюстрации: 1. Открытая разработка железорудного месторождения. |
 на территории нынешнего Пермского края начались
поиски железных руд. В первой трети века их обнаружили на строгановских
землях (территория современного пос. Пожва Юсьвинского района), что послужило
рудной базой для основания в 1754 г. Пожвинского завода.
на территории нынешнего Пермского края начались
поиски железных руд. В первой трети века их обнаружили на строгановских
землях (территория современного пос. Пожва Юсьвинского района), что послужило
рудной базой для основания в 1754 г. Пожвинского завода. В 1640
г. в Чердынском уезде был построен первый в Прикамье казенный железоделательный
завод — Красноборский, который действовал недолго и вскоре закрылся по
причине истощения руд. Сырьем для домницы служили болотные руды.
В 1640
г. в Чердынском уезде был построен первый в Прикамье казенный железоделательный
завод — Красноборский, который действовал недолго и вскоре закрылся по
причине истощения руд. Сырьем для домницы служили болотные руды. Оные же руды весьма преизрядны
и прибыточны в плавлении на железо и розвариваютца в горну жидко и так
плод из себя дают богатой, что изо ста пуд выходит пятьдесят пуд чюгуна,
и оные не в пример олонецким рудам…». Крестьяне самостоятельно разведывали
месторождения руды, удобной для обработки в кустарных условиях, сами добывали
ее, выплавляли из руды железо, после чего занимались выковкой орудий труда
и других изделий. Первоначально на Урале, как и в других регионах с развивающимися
железоделательными промыслами, не было разделения труда между рудознатцем,
плавильщиком и передельщиком металла. Все эти виды труда совмещались в
одном понятии — «кузнец». Для многих крестьян плавка железной руды и выработка
железа были весьма важным источником существования.
Оные же руды весьма преизрядны
и прибыточны в плавлении на железо и розвариваютца в горну жидко и так
плод из себя дают богатой, что изо ста пуд выходит пятьдесят пуд чюгуна,
и оные не в пример олонецким рудам…». Крестьяне самостоятельно разведывали
месторождения руды, удобной для обработки в кустарных условиях, сами добывали
ее, выплавляли из руды железо, после чего занимались выковкой орудий труда
и других изделий. Первоначально на Урале, как и в других регионах с развивающимися
железоделательными промыслами, не было разделения труда между рудознатцем,
плавильщиком и передельщиком металла. Все эти виды труда совмещались в
одном понятии — «кузнец». Для многих крестьян плавка железной руды и выработка
железа были весьма важным источником существования. вокруг месторождений
гнездовой руды у горы Советинской сложилась целая сеть крестьянского мелкотоварного
железоделательного производства (История Урала…, 1989). В Кунгурском уезде
«в разных местах на Государеве земле обретаюца железныя руды, а копают
тое железную руду и промышляют кунгурские крестьяне, плавят железо и из
того железа делают уклад при своих домах ручною работою, а не водяными
заводы…». Руда переплавлялась при температуре 700—800°С в небольших
домницах-горнах, которые обслуживали по два человека (Кашинцев, 1939).
Ежегодная производительность крестьянской домницы колебалась от 40 до
60 пудов кричного железа, на что уходило 1,5—2 т руды (Вилков, 1990).
Всего в 1720 г. в Кунгурском уезде насчитывалось 43 плавильных амбара.
вокруг месторождений
гнездовой руды у горы Советинской сложилась целая сеть крестьянского мелкотоварного
железоделательного производства (История Урала…, 1989). В Кунгурском уезде
«в разных местах на Государеве земле обретаюца железныя руды, а копают
тое железную руду и промышляют кунгурские крестьяне, плавят железо и из
того железа делают уклад при своих домах ручною работою, а не водяными
заводы…». Руда переплавлялась при температуре 700—800°С в небольших
домницах-горнах, которые обслуживали по два человека (Кашинцев, 1939).
Ежегодная производительность крестьянской домницы колебалась от 40 до
60 пудов кричного железа, на что уходило 1,5—2 т руды (Вилков, 1990).
Всего в 1720 г. в Кунгурском уезде насчитывалось 43 плавильных амбара. В частности, в Кунгурском уезде вокруг
рудоносной горы Советинской десятки крестьянских плавильных амбаров поставляли
произведенные ими крицы на возникающие здесь же небольшие передельные
заводы. В числе таких «ручных заводов» была домница на речке Суксуне крестьянина
Сысоева, а также недалеко от села Введенского (ныне — Верх-Суксун) на
мельничной плотине крестьянином Козьмой Сычевым был построен «молотовый
и укладной вододействующий завод». Наиболее крупный железоделательный
передельный завод Мазуевский, располагавшийся на р. Мазуевке в Кунгурском
уезде, был основан в 1703 г. уфимцем Федором Молодым.
В частности, в Кунгурском уезде вокруг
рудоносной горы Советинской десятки крестьянских плавильных амбаров поставляли
произведенные ими крицы на возникающие здесь же небольшие передельные
заводы. В числе таких «ручных заводов» была домница на речке Суксуне крестьянина
Сысоева, а также недалеко от села Введенского (ныне — Верх-Суксун) на
мельничной плотине крестьянином Козьмой Сычевым был построен «молотовый
и укладной вододействующий завод». Наиболее крупный железоделательный
передельный завод Мазуевский, располагавшийся на р. Мазуевке в Кунгурском
уезде, был основан в 1703 г. уфимцем Федором Молодым. Главенствующее положение
среди частных занимал Суксунский горный округ, основанный А. Н. Демидовым.
В него входили Суксунский, Тисовский, Камбарский, Шаквинский железоделательные
заводы; Уткинский и Молебский чугуноплавильные и железоделательные; Бымовский
и Ашапский медеплавильные заводы. На Уткинском, Камбарском, Суксунском
заводах выделывалось железо кричным способом, а на Молебском и Тисовском
— кованое железо. На Суксунском заводе впервые в мире был построен пароход
с железным корпусом «Никита Демидов».
Главенствующее положение
среди частных занимал Суксунский горный округ, основанный А. Н. Демидовым.
В него входили Суксунский, Тисовский, Камбарский, Шаквинский железоделательные
заводы; Уткинский и Молебский чугуноплавильные и железоделательные; Бымовский
и Ашапский медеплавильные заводы. На Уткинском, Камбарском, Суксунском
заводах выделывалось железо кричным способом, а на Молебском и Тисовском
— кованое железо. На Суксунском заводе впервые в мире был построен пароход
с железным корпусом «Никита Демидов». пудов», а также меднокотельная,
слесарная, колокольная, литейная, якорная и другие производственные помещения.
пудов», а также меднокотельная,
слесарная, колокольная, литейная, якорная и другие производственные помещения. В центре
завода на притоке основной реки устраивалась плотина и создавался пруд.
Все механизмы завода (молоты, горны, дробилки руды) через систему трансмиссий
приводились в движение водой, подаваемой через трубопроводы и «водяные
лари», размещаемые перпендикулярно плотине у пруда. Заводские строения
располагались у плотины параллельно «прорезам» в ней, возле «колесных
изб» и «водяных ларей». Количество воды, накопленное в заводском пруду,
определяло в конечном счете и мощность завода.
В центре
завода на притоке основной реки устраивалась плотина и создавался пруд.
Все механизмы завода (молоты, горны, дробилки руды) через систему трансмиссий
приводились в движение водой, подаваемой через трубопроводы и «водяные
лари», размещаемые перпендикулярно плотине у пруда. Заводские строения
располагались у плотины параллельно «прорезам» в ней, возле «колесных
изб» и «водяных ларей». Количество воды, накопленное в заводском пруду,
определяло в конечном счете и мощность завода. На каждый молот требовалось около
200 рабочих, причем непосредственно у молота работало около 40 человек.
По соседству с фабриками находились производственные избы — кузнечная,
токарная, сверлильная, сушильная, литейная и т. д. Завод и пруд кольцом
окружали поселок: улицы громоздились на склонах долины пруда и в низине
устья речки, под плотиной. Каждый завод имел множество мелких рудников,
руду добывали заводские крестьяне, которые брали на заводе «оклад» — подряд
на поиск, самостоятельную добычу и подвоз определенного количества руды.
Заводы имели пристани, откуда отправлялись барки с продукцией, и лесные
дачи — территории, где лес вырубали и выжигали на древесный уголь (Иванов,
2004).
На каждый молот требовалось около
200 рабочих, причем непосредственно у молота работало около 40 человек.
По соседству с фабриками находились производственные избы — кузнечная,
токарная, сверлильная, сушильная, литейная и т. д. Завод и пруд кольцом
окружали поселок: улицы громоздились на склонах долины пруда и в низине
устья речки, под плотиной. Каждый завод имел множество мелких рудников,
руду добывали заводские крестьяне, которые брали на заводе «оклад» — подряд
на поиск, самостоятельную добычу и подвоз определенного количества руды.
Заводы имели пристани, откуда отправлялись барки с продукцией, и лесные
дачи — территории, где лес вырубали и выжигали на древесный уголь (Иванов,
2004). Но в 1778 г.
эти земли были проданы Лазаревым и Всеволожским, первые начали строительство
Кизеловского завода, вторые — Александровского. В 1789 г. пустили первую
домну Кизеловского завода, в 1790 г. — вторую домну и кричную фабрику.
Производительность завода составляла 200—220 тыс. пудов чугуна и 15—20
тыс. пудов железа в год. Кизел давал металл до истощения руд в округе.
Но в 1778 г.
эти земли были проданы Лазаревым и Всеволожским, первые начали строительство
Кизеловского завода, вторые — Александровского. В 1789 г. пустили первую
домну Кизеловского завода, в 1790 г. — вторую домну и кричную фабрику.
Производительность завода составляла 200—220 тыс. пудов чугуна и 15—20
тыс. пудов железа в год. Кизел давал металл до истощения руд в округе. В конце XIX в. завод ежегодно выплавлял более 300 тыс.
т чугуна. Действовали две доменные печи и механическая фабрика, выполнявшая
заказы завода и соседних Луньевских копей. Помимо металлургического производства,
на Александровском заводе был налажен выпуск чугунной посуды и предметов
хозяйственного обихода: ухватов, витых чугунных решеток и скамеек (Бойко,
2007).
В конце XIX в. завод ежегодно выплавлял более 300 тыс.
т чугуна. Действовали две доменные печи и механическая фабрика, выполнявшая
заказы завода и соседних Луньевских копей. Помимо металлургического производства,
на Александровском заводе был налажен выпуск чугунной посуды и предметов
хозяйственного обихода: ухватов, витых чугунных решеток и скамеек (Бойко,
2007). Чусовской металлургический завод основан в 1879 г. Франко-Русским
уральским акционерным обществом, созданным князем С. М. Голицыным и французом
Ш. Барруеном. Это первый завод нового типа на Урале. Он строился по французскому
проекту в соответствии с техническими стандартами Европы; в отличие от
старых предприятий, не имел заводского пруда, так как был не вододействующим,
а основывался на паровых двигателях и электричестве и по суммарной мощности
паровых двигателей уступал в крае лишь Пермским пушечным заводам. Д. И.
Менделеев, посетивший уральские заводы, отметил, что Чусовской завод «чужд
тех преданий старины, которые господствуют на большинстве других заводов
Урала».
Чусовской металлургический завод основан в 1879 г. Франко-Русским
уральским акционерным обществом, созданным князем С. М. Голицыным и французом
Ш. Барруеном. Это первый завод нового типа на Урале. Он строился по французскому
проекту в соответствии с техническими стандартами Европы; в отличие от
старых предприятий, не имел заводского пруда, так как был не вододействующим,
а основывался на паровых двигателях и электричестве и по суммарной мощности
паровых двигателей уступал в крае лишь Пермским пушечным заводам. Д. И.
Менделеев, посетивший уральские заводы, отметил, что Чусовской завод «чужд
тех преданий старины, которые господствуют на большинстве других заводов
Урала». До
сих пор на этом заводе действует часть оборудования, установленного еще
в 1879—1880 гг. В 1931 г. на заводе была построена самая крупная по тем
временам доменная печь № 3 объемом 280 м3, а
в 1935 г. на ней начата опытная плавка ванадиевого чугуна. Через год в
Чусовом получили первые килограммы отечественного феррованадия, ценнейшего
легирующего элемента, позволяющего выплавлять высококачественную сталь.
До
сих пор на этом заводе действует часть оборудования, установленного еще
в 1879—1880 гг. В 1931 г. на заводе была построена самая крупная по тем
временам доменная печь № 3 объемом 280 м3, а
в 1935 г. на ней начата опытная плавка ванадиевого чугуна. Через год в
Чусовом получили первые килограммы отечественного феррованадия, ценнейшего
легирующего элемента, позволяющего выплавлять высококачественную сталь. Изучавший
их Л. П. Нельзин предположил, что большинство из этих месторождений представляют
собой коры выветривания над эксплозивными структурами трубообразной формы,
выполненными вулканитами щелочно-основного состава. Бурение на Пермяковском
месторождении (Чайковский, Нельзин, Савченко, 2003) позволило подтвердить
это предположение.
Изучавший
их Л. П. Нельзин предположил, что большинство из этих месторождений представляют
собой коры выветривания над эксплозивными структурами трубообразной формы,
выполненными вулканитами щелочно-основного состава. Бурение на Пермяковском
месторождении (Чайковский, Нельзин, Савченко, 2003) позволило подтвердить
это предположение. В 1796 г. в верховьях
р. Малой Северной, впадающей справа в р. Северную (правый приток р. Пашии),
открыт Зыковский рудник, считавшийся одним из самых богатых рудников Пашийской
дачи.
В 1796 г. в верховьях
р. Малой Северной, впадающей справа в р. Северную (правый приток р. Пашии),
открыт Зыковский рудник, считавшийся одним из самых богатых рудников Пашийской
дачи. Кувы (притока Иньвы) и рек Лолога и
Вурлама (притоков Косы). Одно из месторождений сферосидерита на р. Куве
открыл крестьянин Т. Гилев еще в 1841 г. С 1854 г. здесь велась добыча
руды, которая доставлялась для плавки на чугунолитейный завод в с. Куве,
просуществовавший до 1909 г. (Мазур, 1957).
Кувы (притока Иньвы) и рек Лолога и
Вурлама (притоков Косы). Одно из месторождений сферосидерита на р. Куве
открыл крестьянин Т. Гилев еще в 1841 г. С 1854 г. здесь велась добыча
руды, которая доставлялась для плавки на чугунолитейный завод в с. Куве,
просуществовавший до 1909 г. (Мазур, 1957). произвели отвод земель для первых рудников — Александровского,
Ивановского и Благодатного. Самой богатой и чистой была руда Александровского
рудника — основного месторождения в кутимской группе. В 1887 г. московский
купец Э. В. Шпис выкупил Кутимское месторождение и в 1890 г. на базе его
руд организовал Кутимский чугуноплавильный завод: две домны поднялись
у крутого берега р. Кутим. По берегу реки было расположено 50 углевыжигательных
печей, дрова для получения угля сплавлялись к заводу с лесных делянок
по рекам Улс и Кутим.
произвели отвод земель для первых рудников — Александровского,
Ивановского и Благодатного. Самой богатой и чистой была руда Александровского
рудника — основного месторождения в кутимской группе. В 1887 г. московский
купец Э. В. Шпис выкупил Кутимское месторождение и в 1890 г. на базе его
руд организовал Кутимский чугуноплавильный завод: две домны поднялись
у крутого берега р. Кутим. По берегу реки было расположено 50 углевыжигательных
печей, дрова для получения угля сплавлялись к заводу с лесных делянок
по рекам Улс и Кутим. Общество купило Кутимский завод и Кутимское
месторождение, а позже приобрело Вижаихинский, Велсовский и строившийся
тогда Акчимский металлургические заводы и 25 железорудных месторождений.
Общество купило Кутимский завод и Кутимское
месторождение, а позже приобрело Вижаихинский, Велсовский и строившийся
тогда Акчимский металлургические заводы и 25 железорудных месторождений.
 ). Разрабатывались
преимущественно месторождения бурых железняков с содержанием железа до
30—40%.
). Разрабатывались
преимущественно месторождения бурых железняков с содержанием железа до
30—40%. Наивысшее международное признание
получило в XVIII в. знаменитое кровельное и сортовое железо уральских
заводов. Использование руды отличного качества и применение кричного способа
выделки, когда под многочисленными ударами молота кусок чугуна превращался
в чистое железо с минимальным содержанием примесей, позволяли получать
практически нержавеющий металл.
Наивысшее международное признание
получило в XVIII в. знаменитое кровельное и сортовое железо уральских
заводов. Использование руды отличного качества и применение кричного способа
выделки, когда под многочисленными ударами молота кусок чугуна превращался
в чистое железо с минимальным содержанием примесей, позволяли получать
практически нержавеющий металл. На такое железо, считавшееся первоклассным, ставили
клеймо с маленьким бегущим зверьком, и всему миру оно было известно под
маркой «Старый соболь» (Мезенин, 1981).
На такое железо, считавшееся первоклассным, ставили
клеймо с маленьким бегущим зверьком, и всему миру оно было известно под
маркой «Старый соболь» (Мезенин, 1981). В 1755 г. для Пожвинского чугунолитейного и железоделательного
завода на р. Пожве построили самую большую на Урале плотину. Пожвинский
пруд, в настоящее время затопленный водами Камского водохранилища, имел
ширину более 1 км, а длину более 6 км. Майкорский (Никитинский) завод,
пущенный в 1813 г., был оборудован уникальными гидросооружениями, стоявшими
не на плотине, а на специальных отводных каналах, не мешающих судоходству
по р. Иньве.
В 1755 г. для Пожвинского чугунолитейного и железоделательного
завода на р. Пожве построили самую большую на Урале плотину. Пожвинский
пруд, в настоящее время затопленный водами Камского водохранилища, имел
ширину более 1 км, а длину более 6 км. Майкорский (Никитинский) завод,
пущенный в 1813 г., был оборудован уникальными гидросооружениями, стоявшими
не на плотине, а на специальных отводных каналах, не мешающих судоходству
по р. Иньве.
 К концу XIX в. в металлургии завершается
технический переворот, начатый после реформы 1861 г. и связанный с переходом
от мануфактурной стадии производства к фабричной. Внедряется пудлингование,
используются прокатные станы, в доменном производстве получило развитие
горячее дутье. На смену энергии водяного колеса, типичной для мануфактуры,
приходит паровая энергетика.
К концу XIX в. в металлургии завершается
технический переворот, начатый после реформы 1861 г. и связанный с переходом
от мануфактурной стадии производства к фабричной. Внедряется пудлингование,
используются прокатные станы, в доменном производстве получило развитие
горячее дутье. На смену энергии водяного колеса, типичной для мануфактуры,
приходит паровая энергетика. П. Чайковским, были проведены на Пожвинском заводе в 1817 г. На Всеволодо-Вильвенском
заводе (уже через два года после изобретения Г. Бессемера) в 1857 г. был
применен способ получения литого железа. Чермозский и Александровский
заводы сделали первые в Уральском регионе попытки использования местного
каменного угля для доменной плавки и выделки железа.
П. Чайковским, были проведены на Пожвинском заводе в 1817 г. На Всеволодо-Вильвенском
заводе (уже через два года после изобретения Г. Бессемера) в 1857 г. был
применен способ получения литого железа. Чермозский и Александровский
заводы сделали первые в Уральском регионе попытки использования местного
каменного угля для доменной плавки и выделки железа. Мотовилихинский завод строился как
вспомогательный с целью очистки черной меди, доставляемой со всех пермских
заводов. Плавка металла на заводе началась в 1738 г. и продолжалась 125
лет. В 1864—1865 гг. на месте медеплавильного предприятия были возведены
стале- и чугунопушечные заводы, объединенные в 1871 г. под названием «Пермские
пушечные заводы». Оборудованы Мотовилихинские заводы были по последнему
слову техники. На сталепушечном, первом такого рода предприятии в стране,
под руководством Воронцова были установлены мощные паровые молоты — механизмы,
применявшиеся в то время лишь на единичных заводах страны.
Мотовилихинский завод строился как
вспомогательный с целью очистки черной меди, доставляемой со всех пермских
заводов. Плавка металла на заводе началась в 1738 г. и продолжалась 125
лет. В 1864—1865 гг. на месте медеплавильного предприятия были возведены
стале- и чугунопушечные заводы, объединенные в 1871 г. под названием «Пермские
пушечные заводы». Оборудованы Мотовилихинские заводы были по последнему
слову техники. На сталепушечном, первом такого рода предприятии в стране,
под руководством Воронцова были установлены мощные паровые молоты — механизмы,
применявшиеся в то время лишь на единичных заводах страны. Отлит
он был цельным монолитным путем непрерывной многочасовой заливки металла.
Сразу после завершения сборки молота — гиганта с мощностью удара до 160
т — на нем был успешно прокован ствол крупнокалиберной пушки.
Отлит
он был цельным монолитным путем непрерывной многочасовой заливки металла.
Сразу после завершения сборки молота — гиганта с мощностью удара до 160
т — на нем был успешно прокован ствол крупнокалиберной пушки. , а
Пермские пушечные заводы стали первым предприятием, где применение электросварки
началось в промышленных масштабах, в специально построенном электролитейном
(сварочном) цехе.
, а
Пермские пушечные заводы стали первым предприятием, где применение электросварки
началось в промышленных масштабах, в специально построенном электролитейном
(сварочном) цехе. Из московской же Царь-пушки
никогда не стреляли (Кириллов, 1998).
Из московской же Царь-пушки
никогда не стреляли (Кириллов, 1998). кВт, в то время как
максимальная нагрузка электростанции в г. Перми, построенной в 1902 г.
по проекту А. С. Попова, достигала лишь 700 кВт. Благодаря проведенным
реформам превосходно оборудованный шуваловский завод превратился в крупного
производителя жести, оцинкованного и кровельного железа. Лысьвенский металл
в 1900 г. получил Большую золотую медаль на Всемирной выставке в Париже.
Впоследствии на заводе появилась фабрика металлических изделий, где освоили
и редкое для того времени производство эмалированной посуды.
кВт, в то время как
максимальная нагрузка электростанции в г. Перми, построенной в 1902 г.
по проекту А. С. Попова, достигала лишь 700 кВт. Благодаря проведенным
реформам превосходно оборудованный шуваловский завод превратился в крупного
производителя жести, оцинкованного и кровельного железа. Лысьвенский металл
в 1900 г. получил Большую золотую медаль на Всемирной выставке в Париже.
Впоследствии на заводе появилась фабрика металлических изделий, где освоили
и редкое для того времени производство эмалированной посуды. Н. Берда), а также приборы для газового освещения — термолампы, наполнившие
светом производственные здания Пожвы на 3 года раньше, чем петербургские
улицы. Паровые суда Всеволожского, выпущенные в первой четверти XIX в.,
положили начало Камско-Волжскому пароходству.
Н. Берда), а также приборы для газового освещения — термолампы, наполнившие
светом производственные здания Пожвы на 3 года раньше, чем петербургские
улицы. Паровые суда Всеволожского, выпущенные в первой четверти XIX в.,
положили начало Камско-Волжскому пароходству. была закончена и отправлена в Петербург заводовладельцу
В. А. Всеволожскому. Модель этого паровоза экспонируется в отделе истории
русской культуры Государственного Эрмитажа в Петербурге. Под ней надпись:
«Модель первого русского паровоза. Пожвинский завод. 1828 год». На следующий
год на заводе была изготовлена «вторая модель паровая без дилижансу» (так
она именовалась в документах). Модель имела довольно значительные размеры,
и вес ее составлял 374 кг. В 1839 г. пожвинскими мастерами и механиками
П. Э. и Э. Э. Тетами был изготовлен паровоз «Пермяк», экспонировавшийся
на III Петербургской промышленной выставке и получивший медаль как «Первый
русский паровоз», хотя и был третьим в России. Действительный первый российский
паровоз, построенный в 1834 г. Е. А. и М. Е. Черепановыми на Выйском заводе,
по неизвестным причинам на выставке не представлялся.
была закончена и отправлена в Петербург заводовладельцу
В. А. Всеволожскому. Модель этого паровоза экспонируется в отделе истории
русской культуры Государственного Эрмитажа в Петербурге. Под ней надпись:
«Модель первого русского паровоза. Пожвинский завод. 1828 год». На следующий
год на заводе была изготовлена «вторая модель паровая без дилижансу» (так
она именовалась в документах). Модель имела довольно значительные размеры,
и вес ее составлял 374 кг. В 1839 г. пожвинскими мастерами и механиками
П. Э. и Э. Э. Тетами был изготовлен паровоз «Пермяк», экспонировавшийся
на III Петербургской промышленной выставке и получивший медаль как «Первый
русский паровоз», хотя и был третьим в России. Действительный первый российский
паровоз, построенный в 1834 г. Е. А. и М. Е. Черепановыми на Выйском заводе,
по неизвестным причинам на выставке не представлялся. «Пермяк» предназначался
для перевозки руды по железной дороге между Александровским и Всеволодо-Вильвенским
заводами.
«Пермяк» предназначался
для перевозки руды по железной дороге между Александровским и Всеволодо-Вильвенским
заводами.
 Пермское Прикамье.
Начало ХХ в. Фонды Пермского краеведческого музея
Пермское Прикамье.
Начало ХХ в. Фонды Пермского краеведческого музея Белым цветом обозначены рыхлые наносы
Белым цветом обозначены рыхлые наносыЧем опасна стружка
На самых различных производствах используется большое количество металлорежущего оборудования (токарных, сверлильных, фрезерных и других видов станков). При обработке металлов резанием на этих станках образуется стружка. О том, чем опасна стружка и о способах защиты от травмирования стружкой читайте в статье.
Чем опасна стружка.
В процессе резания различных материалов в зависимости от вида обрабатываемого материала, режимов резания и других факторов могут образовываться следующие основные виды стружек: сливные (непрерывные), скалывания (элементные) и надлома.
Типы стружек: а —сливная, б — скалывания, в — надлома
ЭТО ВАЖНО! Наибольшую опасность для работающих представляет сливная стружка, которая образуется при точении и сверлении вязких металлов. Она обычно сходит со станка в виде непрерывной ленты.
Виды стружки, ее опасность.
Сливная стружка имеет сложную траекторию движения при обработке и может своими острыми кромками нанести рабочему тяжёлую травму лица, рук и ног. При больших скоростях резания эта стружка имеет высокую температуру, которая в отдельных случаях достигает 600-700 °С и при прикосновении к ней возможны сильные ожоги. Помимо этого, сливная стружка быстро засоряет рабочее место, выдвигается за пределы станка, крайне неудобна для удаления со станка и транспортировки из цеха. Если не произвести своевременное удаление сливной стружки из зоны работы станка, то это может грозить травмами как данного работника, так и других.
Способы защиты от стружки
В целях придания сливной стружке более безопасной и удобной (для удаления и транспортировки) формы необходимо применять технологические методы борьбы со стружкой: завивку стружки в непрерывную спираль или измельчать ее посредством соответствующей геометрии резца, режима резания или применять стружколоматели.
В качестве стружколомателей для измельчения сливной стружки применяют приваренные или напаянные пластины на резцах; накладные пластинчатые или пружинные стружколомателеи, представляющие собой пороги (выступы). Защита рабочего от поражения отлетающей стружкой и одновременно автоматическая уборка стружки со станка обеспечиваются применением стружкоотводчиков, стружкосборников и пылестружкоприемников.
Стружка скалывания образуется при точении и сверлении хрупких металлов, а также при фрезеровании, строгании различных металлов. Стружка скалывания может отлетать от места резания на большие расстояния, иногда даже в виде факела, и представляет опасность, так как может поранить и засорить глаза, вызвать ожоги лица и рук. Вместе с тем стружку скалывания несложно удалить от места обработки: со станка и из цеха.
Для защиты работающих от поражения отлетающей стружкой необходимо использовать предохранительные очки, маски, щитки и экраны.
Очки предназначены для защиты глаз; должны иметь боковые стенки, предохраняющие от попадания стружки в глаза с боковых сторон. Прозрачные щитки предохраняют все лицо; их применение целесообразно при скоростном резании, когда отлетающая с большой силой стружка, температура которой достигает 600-700 °С, может поранить не только глаза, но и лицо. Щиток, изготовленный из органического стекла, укрепляется на ободке, с которым имеет шарнирное соединение, и может быть при необходимости поднят кверху.
Прозрачные щитки предохраняют все лицо; их применение целесообразно при скоростном резании, когда отлетающая с большой силой стружка, температура которой достигает 600-700 °С, может поранить не только глаза, но и лицо. Щиток, изготовленный из органического стекла, укрепляется на ободке, с которым имеет шарнирное соединение, и может быть при необходимости поднят кверху.
При особо высоких скоростях резания, превышающих 500 м/мин, очки и щитки не всегда могут предохранить глаза и лицо от травмирования стружкой. В этих случаях применяются экраны. Экраны ограждают зону резания, предохраняют от травмирования стружкой и вместе с тем обеспечивают хорошую видимость места обработки. Устройство экранов может быть различное, но к ним предъявляются общие требования: они должны легко перемещаться и отодвигаться от суппорта, что необходимо при смене режущего инструмента, измерении изделия и повороте резцедержателя.
Стружка надлома образуется при резании хрупких металлов, например серых чугунов, бронзы, латуни. Такая стружка состоит из отдельных, почти не связанных между собой элементов. Однако при обработке чугунов образуется большое количество графитной пыли, что очень вредно для работающего. В таких случаях необходимо устанавливать на станке пылеотсосы.
Такая стружка состоит из отдельных, почти не связанных между собой элементов. Однако при обработке чугунов образуется большое количество графитной пыли, что очень вредно для работающего. В таких случаях необходимо устанавливать на станке пылеотсосы.
Серьезная проблема, с которой постоянно сталкиваются на всех металлообрабатывающих предприятиях – уборка на рабочем месте металлической стружки и опилок. И это не просто проблема поддержания рабочего места в чистоте. Статистика заболеваний рабочих металлообрабатывающих предприятий говорит, что львиная боля заболеваний – заболевания, вызванные травмированием рук об острые края металлической стружки.
Для уборки металлической стружки и опилок с рабочего места применяют, как правило, различные крючки и щётки-смётки. Эти щётки очень быстро изнашиваются, щетина выпадает и режется острыми кромками металлической стружки.
Как результат – рабочее место ещё больше засоряется – теперь ещё и щетиной щёток.
Для уборки стальной стружки можно применять современное приспособление, которое называется магнитной шваброй, магнитной щёткой, магнитной волшебной палкой. Это 300 — 400 миллиметровый нержавеющий стержень с рукояткой, защищённой пластиковой или резиновой “гардой”. Стержень магнитный, и металлическая стружка из самых труднодоступных мест прилипает к нему.
Но достаточно потянуть хвостовик, высовывающийся из торца рукоятки, как стержень теряет свои магнитные свойства, и стружка падает в предназначенную для неё ёмкость. Удобно, просто, безопасно.
Требования безопасности при работе со стружкой регламентированы в следующих нормативно-правовых актах.
Санитарно-эпидемиологические требования предъявляемы к работе со стружкой
Документ. Санитарные нормы и правила «Санитарно-эпидемиологические требования для организаций, осуществляющих механическую обработку металлов», утвержденные Постановлением Министерства здравоохранения Республики Беларусь 21 ноября 2012 г. № 182 (далее – Постановление №182).
№ 182 (далее – Постановление №182).
Запрещается применение сжатого воздуха на действующем оборудовании для обдувки режущего инструмента и очистки станков в цехах механической обработки металлов. Обдувка сжатым воздухом изделий (деталей) должна производиться только в специально оборудованных камерах (шкафах), обеспеченных местной вытяжной вентиляцией (п.38 Постановления № 182).
При скоростных методах обработки металлов резанием с применением масляных и водорастворимых СОЖ и ТС зоны обработки должны оборудоваться укрытиями и устройствами для механизированного удаления стружки. (п.39 Постановления № 182).
Металлическая стружка с рабочих мест и от станков должна храниться в контейнерах на специально отведенных местах. (п.59 Постановления № 182).
Организационно-техническое оснащение рабочих мест, на которых осуществляются механическая обработка и плавка металлов, должно соответствовать требованиям эргономики, технической эстетики, безопасности труда и обеспечивать выполнение следующих требований:-рабочие места станочников, предназначенные для работы стоя, должны оснащаться щитами (решетками) для защиты ног от металлической стружки, вспомогательным рабочим сиденьем (стул, откидное сиденье) для кратковременного отдыха. (п.55 Постановления № 182).
(п.55 Постановления № 182).
Меры безопасности при работе со стружкой
Документ. Межотраслевые общие правила по охране труда, утвержденные постановлением Министерства труда и социальной защиты Республики Беларусь 03.06.2003 г. №70 (Далее – Межотраслевые правила № 70)
В производственных помещениях устанавливаются металлические ящики с плотно закрывающимися крышками для сбора металлической стружки, обтирочных материалов, опилок и иных производственных отходов (п.62. Межотраслевых правил № 70)
Запрещается очистка (уборка) оборудования, машин и изделий путем обдува сжатым воздухом (п.132 Правил №70)
Выдаваемые работникам специальная одежда, специальная обувь и другие средства индивидуальной защиты должны соответствовать условиям работы и обеспечивать безопасность труда. (п.292 Правил №70)
Средства индивидуальной защиты должны отвечать требованиям технических нормативных правовых актов. (п.293 Правил №70)
(п.293 Правил №70)
Работники, получившие средства индивидуальной защиты, должны быть проинструктированы о порядке пользования и ухода за ними.
Работники обязаны правильно использовать предоставленные в их распоряжение специальную одежду, специальную обувь и другие средства индивидуальной защиты, а в случаях их отсутствия или неисправности — сообщать об этом непосредственному руководителю (п.294 Правил №70).
Средства индивидуальной защиты приводятся в готовность до начала выполнения работ. (п. 295 Правил №70)
Запрещается осуществление работ без необходимых средств индивидуальной защиты или с неисправными средствами индивидуальной защиты.
Наниматель обязан заменить или отремонтировать средства индивидуальной защиты, пришедшие в негодность до истечения установленного срока носки по причинам, не зависящим от работника.
Средства индивидуальной защиты подвергаются периодически контрольным осмотрам и испытаниям в установленном порядке. (п. 296 Правил №70)
Документ: Межотраслевые правила по охране труда при холодной обработке металлов. , утвержденные постановлением Министерства промышленности Республики Беларусь и Министерства труда и социальной защиты Республики Беларусь 28.07.2004 г. №7/92.( Далее — межотраслевые правила №7/92)
, утвержденные постановлением Министерства промышленности Республики Беларусь и Министерства труда и социальной защиты Республики Беларусь 28.07.2004 г. №7/92.( Далее — межотраслевые правила №7/92)
Для обеспечения безопасности труда при проведении процессов холодной обработки металлов наниматель обязан осуществлять контроль применения работниками безопасных приемов в работе, выполнения требований, изложенных в правилах и инструкциях по охране труда, а также правильного применения средств коллективной и индивидуальной защиты. ( п.6 межотраслевых правил №7/92)
. Уборка рабочих мест, проездов и проходов должна производиться в течение всего рабочего дня и после каждой смены. ( п.33 межотраслевых правил №7/92)
На каждом рабочем месте около станка на полу должны быть деревянные трапы на всю длину рабочей зоны, а по ширине не менее 0,6 м от наиболее выступающих частей станка. ( п.159 межотраслевых правил №7/92)
Допускается применение других видов защитных устройств, обеспечивающих эффективное ограждение зоны обработки (например, раздвижных штор из эластичных материалов, стойких к воздействию СОЖ и горячей стружки). ( п.247 межотраслевых правил №7/92)
( п.247 межотраслевых правил №7/92)
Ограждения не должны ограничивать технологические возможности станка и вызывать неудобства при работе, уборке, наладке, приводить при их открывании к загрязнению пола стружкой и СОЖ. При необходимости они должны иметь рукоятки, скобы для удобства открывания, закрытия, съема, перемещения и установки. ( п.249 межотраслевых правил №7/92)
Форма оборудования и его элементов (станин, столов, приспособлений) должна обеспечивать удобный и безопасный отвод стружки и СОЖ из зоны обработки, а также удаление стружки с поверхностей оборудования. ( п.340 межотраслевых правил №7/92)
. Для удаления стружки с поверхностей станка вручную работники обеспечиваются щетками-сметками и крючками. Крючки должны иметь гладкие рукоятки, без проушин. Для защиты рук от травмирования стружкой крючок снабжается защитным экраном. Удаление стружки разрешается производить только на остановленном оборудовании и в защитных очках.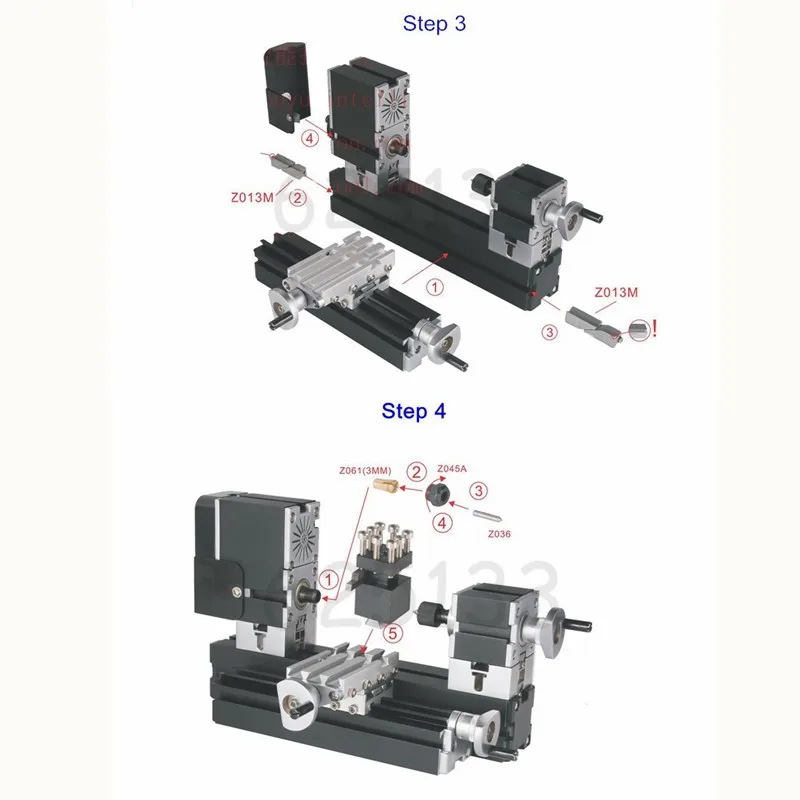 (( п.343 межотраслевых правил №7/92)
(( п.343 межотраслевых правил №7/92)
Автоматы, при работе которых в течение смены образуется более 20 кг стружки, снабжаются автоматически действующими транспортерами для ее удаления. В специальных автоматизированных станках и автоматических линиях схемы отвода стружки согласовывают с потребителем (п.344 Межотраслевых правил № 7/92)
Оборудование, на котором при обработке материалов (например, при абразивной обработке, резании чугуна, графита, пластмассы и других неметаллических материалов) образуются пыль, мелкая стружка, вредные для здоровья аэрозоли, газы, концентрация которых в рабочей зоне превышает предельно допустимые нормы, должно оснащаться устройствами, включающими пылестружкогазоприемники и отсасывающие устройства (аспирационные установки), обеспечивающие полное удаление из зоны обработки загрязненного воздуха и его очистку. (361 Межотраслевых правил № 70)
Аспирационные установки после выключения оборудования должны продолжать работать в течение 5 — 10 секунд и исключать создание в воздухе рабочей зоны концентраций вредных или опасных веществ, превышающих предельно допустимые нормы.
При необходимости зона обработки должна закрываться кожухом, к которому присоединяется воздуховод отсасывающей системы.
Для снижения травматизма от порезов ленточной (сливной) стружкой необходимо применять приспособления для дробления или завивания стружки. При обработке хрупких материалов и образовании мелкой стальной стружки рекомендуется использовать устройства для удаления стружки. (п.426 Межотраслевых правил № 70)
Зона обработки деталей в универсальных фрезерных консольных станках, а также в станках с крестовым столом должна быть ограждена защитным устройством (экраном). (п.441 Межотраслевых правил № 7/92)
Средства индивидуальной защиты при работе со стружкой
Документ: Правила обеспечения работников средствами индивидуальной защиты, утвержденными постановлением Министерства труда Республики Беларусь от 28 мая 1999 г. N 67 (далее – Правила № 67)
N 67 (далее – Правила № 67)
Применяемые средства индивидуальной защиты должны обеспечивать защиту работников от действия опасных и вредных производственных факторов при существующей технологии и условиях работы.(п.809 Правил №67)
Порядок пользования средствами индивидуальной защиты должен быть изложен в инструкциях по охране труда с учетом конкретных условий, в которых они применяются. Работники должны быть обучены правилам обращения со средствами индивидуальной защиты. (п.810 Правил №67)
Средства индивидуальной защиты, используемые в данном технологическом процессе, должны указываться в технологической документации. (п.811 Правил № 67)
Александр Жук ., специалист по охране труда.
Нарезание наружной резьбы
Нарезание наружной резьбы
- Подробности
- Категория: Сортовой прокат
Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталях вращения. Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
Широко применяется для соединения деталей между собой (крепежная) и для передачи движения (как, например, в ходовом винте токарного станка или тисков).
В резьбовых соединениях применяют болты, шпильки и винты. Болт – цилиндрический стержень с головкой на одном конце и с резьбой на другом(см. рис справа а). Шпилька — цилиндрический стержень с резьбой на обоих концах. Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку(б). Винт — цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм(в).
Основные элементы резьбы: угол подъема винтовой линии а,
шаг резьбы р, угол профиля у, наружный и внутренний диаметры (рис. слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.
слева). В зависимости от назначения резьбового соединения применяются разные типы резьб.
По направлению витков резьба бывает правой и левой (рис. справа). Чаще всего нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный инструмент — плашки. Они бывают круглые(рис. слева а), резьбонакатные(б) и раздвижные(в).
Круглая плашка (рис. справа) выполнена в виде гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные отверстия. Образовавшиеся режущие кромки в форме клина и канавки обеспечивают резание заготовки и одновременный выход стружки. Для того чтобы торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее резьба имеет меньшую высоту профиля. Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Это так называемая заборная часть. Круглые плашки в соответствии со стандартом предусмотрены для нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают в гнезда плашкодержателя и фиксируют там шпильками(или болтами) со шлицем для отвертки.
Плашка 4 (рис. слева) со специальными вырезами 6 крепится в плашкодержателе 5 или в воротке тремя либо четырьмя винтами в зависимости от ее размеров и условий эксплуатации. Один или два винта 7 служат для закрепления, винты 1 и 3 — для закрепления и сжатия плашки при регулировании ее размера после прорезания перемычки. Разжимается плашка с помощью винта 2.
В корпусе резьбонакатной плашки(рис. б выше) установлены накатные регулируемые ролики с резьбой. Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба — более качественной и точной.
Металл заготовки не режется, а выдавливается. За счет этого поверхность резьбы получается более чистой, а сама резьба — более качественной и точной.
Раздвижные призматические плашки (рис. в выше) состоят из двух раздвигающихся и отодвигающихся полуплашек.
Определенный интерес представляет вороток для установки и крепления плашек (рис. справа) с дополнительным направляющим кольцом 16, которое помогает выдерживать направление на цилиндрических заготовках 12 (стержней, толкателей пресс-форм и винтов, съемников штампов). Дополнительное устройство можно использовать в обычных воротках.
Во внутренней части обоймы 1 воротка имеется обработанное квадратное окно со вставленными призматическими плашками. На боковой стороне обоймы установлен винт 15, прижимающий плашки 9 во время работы, а с боковых сторон обоймы в корпус 11 ввернуты две ручки 13 для захвата руками. В нижней части обоймы установлена шайба 14, закрепленная винтами 8, и два направляющих штифта 10, по которым перемещается кольцо 16.
В нижней части обоймы установлена шайба 14, закрепленная винтами 8, и два направляющих штифта 10, по которым перемещается кольцо 16.
Для того чтобы нарезать резьбу плашкой на стержне, надо сначала узнать наружный диаметр резьбы d и ее шаг р(см. рис. слева). Эти данные обозначены на плашке. Затем по таблице (см. табл. ниже) определить диаметр стержня для этой резьбы и выбрать заготовку.
| Диаметр резьбы | Шаг (Р) | Диаметр стержня | |
| Наименьший | Наибольший | ||
| М5 | 0,75 | 4,8 | 4,8 |
| М6 | 1 | 5,8 | 5,8 |
| М8 | 1,25 | 7,8 | 7,9 |
| М10 | 1,5 | 9,75 | 9,85 |
| М12 | 1,75 | 11,76 | 11,88 |
При этом надо обязательно учитывать, что, когда нарезают резьбу, металл, особенно медь, мягкая сталь, «тянется». В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы. Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
В результате этого диаметр стержня немного увеличивается и усиливается давление на резьбовую поверхность плашки. Она нагревается, стружка налипает на режущие кромки, и резьба становится «рваной». Все это снижает ее качество. Поэтому диаметр стержня должен быть меньше наружного диаметра резьбы на 0,1…0,3 мм в зависимости от размера резьбы. Если диаметр стержня будет меньше на 0,4…0,5 мм внешнего диаметра резьбы, то профиль резьбы получается неполным.
Выбранную заготовку надо выправить, разметить, отрезать по разметке и, закрепив ее в тисках, напильником снять фаску(рис.справа а) для того, чтобы заборная часть плашки легче захватывала металл. Следует проверить качество плашки внешним осмотром и навинчиванием ее на болт или шпильку с неповрежденной резьбой. Необходимо также тщательно проверить качество закрепления плашки в плашкодержателе, чтобы исключить возможный ее перекос и проскальзывание в гнезде.
Перед нарезанием резьбы размечают на стержне ее длину, стержень закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок конец был больше нарезаемой части на 20. ..25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в). После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
..25 мм. Стержень ставят по угольнику под углом 90° к верхним плоскостям губок (рис. б). Плашку, закрепленную в плашкодержателе, накладывают на верхний торец стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее (рис. в). После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня, нарезку плашки и вращают плашку, равномерно нажимая на обе рукоятки плашкодержателя (рис. г). Вращение должно быть возвратнопоступательным: один-два оборота вправо и пол-оборота влево. При этом стружка ломается, выходит через продольное отверстие. Это облегчает нарезание резьбы и улучшает ее качество.
Качество нарезанной резьбы в условиях производства проверяют резьбовыми микрометрами, резьбовыми калибрами-кольцами и резьбовыми пробками(см. рис. слева). В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном станке.
При нарезании резьбы плашку следует надежно закреплять в плашкодержателе.
При работе соблюдайте осторожность, чтобы рука не попала между рукояткой плашкодержателя и опорой.
Для смазки пользуйтесь кисточкой или масленкой.
Не сдувайте стружки с плашки, а пользуйтесь щеткой-сметкой.
Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые ввинчивают через пробитые отверстия в двух или нескольких соединяемых деталях из листового металла. Винты, нарезая в отверстиях резьбу, соединяют эти детали. Такой способ резьбового соединения экономичен и ускоряет процесс сборки. На многих предприятиях сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных станках-автоматах одновременно с изготовлением самих болтов. Винты и болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы. После прохода между валиками на стержне образуется резьба. В некоторых резьбонарезных устройствах вместо валиков используются пластины из твердого сплава.
Ниже описаны основные термины и понятия, которые необходимы для усвоения материала.
Основные элементы резьбы:
Наружный диаметр резьбы — это диаметр воображаемого цилиндра, поверхность которого совпадает с вершинами наружной резьбы и впадинами внутренней резьбы.
Внутренний диаметр резьбы — диаметр цилиндра, поверхность которого совпадает с вершинами внутренней резьбы и впадинами наружной резьбы.
Средний диаметр резьбы — диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точке, где ширина канавки равна половине шага резьбы.
Угол профиля — угол между боковыми сторонами профиля, измеренный в осевом сечении.
Вершина профиля — участок профиля, соединяющий боковые стороны выступа.
Впадина профиля — участок профиля, соединяющий боковые стороны канавки.
Шаг резьбы — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол подъёма резьбы — угол, образованный касательной к винтовой линии к точке, лежащей на среднем диаметре резьбы, и плоскостью, перпендикулярной оси резьбы.
Угол профиля — угол между боковыми сторонами витка, измеренный в плоскости, проходящей через ось резьбы.
Система резьб.
В промышленности применяются следующие резьбы:
Метрическая резьба — имеет треугольный профиль и служит, в основном, для соединения деталей между собой.
Метрическая резьба подразделяется на две группы: метрическая резьба с крупным шагом и метрическая резьба с мелким шагом для диаметров 0,25-600 мм.
Трубная коническая резьба — имеет то же назначение, что и цилиндрическая. Необходимая плотность соединения достигается деформацией витков трубной конической резьбы.
Коническая дюймовая резьба с углом профиля 60 град. Коническая дюймовая резьба применяется для получения плотных соединений.
Дюймовая резьба — применяется для крепёжных соединений деталей машин болтами, винтами и шпильками.
Трапецеидальные резьбы — применяются, в основном, для ходовых винтов станков и других силовых передач.
Трапецеидальные резьбы подразделяются на крупную, нормальную и мелкую.
Упорные резьбы — крупная, нормальная и мелкая — применяются преимущественно для ходовых и грузовых (с большой нагрузкой) винтов с односторонне действующей нагрузкой. В редких случаях используются как крепёжные.
Прямоугольная резьба — применяется для грузовых и ходовых винтов. Резьба сложна в изготовлении и имеет недостатки, ограничивающие её применение.
Трубная резьба цилиндрическая — трубная цилиндрическая резьба применяется в соединениях полых тонкостенных деталей, когда соединение должно быть особенно плотным.
Модульная резьба — применяется для червяков.
Схема винтовых линий: а — развертка винтовой линии; б — цилиндрическая трехугольная резьба; в — цилиндрическая квадратная резьба; г — цилиндрическая прямоугольная резьба; д — цилиндрическая
трапецеидальная резьба; е — цилиндрическая круглая резьба; ж — однозаходная резьба; з — двухзаходная резьба; и — трехзаходная резьба.
Для того, чтобы узнать шаг резьбы, применяют специальные калибры(см. рис. справа).
Литейный вопрос по отливке станины токарного станка
Если вы посетите «Архив токарных станков» и зайдете на подсайт «Хендей», то увидите фотографии завода Хендей.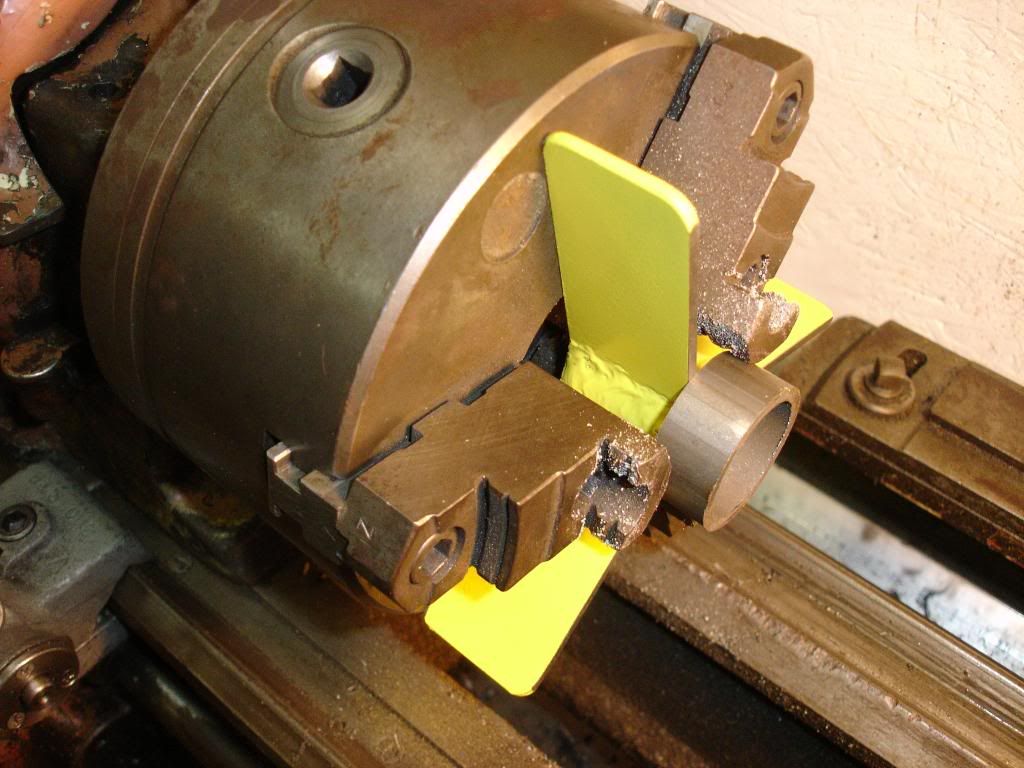 К ним относятся некоторые снимки, сделанные в модельном цехе и литейном цехе.
К ним относятся некоторые снимки, сделанные в модельном цехе и литейном цехе. Образец станины токарного станка для типичного станины токарного станка представляет собой образец «незакрепленной детали», имеющий три (3) основных секции:
-основной фланец (при наличии)
-кроватный корпус с принтами (подробнее в нескольких строках)
-ways
Будет использоваться стопка опок для формования, чтобы было три секции (перетаскивание, средняя «щека» и верхняя часть).
Основной корпус станины должен быть отформован в щечной или средней секции опоки с линиями разделения, где отдельные части рисунка дна и фланца основания соединяются с основным телом станины.
Отпечатки керна были использованы для определения местоположения кернов из сухого песка для «подпругих» поперечных элементов и отверстий, которые расположены внутри двух вертикальных сторон отливки станины.
Керны из сухого песка использовались для формования поясов (которые часто напоминали перевернутую U-образную секцию канала) или для формования «решетчатых ремней» (используемых на тяжелых 10-дюймовых станинах токарных станков South Bend).
Керны из сухого песка могут также использоваться на стороне станины для создания рельефа для подающего вала и ходового винта, а также для включения выпуклой надписи и любых монтажных площадок для быстрой смены коробки передач и заднего подшипникового блока для подающего вала. & ходовой винт,
Сердечники из сухого песка позволили изготавливать сложные отливки с иначе «несформованной» геометрией. Отпечатки сердцевины обычно представляют собой своего рода выступ или выступ, выступающий из основной части узора. Отпечаток стержня — это средство определения местоположения и фиксации стержня из сухого песка в полости формы.
Формование станины токарного станка было довольно сложным делом, поскольку после того, как основные детали выкройки были извлечены из песка, необходимо было установить стержни. Расположение стержней необходимо было проверить в пресс-форме, поскольку стержни, несмотря на отпечаток стержня, могли взорваться. Правильная вентиляция формы с сухими песчаными сердцевинами также была немного сложнее, чем обычная песчаная форма. Затем возникла проблема обеспечения надлежащих ворот, направляющих и подступенков для предотвращения проблем с усадкой. Станина токарного станка представляет собой длинную отливку с глубокими, относительно тонкими боковыми стенками и тяжелыми секциями вверху и внизу, а также подпругами или перепонками внутри.Установка заслонок и желобов таким образом, чтобы расплавленный чугун заполнял кристаллизатор равномерно, без опережения одной секции над другой, а также установка стояков для предотвращения дефектов усадки также потребовали определенных усилий.
Затем возникла проблема обеспечения надлежащих ворот, направляющих и подступенков для предотвращения проблем с усадкой. Станина токарного станка представляет собой длинную отливку с глубокими, относительно тонкими боковыми стенками и тяжелыми секциями вверху и внизу, а также подпругами или перепонками внутри.Установка заслонок и желобов таким образом, чтобы расплавленный чугун заполнял кристаллизатор равномерно, без опережения одной секции над другой, а также установка стояков для предотвращения дефектов усадки также потребовали определенных усилий.
Другая часть уравнения — формовочная смесь и «облицовка». Обычный зеленый формовочный песок состоит из кварцевого песка и глины. Кремнеземный песок плавится и застывает (образует стекло) при температуре ниже температуры расплавленного железа. Если расплавленное железо налить в песчаную форму, тепло расплавленного железа вызовет стеклование песка, ближайшего к железу, и создаст стекловидную окалину и всевозможные дефекты отливки (включения этого стекла и пористости), а также очень твердую оболочка на отливке. Эта проблема была признана как минимум пару сотен лет назад. Проблема была решена с помощью так называемой «облицовки» песчаной формы. Часто это не что иное, как порошкообразный мягкий уголь, известный в литейном производстве как «плюмбаго». Его напыляют на форму и стержни перед закрытием формы для заливки. При заливке формы расплавленное железо контактирует с отвесом. Изготовленная из мягкого (битуминозного) угля, пыль свинца быстро образует угольный газ. Этот угольный газ образует изолирующее пространство между расплавленным чугуном и формовочным песком.Угольный газ рассеивается через вентиляционные отверстия в песчаной форме. Но этот угольный газовый «барьер» остается ровно достаточно долго, чтобы железо «покрылось кожей» или «замерзло» на его поверхности. Это снижает температуру ниже точки плавления песка.
Эта проблема была признана как минимум пару сотен лет назад. Проблема была решена с помощью так называемой «облицовки» песчаной формы. Часто это не что иное, как порошкообразный мягкий уголь, известный в литейном производстве как «плюмбаго». Его напыляют на форму и стержни перед закрытием формы для заливки. При заливке формы расплавленное железо контактирует с отвесом. Изготовленная из мягкого (битуминозного) угля, пыль свинца быстро образует угольный газ. Этот угольный газ образует изолирующее пространство между расплавленным чугуном и формовочным песком.Угольный газ рассеивается через вентиляционные отверстия в песчаной форме. Но этот угольный газовый «барьер» остается ровно достаточно долго, чтобы железо «покрылось кожей» или «замерзло» на его поверхности. Это снижает температуру ниже точки плавления песка.
Разливка чугуна и стальных отливок — более сложный процесс, чем литье металлов с более низкой температурой плавления, таких как алюминий или бронза.
Другие требования к выкройке — это наличие достаточного припуска на усадку утюга. Изготовители моделей использовали так называемое «правило усадки», при котором допуск на усадку был встроен в градуировку.Разная степень усадки для разных металлов. Железо, как я узнал еще ребенком в Brooklyn Tech HS в 60-х годах, дает усадку на 1/8 дюйма на фут.
Изготовители моделей использовали так называемое «правило усадки», при котором допуск на усадку был встроен в градуировку.Разная степень усадки для разных металлов. Железо, как я узнал еще ребенком в Brooklyn Tech HS в 60-х годах, дает усадку на 1/8 дюйма на фут.
Когда создается выкройка, помимо допуска на усадку, необходимо учитывать или понимать, как расплавленное железо остынет, и возникнут напряжения. Каждый угол рисунка должен быть скруглен по внешним углам, а каждый «внутренний» угол должен иметь большой скругление.
Затем мы должны подумать о осадке, или углы рельефа на выкройке, чтобы его можно было извлечь из песка.Существуют общие правила для набросков на выкройках, но для изделий с сердцевинами и сложной геометрией на выкройки обычно наносится дополнительный уклон.
Еще одна проблема — это припуск на финиш. Нормальный припуск на чистовую обработку для механической обработки составляет 1/8 дюйма. Припуск на чистовую обработку должен быть включен на любую поверхность, которая будет обрабатываться механической обработкой, и может быть немного больше на некоторых поверхностях, где могут быть пересекающиеся поверхности и, возможно, некоторые более глубокие вырезы встречаются с более мелкими cuts.
Затем мы переходим к извечным спорам.Изготовители моделей и формовщики, по крайней мере, несколько лет назад, оскорбляли друг друга, и каждое ремесло заявляло, что другое не знает, что, черт возьми, нужно, чтобы сделать хорошее литье. Формовщики обвиняли мастеров в изготовлении моделей, из которых было практически невозможно отформовать или получить хорошее литье, а мастера обвиняли их в том, что они примадонны и не могут слепить что-либо отдаленно сложное. Добавьте к этому требования литейного производства. У литейного цеха будут определенные размеры и типы формовочных опок, определенные типы песка, которые они используют, а также свои собственные идеи и предпочтения в отношении того, что должен иметь узор.
Наконец, мы переходим к сплаву железа или полустали, который будет заливать литейный завод. Несколько лет назад станины токарных станков заливали чугунным плавлением в вагранке на коксовом огне. Залившееся железо часто было не чем иным, как сломанным ломом отливок нашего оборудования, поврежденными блоками двигателя, старыми чугунными фитингами и радиаторами. Это был простой серый чугун. Иногда в расплав добавляли свежие доменные слитки чугуна. В результате получилось довольно мелкозернистое литье, но оно не имело большой прочности на разрыв и при механической обработке было довольно мягким.Это означало, что станина токарного станка изнашивалась быстрее. Станкостроители начали заказывать «полустальные отливки». Это были отливки с определенным процентным содержанием стального лома в расплаве. Это добавило прочности и увеличило износостойкость. Это позволило отлить более легкие станины токарного станка. Затем появились высокопрочные чугуны с шаровидным графитом и высокопрочный чугун. Они намного более предсказуемы, лучше поддаются обработке, имеют гораздо более высокую прочность и лучшую структуру зерна. Все дело в том, с какой литейной фабрикой вы заказываете литье станины токарного станка, и плавит ли он их.Некоторые чугуны плохо обрабатывать. Некоторые из них более стабильны по размерам, чем другие.
Это был простой серый чугун. Иногда в расплав добавляли свежие доменные слитки чугуна. В результате получилось довольно мелкозернистое литье, но оно не имело большой прочности на разрыв и при механической обработке было довольно мягким.Это означало, что станина токарного станка изнашивалась быстрее. Станкостроители начали заказывать «полустальные отливки». Это были отливки с определенным процентным содержанием стального лома в расплаве. Это добавило прочности и увеличило износостойкость. Это позволило отлить более легкие станины токарного станка. Затем появились высокопрочные чугуны с шаровидным графитом и высокопрочный чугун. Они намного более предсказуемы, лучше поддаются обработке, имеют гораздо более высокую прочность и лучшую структуру зерна. Все дело в том, с какой литейной фабрикой вы заказываете литье станины токарного станка, и плавит ли он их.Некоторые чугуны плохо обрабатывать. Некоторые из них более стабильны по размерам, чем другие.
После литья следует заедание (стачивание лишнего чугуна в виде литников, желобов, стояков, литников) с последующей дробеструйной очисткой и скалыванием любого заусенца формы. Затем отливка проверяется на наличие дефектов, таких как раковины, дефекты усадки, включения песка. На некоторых менее ответственных отливках их можно было ремонтировать или ремонтировать (сварка никелевым стержнем). На станине токарного станка приемлема только однородная отливка без дефектов.Современные методы ультразвукового контроля позволяют проверять отливку на наличие внутренних дефектов, таких как невидимые усадочные трещины или пузырьки газа, которые могут открыться во время обработки. Несколько лет назад отливки подвергались визуальному контролю, и зачастую дефекты обнаруживались во время механической обработки. К тому времени было уже слишком поздно, и много рабочего времени было потрачено впустую, когда отливка была списана.
Затем отливка проверяется на наличие дефектов, таких как раковины, дефекты усадки, включения песка. На некоторых менее ответственных отливках их можно было ремонтировать или ремонтировать (сварка никелевым стержнем). На станине токарного станка приемлема только однородная отливка без дефектов.Современные методы ультразвукового контроля позволяют проверять отливку на наличие внутренних дефектов, таких как невидимые усадочные трещины или пузырьки газа, которые могут открыться во время обработки. Несколько лет назад отливки подвергались визуальному контролю, и зачастую дефекты обнаруживались во время механической обработки. К тому времени было уже слишком поздно, и много рабочего времени было потрачено впустую, когда отливка была списана.
Затем следует «приправить» отливки. Старые производители станков брали партию отливок для станины токарных станков, передних бабок, кареток, корпусов задней бабки и т. Д. И оставляли их на улице в непогоду.Отливки выдерживали непогоду в течение нескольких или более лет, прежде чем были обработаны. Об этом сказали, чтобы «приправить» кастинг. Считалось, что воздействие многих циклов замораживания-оттаивания и перепадов температуры, солнца, темноты, ветра, снега и всего остального, связанного с погодой, позволит отливкам справиться с любыми внутренними напряжениями. Иногда отливки снимали напряжение в печи, а затем оставляли на некоторое время во дворе. Только после снятия напряжения и / или выдержки отливки были перетаскены в цеха и началась механическая обработка.
Об этом сказали, чтобы «приправить» кастинг. Считалось, что воздействие многих циклов замораживания-оттаивания и перепадов температуры, солнца, темноты, ветра, снега и всего остального, связанного с погодой, позволит отливкам справиться с любыми внутренними напряжениями. Иногда отливки снимали напряжение в печи, а затем оставляли на некоторое время во дворе. Только после снятия напряжения и / или выдержки отливки были перетаскены в цеха и началась механическая обработка.
В некоторых цехах выполняется черновая обработка отливки, а затем ее откладывание или снятие напряжений в процессе. После этого его обычно подвергали дробеструйной очистке и финишной обработке. Обработка длинной отливки, такой как станина токарного станка, открывала много «заблокированных напряжений» в отливке, поэтому было предсказуемо, что отливка будет «перемещаться», и то, что было плоской или истинной поверхностью сразу после черновой обработки, могло не остаться короткое время.
Изготовление хорошей станины токарного станка (и других литых деталей) могло бы занять несколько лет, если бы это было сделано по старинке. Изготовители станков и автомобильных двигателей обычно заказывали партии отливок через пару лет после того, как они были обработаны и закончены. Автопроизводители и производители станков говорят о «закаленных» отливках. Если вы получили, скажем, автомобиль 1935 года выпуска, несмотря на рекламу инноваций в двигателе 1935 модельного года, блок и головка, вероятно, были отлиты в 1933 или 1934 году. Старожилы твердо верили в то, что «ждут чего-нибудь». молекулы перестают двигаться «в точной машинной работе.
Изготовители станков и автомобильных двигателей обычно заказывали партии отливок через пару лет после того, как они были обработаны и закончены. Автопроизводители и производители станков говорят о «закаленных» отливках. Если вы получили, скажем, автомобиль 1935 года выпуска, несмотря на рекламу инноваций в двигателе 1935 модельного года, блок и головка, вероятно, были отлиты в 1933 или 1934 году. Старожилы твердо верили в то, что «ждут чего-нибудь». молекулы перестают двигаться «в точной машинной работе.
Промышленная металлическая матричная пресс-форма с железным штампом / заглушкой глушителя … Фотография, картинки, изображения и сток-фотография без роялти. Image 30949722.
Промышленная металлическая матрица для изготовления пресс-форм с железной матрицей / заглушкой глушителя … Фотография, картинки, изображения и сток-фотография без роялти. Изображение 30949722. Промышленная металлическая матричная пресс-форма с железной матрицей / заготовкой глушителя. Токарно-фрезерная и сверлильная промышленность. Машиностроение и металлообработка. Технология ЧПУ.
Токарно-фрезерная и сверлильная промышленность. Машиностроение и металлообработка. Технология ЧПУ.
Таблица размеров
| Размер изображения | Идеально подходит для |
| S | Интернет и блоги, социальные сети и мобильные приложения. |
| M | Брошюры и каталоги, журналы и открытки. |
| л | Плакаты и баннеры для дома и улицы. |
| XL | Фоны, рекламные щиты и цифровые экраны. |
Используете это изображение на предмете перепродажи или шаблоне?
Распечатать Электронный Всесторонний
4256 x 2832 пикселей | 36.0 см x 24,0 см | 300 точек на дюйм | JPG
Масштабирование до любого размера • EPS
4256 x 2832 пикселей | 36,0 см x 24,0 см | 300 точек на дюйм | JPG
Скачать
Купить одно изображение
6 кредит
Самая низкая цена
с планом подписки
- Попробовать 1 месяц по 2209 pyб
- Загрузите 10 фотографий или векторов.
- Нет дневного лимита загрузок, неиспользованные загрузки переносятся на следующий месяц

221 pyб
за изображение любой размер
Цена денег
Ключевые слова
Похожие изображения
Нужна помощь? Свяжитесь со своим персональным менеджером по работе с клиентами
@ +7 499 938-68-54
Мы используем файлы cookie, чтобы вам было удобнее работать. Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
Высокоточная пресс-форма для литья автомобильных алюминиевых деталей из железа, металлической стали, токарно-фрезерного сверления и станков с ЧПУ на заводе
перейти к содержанию Заголовки:- EACT объявляет о новом лидере сайта
- EACT фокусируется на новых услугах
- Eastek Automated Circuit Technologies (EACT) Новое направление
- Что нового в Eastek
- Eastek объявляет о новом президенте
Обзор
 org/BreadcrumbList»>
org/BreadcrumbList»>- На главную
- Высокоточная пресс-форма для литья автомобильных алюминиевых деталей из железа, металлической стали, токарно-фрезерного сверления и станков с ЧПУ на заводе
ошибка: Предупреждение: Контент защищен !!
Распродажа Калькулятор машиниста | Определите скорость шпинделя для токарной обработки, фрезерования, сверления и развертывания с помощью
эти графики и калькуляторы скорости резания. Скорость токарной обработки согласована с подачей токарного мини-станка. (0.004 / об.), Глубиной резания 0,040 и сроком службы 180 минут.
|




DENVER INDUSTRIAL CO, .LTD
Идеально подходит для точения различных фланцев, роликов, колец из алюминиевого сплава, клапанов, пресс-форм для шин и различных оснований пресс-форм.
Шарико-винтовая передача по оси Z со средней установкой Учитывая технологические характеристики ТОКАРНОГО ТОКАРНОГО СТАНКА, конструкция ШВП с осью Z, установленная в середине станины, принята для серии DHK. Значительно влияет на плавность хода седла и повышает точность обработки.Это также обещает долгую жизнь ШВП. |

Единица измерения: мм / дюйм
| Модель | DHF-1120, 1220, 1320, 1420, 1520, 1620 | |||||
| X 1000 | ||||||
| Вместимость | Макс.качели над кроватью | 1120, 1220, 1320, 1420, 1520, 1620 (44, 48, 51,97, 55,91, 59,84, 63,78 дюйма) | ||||
| Поворотный суппорт над суппортом | 700, 800, 900, 1000, 1100, 1200 (27,56 дюйма, 31,5 дюйма, 35,43 дюйма, 39,37 дюйма, 43,31 дюйма, 47,24 дюйма) | |||||
| Кровать | Ширина кровати | 810 мм (31. 88 «) 88 «) | ||||
| Кровать | Двусторонняя направляющая | |||||
| Передняя бабка | Диаметр отверстия шпинделя | ø152 (6 дюймов) | OP: ø230 (9 дюймов) | OP: ø255 (10 дюймов) | OP: ø312 (12 дюймов) | OP: ø380 (15 дюймов) |
| Кончик шпинделя | A2-11 OP: A2-15 | A2-15 OP: A2-20 | A2-15 OP: A2-20 | A2-20 | A2-20 | |
| Диапазон частоты вращения шпинделя | 6-500 об / мин | 7-350 об / мин | ||||
1. Диапазон скорости Диапазон скорости | 6-35 об / мин | 7-20 об / мин | ||||
| 2. Диапазон скоростей | 19-112 об / мин | 19-60 об / мин | ||||
| 3. Диапазон скоростей | 70-350 об / мин | 40-121 об / мин | ||||
| 4.Диапазон скорости | 226-500 об / мин | 11-350 об / мин | ||||
| * Скорость шпинделя изменяется в зависимости от мощности. | ||||||
| Число скоростей шпинделя | Авто, 4 ступени / Гидравлический | |||||
| Путешествие | Перемещение по оси X | Гидравлическая турель: h5-HP-350 DHF-1100: 560 (22.  05 «), DHF-1300 ~ 1600: 650 (25,59») 05 «), DHF-1300 ~ 1600: 650 (25,59») * Заменяется другой башней. | ||||
| Ход по оси Z | 1000 мм (39,37 дюйма) * Заменяется другой револьверной головкой, патроном или задней бабкой. | |||||
| Диаметр. Шарико-винтовая передача оси X | 40 мм, шаг 10 мм, C3 | |||||
| Диаметр. Шариковый винт оси Z | 63 мм, шаг 10 мм, C3 | |||||
| Корм | Ускоренная подача по оси X | 5000 мм / мин (196.85 дюймов / мин) | ||||
| Ускоренная подача по оси Z | 5000 мм / мин (196,85 дюйма / мин) | |||||
| Скорость подачи резания по оси X | 3000 мм / мин (118,11 дюймов / мин) | |||||
| Скорость подачи резания по оси Z | 3000 мм / мин (118,11 дюймов / мин) | |||||
| Башня | Тип башни | Гидравлическая 4-ходовая револьверная головка h5 | ||||
| Хвостовик инструмента / номера | 40×40 (1. 57 дюймов x1,57 дюйма) 57 дюймов x1,57 дюйма) | |||||
| Диаметр отверстия держателя инструмента | ø50 (1,97 дюйма) | |||||
| Двигатель | Двигатель шпинделя | 22 кВт (α 22) | ||||
| Серводвигатель оси X | 4 кВт (α 22) | |||||
| Серводвигатель оси Z | 4 кВт (α 22) | |||||
| Гидравлический насос | 2 л.с. (1.5 кВт) | |||||
| Насос охлаждающей жидкости | 1,7 л. с. (1,275 кВт) с. (1,275 кВт) | |||||
| Измерение | Размер машины (Д x Ш x В), мм / дюйм | Д: 4230 (166,54 дюйма) x Ш: 2510 (98,85 дюйма) ~ 2760 (108,66 дюйма) x В: 2115 (83,27 дюйма) ~ 2365 (93,11 дюйма) | ||||
| Н.З. / Г.В. (приблизительно) -кг | 11700/12200, 12100/12600, 12500/13000, 12900/13400, 13300/13700, 13700/14200 | |||||
| Размер упаковки для полной защиты от брызг (на 40-футовый контейнер HQ) | Л: 7100 (279.50 дюймов) x Ш: 2300 (90,6 дюйма) x В: 2670 (105,12 дюйма) | |||||
* Мы оставляем за собой право изменять и улучшать наши продукты без предварительного уведомления.

Сборка кровати и путей
Часть 1 — Построение кровати и пути
Вторник, 7 июня 2005 г.
Когда вы прочтете эту книгу, вы обнаружите, что она разбита на главы. Первая глава побуждает нас начать работу. Он дает вам краткую историю токарного станка и объясняет некоторые методы, которые вы будете использовать для создания проекта.В следующей главе рассказывается о литейном производстве и построении моделей. Наконец, вы попадаете в третью главу, где начинаете проект с сборки станины, ножек и установки направляющих станины.
Первое, что вам нужно сделать, это построить шаблоны, которые будут использоваться для литья кровати и монтажных ножек. Их достаточно просто сделать. В процессе я узнал пару вещей. Я использовал фанеру 1/4 дюйма, чтобы сделать свои выкройки. Фанера — не лучший материал для использования, когда она такая тонкая. Она легко коробится.Если я когда-нибудь сделаю еще один, я думаю, что использую 3/8 дюйма из фанеры или чистой сосны. Я думаю, что более тяжелая отливка будет менее подвержена деформации. Ниже представлены два рисунка, которые я сделал для станины токарного станка и крепежные ножки. (В отличие от большинства изображений на моем веб-сайте, я использую более крупную версию изображений. Вы можете щелкнуть изображение, чтобы получить более крупную версию.)
Я думаю, что более тяжелая отливка будет менее подвержена деформации. Ниже представлены два рисунка, которые я сделал для станины токарного станка и крепежные ножки. (В отличие от большинства изображений на моем веб-сайте, я использую более крупную версию изображений. Вы можете щелкнуть изображение, чтобы получить более крупную версию.)
Как только выкройки созданы, их можно отливать. Формование этих вещей было для меня настоящим испытанием. Обе эти схемы требуют двойного рулона и оставляют песчаный стержень в половину опоки.Этот стержень создает полую часть ступни и ложа. Моя проблема заключалась в том, что когда я открывал форму и пытался снять узор с сердечника, я ломал его. Потребовалось около четырех попыток, чтобы сформировать выкройку кровати, не сломав один или несколько основных отпечатков. Наконец, я утрамбовал основные отпечатки немного легче, и я смог снять с них узор, не нарушая их. Ниже представлены две отлитые мной ноги.
Они довольно хороши с первого взгляда. Вы можете видеть наверху, где я отрезал литник и просверлил отверстие, чтобы прикрепить его к станине.(Эта часть моего токарного станка была уже собрана до того, как я решил опубликовать ее. Я собрал ее, чтобы не потерять детали во время переезда из Иллинойса в Теннесси.) Единственное, что я сделал еще, — это прикрепил ножки к лицевой панели моего токарного станка Craftsman, чтобы противостоять им. В гипсе нижняя часть ступней выгнута вверх и плохо ложится на ровную поверхность. Большую часть я отпилил, а потом решил попробовать свой токарный станок. Я подумал, что хуже, что я могу сделать, это все испортить, и если я это сделаю, у меня будет образец и литейная мастерская, чтобы сделать их больше.Для меня бросить кровать было сложнее, чем ноги. Во-первых, у кровати было четыре ядра, о которых нужно было беспокоиться, в то время как у ножки было только одно. Ниже фото отлитой кровати.
Вы можете видеть наверху, где я отрезал литник и просверлил отверстие, чтобы прикрепить его к станине.(Эта часть моего токарного станка была уже собрана до того, как я решил опубликовать ее. Я собрал ее, чтобы не потерять детали во время переезда из Иллинойса в Теннесси.) Единственное, что я сделал еще, — это прикрепил ножки к лицевой панели моего токарного станка Craftsman, чтобы противостоять им. В гипсе нижняя часть ступней выгнута вверх и плохо ложится на ровную поверхность. Большую часть я отпилил, а потом решил попробовать свой токарный станок. Я подумал, что хуже, что я могу сделать, это все испортить, и если я это сделаю, у меня будет образец и литейная мастерская, чтобы сделать их больше.Для меня бросить кровать было сложнее, чем ноги. Во-первых, у кровати было четыре ядра, о которых нужно было беспокоиться, в то время как у ножки было только одно. Ниже фото отлитой кровати.
У меня были серьезные проблемы с наложением гипсовой повязки. Сначала сломал сердечник, когда я его лепил, а потом он прогнулся, когда я его отливал. После третьего заброса я сказал, что пора, и все равно использовал. Вы можете видеть, что центр кровати не идеален. Это потому, что когда я постучал по выкройке, чтобы вынуть его из формы, часть песка откололась.Я положил на рабочий стол кусок наждачной бумаги (скорее полосу длиной около 3 футов) и отшлифовал верхнюю часть, пока она не стала почти плоской. Если вы видели боковой профиль кровати, вы можете увидеть, где она выгибается. Некоторые из-за того, что я слишком сильно постучал по этому узору, чтобы удалить его с песка, а некоторые из лука, как я подозреваю, возникли только из-за усадки самой отливки.
После третьего заброса я сказал, что пора, и все равно использовал. Вы можете видеть, что центр кровати не идеален. Это потому, что когда я постучал по выкройке, чтобы вынуть его из формы, часть песка откололась.Я положил на рабочий стол кусок наждачной бумаги (скорее полосу длиной около 3 футов) и отшлифовал верхнюю часть, пока она не стала почти плоской. Если вы видели боковой профиль кровати, вы можете увидеть, где она выгибается. Некоторые из-за того, что я слишком сильно постучал по этому узору, чтобы удалить его с песка, а некоторые из лука, как я подозреваю, возникли только из-за усадки самой отливки.
Понедельник, 4 декабря 2006 г.
Ух ты, 18 месяцев прошло с тех пор, как я что-то сделал с проектом токарного станка и этой страницей.Но я не забыл об этом. В то время я занимался другими проектами. У меня все еще есть ОЧЕНЬ много вещей, требующих моего времени, но на данный момент у меня есть немного времени, чтобы провести его с проектом. Темно и слишком холодно, чтобы работать в мастерской. Но я отвлекся …
Но я отвлекся …
Когда я в последний раз покидал проект, я отшлифовал отливку кровати немного более плоской, чем та, с которой она начиналась, когда ее сотрясали с песка. Я сделал это, положив полоску наждачной бумаги длиной около трех футов на мой верстак и отшлифуя отливку, пока она не стала выглядеть так, как будто большая часть поверхности стала гладкой.Это не значит, что она была плоской, она потребовала бы соскабливания отливки в соответствии с некоторыми стандартами. Что ж, Дэйв предлагает использовать холоднокатаную сталь в качестве эталона для испытаний плоского материала. Процесс, как объясняет Дэйв, очень прост. Покройте основание тонким слоем масляной краски, вотрите эталон для испытаний на отливку, а затем поищите пятна, с которых стерлась краска. Возьмите скребок и соскребите эти пятна. Нанесите новую краску и повторяйте процедуру до тех пор, пока между эталоном для испытаний и отливкой не будет не менее 75% контакта.(Да, Дэйв, это просто для того, кто никогда раньше не слышал о скребке) 😉
УТИЛИЗАЦИЯ — Инструменты торговли.
Итак, как вы скребете и что вам нужно. Что ж, Дэйв дает довольно хорошее объяснение, как очистить, но я подумал, что дам свой совет стоимостью 0,02 доллара. На картинке справа вы видите мои инструменты для соскабливания. Тюбик голубой масляной краски, который я купил в Walmart, масляный камень и напильник. Напильник был гладко отшлифован на торце лица, а конец отшлифован до пологой дуги.Есть несколько замечательных статей о парсинге в группе Yahoo на форуме парсинга, и у меня тоже есть эти документы. Я постараюсь разместить их для вас, если вы захотите. Скребки можно отшлифовать и придать им любую форму, необходимую для работы, но, похоже, это подходит для того, что я пытаюсь сделать. Кроме того, важно, чтобы скребок оставался настолько острым, насколько это возможно. Это позволит вам делать более тонкие разрезы и лучше контролировать разрез, чем когда он затупился. Дэйв инструктирует нас нанести тонкий слой краски на кровать, потереть о нее стальными дорожками, а затем соскоблить те участки, с которых была стерта краска. Хорошо, я сделал это, но для меня пятна было трудно увидеть, и я обнаружил, что постоянно смотрю на отливку кровати под углом к свету, чтобы увидеть яркие пятна алюминия, проступающие сквозь краску. Краска наносится тонким слоем, поэтому мне она тоже показалась немного металлической. Короче говоря, я думаю, это сделало работу еще более сложной, чем она должна быть. Мое решение заключалось в том, чтобы нанести краску на холоднокатаные станины, а затем потереть их о станину и соскрести скребком пятна краски, оставшиеся на отливке.
Хорошо, я сделал это, но для меня пятна было трудно увидеть, и я обнаружил, что постоянно смотрю на отливку кровати под углом к свету, чтобы увидеть яркие пятна алюминия, проступающие сквозь краску. Краска наносится тонким слоем, поэтому мне она тоже показалась немного металлической. Короче говоря, я думаю, это сделало работу еще более сложной, чем она должна быть. Мое решение заключалось в том, чтобы нанести краску на холоднокатаные станины, а затем потереть их о станину и соскрести скребком пятна краски, оставшиеся на отливке.
Здесь вы видите кровать во время процесса соскабливания. Я уже какое-то время скреб по кровати, и сначала с переменным успехом. Когда я только начал, казалось, что мой индикатор двигается. Другими словами, пятна синей краски, оставшиеся на отливке, перемещались, а не становились больше или больше. Что ж, я подозреваю, что моя проблема заключалась в том, что я отрезал слишком много материала и оставил больше провалов и новых выступов. Я отложил кровать и решил, что мне нужно попрактиковаться в том, что я могу облажаться. Я взял слиток из того склада, который у меня был, и занялся им. Я обработал дно слитка настолько гладким и плоским, насколько мог, затем намазал поверхность стеклянной пластины тонким слоем краски и нанес на нее лицевую сторону слитка. Вот что я узнал, и, возможно, это поможет вам. Скребок должен быть настолько острым, насколько это возможно, и часто затачивайте его. Угол режущего зуба формирователя определяет глубину реза. Когда вы впервые начнете у вас будет только несколько выступов, я соскоблил свою скребком под большим углом, чтобы получить более глубокий разрез, и соскоблил область, на которой была краска, и немного вокруг нее.По мере продолжения процесса вы получите больше пятен краски на отливке и более крупные пятна. Начните делать более тонкие стрижки. Также, как напильником, разрежьте при прямом ходе и немного поднимите инструмент при обратном ходе. В противном случае, я заметил, что вы будете захватывать кусочки алюминия скребком, и он будет копаться, как это может случиться, когда вы подпилите алюминий.
Я взял слиток из того склада, который у меня был, и занялся им. Я обработал дно слитка настолько гладким и плоским, насколько мог, затем намазал поверхность стеклянной пластины тонким слоем краски и нанес на нее лицевую сторону слитка. Вот что я узнал, и, возможно, это поможет вам. Скребок должен быть настолько острым, насколько это возможно, и часто затачивайте его. Угол режущего зуба формирователя определяет глубину реза. Когда вы впервые начнете у вас будет только несколько выступов, я соскоблил свою скребком под большим углом, чтобы получить более глубокий разрез, и соскоблил область, на которой была краска, и немного вокруг нее.По мере продолжения процесса вы получите больше пятен краски на отливке и более крупные пятна. Начните делать более тонкие стрижки. Также, как напильником, разрежьте при прямом ходе и немного поднимите инструмент при обратном ходе. В противном случае, я заметил, что вы будете захватывать кусочки алюминия скребком, и он будет копаться, как это может случиться, когда вы подпилите алюминий. Не торопитесь и не торопитесь. Просто планируйте потратить МНОГО времени на эту отливку, чтобы соскрести ее. Если вы посмотрите на фото, которое я разместил, вы увидите, что я почти на 50% контактирую.Осталось всего 25%, и я смогу установить направляющие на кровать после того, как соскребу их с обратной стороны. Я думаю, что из-за того, что у меня такое плохое место в середине отливки, я буду стрелять на 80% или более контакта с кроватью, или что угодно, чтобы получить достаточный контакт вокруг центра кровати, где был литник.
Не торопитесь и не торопитесь. Просто планируйте потратить МНОГО времени на эту отливку, чтобы соскрести ее. Если вы посмотрите на фото, которое я разместил, вы увидите, что я почти на 50% контактирую.Осталось всего 25%, и я смогу установить направляющие на кровать после того, как соскребу их с обратной стороны. Я думаю, что из-за того, что у меня такое плохое место в середине отливки, я буду стрелять на 80% или более контакта с кроватью, или что угодно, чтобы получить достаточный контакт вокруг центра кровати, где был литник.
Некоторые мысли о проекте на данный момент.
Если у вас есть целая серия книг Дэйва о строительстве цеха металла из металлолома, вы заметите, что по мере его продвижения некоторые из его процессов меняются и улучшаются.Примером для токарного станка может служить образец станины. Когда Дэйв добирается до Миллера, кровать делается из более тяжелого материала, а сверху не твердо. Кроме того, пути крепятся двумя рядами саморезов, а не одним рядом в центре. Преимущество этих изменений заключается в том, что направляющие и станина становятся более жесткими из-за толщины конструкции и большего количества винтов, скрепляющих конструкцию, а следующим большим преимуществом является то, что плоская царапина остается лишь на небольшой площади по сравнению с отливкой станины. токарный станок.Чем меньше времени вы потратите на очистку, тем больше энергии вы сможете вложить в другие части проекта. Эти предложения, как и многие другие, были сделаны в отношении проектов Gingery в группе Gingery на Yahoo. Если вы не являетесь участником и планируете создать какой-либо из этих проектов, я предлагаю вам присоединиться к группе, это бесплатно, и там много полезных людей, которые могут помочь, когда вы застрянете, поделитесь информацией об обновлениях оборудования и расскажу, каковы некоторые из слабых мест.Теперь я намерен построить проект в соответствии с изложенным, но если бы мне снова пришлось делать станину, я бы использовал что-то подобное на фрезерном станке.
Преимущество этих изменений заключается в том, что направляющие и станина становятся более жесткими из-за толщины конструкции и большего количества винтов, скрепляющих конструкцию, а следующим большим преимуществом является то, что плоская царапина остается лишь на небольшой площади по сравнению с отливкой станины. токарный станок.Чем меньше времени вы потратите на очистку, тем больше энергии вы сможете вложить в другие части проекта. Эти предложения, как и многие другие, были сделаны в отношении проектов Gingery в группе Gingery на Yahoo. Если вы не являетесь участником и планируете создать какой-либо из этих проектов, я предлагаю вам присоединиться к группе, это бесплатно, и там много полезных людей, которые могут помочь, когда вы застрянете, поделитесь информацией об обновлениях оборудования и расскажу, каковы некоторые из слабых мест.Теперь я намерен построить проект в соответствии с изложенным, но если бы мне снова пришлось делать станину, я бы использовал что-то подобное на фрезерном станке. До следующего раза, удачного литья и сборки!
До следующего раза, удачного литья и сборки!
Воскресенье, 14 января 2007 г.
УТИЛИЗАЦИЯ, что еще я могу сказать. Оказывается, в процесс нужно вложить немного навыков и несколько переменных. Ваш стандарт измерения, ваши инструменты и ваша техника наложения инструмента на обрабатываемую деталь — все это влияет на результат. Я изо всех сил пытался освоить эту технику, чтобы продолжить работу над проектом.Я царапал и царапал, и, похоже, не очень быстро к чему-то пришел, поэтому решил поспрашивать на форуме Gingery, чтобы узнать, доступна ли какая-нибудь помощь. Во-первых, я не могу сказать достаточно добрых слов об этих людях. Они здесь, чтобы помогать друг другу и вам тоже. Если у вас есть вопросы о вашем проекте Gingery, задавайте их здесь. Вы обязательно получите ответ и дополнительную информацию для загрузки. Мой вопрос группе был в основном их опытом соскабливания, чтобы увидеть, смогу ли я справиться с проблемами, которые у меня были.Достаточно скоро у меня появилось много ресурсов, на которые можно было обратить внимание, и множество дополнительных лакомых знаний, которые я мог сохранить. Одна вещь, которая возникла, была стандартом тестирования. Разговор об этом немного затихал. Я спросил об использовании холоднокатаного металла в качестве испытательной поверхности, и в ответ меня спросили, насколько плоской была холоднокатаная сталь. Я подумал, что это справедливо. Немного подумав над этим вопросом, нет никаких оснований полагать, что сталь вообще плоская. Теперь я думаю, что Gingery был прав, говоря, что толщина является точной в пределах пары или нескольких тысяч дюймов, но могу ли я обнаружить в ней небольшой изгиб или перекос? Что ж, правда в том, что он может быть прямым и плоским, а может и не быть.Поэтому я начал спрашивать, какой стандарт использовать. Есть несколько вариантов. Вот те, которые для меня наиболее понятны. (1) Используйте существующую фрезерованную поверхность, например настольную пилу, или другую стальную поверхность, которая была фрезерована. (2) Используйте довольно толстое листовое стекло, которое было притерто. Я бы порекомендовал как минимум 1/2 дюйма, но, вероятно, лучше было бы толще.
Одна вещь, которая возникла, была стандартом тестирования. Разговор об этом немного затихал. Я спросил об использовании холоднокатаного металла в качестве испытательной поверхности, и в ответ меня спросили, насколько плоской была холоднокатаная сталь. Я подумал, что это справедливо. Немного подумав над этим вопросом, нет никаких оснований полагать, что сталь вообще плоская. Теперь я думаю, что Gingery был прав, говоря, что толщина является точной в пределах пары или нескольких тысяч дюймов, но могу ли я обнаружить в ней небольшой изгиб или перекос? Что ж, правда в том, что он может быть прямым и плоским, а может и не быть.Поэтому я начал спрашивать, какой стандарт использовать. Есть несколько вариантов. Вот те, которые для меня наиболее понятны. (1) Используйте существующую фрезерованную поверхность, например настольную пилу, или другую стальную поверхность, которая была фрезерована. (2) Используйте довольно толстое листовое стекло, которое было притерто. Я бы порекомендовал как минимум 1/2 дюйма, но, вероятно, лучше было бы толще. (3) Возьмите поверхностную пластину. Это не так уж и дорого с точки зрения покупки тарелки, но доставка съест вас заживо. Было предложено также использовать гранитную плитку или столешницу, но я не знаю.
(3) Возьмите поверхностную пластину. Это не так уж и дорого с точки зрения покупки тарелки, но доставка съест вас заживо. Было предложено также использовать гранитную плитку или столешницу, но я не знаю.
Теперь я вернулся к соскабливанию. Я заказал у ENCO пластину с поверхностью 12 x 18, и благодаря предложению о бесплатной доставке они сделали ее выгодной. Тем временем я использовал фрезерованную поверхность моей настольной пилы в качестве эталона для испытаний. Я сразу заметил иную картину высот. Похоже, поверхность моей настольной пилы и поверхность холоднокатаного листа не совпадали. Кроме того, группа научила меня нескольким вещам об индикаторе. (1) В начале проекта используйте более толстый слой индикатора, когда начнете царапать.Активно соскоблите выступы. Когда у вас указана большая площадь поверхности, как на изображении выше, вам нужно начать использовать более тонкие слои краски. Вы обнаружите, что ваши выступы рассредоточены, и ваш соскоб должен быть легче, чтобы не удалить столько материала. (3) По мере того, как вы приближаетесь к концу задачи по очистке, у вас будет все больше и больше высоких точек, сгруппированных ближе друг к другу. На этом этапе вам нужно нанести очень тонкий слой краски и приложить к пластине только легкое давление, чтобы вы заметили только выступы.Продолжайте работать с ними, пока не получите несколько пятен на квадратный дюйм поверхности. Чем больше пятен, тем лучше, а оставшиеся низкие участки будут удерживать масло.
(3) По мере того, как вы приближаетесь к концу задачи по очистке, у вас будет все больше и больше высоких точек, сгруппированных ближе друг к другу. На этом этапе вам нужно нанести очень тонкий слой краски и приложить к пластине только легкое давление, чтобы вы заметили только выступы.Продолжайте работать с ними, пока не получите несколько пятен на квадратный дюйм поверхности. Чем больше пятен, тем лучше, а оставшиеся низкие участки будут удерживать масло.
Вот пластина, которую я получил от ENCO. Он был в хорошей форме, если не считать тусклого угла. Но это не повлияет на использование пластины. Пластина, которую я купил, была размером 12 x 18, а длина кровати, как вы знаете, составляет 24 дюйма. Поэтому, чтобы максимально использовать пластину, я нарисовал свой индикатор от одного угла до противоположного по всей пластине.Я потерла кровать несколькими движениями по ней, и результаты оказались совсем не такими, как я ожидал. На отливке кровати можно увидеть несколько возвышенностей около концов и в нескольких дюймах от каждого конца. Это меня немного смутило, но я подумал, что тарелка должна знать. Кстати, я получил сертификат с табличкой, в которой указаны дата проверки, соответствие требованиям государственных органов и фактическая плоскостность. В документе говорится, что он плоский с допуском +/- .000050. Этот человек мне кажется плоским. Ну начал соскабливать и перепроверять.У меня были почти такие же результаты на кровати с индикатором. Так что я копал и тестировал снова, и снова, и снова, и снова. Чем больше я наскребал, тем больше рассказывал мне процесс.
Это меня немного смутило, но я подумал, что тарелка должна знать. Кстати, я получил сертификат с табличкой, в которой указаны дата проверки, соответствие требованиям государственных органов и фактическая плоскостность. В документе говорится, что он плоский с допуском +/- .000050. Этот человек мне кажется плоским. Ну начал соскабливать и перепроверять.У меня были почти такие же результаты на кровати с индикатором. Так что я копал и тестировал снова, и снова, и снова, и снова. Чем больше я наскребал, тем больше рассказывал мне процесс.
Теперь я предлагаю вам щелкнуть по изображению кровати и внимательно внимательно посмотреть на него. Вот что я понимаю. Вы замечаете, что на обоих концах есть индикатор, а посередине его нет. Пока я наблюдал, как индикатор растет на кровати от каждого царапания, что кровать изогнута из конца в конец. При внимательном рассмотрении вы увидите более тяжелый индикатор на концах, а по мере продвижения к центру заброса индикатор станет светлее.Что ж, я, должно быть, куда-то добираюсь, потому что все больше и больше начинает появляться там, где раньше не было. Кровать выгнута по двум причинам. (1) В центре кровати есть отливка, вы должны постучать по ней, прежде чем открывать форму. По правде говоря, я слишком сильно постучал и заставил узор изгибаться и изгибаться, что очень четко проявляется в нижней части отливки. (2) Верх кровати сплошной, а низ полый. Поскольку отливка охлаждается, а металл сжимается, логично, что станина должна выгибаться при охлаждении.Возможно, более толстая секция свела бы ее к минимуму. Я правда не знаю. Может быть, кто-нибудь расширит это когда-нибудь для меня. Следующее, что вы заметите, это то, что в нижнем левом и верхнем правом углу отливки есть дополнительные индикаторы. Я так понимаю, что кровать тоже скрученная. Теперь, когда я устанавливаю кровать на поверхность пластины, я не могу обнаружить никакого колебания, которое указывало бы на то, что платформа не контактирует с пластиной. Я буду продолжать чистить этот отливок, чтобы посмотреть, что с ним делать.Я надеюсь, что индикатор начнет медленно появляться все ближе и ближе к центру отливки и в то же время начнет показывать мне баланс индикатора того, что будет спереди и сзади отливки.
Кровать выгнута по двум причинам. (1) В центре кровати есть отливка, вы должны постучать по ней, прежде чем открывать форму. По правде говоря, я слишком сильно постучал и заставил узор изгибаться и изгибаться, что очень четко проявляется в нижней части отливки. (2) Верх кровати сплошной, а низ полый. Поскольку отливка охлаждается, а металл сжимается, логично, что станина должна выгибаться при охлаждении.Возможно, более толстая секция свела бы ее к минимуму. Я правда не знаю. Может быть, кто-нибудь расширит это когда-нибудь для меня. Следующее, что вы заметите, это то, что в нижнем левом и верхнем правом углу отливки есть дополнительные индикаторы. Я так понимаю, что кровать тоже скрученная. Теперь, когда я устанавливаю кровать на поверхность пластины, я не могу обнаружить никакого колебания, которое указывало бы на то, что платформа не контактирует с пластиной. Я буду продолжать чистить этот отливок, чтобы посмотреть, что с ним делать.Я надеюсь, что индикатор начнет медленно появляться все ближе и ближе к центру отливки и в то же время начнет показывать мне баланс индикатора того, что будет спереди и сзади отливки. Я собираюсь продолжать использовать хороший слой индикатора на поверхностной пластине, пока не получу то, что кажется разумным плоским литьем, а затем начну использовать более светлые слои индикатора на камне, чтобы показать мне настоящие высокие точки.
Я собираюсь продолжать использовать хороший слой индикатора на поверхностной пластине, пока не получу то, что кажется разумным плоским литьем, а затем начну использовать более светлые слои индикатора на камне, чтобы показать мне настоящие высокие точки.
Я опубликую свой прогресс, как только смогу кое-что показать.Для тех из вас, кто еще не почесался, вас ждет угощение. Джинджери говорит, что это утомительно, и что ж, он не солгал нам. Это, должно быть, самая долгая и скучная задача, которую я когда-либо ставил перед собой. Но я не собираюсь сдаваться. Я хочу когда-нибудь сказать: СМОТРИ, Я ПОБЕДИЛ !!! HEHEHE Спасибо за вашу поддержку и время от времени проверяйте, где я нахожусь. Если у вас есть вопросы, напишите мне, и я отвечу на них как можно лучше. Счастливого кастинга!
Среда, 17 января 2007 г.
Что ж, я отправил довольно много электронных писем с группой Gingery Machines на Yahoo.Было принято много хороших советов и информации. В результате я создал раздел ресурсов по токарному станку. Обязательно зацените.
Обязательно зацените.
В частности, я получил небольшой совет от мистера Уильямса. Как видите, станина токарного станка изогнута и скручена. Мистер Уильямс посоветовал мне положить отливку на пластину и посмотреть, сколько там лука. Затем обозначьте и отшлифуйте. Вот часть его комментариев о группе.
Джо, это может пролить свет: несколько лет назад появился друг с 6-цилиндровым выпускным коллектором Chevy 1968 года выпуска.Из него был сильно деформирован лук, и он попросил меня размять его. Положив его на свой большой стол с поверхностью, он явно отличался от плоскости на 0,160 дюйма = 4 мм. Пока я ломал голову над тем, как его удерживать, я решил просто удалить выступы с помощью дисковой шлифовальной машины. Повторная проверка показала, что он стал намного более плоским. Я сделал еще один проход с шлифовальной машиной, затем переходя от шлифовальной машины к грубой пилке к более тонкой пилке примерно за 30 минут, у меня получился максимальный изгиб 0,002 «= 0,05 мм за меньшее время, чем потребовалось бы, чтобы закрепить его.Билл в Боулдере, «Инженерное дело как форма искусства!»
 мельничный стол!
мельничный стол!Ну, я нанес толстый слой краски на пластину поверхности и провел по ней отливку, отметив концы отливки.Я взял шлифовальный станок и сошлифовал краску с отливки. Мне пришлось повторить это примерно четыре или пять раз, пока индикатор не загорелся по всему забросу. Итак, на данный момент я думаю, что отливка достаточно плоская, чтобы начать работу. При следующей поездке в гараж я планирую обозначить и нарисовать файл курса, чтобы сократить отливку до чего-то более плоского. В конце концов, я начну его царапать. После моего следующего сеанса я постараюсь опубликовать картинку, чтобы вы все увидели.
Вторник, 23 января 2007 года
Мне удалось кое-где выделить немного больше времени на работу на станине токарного станка.Я не рисовал файл перед тем, как начать чистку, потому что у меня не было хорошего файла для работы. Итак, я приступил к соскабливанию. Я бы хотел сфотографировать кровать, как она выглядела после шлифовки, но, как говорится, заднее зрение 20/20. Что касается алюминия, это то, что вы должны быть легкими на ощупь, если измельчаете материал. Чтобы снять много материала с поверхности, не требуется большого давления. В результате у меня было довольно много следов шлифовальной машины на отливке, с которыми пришлось бороться.К счастью, по мере того, как я шел, отметки становились менее заметными и начинали показывать все больше и больше индикатора. Фотография, которую вы видите здесь, сделана после 9-го и 12-го циклов. Если вы нажмете на изображение, вы увидите его лучше. Если вы присмотритесь, вы увидите, что есть больше участков отливки, которые начинают контактировать с пластиной. Количество индикатора немного изменит результаты от соскабливания до соскабливания. Я стараюсь использовать одинаковое количество индикатора на моей поверхностной пластине при каждом нанесении.Имейте в виду, что я использую слишком много индикатора для хорошей работы.
Я бы хотел сфотографировать кровать, как она выглядела после шлифовки, но, как говорится, заднее зрение 20/20. Что касается алюминия, это то, что вы должны быть легкими на ощупь, если измельчаете материал. Чтобы снять много материала с поверхности, не требуется большого давления. В результате у меня было довольно много следов шлифовальной машины на отливке, с которыми пришлось бороться.К счастью, по мере того, как я шел, отметки становились менее заметными и начинали показывать все больше и больше индикатора. Фотография, которую вы видите здесь, сделана после 9-го и 12-го циклов. Если вы нажмете на изображение, вы увидите его лучше. Если вы присмотритесь, вы увидите, что есть больше участков отливки, которые начинают контактировать с пластиной. Количество индикатора немного изменит результаты от соскабливания до соскабливания. Я стараюсь использовать одинаковое количество индикатора на моей поверхностной пластине при каждом нанесении.Имейте в виду, что я использую слишком много индикатора для хорошей работы. По мере того как будет обозначена большая часть поверхности отливки, я начну использовать более тонкий слой индикатора на камне и делать более легкие срезы от отливки. Дэйв говорит нам, что мы должны иметь хотя бы 75% контакта с путями, которые должны быть закреплены на месте. Я все еще очень далек от этой отметки. Я буду продолжать заниматься этим. Одно могу сказать точно, я не люблю соскабливать. Это, должно быть, худшая задача, перед которой я когда-либо ставил себя. НО, я знаю, что если я буду продолжать, то когда-нибудь избавлюсь от этого или, по крайней мере, в меньшей степени.Проверяйте время от времени, когда я буду делать успехи, я буду публиковать это. А пока счастливого кастинга!
По мере того как будет обозначена большая часть поверхности отливки, я начну использовать более тонкий слой индикатора на камне и делать более легкие срезы от отливки. Дэйв говорит нам, что мы должны иметь хотя бы 75% контакта с путями, которые должны быть закреплены на месте. Я все еще очень далек от этой отметки. Я буду продолжать заниматься этим. Одно могу сказать точно, я не люблю соскабливать. Это, должно быть, худшая задача, перед которой я когда-либо ставил себя. НО, я знаю, что если я буду продолжать, то когда-нибудь избавлюсь от этого или, по крайней мере, в меньшей степени.Проверяйте время от времени, когда я буду делать успехи, я буду публиковать это. А пока счастливого кастинга!
Краудсорсинг Gingery Gen 2 Cast Iron Lathe [Архив]
Начало работы … На днях, после долгой дискуссии об ограничениях литого алюминия, токарный станок для пряников, построенный на заднем дворе (в частности, насколько жестким и надежным может быть токарный станок) когда он не гасит вибрации и не обладает точностью настоящего токарного станка), я, в основном в шутку (но немного не в шутку;)) высказал мысль, что кто-то должен передать Джастину набор шаблонов (неразборчиво Мусорщик), будучи железным знатоком, он и есть, чтобы отливать хорошие вещи.
Его ответ:
Меня заинтересовал токарный станок Gingery, сделанный из железа. Я часто задавался вопросом, каким может быть токарный станок Gingery в умелых руках. Лучшие образцы, лучшая работа по литью (сделанная из чугуна) и лучшая машинная работа (сделанная мастером по инструментам). Я понимаю, что это отклоняется от первоначального замысла Gingery. Мне любопытно (как и другим), каков максимальный потенциал токарного станка.
Я умею делать выкройки не хуже других и могу без проблем расплавить железный тигель А-40.
Я также могу без проблем отливать и отливать детали. Я умею обрабатывать практически все, но это мое самое слабое место.
При этом … Я никогда не буду заниматься этим проектом от начала до конца. Есть еще много неотложных и разумных с финансовой точки зрения проектов, на которые я потрачу свое время и силы.
Изготовляли ли этот токарный станок когда-нибудь из железа с помощью хорошо подготовленного слесаря, обрабатывающего детали?
У меня ДЕЙСТВИТЕЛЬНО есть идея, которая могла бы добавить действительно интересную главу в сагу о Gingery.
Вот мое предложение … Все детали для токарного станка отолью БЕСПЛАТНО. НО только в том случае, если получатель отливок выполнит работу и разместит постройку здесь, на Аллой Авеню. Я хочу посмотреть, как кто-нибудь очистит, обработает и изготовит остальную часть станка (чтобы я тоже мог научиться!)
Мне просто нужны шаблоны для начала и готовый машинист, который сможет довести отливки до конца. Затем используйте токарный станок для изготовления деталей и предоставления обратной связи.
Берущие?
Я говорю начать нить на все усилия.Я могу разместить фотографии формовки, заливки и объяснить шаги и свой опыт. Машинист, будь то волонтер, избранный или волонтерский, должен также иметь возможность размещать фотографии и объяснять процедуры.
Готовый продукт можно было разыграть, продать и пожертвовать деньгами, токарный станок можно было передать учреждению или оставить у механика, который его закончил. Конечный продукт меня не интересует. Я не хочу ничего от этого предлагаемого проекта, кроме как учиться и участвовать в нем. Я покрою часть стоимости доставки и все расходы на кастинг.
Я покрою часть стоимости доставки и все расходы на кастинг.
Это могла быть эпическая ветка. Черт возьми, это может даже оправдать липкость!
Petee716 …. у вас нет полного набора выкройок для токарного станка Gingery? Если нет, то я знаю, что здесь есть и другие образцы, которые можно взять в долг. Я могу начать следующие выходные, если у меня будут шаблоны!
Джастин
Пети ответил, что у него есть набор шаблонов, но, возможно, можно было бы разработать улучшенный набор — набор, который преодолевает недостатки традиционного токарного станка Gingery, который включает новые идеи и лучшее планирование в конструкцию.
Пэт также предоставил много отличных знаний о машинах Myford.
Брайан поделился некоторыми замечательными мыслями о том, что можно сделать для улучшения конструкции, даже, возможно, путем включения ЧПУ в конечный станок.
Все эти крутые штуки можно найти В ЭТОЙ НИТИ ИМБИРЬКИ (http://www.alloyavenue.com/vb/showthread.php?9536-Gingery-Lathe-Discussion-(Split)) (которую я не могу не чувствовать, но чувствую на по крайней мере, немного как гордый папа, потому что это вроде как ребенок, которого я никогда не хотел иметь, выскакивающий из резьбы адаптера MAF. .humbling;))
.humbling;))
Прочитав все это, я ахнул вслух, наткнулся на штаны, огляделся, чтобы убедиться, что никто об этом не узнал, и начал мечтать о том, каким может стать этот проект.
У меня нет скина в этой игре — у меня нет набора шаблонов или цеха, в котором можно было бы очистить и подготовить отливки, ни рабочих знаний о механической обработке и станках. Что я действительно испытываю, так это ощутимая признательность тем, кто это делает. Я полностью осознаю свое невежество в этой теме, но также испытываю искреннее уважение к мастерам, а также к решимости и решимости, которые необходимы, чтобы посвятить себя тому, чтобы стать экспертом в области, которая действительно стирает грань между наукой и искусством.
Я надеюсь, что эта ветка станет стартовой площадкой для серьезного обсуждения … нет, фактическая ветка сборки для GinGenII — второго поколения, краудсорсинговых, самодельных токарных станков из чугуна (ов?).
Джастин, если в вашем распоряжении окажется набор выкроек, взятых напрокат или собранных, пожалуйста, разместите их фотографии здесь.