Зенкеры, зенкерование и зенковки. Виды зенковки.
В современных технологиях по производству изделий или деталей, особое место занимает обработка отверстий. Это довольно сложный и ответственный технологический процесс, в котором необходимы специальные инструменты. Это, в основном, металлорежущие инструменты, предназначенные для промышленного применения станочного и ручного типа. Для выполнения отверстий пользуются сверлами. А для обработки подготовленных сверлами отверстий применяются зенковки и зенкеры.
Зенкер (нем. senker), относится к металлорежущим инструментам, использующимся для предварительной и окончательной обработки стенок отверстий. Такой вид работ по металлу называется зенкерованием. Зенкер, в отличие от сверла, оснащен большим числом режущих кромок (от 3 до 6, есть и больше). Часто, при выполнении зенкерования, используют смазочно-охлаждающие вещества (СОЖ).
Материалы, из которых изготавливаются зенкеры, должны быть более прочными и износостойкими, чем обрабатываемый материал, обычно высокопрочные металлы и сплавы.
Основные виды зенкеров:
- Машинные цельные, с коническим хвостовиком. Предназначены они для предварительной обработки отверстий конической формы.
- Насадные, которые по своей сути являются насадками, имеют напаянные пластины из твердого сплава. Предназначены для окончательной обработки стенок отверстия в чугунных и стальных деталях.
Зенкерование выполняют на различных металлообрабатывающих станках:
- Токарные
- Сверлильные
- Фрезерные с ЧПУ
- Расточные
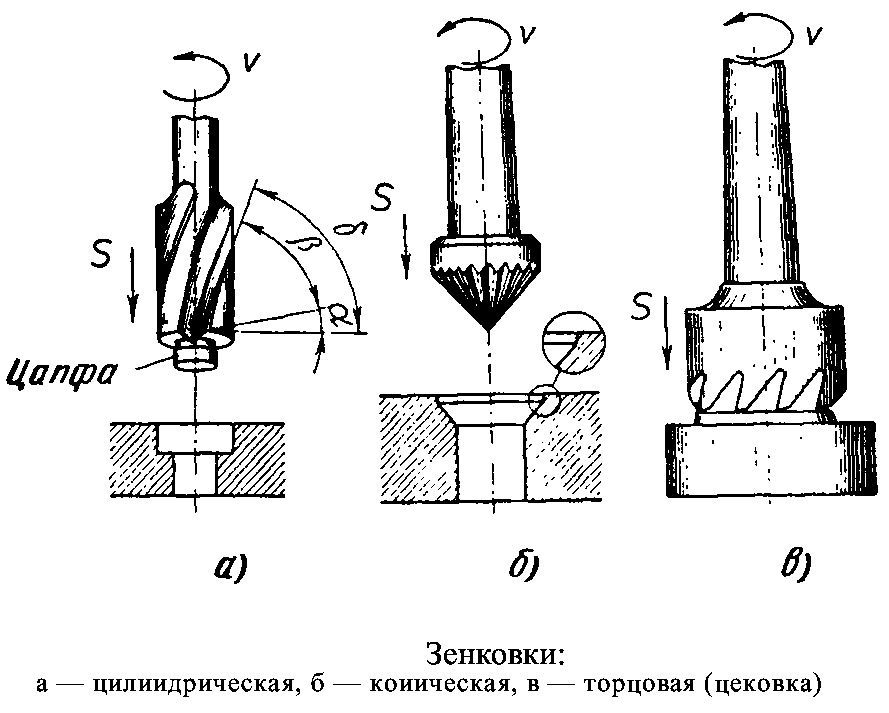
Зенковка-это металлорежущий, многолезвийный инструмент. Она используется для выполнения отверстий различной формы и величины. Также зенковка используется для корректировки уже подготовленных отверстий, для выполнения опорных поверхностей вокруг отверстий. Отличаются зенковки от зенкеров тем, что имеют направляющие цапфы и зубья на торцах.
Зенковки делятся по форме режущей части на следующие виды:
- Цилиндрические.
 Имеют направляющую цапфу для обеспечения соосности.
Имеют направляющую цапфу для обеспечения соосности. - Конические. Имеют направляющую цапфу для обеспечения соосности.
- Торцовые, используют для зачистки внешней поверхности под потайные головки крепежных инструментов.
 Имеют направляющую цапфу для обеспечения соосности.
Имеют направляющую цапфу для обеспечения соосности.Так как зенковки изготавливаются по определенным стандартам, то они делятся по диаметру отверстий, которые обрабатывают:
- Простые (от 0,5 до 1,5 мм)
- С предохранительным конусом или без него (от 0,5 до 6 мм)
- С конусным хвостовиком (от 8 до 12 мм)
Зенкование осуществляется на металлообрабатывающих станках:
- Сверлильных
- Токарных
- Токарно-револьверных
- Агрегатных
Оба процесса, и зенкерование и зенкование, близки по значениям в режимах работы. Они осуществляются на одинаковых видах оборудования. Оба метода обработки могут найти применение в условиях единичного, серийного и массового производства.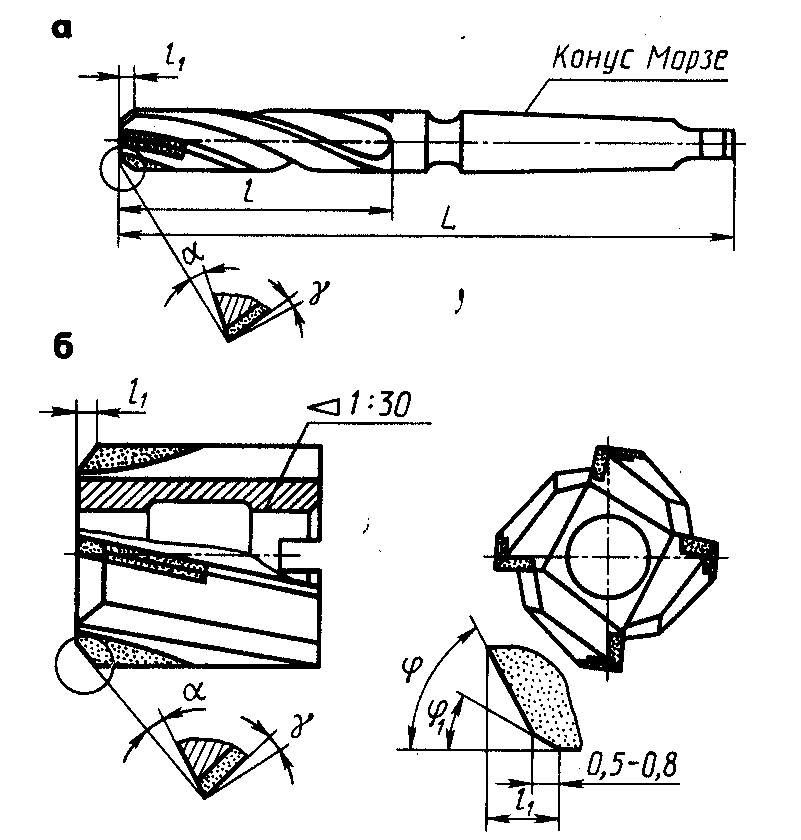
Зенкер по металлу — виды, назначение и конструкция, ГОСТы.
Зенкер – это специальный инструмент для обработки металла резанием с несколькими лезвиями. Назначение зенкера – получистовая доработка отверстий в заранее просверленных в деталях и заготовках с целью доводки диаметра до нужного значения и улучшения качества полученной поверхности.
В целом зенкерование похоже на сверление — вращение инструмента вокруг своей оси с поступательным движением. Не следует зенкерование путать с зенкованием, что представляет собой отдельный вид металлообработки.
Назначение зенкерования и применяемое оборудование
Зенкерование позволяет улучшить качество поверхности полученной при сверлении до 9-11 квалитета точности и шероховатости Rz 2,5 мкм. При этом устраняются все дефекты возникающие при литье, штамповке и сверлении отверстия, увеличивается чистота поверхности, её точность, повышается соосность. Преимуществом зенкера над обычным сверлом является более высокая жесткость благодаря режущим зубьям, что обеспечивает высокую точность направления движения инструмента.
- Повышение точности и повышение качества обработки поверхности отверстий перед нарезкой резьбы или развертыванием.
- Калибровка предварительно просверленных отверстий для шпилек, болтов и других видов крепежных изделий.
Зенкерование является машинной операцией и выполняется на:
- сверлильных станках всех видов;
- токарных станках;
- расточных станках;
- агрегатных станках, в качестве операции в автоматической линии;
- горизонтальных и вертикальных фрезерных станках.
Виды зенкеров
В современной металлообработке широко применяются различные виды зенкеров. В зависимости от назначения инструмент подразделяется на два номера:
- Зенкер N1 – имеет припуск и используется для получистовой обработки отверстий перед развертыванием.
- Зенкер N2 – имеет квалитет точности Н11 и применяется, в основном, для финишной обработки.
Наиболее часто применяются два основных вида конструкции зенкеров – машинные цельные и насадные. Первые имеют хвостовик в форме конуса Морзе или метрического конуса, цельную конструкцию с режущими зубьями и канавками для отвода стружки. Насадные зенкера имеют внутреннее отверстие для крепления на оправку. Также применяются сборные зенкеры, сварные и инструмент с пластинами из твердых металлокерамических сплавов.
На фото: Зенкер с твердосплавными пластинами
Материалом режущей части цельного зенкера является быстрорежущая сталь Р18 или Р19. Инструмент с твердосплавными пластинами различается по материалу обрабатываемых изделий. Для работы с чугунными деталями пластины выполняются из металлокерамических сплавов ВК4, ВК6 или ВК8, для работы со стальными изделиями – из Т15К6. Применение твердосплавных пластин обеспечивает более высокую производительность и долговечность инструмента.
Применение зенкеров
Используя любые типы зенкеров для работы со стальными изделиями рекомендуется применять СОЖ.
- Материал детали и характер обработки, а также место расположения отверстия и запланированное количество операций.
- В зависимости от способа крепления на станке выбирается конструкция зенкера.
- Выбор материала инструмента зависит от материала детали, интенсивности работы, а также некоторых других факторов.
Действующие ГОСТы
Регулирует параметры цельного зенкера по металлу ГОСТ 12489-71. Также существует и более десяти других стандартов регулирующих допуски и характеристики различных типов зенкеров, как например ГОСТ 21586-76. регулирующий параметры инструмента применяемого при работе с легкосплавными деталями.
🥇 Зенкер или зенковка? | «Волга АС»
Очень схожие слова и потому, многие воспринимают эти инструментами схожими по назначению. Но, увы, это далеко не так. Несмотря на схожесть зенкер и зенковка кардинально отличаются друг от друга как внешне, так и по назначению. Так в чем же отличие?
Но, увы, это далеко не так. Несмотря на схожесть зенкер и зенковка кардинально отличаются друг от друга как внешне, так и по назначению. Так в чем же отличие?
Чтобы разобраться в отличии, необходимо в первую очередь понимать, что эти инструменты участвуют в разных процессах обработки металлах. А именно, зенкеры используются для зенкерования, а зенковка – для зенкования (простите уж за тавтологию). Далее более подробно.
Процесс зенкерования.
Зенкерование — вид механической обработки резанием, в котором с помощью специальных инструментов производится обработка цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Также зенкерование применяется при обработке отверстий, полученных литьём или обработкой давлением. Зенкерование является получистовой обработкой резанием.
По конструкции зенкеры бывают цельными или насадными, могут иметь различные направления угла спирали (правое, левое, прямое). Выбор инструмента зависит от диаметра отверстия. Так, применение вставных зенкеров (с вставными ножами) рекомендуется для отверстий диаметром от 20 мм., цельные применяются для малых диаметров (от 12 мм.).
Выбор инструмента зависит от диаметра отверстия. Так, применение вставных зенкеров (с вставными ножами) рекомендуется для отверстий диаметром от 20 мм., цельные применяются для малых диаметров (от 12 мм.).
Говоря более простым языком, зенкерование – это промежуточный процесс обработки отверстий располагаемый, как правило, между сверлением и разверткой. Это получистовая обработка отверстия. Для получения более точных и сложных поверхностей используются комбинированные типы инструмента с большим количеством режущих кромок (до 8). При этом сборные зенкеры применяются совместно с другим металлорежущим инструментом – сверлами, развертками и т. д.
Процесс зенкования.
Зенкование – это процесс обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок.
По конструкции зенковки отличаются по виду. В основном цилиндрические и конические (с углами 90 и 120 гр.)
Для того, чтобы увидеть детальную разницу обрабатываемых отверстий и подобрать необходимый инструмент, посмотрите следующую схему.
А – сверление сверлом, В – Борштанга. Растачивание на токарном станке, С – зенкерование зенкером, D – развертывание развёрткой, E,F – цекование цековкой, G – зенкование зенковкой, Н – нарезка резьбы метчиком.
В «Волга АС» Вы можете приобрести весь спектр металлорежущего инструмента со склада и под заказ.
Чем отличается зенкование от зенкерования
Зенкерование и зенкование представляют собой различные операции по обработке отверстий. Зенкерование предназначено для улучшения качества поверхности отверстий, выполненных методами сверления, литья или обработки давлением. В отличие от зенкерования, зенкованием получают углубления в отверстиях под потайные крепежные элементы. Инструментом для операций зенкерования служат зенкеры, а для зенкования — конические и цилиндрические зенковки.
Инструментом для операций зенкерования служат зенкеры, а для зенкования — конические и цилиндрические зенковки.Назначением зенкерования является улучшение точности и шероховатости отверстий. Данная операция относится к этапу получистовой обработки и располагается в технологическом процессе между сверлением и развертыванием. Кроме улучшения качества поверхности, выполненной сверлением, зенкерование применяют также для обработки отверстий, полученных в результате литья и обработки давлением. Инструментом для операций зенкерования является зенкер, вид которого внешне напоминает сверло.
Благодаря большему по сравнению со сверлом количеству режущих кромок, с помощью зенкера достигается повышенная чистота обрабатываемой поверхности. Наличие 3-4 режущих кромок обеспечивает плавное распределение усилий в зоне контакта инструмента и обрабатываемой детали. Также зенкер отличается от сверла оригинальной геометрией режущей части, что обусловлено необходимостью обработки уже существующих отверстий без съема материала в продольном направлении.
Зенкование предназначено для получения на торцах отверстий гнезд для потайного размещения головок крепежных элементов. Данные углубления, которые могут иметь цилиндрическую либо коническую форму, обрабатываются соответственно коническими или цилиндрическими зенковками.
Геометрия цилиндрической зенковки напоминает зенкер, а рабочая часть конической зенковки вместо спиральных режущих кромок имеет зубчатые. В конструкции цилиндрической зенковки должен быть предусмотрен направляющий поясок. Конические зенковки также применяются для зачистки острых кромок и снятия фасок.
Операции зенкерования и зенкования выполняются на том же технологическом оборудовании, что и сверление. Таким оборудованием может выступать сверлильный станок или универсальный обрабатывающий центр. Также существует возможность зенкования и зенкерования с использованием токарного станка. Выполнять данные операции с помощью ручного инструмента не рекомендуется в связи с невозможностью обеспечения необходимой точности его позиционирования.
Зенкерование отверстий: что это такое, назначение, чем отличается зенковка отверстия от зенкования, назначение и отличие раззенковки и зенкера
15Сен- Зенкерование
- Зенкование
- Зенкование и зенкерование, разница между процессами
- Основные виды зенковок
- Цилиндрическая
- Коническая
- Плоские и торцевые
- Отличие зенкерование от смежных операций
- Оборудование для зенкования
- Правильный процесс зенкерования металла
- Развертывание, как способ обеспечения максимальной точности
- Обозначение зенковки на чертеже
В производственных процессах, а особенно в машиностроение и станкостроение существуют некоторые процедуры, схожие по названию, но совершенно различные по своей сути. И подобного рода операции часто путают между собой. В данном обзоре мы как раз и затронем две процедуры такого типа. Мы разберемся, что это такое зенкерование и зенкование отверстий, чем отличается назначение, для чего применяется, инструменты, которые необходимы для проведения обозначенных операций. А также частично затронем видовое разнообразие.
А также частично затронем видовое разнообразие.
Но помимо совершенно различно направленности, существуют и факторы, которые объединяют эти этапы обработки металла. А именно то, что оба варианта – это прямое воздействие на поверхность. Да, с разными целями и порой на различных стадиях. Но фактически это переработка покрытия. Кроме того, несмотря на различие в инструментарии, резцы их, по сути, также могут переводиться в действие одним механизмом. Как вариант, ручная дрель, если речь идет о работе в домашних, а не заводских условиях. Разумеется, класс точности в этом случае будет значительно ниже, что скажется на последующем результате. Но при низких требованиях к точности, и этот итог вполне может стать удовлетворительным.
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
Подгонки класса точности до 4, а в некоторых случаях и 5 уровня.
Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления.
Работа с геометрией. То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.
Вернемся к инструменту, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно.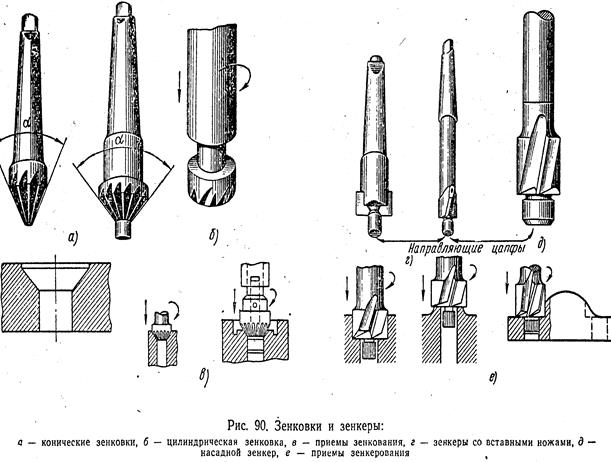 В итоге происходит своего рода интенсивная шлифовка.
В итоге происходит своего рода интенсивная шлифовка.
Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, форму рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
Изменение плоскости опоры в заготовленных пазах. А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота. Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
Создание продольных каналов со снятой фаской.
Сокрытие в полной мере различных резьбовых соединений.
 Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии.
И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.Выбрать режущий инструмент, который точно соответствует размерным аспектам. Становить его в станок или иной прибор.
Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
Включить оборудование и выполнить операцию.
 И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Для производственного мероприятия применяется инструмент конической формы. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Отличие зенкерование от смежных операций
Мы уже выяснили, что этот этап наступает после сверления и до развертывания. Но вот первоначальным этапом не всегда выступает именно высверливание. Порой первой стадией считается литье или штамповка. В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму.
Зенкерование поднимет класс точности до 5 уровня практически всегда. Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Важнейшим отличием от сверления и развертки можно также назвать уровень допустимой шероховатости после переработки и квалитет, то есть, степень соответствия полученной детали исходным параметрам в чертеже или на схеме. Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.То есть, отличия видны явно. Это и степень качества, длительность, очередность. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Ведь это в принципе действия из разных сфер.
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Правильный процесс зенкерования металла
Ошибки при выполнении задачи почти всегда идут к одному печальному эпилогу – браку. Если неправильно выбран зенкер, то зачастую диаметр отверстия получается больше, чем был запланирован по начальному чертежу. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.Чтобы не копить брак и не выполнять одну задачу по несколько раз, нужно изначально подходить к ней ответственно.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Обозначение зенковки на чертеже
Зачастую по регламенту мастер должен опираться на схему, чтобы правильно произвести деталь. И в любом чертеже данный процесс обозначается с помощью латинского алфавита.
И в любом чертеже данный процесс обозначается с помощью латинского алфавита.А конкретно:
d1 – диаметр, указанный в качестве основного.
d2 – диаметр для процесса.
L1 – цилиндрический путь.
L3 – глубина зенкера.
L4 – размер фаски.
J – угол отклонения.
Теперь мы разобрались, что это значит раззенковать, зенковать отверстие, как работает зенкерование. И путаницы в будущем по этому вопросу точно не предвидится.
Зенкеры и зенковки, применение, сходства и отличия
Для обработки отверстий применяется несколько видов инструментов, в том числе зенкеры, зенковки, цековки. Практика их применения часто сопровождается путаницей в названиях. Например, в тендерной документации встречаются заказы на «конические зенкеры», при этом указывается ГОСТ 14953-80, описывающий конические зенковки. Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией.
Например, в тендерной документации встречаются заказы на «конические зенкеры», при этом указывается ГОСТ 14953-80, описывающий конические зенковки. Эти инструменты схожи по конструкции, в применении также есть много общего, поэтому неудивительно, что даже в технической литературе много примеров «вольного» обращения с терминологией.
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком.
Официальный источник по терминам ГОСТ 25751-83 «Инструменты режущие. Термины и определения», к сожалению, не дает ответа на вопросы: чем отличается зенкер от зенковки, зенкерование от зенкования и цекования. С этой целью рассмотрим конструкцию и применение каждого из указанных инструментов.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры.
Зенкеры с цилиндрическими и коническими хвостовиками
Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла
Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=60°, у всех типов зенкеров для глухих отверстий φ=90°.
Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=60°, у всех типов зенкеров для глухих отверстий φ=90°.
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки. Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью. Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Зенковки
В ГОСТ 25751-83 «Инструменты режущие. Термины и определения» зенковки определяются как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Как видим, определение ничем не отличается от определения зенкера, что указывает на его неполноту. Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием
Определение не дает информации об отличии зенковок от других инструментов, поэтому переходим к краткому описание операции зенкования, чтобы подчеркнуть разницу между зенкерованием и зенкованием
Технологическая операция зенкования
Зенкование наряду со сверлением, зенкерованием, разверткой входит в список технологических операций по обработке отверстий. Каждая из перечисленных операций имеет свой смысл и определенное назначение. Сверление необходимо для получения отверстий и черновой обработки, зенкерование – получистовая обработка и увеличение диаметра, развертка – чистовая обработка. Во всех случаях акцент сделан на обработке цилиндрической поверхности.
Указанные операции и соответствующие инструменты применяются для обработки как сквозных, так и глухих отверстий. Причем, в случае глухих отверстий сверла и зенкеры не предназначены для обработки торца углубления. Кроме того, сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия в коническую.
Вместе с тем в промышленности существует обширный класс задач, где необходимо качественно снять фаску с входного участка отверстия, получить точное цилиндрическое углубление под болты, шайбы, пружины, прокладки и пр. с одновременной подрезкой торца. Также требуется получение стандартных конических углублений для центровых отверстий, для формирования опорных поверхностей под детали крепежа, обработки конических поверхностей седел клапанов и т.д. Для решения таких задач применяется операция зенковки и разработан специальный инструмент – зенковка.
Конструкция зенковки
Зенковки относятся к осевым, многолезвийным режущим инструментам. В технической литературе описывается два зенковок: конические и цилиндрические (цековки). Стандарты четко разделены. Есть стандарт для конических зенковок – ГОСТ 14953-80, и есть стандарт для цилиндрических — ГОСТ 25751-73. Причем стандарте для обозначения цилиндрических зенковок используется только одно название – цековки.
Конические зенковки (фаскосъемники)
Название инструмента обусловлено формой рабочей части. Конические зенковки применяются для снятия фасок, обработки конических опорных поверхностей, получения центровых отверстий. Инструмент широко применяется, номенклатура стандартизирована. Типы и основные размеры инструментов данного вида описываются в ГОСТ 14953-80 «Зенковки конические. Технические условия». В соответствии с этим нормативом выпускается 4 типа центровочных зенковок и 7 типов для обработки конических опорных поверхностей, всего 11 типов. Классификация в соответствии с назначением приведена в таблице 1, на рисунке показана коническая центровочная зенковка 2-го типа и зенковка для конических углублений (отверстий) 5,6,7-го типа.
Конические зенковки: а) центровочная 2-го типа, б) для конических опорных поверхностей.
Типы зенковок
Центровочными зенковками обрабатываются предварительно засверленные отверстия диаметром до 8 мм включительно. Конические опорные поверхности создаются на базе отверстий диаметром 1,6 – 25,0 мм. Передний угол стандартных зенковок для обработки конических опорных поверхностей всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
Более правильное название данного вида – цековка. Цилиндрическая зенковка – это «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцового участка отверстия заготовки» (по ГОСТ 25751-73). Инструмент применяется для обработки цилиндрических углублений под шестигранные головки болтов и винтов, шестигранные гайки с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем и под цилиндрические головки винтов с углублением под ключ «шестигранник».
В конструкции цековок всех типов предусмотрена направляющая цапфа. Элемент необходим для устранения радиальных биений в момент зарезки, приводящих к искажению формы отверстия и выкрашиванию режущих кромок. Направляющая цапфа может быть постоянной и сменной. Более предпочтителен инструмент со сменной цапфой, позволяющий замену элемента по мере износа.
Цековки (цилиндрическая зенковка): а) со сменной цапфой, б) с постоянной цапфой
Особенностью конструкции является обратная конусность – диаметр D равномерно уменьшается по направлению к хвостовику. У инструмента из быстрорежущей стали уменьшение идет по всей длине рабочей части со значением 0,08-0,16 мм на 100 мм длины, у инструмента с твердосплавными вставками диаметр снижается по длине пластины 0,05-0,10 мм.
Стандартные цековки по ГОСТ 26258-87 имеют четыре зуба на главной режущей поверхности (торце) и выпускаются четырех типов в зависимости от вида цапфы и способа установки в оборудование.
Все типы цилиндрических зенковок, представленные в табл.2, выпускаются в двух исполнениях: исполнение 1 – цельные и исполнение 2 – с впаянными твердосплавными пластинами.
Заключение — отличия зенкеров от зенковок
Для исключения ошибок в терминологии следует использовать стандарты для конкретного вида инструментов. Их содержание позволяет сделать ряд выводов:
- Не существует конических зенкеров. Результат применения зенкера – цилиндрическое отверстие. Конические отверстия и углубления получаются зенковкой.
- Зенковки отличаются от зенкера конической рабочей частью, служат для получения центровочных отверстий, конических отверстий и углублений, опорных конических поверхностей под крепеж.
- Цилиндрические опорные поверхности под болты и винты выполняются цековкой. Цилиндрическая зенковка – название некорректное, хотя и верно передает смысл выполняемой операции.
- Наличие направляющей цапфы сразу точно указывает на вид инструмента – цековка.
Разумеется, все сказанное действительно по отношению к стандартным инструментам и технологическим операциям, применяемым в машиностроении. В широкой практике могут применяться нестандартные инструменты, так же, как и стандартные инструменту могут использоваться в разнообразных целях. Например, зенкование может выполняться с помощью обычного сверла.
поделиться с друзьями
Вконтакте
Разница между цековкой и зенковкой
Для большинства печатных плат требуется монтажное оборудование определенного типа. С этой целью большинство изготовленных печатных плат имеют монтажные отверстия без покрытия. Двумя наиболее распространенными из таких отверстий являются отверстия с зенковкой и зенковкой, которые требуют особого сверления на печатной плате, но обычно меняются местами.
Два типа отверстий относятся к методам сверления, которые позволяют фиксировать крепеж заподлицо с поверхностью многослойного материала печатной платы.Этот процесс обычно заключается в высверливании нескольких верхних миллиметров отверстия большего диаметра, чтобы головка винта могла плотно прилегать к нему.
С этими двумя всегда возникает путаница в отношении того, что означает каждый. Таким образом, попытка провести четкую грань между ними очень поможет.
Что такое цековка?
Зенковка определяется как цилиндрическое отверстие с плоским дном, которое обычно расширяется до другого коаксиального отверстия.Отверстие обычно используется всякий раз, когда крепеж, например винт с головкой под торцевой ключ, должен располагаться заподлицо ниже или в пределах уровня поверхности заготовки.
Этот термин также используется для обозначения фрезы, которая производит расточки отверстий. Однако термин «фреза с зенковкой» обычно используется для фрезы, чтобы уменьшить двусмысленность.
Что такое зенковка?
Зенковка — это термин, используемый для обозначения конического отверстия, сделанного в объекте.Его также можно использовать для обозначения фрезы, которая проделывает отверстие. Обычно его делают так, чтобы головка заклепки, винта или болта с потайной головкой располагалась заподлицо с поверхностью окружающих материалов или под ней при установке в отверстие.
Его также можно использовать для удаления заусенцев, оставшихся после нарезания резьбы метчиком или сверления, тем самым помогая улучшить чистоту продукта. Это также помогает удалить любые опасные острые кромки в процессе.
Разница между цековкой и зенковкой
Основные различия между двумя отверстиями включают:
Определение цековки и цековки.Зенковка
Цековка — это отверстие круглого сечения, обычно с участками разного диаметра. В нем просверлено отверстие, позволяющее невыпадающей головке или другим фиксаторам с квадратными выступами плавно погружаться в просверленный материал. С другой стороны, отверстие с потайной головкой представляет собой большой рельеф с тупым углом или скос, просверленный на краю круглого отверстия и предназначенный для фиксации с утопленными головками, например, заклепками и винтами. Отверстие позволяет верхней части креплений плотно прилегать к материалу.
Форма и размер отверстия в цековке Vs.в зенковке
Отверстия с зенковкой более квадратные и широкие, что позволяет добавлять шайбы перед закреплением креплений, в то время как отверстия с зенковкой имеют коническую форму, которая соответствует угловой форме на нижней стороне винтов с плоской головкой.
Что касается размера отверстия, то отверстие зенковки больше, чем при зенковке.
Цековка Vs. Зенковка: сравнительная таблица
Сводка по цековке и цековке. Зенковка
В мире печатных плат используются два термина: цековка и зенковка.Несмотря на то, что они чаще всего меняются местами, они относятся к различным типам, формам и размерам отверстий. Они также относятся к фрезам, используемым для выполнения отверстий для каждого соответствующего типа отверстий. Суть, однако, в том, что каждый из них не похож на другой в различных аспектах, включая определения.
Сара Филис Браун
Происхождение: Хьюстон, Техас
Образование: магистр изящных искусств (M.F.A.) | Массачусетский университет в Амхерсте. Она также имеет сертификат в области статистических приложений.Она написала множество статей, сообщений в блогах, статей, описаний продуктов, обзоров продуктов, призраков, художественной литературы и сценариев.
Она возглавляла группу экспертов по установлению воздействия субсидируемых систем канализации в сельских трущобах в Кении (под эгидой Всемирного банка).
: Если вам понравилась эта статья или наш сайт. Пожалуйста, расскажите об этом. Поделитесь им с друзьями / семьей.
Укажите
Сара Браун.«Разница между цековкой и зенковкой». DifferenceBetween.net. 10 июня 2019.
Зенковка VS Цековка — Как эффективно исправить печатную плату
При работе с платой HDI или даже с обычной печатной платой это отверстия, которые необходимо закрыть винтами. Эти отверстия включают открытый карьер, отверстие с потайной головкой, глухое отверстие и отверстие с зенковкой. Часто мы путаем зенковку с цековкой и наоборот. Вот почему нам необходимо полностью понимать принципы работы каждого из них.
Зенковка и цековка — это отверстия, для которых требуются различные типы специальных приспособлений. Они настолько разнообразны, что использовать одно вместо другого по незнанию опасно. Следовательно, чтобы понять разницу между двумя отверстиями, сходства и цели значительны. Давайте узнаем, как эффективно исправить печатную плату, не беспокоясь о том, что аксессуары упадут или ослабнут.
1 、 Зенковка VS Зенковка
Прежде чем мы начнем сравнивать их, давайте выделим, что такое зенковка и цековка.
Что такое зенковка?
Зенковка — это конусообразное отверстие, просверленное в печатной плате. В этом отверстии остается место для винта с плоской головкой или крепежа, который можно будет правильно установить после установки.
Что такое цековка?
Цековка больше похожа на цилиндрическое отверстие плоской формы. Образовавшееся отверстие имеет плоское дно и позволяет установить винт или фиксатор с плоской нижней стороной. Кроме того, инструмент, который используется для создания этой детали, называется цековкой.Слово будет использоваться как синонимы.
Изображение 1: Зенковка VS Зенковка
Сходства и различия между ними
Выполнение отверстия с потайной головкой называется зенковкой. Теперь потайное отверстие может иметь разные углы. Он включает стандартные размеры 60, 82 и 90 градусов, а также менее популярные 100, 110 и 120 градусов. Однако наиболее часто используемые градусы — 82, 90 и 100.
Хотя единственный угол, применимый к зенковке, — это вертикальный ноль градусов, он так же эффективен, как и зенковка. Важно отметить, что при работе с деревянной поверхностью, если вы сначала не зенковали, а в конечном итоге врезали винт в эту поверхность, это не только ухудшит стабильность и прочность древесины, но и, следовательно, ваша работа будет раздражать глаза.
Это происходит потому, что древесные волокна растрескиваются и вмятины, если не повреждены полностью. Растачивать деревянную поверхность намного проще; это связано с тем, что растачивание не требует точности и точности углов.Кроме того, в цековке все отверстия должны быть винтом с плоской нижней стороной или винтом с головкой под торцевой ключ, которая может подходить к поверхности или шайбе.
Цековка обычно используется для одной цели, а
Зенковки из-за разного угла наклона имеют другое назначение. Зенковка часто похожа на увеличение небольшого коаксиального отверстия, а зенковка — это коническая версия.
Используйте его, если вам не нужна головка приспособления или вывинтите болт вперед от поверхности HDI, на которой вы работаете.С другой стороны, отверстия с потайной головкой имеют разные стили из-за их разных углов. С зенковкой все ваши винты могут иметь одинаковую глубину.
Зенковка 2 VS Цековка с символом
В рисунке или дизайне символы используются как представление реального материала или техники. С символами есть место для согласованности размеров и допусков спецификаций. Кроме того, намного быстрее и даже проще написать символ материала или количества, чем писать его реальными словами на чертеже.Это не только противоречит протоколу рисования, но и сделает вашу работу кластерной.
Символы представляют основной протокол в рисовании, дизайне или математике. На чертеже здания или плана дома символы используются как более быстрое средство передачи информации. Здесь должным образом представлен характер зенковки и цековки. Часто он стоит рядом с обозначением диаметра и сопровождается числовым значением.
Как выглядит символ зенковки?
Символ зенковки выглядит как буква V.Когда вы думаете об этом, когда смотрите на потайное отверстие сбоку; напоминает букву V.
Как выглядит символ цековки?
Символ цековки можно сравнить с неполным квадратом с отверстием наверху. На техническом чертеже этот символ образован на виде сбоку зенковки и зенковки.
Оба символа используются в схемах сверления. С помощью символа диаметра они показывают, насколько широкой или глубокой должна быть яма.Эти проекты интерпретируются строителем, который работает на основе информации, представленной в этих проектах. Обозначение цековки используется для определения операций зенковки, а символ зенковки — для операций крепления с зенковкой.
3-дюймовые зенковки VS Сверла с зенковкой
При использовании сверла можно создать несколько отверстий, в зависимости от требуемого диаметра и толщины материала. Но для зенковки и зенковки это сверла для отверстий, поэтому процесс создается ими.
Сверла — это инструменты, используемые для сверления или создания либо зенковки, либо зенковки на поверхности материала, которым является печатная плата, печатная плата. Для изготовления обоих типов отверстий используются разные материалы. В конечном итоге цель состоит в том, чтобы создать место, в котором винт или крепежный элемент могут плотно прилегать к шайбе или заготовке.
Делается, чтобы полностью скрыть всю длину и ось крепежа или винта в потайном отверстии или цековке.Из-за разницы в их полостях (одна плоская, а другая угловая) для их изготовления используются разные материалы.
Для растачивания в поверхности материала просверливается цилиндрическое отверстие. Это отверстие имеет больший диаметр в голове и меньший внизу. Винт или застежка предназначены для правильной посадки на место и предотвращения разделения двух поверхностей при соединении. Большая сторона отверстия подходит к головке застежки, а меньшая — к стержню.
Однако сверла с зенковкой бывают разных стилей и размеров, чтобы соответствовать различным углам и другим типам проектов. На картинке выше представлено около четырех различных типов сверл с зенковкой. Это насадки с канавками, зенковка с поперечным отверстием, зенковка Rocker Pro и зенковка с откидной головкой.
Изображение 2: Зенковка VS Зенковка
Что делать при использовании сверла с зенковкой
При использовании сверла с зенковкой важно, чтобы размер сверла соответствовал размеру винта.Слишком большое отверстие с потайной головкой поглотит головку винта или крепежа, а слишком маленькое место не войдет в головку винта, что приведет к неплотно установленному креплению.
Что произойдет, если с силой вбить винт в отверстие?
Тем не менее, если вы с силой вбейте крепеж в отверстие, окружающие материалы будут повреждены. Это касается как HDI, так и деревянных поверхностей. Следовательно, если ваше пятно неглубокое, винт не будет заподлицо с корпусом, а если он слишком толстый, винт останется неглубоким внутри него.Следовательно, важно провести измерения, чтобы просверлить отверстия под винты.
Для получения подходящего размера отрегулируйте настройки зенковки. Это размер зенковки, глубина сверла и положение упора для центра. Даже с этими настройками рекомендуется потренироваться на куске обрезков перед сверлением всей поверхности, чтобы убедиться, что у вас есть правильные размеры.
Наконец, чтобы избежать дребезга, не сверлите слишком быстро. Это вызовет неровные рисунки на поверхности вашего материала, и ваша застежка не войдет в него, из-за чего вы либо откажетесь от материала, либо начнете все сначала.
4 、 Когда использовать зенковку и цековку в печатной плате
Теперь мы установили основы цековки и зенковки, давайте посмотрим, когда их можно использовать в печатной плате. Хотя оба приспособления обычно предназначены для более твердых поверхностей, таких как дерево и металл, их все же можно использовать на печатной плате.
Печатная плата, как и большинство печатных плат, имеет отверстия, и метод просверливания каждого отверстия имеет значение. Некоторые из этих отверстий являются отверстиями для винтов, и они используются в качестве отверстий для крепления печатной платы к приложению.Разница в типах доступных винтов определяет тип отверстий, которые вы собираетесь просверлить в печатной плате, будь то отверстие с потайной головкой или отверстие с зенковкой.
Изображение 3: Зенковка VS Зенковка
Ограниченное пространство и безопасность при установке
Если на вашем устройстве не хватает места, но вам нужны дополнительные функции, чтобы повысить гибкость устройства, вы можете просверлить отверстие с конической зенковкой в печатной плате.Это отверстие предназначено для типичного винта с плоской головкой и требует большей точности, чем отверстие с зенковкой. Как только винты будут на одном уровне с платой, становится легче вставить печатную плату в необходимое устройство, будь то смартфон или часы.
Однако цековка, хотя ее легко изготовить, обычно не лучший выбор для печатной платы. Здесь вступает в игру зенковка. Отверстие с потайной головкой делает поверхность доски более гладкой, и, если все сделано правильно, нет никакого вмешательства в конструкцию доски.
Однако, если вам требуется более надежный монтаж вашей печатной платы, помимо экономии места или более гладкой конструкции, используйте отверстия с цековкой. Эти отверстия обычно достаточно велики, чтобы в них можно было разместить крепежные детали, и, следовательно, винты из них обеспечат более надежное крепление. С другой стороны, если вы хотите сэкономить место, сделайте зенковку.
5 、 Зенковка VS Применение на печатной плате с цековкой
Обычно печатная плата крепится винтом в отверстие.Если вам нужен более заметный внешний вид приспособления и более безопасная установка, можно использовать зенковку или цековку.
Этот процесс бурения часто выполняется вручную с помощью автоматизированного оборудования. Просверлите цековку при использовании установочного винта; отверстие создает идеальную основу для того, чтобы винт перекрывал и идеально входил в отверстие.
Для чего они используются?
Отверстие с потайной головкой в печатной плате создает пространство для чистой установки и идеально подходит для плотно прилегающих устройств в небольших устройствах.Приложения с зенковкой для печатных плат можно найти в мобильных телефонах и других небольших носимых устройствах.
Цековка обеспечивает цилиндрическую посадку на винт. Он имеет плоское дно и обрезан, чтобы можно было использовать винт с головкой под торцевой ключ. Этот винт с внутренним шестигранником имеет шестигранную головку и должен быть надежно закреплен на печатной плате. Его можно найти в стиральных машинах и других электронных устройствах, требующих плотной и надежной фиксации.
Изображение 4: Зенковка VS Зенковка
6 зенковка VS методы определения размеров цековки
На чертеже нанесение размеров является обязательным.Только так строитель или техник может применить рисунок в реальной жизни. Определение размеров показывает размер, тип и текстуру материалов, используемых во время строительства или изготовления.
В этом контексте технология определения размеров относится к выражению зенковки и цековки в конструкции или диаграмме; они указаны на схеме с помощью обозначений размеров и сокращений. Они используются для обозначения формы типа поверхности и не накладывают никаких ограничений на способ ее изготовления.Эти размеры обычно представлены в виде примечаний и им предшествуют размеры через отверстия.
Как измерить зенковку и зенковку
Для зенковки угловые стороны утоплены, чтобы компенсировать головку приспособлений с плоской головкой, которые могут быть винтами, заклепками, болтами или другими подобными предметами. При рисовании, учитывая диаметр поверхности и угол, а также для отверстия, просверленного противотоком, также указываются диаметр, глубина и включенный подъем.
Для цековки цилиндрическая часть с плоским дном позволяет головке застежки находиться в углубленной части. При рисовании и определении размеров указываются и указываются диаметр, глубина и радиус угла. В некоторых случаях толщина оставшегося вала может быть измерена вместо центра.
Размеры обоих отверстий можно выполнить в форме прямоугольных координат, в форме полярных координат.
Изображение 5: Зенковка VS Зенковка
7 、 Вывод
Отверстия с цековкой и зенковкой используются с соответствующими винтами для крепления к различным типам материалов.Использование его в качестве приспособлений для печатной платы, хотя и не распространено, но работает точно так же. Мы видели, что зенковка представляет собой отверстие конической формы, а зенковка — больше цилиндрической формы. В этой статье мы выделили различия между цековкой и зенковкой, их соответствующие сходства, их определение и принцип работы обоих отверстий.
Название типа винтов, которые подходят к цековке и отверстию с потайной головкой, в равной степени называется зенковкой и зенковкой, поскольку этот термин может использоваться как синонимы.Мы также увидели разницу в методах изготовления с использованием разных сверл для каждого типа отверстия. Кроме того, в этой статье мы подчеркнули, когда можно использовать зенковку и цековку в печатной плате (PCB), а также связанные с ними области применения и применения. Наконец, чтобы можно было видеть оба отверстия и распознать их на бумаге, мы выделили их различные символы, а также методы определения размеров, которые используются для каждого типа отверстий.
Однако для получения дополнительной информации о цековке, отверстии под зенковку, приспособлениях, печатной плате и платах HDI вы можете обратиться к нам.В качестве альтернативы, если у вас возникли проблемы с текущим зенкованием или материалами для зенковки, такими как сверла, винты или болты, и вы хотите их заменить, все, что вам нужно сделать, это перейти на наш веб-сайт и разместить заказ на то, что вам нужно, и мы вам его доставим.
бит зенковки — больше, чем вы думаете!
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Этот, казалось бы, простой инструмент содержит множество деталей, которые различаются в зависимости от марки. Мы исследуем.
Глен Д. Хьюи
Из весеннего номера журнала Woodworking Magazine за 2009 год
Когда была предложена идея написать о зенковках «все в одном», меня несколько позабавили — как, я уверен, и вы. Чему учиться? Вы просверливаете пилотное отверстие, затем просверливаете углубление, чтобы головка винта находилась заподлицо с вашей поверхностью (или вы просверливаете немного глубже — это называется зенковкой — чтобы можно было вставить деревянную пробку).Затем вы ввинчиваете винт и вставляете заглушку, чтобы закрыть его. И в большинстве случаев вы даже не используете вилку.
Что ж, взгляните на следующие несколько страниц. Вы можете быть удивлены, сколько различных инструментов доступно — и мы даже не включаем традиционные зенковки.
Зенковка «все в одном» имеет пилотную коронку, зенковку / зенковку и ограничитель глубины, объединенные в один регулируемый инструмент. Присмотритесь к различным брендам, и вы обнаружите, что у одних зенковок одна режущая кромка, а у других — две или четыре.В некоторых установках используются шестигранные хвостовики для быстрой замены, в то время как другие полагаются только на круглый вал сверла. У некоторых есть прямое сверло для пилотного отверстия, а у других — конические. И вам вообще нужен ограничитель глубины?
Универсальная зенковка состоит из трех частей: сверла, зенковки и упора.
Как эти части работают в унисон? Как узнать, что у вас есть подходящий инструмент для этой задачи?
Основы зенковки
Установка винта начинается с пилотного отверстия.Размер пилотного отверстия должен быть точным, исходя из калибра винта (№ 2 — № 18) и длины. Калибровочная часть проста. Подберите пилотное отверстие к размеру винта. Что касается контроля глубины, это очень важно при использовании конической коронки, тогда как прямая коронка более щадящая. Кроме того, необходимо учитывать различные материалы, такие как древесина хвойных и твердых пород, а также искусственные материалы. Простое практическое правило — уменьшать диаметр сверла на один диаметр (1/64 дюйма) при переходе от твердой древесины к мягкой.
Чтобы правильно сделать отверстие для винта, вам также понадобится отверстие с зазором.Это отверстие проходит от зенковки отверстия и через верхнюю часть ложи и имеет размер, позволяющий стержню винта проходить без зацепления его резьбы с деревом. В результате головка винта плотно притягивает верхнюю часть к нижней части, поскольку резьбовая часть винта захватывает пилотное отверстие. В сегодняшнем мире спешки плотники редко тратят время на то, чтобы сделать надлежащую просрочку.
Правильно просверленное отверстие под винт должно иметь выемку наверху, за которой следует отверстие с зазором, проходящее через верхнюю ложу, и пилотное отверстие, просверленное в нижней ложи.
Также имейте в виду, что некоторые зенковки предназначены для винтов с разным углом наклона головки. Стандартный угол наклона шурупа составляет 82 °, но всегда лучше убедиться, что у вас есть совпадение.
После выполнения пилота, зенковки / зенковки и отверстия с зазором вы готовы закручивать винты. Рекомендуется добавлять смазку на винты, чтобы облегчить движение. Я использую восковую пасту в качестве смазки, но должен предупредить, что если вы размазываете воск вокруг отверстия, некоторые пятна и отделка могут не приклеиться к нему.
Есть столяры, которые смазывают винты кусковым мылом или жидким мылом.
Однако есть и плотники, которые говорят, что мыло едкое или притягивает влагу, которая разъедает винты. Нам еще предстоит расследовать это заявление.
Даже если вы правильно зенковали винты, есть вероятность, что верхняя часть не будет плотно прилегать ко второй части. Вот быстрое решение этой проблемы: после использования зенковки на открытой поверхности верхней части, переверните доску и слегка утопите внутреннюю поверхность.Затем, когда винт проталкивается через приклад, любой потенциальный выброс уменьшается.
Зенковки «все в одном» имеют сменные сверла. Если бит сломался, просто замените его (пока зенковка находится в рабочем состоянии). И вы можете поменять местами разные биты — конические на прямые и наоборот.
На этой фотографии очевидна разница между сверлами с конической и прямой зенковкой. Оба пилотных долота работают, но мы думаем, что конические долота имеют некоторые преимущества.
Сверла: вал не достанется
Большинство сверл, используемых для зенковки, изготовлены из быстрорежущей стали и имеют две канавки.При беглом взгляде на различные сверла с зенковкой можно сразу заметить, что форма сверла привлекает внимание. Некоторые прямые, а другие суженные. Коническое сверло лучше прямого? Почему вы должны выбирать один дизайн вместо другого?
По словам Леонарда Ли, основателя компании Lee Valley Tools, сверла с конической зенковкой были разработаны для использования с латунными винтами с нарезанной резьбой. Когда-то латунные винты с нарезной резьбой считались лучшим винтом для качественной мебели.Резьба, нарезанная на латунные заготовки для шурупов, увеличивает прочность шурупов. В результате получается винт определенной формы — нарезанная резьба винта сужается от стержня к кончику.
Сегодня у большинства винтов резьба вкручена в хвостовик винта, и винт сохраняет постоянный диаметр до конца. Нет сплошного конуса. (Дополнительную информацию о винтах см. В выпуске 10.) Когда его спросили, использовал бы он прямое сверло, если бы он не использовал латунные винты с нарезной резьбой, Ли ответил твердым «да».”
Производители зенковок с конической головкой не согласны. Они утверждают, что конусообразное пилотное отверстие выполняет две задачи. Во-первых, конструкция долота создает отверстие с истинным зазором в верхней части отверстия. (Мы обнаружили, что это зависит от соотношения между длиной винта и длиной долота.) Прямое пилотное отверстие долота захватывается резьбой винта по всей длине.
Во-вторых, коническое отверстие обеспечивает дополнительный контакт резьбы при движении винта к дну конического пилотного отверстия.По мере того как отверстие сужается, нити врезаются глубже в древесину.
Третье преимущество, которое сотрудники обнаружили при параллельном тестировании: конические коронки имеют более глубокие канавки и режут быстрее и с меньшими усилиями.
Мы обнаружили один недостаток использования конических сверл. По мере того, как вы устанавливаете зенковку для более коротких винтов, отверстие зенковки вокруг сверла увеличивается из-за конуса. Это позволяет дополнительным отходам собираться в проеме. По мере того, как материал накапливается, он нагревается.Чрезмерный нагрев приводит к скоплению остатков на сверле, что увеличивает трение.
Учитывая наш опыт и испытания, мы рекомендуем зенковки с коническими битами, потому что они режут быстрее и обеспечивают более прочное резьбовое соединение.
Когда коническая зенковка настраивается на более короткие винты, появляется небольшой зазор вокруг сверла. Это отверстие собирает мусор.
Зенковка: настоящий резак
Настоящая рабочая лошадка зенковки «все в одном» — это сама часть зенковки.Эта часть инструмента прорезает отверстие под головку винта; и если вам нужна цековка, она тоже сработает.
обычно изготавливаются из высокоуглеродистой стали, но из-за большого объема работы, выполняемой этой частью инструмента, вы также можете найти зенковки с твердосплавными наконечниками или из быстрорежущей стали. Зенковки из быстрорежущей стали и карбида удерживают кромку дольше, чем высокоуглеродистые, и часто используются для производственных работ.
Зенковки «все в одном» с твердосплавными крыльями по конструкции аналогичны фрезам.(См. Фото справа.) Зенковки с твердосплавными напайками предпочтительны при работе с меламином и / или ДСП. Эти зенковки недешевы и могут стоить вам более чем в два раза дороже стандартной зенковки «все в одном», но они прослужат в несколько раз дольше.
Как и в случае со сверлами, зенковки бывают разных конструкций. Одно из наиболее важных отличий для меня заключается в том, что многие из этих зенковок, рассчитанных на винты №8 (размер винта, который я нахожу наиболее используемым в своей работе), оставляют цековку, которая меньше или больше стандартных 3⁄8 дюйма для большинства заглушек.По этой же причине у многих производителей есть подходящие пробки для пробок в наборах.
Область между резаками переносит отходы зенковки.
Еще одна область, привлекающая внимание, — это количество канавок на зенковке. Некоторые установки имеют две флейты, а другие — три или четыре флейты. И хотя увеличенное количество канавок способствует лучшему резанию — подумайте, три ножа против двух ножей в вашем фуговальном или строгальном станке, — для нас это не решающий фактор.
Режущая кромка канавки с зенковкой ничем не отличается от режущей кромки стамески.Чем резче, тем лучше. Таким образом, количество фактической режущей поверхности и ее угол важны. Некоторые зенковки скребут по дереву, чтобы образовалась выемка; другие имеют более низкий тон, который сокращает бритье.
После того, как отходы разрезаны, их нужно унести. Пространство между ножами помогает выполнить эту работу. Если отходы застревают в углублениях, они забивают резак и мешают чистому срезанию. Это также нагревает и увеличивает трение. Задняя кромка проема должна быть наклонной или наклонной, чтобы отходы уносились прочь от разреза.(См. Фото слева.)
В ходе наших испытаний мы обнаружили, что фрезы с двумя режущими кромками имеют тенденцию резать быстрее и с меньшими усилиями. У них также были самые большие площадки для вывоза мусора. Однако конструкции с четырьмя резцами будут оставаться острыми дольше, потому что вы распределяете износ по четырем резцам вместо двух. Так что это компромисс.
Более мелкая резьба установочных винтов лучше захватывает.
Еще одна проблема, на которую следует обратить внимание, — это то, как зенковка прикрепляется к сверлу. Большинство зенковок удерживаются установочными винтами.Один установочный винт, когда он затягивается, заставляет зенковку прижиматься к одной стороне сверла, образуя небольшое отверстие со смещением. Или, если установочный винт упадет в канавку сверла, он может сместить положение зенковки при затяжке. С помощью двух установочных винтов вы можете закрепить биту в более отцентрованном положении. Один установочный винт работает, но лучше иметь два на зенковку.
Некоторые биты, используемые с зенковками, имеют плоские участки на хвостовике, где фиксируется установочный винт. Обычно в них используется один установочный винт.Если вам нужно отрегулировать установку для более коротких винтов, можно перейти за пределы плоских участков на закругленный вал. Это, несомненно, приводит к более слабому удержанию.
Несколько слов о установочных винтах
Каждая универсальная зенковка регулируется в соответствии с длиной винта. Чтобы выполнить регулировку, ослабьте все установочные винты, удерживающие сверло, сдвиньте сверло, чтобы увеличить или уменьшить длину, затем затяните винты, чтобы все было на месте.
Как и следовало ожидать, на зенковку действует большая сила, поскольку она соприкасается с деревом.Если установочные винты не удерживаются, зенковка вращается на валу биты, что приводит к ее повреждению. Также зенковка может ползать и менять глубину резания. Ни тот, ни другой результат не приемлем.
Все эти современные конструкции с зенковкой ориентированы на упор инструментов. Прядильные насадки останавливаются при достижении поверхности.
Когда дело доходит до установочных винтов, его размер не имеет значения. Большие установочные винты не означают большей удерживающей силы. Для надежной затяжки установочные винты должны иметь мелкую резьбу.Более тонкие нити держатся лучше всего при затяжке. И не стесняйтесь вкручивать винты в вал.
Упоры: используйте их, если необходимо
Несколько компаний, продающих универсальные зенковки, включают ограничители глубины. Чаще всего в производственной работе используются остановки. Если вам необходимо просверлить сотни зенковок, установите упор, чтобы уменьшить вероятность ошибки.
Большинство плотников редко устанавливают упоры для зенковки. Но если вы устанавливаете стоп-сигнал, следует помнить о нескольких вещах.
Убедитесь, что упор плотно прилегает к зенковке. Если посадка неаккуратная (как некоторые из них), скорее всего, вы установите упор под углом. При соприкосновении упора с поверхностью может появиться полированное кольцо.
Также убедитесь, что установочные винты, удерживающие ограничитель, имеют мелкую резьбу. Кроме того, вы должны следить за положением установочных винтов при их затяжке. Я нашел одну установку, в которой установочные винты не захватили бы, если бы они были расположены в области зенковки, очищающей стружку.
Если вы работаете с меламином или просто ищете долговечную, острую кромку зенковки, зенковка с твердосплавными крыльями — лучший выбор.
Новые конструкции зенковок
Некоторые из новых конструкций зенковок, кажется, следуют теории «сделайте лучшую мышеловку». И хотя конструкции тщательно спроектированы, каждая из них фокусируется на малоиспользуемом ограничителе глубины с добавлением вращающегося элемента, который останавливается по мере достижения глубины.
Зенковка слева на фото выше рассчитана на макс.Это массивная зенковка с выгравированной шкалой регулировки глубины на валу зенковки, сверло с одной канавкой эффективно просверливает пилотное отверстие, а области между канавками имеют форму, позволяющую легко удалять отходы. Когда вращающийся оранжевый пластиковый конус целует дерево, действие прекращается, чтобы сообщить пользователю, что указанная глубина достигнута. С другой стороны, это сверло дает зенковку 1⁄2 дюйма для винта №8.
Новый дизайн справа на той же фотографии напоминает мне спутник, вращающийся в космосе.И снова черный кружок вращается, когда долото начинает спускаться. Как только глубина будет достигнута, вращение прекращается, но этот инструмент все еще оставляет полированный круг на деревянной поверхности.
Кроме того, эта зенковка предназначена для винтов №6 и №8. Не пытайтесь использовать вилку 3⁄8 ″ в этой настройке.
Зенковка в центре фотографии более точно имитирует традиционный дизайн универсальных зенковок. Он собран из трех частей, включая насадку, зенковку и упор.Упор плотно удерживается одним установочным винтом, а два винта фиксируют биту в шестигранном хвостовике.
Эта зенковка отлично работает. Когда стопорная втулка соприкасается с поверхностью, вращение стопора прекращается без каких-либо следов. Результат будет таким же, даже если вы используете ручную дрель и сверляете под углом.
Рекомендации
Самое важное: не покупайте в хозяйственных магазинах недорогие биты, у которых есть ступенчатая сплошная манжета для отверстия с зазором (см. Фото выше).Они склонны к поломке, и их очень сложно использовать в работе.
В конце концов, мы рекомендуем зенковку с конической пилотной коронкой. Зенковка может иметь два или четыре фрезы — выберите ту, которая соответствует вашим предпочтениям, для увеличения срока службы кромки (четыре фрезы) или быстрой работы (две фрезы).
Мы не большие поклонники глубинных остановок. Мы не используем их, потому что не зарабатываем себе на жизнь зенковкой шурупов. Вместо этого мы сосредоточены на том, чтобы получить крепкие суставы, не работая слишком много. Мы не беспокоимся о идеально аккуратных отверстиях, потому что наши зенковки обычно не видны; а если нет, скорее всего, они подключены. WM
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые нам необходимы в повседневной работе в магазине. Мы можем получать комиссию с продаж по нашим ссылкам; однако мы тщательно отбирали эти продукты на предмет их полезности и качества.
WordReference Англо-немецкий словарь © 2020:
Wörterbuch v1 Englisch-Deutsch © WordReference.com 2012: ‘счетчик · раковина
‘ зенковка ‘ auch in diesen Einträgen gefunden: Deutsch: | ||
зенковка — Викисловарь
Содержание
- 1 Английский
- 1.1 Этимология
- 1.2 существительное
- 1.2.1 Переводы
- 1.3 Глагол
- 1.3.1 Переводы
- 1.4 См. Также
Английский язык [править]
Этимология [править]
От стойки — + раковина .
Существительное [править]
зенковка ( множественное число зенковка )
- цилиндрическая выемка, обычно обрабатываемая вокруг отверстия для установки винта так, чтобы он располагался заподлицо с поверхностью.
Переводы [править]
коническая выемка, обработанная вокруг отверстия
|
|
Глагол [править]
зенковка ( зенковка в единственном числе от третьего лица, простое настоящее зенковка , причастие к настоящему времени зенковка , простое прошедшее зенковка , причастие прошедшего времени зенковка )
- (переходный) Для создания такой конической выемки.
- до зенковка отверстие под винт
- (переходный) Заставить тонуть даже на поверхности или ниже.
- – зенковать винт или болт в деревянных изделиях
Перевод [править]
для создания конической выемки
|
|
См. Также [править]
- цековка
- раковина
- spotface обзоры
bit зенковка — интернет-магазины и обзоры bit зенковка на AliExpress
Отличные новости !!! Вы попали в нужное место для зенковки бит.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта зенковка с верхним битом в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели битовую зенковку на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы до сих пор не знаете, что такое зенковка и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести битовый зенкер по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
.