Ванночка для сварки арматуры от завода изготовителя
Ванночка для сварки арматуры. Назначение
Ванночки для сварки используются для соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более. Соединение выполняется при изготовлении арматурных и закладных изделий ж/бетонных конструкций. Очень часто их применяют при монтаже сборных конструкций и возведении монолита.
Технология ванной сварки
Ванная сварка — сложный технологический процесс соединения двух арматурных изделий одного или разного диаметра с применением (2) ванночки для сварки. Она является неотъемлемой частью соединения, с её помощью два или несколько стержней арматуры соединяются в один элемент. Усилия конструкции передаются частично за счет сварного шва между соединяемыми арматурами, частично за счет ванночки.
Конструкция и размеры
Ванночки для сварки изготавливаются по ГОСТ 14098-91 «Соединения сварные арматуры и закладных изделий железобетонных конструкций».
Вы можете заказать ванночки увеличенной длины и с увеличенными стенками.
Вы можете заказать ванночки по собственным чертежам или эскизам.
Ванночки для сварки арматуры различаются по типу в зависимости от типа соединения арматуры и от способа сварки. Различают вертикальное и горизонтальное соединения арматуры.
Перед заказом необходимо определиться с типом ванночек для сварки по ГОСТ 14098-91.
Ванночки для сварки, тип соединения (способ сварки): С15-Рс
| Диаметр арматуры |
Параметры ванночки | |||
|---|---|---|---|---|
| h | b | L(Аll) | s | |
| 20 | 32 | 23 | 59 | 6 |
| 25 | 38 | 28 | 69 | 6 |
| 28 | 44 | 31 | 75 | 8 |
| 32 | 48 | 35 | 83 | 8 |
| 36 | 54 | 39 | 93 | 8 |
| 40 | 43 | 101 | 8 | |
Ванночки для сварки, тип соединения (способ сварки): С19-Рм
| Диаметр арматуры |
Параметры ванночки | ||
|---|---|---|---|
| H | L(Аlll) | S | |
| 20 | 32 | 52 | 6 |
| 22 | 34 | 56 | 6 |
| 25 | 38 | 62 | 6 |
| 28 | 44 | 68 | 8 |
| 32 | 48 | 76 | 8 |
| 36 | 54 | 86 | 8 |
| 40 | 59 | 94 | 8 |

Ванночки для сварки, тип соединения (способ сварки): С28-Мп
| Диаметр арматуры |
Параметры ванночки | ||
|---|---|---|---|
| H | L(Аlll) | S | |
| 20 | 19 | 59 | 8 |
| 22 | 20 | 63 | 8 |
| 25 | 21,5 | 69 | 8 |
| 28 | 25 | 75 | 10 |
| 32 | 27 | 83 | 10 |
| 36 | 29,5 | 93 | 10 |
| 40 | 31,5 | 101 | 10 |
Покрытие (покраска)
Ванночки для сварки арматуры поставляются без покрытия.
Цены
Цену на ванночки для сварки (мин. заказ от 100 шт.) Вы можете узнать, отправив запрос по форме ниже.
Перед заказом необходимо определиться с типом ванночек для сварки по ГОСТ 14098-91 (см. таблицы 9, 10, 16 выше).
Описание
Завод изготовитель «СТК Конструкция» в Подольске делает ванночки для сварки арматуры не только по размерам указанным в таблице, но так же для различных типов соединений в соответствии с ГОСТ 14098-91.
Типы соединений арматуры ванной сваркой: С14-Мп, С15-Рс, С16-Мо, С14-Мп, С15-Рс, С16-Мо, С17-Мп, С18-Мо, С19-Рм, С17-Мп, С18-Мо, С19-Рм, С24-Мф, С25-Мп, С26-Рс, С27-Мф, С28-Мп, С29-Рс, С30-Мф, С31-Мп, С32-Рс, а так же для типов соединений: Н2-Кр, Н3-Кп.
Современное строительство — это сложный технологический процесс, который нуждается не только в крупном оборудовании, но в небольших устройствах очень конкретного назначения. Этими устройствами являются, например, ванночки для сварки арматуры.
При строительстве каркасно-щитовым методом, который используется при возведении нестандартных и стандартных зданий, производственных цехов, сельскохозяйственных объектов, рабочим приходится сваривать арматуру разной длины, диаметра и типа.
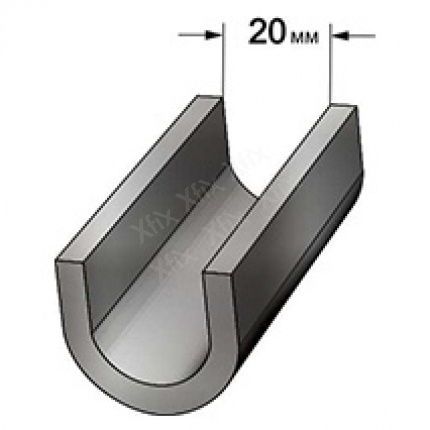
Тут не обойтись без ванночек для арматуры. Они могут иметь другое техническое наименование — их часто называют скобами-накладками. Они используются для стыковки нестандартных арматурных стержней длина которых превосходит прокатную. Изделия представляют собой вогнутую емкость, имеющую в поперечном сечении подковообразную форму. С помощью ванночек для сварки арматуры рабочие и сварщики создают единые силовые каркасы. Эти конструкции хорошо выдерживают проверку на прочность и жесткость по всей длине. Сварные ванны должны изготавливаться в заводских условиях на современном оборудовании, чтобы обеспечивать качество техпроцесса по ГОСТу или ТУ.
Строительство не терпит простоев и срывов сроков, поэтому сварных ванн должно быть много.
Сроки реализации
стандартных и нестандартных заказов
Завод изготовитель «СТК Конструкция», который производит качественные металлоконструкции, принимает заказы любых размеров от строительных организаций на изготовление ванночек для сварки арматуры. Возможен заказ как типовых конструкций по ГОСТ 14098-91, так и помощь в разработке и исполнении индивидуального заказа по специальным чертежам.
Если вам необходимо узнать время изготовления нестандартной формы, чтобы рассчитать время на соблюдение техпроцесса, свяжитесь с нами. Мы расскажем о сроках изготовления, которые вы сможете учесть при планировании. Наш завод предлагает купить ванночки для сварки арматуры в Москве и МО по очень привлекательной цене.
характеристики по ГОСТ, размеры и цены
Для формирования несущего каркаса железобетонных изделий и конструкций используют арматурные прутья. Они востребованы при возведении фундаментов, сооружении лестничных маршей и цементной стяжки, а также для изготовления плит перекрытия, колонн и других архитектурных элементов. Соединение металлических стержней осуществляется несколькими способами, один из них — применение специальных скоб. Такой вариант дает надежную фиксацию стыков и позволяет создать прочный каркас, который выдержит значительные нагрузки.
Они востребованы при возведении фундаментов, сооружении лестничных маршей и цементной стяжки, а также для изготовления плит перекрытия, колонн и других архитектурных элементов. Соединение металлических стержней осуществляется несколькими способами, один из них — применение специальных скоб. Такой вариант дает надежную фиксацию стыков и позволяет создать прочный каркас, который выдержит значительные нагрузки.
Оглавление:
- Технические особенности
- Методы сварки
- Описание конструкции и размеры
- Цена накладок
Назначение и характеристики
С помощью ванночек для сварки арматуры скрепляют стержни, наращивая их длину. Технологические процессы и параметры скоб-накладок регламентируются положениями ГОСТ 14098-2014, который предусматривает несколько типов швов.
Ванночки изготавливают методом литья или штамповки, используя в качестве сырья медь или сталь. Изделия первого типа отличаются длительным сроком службы и рассчитаны на 80—150 стыков.
Сварка стыков ванным способом сохраняет высокий уровень качества шва и уменьшает расход наплавочных материалов. Среди других преимуществ:
- уменьшение сроков монтажа крупных конструкций;
- проверка гамма-лучами;
- возможность фиксации металлических прутьев разного диаметра;
- рациональное использование отрезков;
- надежность и прочность, благодаря чему этот метод востребован в различных отраслях промышленности.
Применяя ванночки для сварки, с помощью обычного оборудования можно получить компактные и аккуратные стыки. Разнообразие швов позволяет подобрать подходящий вариант для любых скреплений металлических прутьев в единый каркас. Замена накладок ванночками снижает трудоемкость работ, экономит от 10 до 60 кг стальных стержней и уменьшает стоимость конструкций, а также сокращается количество электродов, необходимых для выполнения швов.
Разнообразие швов позволяет подобрать подходящий вариант для любых скреплений металлических прутьев в единый каркас. Замена накладок ванночками снижает трудоемкость работ, экономит от 10 до 60 кг стальных стержней и уменьшает стоимость конструкций, а также сокращается количество электродов, необходимых для выполнения швов.
Технология сварных соединений
Различают три методики сваривания: ручная одно- или трехфазной дугой, полуавтоматическая и ванно-шлаковая автоматическая. В первом случае используют стальные скобы, а для остальных потребуется купить керамические и медные.
Процесс фиксации арматуры ручным методом осуществляется в несколько этапов. Сначала подготавливают торцы стержней, зачищая их металлической щеткой от грязи, окалины и ржавчины на длину более 30 мм. Затем прутья устанавливают, выравнивая по оси и обеспечивая между ними зазор, который по размеру не должен превышать полтора диаметра электрода. Ванночку приваривают в месте стыка и создают в ней с помощью дуги расплавленную массу наплавочного материала. Под воздействием высоких температур концы прутьев размягчаются и прочно скрепляются со скобой-накладкой.
Под воздействием высоких температур концы прутьев размягчаются и прочно скрепляются со скобой-накладкой.
После соединения ванночки и металлических стержней выполняют продольные швы и заплавляют зазор. Для выпуска шлака в стенках форм прожигают электродом отверстия, которые потом заваривают. Сварку проводят, регулируя силу тока в зависимости от погодных условий и типа шва. Для скрепления арматуры в горизонтальном положении устанавливают максимальное значение, которое может дать источник питания. При выполнении вертикальных швов ток следует ограничить, а при работе в условиях низких температур его увеличивают на 10—12 %.
Одним из обязательных условий получения качественных соединений является точное совмещение стержней по оси. Величина смещения стальных прутьев должна составлять не более 0,05 от их диаметра. Чтобы обеспечить такую точность, каркасы и части сборных конструкций изготавливают в специальных кондукторах, которые позволяют надежно зафиксировать положения и габаритные размеры.
Перед тем как сварить такие элементы в более крупный объект, их проверяют на соотношение выпусков арматуры.
 Перед тем как сварить такие элементы в более крупный объект, их проверяют на соотношение выпусков арматуры.
Перед тем как сварить такие элементы в более крупный объект, их проверяют на соотношение выпусков арматуры.Особенности конструкции и размеры
Ванночка представляет вогнутую емкость, поперечное сечение которой имеет подковообразную форму. Она производится без защитного покрытия и может использоваться без предварительной подготовки. Полукруглый изгиб упрощает сбор расплавленной массы металла.
Параметры стандартных скоб определяет ГОСТ 14098-2014, однако предприятия предлагают купить и накладки, изготовленные по индивидуальным размерам. Большое значение имеет толщина изделия. Она увеличивается пропорционально изменениям габаритных размеров ванночек и должна быть достаточной, чтобы они выдерживали высокую температуру и не расплавлялись. В противном случае придется очищать элементы каркасов для железобетонных конструкций от наплавленного металла, а затем сваривать заново.
При выборе ванночек ориентируются на следующие значения:
- dн — номинальный диаметр стальных прутьев;
- d1 — внутренний диаметр скобы. Совпадает с наружным диаметром используемых стержней согласно ГОСТ 5781-82;
- H — высоту стенок;
- s — толщину;
- L — длину, которая зависит от способа сваривания, класса арматуры и типа соединения. Ее величина может составлять 3dн или 4dн плюс зазор. Промежуток между концами стержней варьируется в пределах от 6 до 20 мм.
 Совпадает с наружным диаметром используемых стержней согласно ГОСТ 5781-82;
Совпадает с наружным диаметром используемых стержней согласно ГОСТ 5781-82;Стоимость ванночек
Цена скоб зависит от материала изготовления, габаритных размеров и варианта соединений. В таблице приведена стоимость накладок, которые ГОСТ 14098-2014 рекомендует для шва С19‑Рм.
| Диаметр арматуры, мм | Параметры, мм | Цена, рубли | |||
| L | s | h | Масса 1 шт, кг | ||
| 28 | 100 | 8 | 42 | 0,62 | 95-104 |
| 32 | 105 | 8 | 47 | 0,74 | 106-113 |
| 36 | 120 | 8 | 51 | 0,92 | 119-126 |
| 40 | 135 | 8 | 55 | 1,12 | 135-138 |
Ванночки для сварки в Санкт-Петербурге
Фактический сортамент компании «БЛОК Металл» включает специальные стальные скобы-накладки (ванночки) для сварки арматуры.
Производство ванночек для сварки арматуры
Мы производим множество разновидностей скоб-накладок из высококачественных марок стали в соответствии с ГОСТом 14098 91.
Очевидные достоинства изделий:
- Надежность;
- Практическая универсальность;
- Невысокая стоимость.
Клиенты могут выбрать ванночки для сварки арматуры представленных в каталоге типоразмеров или заказать нестандартные изделия с требующимися параметрами.
Назначение ванночек для сварки арматуры
Ванночки используются для изготовления конструкций увеличенной длины из стандартных арматурных стрежней. Они находят активное применение при возведении монолитных железобетонных сооружений.
Купить ванночки для сварки арматуры просто
Компания «БЛОК Металл» предлагает купить ванночки для сварки арматуры на максимально выгодных условиях.
Сотрудничество с нами гарантирует:
- Получение любых партий товара по обоснованной цене;
- Помощь при выборе и приобретении изделий;
- Доставку заказов по СПб и области.
У нас Вы обязательно найдете качественные ванночки для сварки арматуры с нужными характеристиками. Подробности сотрудничества уточняйте по телефону!
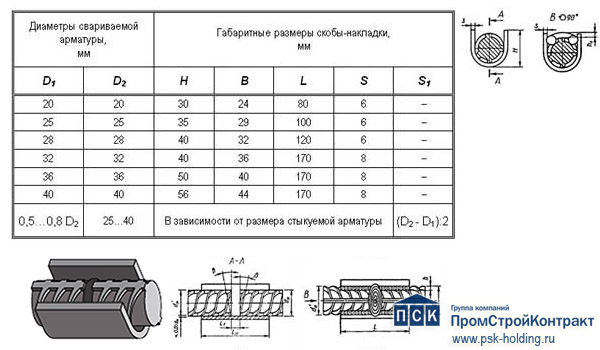
Диаметр арматуры Параметры ванночки, мм
h b l s
20 30 24 80 6
25 35 29 100 6
28 40 32 120 6
32 40 36 170 8
36 50 40 170 8
40 56 44 170 8
Ванная сварка арматуры
Арматура, как элемент каркасной конструкции, используется во многих строительных элементах, узлах и блоках. Ее основное назначение – придать строительной конструкции жесткость и повышенную прочность на растяжение. Для сборки армирующего каркаса из арматуры стальные стержни или связываются между собой, или свариваются. Второй вариант чаще всего используется при больших объемах строительства. И делится он на две разные технологии: ванная сварка арматуры и сварка с накладками.
Ее основное назначение – придать строительной конструкции жесткость и повышенную прочность на растяжение. Для сборки армирующего каркаса из арматуры стальные стержни или связываются между собой, или свариваются. Второй вариант чаще всего используется при больших объемах строительства. И делится он на две разные технологии: ванная сварка арматуры и сварка с накладками.
Сварка арматуры ванным способом по сравнению со свариванием при помощи накладок экономичнее. В зависимости от сечения используемых стальных прутков экономия составляет 10-60 кг арматуры и 0,5-2,5 кг электродов. К тому же при ванной сварке нет необходимости поворачивать свариваемую конструкцию для удобства проведения соединительного процесса.
Технология ванной сварки
В основе технологии лежит процесс оплавления стальной арматуры, жидкий металл которой стекается и собирается в специальной форме, ее называют ванночкой. Изготавливают форму из стального низкоуглеродистого листа и приваривают к свариваемым электродам прихваткой. Ванночку можно сделать своими руками, а можно использовать уже готовые формы, которые изготавливаются в заводских условиях методом штамповки.
Ванночку можно сделать своими руками, а можно использовать уже готовые формы, которые изготавливаются в заводских условиях методом штамповки.
В зависимости от того, каков объем производимых сварочных работ, можно использовать три вида сварки ванным способом.
- Ручная сварка с использование стальной формы (ванночки). Сварочный процесс может производиться однофазной или трехфазной дугой.
- Применением полуавтоматов с использованием форм, сделанных из графита.
- Применение сварочных автоматов с использованием форм, сделанных из меди.
Ручная сварка
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм. Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры. То есть, сварка ванным способом – это соединение двух арматур встык.
Какие еще требования предъявляются сварочному процессу.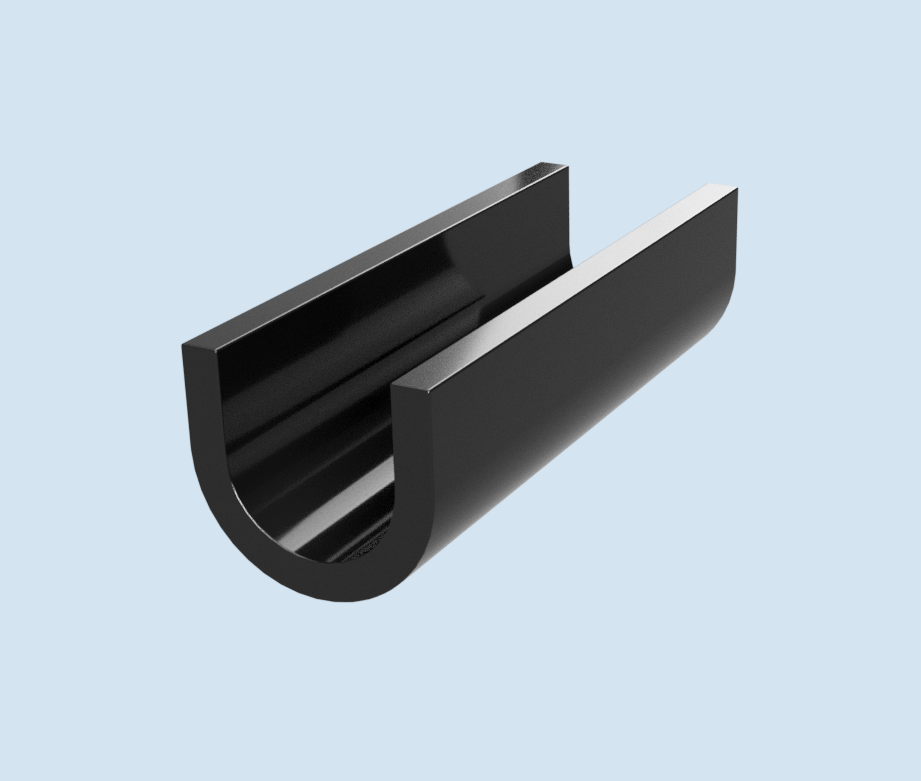
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.
Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям. Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней. Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер. Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена. Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки. Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями. Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Ванночки для сварки
Несколько слов о ванночках для арматуры. Как уже было сказано выше, в настоящее время используются три основных их вида, отличающихся друг от друга сырьевым материалом. Но есть у них и другие отличия. К примеру, стальная форма – это неразъемная деталь, которая остается в арматурной конструкции и затем вместе со стержнями заливается бетоном.
Медные и графитовые ванночки – это разъемные изделия, которые после окончания сварочного процесса снимаются с места соединения двух арматурных прутков. После чего их можно использовать повторно. Оборачиваемость медных форм практически в два раза больше, чем графитовых. Необходимо отметить, что сам графит – материал гигроскопичный, то есть он легко впитывает в себя влагу, даже находящуюся в воздухе. Поэтому перед применением графитовую форму необходимо прокалить, тем самым удалив избыточную влажность.
Дополнительная информация
Варить арматуру ванным способом можно не только одним электродом. Существует технология многоэлектродной сварки. Для этого используется специальный инструмент – гребенка, в который и устанавливается несколько электродов. Розжиг дуги сразу нескольких расходников о стержни арматуры затруднителен, поэтому поджигают их о днище ванночки. Все остальное происходит точно так же, как и в технологии с одним электродом.
Как только форма будет заполнена расплавленным металлом, нужно гребенку установить так, чтобы электроды были направлены перпендикулярно плоскости заполненной ванночки и располагались посередине между свариваемыми арматурными стержнями. После чего их нужно погружать в расплавленный металл на 2-3 секунды и вытаскивать обратно. Такое движение нужно проводить 8-10 раз. Оно позволит равномерно прогреть металл до его остывания.
После чего их нужно погружать в расплавленный металл на 2-3 секунды и вытаскивать обратно. Такое движение нужно проводить 8-10 раз. Оно позволит равномерно прогреть металл до его остывания.
Ванная сварка может быть проведена и без ванночек, для чего используются подкладки из той же арматуры. Применяется этот вариант редко, только в тех случаях, когда невозможно провести сварной процесс в специальных формах.
Обязательно ознакомьтесь с видео, размещенным на этой странице сайта, где показан процесс сварки арматуры ванным способом.
Поделись с друзьями
3
0
0
0
Сварка арматуры, ванночки для сварки
Арматура применяется практически во всех строительных проектах. Чаще всего она является составной частью каркасных конструкций. Главное предназначение арматуры – это обеспечение каркасному основанию высоких прочностных характеристик, жесткости. При использовании арматуры для сооружения каркаса ее стальные прутья могут связываться (скручиваться), свариваться. Сварка арматуры выполняется обычно при достаточно объемном строительстве.
При использовании арматуры для сооружения каркаса ее стальные прутья могут связываться (скручиваться), свариваться. Сварка арматуры выполняется обычно при достаточно объемном строительстве.
Особенности технологии ванных сварных соединений
Соединение прутов арматуры может выполняться двумя способами:
- сваривание стальных прутов с применением дополнительно накладок металлических;
- стыковая сварка.
Сваривание арматурных прутов стыковой сваркой может осуществляться:
- ручной ванной сваркой;
- ванной сварки арматуры в специализированных инвентарных формах;
- ванно-шовным свариванием;
- порошковой проволокой при помощи флюсового сердечника;
- полуавтоматом проволокой под флюсом;
- порошковой проволокой в несколько слоев.
При выполнении соединения арматуры с накладками можно варить электродуговой сваркой вручную.
Для арматурных прутов большого диаметра сегодня применяется ванная методика сварочного соединения. Обычно подобный метод применяется:
Обычно подобный метод применяется:
- для прутьев из стали диаметром 2-10 см;
- стыков многорядной арматуры строительных железобетонных колонн;
- фланцев, согнутых из полосок большого сечения;
- прочих элементов.
Ванная сварка арматуры нашла широкое применение в строительстве конструкций из железобетона, каркасов из арматуры, зданий, многих других строительных сооружений. Данная методика соединения позволяет формировать цельные металлические каркасы без потери прочности. Стыковку арматурных прутьев при использовании ванной сварной технологии можно делать по вертикали, горизонтали.
Ключевым требованием для формирования высококачественной стыковки арматурных стержней является их точное совмещение между собой. Величина смещения стержневых осей при ванном сваривании должна быть менее 0,05. Чтобы обеспечить подобную точность, соединяемые участки сборных строительных блоков, их каркасы изготавливают в специализированных кондукторах, в которых осуществляется фиксация расположения арматуры с учетом размеров. При приеме подобных строительных изделий на стройплощадке осуществляется проверка положения выпусков арматуры, размеры.
При приеме подобных строительных изделий на стройплощадке осуществляется проверка положения выпусков арматуры, размеры.
Основные преимущества методики ванного сваривания арматуры
- качество сваренного соединения можно проверить гамма-лучами;
- нет необходимости в проведении кантовки строительной конструкции;
- возможность применения стандартного сварочного оборудования, которое предназначено для выполнения дуговой сварки.
У нас разработаны три технологии сварочных соединений ванным методом:
- сварка-автомат ванно-шлаковая в форме, выполненной из меди;
- сварка-полуавтомат в форме из керамики;
- ручное сваривание ванным способом одно, трехфазной дугой в форме, изготовленной из стали.
Сваривание арматуры ванным способом без использования накладок считается более экономным, так как не требуется дополнительный металл на изготовление накладок, а также снижаются трудозатраты. Еще один плюс в том, что стыки получаются максимально компактными, так как, к примеру, в железобетонных конструкциях не всегда есть место для размещения дополнительных накладок. На единственном стыке можно сэкономить до шестидесяти килограмм металла и двух килограммов электродов, если сравнивать с технологией сваривания, в которой дополнительно используются стальные накладки.
Еще один плюс в том, что стыки получаются максимально компактными, так как, к примеру, в железобетонных конструкциях не всегда есть место для размещения дополнительных накладок. На единственном стыке можно сэкономить до шестидесяти килограмм металла и двух килограммов электродов, если сравнивать с технологией сваривания, в которой дополнительно используются стальные накладки.
Используемые специальные процедуры для обеспечения точности изготовления выпусков арматурных стержней полностью окупаются экономией металла, трудозатратами.
Ванночки для сварки
Ванночки для сварки арматуры существуют трех типов, которые отличаются между собой сырьевым материалом:
- стальная ванночка – неразъемное изделие, которое остается в конструкции, сваренной из арматуры, и вместе с ней заливается бетонным составом;
- ванночки из графита, меди – разъемные изделия, которые после завершения сварочных работ удаляются. Они многоразового использования. При этом оборачиваемость форм, выполненных из меди, больше в два раза в отличие от графитовых.

Стоит отметить, что графит является гигроскопичным материалом, хорошо впитывающий влагу даже просто из воздушной среды. Поэтому ванночки для сварки графитные предварительно подвергаются прокалке, чтобы извлечь из них избыток влаги.
Основные методы арматурной сварки
Сваривание арматуры производится по нескольким вариантам:
- контактная сварка стыковая;
- соединения сварные по ванной методике;
- сваривают образцы продольными швами;
- электродуговой метод;
- контактные точечные сварочные соединения.
Какой из перечисленных вариантов использовать в конкретном случае, зависит от материала и предполагаемой на него нагрузки. Часто используются сразу несколько способов сваривания арматурных стержней. При выборе способа варения также опираются на надежность, простоту применения конкретной технологии.
Стыковая сварка
Сварка арматуры встык предназначена для соединения металлических прутьев, которые имеют одинаковое сечение. Данный вид соединения производится намного быстрее, если сравнивать с расплавлением соединяемых участков. Это позволяет существенно увеличить производительность, соединяемые стыки не подвергаются существенному короблению.
Данный вид соединения производится намного быстрее, если сравнивать с расплавлением соединяемых участков. Это позволяет существенно увеличить производительность, соединяемые стыки не подвергаются существенному короблению.
Эти преимущества предоставляют возможность применять контактное сваривание встык в производственных масштабах, так как технология поддается автоматизации, что позволяет ее применять в конвейерном производстве.
Единственный, но достаточно серьезный недостаток стыковой сварки арматуры – это большой расход используемых материалов, электродов.
Сварка продольными швами
Данная техника сварного соединения лучше всего подходит под объемные железобетонные свариваемые конструкции. Он считается более надежным, но и довольно затратным, поэтому применяется очень редко.
Точечная сварка
Методика используется для соединения арматурных прутьев, сечение которых составляет не более 5 см.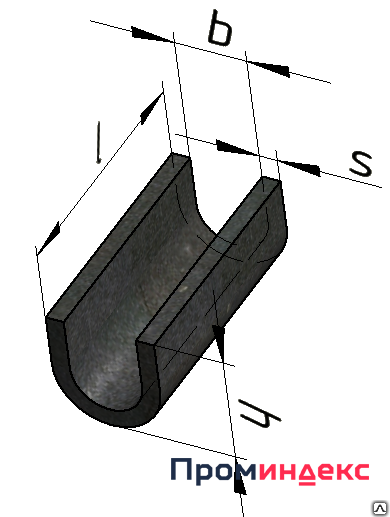 Чаще всего данный вид сварки применяется для изделий небольших размеров и массы.
Чаще всего данный вид сварки применяется для изделий небольших размеров и массы.
Основное преимущество точечной сварки – низкий расход металла в отличие от контактной, но, здесь же, она уступает по надежности соединения.
Сваривание электродуговым способом
Наиболее надежный способ соединения арматуры, изготовленной из любой марки стали, но возможен для применения только на определенных участках, так получаемые стыки не способны выдерживать повышенную нагрузку.
Ванная технология сваривания
Предоставляет возможность соединять при помощи сварки арматурные прутья большого диаметра – 2-10 см. Данная технология нашла широкое применение в производственном, гражданском строительстве, когда необходимо выполнить большое количество сварочных стыковых соединений. Это наиболее надежная технология для создания жесткого цельного каркаса строительной конструкции.
Главное преимущество этого метода в том, что сварочные работы можно осуществлять как в вертикальной, так и в горизонтальной плоскости.
Специфика сварного соединения арматуры фундамента
Фундаментное основание – это основа любого строительного сооружения, от которой зависит надежность его дальнейшей эксплуатации. Поэтому соединение арматуры для фундамента должно обеспечивать потребную прочность. Поэтому при выполнении любых строительных работ на это обращается достаточно серьезное внимание.
Сварка арматуры для фундамента часто применяется для армирования конструкций, все необходимые параметры для этого досконально проработаны. Но, некоторые недостатки заставляют все-таки задумываться и о применении прочих способов соединения армирующих деталей. Подбор технологии упрочнения фундамента – это достаточно серьезный вопрос, который стоит перед застройщиками частного домостроения.
Использование сварки арматуры при возведении фундамента позволяет достаточно быстро выполнить данный вид работ, что представляет важность при значительных объемах строительства. А правильный выбор марки арматуры предоставляет возможность существенно уменьшить отрицательные последствия, обеспечить максимальное качество конструкции. Наиболее востребовано сваривание армирующих деталей на плотных почвах.
А правильный выбор марки арматуры предоставляет возможность существенно уменьшить отрицательные последствия, обеспечить максимальное качество конструкции. Наиболее востребовано сваривание армирующих деталей на плотных почвах.
Из-за высокой ответственности сварного соединения арматурных элементов под фундамент, данные работы проводятся исключительно профессиональными сварщиками, которые имеют достаточный опыт. При выполнении сварочных работ необходимо обеспечить плотное прилегание прутьев арматуры. Как правило, их поверхность является рифленой, поэтому предварительно ее нужно отшлифовать.
Также необходимо контролировать силу тока, время термического воздействия, его площадь. Значительный перегрев может способствовать изменению структуры металла. После выполнения соединений швы обязательно проверяются на прочность.
Ванночки для сварки арматуры — цены за штуку, стабильное качество, доставки
Компания ООО «Металлоторг» реализует в широком ассортименте ванночки для сварки арматуры для физических и юридических лиц. Возможен наличный и безналичный расчет.
Возможен наличный и безналичный расчет.
Преимущества метода ванной сварки
Ванная сварка арматуры – один из наиболее надежных и экономичных способов сварки (по сравнению, например, со сваркой с накладками). Выгода складывается как из экономии материалов (арматуры и электродов), так и более удобной технологии сварки за счет простого и быстрого процесса соединения стыков.
К другим преимуществам ванной сварки можно отнести:
- высокое качество сварного шва;
- надежная разработанная методика, неоднократно проверенная и испытанная на практике, с большим количеством доступной литературы и пособий;
- широкие возможности использования за счет того, что практически к любому размеру прутка можно подобрать соответствующую ванночку.
Суть технологии заключается в оплавлении арматуры, свариваемые стыки которой заключаются в специальную форму из низкоуглеродистой стали – ванночку. Она приваривается прихваткой к свариваемым электродам. В процессе сварки в ванночку стекает жидкий металл.
В процессе сварки в ванночку стекает жидкий металл.
Ванночку можно изготовить самостоятельно, но при необходимости неоднократной сварки быстрее, проще и выгоднее использовать заводские ванночки, изготовленные методом штамповки. Штампованные ванночки, в отличие от самодельных, могут применяться для сварки арматуры, расположенной как в горизонтальной плоскости, так и с вертикальными стыками.
Ванночка для ванной сварки арматуры используется преимущественно при ручной дуговой сварке (одно- или трехфазной дугой). Данный метод хорошо зарекомендовал себя при сварке стальной арматуры диаметром 20-100 мм. Технические требования к параметрам ванночек для сварки определены ГОСТ 14098-2014 «Соединения сварные арматуры и закладных изделий ж/б конструкций».
Почему мы?
- Изготовление партий любого объема в самые сжатые сроки благодаря собственной металлобазе и современному штамповочному оборудованию.
- Высокое качество штамповки, минимальные отклонения по размерам в одной партии, допустимые в соответствии с установленными нормами.
- Возможность изготовления ванночек для сварки арматуры по ГОСТ или по индивидуальным параметрам заказчика.
- Гибкие цены.

Купить ванночки для сварки арматуры можно как на условиях самовывоза, так и с доставкой по Москве и Московской области.
Оформить заказ можно по телефону +7 (495) 7777 923 или направив запрос электронной почте [email protected]. На сайте также реализована функция обратного звонка – закажите звонок, и специалист компании сам свяжется с вами в удобное для вас время.
Ванночки для сварки арматуры | Скобы-накладки
ООО «Кубань-Снаб» производит ванночки для арматуры под торговым знаком ARCON-A в соответствии с ГОСТ 14098-2014 (бывший ГОСТ 14098-91). Мы скобы-накладки для различных типов сварных соединений С14-Мп, С15-Рс, С17-Мп, С19-Рм. Все изделия сертифицированы и прошли соответствующие испытания по ГОСТ 10922-2012 . Большой складской запас, все размеры есть в наличии. Готовы изготовить продукцию как строго по ГОСТ, так и по чертежам заказчика. Производство находится в г.Краснодар.
Большой складской запас, все размеры есть в наличии. Готовы изготовить продукцию как строго по ГОСТ, так и по чертежам заказчика. Производство находится в г.Краснодар.
Ванночки (сварные скобы-накладки) применяются для создания горизонтальных и вертикальных стыков стержней арматуры, в случаях, когда высота или длина конструкции превышает длину проката. Их применяют при строительстве зданий и сооружений различного назначения
Мы просчитаем вашу заявку в течении одного часа. Вы можете сделать заказ по телефону: +7 (988) 081-24-24 или по электронной почте Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Размеры и толщина ванночек для соединений С19-Рм и С15-Рс (ГОСТ 14098-2014)
d1 — внутренний диаметр скобы-накладки равен наружному диаметру периодического профиля по ГОСТ 5781-82 (примерно 1,1 dн) плюс 1-2 мм;
dн — номинальный диаметр стержня; s — толщина стальной скобы-накладки;
Н — высота стальной скобы-накладки;
L — длина стальной скобы-накладки, в зависимости от способа сварки и класса арматурного проката может равняться 3dн плюс зазор или 4dн плюс зазор. Зазор между свариваемыми прутками может колебаться от 6 до 20 мм.
Зазор между свариваемыми прутками может колебаться от 6 до 20 мм.
Цены и наличии ванночек для арматуры
Цены в прайс-листе указаны для розничных и мелкооптовых партий включают НДС 20%. При оптовых заказах (от 1000 шт.) цена обсуждается индивидуально. Каждая партия сопровождается паспортом и сертификатом на металл, из которого она изготовлена.
Фотографии наших изделий1. Область применения ванночек для арматуры
2. Технология ванной сварки
3. Типы сварных соединений
4. Параметры
Область применения
Область применения – стыковка различных арматурных стержней, длина которых превышает длину проката. Они могут изготавливаться по типовым размерам с учетом ГОСТ 14098-2014 «Соединения сварные арматуры и закладных деталей железобетонных конструкций», либо индивидуально по разработанным рабочим чертежам.
Стыковка стержней данным методом с использованием скоб-накладок производится при токах больших величин, вплоть до 400-450 ампер одно- или трехфазной дугой. В процессе работ используются электроды УОНИ-13/55 толщиной пять-шесть миллиметров. При работах с трёхфазной электродуговой сваркой зазор между стержнями должен быть на два сантиметра больше диаметра электродов
Сварные работы происходят в несколько этапов. Первый этап — подготовка:
- Концы соединяемых стержней зачищаются металлической щёткой от ржавчины, окалины и других загрязнений
на длину не менее 30 мм от торцов. - Стержни фиксируются соосно друг другу, отсутствие смещения осей соединяемых прутов является одним из
главных условий сохранения прочностных характеристик каркаса при ванной сварке, допустимое отклонение
не более 0,05 диаметра прута. - Зазор между торцами стыкуемых стержней не должен превышать полтора диаметра прута.
- Ванночку «прихватывают» сваркой снизу к стержням, чтобы закрепить её положение для дальнейших работ.
Далее можно приступать непосредственно к основным работам.
- При прикосновении электрода к торцу стержня происходит возбуждение электрической дуги,
прикосновение должно быть лёгким, так как сварочный процесс идёт при больших токах.
Металл стержня начинает плавиться. - Далее необходимо медленными круговыми движениями рабочего электрода по всей длине торца
плавить металл стержня, заполняя ванночку. - После этого рабочий электрод перемещается в область торца второго стержня и процесс повторяется
до тех пор пока ванночка не окажется равномерно заполнена металлом.
Типы сварных соединений
На данный момент при использовании ванно-шовной сварки для стыковки стержней арматурного каркаса железобетонных конструкций применяются в основном два типа соединений: С15-Рс для горизонтальных конструкций, таких, как балки, ригеля, перекрытия, и С19-Рм — для стыков вертикальных конструкций — колонн, стен, фундаментов.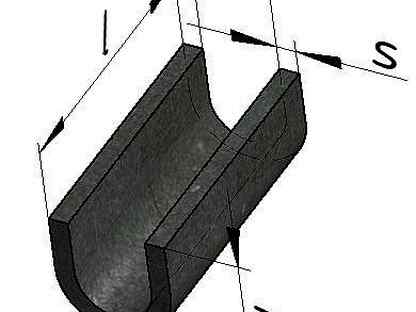 Эти виды стыковки различаются в том числе и размерами применяемый накладок (ванночек)
Эти виды стыковки различаются в том числе и размерами применяемый накладок (ванночек)
|
Тип сварного соединения |
Способ и технологические особенности |
|||
|
Наименование |
Обозначение, номер |
Наименование |
Обозначение |
Положение стержней при сварке |
|
Стыковое |
С15 |
Ванно-шовная на стальной скобе-накладке |
Рс |
Горизонтальное |
|
С17 |
Дуговая механизированная порошковой проволокой на стальной скобе-накладке |
Мп |
Вертикальное |
|
|
С19 |
Дуговая ручная многослойными швами на стальной скобе-накладке |
Рм |
» |
|
|
Обозначение |
Вид арматурного стержня |
|
|
До |
После |
|
| C17-Mп | ||
| С19-Рм | ||
Таблица 3 — Конструкции стыковых соединений арматуры С14-Мп, С15-Рс
| Обозначение | Класс арматуры |
dн | d’н/dн | l1 |
β1 |
lн=l |
b |
H |
h1 |
|
C14-Mп,
|
A240 Aс300 |
20-40 | 0,5-1,0 | 10-20 | 8-10 |
≥3dн+l1 |
(0,35-0,4)dн | ≤1,2dн+s |
≤0,05dн |
| A400 |
≥4dн+l1 |
||||||||
|
Ат500 |
20-32 |
||||||||
| А500С А600С |
20-40 |
Таблица 4 — Конструкции стыковых соединений арматуры С17-Мп, С19-Рм
| Обозначение типа соединения |
Класс арматуры |
dн | d’н/dн | α+10° | l1 |
β1 |
z |
lн=l |
b |
H |
h1 |
|
C17-Mп, |
A240 Aс300 A400 |
20-40 | 0,5-1,0 |
90° |
6-8 | 30-40 | ≤0,15dн |
≥3dн+l1 |
(0,35-0,4)dн | ≤1,2dн+s |
≤0,05dн |
|
Ат500 |
20-32 |
≥4dн+l1 |
|||||||||
| А500С А600С |
20-40 |
Работаем по Краснодарскому краю — Темрюк, Анапа, Сочи, Тамань, Туапсе, Горячий Ключ, Новороссийск, Крымск, Ейск, Абинск, Геленджик и др.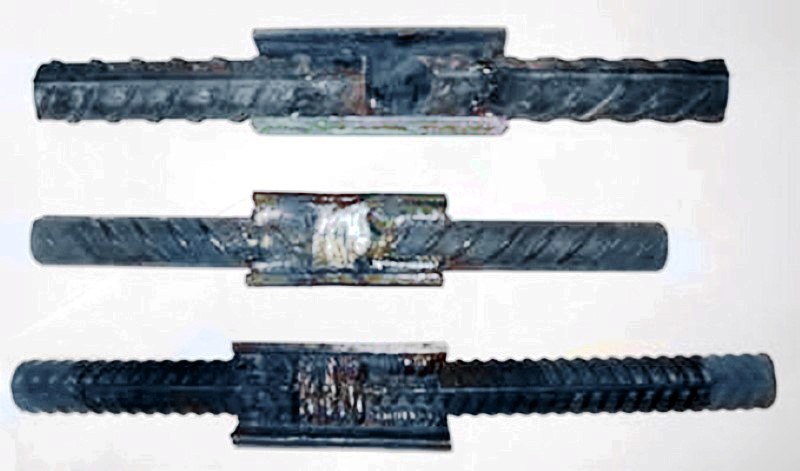 , в регионы Северного Кавказа (Карачаево-Черкесия — Черкесск, Чечня — Грозный, Дагестан — Махачкала, Кабардино-Балкария — Нальчик, Ингушетия — Магас, Северная Осетия — Владикавказ, Ставропольский край — Ставрополь, Пятигорск), Ставропольский край, Ростов-на-Дону и Ростовская область, а также в Крым — Севастополь и Симферополь.
, в регионы Северного Кавказа (Карачаево-Черкесия — Черкесск, Чечня — Грозный, Дагестан — Махачкала, Кабардино-Балкария — Нальчик, Ингушетия — Магас, Северная Осетия — Владикавказ, Ставропольский край — Ставрополь, Пятигорск), Ставропольский край, Ростов-на-Дону и Ростовская область, а также в Крым — Севастополь и Симферополь.
Доставка по России
Гибкий шланг или трубки и фитинги
Автор: Дэвид Марлоу
Бесшовные стальные трубы широко используются в гидравлике. Здесь мы видим пример фитингов PYPLOK, представляющих собой способ соединения трубы / трубы без сварки и без резьбы. Изображение любезно предоставлено компанией Tube-Mac Piping Technologies Благодаря многочисленным преимуществам, которыми обладают бесшовные стальные трубы по сравнению с другими трубами, — помимо дополнительной стоимости, бесшовные стальные трубы широко используются в гидравлических системах. Бесшовные стальные трубы легче гнуть, чем стальные, поэтому они не требуют большого количества фитингов и могут использоваться повторно.Приложения с большими объемами, вероятно, являются одной из немногих областей, в которых использование трубок ограничено.
Бесшовные стальные трубы легче гнуть, чем стальные, поэтому они не требуют большого количества фитингов и могут использоваться повторно.Приложения с большими объемами, вероятно, являются одной из немногих областей, в которых использование трубок ограничено.
Размер трубки измеряется по внешнему диаметру трубки. Доступны все размеры с различной толщиной стенок. Применение и использование трубки (материал, диаметр и максимальное давление) определяют толщину стенки используемой трубки. Размеры фракций от 1⁄8 до 2 дюймов.
Принимая во внимание область применения, внутреннее давление, вес, условия окружающей среды и собираетесь ли вы использовать раструбные или безальцевые трубки, вы должны знать, что поможет вам при выборе материала.Для обеспечения хорошего уплотнения необходимо выбирать трубки хорошего качества.
Трубки изготавливаются из различных материалов, в том числе:
- Чаще всего используется бесшовная углеродистая сталь. Он имеет предел прочности на разрыв до 47 000 фунтов на квадратный дюйм.
- Нержавеющая сталь используется, когда внешние условия требуют использования некоррозионных материалов. Он также имеет предел прочности на разрыв до 47 000 фунтов на квадратный дюйм.
- Пластик может использоваться при низком давлении.
- При выборе материала для вашего конкретного применения не зацикливайтесь только на цене.Информация производителя является наиболее надежной и должна использоваться при выборе материала на основе допустимого напряжения и рабочего давления.

Фитинги
В трубках не используются резьбовые фитинги. Крепление фитинга выполняется с помощью компонента или другой трубки. Крепление производится следующим образом:
- Раструбные фитинги используются в основном при низком и среднем давлении. Стандарт
- SAE J533B охватывает спецификации как для одинарных, так и для двойных (развальцовка под 37 ° и 45 °) труб.Трубки с двойными раструбами используются с тонкостенными трубками. Угол
- SAE 37 ° — стандартный угол, используемый для трубопроводов гидравлической системы.
- Угол SAE 45 ° используется с мягкими медными трубками для таких применений, как охлаждение, топливопроводы и т. Д.
- Перед развальцовкой трубы необходимо проверить максимальную толщину стенки, рекомендованную стандартом SAE. Фитинги без раструба
- , также известные как компрессионные фитинги, используются в основном в системах среднего и высокого давления.
- По мере увеличения давления в системе вам потребуется более толстая толщина стенки. Более высокие давления также влияют на возможность использования фитингов с раструбом.
- Допустимое давление можно рассчитать по следующей формуле:
- Давление (P) = 2 x S x T / D,
- Допустимое давление можно рассчитать по следующей формуле:

Где
P — внутреннее давление трубы в фунтах на кв. Дюйм
T — толщина стенки
D — наружный диаметр трубка
S — нагрузка на материал трубки в фунтах на квадратный дюйм
Трубные фитинги без раструба доступны в
двух распространенных стилях.
- Тип наконечника или втулки: Манжета используется для уплотнения конического гнезда фитинга и трубки. При затяжке гайки на уплотняемых поверхностях ощущается давление уплотнения, вызывающее деформацию трубки
- Тип уплотнительного кольца: Уплотнение достигается установкой внутреннего уплотнительного кольца. Тип уплотнительного кольца использует разрезную муфту для зажима трубки.
Важно помнить, что нельзя смешивать продукты разных производителей и всегда обращайтесь к спецификациям производителей (рекомендациям по крутящему моменту) перед установкой. - Сварочные фитинги используются в основном при высоких давлениях, вибрации и в стационарных установках.
Для соединения фитинга с трубкой используются стыковые и раструбные сварные швы, поэтому при использовании сварочного фитинга необходимо учитывать толщину стенки материала и навыки сварки.
 При затяжке гайки на уплотняемых поверхностях ощущается давление уплотнения, вызывающее деформацию трубки
При затяжке гайки на уплотняемых поверхностях ощущается давление уплотнения, вызывающее деформацию трубкиГибкий шланг
Внутренняя трубка изготовлена из маслостойкого синтетического каучука или термопласта. Количество и тип армирования определяется номинальным давлением шланга.По мере того как потребность в армировании возрастает от оплетки из одного волокна / проволоки до нескольких оплеток из волокна / проволоки, шланг теряет свою гибкость. Внешний защитный кожух изготовлен из маслостойкого и атмосферостойкого материала. В первую очередь внешний защитный кожух изготавливается из синтетического каучука или термопласта. Общество автомобильных инженеров (SAE) установило стандарты для технических характеристик гидравлических шлангов. Большинство производителей гидравлических шлангов соответствуют требованиям SAEJ513 или превосходят их.
Внешний защитный кожух изготовлен из маслостойкого и атмосферостойкого материала. В первую очередь внешний защитный кожух изготавливается из синтетического каучука или термопласта. Общество автомобильных инженеров (SAE) установило стандарты для технических характеристик гидравлических шлангов. Большинство производителей гидравлических шлангов соответствуют требованиям SAEJ513 или превосходят их.
Заключительное примечание: поскольку шланг соответствует стандартам, чрезвычайно важно тщательно согласовать концевые фитинги с выбранным шлангом
Пайка медных трубных фитингов с помощью DIYdiva
Третья остановка в нашей поездке по ремонту привела нас в Мичиган, где мы встретили замечательный комплект от DIYdiva.Поскольку большую часть времени она занимается соло-самоделкой, Кит подготовила для нас несколько разных проектов, с которыми было бы сложно, если не невозможно, справиться самостоятельно. В конце концов, однако, это был проект, для которого требовалось ноу-хау, а не рабочая сила, и мы смогли помочь ему больше всего.
После извлечения джакузи из ванны необходимо было закрыть две медные линии подачи 1/2 дюйма.
Фото: Meryl Rose Philips
Фото: Meryl Rose Philips
Фото: Meryl Rose Philips
Из существующих запорных клапанов каждые несколько секунд вытекала капля воды.Иногда это происходит в процессе пайки, если шайба деформируется. В других случаях стиральная машина просто портится с возрастом. Это не было чрезвычайной ситуацией, но и нехорошо.
Фото: Мэрил Роуз Филипс
Задача действительно предоставила Kit прекрасную возможность купить новые инструменты. В местном хозяйственном магазине мы помогли выбрать лучшую фурнитуру и инструменты, которые нужно было иметь под рукой во время пайки, что снизило вероятность повторного посещения магазина в срочном порядке.
Всегда полезно иметь под рукой горелку с флюсом, припоем и инструментами для подготовки (очиститель проволочных труб / фитингов, расширитель, кислотная щетка), а также различные фитинги. Пожалуй, самая важная фурнитура, которую нужно носить всегда, — это кепки, и именно для таких случаев.
Пожалуй, самая важная фурнитура, которую нужно носить всегда, — это кепки, и именно для таких случаев.
Когда дело доходит до фонарей, я предпочитаю такие, которые зажигаются и теряют мощность нажатием кнопки; они самые безопасные и простые в работе. (Я также неравнодушен к использованию газа MAAP вместо пропана — он дороже, но горит сильнее, поэтому работает быстрее.)
Первый шаг при пропотевании труб — это очистить рабочую зону от воды. Для этого мы отключили водопровод и слили воду из труб.Работая в ванной наверху, было легко выпустить немного воды, включив раковину в ванне внизу. Мы действительно могли видеть, как вода вытекает из линий подачи, когда Мерил включала воду внизу.
Фото: Meryl Rose Philips
Далее мы подготовили трубу и фитинги к пайке. Кит использовала свою новую кисть, чтобы подготовить внутреннюю часть колпачков и внешнюю часть трубы. Цель здесь — получить свежую, чистую на вид медь.
Фото: Meryl Rose Philips
Используя кислотную кисть, нанесите на обе сопрягаемые поверхности средний слой флюса. Наденьте колпачок на конец трубы.
Наденьте колпачок на конец трубы.
Теперь вы готовы к пайке! Сосредоточьте тепло на фитинге (но вы также можете уделить немного внимания трубе, особенно если она больше). Поскольку мы закрывали небольшую ½-дюймовую линию, тепло проходило по всей трубе и довольно легко устанавливалось.
Фото: Meryl Rose Philips
При использовании трубы 1/2 ″ и газа MAAP флюс должен начать дымиться в течение 20 секунд, что означает, что пора наносить припой. Как узнать, достаточно ли жарко? Снимите нагрев и прикоснитесь припоем к стыку.Если он легко тает, вы готовы двигаться дальше.
Отверните горелку от трубы и нанесите припой на сторону, противоположную нагреву.
Фото: Meryl Rose Philips
Припой должен расплавиться и втянуться в фитинг. Переместите припой по трубе, чтобы обеспечить его проникновение в фитинг со всех сторон.
Затем распылите немного воды и аккуратно вытрите излишки припоя и флюса с места соединения, чтобы оно выглядело блестящим. По мере того, как вы набираетесь опыта, вы будете тратить меньше припоя и быстрее производить соединения профессионального уровня.
Фото: Мерил Роуз Philips
Kit — это всегда тот, кто жаждет научиться новому трюку или ремеслу, поэтому мы были счастливы поделиться своими сантехническими ноу-хау с ее поясом для инструментов. Две остановки, осталось еще две. Пора отправляться в путь!
Прочтите все депеши из «Поездка на ремонт» прямо здесь.
Для получения дополнительной информации о сантехнике см .:
Как паять медные трубные фитинги
10 проектов по монтажу труб своими руками (без сантехники)
Все, что вам нужно знать о подготовке труб к зиме Производители, Cov Нержавеющая сталь Сварные фитинги Hlau Rau Cov Tube Tub Sab Pob Zeb
Сварные фитинги rau гидравлические трубные сборки, сварка yog ib txoj kev txuas rau изготовленные гидравлические raj los yog yeeb nkab los ntawm ob txoj kev: сварка yog ua пайка, сварка yog ua лос нтавм пхау нтавв лос йог робот xws ли тауб тауб вуам тиаб гхов рой хов вуам нтау ям; пайка yog ua los ntawm tes taws ntsa пайка, пайка tuaj ntau lawm. Муадж вуам нтау хом нпе сырец ли нрам но: кваб юам йог тьяб ниг хлау арк; Орбитальные ТИГ, МИГ, МАГ.
Муадж вуам нтау хом нпе сырец ли нрам но: кваб юам йог тьяб ниг хлау арк; Орбитальные ТИГ, МИГ, МАГ.
Lwm yam kawg yog kev sib txuas ntawm cov Фитинги для гидравлических ванн kawg xws li:
SAE J514 — Фитинги для гидравлических труб
SAE J518 — Гидравлическая фланцевая трубка, фланец Plaub33E фланец CAIS
J5
J5SAE J1231 — Шланг Taus Taus Tsi rau Kev Sib Ntsib thiab Фитинги для шлангов
SAE J1453 — Соединители с торцевым уплотнением с уплотнительным кольцом
SAE J1453-1 Cov Teeb Kom Ua Teeb Nrov
ISO 8434-1 Соединители с метрическими трубками, 24 градуса
Сварные фитинги yog pom feem ntau nyob rau hauv cov системы гидравлических труб ntawm ntau cov khoom siv cov nplais:
l Siv cov khoom siv nrog погрузчик, экскаваторы, экскаваторы, телескопический погрузчик thiab khoom siv tshuab.
l Mining khoom xws li hnyav ua haujlwm сочлененный tsheb siv rau hauv lub ntiaj teb txav, zeb crushers thiab просеиватели nyob rau hauv kev ua vaj tse thiab cov khoom loj.
л Cov khoom siv cuab yeej cuab tam xws li tsheb laij teb, cov neeg tsav tsheb, cov tsheb forklift, cov ntawv txuas rau cov tsheb no rau cov ntawv tshwj xeeb.
l Automotive, tsheb, tsheb npav, tsheb ciav hlau, tsheb ciav hlau, tsheb thauj khoom tawg thiab roj system, kev tsav tsheb, thiab cov cuab yeej siv xws li tubular cov cov hlau, khoom khoom .
Hot Tags: фитинги под сварку рау гидравлические радж сборки, Туам Тшой, производители, lwm tus neeg, kev cai, tooj dag, swagelok, Parker, Stauff, Brennan, нержавеющий hlau
Производство ванн для приварки арматуры в Киеве
| Ванны для приварки арматуры | Ванны для приварки арматуры |
| Ванны для приварки арматуры | Ванны для приварки арматуры |
Ванны для приварки арматуры (скоб-футеровка) предназначены для соединения арматурных стержней, длина которых превышает длину прокатки, и используются при строительстве зданий и сооружений различного назначения.
ООО «УКРИТАРМ» производит и поставляет ванны для приварки арматуры любого диаметра по ГОСТ 14098-91 по индивидуальным размерам и по индивидуальному заказу.
Для расчета стоимости и сроков изготовления ванн для сварки арматурной арматуры, а также металлических изделий и металлоконструкций по другим ГОСТам и индивидуальным чертежам вам достаточно отправить заявку и / или чертежи на адрес электронной почты : Office @ ukritarm.com.ua.
ЦЕНЫ НА ВАННЫ ДЛЯ СВАРКИ АРМАТУР (по ГОСТ)
- ф20 — (S 6мм L 80мм) — 25 грн / шт (0,384 кг)
- ф22 — (S 6мм L 85мм) — 27 грн / шт (0,451 кг)
- ф25 — (S 6мм L 100мм) — 30 грн / шт (0,547 кг)
- ф28 — (S 6мм L 120мм) — 43 грн / шт (0,832 кг)
- ф32 — (S 8mm L 145mm) — 55 грн / шт (1024 кг)
- ф36 — (S 8mm L 170mm) — 70 грн / шт (1251 кг)
- ф40 — (S 8mm L 170mm) — 75 грн / шт (1300 кг)
В чем разница между трубой и трубкой?
Люди используют слова труба и труба как синонимы, и они думают, что оба слова одинаковы. Однако между трубой и трубкой есть существенные различия.
Однако между трубой и трубкой есть существенные различия.
Краткий ответ: ТРУБА — это круглая трубка для распределения жидкостей и газов, обозначенная номинальным размером трубы (NPS или DN), который представляет собой приблизительное указание пропускной способности трубы; ТРУБКА представляет собой полое сечение круглой, прямоугольной, квадратной или овальной формы, измеренное по внешнему диаметру (OD) и толщине стенки (WT), выраженным в дюймах или миллиметрах.
Что такое труба?
Труба — полый профиль круглого сечения для транспортировки продуктов.Продукция включает жидкости, газ, гранулы, порошки и многое другое.
Наиболее важные размеры трубы — это внешний диаметр (OD) вместе с толщиной стенки (WT). OD минус 2 раза WT (, график ) определяет внутренний диаметр (ID) трубы, который определяет пропускную способность трубы по жидкости.
Примеры действительного наружного диаметра и И.Д.
Фактические наружные диаметры
- Фактический наружный диаметр NPS 1 = 1,5 / 16 дюймов (33,4 мм)
- NPS 2 фактический O. D. = 2,3 / 8 дюймов (60,3 мм)
- Фактический наружный диаметр NPS 3 = 3½ дюйма (88,9 мм)
- Фактический наружный диаметр NPS 4 = 4½ дюйма (114,3 мм)
- Фактический наружный диаметр NPS 12 = 12¾ «(323,9 мм)
- Фактический наружный диаметр NPS 14 = 14 дюймов (355,6 мм)
 D. = 2,3 / 8 дюймов (60,3 мм)
D. = 2,3 / 8 дюймов (60,3 мм)Фактический внутренний диаметр трубы диаметром 1 дюйм.
- NPS 1-SCH 40 = Внешний диаметр 33,4 мм — WT. 3,38 мм — I.D. 26,64 мм
- NPS 1-SCH 80 = Внешний диаметр 33,4 мм — WT. 4,55 мм — I.D. 24,30 мм
- NPS 1-SCH 160 = Внешний диаметр 33,4 мм — WT.6,35 мм — I.D. 20,70 мм
Как указано выше, внутренний диаметр определяется наружным диаметром ( OD ) и толщиной стенки ( WT ).
Наиболее важными механическими параметрами труб являются номинальное давление, предел текучести и пластичность.
Стандартные комбинации номинального размера трубы и толщины стенки (таблица) охватываются спецификациями ASME B36. 10 и ASME B36.19 (соответственно, углеродистые и легированные трубы и трубы из нержавеющей стали).
10 и ASME B36.19 (соответственно, углеродистые и легированные трубы и трубы из нержавеющей стали).
Что такое трубка?
Название TUBE относится к круглым, квадратным, прямоугольным и овальным полым профилям, которые используются для оборудования, работающего под давлением, для механических применений и для измерительных систем.
Трубы указываются с внешним диаметром и толщиной стенки в дюймах или миллиметрах.
Труба и труба, 10 основных отличий
| ТРУБКА против ТРУБКИ | ТРУБА СТАЛЬНАЯ | ТРУБКА СТАЛЬНАЯ |
| Основные размеры (таблица размеров труб) | Наиболее важные размеры трубы — это внешний диаметр (OD) вместе с толщиной стенки (WT).OD минус 2 раза WT (ГРАФИК) определяет внутренний диаметр (ID) трубы, который определяет пропускную способность трубы по жидкости. NPS не соответствует истинному диаметру, это приблизительное показание | Наиболее важными размерами стальной трубы являются внешний диаметр (OD) и толщина стенки (WT).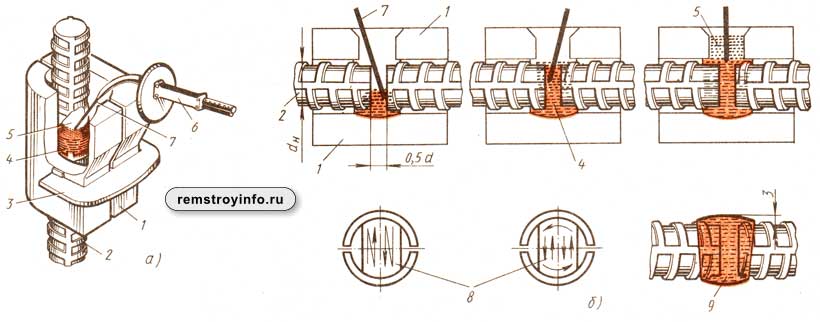 Эти параметры выражаются в дюймах или миллиметрах и выражают истинное значение размеров полого профиля. Эти параметры выражаются в дюймах или миллиметрах и выражают истинное значение размеров полого профиля. |
| Толщина стенки | Толщина стальной трубы обозначается значением «График» (наиболее распространены Sch.40, Sch. STD., Sch. XS, Sch. XXS). Две трубы с разным NPS и одинаковым графиком имеют разную толщину стенки в дюймах или миллиметрах. | Толщина стенки стальной трубы выражается в дюймах или миллиметрах. Для трубок толщина стенки также измеряется с помощью номенклатуры манометров. |
| Типы труб и труб (формы) | Только раунд | Круглая, прямоугольная, квадратная, овальная |
| Ассортимент продукции | Широкий (до 80 дюймов и выше) | Более узкий диапазон для трубок (до 5 дюймов), больший для стальных труб для механического применения |
Допуски (прямолинейность, размеры, округлость и т. Д. ) И трубы vs.Прочность трубки ) И трубы vs.Прочность трубки | Допуски установлены, но достаточно свободные. Сила — не главное. | Стальные трубы производятся с очень строгими допусками. В процессе производства трубы проходят несколько проверок качества размеров, таких как прямолинейность, округлость, толщина стенки, поверхность. Механическая прочность — главная проблема для трубок. |
| Производственный процесс | Трубы обычно производятся на склад с использованием высокоавтоматизированных и эффективных процессов, т.е.е. трубные заводы непрерывно производят продукцию, а ее склады у дистрибьюторов кормов по всему миру. | Производство труб более длительное и трудоемкое |
| Срок поставки | Может быть коротким | Обычно длиннее |
| Рыночная цена | Относительно более низкая цена за тонну, чем у стальных труб | Выше из-за более низкой производительности мельниц в час, а также из-за более строгих требований в отношении допусков и проверок |
| Материалы | Доступен широкий выбор материалов | Доступны трубки из углеродистой, низколегированной, нержавеющей стали и никелевых сплавов; стальные трубы для механического применения в основном из углеродистой стали |
| Торцевые соединения | Наиболее распространены концы со скосом, гладкие и резьбовые | Для более быстрого соединения доступны концы с резьбой и пазами на объекте |
Бабушка: Практическое руководство по мини-ванне — Dragzine
С каждым днем бабушка проекта становится все ближе. На этой неделе мы закончили производство 90% мини-ванн, поставленных Chassis Engineering. В нашем Малибу 78-го года мы уже сделали сегменты по сужению направляющих рамы, вырезали стандартные колесные баки и снова поместили рельсы рамы в коробку. Теперь пришло время убедиться, что мы можем установить комбинацию шин и колес. с нашими мини-ваннами.
На этой неделе мы закончили производство 90% мини-ванн, поставленных Chassis Engineering. В нашем Малибу 78-го года мы уже сделали сегменты по сужению направляющих рамы, вырезали стандартные колесные баки и снова поместили рельсы рамы в коробку. Теперь пришло время убедиться, что мы можем установить комбинацию шин и колес. с нашими мини-ваннами.
Chassis Engineering предлагает четыре различных типа колесных баков, которые подходят практически для любого размера шин. Они предлагают стандартные ванны шириной 23 дюйма и длиной 40 дюймов, ванны Pro шириной 28 дюймов и длиной 45 дюймов, а также промежуточную ванну шириной 28 дюймов и длиной 40 дюймов.Самые маленькие колесные баки Sportsman доступны из алюминия 0,040 дюйма или стали 0,024 дюйма.
Поскольку мы делали мини-ванну, а не полную заднюю половину, мы выбрали самую маленькую стальную ванну от Chassis. Мы также знали, что даже эту ванну нужно будет уменьшить по ширине, поскольку нам не нужно было занимать весь багажник, так как мы были бы ограничены суженными направляющими рамы. Наши колесные арки поставляются в разобранном виде и, как и все колесные баки C / E, имеют шов «Питтсбург», который позволяет легко собирать.
Наши колесные арки поставляются в разобранном виде и, как и все колесные баки C / E, имеют шов «Питтсбург», который позволяет легко собирать.
Прежде чем мы смогли установить комплект, мы должны были очистить область колесных арок, прежде чем мы смогли измерить, чтобы вместить мини-ванны. Майк начал с очистки порезов, которые он сделал раньше, когда снимал оригинальные колесные арки и немного удалял больше металла, чтобы дать ему красивую чистую поверхность, в которую можно приварить новые ванны. Речь шла скорее о доводке «черновой» шлифовки и реза плазменным резаком, который мы вам показали ранее.
Оттуда Райан сделал картонный макет ванн, чтобы проверить соответствие комплекта.После нескольких быстрых движений маркером он обрезал макет до нужного размера, необходимого для того, чтобы поместиться в готовую ванну. Это шаг, на который вы хотите потратить немного времени. Картон дешевле выбрасывать, чем металл, поэтому Майк удостоверился в правильности установки, прежде чем передать размеры стальным бакам, поставляемым Chassis Engineering. Не все магазины шасси делают это, и некоторые пробные версии используют настоящие ванны.
Не все магазины шасси делают это, и некоторые пробные версии используют настоящие ванны.
Вот внутренний снимок картонной ванны в колесной арке с «черновым срезом».Вы можете видеть, что внутри бака есть несколько сложных участков, где расположена заводская зона крепления верхнего рычага. По логике вещей, здесь нам, вероятно, придется дополнить ванну Chassis Engineering некоторым дополнительным листовым металлом, чтобы обеспечить хорошее уплотнение и чистый внешний вид.
Снимок изнутри машины, чтобы вы могли видеть примерное расположение и установку картонной ванны. Поскольку ванны C / E настолько хороши по размеру с точки зрения длины, у нас никогда не будет проблем с тем, чтобы наш Malibu упал на землю, как мы планировали.
Чтобы немного упростить сборку ванн, Майк принес из своей мастерской приспособление для ванн, которое он построил из дерева. Чтобы заставить его работать для этой работы, ему пришлось немного изменить его из-за размера шин, который мы выбрали для нашего проекта. Это упростило при обжиме «питтсбургского» шва ванны удерживание двух металлических частей вместе.
Это упростило при обжиме «питтсбургского» шва ванны удерживание двух металлических частей вместе.
Хотя Chassis Engineering этого не требует, Майк пошел дальше и склепал конец комплекта, прежде чем обжать край.Таким образом, две части не смогут соскользнуть или раздвинуться, что изменит способ их установки в машину, пока он тестировал их установку в машине. После этого он использовал молоток и проткнул Питтсбургский шов, чтобы скрепить ванну.
Колесные баки C / E действительно подходят для шины высотой 32 дюйма и шириной не менее 14-15 дюймов. Очевидно, нам не понадобится столько места из-за размера наших шин, поэтому он просто вырезал пустую ванну до размера, необходимого для размещения в машине.Не желая возвращаться и добавлять металл позже, он вырезал их немного больше и подрезал до идеального размера. Тот же процесс был повторен для ванны со стороны пассажира.
После того, как мини-ванна была правильно обрезана, а затем аккуратно обрезана, пришло время установить ее в машину. Поскольку мы вырезали внутреннюю колесную ванну, нам придется проделать здесь некоторую работу, которую можно назвать уловкой. Мы приварили бак к переднему и заднему внутреннему листу, который был отрезан, а также к задним петлям багажника.
Поскольку мы вырезали внутреннюю колесную ванну, нам придется проделать здесь некоторую работу, которую можно назвать уловкой. Мы приварили бак к переднему и заднему внутреннему листу, который был отрезан, а также к задним петлям багажника.
Майк также воспользовался возможностью вырезать багажник и приварить новую панель, которая закрывает отверстие в багажнике автомобиля, где находился колодец для запасного колеса. Затем все, что нужно было сделать, это приварить уже обрезанные ванны. Он начал прихватывать все на месте. Позже Майк вернется и положит по-настоящему красивую бусинку, чтобы закрыть эту часть сборки. В то время как обычно вы привариваете ванну и к внутреннему крылу, наша машина сохранит свой 70-летний оттенок белой краски, поэтому мы не хотели рисковать пузырями на ее уникальной поверхности.Мы просто заполним зазор каким-нибудь герметиком позже, когда снова сварим остальную часть пола. А пока посмотрите несколько готовых снимков ниже.
Возможно, в Южной Калифорнии наконец-то пойдет дождь, но это не значит, что эта машина сошла с подъемника навсегда. Нам предстоит еще многое сделать, прежде чем мы сможем смоделировать двигатель и трансмиссию, а также еще несколько сюрпризов. Вернитесь на следующей неделе, так как Майк Райан доберется до того, что, по мнению некоторых, у него получается лучше всего, — установки каркаса безопасности Chassis Engineering вместе с полным обновлением до SFI 25.5 спец.
Нам предстоит еще многое сделать, прежде чем мы сможем смоделировать двигатель и трансмиссию, а также еще несколько сюрпризов. Вернитесь на следующей неделе, так как Майк Райан доберется до того, что, по мнению некоторых, у него получается лучше всего, — установки каркаса безопасности Chassis Engineering вместе с полным обновлением до SFI 25.5 спец.
Главная — Grainger Tubolt Ltd
Обновление службы COVID-19
Валлийская изоляция с 23 октября по 9 ноября 2020 года
Как основной поставщик для NHS, других поставщиков медицинских услуг и важнейших энергетических / нефтехимических предприятий как напрямую, так и через субподрядчиков, мы продолжаем оставаться открытыми для бизнеса. Наш оборот также включает продажу оборудования, которое, как ожидается, снова будет исключено из ограничений.
Наши прилавки продаж должны оставаться открытыми для инкассо, при этом вход по-прежнему будет ограничен одним покупателем за раз. Пожалуйста, дайте нам заблаговременное уведомление, чтобы мы могли заблаговременно забрать товар и, следовательно, сократить время ожидания. Поставки наших собственных автомобилей будут временно приостановлены, за исключением случаев, когда этого нельзя избежать для поддержки важных операций либо нашей собственной компании, либо наших важных клиентов.
Поставки наших собственных автомобилей будут временно приостановлены, за исключением случаев, когда этого нельзя избежать для поддержки важных операций либо нашей собственной компании, либо наших важных клиентов.
Наши сторонние перевозчики продолжают предлагать отличные услуги, которые мы можем чаще использовать для местных доставок, чтобы свести к минимуму личные контакты.Экспорт в Европейский Союз и другие направления за границу будет продолжаться в обычном режиме.
Не стесняйтесь обращаться к нам за дополнительной информацией. Очевидно, что мы продолжим следить за ситуацией, чтобы оказывать оптимальную поддержку нашим клиентам.
Сварочные и инженерные материалы, инструменты, трубы, фитинги и крепежные детали
Компания Grainger Tubolt была основана в Пембрукшире, Уэльс, уже более 30 лет.За это время мы накопили завидный опыт поставок для нефтеперерабатывающих заводов, газовых терминалов, машиностроения, производства и трубопроводов. Мы стремимся предлагать выгодные цены и высококачественную продукцию, уделяя особое внимание обслуживанию клиентов и гибкости. Для получения дополнительной информации прочитайте больше …
Мы стремимся предлагать выгодные цены и высококачественную продукцию, уделяя особое внимание обслуживанию клиентов и гибкости. Для получения дополнительной информации прочитайте больше …Interclamp
Interclamp — это хорошо зарекомендовавший себя бренд на мировом рынке зажимных устройств, который яростно конкурирует по всему миру благодаря сочетанию высокого качества и отличного соотношения цены и качества.Разнообразный ассортимент надставных труб и трубных фитингов из оцинкованного ковкого чугуна позволяет быстро создавать разнообразные конструкции с помощью простого шестигранного ключа. Ассортимент Interclamp DDA Assist специально разработан для соблюдения Закона о равенстве. Узнайте больше на: www.interclamp.comКлапаны
Британский и европейский дистрибьютор высококачественной арматуры Mecco & KCM, предназначенной для самых тяжелых и требовательных услуг в нефтегазовой, химической, морской, энергетической и трубопроводной отраслях.
На нашем складе представлены задвижки, запорные, обратные, шаровые и дроссельные клапаны из литой и кованной стали, а также из нержавеющей стали и других материалов, доступных для заказа.