Сварка как процесс. Виды сварки
Как происходит сварка.
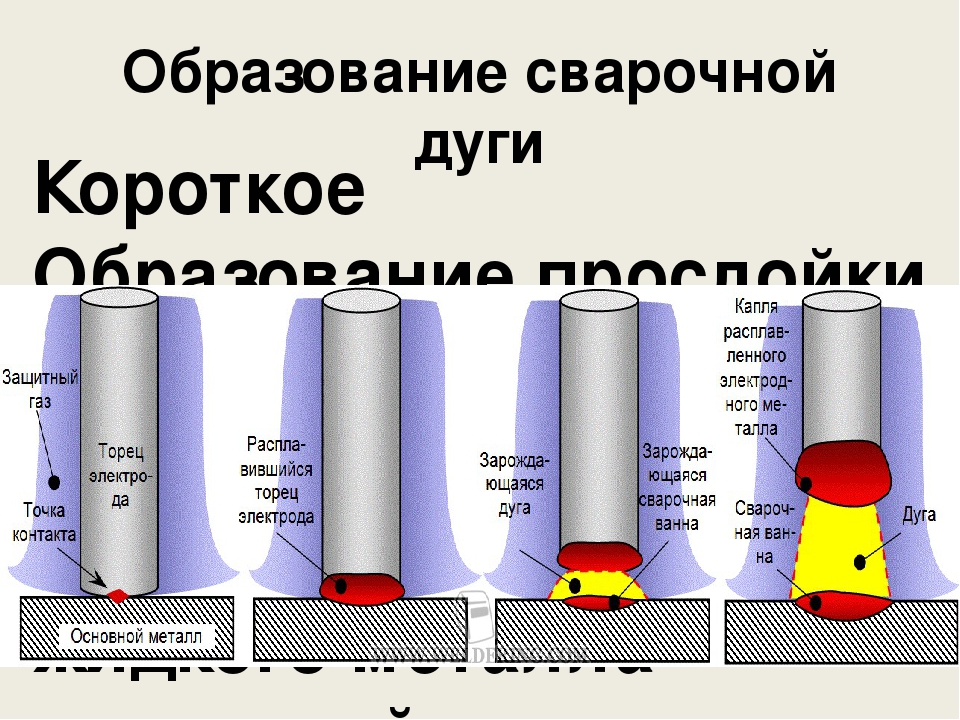
К электроду и свариваемому изделию для образования и поддержания электрической дуги от источников сварочного тока подводится электроэнергия. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
В процессе электросварки могут быть использованы плавящиеся и неплавящиеся электроды. В первом случае формирование сварного шва происходит при расплавлении самого электрода, во втором случае — при расплавлении присадочной проволоки (прутков и т.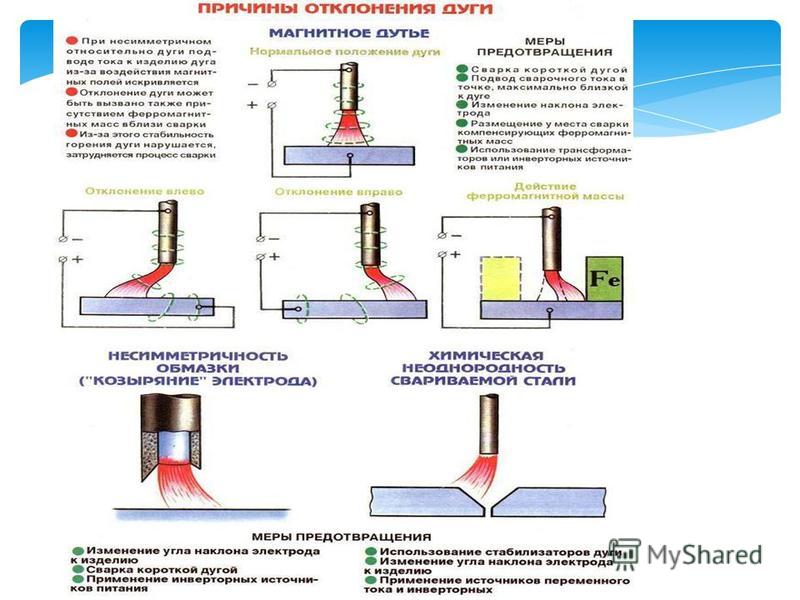
Для защиты от окисления металла сварного шва применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки в процессе электросварки.
Различают электросварку переменным током и электросварку постоянным током. При сварке постоянным током шов получается с меньшим количеством брызг металла, поскольку нет перехода через нуль и смены полярности тока.
В аппаратах для электросварки постоянным током применяются выпрямители.
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
* ручную дуговую сварку
* полуавтоматическую дуговую сварку
* автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.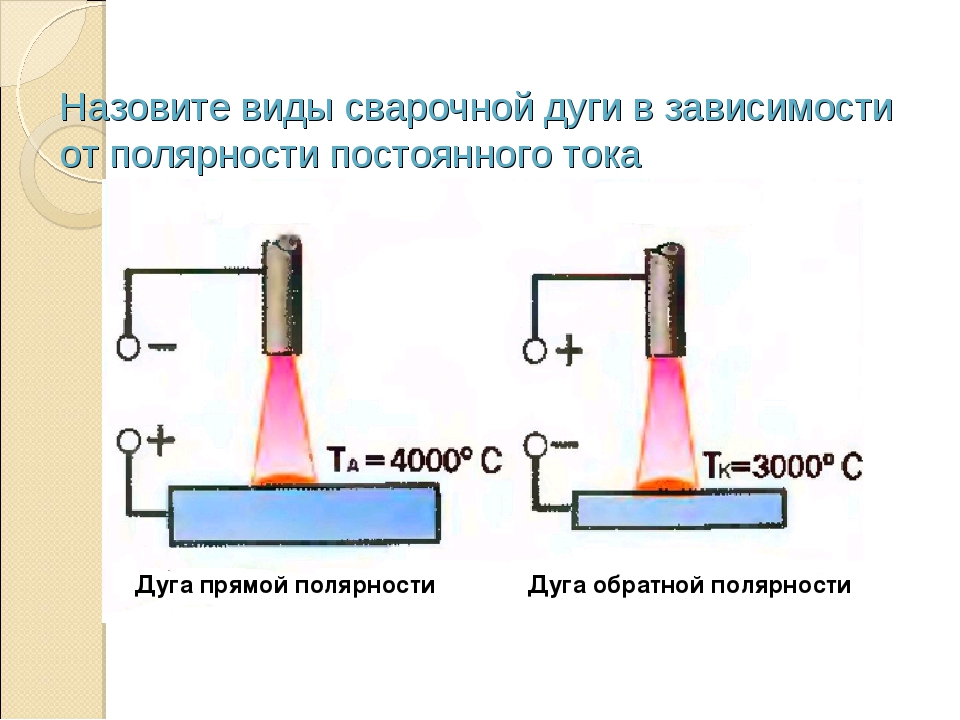
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
* электрическая дуга, питаемая постоянным током прямой полярности (минус на электроде)
* электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
* электрическая дуга, питаемая переменным током
По типу дуги различают
* дугу прямого действия (зависимую дугу)
* дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами.
По свойствам сварочного электрода различают:
* способы сварки плавящимся электродом
* способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов.
По условиям наблюдения за процессом горения дуги различают:
* открытую
* закрытую
* полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры.
Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима.
Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха
* дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
* дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
* дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
* дуговая сварка с газовой защитой (в среде защитных газов)
* дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например — водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Газопламенная сварка
Источником теплоты является газовый факел, образующийся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан, блаугаз, МАФ, бензин, бензол, керосин и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным, это регулируется количеством кислорода.
В качестве горючего газа могут быть использованы ацетилен, водород, пропан, бутан, блаугаз, МАФ, бензин, бензол, керосин и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным, это регулируется количеством кислорода.
* В последние годы в качестве заменителя ацетилена применяется новый вид топлива — сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С). МАФ гораздо безопаснее ацетилена, в 2-3 раза дешевле, и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2927 °C) и высокому тепловыделению (20800 Ккал/м³) газовая резка с использованием МАФ гораздо эффективнее других газов в том числе и ацетилена.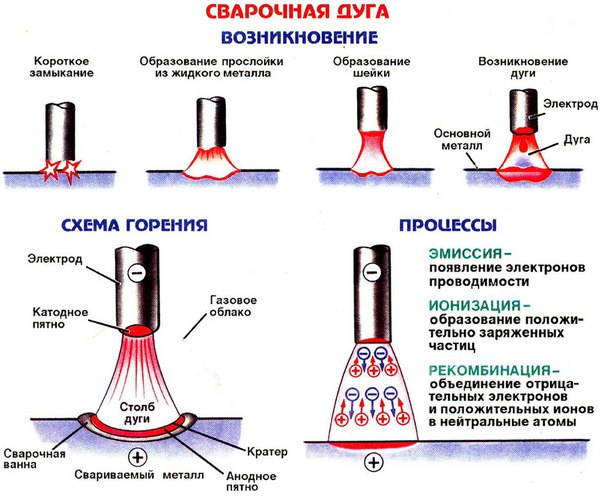
* Огромный интерес представляет применение для газовой сварки использование дициана ввиду весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению использования дициана для сварки и резки является его повышенная токсичность. С другой стороны эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан имеет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки. Пламя дициана с кислородом истекающее из сварочной горелки имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течет», и при использовании дициана допустимы очень большие скорости сварки и резки металла.
* Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применение ацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограниченное и продукт дорогой, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех ее областях применения.
В настоящее время производство ацетилендинитрила очень ограниченное и продукт дорогой, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех ее областях применения.
Электрошлаковая сварка
Источником теплоты служит флюс, находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий.
Отклонение сварочной дуги
Отклонение дуги во время сварки может вызывать множество проблем, в том числе чрезмерное разбрызгивание, недостаточную глубину проплавления, пористость и низкое качество сварных швов. Что это такое и как его можно избежать? В этой статье мы рассмотрим явление отклонения сварочной дуги и несколько способов его устранения для повышения качества сварки.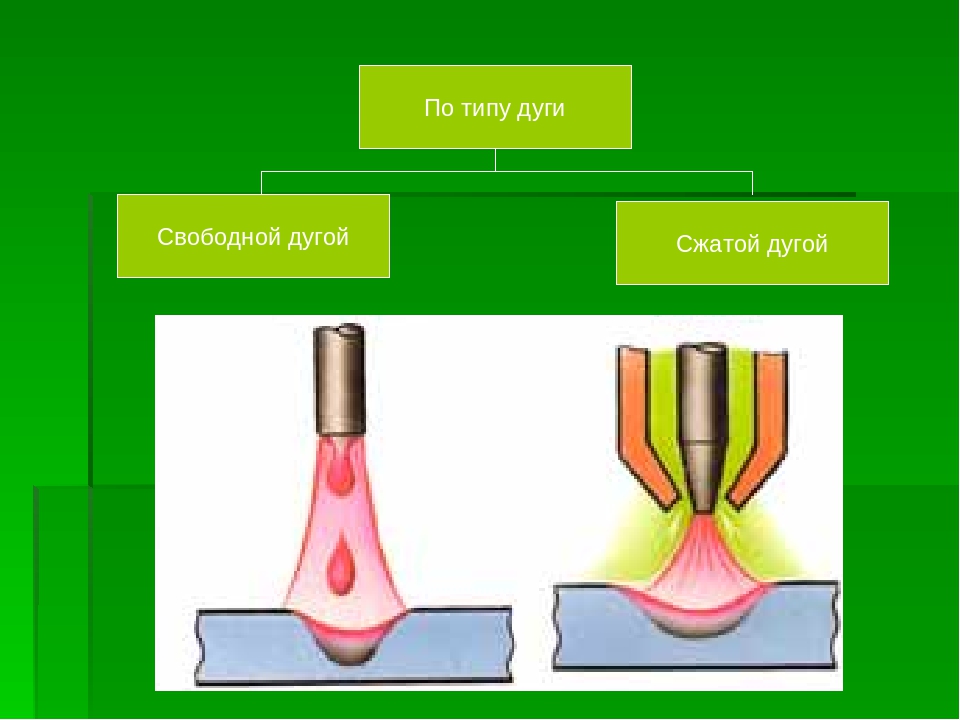
Отклонение дуги возникает при сварке на постоянном токе, когда дуга следует не кратчайшему пути от электрода к рабочему изделию, а отклоняется вперед, назад или, реже, в сторону по отношению к направлению сварки.
Сначала давайте дадим определения некоторым понятиям, связанным с отклонением дуги. Обратное отклонение происходит при сварке по направлению к рабочему соединению, в конце шва или при угловой сварке. Переднее отклонение происходит при сварке по направлению от рабочего соединения или в начале шва. Переднее отклонение может вызвать особенно много проблем при сварке защищенной дугой металлопрошковыми или другими типами электродов с обильным образованием шлака, когда тяжелый шлак или кратер приходится перемещать вперед под дугу.
Магнитное отклонение дуги
Магнитное отклонение происходит из-за искажений магнитного поля вокруг сварочной дуги. Эти искажения возникают из-за того, что в большинстве случаев дуга оказывается на большем расстоянии от одного конца соединения, чем от другого, и непостоянного расстояния от рабочей клеммы. Дисбаланс также может быть вызван постоянными изменениями направления тока в цепи между электродом, дугой и рабочим изделием.
Дисбаланс также может быть вызван постоянными изменениями направления тока в цепи между электродом, дугой и рабочим изделием.
Визуализация магнитного поля
Чтобы понять, почему происходит отклонение дуги, нужно представить себе магнитное поле. На Рисунке 3-37 показан проводник (который может представлять собой электрод или поток плазмы между электродом и сварным соединением), через который проходит постоянный ток. Проводник при этом окружает магнитное поле, которое можно изобразить в виде концентрических силовых линий на плоскости под прямым углом к направлению тока. Интенсивность магнитного поля уменьшается по мере удаления от проводника.
Концентрические линии магнитного поля будут сохранять форму круга только в том случае, если среда вокруг них достаточно велика для того, чтобы вместить все эти линии, пока их интенсивность не станет равна практически нулю. Но если эта среда неоднородна, например, если линии переходят из стальной пластины в воздух, они исказятся и окажутся более сконцентрированы в металле, где им приходится преодолевать меньшее сопротивление.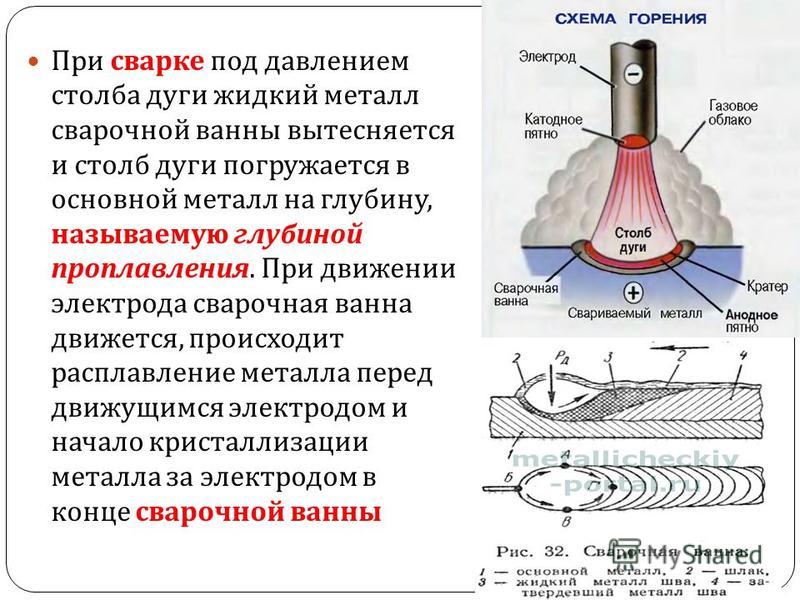 На границе между стальной пластиной и воздухом магнитные силовые линии сужаются и теряют свою круглую форму. Такое сужение приводит к повышению интенсивности магнитного поля позади или перед сварочной дугой. Из-за этого дуга смещается в направлении, которое уменьшило бы концентрацию и восстановило баланс магнитного поля. Другими словами, дуга смещается в сторону, противоположную зоне повышенной концентрации магнитного поля. Это смещение и называется отклонением дуги.
На границе между стальной пластиной и воздухом магнитные силовые линии сужаются и теряют свою круглую форму. Такое сужение приводит к повышению интенсивности магнитного поля позади или перед сварочной дугой. Из-за этого дуга смещается в направлении, которое уменьшило бы концентрацию и восстановило баланс магнитного поля. Другими словами, дуга смещается в сторону, противоположную зоне повышенной концентрации магнитного поля. Это смещение и называется отклонением дуги.
На Рисунке 3-38 изображено вытягивание и искажение магнитного поля в начале и конце сварного соединения. В начале сварки силовые линии магнитного поля оказываются сконцентрированы позади электрода. Дуга пытается скомпенсировать этот дисбаланс и смещается вперед. По мере приближения электрода к концу шва повышенная концентрация перемещается в пространство перед дугой, из-за чего дуга смещается назад.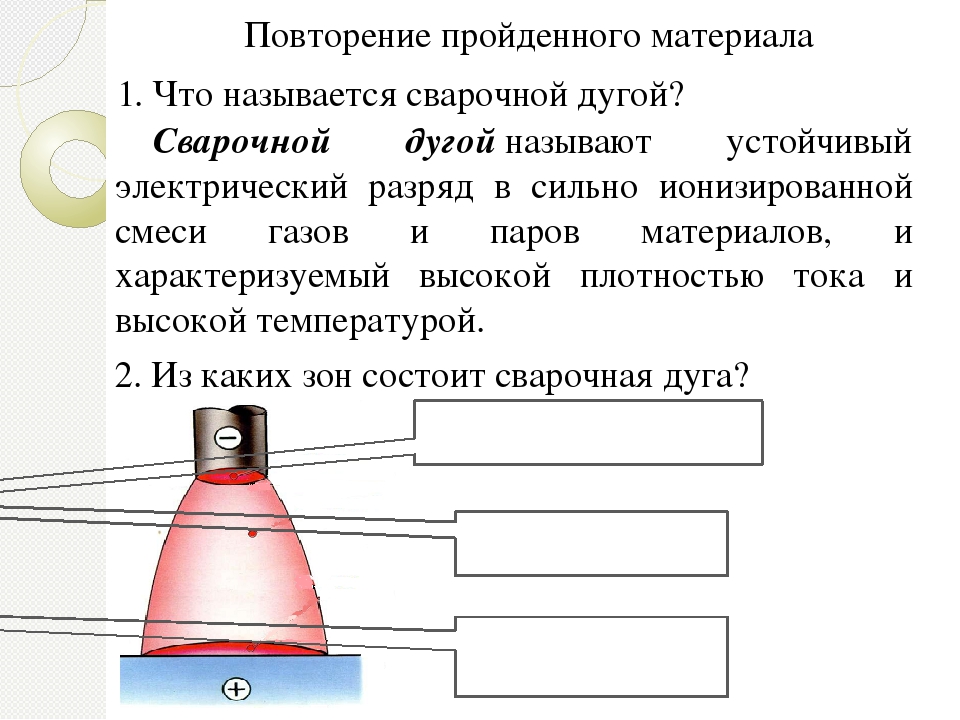 В середине шва, на одинаковом расстоянии от концов соединения, магнитное поле симметрично и переднего или обратного смещения дуги обычно не возникает. Однако, если материал с одной стороны соединения шире, а с другой – уже, даже в середине шва возникнет боковое смещение.
В середине шва, на одинаковом расстоянии от концов соединения, магнитное поле симметрично и переднего или обратного смещения дуги обычно не возникает. Однако, если материал с одной стороны соединения шире, а с другой – уже, даже в середине шва возникнет боковое смещение.
Влияние тока в рабочем изделии
«»Вытягивание» » также может возникать из-за электрического тока внутри рабочего изделия. Как показано на Рисунке 3-39, этот ток, который проходит через все изделие к клемме, также образует магнитное поле. Жирная линия означает путь сварочного тока, тонкая – созданное этим током магнитное поле. Так как ток меняет направление, то есть делает поворот в точке между дугой и рабочим изделием, в точке X возникает повышенная концентрация магнитного поля, которая вызывает смещение сварочной дуги в сторону от рабочего изделия, как это показано на рисунке.
Смещение дуги из-за этого эффекта накладывается на смещение, вызванное вышеописанным воздействием сконцентрированного магнитного поля. Таким образом влияние тока в изделии может снизить или еще больше увеличить смещение дуги из-за магнитного поля. Но если обратный ток научиться контролировать, его можно использовать как способ регулировать смещение дуги, который особенно хорошо подходит для автоматических процессов сварки.
Таким образом влияние тока в изделии может снизить или еще больше увеличить смещение дуги из-за магнитного поля. Но если обратный ток научиться контролировать, его можно использовать как способ регулировать смещение дуги, который особенно хорошо подходит для автоматических процессов сварки.
На Рисунке 3-40(a), рабочий кабель подключен к начальной точке шва, а магнитное поле, вызванное током внутри изделия, направлено назад от дуги. При этом возникает переднее смещение дуги. Однако у конца шва общее смещение будет минимальным, так как это переднее смещение компенсирует обратное смещение, вызванное высокой концентрацией магнитного поля при приближении дуги к краю рабочего изделия – см. Рисунок 3-41(a). На Рисунке 3-40(b), рабочий кабель подключен к конечной точке шва, что приводит к обратному смещению. В таком случае в конце сварного шва это приводит к еще большему обратному смещению из-за магнитного поля дуги.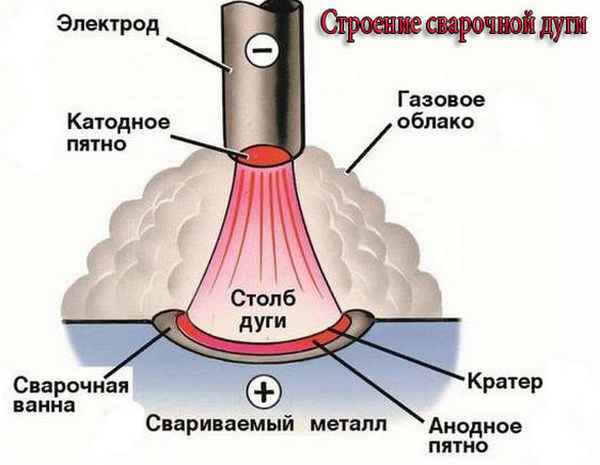
Подобное «»наложение»» магнитных полей показано на Рисунке 3-41(b). Однако рабочее соединение со стороны конца шва может помочь снизить переднее смещение дуги в начале сварки.
Так как воздействие тока в рабочем изделии менее заметно, чем сконцентрированного магнитного поля вокруг дуги, расположение рабочего соединения позволяет регулировать смещение дуги лишь в какой-то степени. Для полного устранения смещения дуги во время сварки также нужно использовать и другие способы.
Другие проблемные зоны
Угловые и стыковые соединения с глубоким V-образным зазором
В каких еще случаях может происходить смещение дуги? Оно часто наблюдается при угловой сварке и в сварных соединениях, для которых требуется глубокий сварной шов. Причина этому точно такая же, как и в предыдущем случае – высокая концентрация силовых линий магнитного поля и смещение дуги для снижения этой концентрации. На Рисунках 3-42 и 3-43 показаны ситуации, в которых при использовании постоянного тока высока вероятность отклонения дуги.
На Рисунках 3-42 и 3-43 показаны ситуации, в которых при использовании постоянного тока высока вероятность отклонения дуги.
Высокая сила тока
При низкой силе тока отклонение дуги ниже, чем при высокой. Почему? Потому что интенсивность магнитного поля на заданном расстоянии от проводника электрического тока пропорциональна квадрату силы сварочного тока. При ручной сварке на постоянном токе серьезные проблемы с отклонением дуги обычно возникают только при силе тока выше 250 ампер (это не точная цифра, так как на отклонение дуги также сильно влияют тип и геометрия соединения).
Постоянный ток
Переход на переменный ток часто приводит к значительному снижению отклонения дуги. Из-за постоянных смен полярности ток в металле основы начинает двигаться в форме вихрей. Для таких вихревых потоков характерно довольно слабое магнитное поле, которое не оказывает на дугу значительного влияния.
Чувствительные к магнитному воздействию материалы
Некоторые материалы, например, 9-процентные никелевые сплавы, очень чувствительны к магнитному воздействию и очень легко намагничиваются внешними магнитными полями, например, от кабелей питания и т. п. При сварке таких материалов могут возникнуть большие сложности в связи с отклонением дуги из-за намагниченного материала. Такие поля можно легко выявить и измерить недорогими ручными измерителями магнитной индукции. Интенсивности поля более 20 Гс обычно достаточно для того, чтобы оно могло вызвать сложности со сваркой.
Термическое отклонение дуги
Мы уже рассмотрели самый распространенный тип отклонения сварочной дуги – магнитный, но с чем еще может столкнуться сварщик? Второй тип – это термическое отклонение дуги. По законам физики ток между электродом и рабочей пластиной проходит между самыми горячими точками на их поверхности. Во время перемещения электрода дуга обычно от него несколько отстает. Это отставание вызвано «нежеланием» дуги сдвигаться на более холодное место. Пространство между кончиком электрода и горячей поверхностью расплавленного металла ионизируется и поэтому имеет более высокую электропроводимость, чем возле более холодных участков пластины. При ручной сварке небольшое термическое обратное отклонение из-за отставания дуги не принесет большого вреда, но оно может стать серьезной проблемой при высокоскоростной автоматической сварке или если термическое обратное отклонение накладывается на магнитное обратное отклонение.»»
Это отставание вызвано «нежеланием» дуги сдвигаться на более холодное место. Пространство между кончиком электрода и горячей поверхностью расплавленного металла ионизируется и поэтому имеет более высокую электропроводимость, чем возле более холодных участков пластины. При ручной сварке небольшое термическое обратное отклонение из-за отставания дуги не принесет большого вреда, но оно может стать серьезной проблемой при высокоскоростной автоматической сварке или если термическое обратное отклонение накладывается на магнитное обратное отклонение.»»
Отклонение при многодуговой сварке
В новейших системах сварки для повышения производительности применяется метод многодуговой сварки. Такой процесс тоже может приводить к отклонению дуг. В частности, когда две дуги работают в непосредственной близости друг от друга, их магнитные поля начинают взаимодействовать, что приводит к отклонению обеих дуг.
Если рядом находятся две дуги разной полярности, как показано на Рисунке 3-44(a), магнитные поля между дугами заставят их отклониться друг от друга. Если дуги имеют одну полярность, как показано на Рисунке 3-44(b), магнитные поля будут ослаблять друг друга, из-за чего дуги станут притягиваться.
Если дуги имеют одну полярность, как показано на Рисунке 3-44(b), магнитные поля будут ослаблять друг друга, из-за чего дуги станут притягиваться.
Обычно при использовании двух дуг для одной дуги рекомендуется использовать постоянный ток, а другой – переменный, как это показано на Рисунке 3-44(c). В таком случае магнитное поле дуги с переменным током каждый цикл будет меняться на противоположное и благодаря этому оказывать минимальное воздействие на поле постоянного тока. В результате взаимодействие дуг станет пренебрежимо малым.
Также часто используется конфигурация с двумя дугами на переменном токе. В таком случае помехи между дугами большей частью минимизируются сдвигом фазы тока в одной из дуг на 80-90 градусов по отношению к другой. Для этого используется так называемое автоматическое соединение «»Scott»». Благодаря сдвигу фазы ток и магнитное поле одной дуги достигают максимума в тот момент, когда ток и магнитное поле другой дуги находятся практически в минимуме.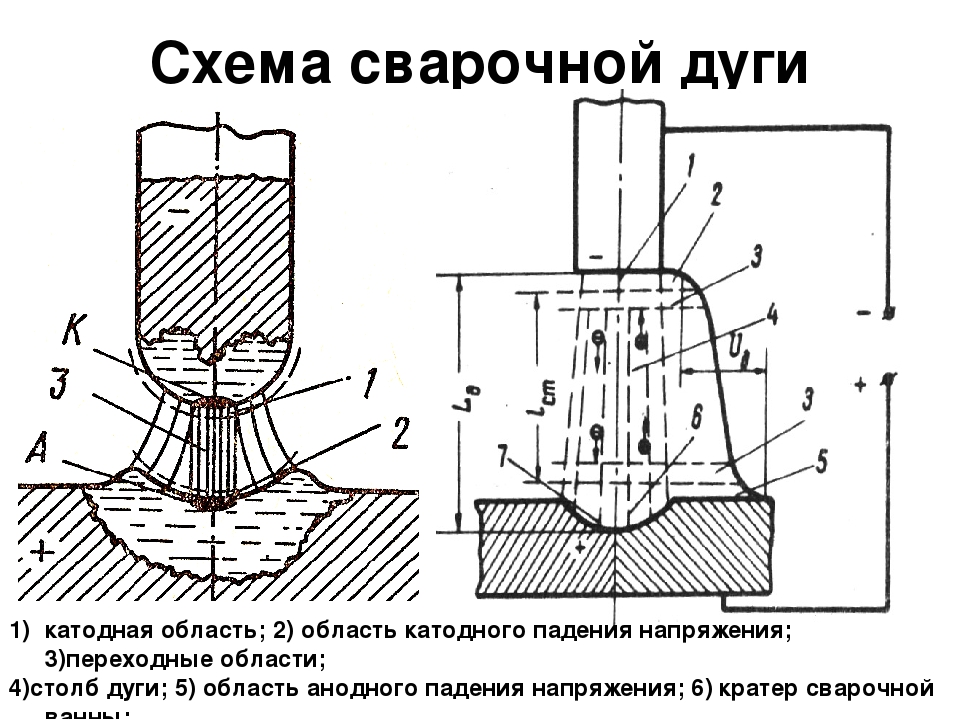 Это позволяет свести отклонение к минимуму.
Это позволяет свести отклонение к минимуму.
Способы снижения отклонения дуги
Отклонение дуги – не всегда неблагоприятное явление. Более того, в разумных пределах оно помогает создавать швы правильной формы, лучше контролировать расплавленный шлак и глубину проплавления. Но если отклонение дуги вызывает или усиливает такие дефекты, как подрезание, непостоянную глубину проплавления, неровность швов, неравномерную глубину швов, пористость, волнистые швы и избыточное разбрызгивание, с ним нужно бороться.
Возможные способы решения:
Если для сварки в защитных газах используется постоянный ток – особенно силой более 250 ампер – возможно, проблемы можно устранить переходом на переменный ток
Сохраняйте минимальную длину дуги, чтобы ее давление компенсировало отклонение
Уменьшите силу сварочного тока – что может потребовать снижения скорости сварки
Наклоняйте электрод в противоположном направлении от отклонения дуги, как это показано на Рисунке 3-45
С обоих концов шва сделайте широкие прихваточные швы и создавайте прихваточные швы вдоль всей длины шва – особенно при некачественной подготовке соединения
Ведите сварку по направлению к широкому прихваточному шву или уже завершенному сварному шву
Используйте обратно-ступенчатую технику сварки, как показано на Рисунке 3-46
Для снижения обратного отклонения ведите сварку по направлению от рабочего соединения, для снижения переднего отклонения – по направлению к рабочему соединению
В случае процессов с обильным образованием шлака может понадобиться умеренное обратное отклонение дуги. Для этого сварку нужно вести по направлению к рабочему соединению
Для этого сварку нужно вести по направлению к рабочему соединению
Оберните рабочий кабель вокруг рабочего изделия, чтобы магнитное поле тока, поступающего обратно в источник питания,
компенсировало магнитное поле, вызывающее отклонение дуги
Отклонение дуги хорошо заметно при сварке открытой дугой, но в случае сварки под флюсом его выявление может оказаться достаточно сложным. В таком случае оно диагностируется по дефектам сварки.
Для обратного отклонения характерны:
Сильное разбрызгивание
Подрезание, будь то постоянное или перемежающееся
Узкие, высокие сварные швы, часто с подрезанием
Большая глубина проплавления
Пористость поверхности в конце сварного шва на листовом металле
Для переднего отклонения характерны:
Широкий сварной шов с неравномерной шириной
Волнообразная форма шва
Подрезание, обычно перемежающееся
Меньшая глубина проплавления
Влияние креплений на отклонение дуги
 Стальные крепления для рабочих изделий могут оказывать определенное воздействие на магнитное поле вокруг дуги и, соответственно, ее отклонение. Кроме того, со временем они могут намагнититься. Обычно крепления не вызывают никаких проблем при ручной сварке с силой тока меньше 250 ампер. Крепления для применения при более высокой силе тока должны иметь такую конструкцию, которая не способствовала бы отклонению дуги. Для каждой системы фиксации может потребоваться специальное исследование, которое выявило бы лучший способ устранить помехи для дуги.
Стальные крепления для рабочих изделий могут оказывать определенное воздействие на магнитное поле вокруг дуги и, соответственно, ее отклонение. Кроме того, со временем они могут намагнититься. Обычно крепления не вызывают никаких проблем при ручной сварке с силой тока меньше 250 ампер. Крепления для применения при более высокой силе тока должны иметь такую конструкцию, которая не способствовала бы отклонению дуги. Для каждой системы фиксации может потребоваться специальное исследование, которое выявило бы лучший способ устранить помехи для дуги.
При этом нужно учесть следующее:
Конструкция креплений для сварки продольных швов цилиндров (см. Рисунок 3-47) должна предполагать расстояние между опорной балкой и рабочим изделием как минимум 2,5 см.
Зажимы, которые удерживают рабочее изделие, должны быть немагнитными. Рабочий кабель нельзя подключать к медной подкладке –
по возможности соединение должно быть расположено на рабочем изделии.
Крепление должно быть изготовлено из низкоуглеродистой стали. Это позволит избежать накапливания постоянных магнитных свойств.
Сварка по направлению к закрытому концу «»рогообразных»» креплений также помогает снизить обратное отклонение дуги.
Крепление должно быть достаточно длинным для того, чтобы при необходимости можно было использовать конечные опоры.
Не используйте в качестве подкладки медные полосы на стальных балках, как показано на Рисунке 3-48. Стальная часть подкладки лишь усилит отклонение дуги.
Расстояние между зажимами должно быть минимальным. Большие промежутки могут привести к
образованию зазоров и отклонению дуги.
Не используйте системы фиксации с крупными стальными деталями только с одной стороны шва. Сбалансируйте их аналогичной конструкцией с другой стороны.
Понимание причин отклонения дуги и способов его диагностики позволит операторам полностью его контролировать и создавать сварные швы без связанных с ним дефектов.
Электрическая дуга, способы сварки и сварные соединения
Природа сварочной дуги
Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ — ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
По длине дугового промежутка дуга разделяется на три области (рис. 1): катодную, анодную и находящийся между ними столб дуги. Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней.
Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400 — 2700°С. На нем выделяется до 38% общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области UK составляет порядка 12 — 17 В.
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Uк составляет порядка 2 — 11 В. Протяженность этой области также мала.
Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами. Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000 — 8000°С и более. Падение напряжения в нем Uc изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд = Uк + Uа + Uс. Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uс = Еlс, где Е — напряженность по длине, lс — длина столба. Значения Uк, Uа, Е практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически lс = lд. Тогда получается выражение Uд = a + blд показывающее, что напряжение дуги прямым образом зависит от ее длины, где а = Uк + Uа; b = Е.
Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры- сила тока и напряжение- находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги)называют статической вольтамперной характеристики дуги (рис. 2).
С увеличением длины дуги ее напряжение возрастает и кривая статической вольтамперной характеристики поднимается выше, с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги.
Это обусловлено тем, что с увеличением силы тока увеличиваются площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области отличается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуга. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными.
Сварка дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке. В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки. При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 3).
Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуга. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой- к резкому возрастанию напряжения и ее обрыву.
Особенности дуги на переменном токе
При сварке на постоянном токе в установившемся режиме все процессы в дуге протекают с определенной скоростью и горение дуги отличается высокой стабильностью.
При питании дуга переменным током полярность электрода и изделия, а также условия существования дугового разряда периодически изменяются. Так, дуга переменного тока промышленной частоты 50 Гц погасает и вновь возбуждается 100 раз в секунду, или дважды за каждый период. Поэтому особо возникает вопрос об устойчивости горения дуги переменного тока. В первую очередь устойчивость горения такой дуги зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полупериоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуги. Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. В следующий за погасанием дуги момент меняется полярность напряжения на дуговом промежутке (рис. 4).
Одновременно изменяется и направление движения заряженных частиц в дуговом промежутке. В условиях пониженной температуры активных пятен и степени ионизации в дуговом промежутке повторное зажигание дуги в начале каждого полупериода происходит только при повышенном напряжении между электродами, именуемым пиком зажигания или напряжением повторного зажигания дуги. Пик зажигания всегда выше напряжения дуги, соответствующего стабильному режиму ее горения. При этом величина пика зажигания несколько выше в тех случаях, когда катодное пятно находится на основном металле. Величина пика зажигания существенно влияет на устойчивость горения дуги переменного тока. Деионизация и охлаждение дугового промежутка возрастают с увеличением длины дуги, что приводит к необходимости дополнительного повышения пика зажигания и влечет снижение устойчивости дуги. Поэтому затухание и обрыв дуги переменного тока при прочих равных условиях всегда происходят при меньшей ее длине, чем для постоянного тока. При наличии в дуговом промежутке паров легко-ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуга переменного тока повышается.
С увеличением силы тока физические условия горения дуги улучшаются, что также приводит к снижению пика зажигания и повышению устойчивости дугового разряда. Таким образом, величина пика зажигания является важной характеристикой -дуги переменного тока и оказывает существенное влияние на ее устойчивость. Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавящимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
При сварке плавящимся электродом, близким по составу к основному металлу, на режимах, обеспечивающих устойчивое горение дуги, выпрямляющее действие дуги незначительно и кривые тока и напряжения располагаются практически симметрично относительно оси абсцисс.
Технологические свойства дуги
Под технологическими свойствами сварочной дуги понимают совокупность ее теплового, механического и физико-химического воздействия на электроды, определяющие интенсивность плавления электрода, характер его переноса, проплавление основного металла, формирование и качество шва. К технологическим свойствам дуги относятся также ее пространственная устойчивость и эластичность. Технологические свойства дуги взаимосвязаны и определяются параметрами режима сварки.
Важными технологическими характеристиками дуги являются зажигание и стабильность горения дуги. Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, межэлектродного промежутка и его длины. Для надежного обеспечения процесса зажигания дуй? необходимо подведение к электродам достаточного напряжения холостого хода источника питания дуги, но в то же время безопасного для работающего. Для сварочных источников напряжение холостого хода не превышает 80 В на переменном токе и 90 В на постоянном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2 — 2,5 раза, а на постоянном токе — в 1,2 — 1,4 раза. Дуга зажигается от нагрева электродов; возникающего при их соприкосновении. В момент отрыва электрода от изделия с нагретого катода происходит электронная эмиссия. Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Вторым условием является наличие ионизации в дуговом промежутке. Степень протекания этого процесса зависит от химического состава электродов и газовой среды в дуговом промежутке. Степень ионизации выше при наличии в дуговом промежутке легкоионизующихся элементов. Горящая дуга может быть растянута до определенной длины, после чего она гаснет. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Максимальная длина горящей без обрыва дуги характеризует важнейшее технологическое свойство ее — стабильность. Стабильность дуги зависит от целого ряда факторов: температуры катода, его эмиссионной способности, степени ионизации среды, длины дуги и др.
К технологическим характеристикам дуги относятся также пространственная устойчивость и эластичность. Под этим понимают способность сохранения дугой неизменности пространственного положения относительно электродов в режиме устойчивого горения и возможность отклонения и перемещения без затухания под воздействием внешних факторов. Такими факторами могут быть магнитные поля и ферромагнитные массы, с которыми дуга может взаимодействовать. При этом взаимодействии наблюдается отклонение дуги от естественного положения в пространстве. Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называют магнитным дутьем (рис. 6).
Возникновение его объясняется тем, что в местах изменения направления тока создаются напряженности магнитного поля. Дуга является своеобразной газовой вставкой между электродами и как любой проводник взаимодействует с магнитными полями. При этом столб сварочной дуги можно рассматривать в качестве гибкого проводника, который под воздействием магнитного поля может перемещаться, как любой проводник, деформироваться и удлиняться. Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Отклонение дуги также имеет место при сварке вблизи ферромагнитных масс (железо, сталь). Это объясняется тем, что магнитные силовые линии проходят через ферромагнитные массы, обладающие хорошей магнитной проницаемостью, значительно легче, чем через воздух. Дуга в этом случае отклонится в сторону таких масс.
Возникновение магнитного дутья вызывает непровары и ухудшение формирования швов. Устранить его можно за счет изменения места токоподвода к изделию или угла наклона электрода, временным размещением балластных ферромагнитных масс у сварного соединения, позволяющих выравнивать несимметричность магнитных полей, а также заменой постоянного тока переменным.
Понятие о сварке и ее сущность
Сложные конструкции, как правило, получают в результате объединения между собой отдельных элементов (деталей, агрегатов, узлов). Такие объединения могут выполняться с помощью разъемных или неразъемных соединений.
В соответствии с ГОСТ 2601-74 сварка определяется как процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании или совместным действием того и другого.
Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов — пластмасс, керамик или их сочетаний.
Для получения сварных соединений не требуется применения каких-либо специальных соединительных элементов (заклепок, накладок и т. п.). Образование неразъемного соединения в них обеспечивается за счет проявления действия внутренних сил системы. При этом происходит образование связей между атомами металла соединяемых деталей. Для сварных соединений характерно возникновение металлической связи, обусловленной взаимодействием ионов и обобществленных электронов.
Для получения сварного соединения совершенно недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи могут установиться только тогда, когда соединяемые атомы получат некоторую дополнительную энергию, необходимую для преодоления существующего между ними определенного энергетического барьера. При этом атомы достигают состояния равновесия в. действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
Сближение свариваемых частей и приложение энергии активации — необходимые условия для образования неразъемных сварных соединений.
В зависимости от вида активации при выполнении соединений различают два вида сварки: плавлением и давлением. При сварке плавлением детали по соединяемым кромкам оплавляют под действием источника нагрева. Оплавленные поверхности кромок покрываются расплавленным металлом, который, сливаясь в общий объем, образует жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован или только за счет расплавления металла свариваемых кромок, или за счет их и дополнительного введения в сварочную ванну расплавляемой присадки.
Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации и течению металла облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. В некоторых способах сварки давлением нагрев может производиться до оплавления металла свариваемых поверхностей.
Классификация видов сварки
В настоящее время различают более 150 видов сварочных процессов. ГОСТ 19521-74 устанавливает классификацию сварочных процессов по основным физическим, техническим и технологическим признакам.
Основой физических признаков классификации является форма энергии, используемой для получения сварного соединения. По физическим признакам все виды сварки относят к одному из трех классов: термическому, термомеханическому и механическому.
К термическому классу относят все виды сварки плавлением, осуществляемые с использованием тепловой энергии, — газовую, дуговую, электрошлаковую, электронно-лучевую, лазерную и др.
К термомеханическому классу относят все виды сварки, осуществляемые с использованием тепловой энергии и давления,— контактную, диффузионную, газо- и дугопрессовую, кузнечную и др.
К механическому классу относят все виды сварки давлением, осуществляемые с использованием механической энергии, — холодная, трением, ультразвуковая, взрывом и др.
К техническим признакам классификации сварочных процессов относят способы защиты металла в зоне сварки, непрерывность процесса и степень его механизации (рис. 7).
Технологические признаки классификации устанавливаются для каждого вида сварки отдельно. Например, вид дуговой сварки может быть классифицирован по следующим признакам: виду электрода, характеру защиты, уровню автоматизации и т. п.
Основные разновидности дуговой сварки
Источником нагрева при дуговых способах сварки является сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью. Для поддержания такого разряда нужной продолжительности необходимо применение специальных источников питания дуги (ИПД). Для питания дуги переменным током применяют сварочные трансформаторы, при постоянном токе- сварочные генераторы или сварочные выпрямители. На рис. 8 показана схема электрической цепи дуговой сварки.
Разработка дуговой сварки обусловлена открытием электрической дуги в 1802 г. русским физиком В.В. Петровым. Впервые для соединения металлических частей с помощью электрической дуги, горящей между неплавящимся угольным электродом и свариваемым изделием, было осуществлено Н.Н. Бенардосом в 1882 г. При необходимости в сварочную ванну дополнительно подавался присадочный материал. В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки.
Дальнейшее совершенствование дуговой сварки шло по двум направлениям: 1) изыскание средств защиты и обработки расплавленного металла сварочной ванны; 2) автоматизация процесса. По характеру защиты свариваемого металла и сварочной ванны от окружающей среды могут быть выделены способы дуговой сварки с шлаковой, газошлаковой и газовой защитой. По степени автоматизации процесса способы разделяют на ручную, механизированную и автоматическую сварку. Ниже приводятся характеристики и описание основных разновидностей дуговой сварки.
Дуговая сварка покрытыми электродами (рис. 9). При этом способе процесс выполняется вручную. Сварочные электроды могут быть плавящиеся — стальные, медные, алюминиевые и др. — и неплавящиеся — угольные, графитовые, вольфрамовые.
Наиболее широко применяют сварку стальными электродами, имеющими на поверхности электродное покрытие. Покрытие электродов готовится из порошкообразной смеси различных компонентов и наносится на поверхность стального стержня в виде затвердевающей пасты. Его назначение — повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, и улучшить качество сварки. Сварной шов образуют за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную осуществляет два основных технологических движения: подачу покрытого электрода в зону сварки по мере его расплавления и перемещение дуги вдоль свариваемого шва. Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее — малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Дуговая сварка под флюсом (рис. 10). Электрическая дуга горит между плавящимся электродом и деталью под слоем сварочного флюса, полностью закрывающего дугу и сварочную ванну от взаимодействия с воздухом. Сварочный электрод выполнен в виде проволоки, свернутой в кассету и автоматически подаваемой в зону сварки. Перемещение дуги вдоль свариваемых кромок может выполняться или вручную, или с помощью специального привода. В первом случае процесс ведется с помощью сварочных полуавтоматов, во втором — сварочных автоматов. Дуговая сварка под флюсом отличается высокой производительностью и качеством получаемых соединений. К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
Дуговая сварка в защитных газах (рис. 11). Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов. При этом можно использовать как неплавящийся, так и плавящийся электроды, а выполнять процесс ручным, механизированным или автоматическим способом. При сварке неплавящимся электродом применяют присадочную проволоку, при плавящемся электроде присадки не требуется. Сварка в защитных газах отличается широким разнообразием и применяется для широкого круга металлов и сплавов.
Электрошлаковая сварка (рис. 12). Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и присадочного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более).
Сварные соединения и швы
Согласно ГОСТ 2601-84 устанавливается ряд терминов и определений связанных со сварными соединениями и швами.
Сварное соединение — это неразъемное соединение нескольких деталей, выполненное сваркой. Конструктивный тип сварного соединения определяется взаиморасположением свариваемых частей. При сварке плавлением различают следующие типы сварных соединений: стыковое, угловое, тавровое, нахлесточное и торцовое. Применяется также соединение нахлесточное с точечным сварным швом, выполненное дуговой сваркой.
Металлическую конструкцию, изготовленную сваркой из отдельных деталей, называют сварной конструкцией. Часть такой конструкции называют сварным узлом.
Стыковое соединение представляет собой сварное соединение двух деталей, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями (рис. 13, а). Оно наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Условные обозначения стыковых соединений: С1 — С48.
Угловое соединение представляет собой сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте приложения их кромок (рис.13, б). Условные обозначения угловых соединений: У1 — У10.
Тавровое соединение — это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой (рис. 13, в). Условные обозначения тавровых соединений: Т1 — Т8.
Нахлесточное соединение представляет собой сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис. 13, г). Условные обозначения: h2 — Н9.
Торцовое соединение — это соединение, в котором боковые поверхности элементов примыкают друг к другу (рис. 13, д). Условных обозначений в стандарте пока нет.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны.
Сварочная ванна — это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии. Углубление, образующееся в сварочной ванне под действием дуги, называют кратером. Металл соединяемых частей, подвергающихся сварке, называют основным металлом. Металл, предназначенный для введения в сварочную ванну в дополнение к расплавленному основному, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом. Сплав, образованный переплавленным основным или переплавленным основным и наплавленным металлами, называют металлом шва. В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от доли участия основного и присадочного металлов в формировании шва его состав может изменяться. Торцовые поверхности деталей, подлежащие нагреву и расплавлению при сварке, называют свариваемыми кромками. Для обеспечения равномерного проплавления свариваемых кромок в зависимости от толщины основного металла и способа сварки им придают наиболее оптимальную форму, выполняя предварительно подготовку кромок. На рис. 15 приведены применяемые формы подготовки кромок для различных типов сварных соединений. Основными параметрами формы подготовленных кромок и собранных под сварку соединений являются е, R, b, a, с — высота отбортовки, радиус закруглений, зазор, угол скоса, притупление кромок.
Отбортовку кромок применяют при сварке тонкостенных деталей. Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке — зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками — углом разделки кромок.
Значения параметров формы подготовки кромок и их сборки регламентируются ГОСТ 5264-80. В зависимости от типов сварных соединений различают стыковые и угловые сварные швы. Первый вид швов используется при получении стыковых сварных соединений. Второй вид швов используется в угловых, тавровых и нахлесточных соединениях.
Сварочный словарь
MTE = Miller Technology Exclusive
Выберите первую букву термина, который вы ищете: A C D E F G H I K L M O P R S T V W
А
Accu-Pulse ® (MTE) : Процесс сварки MIG, который обеспечивает точное управление дугой даже при прихваточных швах и в узких углах. Обеспечивает оптимальный и точный контроль образования луж.
Accu-Rated ™ Power (MTE) : Стандарт для измерения мощности генератора с приводом от двигателя. Гарантии поставки всей обещанной мощности.
Active Arc Stabilizer ™ (MTE) : Улучшает зажигание дуги и обеспечивает более мягкую дугу во всех диапазонах, с меньшей турбулентностью лужи и меньшим разбрызгиванием.
Adaptive Hot Start ™ (MTE) : Автоматически увеличивает выходную силу тока в начале сварного шва, если этого требует запуск.Помогает исключить прилипание электрода при зажигании дуги.
Advanced Active Field Control Technology ™ (MTE) : Простой и надежный запатентованный способ точного управления мощностью сварного шва генератора двигателя.
Воздушно-угольная дуговая резка (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление через равные промежутки времени, например, 60 циклов переменного тока (AC) или 60 Гц.
Aluminium Pulse Hot Start ™ (MTE) : Автоматически обеспечивает большую мощность дуги для Millermatic® 350P, чтобы исключить «холодный запуск», свойственный алюминиевым запускам.
Сила тока : Измерение количества электричества, проходящего через заданную точку в проводнике в секунду. Ток — это еще одно название силы тока.
Arc : Физический зазор между концом электрода и основным металлом.Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc-Drive (MTE) : Автоматически улучшает сварку палкой, особенно труб, за счет фокусировки дуги и предотвращения выхода электрода.
Auto-Crater ™ (MTE) : Позволяет дуге TIG на аппаратах серии Trailblazer® исчезнуть кратер, что дает время для добавления наполнителя без потери защитного газа. Устраняет необходимость в дистанционном управлении на конце дуги.
Auto-Line ™ (MTE) : Позволяет использовать любое первичное входное напряжение в диапазоне, одно- или трехфазное, 50 или 60 Гц. Также настраивается на скачки напряжения во всем диапазоне.
Auto-Link® (MTE) : Схема внутреннего источника питания инвертора, которая автоматически подключает источник питания к приложенному первичному напряжению (230 В или 460 В), без необходимости вручную связывать клеммы первичного напряжения.
Автоматический запуск на холостом ходу (MTE) : Немедленно запускает двигатель на холостом ходу при запуске, продлевая срок службы двигателя и снижая расход топлива и уровень шума.
Автоматическая сварка : Использует оборудование для сварки без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического датчика.
Auto-Refire ™ (MTE) : Автоматически управляет вспомогательной дугой при резке металлической сетки или нескольких металлических частей без повторного запуска вручную.
Auto Remote Sense ™ (MTE) : Автоматически переключает машину с панели на дистанционное управление при удаленном подключении.Доступно для Dimension ™ NT 450, XMT® 350, Trailblazer® Series и PRO 300. Устраняет путаницу и необходимость в переключателе панели / дистанционного управления.
Auto-Stop ™ (MTE) : Позволяет останавливать дугу TIG без потери защитного газа на серии Trailblazer®.
Axcess ™ File Management (MTE) : Программное обеспечение, которое превращает стандартный КПК Palm в карту данных и удаленный брелок для всех систем Axcess. Позволяет отправлять по электронной почте, хранить и передавать программы сварки.
К
Сварочный аппарат с постоянным током (CC) : Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «спадающими».
Устройство подачи проволоки с постоянной скоростью: Устройство подачи работает от 240 или 120 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP): Этот тип выхода сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока.Это приводит к относительно ровной кривой вольт-амперной характеристики.
Cool-On-Demand ™ (MTE) : Встроенный охладитель работает только при необходимости на Syncrowave® 250 DX и 350 LX.
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект: Один или несколько дефектов сплошности, которые вызывают сбой при испытании сварного шва.
Dig: Также называется Arc Control.Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при использовании короткой дуги.
Постоянный ток (DC): Протекает в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к отрицательной клемме, а рабочий провод — к положительной клемме сварочного аппарата постоянного тока.Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда вывод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Dual Power Option ™ (MTE) : Дает возможность приводу двигателя PipePro® 304 использовать входную одно- или трехфазную электрическую мощность 230 В, устраняя износ двигателя, шум и выбросы, а также затраты на топливо .
Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью. Примером может служить 60-процентный рабочий цикл при 300 ампер. Это означает, что при 300 А сварочный аппарат можно использовать в течение шести минут, а затем дать ему остыть при работающем двигателе вентилятора в течение четырех минут.
E
Engine Save Start ™ (MTE): Двигатель работает на холостом ходу через три — четыре секунды после запуска на Trailblazer® 275 DC и 302.Увеличивает срок службы двигателя и снижает расход топлива.
Факс
Fan-On-Demand ™ (MTE) : Внутренняя система охлаждения источника питания, которая работает только при необходимости, сохраняя внутренние компоненты в чистоте.
Контактный наконечник FasTip ™ (MTE) : Запатентованный однооборотный наконечник для быстрой замены — никаких инструментов!
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем нагрева их дугой между непрерывной плавящейся электродной проволокой и изделием. Экранирование обеспечивается флюсом, содержащимся в сердечнике электрода. Дополнительная защита может быть обеспечена или не обеспечена от поступающего извне газа или газовой смеси.
г
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления: При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод заготовки».
Gun-On-Demand ™ (MTE) : Позволяет использовать либо стандартный пистолет, либо пистолет Spoolmatic® на Millermatic® 210, 251 и 350 без переключения переключателя. Автомат определяет, какой пистолет вы используете, когда вы нажимаете на спусковой крючок.
H
Гц: Гц часто называют «циклами в секунду». В Соединенных Штатах частота или направление изменения переменного тока обычно составляет 60 герц.
Высокая частота: Охватывает весь частотный спектр выше 50 000 Гц.Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ (MTE) : Используется на некоторых станках с ручным управлением (SMAW), чтобы облегчить запуск электродов, которые трудно запускать. Используется только для зажигания дуги.
Я
Инвертор: Источник питания, который увеличивает частоту поступающей первичной мощности, что позволяет уменьшить размер машины и улучшить электрические характеристики сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА (киловольт-ампер): киловольт-ампер. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой коммунальной компанией.
кВт (киловатт): Первичная кВт — это фактическая мощность, используемая источником питания при достижении номинальной выходной мощности. Вторичный кВт — это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™ (MTE) : Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
Low OCV Stick ™ (MTE) : Уменьшает OCV на некоторых моделях Maxstar® и Dynasty®, когда источник питания не используется, устраняя необходимость в дополнительных редукторах напряжения.
LVC ™ (компенсация линейного напряжения) (MTE): Сохраняет выходную мощность источника питания постоянной, независимо от незначительных колебаний входной мощности.
м
Микропроцессор: Одна или несколько интегральных схем, которые могут быть запрограммированы с сохраненными инструкциями для выполнения множества функций.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой. Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и деталью. Подача газа или газовых смесей из внешнего источника обеспечивает защиту.
Существует четыре основных режима переноса металла:
Переход короткого замыкания: Получил свое название от сварочной проволоки, фактически «замыкающей» (касаясь) основного металла много раз в секунду. Имеется некоторое количество брызг, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
Globular Transfer: Названо в честь «шариков» сварочного металла, перемещающихся по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода.Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги. Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
Распыление: Названо в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки. Использует относительно высокие значения напряжения и силы тока, и дуга постоянно горит после того, как дуга образовалась. Очень мало брызг, если они вообще есть. Обычно используется для сварки толстых металлов в плоском или горизонтальном положении.
Импульсный перенос распылением: Для этого варианта переноса распылением сварочный аппарат «пульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Во время фонового цикла сварочная ванна немного остывает, что немного отличается от режима распылительного переноса. Это позволяет выполнять сварку во всех положениях как тонких, так и толстых металлов.
Для получения дополнительной информации о сварке MIG см. Технические советы MIG.
MVP ™ (Multi-Voltage Plug) (MTE) : Позволяет подключать Millermatic® DVI ™ или Passport ™ к розеткам на 115 или 230 В без инструментов — просто выберите вилку, которая подходит к розетке.
О
Напряжение холостого хода (OCV): Как следует из названия, в цепи нет тока, потому что цепь разомкнута. Однако напряжение воздействует на цепь, поэтому, когда цепь замыкается, ток сразу же течет.
П
Совместимость с ОС Palm ™: Заменяет необходимость в картах данных и подвесках дистанционного управления на моделях Axcess.
Плазменно-дуговая резка: Процесс дуговой резки, при котором металл разрезается за счет использования суженной дуги для расплавления небольшого участка работы.Этот процесс может разрезать все металлы, проводящие электричество. Дополнительную информацию о плазменной резке см. В разделе «Советы по плазменной резке».
фунтов на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
КПД: Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными для сварочного аппарата от основной линии электропередачи в цехе. Первичная входная мощность часто выражается в ваттах или киловаттах (кВт). Это переменный ток, который может быть однофазным или трехфазным.
Pulsed MIG (MIG-P): Модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Области применения, наиболее подходящие для импульсной сварки MIG, — это те области, которые в настоящее время используют метод передачи короткого замыкания для сварки стали калибра 14 (1.8 мм) и выше.
Pulsed TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов.
Импульсный: Последовательность и управление величиной тока, частотой и продолжительностью сварочной дуги.
Р
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки при рабочем цикле 60 процентов.
Регулируемое напыление металла (RMD®) (MTE) : Точно управляемая технология передачи короткого замыкания, доступная в качестве опции для моделей Axcess®. Для уменьшения разбрызгивания, снижения тепловложения до 20 процентов или заполнения зазоров.
Контактная точечная сварка (RSW): Процесс, в котором два металлических куска соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги. Для получения дополнительной информации о контактной точечной сварке см. Технические советы по контактной точечной сварке.
RMS (среднеквадратичное значение): «Действующие» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
Ю
Сварочный полуавтомат: Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
SharpArc® (MTE) : Оптимизирует размер и форму дугового конуса, ширину и внешний вид валика, а также текучесть лужи. Доступно для Millermatic® 350 / 350P.
Дуговая сварка экранированного металла: См. Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Умный топливный бак (MTE) : Конструкция бака сводит к минимуму вероятность обратного потока топлива.
Брызги: Частицы металла, вылетающие из сварочной дуги.Эти частицы не становятся частью завершенного сварного шва.
Точечная сварка: Обычно выполняется на материалах с некоторым типом конструкции стыков внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка TIG и MIG выполняется только с одной стороны.
Squarewave ™: Выход переменного тока источника питания с возможностью быстрого переключения между положительной и отрицательной полупериодами переменного тока.
Сварка палкой (SMAW или дуговая сварка защищенного металла): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем нагрева их дугой между покрытым металлическим электродом и изделием. Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для получения дополнительной информации о сварке штангой см. Технические советы по Stick.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным плавким материалом, который обычно подается на работу из бункера для флюса.
Sun Vision ™ (MTE): Позволяет легко считывать показания цифровых счетчиков при прямом солнечном свете или в тени на Trailblazer® 275 DC и 302.
SureStart ™ (MTE): Обеспечивает постоянное зажигание дуги Axcess® за счет точного управления уровнями мощности для определенных комбинаций проволоки и газа.
Syncro Start ™ (MTE) : Позволяет выбрать индивидуальный запуск дуги на Syncrowave® 200, 250 DX и 350 LX
т
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка TIG (GTAW или газовая вольфрамовая дуга): Этот процесс сварки, часто называемый TIG-сваркой (вольфрамовый инертный газ), соединяет металлы путем их нагрева с помощью вольфрамового электрода, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Для получения дополнительной информации о сварке TIG см. Технические советы по TIG.
Tip Saver Short Circuit Protection ™ (MTE) : Отключает выход, когда контактный наконечник MIG замыкается на рабочий элемент, на Millermatic® 135 и 175.Увеличивает срок службы контактного наконечника и защищает машину.
Сброс триггера: Обеспечивает быстрый сброс на пистолете, а не на станке.
Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Torch Detection ™ (MTE) : Syncrowave® 250 DX и 350 LX определяют, имеет ли горелка TIG водяное или воздушное охлаждение.
Touch Start: Процедура зажигания дуги с низким напряжением и малой силой тока для сварки TIG (GTAW).Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Tri-Cor ™ Technology (MTE) : Конструкция стабилизатора Bobcat ™ 250, которая обеспечивает более гладкие сварные швы и снижает разбрызгивание с электродами E7018 без снижения производительности с электродами E6010.
Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
В
Напряжение: Давление или сила, проталкивающая электроны через проводник.Напряжение не течет, но вызывает протекание силы тока или силы тока. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов.
Устройство подачи проволоки с датчиком напряжения: Устройство подачи проволоки работает от напряжения дуги, генерируемого источником сварочного тока.
Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Управление файлами WaveWriter ™ (MTE) : Включает все функции управления файлами Axcess ™, а также простую графическую программу формирования сигналов для наиболее требовательных приложений импульсной сварки MIG.
Сварка на холостом ходу (MTE) : Позволяет PipePro ™ 304 автоматически сваривать при более тихой и низкой скорости вращения при меньшем расходе топлива. Когда требуется большая мощность, станок переходит на высокую скорость без изменения дуги.
Металл сварного шва: Электрод и основной металл, расплавленный во время сварки. Это формирует сварной валик.
Перенос сварного шва: Метод, при котором металл переносится из проволоки в расплавленную ванну.
Мокрый штабель: Несгоревшее топливо и моторное масло собираются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом.Это состояние вызвано тем, что двигатель в течение длительного времени работает со слишком малой нагрузкой. При раннем обнаружении это не вызывает необратимых повреждений и может быть уменьшено, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. В последние годы повышенные стандарты выбросов и более качественное топливо делают двигатели менее склонными к мокрому складированию.
Wind Tunnel Technology ™ (MTE) : Внутренний поток воздуха на многих инверторах Miller, который защищает электрические компоненты и печатные платы от загрязнения, значительно повышая надежность.
Скорость подачи проволоки: Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки: Средство для крепления кабеля массы (рабочего кабеля) к заготовке (металл, на который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения — регулируемый зажим.
Свинец детали: Проводник или электрический проводник между аппаратом для дуговой сварки и изделием.
Дуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) — это процесс, в котором соединение металлов производится дугой или дугой между неизолированным металлическим электродом или электродами и изделием.
Дуга защищена слоем гранулированного плавкого материала на рабочем месте.
Давление не используется.
Компоненты оборудования для сварки под флюсом, необходимые для сварки под флюсом, показаны на рис. 10-59.
Оборудование состоит из сварочного аппарата или источника питания, механизма подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочного пистолета и кабельной сборки для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы восстановления флюса, и механизм передвижения для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, так как операции сварки под флюсом являются непрерывными и продолжительность сварки может превышать 10 минут.
Если используется источник питания с рабочим циклом 60 процентов, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентного режима работы.
При использовании постоянного тока переменного или постоянного тока необходимо использовать систему подачи проволоки с чувствительным к напряжению электродом.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью.Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но выпрямительные машины более популярны.
Сварочные аппараты для дуговой сварки под флюсом номиналом от 300 до 1500 ампер.
Их можно подключать параллельно для обеспечения дополнительной мощности для сильноточных приложений.
Питание постоянного тока используется для полуавтоматических приложений, но питание переменного тока используется в основном в автомате или автоматическом методе.
Для систем с несколькими электродами требуются специальные типы цепей, особенно когда используется переменный ток.
В полуавтоматическом режиме сварочная горелка и кабельная сборка используются для передачи электрода и тока, а также для обеспечения потока в дуге.
Небольшой бункер для флюса прикреплен к концу кабельной сборки.
Электродная проволока подается через дно этого флюсового бункера через наконечник датчика тока к дуге.
Подача флюса из бункера в зону сварки осуществляется самотеком.
Количество подаваемого флюса зависит от того, насколько высоко расположен пистолет над изделием.
Пистолет с бункером может включать пусковой переключатель для инициирования сварки или может использовать «горячий» электрод, чтобы при прикосновении электрода к изделию подача начиналась автоматически.
Для автоматической сварки горелка присоединяется к двигателю подачи проволоки и включает в себя наконечники датчиков тока для передачи сварочного тока на электродную проволоку.
Бункер флюса обычно прикрепляется к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое оборудование, которое иногда используется, может включать в себя дорожную тележку, которая может быть простым трактором или сложным движущимся специализированным приспособлением. Блок рекуперации флюса обычно используется для сбора неиспользованного флюса подводной дуги и возврата его в питающий бункер.
Система для дуговой сварки под флюсом может стать довольно сложной из-за включения дополнительных устройств, таких как шовные толкатели, ткачи и рабочие вездеходы.
Схема сваркиSAW
Рисунок 10-59. Блок-схема оборудования для сварки под флюсом.Преимущества SAW
Основные преимущества процесса сварки под флюсом или под флюсом:
- металлический шов высокого качества.
- чрезвычайно высокая скорость и производительность наплавки
- гладкий, однородный сварной шов без брызг.
- мало или совсем нет дыма.
- нет дуги, поэтому необходимость в защитной одежде минимальна.
- высокий коэффициент использования электродной проволоки.
- простая автоматизация для высокого оператора.
- в норме, никаких манипулятивных навыков.
Основные области применения SAW
Процесс под флюсом широко используется при производстве толстолистовой стали. Сюда входит сварка:
- профили конструкционные
- продольный шов трубы большего диаметра
- производство деталей машин для всех видов тяжелой промышленности,
- производство сосудов и резервуаров для хранения под давлением
Он широко используется в судостроении для сращивания и изготовления сборочных узлов, а также во многих других отраслях промышленности, где используется сталь средней и большой толщины.
Также используется для наплавочных и наплавочных работ, технического обслуживания и ремонта.
При сварке SAW флюс и проволока разделены. И то, и другое влияет на свойства сварного шва, что требует от инженера выбора оптимальной комбинации для каждого проекта.Ограничения процесса
Основным ограничением SAW (дуговой сварки под флюсом) является ограничение положения при сварке. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Высокая погонная энергия и цикл медленного охлаждения могут стать проблемой при сварке закаленной и отпущенной стали.При использовании дуговой сварки под флюсом необходимо строго соблюдать ограничение теплопроводности рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, когда однопроходный сварной шов приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть уменьшены до такой степени, что следует рассматривать дуговую сварку порошковой проволокой или какой-либо другой процесс.
При полуавтоматической сварке под флюсом невозможность видеть дугу и лужу может быть недостатком для достижения корня сварного шва с разделкой кромок и правильного заполнения или калибровки.
Демонстрация процесса сварки пилой.Принципы работы
Процесс
Процесс сварки под флюсом показан на рисунке 10-60. Он использует тепло дуги между непрерывно подаваемым электродом и изделием.
Рисунок 10-60: Схема процесса сварки под флюсом (SAW)Тепло дуги плавит поверхность основного металла и конец электрода. Металл, выплавленный из электрода, переносится через дугу к заготовке, где он становится наплавленным металлом сварного шва.
Экранирование достигается за счет слоя гранулированного флюса, который накладывается непосредственно на область сварного шва. Флюс, близкий к дуге, плавится и смешивается с расплавленным металлом сварного шва, помогая очищать и укреплять его.
Флюс образует стеклоподобный шлак, который легче по весу, чем наплавленный металл шва, и плавает на поверхности в качестве защитного покрытия.
Сварной шов погружается под этот слой флюса и шлака, отсюда и название сварка под флюсом. Флюс и шлак обычно покрывают дугу, поэтому ее не видно.
Нерасплавленную часть флюса можно использовать повторно. Электрод вводится в дугу автоматически из катушки. Дуга поддерживается автоматически.
Путешествие может быть ручным или машинным. Дуга возникает при запуске с плавким предохранителем или системой реверсирования или возврата.
Нормальный метод применения и возможности положения
Самым популярным методом нанесения SAW является машинный метод, при котором оператор контролирует сварку.
Вторым по популярности является автоматический метод, при котором сварка осуществляется нажатием кнопки.Процесс может применяться полуавтоматически; однако этот способ нанесения не слишком популярен.
Этот процесс нельзя применить вручную, потому что сварщик не может управлять невидимой дугой. Процесс дуговой сварки под флюсом — это сварочный процесс с ограниченными позициями.
Позиции сварки ограничены, так как большая ванна расплавленного металла и шлака очень текучие и имеют тенденцию вытекать из стыка. Сварку можно легко выполнять как в горизонтальном, так и в горизонтальном положении.
В соответствии со специальными контролируемыми процедурами, можно сваривать в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства, удерживающие флюс, чтобы расплавленный шлак и металл шва не могли уйти. Процесс нельзя использовать в вертикальном или верхнем положении.
Металлы свариваемые и диапазон толщины
Сварка под флюсом применяется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально его использовали для сварки некоторых медных сплавов, никелевых сплавов и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок. С подготовкой кромок можно выполнять сварные швы за один проход на материале от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация представлена в таблице 10-22. Горизонтальные угловые швы можно выполнять до 3/8 дюйма.(9,5 мм) за один проход и в плоском положении можно выполнять угловые швы размером до 1 дюйма (25 мм).
Совместное проектирование
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки защищенным металлом, для максимального использования и эффективности дуговой сварки под флюсом предлагаются другие детали соединения. Для сварных швов с канавкой можно использовать конструкцию с квадратными канавками толщиной до 5/8 дюйма (16 мм).
При превышении этой толщины требуются фаски.Используются открытые корни, но необходимы подкладки, поскольку расплавленный металл будет проходить через стык.
При сварке более толстого металла, если используется достаточно большая поверхность основания, опорный стержень может быть удален. Однако для обеспечения полного проплавления при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно сделать подкладочный сварной шов, который вплавится в исходный сварной шов для обеспечения полного проплавления.
Сварочная цепь и ток
При сварке под флюсом или под флюсом в качестве сварочной мощности используется постоянный или переменный ток.Постоянный ток используется в большинстве приложений, в которых используется одна дуга. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Источник постоянного напряжения постоянного тока более популярен для дуговой сварки под флюсом с использованием электродной проволоки диаметром 1/8 дюйма (3,2 мм) и меньшего диаметра.
Система постоянного тока обычно используется для сварки электродной проволокой 5/3 2 дюйма (4 мм) и большего диаметра. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика для сохранения определенной длины дуги.Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или ускоряться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен с системой постоянного тока, так как она требует использования реверсивной системы для зажигания дуги, отвода, а затем поддержания заданного напряжения дуги.
Для сварки SAW на переменном токе всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугой переменного, так и с постоянным током, используется система постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подводятся к дуге, питаемой от одного источника питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 до 2000 ампер. Чаще всего сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любой другой дуговой сварке.Скорость наплавки для одиночных электродов показана на рисунке 10-62. Скорость наплавки при дуговой сварке под флюсом контролируется как минимум четырьмя факторами: полярность, большой вылет, добавки во флюсе и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, увеличив «вылет».”Это расстояние от точки, где ток вводится в электрод, до дуги. При использовании «длинного вылета» степень проникновения уменьшается. Скорость наплавки может быть увеличена за счет добавок металла в флюс подводной дуги. Дополнительные электроды можно использовать для увеличения общей скорости осаждения.
Качество наплавленного металла шва, наплавленного дуговой сваркой под флюсом, высокое. Прочность и пластичность металла сварного шва превосходит таковые у низкоуглеродистой стали или низколегированного основного материала, когда используется правильное сочетание электродной проволоки и флюса под флюсом.Когда сварка под флюсом выполняется машиной или автоматически, человеческий фактор, свойственный процессам ручной сварки, исключается. Сварной шов будет более однородным и без неровностей. В общем, размер сварного шва за проход при сварке под флюсом намного больше, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения ниже. По этой причине газам дается больше времени для выхода. Кроме того, поскольку плотность шлака под флюсом ниже плотности металла сварного шва, он будет всплывать в верхнюю часть сварного шва.Равномерность и последовательность — преимущества этого процесса при автоматическом применении.
При использовании полуавтоматического метода нанесения может возникнуть несколько проблем. Электродная проволока может искривляться на выходе из сопла сварочной горелки. Эта кривизна может привести к возникновению дуги в месте, неожиданном для сварщика. При сварке в достаточно глубоких канавках кривизна может привести к тому, что дуга будет направлена на одну сторону сварного соединения, а не на корень. Это приведет к неполному сращиванию корней.Флюс останется у основания сварного шва. Другая проблема, связанная с полуавтоматической сваркой, заключается в том, что сварная канавка полностью заполняется или сохраняется точный размер, поскольку сварной шов скрыт и не может быть замечен во время его выполнения. Для этого нужно сделать дополнительный проход. В некоторых случаях получается слишком много сварного шва. Вариации раскрытия корня влияют на скорость движения. Если скорость движения одинакова, сварной шов может быть недостаточно или переполнен на разных участках. Высокая квалификация оператора решит эту проблему.
Есть еще одна проблема качества, связанная с очень большими наплавками за один проход.Когда эти большие сварные швы затвердевают, все примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке замерзания, которая является центральной линией сварного шва. Если в этой точке будет достаточно сдерживания и собрано достаточно примесей, может произойти растрескивание по средней линии. Это может произойти при выполнении больших однопроходных плоских угловых швов, если пластины основного металла расположены под углом 45º от плоскости. Простое решение — избегать размещения деталей под истинным углом 45 °. Его следует изменять примерно на 10º, чтобы корень шва не совпадал с центральной линией углового шва.Другое решение — сделать несколько проходов вместо того, чтобы пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла шва. Чрезмерно твердые отложения сварного шва способствуют растрескиванию сварного шва во время изготовления или эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, недостаточная обработка после сварки или чрезмерное налипание сплава на металл шва.Чрезмерное поглощение сплава связано с выбором электрода со слишком большим количеством сплава, выбором флюса, который вводит слишком много сплава в сварной шов, или использованием слишком высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце шва. Лучшее решение — использовать вкладки биения, чтобы запуски и остановки находились на вкладках, а не на продукте.
Графики сварки
Процесс сварки под флюсом, применяемый машиной или полностью автоматически, должен выполняться в соответствии с графиками сварочных работ.Все сварные швы, выполненные с помощью этой процедуры, должны пройти аттестацию и испытания, предполагая, что были выбраны правильный электрод и флюс. Если графики отличаются более чем на 10 процентов, следует провести квалификационные испытания для определения качества сварки.
Параметры сварки
Параметры сварки для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При дуговой сварке под флюсом тип электрода и тип флюса обычно зависит от механических свойств, требуемых сварным швом.Размер электрода зависит от размера сварного шва и тока, рекомендованного для конкретного соединения. Это также необходимо учитывать при определении количества проходов или валиков для конкретного соединения. Сварные швы одного и того же размера могут выполняться за несколько или несколько проходов, в зависимости от требуемой металлургии металла шва. За несколько проходов обычно получается более качественный сварной металл. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость наплавки.
Основные переменные, влияющие на сварку, включают подвод тепла и включают сварочный ток, напряжение дуги и скорость перемещения.Сварочный ток — это самое главное. Для однопроходных сварных швов сила тока должна быть достаточной для желаемого проплавления без прожога. Чем выше сила тока, тем глубже проникновение. При многопроходной работе ток должен быть подходящим для получения сварного шва того размера, который ожидается при каждом проходе. Сварочный ток следует выбирать исходя из размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток.Это влияет на ширину и форму борта. Более высокое напряжение приведет к тому, что борт будет шире и ровнее. Следует избегать чрезмерно высокого напряжения дуги, так как это может вызвать растрескивание. Это связано с тем, что чрезмерное количество флюса расплавляется, и избыточные раскислители могут быть перенесены в наплавленный слой, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого магнитного потока. Низкое напряжение дуги создает более жесткую дугу, которая улучшает проплавление, особенно в нижней части глубоких канавок.Если напряжение слишком низкое, получится очень узкий валик. У него будет высокий венец, и удалить шлак будет сложно.
Скорость движения влияет как на ширину борта, так и на глубину проникновения. Более высокие скорости движения позволяют получить более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, когда требуются небольшие валики и минимальное проплавление. Однако при слишком высоких скоростях возникает тенденция к образованию подрезов и пористости, поскольку сварной шов застывает быстрее. Если скорость движения слишком низкая, электрод слишком долго остается в сварочной ванне.Это создает плохую форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол электрода к изделию, угол самой работы, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Последний фактор, называемый «вылетом» электрода, оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и деталью составляет от 1 до 1-1 / 2 дюйма (от 25 до 38 мм). Если вылет увеличивается сверх этого значения, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки.По мере увеличения вылета уменьшается проникновение в основной металл. Этому фактору необходимо уделить серьезное внимание, потому что в некоторых ситуациях требуется проникновение.
Также необходимо учитывать глубину слоя флюса. Если он слишком тонкий, то в потоке или вспышке дуги будет слишком много дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может получиться узким и выпуклым. Слишком большое количество мелких частиц во флюсе может вызвать точечную коррозию на поверхности, поскольку газы, образующиеся в сварном шве, могут не выйти.Иногда их называют следами клюва на поверхности борта.
Советы по использованию процесса
Одно из основных применений дуговой сварки под флюсом — это круговые сварные швы, при которых детали вращаются под неподвижной головкой. Эти сварные швы могут быть выполнены по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая сварочная лужа и расплавленный шлак, который имеет тенденцию стекать. Это означает, что на наружных диаметрах электрод должен располагаться впереди крайнего верха или положения на 12 часов, чтобы металл сварного шва начал затвердевать до того, как начнется наклон вниз.Это становится еще большей проблемой, когда диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность захвата шлака или плохой поверхности сварного шва. Также следует изменить угол наклона электрода и направить его в направлении движения вращающейся части. Когда сварка выполняется по внутренней окружности, электрод следует наклонить так, чтобы он находился впереди центра нижней части или в положении на 6 часов.
Иногда свариваемая деталь имеет уклон вниз или вверх, чтобы обеспечить различные типы контуров сварных швов.Если работа идет под уклоном, борт будет иметь меньшую глубину проникновения и будет шире. Если сварной шов идет вверх с уклоном, валик будет иметь более глубокий провар и будет уже. Это основано на том, что все остальные факторы остаются неизменными.
Сварочный шов будет отличаться в зависимости от угла наклона электрода по отношению к работе, когда работа выровнена. Это угол движения, который может быть углом сопротивления или толкания. Он оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проваром корня может быть получена дуговой сваркой под флюсом.Если сварное соединение спроектировано с плотным отверстием в корне и довольно большой поверхностью основания, следует использовать высокий ток и положительный электрод. Если соединение спроектировано с корневым отверстием и минимальной поверхностью основания, необходимо использовать опорный стержень, поскольку нет ничего, что могло бы поддерживать расплавленный металл шва. Расплавленный флюс очень текуч и будет проходить через узкие отверстия. Если это произойдет, металл шва последует за ним, и сварной шов прожигет соединение. Опорные стержни необходимы всякий раз, когда есть отверстие в корне и минимальная поверхность корня.
Медные опорные стержни полезны при сварке тонкой стали. Без подкладных стержней сварной шов будет иметь тенденцию плавиться, и металл шва будет выпадать из стыка. Опорная планка удерживает металл шва на месте до его затвердевания. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и захвата меди в металле шва. Для более толстых материалов основа может быть флюсом под флюсом или флюсом другого специального типа.
Варианты процесса SAW
Существует множество разновидностей процесса, которые дают дополнительные возможности для сварки под флюсом.Некоторые из наиболее популярных вариантов:
- Двухпроводные системы — один источник питания.
- Двухпроводные системы — отдельный источник питания.
- Трехпроводные системы — отдельный источник питания.
- Ленточный электрод для наплавки.
- Добавки порошка железа во флюс.
- Сварка с длинным вылетом.
- Электрически «холодная» присадочная проволока.
Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов.На Рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания, а другой с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки для обеспечения электрической изоляции между двумя электродами. С двумя электродами и раздельным питанием можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом.Электроды можно размещать рядом. Это называется поперечным положением электрода. Их также можно разместить один перед другим в положении тандемного электрода.
Двухпроводной тандем
Двухпроводный тандемный электрод с индивидуальными источниками питания используется там, где требуется очень глубокое проникновение. Ведущий электрод положительный, а задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов.Когда две дуги постоянного тока находятся в непосредственной близости, существует тенденция к взаимному влиянию дуги между ними. В некоторых случаях второй электрод подключается к переменному току, чтобы избежать взаимодействия дуги.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует переменный ток на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления высокоскоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться при соответственно высоких скоростях движения и производительности наплавки.
Система сварки лент
Система для сварки полос используется для наплавки низкоуглеродистой и легированной стали, как правило, нержавеющей сталью. Получается широкий валик с равномерным минимальным проникновением. Этот вариант процесса показан на рисунке 10-69. Он используется для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали, используя прочность и экономичность низколегированных сталей для толщины стенки. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс.Когда ширина полосы превышает 2 дюйма (51 мм), используется устройство для генерации магнитной дуги для обеспечения равномерного прожигания полосы и равномерного проплавления.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом — это добавление компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под воздействием тепла дуги и станет частью наплавленного металла шва. Это увеличивает скорость наплавки без ухудшения свойств металла шва.Добавки для металлов также можно использовать для специальных наплавок. Этот вариант можно использовать с однопроводной или многопроволочной установкой.
Другой вариант — использование электрически «холодной» присадочной проволоки, подаваемой в зону дуги. «Холодный» присадочный пруток может быть сплошным или порошковым для добавления специальных сплавов в металл шва. Регулируя добавление подходящего материала, можно улучшить свойства наплавленного металла шва. Можно использовать порошковую проволоку для электрода или для одного из нескольких электродов для введения специальных сплавов в наплавленный металл шва.Каждый из этих вариантов требует специальной инженерии, чтобы гарантировать, что правильный материал добавлен для обеспечения желаемых свойств отложения.
Типичные области применения
Процесс дуговой сварки под флюсом широко используется при производстве большинства тяжелых стальных изделий. К ним относятся сосуды под давлением, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Применяется для приваривания фланцев к стенке. Промышленность тяжелого оборудования является основным потребителем дуговой сварки под флюсом.
Используемые материалы
При сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять загрязнения из расплавленного металла шва. Флюс также обеспечивает введение сплавов в металл шва. Когда этот расплавленный флюс охлаждается до стеклообразного шлака, он образует покрытие, которое защищает поверхность сварного шва.Нерасплавленная часть флюса не меняет своей формы и не влияет на ее свойства, поэтому ее можно восстановить и использовать повторно. Флюс, который плавится и образует шлаковый покров, должен быть удален со сварного шва. Это легко сделать после остывания сварного шва. Во многих случаях шлак отклеивается, не требуя особых усилий для удаления. При сварке с разделкой кромок затвердевший шлак может быть удален сварочным молотком.
Флюсыпредназначены для конкретных применений и для определенных типов наплавленных покрытий.Флюсы под флюсом имеют различный размер частиц. Многие флюсы не имеют маркировки размера частиц, потому что размер разработан и произведен для предполагаемого применения.
Нет спецификации для флюсов под флюсом, используемых в Северной Америке. Однако метод классификации флюсов заключается в наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуговой сварки под флюсом. Это соответствует стандарту Американского общества сварки. Электроды из углеродистой стали и флюсы для дуговой сварки под флюсом.Таким образом, можно назначить флюсы для использования с различными электродами для обеспечения желаемого анализа наплавленного металла шва.
Ссылки на SAW
Процесс дуговой сварки под флюсом
Основы дуговой сварки экранированных металлов
Объясняются основы этого давно используемого и универсального процесса
При дуговой сварке защищенным металлом (SMAW) дуга между покрытым электродом и сварочной ванной используется для выполнения сварного шва.По мере того как сварщик постоянно подает покрытый электрод в сварочную ванну, разложение покрытия превращается в газы, которые защищают ванну. Процесс используется без приложения давления и с присадочным металлом из покрытого электрода. Металл прочного сварного шва, наплавленный этим процессом, используется как для соединения, так и для нанесения функциональной поверхности на металлические изделия.
Из-за множества возможных вариаций в составе покрытия электрода и большого выбора химического состава сердечника проволоки, процесс может производить широкий спектр наплавленных металлических швов с желаемыми механическими и физическими свойствами, обеспечивая при этом гладкую дугу и однородный металл. передаточные характеристики и простота эксплуатации.Это один из старейших и простейших сварочных процессов, который до сих пор широко используется.
Простота процесса распространяется на количество и характер необходимых компонентов схемы, а именно:
1. Источник питания соответствующего номинального тока и рабочего цикла
2. Электрод SMAW, совместимый с выходом источника питания.
3. Сварочный кабель подходящего размера
4. Электрододержатель
5. Кабель массы.
Основы процессов
Отличительной особенностью SMAW является физическое наличие покрытия / покрытия, которое окружает сердечник провода расходуемого электрода.Покрытый стержень называется электродом, потому что он действует как вывод, с которого электрический поток переходит от проводящего твердого тела к проводящей плазме сварочной дуги.
Для любого конкретного применения электрод должен соответствовать следующим трем критериям:
1. Он должен защищать дугу и металл шва.
2. Он должен добавлять металл в сварной шов.
3. Он должен выдерживать сварочную дугу.
Составляющие покрытия выполняют эти функции. При достаточном нагревании ингредиенты покрытия делают следующее:
1.Разлагаются на газы и вытесняют воздух в месте сварки, обеспечивая защиту дуги и металла шва;
2. Ионизируйте плазму дуги;
3. Расплавить расплавленный металл флюсом и при охлаждении образовать на сварном шве защитный шлаковый покров.
Покрытие может также содержать металлические порошки, которые увеличивают вклад металла электрода в сварочную ванну.
Принципы работы
В процессе SMAW используется электрическая цепь, поддерживающая сварочную дугу, для преобразования энергии линии электропередачи или топлива в тепло.Тепло от сварочной дуги интенсивное и чрезвычайно концентрированное. Он сразу же плавит часть заготовки и конец электрода. Сварщик поддерживает длину дуги, удерживая постоянное пространство между электродом и сварочной ванной, образующейся на заготовке. Когда дуга убирается, жидкость плавится и расплав затвердевает в сплошной металл.
Элементы типовой сварочной схемы для дуговой сварки экранированным металлом. Как показано на схеме на рис. 1, источник питания включен в цепь с электродом и заготовкой последовательно.Сварочный кабель, используемый в цепи, электрододержатель и соединение между кабелем и заготовкой также являются важными элементами схемы. Источник питания имеет две отдельные выходные клеммы. С одной клеммы производится подключение к электроду. При использовании постоянного тока (DC) правильная клемма для подключения электрода определяется полярностью, необходимой для этого типа электрода. При использовании переменного тока (AC) электрод можно подключать к любой клемме.Цепь между заготовкой и электродом разомкнута.
Пока электрод SMAW удерживается вдали от заготовки, цепь
остается разомкнутой, и можно использовать вольтметр для измерения падения напряжения между держателем электрода
и заготовкой для этого состояния разомкнутой цепи (предварительной сварки).
Покрытые электроды
Все электроды SMAW имеют покрытие с компонентами, которые облегчают процесс сварки, и добавляют легирующие элементы, которые придают сварному шву полезные свойства.Без покрытия было бы очень трудно поддерживать дугу, наплавленный слой был бы хрупким из-за растворенного кислорода и азота, валик сварного шва был бы тусклым и имел неправильную форму, а заготовка была бы подрезанной.
Производители электродов наносят покрытие на электроды SMAW путем экструзии или погружения. Экструзия
используется гораздо более широко и достигается путем смешивания сухих компонентов с жидкими силикатами. Процесс погружения используется в основном для электродов SMAW, используемых для сварки чугуна, а также для некоторых специальных электродов со сложным сердечником.
Покрытие содержит большую часть стабилизирующих, защитных, флюсовых, раскисляющих и шлакообразующих материалов, необходимых для процесса. Помимо поддержания дуги и подачи присадочного металла для наплавки, разрушение покрытия электрода приводит к появлению других ключевых материалов в дуге или вокруг нее, или в обоих случаях. В зависимости от типа используемого электрода покрытие электрода обеспечивает следующее:
1. Газ для защиты дуги и предотвращения чрезмерного атмосферного загрязнения расплавленного металла;
2.Раскислители, вступающие в реакцию и снижающие уровень растворенных газообразных элементов, которые могут вызвать пористость;
3. Флюсы для ускорения химических реакций и очистки сварочной ванны;
4. Покрытие из шлака для защиты горячего металла шва от воздуха и улучшения механических свойств, формы валика и чистоты поверхности металла шва;
5. Легирование элементов для достижения желаемой микроструктуры;
6. Элементы и соединения для контроля роста зерна;
7. Легирующие материалы для улучшения механических свойств металла шва;
8.Элементы, влияющие на форму сварочной ванны;
9. Элементы, влияющие на смачивание заготовки и вязкость жидкого металла шва; и
10. Стабилизаторы, помогающие установить желаемые электрические характеристики электрода и минимизировать разбрызгивание.
Химические соединения в покрытии в сочетании с составом сердечника проволоки создают уникальные механические свойства сварного шва и улучшают сварочные характеристики, такие как стабильность дуги, тип переноса металла и шлак.Различные типы электродов разработаны не только для сварки различных металлов, но также для оптимизации определенных характеристик процесса и получения преимущества в конкретной области применения
.
Дуговое экранирование
Экранирующее действие процесса, показанного на рис. 2, по существу одинаково для всех электродов SMAW, но конкретный метод защиты и объем образующегося шлака варьируются от одного типа электрода к другому.
Как показано на Рис.2, два механизма работают для предотвращения вредного воздействия на сварочную ванну газов, содержащихся в воздухе. Первый — это насильственное вытеснение воздуха газами, возникающими при горении и разложении электродного покрытия. Во-вторых, защитное действие флюса или шлака, которое предотвращает диффузию компонентов воздуха в жидкий металл. Электродные покрытия различаются в зависимости от этих двух механизмов для обеспечения наиболее благоприятного экранирующего действия для конкретного сварного шва.
Преимущества процесса
Основным преимуществом SMAW является большое разнообразие металлов и сплавов, которые можно сваривать. Доступны процедуры и электроды для сварки углеродистых и низколегированных сталей, высоколегированных сталей, сталей с покрытием, инструментальных и штамповых сталей, нержавеющих и жаропрочных сталей, чугунов, меди и медных сплавов, а также никелевых и кобальтовых сплавов.
Ниже приведены другие преимущества процесса:
1. Оборудование относительно простое, недорогое и портативное.
2. Электрод SMAW обеспечивает как защитный, так и присадочный металл, обеспечивая прочную сварку.
3. Дополнительная газовая защита или гранулированный флюс не требуется.
4. Этот процесс менее чувствителен к ветру и тяге, чем процессы дуговой сварки в среде защитного газа.
5. Размеры электродов SMAW идеальны для работы в местах с ограниченным доступом (электроды можно гнуть, а с помощью зеркал накладывать в слепые зоны).
6. Процесс подходит для большинства обычно используемых металлов и сплавов.
7. Этот процесс является гибким и может применяться к различным конфигурациям стыков и положениям сварки.
8. Быстро и надежно можно получить оптимальные результаты.
Ограничения процесса
1. Металлы с низкими температурами плавления, такие как свинец, олово и цинк, и их сплавы не свариваются методом SMAW. Эти металлы имеют относительно низкие температуры кипения, и сильное тепло дуги SMAW немедленно вызывает их испарение из твердого состояния. Дуговая сварка защищенным металлом также не подходит для химически активных металлов, таких как титан, цирконий, тантал и ниобий, поскольку обеспечиваемая защита недостаточно инертна для предотвращения загрязнения сварного шва.
2. Этот процесс дает более низкие скорости наплавки, чем процессы газовой дуговой сварки (GMAW) и дуговой сварки порошковой проволокой (FCAW). Скорость наплавки ниже, так как максимальный полезный ток ограничен.
3. Если электрод слишком длинный или если ток слишком высокий, количество тепла, генерируемого внутри электрода SMAW, будет чрезмерным. После начала сварки температура покрытия в конечном итоге повысится до диапазона, который приведет к преждевременному разрушению покрытия. Этот пробой, в свою очередь, вызывает ухудшение характеристик дуги и снижает уровень защиты.Следовательно, сварка должна быть остановлена до того, как электрод полностью разрядится. Следовательно, величина тока, которую можно использовать, ограничена диапазоном, который предотвращает перегрев электрода и повреждение покрытия. Ограниченный полезный ток обычно приводит к более низким скоростям наплавки, чем те, которые можно получить с помощью GMAW или FCAW.
4. Потеря шлейфа — еще один недостаток. Заглушка — это конец выбрасываемого электрода SMAW. Он состоит из сердечника проволоки в захвате держателя электрода и небольшой части покрытой длины.Потеря шлейфа влияет на эффективность наплавки, а не на скорость наплавки. Более длинные потери в шлейфах напрямую приводят к снижению эффективности наплавки.
5. Фактор оператора — время дуги в процентах от общего рабочего времени сварщика — для SMAW обычно ниже, чем полученный при непрерывном электродном процессе, таком как GMAW или FCAW.
Когда для сварки требуется большой объем присадочного металла, сочетание низких скоростей наплавки и
более низкого фактора оператора отвлекает от использования SMAW.В этих случаях скорость завершения сварки может быть слишком низкой, а стоимость сварки относительно высокой.
На основе информации из Руководства по сварке, 9-е издание, Том 2, Сварочные процессы, часть 1, и Ежедневного карманного справочника по дуговой сварке экранированных металлов (SMAW), Американское сварочное общество,
Майами, Флорида,
| A | B |
|---|---|
| Предлагаемое положение сварки для электрода обозначается цифрой ______ справа и классификацией электродов AWS. | 2-я |
| Для SMAW рекомендуется использовать фильтр с номером ____. | 10-14 |
| Аппарат для дуговой сварки A (n) ______ может состоять из выпрямителя постоянного тока и генератора переменного тока. | AC / DC |
| Электрод DCEP имеет то же направление потока, что и электрод с обозначением _____. | DCRP |
| Какой рабочий цикл рекомендуется для сварочного аппарата, который будет использоваться с автоматической или полуавтоматической сваркой? | 100% |
| Приблизительная температура дуги SMAW составляет ____ градусов Фаренгейта (3,0593C-3,871C) | 6,500-7,000 |
| что из следующего не является типом сварочного аппарата постоянного тока | Двигатель или генератор постоянного тока с приводом от двигателя и выпрямителем переменного тока |
| ____ не является фактором, определяющим полярность поверхности при сварке. | Диаметр электрода |
| Плетение валика должно быть _____ диаметра используемого электрода. | 6 раз |
| перезапущен на ранее не протертый борт? | На передней кромке предыдущего валика |
| Подрезка и горизонтальное внутреннее угловое соединение обычно представляют собой (n) ________ | углубление вдоль верхнего края сварного шва на вертикальном элементе |
| The___ не является информацией на символе сварки. | Толщина основного металла |
| На символе сварки ______ указывает сварщику, какой тип сварного соединения следует использовать. | Базовое обозначение сварного шва |
| Информация под линией справки относится к _______ стороне сварного шва. | Стрелка |
| ______ находится в скобках на обозначении сварного шва. | Сторона сварного шва с пазом |
| Для каких из перечисленных сварных швов символы сварки смещены друг относительно друга? | Шов со ступенчатой непрерывной сваркой. |
| Каково расстояние между концом одного сварного шва и началом следующего в прерывистом шве, если длина и шаг 4-10? | 6 дюймов |
| Станция SMAW включает в себя аппарат для дуговой сварки, _____, электрод для электрода, провод для заготовки, кабину, рабочий стол, табурет и систему вентиляции. | электрододержатель |
| Тип тока, который течет от электрода через acr к изделию, называется ______. | DCEN, DCSP |
| Постоянный ________ аппарат наиболее желателен при ручной дуговой сварке. | Ток |
| DCRP имеет то же направление потока электронов, что и ______. | DCEP |
| Чтобы сократить время, необходимое для перемещения назад и вперед к сварочному аппарату для изменения настройки _______, устройства управления часто располагаются рядом со сварочным аппаратом. | Дистанционный |
| Аппараты для дуговой сварки на переменном токе имеют три типа: двигатель или двигатель с приводом от генератора переменного тока, тип ____ и тип ____. | Трансформатор, инвертор |
| При использовании машины постоянного тока, если дуговый зазор увеличивается, сопротивление будет _____. | Увеличить |
| Если сопротивление увеличивается при использовании сварочного аппарата CC acr, напряжение должно _____. | Увеличение |
| Каждый валик очищается перед тем, как сделать следующий валик, чтобы предотвратить ___ включений. | Шлак |
| На символе сварки маленький черный символ в форме флажка или вымпела указывает, что сварка будет выполнена в _______. | Поле |
| Пять основных сварных швов: стыковые, _____, тройники, ______ и кромочные. | Уголок, нахлест |
| Сколько существует различных положений сварки? | Четыре |
| Термин, используемый для обозначения промежутка между двумя металлическими частями в нижней части свариваемого соединения. | Корневое отверстие |
| На сварочном чертеже поверхность металла, на которую указывает стрелка символа сварки, называется стороной _____. | Стрелка |
| Сварной шов ____ обозначается на символе сварки символом сварного шва в форме треугольника. | Скругление |
| Буквами обозначены три типа канавок, используемых для подготовки под сварку. | VUJ |
| Маленький кружок, расположенный на, выше или ниже контрольной линии символа сварки, обозначает сварной шов _____. | Точечный |
| Какое типичное напряжение холостого хода при холостом ходу у аппарата для дуговой сварки постоянным током? | 60-80 Вольт |
| Перечислите три компонента трансформаторного сварочного аппарата. | Первичные обмотки, Вторичные обмотки, сердечник |
| Назовите два электронных устройства, которые используются для управления выходом трансформатора в новых источниках питания. | Диодно-кремниевый управляющий выпрямитель (SCR) |
| Используется для тонкого металла | Электрод малого диаметра |
| Используется для наплавки большего количества присадочного металла | Электрод большого диаметра |
| Используется при потолочной сварке | электрод диаметром |
| Используется на корневом проходе сварного шва на толстом металле | Электрод малого диаметра |
| Используется для однопроходных сварных швов на толстом металлическом профиле | Электрод большого диаметра |
Как нанести удар и установить Арка
Сварочная дуга сохраняется, когда сварочный ток проходит через зазор между наконечником электрода и основным металлом.Сварщик должен уметь зажигать дугу и устанавливать правильную дугу легко и быстро.Есть два основных метода зажигания дуги:
- Царапины
- Нарезание метчиком
Метод царапания проще для новичков и при использовании машины переменного тока. Электрод перемещается по пластине под углом, как если бы вы чиркнули спичкой. Когда электрод царапает пластину, зажигается дуга. Когда дуга сформировалась, на мгновение извлеките электрод, чтобы образовалась чрезмерно длинная дуга, затем вернитесь к нормальной длине дуги (см. Рисунок 1).
Рис. 1. Метод зажигания дуги «царапающим». |
В методе нарезания резьбы электрод перемещается вниз к основному металлу в вертикальном направлении. Как только он соприкасается с металлом, он на мгновение вынимается, образуя слишком длинную дугу, а затем возвращается к нормальной длине дуги (см. Рисунок 2).
Рисунок 2. Метод зажигания дуги «коротким замыканием». |
Основная трудность, с которой сталкиваются при зажигании дуги, — это «замерзание», или когда электрод прилипает к изделию или плавится. Это вызвано тем, что ток плавит наконечник электрода и прилипает к холодному основному металлу до того, как он выйдет из контакта. Сверхсильный ток, потребляемый «коротким замыканием», вскоре приведет к перегреву электрода и расплавлению его или флюса, если только цепь не будет нарушена. Если дать держателю электрода быстрый щелчок назад от направления движения, обычно электрод высвобождается.Если этого не произойдет, необходимо будет разомкнуть цепь, высвободив электрод из держателя.
Предупреждение: Никогда не снимайте защитную маску с лица, если электрод замерз. Освободите электрод с экраном перед глазами, так как он будет «вспыхивать», когда отключается.
Совет: Очистите свою работу щеткой от грязи и окалины, прежде чем зажигать дугу.
Как работает сварка — основы процесса сварки
Изучите основы сварки, принципы работы сварки, общие сварочные инструменты и способы практического обучения сварке в Summit College.
Основная цель сварки — соединение двух элементов прочным соединением. Сварщики обычно работают с металлом или термопластом и используют прочный присадочный материал, чтобы связать их вместе. Сварка используется для создания многих современных конструкций в нашем мире, таких как небоскребы, автомобили, корабли и самолеты.
В прошлом строители использовали другие методы соединения металлических заготовок. Пайка, пайка и клепка — все это альтернативы сварке.Узнайте, почему сварка стала стандартным вариантом соединения для многих отраслей промышленности и почему она так высоко ценится в промышленных приложениях и производстве.
Сварочные работы путем соединения двух материалов без отдельного связующего материала. В отличие от пайки и пайки, в которых используется связующее с более низкой температурой плавления, сварка соединяет две детали напрямую друг с другом. Понимание этой разницы является ключом к пониманию того, почему сварка предпочтительнее для прочной и долговечной конструкции.
Существует три основных метода сварки, поэтому важно понимать каждый вариант и знать, насколько прочен сварной материал для ваших сварочных работ. Вот три основных метода сварки, доступных современным сварщикам:
-> Газовая сварка
-> Дуговая сварка
-> Лазерная сварка
Дуговая сварка использует электрическую дугу для плавления рабочего материала. Сначала к материалу прикрепляется заземляющий провод. Затем сварщик прикладывает вывод электрода к обрабатываемому материалу.Когда сварщик отводит электрод от материала, он создает электрическую дугу, иначе известную как продолжающийся плазменный разряд в результате электрического пробоя газа. Сварочные аппараты используют переменный или постоянный ток и используются для получения очень концентрированной узкой точки сварки.
Газовая сварка — еще один распространенный вид сварки. Это более старый и распространенный вариант, также известный как кислородно-топливная сварка. Газ направляется к сварочному стержню или точке фокусировки и воспламеняется, создавая высокотемпературное пламя.Лучше всего использовать для высоколегированных сталей. Хотя точка сварки менее сконцентрирована, чем электросварка, она намного горячее и больше подходит для особенно твердых сплавов.
Лазерная сварка — последнее новшество в сварочной технике. Этот метод в настоящее время используется только в крупных промышленных приложениях. Лазерные сварщики используют луч высокой энергии для сплавления материалов. Это дорогостоящая система, требующая экспертного контроля и тонкости.
По сравнению с другими методами соединения, сварка имеет ряд преимуществ.Вот лишь несколько причин, по которым многие промышленные строительные процессы сваривают материалы вместе:
• Долговечное соединение
• Безупречный шов
• Превосходная точка плавления
• Эффективная и универсальная система
Эти преимущества делают сварку очень востребованным навыком для автомобилестроения, строительства и промышленные компании. Любите ли вы работать руками или заинтересованы в востребованной высокооплачиваемой карьере, узнайте, подходит ли вам карьера техника-сварщика.
Узнайте, что вам нужно, чтобы подготовиться к карьере сварщика.Вот некоторые основные приспособления и оборудование, которые вам понадобятся для начала работы сварщиком. Ознакомьтесь со всеми этими вариантами сварочного инструмента и узнайте больше о плюсах и минусах каждого варианта.
Прежде чем приступить к работе с любым сварочным аппаратом, вам потребуется подходящее защитное оборудование и место. Сварка выделяет огромное количество тепла, искр и металлического шлака. Защитная одежда необходима для защиты от ожогов во время работы. Сварочная маска защищает глаза от яркого света сварщика. Из-за экстремальных температур свет становится настолько ярким, что может нанести вред вашим глазам.
Огромное разнообразие сварочных инструментов может быть огромным. Тщательно сравните их и используйте желаемое приложение, чтобы найти лучший сварочный аппарат для вас. Если вы тренируетесь на сварщика, спросите своего инструктора, какой сварщик лучше всего подходит для начинающих. Вот некоторые распространенные типы сварщиков, которые следует учитывать:
• Дуговая сварка в защитном металлическом корпусе (SMAW) или сварка стержнем
• Дуговая сварка металлическим электродом в газе (GMAW) или сварка MIG
• Дуговая сварка под флюсом (SAW)
• Дуговая сварка вольфрамовым электродом (GTAW) или сварка TIG
Ваш металл и тип сварного шва, который вы хотите получить, определяют наилучшего сварщика для ваших целей.Некоторые сварщики лучше подходят для больших структурных швов, в то время как другие лучше всего подходят для детализированных поверхностных сварных швов, которые легко отполировать до безупречной отделки.
Сварочные аппараты и аппараты для электродов 6010
Электроды E6010, одна из основных сварка труб и пластин стержневой сваркой, старые резервы, с которыми легко обращаться промышленными трансформаторными сварочными аппаратами. Но новое поколение портативных машин инверторного типа не всегда хорошо с ними справляются. An отраслевой эксперт рассказывает историю 6010 и объясняет, что искать в инверторный сварочный аппарат для этого проникающего электрода.
Успех сварки зависит от иметь нужные инструменты и знать, как их использовать. Для сварки трубы, сварка в нерабочем положении и в полевых условиях с грязными или ржавыми металл, что означает использование электродов E6010 SMAW (стержневых) и сварочной мощности источники, специально предназначенные для работы с этим электродом. Усиление стержневых электродов
различные характеристики, потому что состав покрытия меняется на
тип электрода. Согласно ASME Раздел II часть D (пар. A7.1), «Покрытия
[на электроде E6010] с высоким содержанием целлюлозы, обычно превышающим 30% на
масса.Другие материалы, обычно используемые в покрытии, включают:
диоксид титана, металлические раскислители, такие как ферромарганец, различные
типы силикатов магния или алюминия, а также жидкий силикат натрия в качестве
связующее ».
Из-за покрытия
состава электроды E6010 обычно описываются как «целлюлозные» или
Электроды с высоким содержанием целлюлозы натрия. Эти электроды разделяют
следующие характеристики:
- Глубоко проникающий, мощная дуга струйного типа, которая помогает оператору добиться хорошего врезания с обеих сторон шва при выполнении корневого прохода.
- Эти «копания» характеристики также делают электроды E6010 хорошим выбором для полевых работ. ремонтные работы, так как копающая дуга может прожечь ржавчину, грязь и краску (тем не менее, ничто не заменит хорошую подготовку к сварке).
- Смачиваемая сварочная лужа хорошо, но быстро остывает. Этот атрибут «быстрого замораживания» делает E6010 электроды, особенно подходящие для сварки над головой. Операторы любят Электроды E6010, потому что расплавленный металл остается в стыке и не падает на них столько же, сколько на другие универсальные электроды.
- Тонкий слой шлака, который легко удаляется, упрощая очистку и подготовку к следующему сварочному проходу.
- Плоская поверхность сварного шва с крупной неравномерной рябью.
В совокупности эти атрибуты поэтому электроды E6010 предназначены для сварки труб, а также для такие приложения, как полевое строительство, судостроительные верфи, водонапорные башни, сосуды под давлением, напорные трубы, стальные отливки и склады стали танки.
Подготовка суставов
Многие приложения
для электродов E6010 требуется 100-процентное проникновение.В случае
критические сварные швы, 100 процентов стыков будут подвергаться ультразвуковой
тестирование и другие проверки. Обеспечение полного слияния начинается с хорошего
подготовка сварного шва, а для типичного стыкового шва с открытым корнем E6010 это
означает:
- Снятие фаски с кромок трубы или пластины; типичный скос составляет 37,5 градусов для трубы и 22,5 градуса для листа.
- Оставив небольшой «никель» ширина ”земли (от 3/32 до 1/8 дюйма). Земля — это нескошенная часть металл по краю стыка.Здесь металл должен быть толще поддерживать высокую температуру сварного шва; в противном случае сила дуги будет «Продуть» сустав.
- Создание зазора примерно От 3/32 до 1/8 дюйма (или согласно спецификации). Чтобы обеспечить равномерный зазор, уловка старого сварщика труб состоит в том, чтобы согнуть длину 3 / 32- или 1/8-дюймовой TIG наполнитель в U-образную форму и вставьте его между секциями при скреплении.
И, говоря о прихватках, сделайте прихваточные швы длиной около 1 дюйма, затем используйте шлифовальный станок, чтобы сузить или «Растушуйте» каждый конец прихватки.Цель состоит в том, чтобы закрепить толстую достаточно, чтобы образовать дугу без прожога, но достаточно тонкую, чтобы что тепло дуги поглощает клей. После установления дуги многие операторы кратковременно «затягивают» электрод, чтобы нагреть середину закрепку, затем уменьшите длину дуги («затяните дугу») по мере перехода с пера в щель.
Удар и пауза
Для электродовE6010 требуется три специфические техники манипуляции. Для начала запомните это напряжение пропорционально расстоянию.Длинная дуга увеличивает напряжение (и лужа текучести), а короткая («плотная») дуга снижает напряжение и обеспечивает большее контроль над лужей. Благодаря характеристикам управляющей дуги, Электроды E6010 требуют плотной дуги. Инструкторы иногда говорят студенты должны полностью вставить электрод в зазор («У вас длинная дуга. Вставьте ее туда!»).
Второй и третий техники, известные как «взбить и сделать паузу» и «прочитать замочную скважину», должны работать в гармонии. Вместо перетаскивания электрода с постоянной скоростью и наклоняя или переплетая его из стороны в сторону, операторы «взбивают» электрод вперед на долю дюйма (возможно, от 3/32 до 1/4 дюйма) и немедленно верните его примерно на 1/8 дюйма и сделайте паузу на долю секунды, чтобы образовать сварочную лужу.
Некоторые эксперты описывают хлестать и приостанавливать движение как два шага вперед, один шаг назад; Расстояние каждого шага примерно равна диаметру электрода. Обратите внимание, что некоторые операторы на самом деле не делают паузу. Скорее они медленно продвигаются вперед примерно на диаметр электрода перед повторным взбиванием.
Взбивание электрода достигает нескольких целей. Во-первых, это дает луже возможность круто, а также предоставляет операторам возможность манипулировать лужа с большой степенью контроля.Во-вторых, он вытягивает расплавленный металл вперед, когда оператор перемещает электрод вперед. В-третьих, как дуга контактирует с новым металлом, вонзается в стороны стыка и открывает замочная скважина.
Читая замочную скважину
При сварке на открытом корне соединить и использовать технику хлыста и паузы, операторы заметят «Замочная скважина» открывается, когда они проталкивают стержень вперед (это называется замочной скважиной потому что это похоже на дырочку на старинном замке). Хорошая сварка операторы могут прочитать замочную скважину и использовать ее для оценки подводимого тепла.В Кроме того, они корректируют технику хлыста и паузы, а также путешествуют скорость, чтобы контролировать размер замочной скважины.
Если замочная скважина слишком большой, существует опасность пробоя дуги через соединение. Чтобы «спасти» сварка без разрыва дуги, решения включают увеличение скорости движения, удерживая как можно более узкую дугу и делая небольшой овал, нагрейте фаску. Если это не удается, прекратите сварку и уменьшите силу тока.
Правильный сварщик
Для электродовE6010 требуется больше напряжения, чем у других электродов.Далее, когда операторы взбивают электрода, длина дуги изменяется, и источник сварочного тока должен держите дугу установленной.
Из-за этих двух проблемы, источники питания, подходящие для работы электродов E6010, разделяют два характеристики. Во-первых, у них высокое напряжение холостого хода (OCV), что представляет собой напряжение на электроде до возникновения дуги (например, нет текущий рис.). Частая аналогия — это OCV — и помните, что напряжение обеспечивает электрическое давление — как садовый шланг с вода включается и до открытия форсунки.Источник энергии, который обеспечивает хорошее электрическое давление, обеспечивает лучшее зажигание дуги.
Во-вторых, хороший E6010 У сварщиков большой индуктор. Индуктор сопротивляется изменению электрического ток, проходящий через него. Говорят, что они «держат власть» или действуют как «Запас мощности» для поддержания дуги во время манипулирования оператором электрод. Обычные источники питания и сварочные генераторы используют большие магнитные элементы, такие как медная проволока, намотанная на ферритовый сердечник. Источники питания на основе инвертора используют электронику и гораздо меньшие магниты. для минимизации общего веса.
Обратите внимание, что инверторы должны быть специально разработанным для сварки электродом E6010. Добавление необходимые электронные компоненты и написание алгоритмов, которые обеспечение хороших характеристик дуги увеличивает стоимость агрегата. Наиболее небольшие многопроцессорные инверторы, предназначенные больше для домашнего хобби у сварщика этих комплектующих просто нет (а целевая аудитория не имеет навыков работы с электродами E6010, даже если они это сделали).
В остальных случаях, как с ESAB Rebel, производитель, специально разработал его для работы с E6010.При подключении к 230 В переменного тока он обеспечивает 92,8 В постоянного тока OCV. Подключено к 120 VAC, он обеспечивает 77,6 В постоянного тока OCV. При сварке номинальная мощность стержня составляют 110 А / 24,5 В при рабочем цикле 20 процентов при 120 В переменного тока и 160 А / 26,5 В при 20 В процент рабочего цикла при 230 В переменного тока.
В результате хорошего OCV и схема, разработанная для электродов E6010, Rebel обеспечивает механическое подрядчиков, сварщиков труб и других специалистов с типом дуги контроль, который они обычно связывают с полноценной промышленной единицей — в 40 фунтов.упаковка. Учитывая, что большинство сварщиков работают с диаметром 1/8 дюйма Электрод E6010 при силе тока от 70 до 100 ампер (DC EN или EP), Rebel предлагает действительно портативное решение для сварки E6010.
Самый профессиональный уровень инверторы также обеспечивают регулируемый горячий пуск и регулируемое усилие дуги. управление для настройки характеристик дуги для конкретных электродов. Горячий старт увеличивает ток сверх установленного значения на несколько миллисекунд, чтобы помочь установить дугу. Потому что электроды E6010 «легко светятся» (особенно по сравнению с электродами E7018) они не требуют большого горячего старта помощь; поэкспериментируйте со значениями от 0 до 15 процентов.Контроль силы дуги увеличивает силу тока, когда напряжение падает ниже определенного порога, что позволяет операторам вставлять электрод в соединение без прилипание электрода. Электроды E6010 из-за своей движущей дуги не требуется дополнительный контроль Arc Force; поэкспериментируйте со значениями 10 до 30 процентов.
Всем, кто начинает читать о сварке штангой вскоре узнают, что профессионалы в области сварки, которые сварка стержнем труб, сосудов высокого давления и других критически важных компонентов в их собственной лиге, когда дело касается сварочных навыков.Один из их отличает способность многократно делать «рентгеновские снимки».