Трехкулачковые самоцентрирующие патроны
Трехкулачковые самоцентрирующие патроны. Существует несколько типов самоцентрирующих трехкулачковых патронов (с ручным приводом), различающихся между собой устройством для перемещения кулачков. Независимо от особенностей этих устройств перемещение кулачков патрона во всех случаях происходит одновременно и с одинаковой скоростью. Благодаря этому ось цилиндрической поверхности детали, за которую она закрепляется в патроне, должна совпасть с осью вращения шпинделя станка.
Одним из наиболее употребительных патронов является спиральный само центрирующий трех кулачковый патрон . В корпусе 3 этого патрона заложена стальная коническая шестерня 4, на обратной стороне которой имеется спиральная канавка. На кулачках 2 патрона сделано несколько выступов, которые входят в спиральную канавку шестерни 4. При вращении одной из трех шестерен 1 посредством ключа (квадратный хвост которого входит в такое же отверстие в торце шестерни) вращается шестерня 4.
Рассматриваемый патрон имеет два комплекта кулачков. Один из этих комплектов (кулачки 2) используется для закрепления детали за се внутреннюю, а другой (кулачки 5) — за ее наружную поверхность.
При небольшом диаметре наружной поверхности, за которую деталь закрепляется в патроне, можно использовать и кулачки 2. Кулачки в этом случае соприкасаются с деталью поверхностями А. Такой способ особенно часто применяется при изготовлении деталей из прутка, пропущенного через отверстие в шпинделе. Кулачки 5 используются иногда для закрепления детали за поверхность отверстия. Они соприкасаются в этом случае с деталью поверхностями В и работают, как говорят, «на разжим».
При замене одного комплекта кулачков другим необходимо вводить в паз корпуса сначала тот кулачок, на котором имеется цифра 1 (или одна точка, намеченная керном). После того, как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3.
После того, как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3.
Спиральный самоцентрирующий трехкулачковый патрон и его детали.
При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга. При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было ) сказано выше.
Биение точно обработанной детали, закрепленной в новом спиральном патроне, составляет 0,06—0,12 мм (в зависимости от диаметра патрона). Величина этого биения быстро возрастает вследствие износа рабочих поверхностей спирали шестерни и выступов кулачков. Точность центрирования патроном зависит и от состояния пазов, по которым перемещаются кулачки.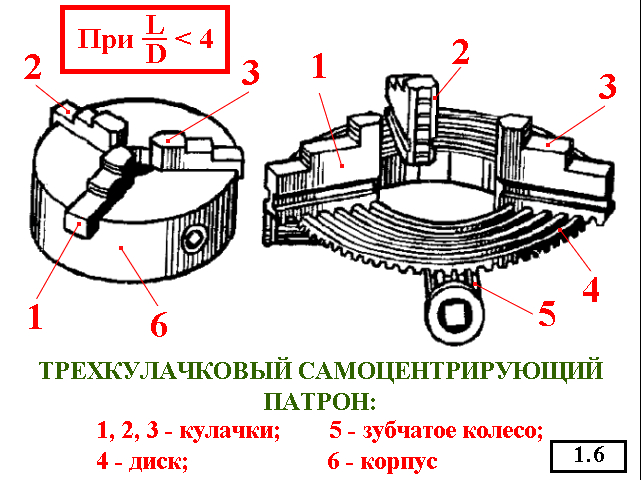
Эту втулку, обработанную начерно, разрезают, зажимают в кулачки патрона и растачивают по диаметру детали, которая будет в ней обрабатываться. На время растачивания в место разреза кладут медную прокладку, которая после растачивания вынимается.
При больших размерах детали разрезная втулка плохо пружинит. В этих случаях также с целью улучшения центрирования на кулачки патрона надеваются и закрепляются стопорными винтами чугунные кольца (рис.
 51, 6). Головки винтов не должны выступать над поверхностью колец. Установив кулачки в положение, близкое к требуемому для закрепления данной детали, делают в кольцах выточку по диаметру детали.
51, 6). Головки винтов не должны выступать над поверхностью колец. Установив кулачки в положение, близкое к требуемому для закрепления данной детали, делают в кольцах выточку по диаметру детали.
Разрезная втулка (а) и накладные кольца (б), повышающие точность центрирования патроном.
Разрезная втулка и кольца повышают точность установки детали и, кроме того, предохраняют поверхность ее от повреждений кулачками патрона.
Кулачковые патроны токарных станков
Приспособления и установка деталей (заготовок)
Кулачковые патроны
На токарных станках применяют двух-, трех-
и четырехкулачковые патроны с ручным и механизированным приводом зажима.
В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные
отливки и поковки; кулачки таких патронов, как правило, предназначены
для закрепления только одной детали. В трехкулачковых самоцентрирующих
патронах закрепляют заготовки круглой и шестигранной формы или круглые
прутки большого диаметра.
Наиболее широко применяют трехкулачковый
самоцентрирующий патрон (рисунок ниже). Кулачки 1, 2 и 3 патрона
перемещаются одновременно с помощью диска 4. На одной стороне
этого диска выполнены пазы (имеющие форму архимедовой спирали),
в которых расположены нижние выступы кулачков, а на другой — нарезано
коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми
колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря
зубчатому зацеплению) также поворачивается и посредством спирали
перемещает одновременно и равномерно все три кулачка по пазам корпуса
6 патрона. В зависимости от направления вращения диска кулачки
приближаются к центру патрона или удаляются от него, зажимая или
освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и
для повышения износостойкости закаливают.
Кулачковые патроны могут оснащаться
механизированным приводом — тяговым или встроенным. Патроны с тяговым
приводом имеют зажимные элементы, связанные цельными или пустотелыми
тягами с пневмо- или гидроцилиндром. На рисунке ниже представлена
конструкция двухкулачкового рычажного патрона со сменными кулачками 14,
которые предварительно устанавливаются по заготовке (относительно оси
вращения) путем смещения сухарей 12 (скрепленных с кулачками 14 винтами 13)
по пазам в ползунах 11. Ползуны 11 перемещаются к центру патрона
рычагами 10, которые при движении упора 15 (вместе с тягой 3)
поворачиваются вокруг оси 9 в корпусе 8. При повороте рычаги 10
опираются на поверхности 7. Перемещение ползунов 11 (вместе с кулачками 14)
от центра патрона производится конической поверхностью упора 15 при
обратном движении тяги 3, связанной с упором посредством направляющей
втулки 6 и соединительных деталей 2, 4 и 5.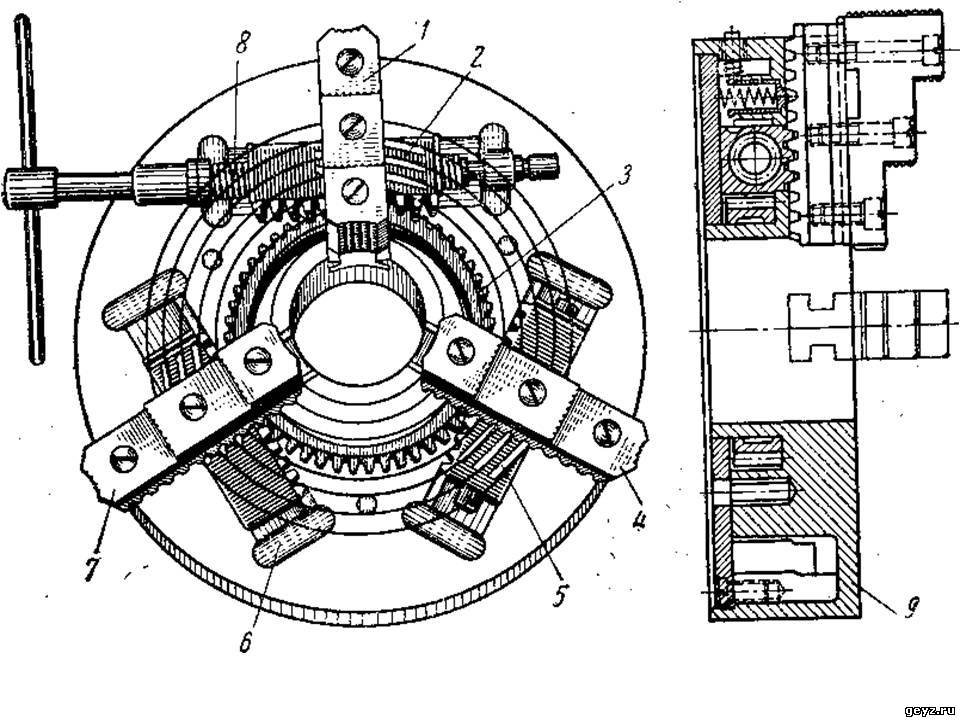
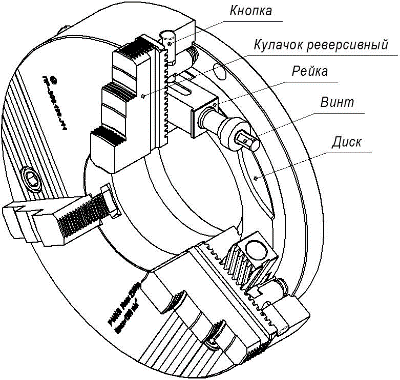
Патрон с встроенным приводом (рисунок ниже) имеет встроенный пневмоцилиндр 6 с поршнем 5 и крепится к станку фланцем 1. Резиновое кольцо 11 смягчает удары поршня о фланец 4. Уплотнительные кольца 10 и 12 обеспечивают герметичность пневмопривода. Ползуны 7 (с зажимными кулачками 8) имеют выступы 9, которые входят в пазы поршня 5. Угол наклона пазов 40,5 градуса, что обеспечивает условия самоторможения. При подаче воздуха по каналам 2 и 3 в левую или правую полость цилиндра ползуны 7 перемещаются от центра патрона или к его центру и через кулачки 8 разжимают или зажимают заготовку.
Четырехкулачковый патрон с независимым
перемещением кулачков (рисунок ниже) состоит из корпуса 1, в котором
выполнены четыре паза, в каждом пазу смонтирован кулачок 4 с винтом 3,
используемым для независимого перемещения кулачков по пазам в радиальном
направлении. От осевого смещения винт 3 удерживается сухарем 2.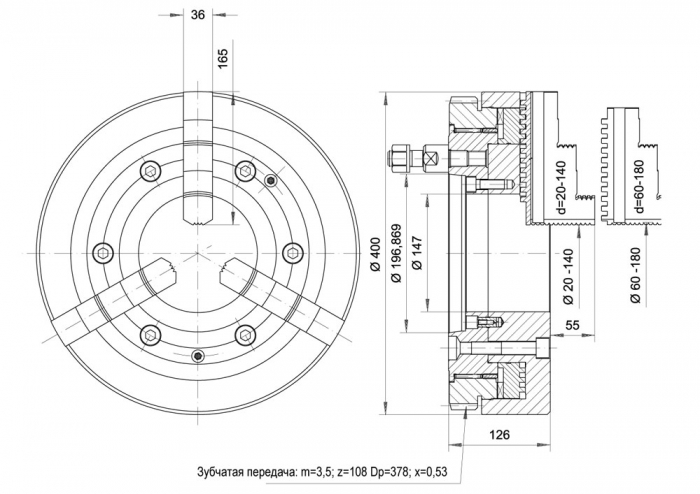
Токарный патрон спиральный самоценрирующий для токарных станков.
Токарный патрон самоцентрирующий спирально-реечный из стали или чугуна, предназначен для установки на универсальные токарные, револьверные, внутришлифовальные станки, делительные головки и различные приспособления.
ТИП 1 — с цилиндрическим центрирующим пояском и креплением через промежуточный фланец по ГОСТ 3889-80;
ТИП 2 — с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593-72.
исполнение 1 — с цельными кулачками (нечетные)
исполнение 2 — со сборными кулачками (четными)
У двух, четырёх и шестикулачковых патронов к обозначению спереди добавляется индекс — цифра 2, 4 и 6 соответственно. У трёхкулачкового патрона такой индекс отсутствует.
Виды токарных патроновНа сегодняшний день, пользуются спросом следующие виды токарных патронов:
Белорусские:
Польские:
Китайские:
Из чего состоит токарный патрон:№1 — Ключ
№2 — Пружина
№3 — Втулка
№4 — Стопор
№5 — Шестерня
№6 — Фланец
№7 — Диск спиральный
№8.1 — Кулачок прямой
№8.2 — Кулачок обратный
№9.1 — Рейка (кулачек базовый — сборный)
№9.2 — Кулачек накладной прямой
№9.3 — Кулачек накладной обратный
№9. 4 — Кулачок накладной мягкий
4 — Кулачок накладной мягкий
№10. — Корпус
В корпусе 3 этого патрона заложена стальная коническая шестерня 4, на обратной стороне которой имеется спиральная канавка. На кулачках 2 патрона сделано несколько выступов, которые входят в спиральную канавку шестерни 4.
При вращении одной из трех шестерен 1 посредством ключа (квадратный хвост которого входит в такое же отверстие в торце шестерни) вращается шестерня 4.
Под действием спирали, нарезанной на обратной стороне этой шестерни, кулачки будут перемещаться в пазах корпуса патрона, что и требуется для закрепления детали.
Допустимое биение токарных патроновБиение точно обработанной детали, закрепленной в новом спиральном патроне, составляет 0,06—0,12 мм (в зависимости от диаметра патрона). Величина этого биения быстро возрастает вследствие износа рабочих поверхностей спирали шестерни и выступов кулачков.
Точность центрирования патроном зависит и от состояния пазов, по которым перемещаются кулачки.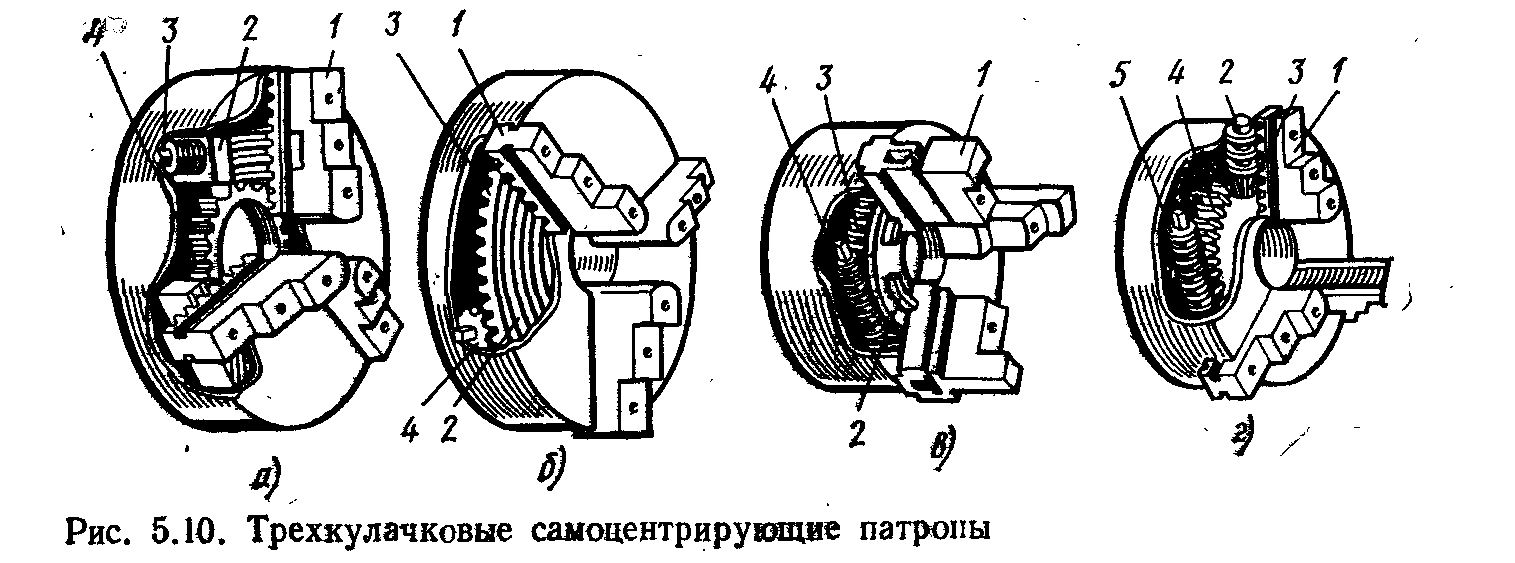 При износе этих пазов кулачки при закреплении детали отходят от корпуса патрона и положение детали получается неправильным.
При износе этих пазов кулачки при закреплении детали отходят от корпуса патрона и положение детали получается неправильным.
При выходе изготавливаемой детали за пределы допусков, лучший вариант, заменить всю систему соприкасающихся пар токарного патрона (при условии, что до этого были нормальные, допустимые отклонения):
- шестерня (№5)
- диск спиральный (№7)
- кулачки (прямые, обратные)
СМОТРИТЕ ВИДЕО:
Эксплуатация, устройство и обслуживание трёхкулачкового токарного патрона.
Свертывание патрона производится посредством деревянной
ваги, вкладываемой между его кулачками. Необходимо быть особенно осторожным, когда свертывание патрона подходит к концу, чтобы избежать ранения рук. Под свертываемый патрон надо подкладывать деревянную доску.
|
Зажимные устройства со встроенным пневматическим приводом. Большинство конструкций зажимных устройств токарных станков с пневматическим приводом обладают существенным недостатком: из-за того, что внутри шпинделя пропущена тяга, связывающая привод с патроном, возможности токарного станка резко сокращаются. Поэтому большой интерес представляет пневматические патроны со встроенными пневматическими приводами. Патрон, представленный на фиг. 70, имеет индивидуальную настройку кулачков. Кулачки с губками 6 скользят по трем радиальным Т-образным пазам в корпусе 3 патрона. Своей зубчатой Частью кулачки связаны с зубчатыми валиками 5, помещенными в отверстиях корпуса патрона. Задняя крышка патрона, скрепленная с корпусом 5, образует герметичную полость, которая служит пневмоцилиндром.  На па трубке крышки двигается поршень 2, жестко связанный с тремя штырями 7. На па трубке крышки двигается поршень 2, жестко связанный с тремя штырями 7. Фиг. 71. Крепление патрона на шпинделе станка. Закрепление обрабатываемой заготовки происходит следующим образом. Воздух через канавку А и отверстие 1 цилиндра подается в правую от поршня полость цилиндра. Поршень 2 перемещается влево и увлекает за собой три жестко связанные с ним штыря 7. На каждом штыре имеется паз В, в который входит выступ рычага 9. При перемещении штырей влево стенка паза нажимает на выступ рычага, в результате чего последний поворачивается и благодаря сцеплению с валиками 8 поворачивает их вокруг своей оси (по стрелке). При этом кулачки патрона, передвигаемые валиками к центру, зажимают обрабатываемую заготовку. Управление патроном осуществляется кнопочным распределительным краном, установленным на токарном станке. |
 патрон развивает зажимное усилие 2400—3000 кГ. Такое довольно большое усилие создается благодаря наличию рычагов-усилителей.
патрон развивает зажимное усилие 2400—3000 кГ. Такое довольно большое усилие создается благодаря наличию рычагов-усилителей.  , находится
, находится 
 Однако частая установка и снятие обрабатываемого изделия на вращаюшемся патроне не рекомендуется, так как это приводит к быстрому износу резиновых колец.
Однако частая установка и снятие обрабатываемого изделия на вращаюшемся патроне не рекомендуется, так как это приводит к быстрому износу резиновых колец.  Для обеспечения требуемой быстроты срабатывания патрона воздухоподводящие каналы должны иметь площадь проходного сечения не менее 0,5 cм*. Для предотвращения нагрева и износа резиновых колец 4 между ними и плоскостью вращающегося корпуса патрона 2 вставляются кольца 3 из антифрикционного материла.
Для обеспечения требуемой быстроты срабатывания патрона воздухоподводящие каналы должны иметь площадь проходного сечения не менее 0,5 cм*. Для предотвращения нагрева и износа резиновых колец 4 между ними и плоскостью вращающегося корпуса патрона 2 вставляются кольца 3 из антифрикционного материла.  развивает усилив зажима 2000 кГ при ходе кулачков по диаметру 10 мм.
развивает усилив зажима 2000 кГ при ходе кулачков по диаметру 10 мм. назначение и конструкция, виды и классификация, размеры и обозначения.
Токарный патрон – это основной элемент оснастки токарного станка, зажимное устройство обеспечивающее фиксацию заготовок на шпинделе. Применение патронов позволяет производить обработку на высоких скоростях вращения, обеспечивает точность установки и необходимое усилие зажима.
Данный элемент оснастки изготавливается из прочных марок чугуна или закаленной инструментальной стали, имеет различные варианты исполнения, обеспечивающие широкие возможности обработки деталей различной конфигурации.
Общие понятия о токарных патронах
Токарные патроны подбираются в зависимости от технических характеристик устройства и шпинделя, в частности. Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.
Они представляют собой главные узлы оборудования. Механизм заключается в кулачковом эффекте. Размеры подбираются в зависимости от параметров уникальной заготовки.
Кулачки обеспечивают надежную фиксацию механизма. Из-за действия механической силы, которая обуславливает плотность крепления, происходит установка и закрепление. Заготовка фиксируется при помощи патрона.
Следует учитывать, что детали, которые требуется обрабатывать имеют различные размеры и диаметры.
Некачественный патрон не будет держаться максимально крепко, в результате сильного механического движения он может слететь, с ним и заготовка. Патрон обеспечивает плавное передвижение крепления, при этом обрабатываемая деталь не будет смещаться относительно центра. В самом простом понимании слова патрон представляет собой механизм, который отвечает за вращение заготовки, делает ее обработку эффективной и ровной.
Назначение.
Патрон токарный самоцетрирующий трехкулачковый относится к классу спирально-реечных самоцентрирующих трехкулачковых патронов с цилиндрическим пояском и креплением на токарном станке через промежуточный фланец. Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки.
Самоцентрирующие спирально-реечные токарные патроны предназначены для установки на универсальные токарные, револьверные, внутришлифовальные станки.
Применяются в условиях единичного, мелкосерийного и серийного производства.В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В отличие от токарных патронов клинореечного типа, не требуют времени на переналадку в том случае, когда требуется установка на другой диаметр зажима.
Предназначение
Внутри рассматриваемого типа детали находится кулачковый механизм. Эта важная составляющая позволяет центрировать и зажимать заготовку. Происходит это за счет сужения деталей кулачков, а потом зажатие их пинолем. Только после полного закрепления детали можно начинать работу токарного станка по дереву или по металлу. Если процедуру не выполнить, то заготовка может не только выпасть или повредиться, но и нанеси вред мастеру.
Следует внимательно проверить качество крепления детали в патроне. Сначала специалисты включают токарный станок на небольшую мощность, смотрят, хорошо ли вращается механизм. Если после нескольких кругов все в порядке, то продолжат работу на более высоких мощностях.
Сначала специалисты включают токарный станок на небольшую мощность, смотрят, хорошо ли вращается механизм. Если после нескольких кругов все в порядке, то продолжат работу на более высоких мощностях.
Технические характеристики.
Корпус патрона выполнен из высококачественного специального чугуна
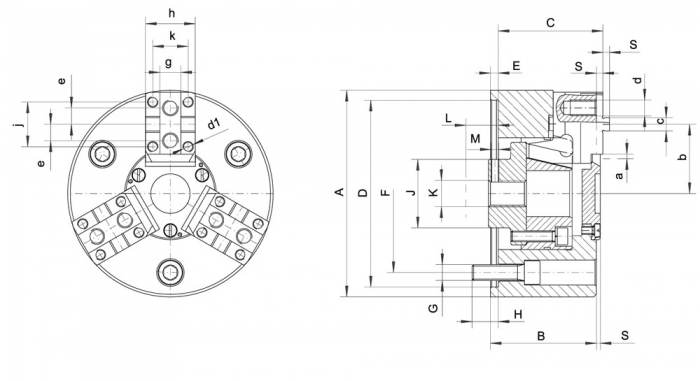
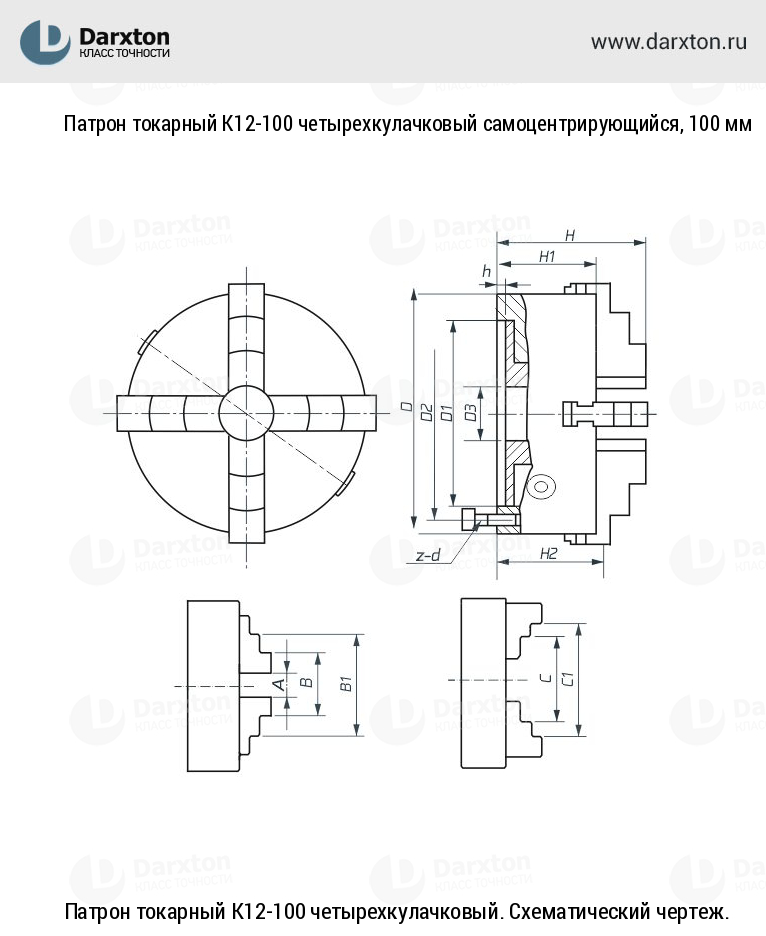
Рис.1 — Общий вид и основные размеры трехкулачкового токарного патрона.
Технические характеристики токарного патрона приведены в таблице 1
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона
Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:
Рис. 2.2 — Токарный патрон с креплением за внешнюю поверхность заготовки с прямыми кулачками.
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.
Рис. 2.3 — Токарный патрон с креплением заготовки за внешнюю поверхность с обратными кулачками.
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Рис. 2.4 — Токарный патрон с креплением заготовки за внутреннюю поверхность с прямыми кулачками.
диапазон закрепляемых заготовок от 62 до 174мм и от 145 до 256мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Классификация токарных патронов
Классификаций присутствует несколько видов: по числу кулачков, типу зажима, механизму фиксации, виду исполнения, классу точности.
По количеству кулачков в патроне
Кулачки отвечают за качество закрепления деталей. Они выполняются из качественного металла.
Двухкулачковые
Варианты закрепляют несимметричные детали, которые не подвергаются обработке. Но используются и для стандартизированных заготовок.
Трёхкулачковые
Оптимален для выработки шестигранных и округлых вариаций. Шунтирование происходит по трем бокам кулачков.
Четырёхкулачковые
4 х кулачковый патрон состоит из четверых узлов, которые функционируют независимо. Применяют для обработки прямоугольных и квадратных вариантов.
По типу зажима детали
Кулачки патронов разделяют на прямые и обратные. Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Практически не влияет на результативность. Подбирается в зависимости от типа входа патрона.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
По типу исполнения
В Российской Федерации разновидности патронов по исполнению регулируются ГОСТом 2675 — 80.
Цельный
Выполняют из куска стали с параметрами от 500 МПа. Наиболее распространенный вид.
Сборный
Из стали выполняется рейка, на нее крепится кулачок. Последний выполняется из металла.
Накладной
Составные вариации, состоят из цветного металла, нержавеющей стали, черных металлов. Применяется для работы с масштабными проектами.
Устройство и принцип работы.
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.
Рис.3 — Конструкция спирально-реечного токарного патрона.
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5.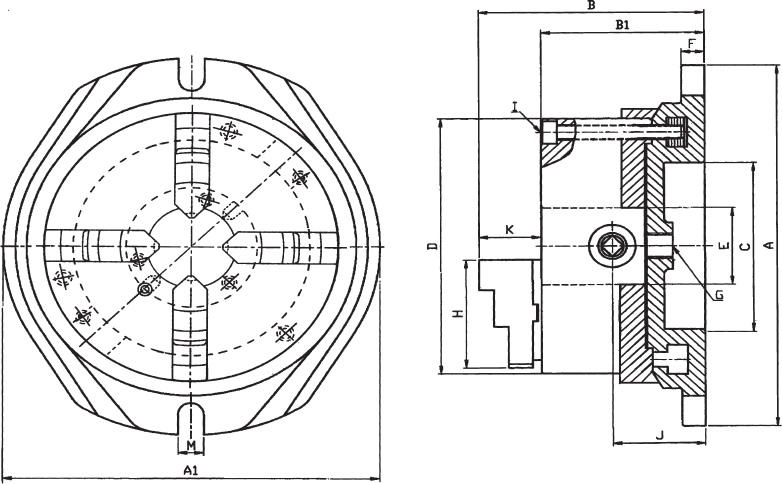 При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
Классы точности патрона
Точность устройства определяется в ГОСТе 1654 86. Всего присутствует четыре ступени.
Класс Н
Нормальные показатели, усредненные.
Класс П
Повышенный класс, используется для выделки твердых производственных деталей.
Класс В
Высокая точность — применяется для обработки мелких вариаций.
Класс А
Особо высокая точность. Сфера применения — мелкие и твердые заготовки.
Гарантийные обязательства.
Гарантийный срок эксплуатации изделия – 1 год, со дня продажи (получения покупателем) патрона трехкулачкового, при условии соблюдения потребителем правил хранения и эксплуатации изделия.
Скачать технический паспорт бесплатно можно по ссылке ниже.
Патрон токарный кулачковый: описание, схема. Разновидности по типу зажима, фиксации, исполнению, классу точности. Как самостоятельно сделать патрон.
Патрон токарный кулачковый представляет собой необходимое комплектующее для токарного станка. От качества зажимного устройства зависит конечный результат работы. В частности, если патрон не будет давать наибольшее усилие зажима, то деталь может просто вылететь с переднего конца шпинделя. Устройство отвечает за точность центрирования, влияет на то, будут ли точно перпендикулярными оси обработки. Безусловно, к вопросу выбора комплектующего следует отнестись со всей серьезностью, так как оно определяет эффективность процедуры и качество получаемых деталей.
Самостоятельная сборка патрона по чертежам
Самостоятельная сборка не занимает много времени. Это достаточно простой процесс. Главное — понять механизм работы устройства. В крайнем случае можно заказать такое миниатюрное оборудование у профессионального токаря. Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Из имеющихся деталей он соберет любую вариацию. Стоят самодельные модели существенно дешевле заказанных на производстве.
Качество при этом может быть даже лучшее, чем у заводских.
Установка оправки
Оправа надевается первой. Установка детали дает возможность закрепить патрон.
Установка самого патрона на шпиндель
Происходит закрепление механизма. Нельзя пережимать или растачивать детали. На этапе происходит закрепление предварительно подготовленными подходящими по размеру болтами.
Закрепление
Проверив качество накрутки, производится окончательная сборка механизма. Болты прикручиваются при помощи ключа.
Закрепление заготовки
На самодельный патрон устанавливается инструментарий. Проводится после проверки сборки болтами.
Освобождение патрона
После вкручивания заготовки оправа больше не нужна. Ее аккуратно снимают.
Обязательно необходимо проверить работоспособность изготовленного самостоятельно механизма. Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.
Изделие помещается в токарный станок. Производится несколько плавных оборотов и проверяется четкость закрепления. Специалист оценивает уровень централизации, то двигаются ли предметы.
Самодельные патроны в обязательном порядке следует периодически обслуживать. Они полностью разбираются, внутри проводится чистка, а потом сушка на свежем воздухе. Смазывается обычным маслом. Если изделие собираются хранить, то делать это нужно по правилам. Загибают кулачки в центральную часть, дырка затыкается тряпкой плотно.
Такое хранение обеспечит целостность патрона, так как его нельзя будет повредить механически, пыль не будет оседать в отверстии конструкции оборудования. Перед применением старый патрон смазывается и работает до 10 минут на плавном медленном ходу.
Клиновой вид
Строение клинового патрона
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
3-х кулачковый 250 мм для станка по дереву
Любое оборудование работает качественно и производительность его на высоком уровне, если в порядке его оснащение. На производстве большое значение имеет быстрота, точность и надежность закрепления заготовки на станках с ЧПУ и аппаратах, которые работают в составе ГПС. Чтобы сократить время расположения заготовки на агрегате, а также увеличить показатель надежности и точности ее фиксации применяются патроны для токарных станков по дереву.
На производстве большое значение имеет быстрота, точность и надежность закрепления заготовки на станках с ЧПУ и аппаратах, которые работают в составе ГПС. Чтобы сократить время расположения заготовки на агрегате, а также увеличить показатель надежности и точности ее фиксации применяются патроны для токарных станков по дереву.Особенности токарного патрона
Токарный патрон по дереву является неотъемлемой частью комплекса токарного оборудования по дереву. Эта деталь конструкции применяется для крепления штучных заготовок и пруткового материала на токарных, токарно-винторезных, револьверных, шлифовальных, а также оборудовании металлообработки. Благодаря токарному патрону можно осуществлять фиксацию заготовок самых разных размеров. Заготовки при этом фиксируются за внутреннюю часть его отверстия, поверхность снаружи либо наружную поверхность для вала.Патроны токарных станков, у которых механизированные приводы, уменьшают время, необходимое на фиксацию заготовки на оборудовании, а также ее удаление после процесса обработки, это способствует увеличению производительности труда.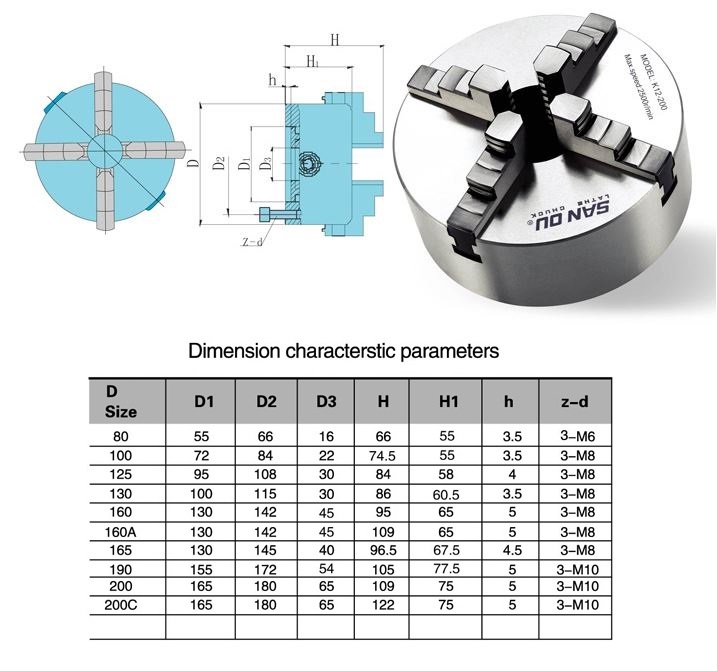 Более того, данные изделия повышают точность обработки за счет обеспечения координации заготовок относительно рабочих деталей токарного станка, а также надежности крепления, исключающее деформацию или смещение при работе.
Более того, данные изделия повышают точность обработки за счет обеспечения координации заготовок относительно рабочих деталей токарного станка, а также надежности крепления, исключающее деформацию или смещение при работе.
Наиболее известными европейскими производителями токарных патронов по дереву являются немецкая компания Rohm и польская фирма Bison-bial. Также эту продукцию выпускают и отечественные заводы по технической оснастке, станочных узлов и инструментов. Данные изделия отличаются высокой ценой, но на сегодняшний день просто отсутствует альтернатива использования токарных патронов в производстве.
Принцип работы
Патрон станка по дереву используется в условиях закрытого помещения, когда отсутствуют агрессивные вещества, вызывающие коррозию. Перед тем как начать работу необходимо стяжные болты затянуть до максимума гаечным ключом. После этого токарный патрон крепят на станке, все болты затягивают гайками и производят пуск токарного агрегата.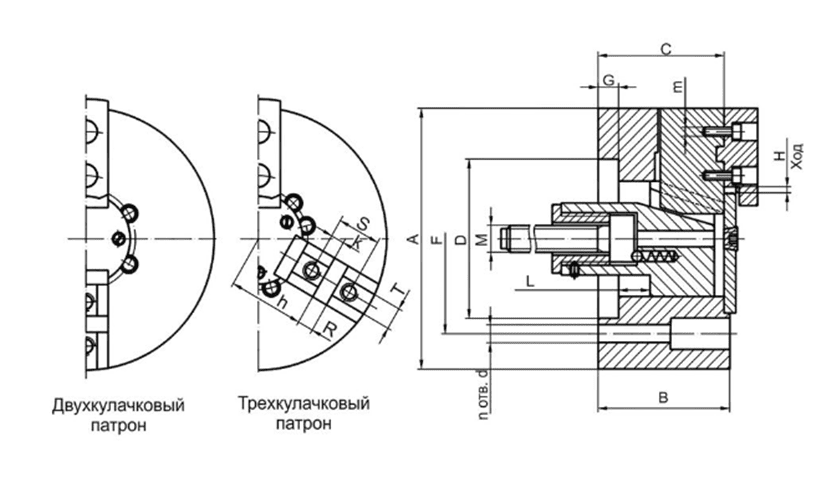 Следует для начала установить малые обороты, чтобы проверить значения торцевого и радиального биений прибора на холостом ходу.
Следует для начала установить малые обороты, чтобы проверить значения торцевого и радиального биений прибора на холостом ходу.Для того чтобы закрепить заготовку на станках, применяются двухкулачковые и трехкулачковые патроны, редко четырехкулачковые. Деталь токарного станка для фиксации и удержания деталей оснащен кулачками, их количество исчисляется 2-6 штуками.
При этом изделия могут быть с независимым передвижением кулачков и с закреплением их на фланцевом конце шпинделя. В зависимости от метода фиксации токарного патрона к станку, классифицируют следующие типы крепления:
- с помощью переходного фланца,
- на фланцевый конец шпинделя,
- на сам шпиндель токарного аппарата.
За счет одновременного перемещения зажимающих кулачков в радиальную сторону, достигается центрирование заготовки в патронах. Кулачки перемещаются благодаря диску, который на одной стороне снабжен пазами в виде архимедовой спирали, а на другой имеется коническое зубчатое колесо, которое взаимодействует с тремя другими. Посредством ключа начинает движение одно колесо, одновременно с этим поворачивается диск, равномерно перемещая все кулачки. Направление вращения диска обуславливает приближение кулачков к центру патрона, при этом заготовка зажимается, или удаление от него (освобождение детали).
Посредством ключа начинает движение одно колесо, одновременно с этим поворачивается диск, равномерно перемещая все кулачки. Направление вращения диска обуславливает приближение кулачков к центру патрона, при этом заготовка зажимается, или удаление от него (освобождение детали).
В патронах, работающих на механической основе, сила зажима зависит от гидравлического или пневматического цилиндра, размещающегося на конце шпинделя сзади. Цилиндр соединяется при помощи тяги с механизмом патрона, осуществляющий передвижение кулачков, которые зажимают заготовку, через отверстие шпинделя в центральной его части.
В процессе обработки во вращающийся цилиндр сжатый воздух или жидкость попадает с помощью специального устройства, имя которому муфта. Обычно передвижение кулачков от привода, который механизирован, подходит к значению в 5-10 мм. От этого конструкция элемента токарного станка позволяет быстро переустановить изделие во время перехода в процессе обработки между партиями заготовок.
Во время чистовой обработки на станке, чтобы закрепить предельно точно заготовку, используются накладные незакаленные кулачки, которые затачиваются на аппарате под нужные размеры установочных баз заготовки. Для этого основные кулачки используются в качестве зажима короткой оправки для выбора зазоров во всех взаимодействиях, затем эксплуатирующиеся поверхности накладного кулачка растачивают на больший диаметр базовой поверхности детали.
Благодаря сопряжению вида ласточкин хвост конструкция незакаленных кулачков и их фиксация позволяет устанавливать накладные кулачки с точностью до 002 мм и обойти следующее их растачивание.
Чтобы осуществить быструю переналадку типоразмеров заготовки необходимы незакаленные кулачки. Этого можно достигнуть путем поворота в нужное положение круглой или шестигранной формы головок накладных кулачков, закрепленные на основных кулачках и расточены на определенный диаметр.
Если возникла необходимость в обработке на станке двух идентичных поверхностей, тогда используются незакаленные кулачки, при погрешности крепления заготовок в них может уменьшиться до 0,03 -0,05 мм. Заготовки с большей длиной типа валов устанавливаются в токарный патрон, имеющий поджим заднего центра.
Заготовки с большей длиной типа валов устанавливаются в токарный патрон, имеющий поджим заднего центра.
Патроны 3 х кулачковые 250 мм
Элементы токарного станка 3 х кулачковые 250 мм самоцентрирующие ручного управления предназначены для фиксации штучных заготовок, которые необходимо подвергнуть обработке, а также для закрепления пруткового материала на станках токарного оборудования. Данная продукция сертифицирована.
Инструкция по эксплуатации
Перед установкой необходимо провести смазку трущихся поверхностей, она должна содержать дисульфид молибдена. Точность патрона 3 х кулачкового 250 мм гарантируется, если выполняются следующие требования:- Данное изделие нужно обслуживать раз в месяц, делая разбор, чистку и смазку.
- Трущиеся поверхности патрона 3 х кулачкового 250 мм следует обезжиривать и смазывать.
- При монтаже кулачков нужно следить за соответствием их номеров номерам пазов корпуса патрона.
Итак, вы ознакомились с токарными патронами, знаете, для чего они нужны и какую функцию несут при работе на станке.
Патроны токарные клинореечные трехкулачковые ручные самоцентрирующие
Патроны предназначены для установки на токарных универсальных и специальных станках.
Конструкция патрона обеспечивает передачу больших зажимных усилий при значительно меньшем крутящем моменте на зажимном ключе по сравнению со спиральными патронами. Клинореечные патроны обладают высокой износостойкостью и длительностью срока службы, стабильностью получения высокой точности центрирования деталей. Патроны выполнены на базе стального корпуса, пазы под кулачки закалены ТВЧ. В базовую комплектацию входит комплект закаленных реверсивных кулачков, которые выполняют функцию прямых и обратных кулачков при переустановке.
По требованию заказчика патроны комплектуются дополнительным комплектом незакаленных кулачков и промежуточных кулачков для установки на них специальных наладок.
Размеры и технические характеристики токарных патронов ПР-630
| Наименование параметра | Модель патрона ПР-630 | ||||
|---|---|---|---|---|---|
| .254.J11 | .254.К11 | .254.J15 | .254.K15 | .254.C560 | |
| Наружный диаметр, D мм | 630 | ||||
| Тип крепления | J | K | J | K | C |
| Усл. размер конуса | 11 | 11 | 15 | 15 | — |
| Наружный диаметр присоед. конуса (пояска) D1, мм | 196,869 | 196,869 | 285,775 | 285,775 | 560×8 |
| Диаметр располож. крепежных отверстий D2, мм | 235 | 235 | 330,2 | 330,2 | 595 |
| Количество и диаметр крепежных отверстий, n x d, мм | 6xМ20 | 6×22 | 6xМ24 | 6×26 | 6xМ16 |
| Диаметр проходного отверстия D0, мм | 191 | 254 | |||
| Высота патрона без кулачков H, мм | 143 | 153 | 148 | 158 | 143 |
| Диаметр зажимаемых поверхностей, мм | 153-551 | ||||
| Рабочий ход кулачка, мм | 16 | ||||
Макс. крутящ. Момент на ключе, Нм крутящ. Момент на ключе, Нм | 250 | ||||
| Суммарная сила заж. в кулачках, кН | 160 | ||||
| Максимально допуст. частота вращения, мин-1 | 1000 | ||||
| Масса, не более, кг | 250 | ||||
Таблица сопоставления токарных ручных патронов
| ГОСТ 2675-80 | ОАО «БЗСП» |
|---|---|
| 7100-0019 | ПР-630.254.С560 (ц) |
| 7100-0020 | ПР-630.254.С560 (с) |
| 7100-0051 | ПР-630.254.J11 (ц) |
| 7100-0052 | ПР-630.254.J11 (с) |
| 7100-0053 | ПР-630.254.J15 (ц) |
| 7100-0054 | ПР-630.254.J15 (с) |
| 7100-0069 | ПР-630.254.К15 (ц) |
| 7100-0070 | ПР-630.254.К15 (с) |
*Ц — цельный кулачок, С — сборный кулачок.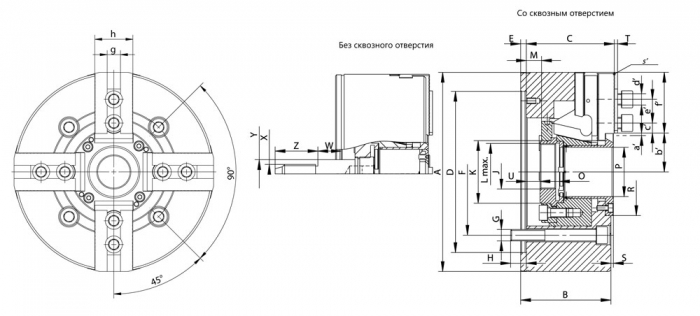
Возможно Вас также заинтересует…
Патроны — производственные процессы 4-5
После завершения этого раздела вы сможете:
• Опишите патроны разных типов.
Патроны:
Некоторые детали из-за их размера и формы не могут удерживаться и обрабатываться между токарными центрами. Патроны для пены широко используются для удержания при обработке. Чаще всего используются патроны для токарных станков: универсальный трехкулачковый, четырехкулачковый независимый и патрон коллектора.
Универсальный трехкулачковый патрон:
Универсальный трехкулачковый патрон предназначен для круглой и шестигранной работы.Он захватывает работу быстро и с точностью до нескольких сотых миллиметра или тысячных долей дюйма, потому что три кулачка перемещаются одновременно при регулировке с помощью патронного ключа. Это одновременное движение вызвано спиральной пластиной, в которую входят все челюсти. Патроны с тремя губками изготавливаются различных размеров от 1 / 8-16 дюймов в диаметре. Обычно они снабжены двумя наборами кулачков: один для внешнего зажима, а другой — для внутреннего зажима.
Патроны с тремя губками изготавливаются различных размеров от 1 / 8-16 дюймов в диаметре. Обычно они снабжены двумя наборами кулачков: один для внешнего зажима, а другой — для внутреннего зажима.
Рисунок 1: Универсальный трехкулачковый патрон
Четырехкулачковый независимый патрон:
Этот четырехкулачковый независимый патрон имеет четыре кулачка; каждый из которых можно отрегулировать независимо случайным ключом.Они используются для закрепления намотанных, квадратных, шестиугольных и нестандартных заготовок. Губки можно перевернуть, чтобы удерживать работу по внутреннему диаметру.
Рисунок 2: Четырехкулачковый независимый патрон
Патрон для сбора:
Собирающий патрон — самый точный патрон, который используется для высокоточных работ и небольших инструментов. Доступны пружинные коллекторы для удерживания заготовок круглой, квадратной или шестигранной формы. В конус шпинделя передней бабки вставлен переходник, а на противоположном конце шпинделя передней бабки насаживается полая тяга, имеющая внутреннюю резьбу. При вращении маховика и тяги они втягивают цангу в конический переходник, в результате чего цанга затягивается на заготовках.
При вращении маховика и тяги они втягивают цангу в конический переходник, в результате чего цанга затягивается на заготовках.
Рисунок 3: Сборный патрон
Патрон коллектора Jacob имеет более широкий диапазон, чем пружинный патрон. Вместо тягового бруса он включает в себя маховик с ударной затяжкой, чтобы закрыть сборник на заготовке. Набор резиновых гибких коллекторов II, каждый из которых имеет диапазон почти 1/8 дюйма, позволяет удерживать широкий диапазон рабочих диаметров.Когда маховик поворачивается по часовой стрелке, гибкий резиновый колпачок сжимается, заставляя его затягиваться на заготовке. При повороте маховика против часовой стрелки сборщик открывается и освобождает заготовку.
Магнитные патроны:
A Магнитные зажимные приспособления используются для удерживания слишком тонких металлических или стальных деталей, которые могут быть повреждены при удерживании в обычном патроне. Эти патроны устанавливаются на адаптер, установленный на шпинделе передней бабки. Для выравнивания слегка поверните зажимной ключ примерно на ¼.После обращения
Для выравнивания слегка поверните зажимной ключ примерно на ¼.После обращения
Лицевые панели:
A Лицевые панели используются для удержания слишком большой детали или такой формы, что ее нельзя удерживать в зажимном патроне или между центрами. Лицевые панели имеют несколько пазов, позволяющих использовать болты для фиксации заготовки, так что ось заготовки может быть совмещена с центрами токарного станка. Когда изделие установлено не по центру, противовес должен быть закреплен на планшайбе, чтобы предотвратить дисбаланс и возникающие в результате вибрации во время работы токарного станка.
1. Какие патроны для токарных станков используются чаще всего? Назовите три.
2. Опишите трехкулачковый универсальный патрон.
3. Описать универсальный четырехкулачковый патрон.
4. Опишите патрон для сбора.
5. Опишите патрон коллектора Jacobs.
6. Опишите магнитный патрон.
7. Описание лицевых панелей
Преимущества цанговых патронов по сравнению с трехкулачковыми патронами
Трехкулачковые патроны являются стандартным устройством для удержания заготовок для большинства пользователей токарных станков с ЧПУ. Это один из наиболее широко используемых типов патронов в различных токарных операциях. Однако это не означает, что это лучший патрон для любой работы. Цанговый патрон — это альтернативное устройство удержания заготовки, которое также использует механические силы для удержания заготовки. Хотя цанговый патрон не работает с таким же широким диапазоном размеров заготовок, как зажимной патрон, он предлагает преимущества в скорости, точности и производительности, которые могут иметь решающее значение для определенных работ.
Это один из наиболее широко используемых типов патронов в различных токарных операциях. Однако это не означает, что это лучший патрон для любой работы. Цанговый патрон — это альтернативное устройство удержания заготовки, которое также использует механические силы для удержания заготовки. Хотя цанговый патрон не работает с таким же широким диапазоном размеров заготовок, как зажимной патрон, он предлагает преимущества в скорости, точности и производительности, которые могут иметь решающее значение для определенных работ.
Что такое цанговый патрон?
Стандартная система удержания заготовки, которая поставляется с большинством токарных станков с ЧПУ и токарных центров, состоит из трехкулачкового патрона, гидроцилиндра и вытяжной трубы.Гидравлический цилиндр прикреплен к заднему концу шпинделя, а патрон — к передней или рабочей стороне шпинделя. Цилиндр и патрон обычно соединяются через полую стальную тяговую трубу, которая проходит через отверстие шпинделя.
Точно так же цанговый патрон с ЧПУ устанавливается на переднюю часть шпинделя токарного станка с ЧПУ, используя для приведения в действие существующий цилиндр станка и тяговую трубу:
Осевое движение поршня гидропривода вызывает открывание и закрывание губок цангового патрона. Вытяжная труба движется синхронно с поршнем, приводя в движение клиновидный плунжер внутри корпуса патрона, когда поршень скользит вперед и назад. Плунжер, в свою очередь, преобразует осевое движение в радиальное движение, обеспечивая открытие и закрытие губок. Усилие зажима кулачков на заготовке прямо соответствует выходной мощности привода; таким образом, эту силу легко регулировать с помощью клапана давления.
Вытяжная труба движется синхронно с поршнем, приводя в движение клиновидный плунжер внутри корпуса патрона, когда поршень скользит вперед и назад. Плунжер, в свою очередь, преобразует осевое движение в радиальное движение, обеспечивая открытие и закрытие губок. Усилие зажима кулачков на заготовке прямо соответствует выходной мощности привода; таким образом, эту силу легко регулировать с помощью клапана давления.
Конечно, для функционирования цангового патрона требуется цанговый патрон. Обычно цанги имеют что-то вроде 0.Диапазон захвата 062 дюйма. Доступны цанги для круглой, шестигранной и квадратной заготовки. Цанговый патрон может работать с довольно широким диапазоном цанг (например, от 3/16 дюйма до 2-5 / 8 дюйма). Могут быть выполнены специальные требования к цанге. Большинство современных цанговых патронов имеют функцию быстрой (например, 10 секунд) смены, что сокращает время настройки.
Когда цанговый патрон лучше, чем трехкулачковый патрон?
- Подача прутка: Цанговые патроны идеальны для станков, оборудованных устройствами подачи прутка, поскольку они обеспечивают полный контакт на 360 °, гарантируя, что пруток остается на осевой линии и обеспечивает точный повторный захват после выдвижения.
 Цанговый патрон также помогает свести к минимуму вибрацию и открывается и закрывается быстрее, чем трехкулачковый патрон.
Цанговый патрон также помогает свести к минимуму вибрацию и открывается и закрывается быстрее, чем трехкулачковый патрон. - Работа с малым диаметром: Цанговые патроны обеспечивают гораздо лучший зазор для инструментов для мелких деталей размером от 1/16 дюйма до 4 дюймов в диаметре. Цанговые патроны также могут работать с более высокими скоростями и обеспечивать более высокое усилие зажима, чем трехкулачковые патроны.
- Короткие / тонкие детали: Низкопрофильная конструкция цангового патрона обеспечивает лучший зазор для инструмента и позволяет выполнять обработку очень близко к торцевой поверхности патрона, что помогает предотвратить провисание или изгиб тонких деталей.
- Высокая скорость работы: По сравнению с трехкулачковыми патронами цанговые патроны намного лучше выдерживают негативное воздействие центробежной силы. Это позволяет цанговым патронам работать на более высоких скоростях с постоянным усилием зажима.
- Сокращенное время наладки: Цангу можно заменить намного быстрее, чем кулачки патрона, и без расточки. Цанговые патроны позволяют вашим станкам производить стружку — и получать прибыль!
- Трубы и трубки: Цанговые патроны обеспечивают контакт с деталью на 360 °, равномерно распределяя усилие захвата по всей окружности детали и снижая риск раздавливания или деформации тонкостенных деталей.
- Детали нечетной формы: После небольшой настройки цанги можно легко сделать так, чтобы они удерживали детали неправильной формы или не по центру. Существует широкий выбор стандартных цанг для круглой, квадратной и шестигранной ложи.
- Увеличенный срок службы инструмента: Форма трехкулачкового патрона, напоминающая крыльчатку, может отклонять охлаждающую жидкость до того, как она достигнет вершины режущего инструмента, сокращая срок службы инструмента, тогда как обтекаемая форма цангового патрона обеспечивает точную подачу СОЖ. Цанговые патроны также производят гораздо меньше тумана, чем трехкулачковые патроны.
 Цанговый патрон также помогает свести к минимуму вибрацию и открывается и закрывается быстрее, чем трехкулачковый патрон.
Цанговый патрон также помогает свести к минимуму вибрацию и открывается и закрывается быстрее, чем трехкулачковый патрон..jpg)
 Цанговые патроны также производят гораздо меньше тумана, чем трехкулачковые патроны.
Цанговые патроны также производят гораздо меньше тумана, чем трехкулачковые патроны.Нашим предпочтительным партнером-поставщиком цанговых патронов является компания Royal Products. Royal предлагает широкий спектр вариантов удержания заготовок, включая несколько линий цанговых патронов.
Для получения дополнительной информации о преимуществах цанговых патронов и помощи в выборе подходящего удерживающего устройства для вашей работы свяжитесь с нами.
Точная установка кулачков на трехкулачковые патроны
Наиболее распространенным зажимным приспособлением для токарных центров является трехкулачковый патрон.Специалисты по настройке снимают и заменяют верхний инструмент (кулачки) во время каждой настройки, и эта задача может быть относительно простой, если используются быстросменные патроны. Однако подавляющее большинство трехкулачковых патронов, используемых на токарных центрах, не являются быстросменными патронами; поэтому установка и замена губок займет гораздо больше времени..jpg)
В большинстве трехкулачковых патронов два винта с головкой под торцевой ключ используются для зажима каждой кулачка (с длинной тройниковой гайкой) на главной кулачке патрона. Таким образом, для трех губок требуется шесть винтов.Основные кулачки на патроне имеют небольшие зубцы, которые соответствуют зубцам на каждой кулачке верхнего инструмента. Эти зазубрины настолько малы, что бывает трудно поместить каждую челюсть в одну и ту же зазубрину основной.
Также важно, чтобы губки были установлены таким образом, чтобы они зажимали около середины хода патрона, и, конечно же, губки должны быть установлены в тех зубцах, которые позволяют губкам зажимать заготовку. Это может быть сложной задачей, особенно для новичков. Если челюсти установлены неправильно, необходимо повторить всю задачу по установке губок.Поскольку зазубрины такие маленькие, установщик не узнает, что что-то не так, пока не будут установлены все три губки.
Специалисты по настройке со временем научатся приблизительно определять положение каждой челюсти, чтобы она могла зажиматься на соответствующем диаметре. Однако за это умение приходится платить методом проб и ошибок. Монтажные челюсти могут быть очень неприятными для специалистов по настройке начального уровня, поскольку они пытаются это понять. Если вы видите, что люди, занимающиеся установкой, борются с задачей монтажа челюсти, вы должны сделать что-нибудь, чтобы им помочь.
Однако за это умение приходится платить методом проб и ошибок. Монтажные челюсти могут быть очень неприятными для специалистов по настройке начального уровня, поскольку они пытаются это понять. Если вы видите, что люди, занимающиеся установкой, борются с задачей монтажа челюсти, вы должны сделать что-нибудь, чтобы им помочь.
Хотя следующий метод может показаться сложным, это один из способов поставить все три челюсти в правильные зазубрины с первой попытки. Однако это требует небольшой предварительной работы. Если вы можете определить диаметр, на котором должны быть размещены кулачки, чтобы они зажимали заготовку в середине хода патрона, вы можете использовать указатель вместе с дисплеем положения по оси X, чтобы помочь вам установить каждую кулачок.
Например, если у вас есть патрон с ходом 0,25 дюйма (увеличение / уменьшение диаметра 0,5 дюйма), вы собираетесь устанавливать кулачки с патроном в его закрытом положении (основные кулачки по направлению к центру патрона). При установке губок, которые будут зажимать внешний диаметр, каждая губка должна быть помещена в основную губку таким образом, чтобы ее поверхность, контактирующая с заготовкой, была на 0,25 дюйма меньше (по диаметру), чем диаметр зажимных губок. Это позволит достичь половины хода челюсти. Когда кулачки фактически зажаты на заготовке, они будут касаться заготовки в середине хода патрона.
При установке губок, которые будут зажимать внешний диаметр, каждая губка должна быть помещена в основную губку таким образом, чтобы ее поверхность, контактирующая с заготовкой, была на 0,25 дюйма меньше (по диаметру), чем диаметр зажимных губок. Это позволит достичь половины хода челюсти. Когда кулачки фактически зажаты на заготовке, они будут касаться заготовки в середине хода патрона.
Для мягких губок необходимо также учитывать растачивание губок. Для внешнего зажима вычтите количество материала, который вы будете снимать с губки, из только что определенного диаметра.Например, для зажима диаметром 4,0 дюйма с помощью мягких губок с удалением примерно 0,1 дюйма материала с каждой губки установочный диаметр будет 3,55 дюйма (4,0 дюйма минус 0,25 дюйма хода губки минус 0,2 дюйма запаса — удвоенное количество материала, которое нужно удалить с каждой челюсти).
После того, как вы определили диаметр, на котором должна быть установлена текущая зажимная поверхность каждой кулачка, вы можете настроить длинную расточную оправку на этот диаметр. Для этого откалибруйте диаметр вершины расточной оправки с помощью дисплея оси X.
Для этого откалибруйте диаметр вершины расточной оправки с помощью дисплея оси X.
При откалиброванном дисплее оси X используйте маховик, чтобы довести конец расточной оправки до расчетного диаметра зажима. Затем поднесите конец расточной оправки к торцу патрона. Используйте кончик расточной оправки, чтобы определить, в каком зубце должна быть установлена каждая губка. Возможно, вам придется отодвинуть расточную оправку по оси Z (но не перемещать ее по оси X), чтобы фактически установить кулачок. Повторите эту процедуру для каждой челюсти. Когда вы закончите, все челюсти будут иметь одинаковые зубцы.
В случае жестких кулачков патрон будет в середине своего хода, когда заготовка зажата. Однако, если вы устанавливаете мягкие губки, их необходимо обработать. Когда вы закончите их обработку, они будут зажимать заготовку в середине хода патрона.
Тот же метод можно применить и для внутреннего зажима, но, возможно, вам придется рассчитать диаметр немного иначе. Если вы все еще устанавливаете кулачки так, чтобы основные кулачки были направлены к центру шпинделя, вы все равно вычитаете ход кулачков из диаметра заготовки, чтобы определить диаметр зажима. Таким образом, для жестких губок расчет точно такой же, как и для внешнего зажима. Однако при использовании мягких губок вы должны добавить вдвое больше материала, который вы будете снимать с каждой губки, к только что рассчитанному диаметру.
Таким образом, для жестких губок расчет точно такой же, как и для внешнего зажима. Однако при использовании мягких губок вы должны добавить вдвое больше материала, который вы будете снимать с каждой губки, к только что рассчитанному диаметру.
Что лучше? 3-кулачковые или цанговые патроны?
Что лучше для вашего токарного станка с ЧПУ: стандартный трехкулачковый патрон или цанговый патрон? Ответ (как и в случае со многими решениями): это зависит от обстоятельств.
Следует учитывать преимущества и недостатки каждого типа патрона с точки зрения размеров партии вашего приложения, диапазона диаметров материала, типов материалов, длины заготовок и допусков на размеры, среди прочего.Вот некоторые факты, о которых стоит подумать:
Универсальность . Если вы выполняете несколько различных работ с заготовками различного диаметра, трехкулачковые патроны могут быть правильным выбором. Цанговые патроны лучше всего подходят для заготовок меньшего диаметра, обычно 3 дюйма или меньше. Трехкулачковые патроны также лучше подходят для обработки более длинных заготовок, поскольку более длинный цанговый патрон ограничивает перемещение по оси Z.
Трехкулачковые патроны также лучше подходят для обработки более длинных заготовок, поскольку более длинный цанговый патрон ограничивает перемещение по оси Z.
Производительность шпинделя: Поскольку цанговые патроны легче по весу, они имеют меньшую массу, поэтому шпиндель токарного станка набирает скорость быстрее и снижает нагрузку на двигатель шпинделя.Кроме того, более легкий цанговый патрон позволяет обрабатывать более тяжелые детали при более высоких оборотах шпинделя.
Жесткие допуски: Для высокоточной работы цанговые патроны поддерживают одинаковое усилие зажима вокруг заготовки, а не только в трех точках, и поэтому на них меньше воздействует центробежная сила. Это обеспечивает лучшую концентричность и большую точность.
Переналадка . Все зависит от вашего приложения. Цанговые патроны обычно требуют меньше времени на замену, однако трехкулачковые патроны подходят для большего диапазона диаметров без необходимости замены.
Конечно, есть ряд других вопросов, которые необходимо учитывать при принятии решения о том, какой тип патрона использовать, а также другие факторы, влияющие на производительность станков с ЧПУ. Разработчики приложений Gosiger могут помочь. Более 95 лет компания Gosiger обслуживает предприятия с ЧПУ, обеспечивая непревзойденное обслуживание и поддержку клиентов. Чтобы узнать больше, обратитесь в ближайшее представительство Gosiger .
Токарные патроны
Токарные патроны В наличии Пластина Camlock для патрона Setrite, D1-4, 8 «(T10346) 298 долларов.00 268,20 $ В наличии Пластина Camlock для патрона Setrite, D1-6, 10 дюймов (T10350) $ 389,00 350,10 долл. США
В наличии
Пластина Camlock для патрона Setrite, D1-8, 10 дюймов (T10351)
389 долларов.00
350,10 долл. США
В наличии
Пластина Camlock для патрона Setrite, D1-4, 6 дюймов (T10345)
298,00 $
268,20 $
В наличии
Пластина Camlock для патрона Setrite, D1-6, 8 дюймов (T10349)
308 долларов.95
278,06 долл. США
В наличии
Пластина Camlock для патрона Setrite, D1-5, 6 дюймов (T10347)
298,00 $
268,20 $
В наличии
Пластина Camlock для патрона Setrite, D1-5, 8 дюймов (T10348)
308 долларов.
США
В наличии
Пластина Camlock для патрона Setrite, D1-8, 10 дюймов (T10351)
389 долларов.00
350,10 долл. США
В наличии
Пластина Camlock для патрона Setrite, D1-4, 6 дюймов (T10345)
298,00 $
268,20 $
В наличии
Пластина Camlock для патрона Setrite, D1-6, 8 дюймов (T10349)
308 долларов.95
278,06 долл. США
В наличии
Пластина Camlock для патрона Setrite, D1-5, 6 дюймов (T10347)
298,00 $
268,20 $
В наличии
Пластина Camlock для патрона Setrite, D1-5, 8 дюймов (T10348)
308 долларов. 95
278,06 долл. США
В наличии
Пластина Camlock для патрона Setrite, D1-8, 12 дюймов (T10352)
464,95 долл. США
418,46 $
В наличии
10-дюймовый 3-кулачковый патрон D1-6 (SB1222)
1295 долларов.00
$ 897,00
В наличии
4-кулачковый патрон для круглых деталей — 1 дюйм x 8 TPI (G8784)
87,95 долл. США
В наличии
4-кулачковый патрон для дерева 1 дюйм x 8 TPI (H6265)
104 доллара.95
В наличии
4-кулачковый патрон для дерева 1-1 / 4 «x 8 TPI (H6267)
104,95 $
В наличии
Опора чаши 15-1 / 8 «S для токарных станков по дереву (D4804)
30,25 долл.
95
278,06 долл. США
В наличии
Пластина Camlock для патрона Setrite, D1-8, 12 дюймов (T10352)
464,95 долл. США
418,46 $
В наличии
10-дюймовый 3-кулачковый патрон D1-6 (SB1222)
1295 долларов.00
$ 897,00
В наличии
4-кулачковый патрон для круглых деталей — 1 дюйм x 8 TPI (G8784)
87,95 долл. США
В наличии
4-кулачковый патрон для дерева 1 дюйм x 8 TPI (H6265)
104 доллара.95
В наличии
4-кулачковый патрон для дерева 1-1 / 4 «x 8 TPI (H6267)
104,95 $
В наличии
Опора чаши 15-1 / 8 «S для токарных станков по дереву (D4804)
30,25 долл. США
В наличии
4.Набор патронов для токарного станка по дереву 25 дюймов (T10810)
255,00 долларов США
В наличии
Подставка для чаши 8-3 / 8 «S для токарных станков по дереву (D4805)
17,75 $
В наличии
Адаптер 1-1 / 4 «x 8 TPI RH на 1» x 8 TPI RH (T10807)
11 долларов.50
В наличии
Набор патронов для токарного станка по дереву 2,75 дюйма (T10808)
219,95 долл. США
В наличии
Подставка для чаши для токарных станков по дереву — большая (D4802)
17,50 долларов США
В наличии
Адаптер 1 x 8 TPI на 3/4 дюйма x 16 TPI RH (T10806)
11 долларов.
США
В наличии
4.Набор патронов для токарного станка по дереву 25 дюймов (T10810)
255,00 долларов США
В наличии
Подставка для чаши 8-3 / 8 «S для токарных станков по дереву (D4805)
17,75 $
В наличии
Адаптер 1-1 / 4 «x 8 TPI RH на 1» x 8 TPI RH (T10807)
11 долларов.50
В наличии
Набор патронов для токарного станка по дереву 2,75 дюйма (T10808)
219,95 долл. США
В наличии
Подставка для чаши для токарных станков по дереву — большая (D4802)
17,50 долларов США
В наличии
Адаптер 1 x 8 TPI на 3/4 дюйма x 16 TPI RH (T10806)
11 долларов.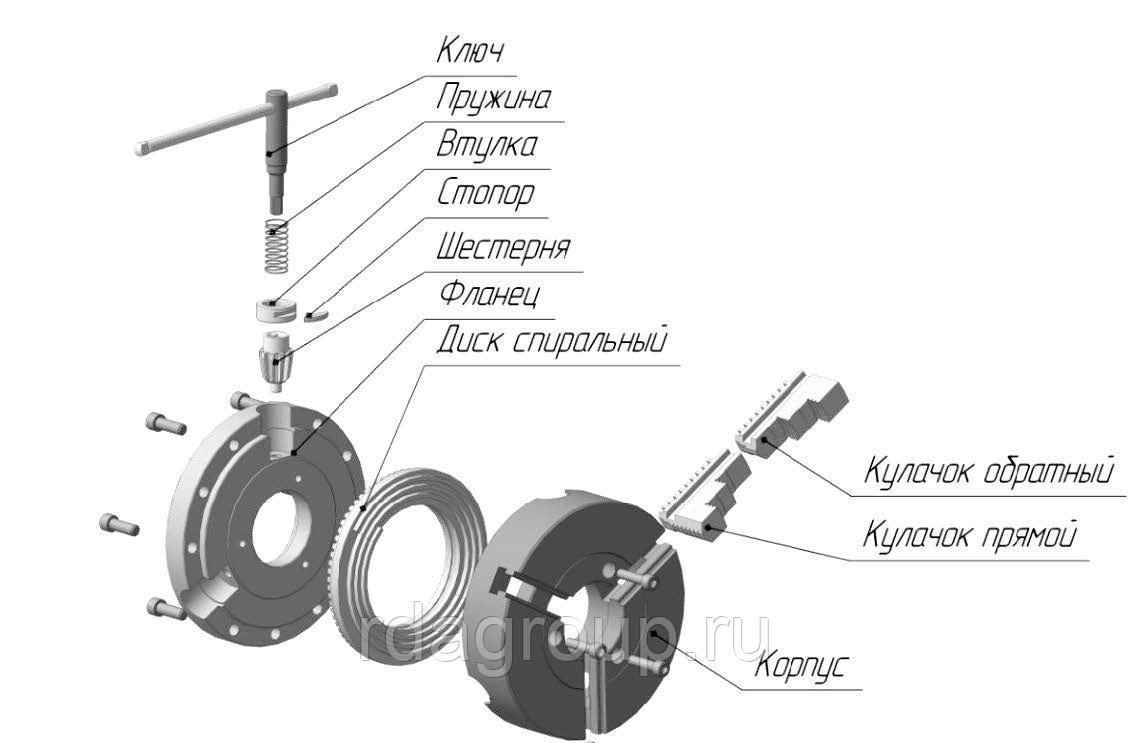 50
В наличии
3-дюймовый 4-кулачковый патрон 1 дюйм x 8 TPI (H7605)
91,95 долл. США
В наличии
Подставка для чаши для токарных станков по дереву — малая (D4803)
15,25 долл. США
В наличии
Стойка для инструмента для токарных станков по дереву — 1 «x 8», M12-1.75 (D4806)
13,25 $
В наличии
Набор патронов для токарного станка по дереву 5.5 «(T10811)
285,00 долларов США
В наличии
6-дюймовый 4-кулачковый патрон — 3/4 дюйма x 16 TPI (H8048)
48 долларов.
50
В наличии
3-дюймовый 4-кулачковый патрон 1 дюйм x 8 TPI (H7605)
91,95 долл. США
В наличии
Подставка для чаши для токарных станков по дереву — малая (D4803)
15,25 долл. США
В наличии
Стойка для инструмента для токарных станков по дереву — 1 «x 8», M12-1.75 (D4806)
13,25 $
В наличии
Набор патронов для токарного станка по дереву 5.5 «(T10811)
285,00 долларов США
В наличии
6-дюймовый 4-кулачковый патрон — 3/4 дюйма x 16 TPI (H8048)
48 долларов.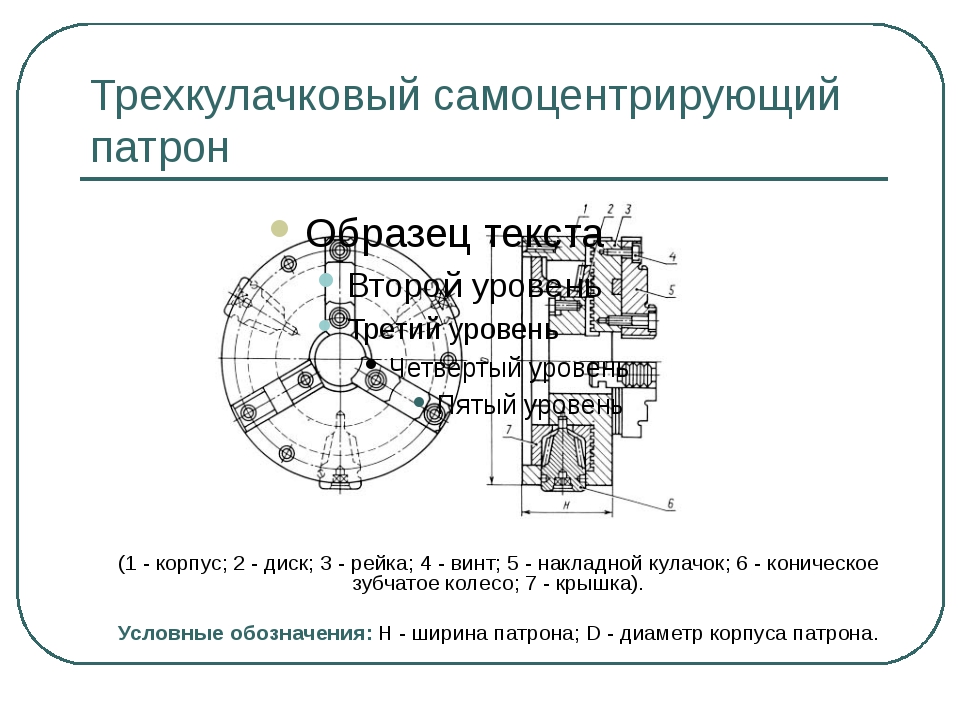 95
В наличии
Стойка для резца для токарных станков по дереву — 25 мм x 6 дюймов, M12-1,75 (D4809)
12,95 долл. США
95
В наличии
Стойка для резца для токарных станков по дереву — 25 мм x 6 дюймов, M12-1,75 (D4809)
12,95 долл. СШАопределение трехкулачкового патрона | Словарь английских определений
три
n
1 кардинальное число, которое представляет собой сумму двух и единицы и является простым числом
См. Также →
номер →
1
2 цифра 3, III, (iii), обозначающая это число
3 сумма или количество, которое на единицу больше двух
4 нечто, представляющее, представленное или состоящее из трех частей, например игральная карта с тремя символами на ней
5 (также называется) три часа три часа после полудня или полуночи
определитель
а в количестве трех
трех судов
трое были убиты (родственные прил.
 ) →
тройной →
высшее →
тройной →
тройной (родственные префиксы) →
три- →
ter-
) →
тройной →
высшее →
тройной →
тройной (родственные префиксы) →
три- →
ter- (древнеанглийское трэо; связано с древнескандинавским трир, древневерхненемецким дри, латинским tres, греческим treis)
центральные три четверти
n (регби) любой из двух средних игроков на линии трех четвертей
Группа трех
n Япония, U.S. и Германия (бывшая Западная Германия) считаются крупнейшими промышленно развитыми странами Запада
катушка из трех фигур
n (в шотландских деревенских танцах) движение в форме восьмерки, исполняемое тремя людьми
правило трех
n математическое правило, утверждающее, что значение одной неизвестной величины в пропорции находится путем умножения знаменателя каждого отношения на числитель другого
тридцать три
n прежнее название →
LP 1
(C20: так называется, потому что в нем воспроизводится тридцать три и треть оборотов в минуту)
трюк с тремя картами
n игра, в которой игроки делают ставку на то, какая из трех перевернутых игральных карт является королевой
трехцветный
adj , относящийся или содержащий цветную печать или фотомеханический процесс, в котором изображение воспроизводится путем наложения трех отпечатков с полутоновых пластин чернилами, соответствующих трем основным цветам
трёхмерный , трёхмерный
n трёхмерный эффект
трехдневное мероприятие
n См. →
событие
→
событие
трехдневная корь
n (Pathol) неофициальное название для →
краснуха
трехэтажный
n
— все, что имеет три уровня или уровня
б (как модификатор)
трехэтажный сэндвич
2 военный корабль с орудиями на трех палубах
трехмерный , трехмерный, трехмерный
прил.
1, имеющий или относящийся к трём измерениям
трёхмерное пространство
2 (пленки, прозрачности и др.) имитирует эффект глубины, представляя каждому глазу немного разные виды сцены
4 реалистичные или настоящие
три-четыре раза
n (Музыка) форма простого тройного времени, в котором есть три удара крючком по планке, обозначенные тактовым размером
трехходовый
прил (в основном U. S) (лошади), имеющий три обычных шага: шаг, рысь и галоп
S) (лошади), имеющий три обычных шага: шаг, рысь и галоп
забег на трех ногах
n гонка, в которой пары участников бегают со связанными друг с другом ногами
хлыст трехстрочный
n см. →
хлыст →
20c
трехмильный предел
n (международное право) дальность действия территориальных вод страны, простирающаяся до трех морских миль от берега
трехфазный
adj (электрической системы, цепи или устройства), имеющий, генерирующий или использующий три переменных напряжения одинаковой частоты, смещенных по фазе на 120 °
из трех частей
adj
1, состоящий из трех частей, особенно(костюма, костюма и т. д.) состоящий из трех совпадающих частей
n
2 костюм-тройка, костюм и т. Д.
трехслойный
прил
1 с тремя слоями или толщиной
а (из трикотажной шерсти и др. ) Трехниточный
) Трехниточный
б (как п.)
свитер был связан трехслойным
трехточечная посадка
n
1 посадка самолета, при которой два основных колеса и носовое или хвостовое колесо одновременно касаются земли
2 успешное заключение
трехточечный поворот
n поворот, реверсирующий направление движения автомобиля с попеременным использованием переднего и заднего хода и завершенный всего за три движения
три четверти
прил
1 — три четверти чего-то
— три четверти оборота
2 составляет три четверти нормальной длины
n
a любой из четырех игроков между защитником и полузащитником
c (как модификатор)
трехчетвертный ход
трехчетвертный переплет
n переплетный стиль, в котором корешок и большая часть сторон выполнены из другого материала (особенно.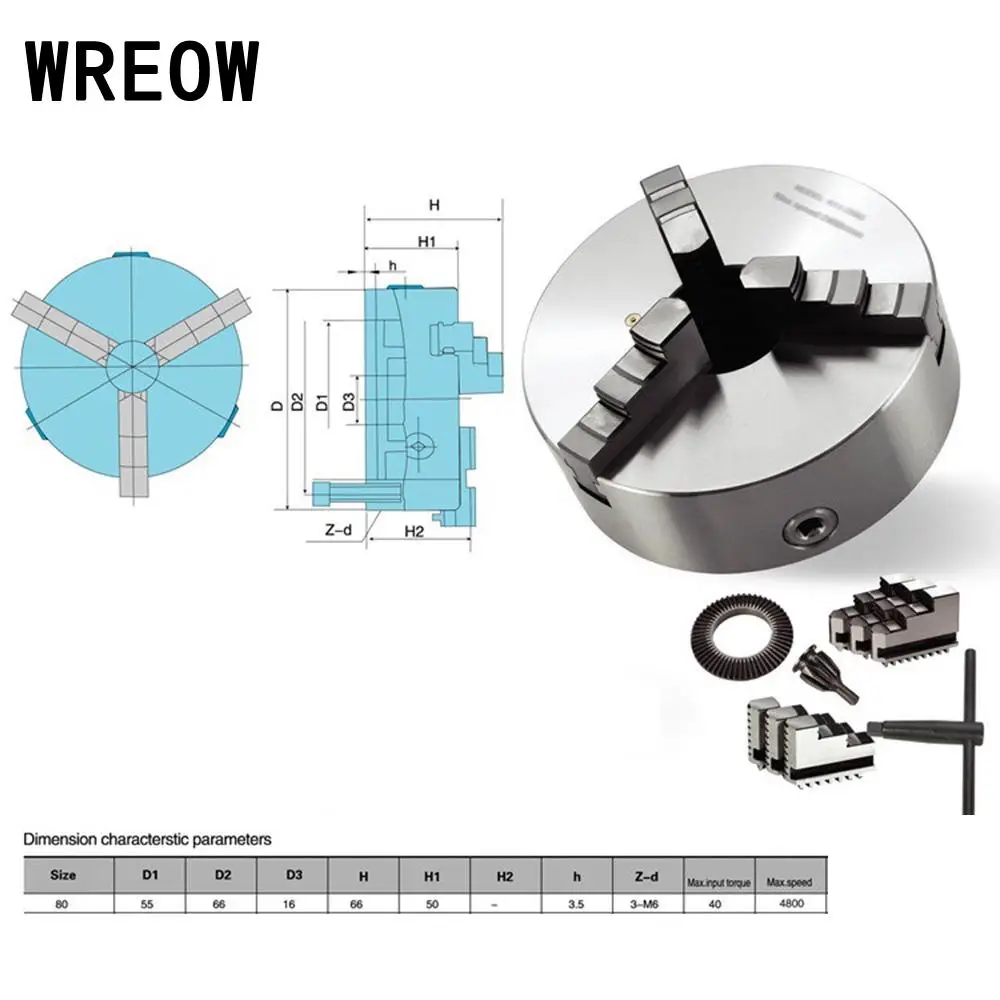 кожа) от остальных чехлов
кожа) от остальных чехлов
цирк с тремя кольцами
n (США и Канада)
1 цирк с тремя кольцами, в котором одновременно проводятся отдельные представления
2 ситуация замешательства, характеризующаяся ошеломляющим разнообразием событий или действий
Three Rivers
n английское название для →
Trois Rivières
три рупии
pl n the.три навыка, рассматриваемые как основы образования; чтение, письмо и арифметика
(от юмористического чтения правописания, ритинга и рифметики)
трехквадратный
adj , имеющий поперечное сечение равностороннего треугольника
трехквадратный напильник
трехходовой
прил.
1 обеспечивает подключение к трем маршрутам от центральной точки
2 с участием трех вещей или людей
трехколесный
n трехколесный легкий автомобиль
Sherline 3-кулачковый самоцентрирующийся патрон.
 Инструкции 3-кулачковый самоцентрирующийся патрон Sherline.
Инструкции 3-кулачковый самоцентрирующийся патрон Sherline.Обучение ремонту часов
Обучение ремонту часов
P / N 1040 3-кулачковый патрон, 3.125 «Диаметр
P / N 1041 3-кулачковый патрон, 2,5″ диаметр
ВНИМАНИЕ! НЕ ПЕРЕГРУЖАЙТЕ ПАТРОН. Используйте только умеренное давление с входящими в комплект поставки Tommy Bars.
ВАЖНО! НЕ ВКЛЮЧАЙТЕ ТОКАРНЫЙ ШПИНДЕЛЬ, ЕСЛИ ПАТРОН НЕ ЗАТЯНЕН. Ускорение шпинделя может привести к открытию кулачков патрона, если они не затянуты!
ПРИМЕЧАНИЕ: Во избежание необратимого повреждения патрона, этот патрон следует удерживать только обработанной, точеной или вытянутой заготовкой. Для чернового литья и др.используйте 4-кулачковый патрон.
Всегда надевайте защитные очки при работе с металлообрабатывающим оборудованием.
Размеры 3-кулачкового патрона
Чтобы просмотреть подробные размеры трехкулачковых патронов Sherline обоих размеров, НАЖМИТЕ ЗДЕСЬ. (Также показаны размеры вершины шпинделя.)
(Также показаны размеры вершины шпинделя.)
Руководство по эксплуатации
Трехкулачковые патроны сконструированы таким образом, что все три кулачка перемещаются вместе и автоматически центрируют круглые или шестиугольные детали или заготовку с точностью до нескольких тысячных дюйма.Эти патроны обеспечивают самый быстрый и простой способ удержания работы на токарном станке.
Патрон SHERLINE спроектирован так, чтобы его можно было использовать для зажима снаружи прутковой заготовки или внутри на трубной заготовке. Патрон P / N 1041 предназначен для захвата прутка диаметром от 3/32 дюйма (2 мм) до 1-3 / 16 дюйма (30 мм) с губками в нормальном положении. Патрон P / N 1040 обрабатывает материал диаметром до 1-1 / 2 дюйма (38 мм). Для работы с большим диаметром необходимо перевернуть кулачки (см. Рисунок 2). Реверсивные кулачки могут захватывать до 2-1 / 4 дюйма (56.0 мм) для патрона P / N 1041 и до 2,75 дюйма (70 мм) для патрона P / N 1040. Патроны имеют сквозное отверстие диаметром 0,687 дюйма (17 мм) с резьбой 3/4 дюйма -16.
Из-за конструкции 3-кулачкового патрона нельзя ожидать, что он будет работать идеально. Даже трехкулачковые патроны, которые в пять раз дороже, чем для этого токарного станка, будут иметь биение от 0,002 до 0,003 дюйма. Если для конкретной операции требуется идеальная точность, рекомендуется использовать 4-кулачковый патрон или цанговый патрон. Оба доступны для вашего токарного станка SHERLINE.
РИСУНОК 1 — Трехкулачковый патрон, стандартные положения кулачков.
РИСУНОК 2 — Переворачивание кулачков патрона.
ПРИМЕЧАНИЕ: Всегда начинайте с положения «A». Чтобы перевернуть кулачки патрона, поверните рифленую спираль до тех пор, пока кулачки не будут удалены. Их можно легко идентифицировать по расположению зубов до конца челюсти (см. Рисунки 1 и 2). Для поддержания точности патрона 2-я кулачка всегда должна вставляться в один и тот же паз, даже если кулачки перевернуты. Этот слот обозначается штампом рядом с слотом. Всегда вставляйте губки в порядке и в том месте, которое показано на рисунках. Поворачивайте прокрутку против часовой стрелки, если смотреть со стороны патрона, пока внешнее начало резьбы прокрутки не будет готово пройти через прорезь для 1-й кулачка. Вставьте 1-ю губку как можно глубже в паз. Поворачивайте свиток, пока не зацепится 1-я губка.
Этот слот обозначается штампом рядом с слотом. Всегда вставляйте губки в порядке и в том месте, которое показано на рисунках. Поворачивайте прокрутку против часовой стрелки, если смотреть со стороны патрона, пока внешнее начало резьбы прокрутки не будет готово пройти через прорезь для 1-й кулачка. Вставьте 1-ю губку как можно глубже в паз. Поворачивайте свиток, пока не зацепится 1-я губка.
Из-за малых допусков между пазом и губкой, самая сложная часть замены губок — это зацепление спиральной резьбы и зуба 1-й губки без заедания.Поэтому никогда не применяйте силу при замене губок, а в случае заедания слегка приподнимите прокрутку и пошевелите губкой, пока она не сможет свободно перемещаться в пазу. Продвиньте прокрутку и повторите для 2-й и 3-й челюстей. Нить спирали должна входить в контакт с первым зубом 1-й, 2-й и 3-й кулачков по порядку.
Доступен набор сменных губок, P / N 1141. В случае необходимости верните патрон на завод, чтобы мы могли заменить губки и проверить центровку перед тем, как вернуть его вам.