Токарный патрон своими руками | Строительный портал
Качество и производительность работы любого оборудования зависит напрямую от состояния его оснастки. Особенно важно точно, быстро и надежно закреплять заготовки на аппаратах с ЧПУ и станках, что работают в составе ГПС. Для сокращения времени на расположение заготовки на станке, а также увеличения надежности и точности ее крепления широко применяются патроны для токарных станков.
Содержание:
- Особенности токарного патрона
- Принцип работы токарного патрона
- Токарный патрон своими руками
Особенности токарного патрона
Токарный патрон – это неотъемлемая часть комплекса оборудования при проведении токарных работ. Эта конструкционная деталь предназначается для закрепления штучных заготовок и пруткового материала на токарно-винторезных, шлифовальных, револьверных и токарных станках, а также металлообрабатывающем оборудовании.
Токарные патроны с механизированными приводами позволяют уменьшать вспомогательное время, необходимое на установку заготовки на оборудование и снятие её после проведения обработки, чем увеличивают производительность труда. С другой стороны эти изделия повышают точность обработки, так как обеспечивают координацию заготовок относительно рабочих органов токарного станка и их надежное крепление, которое исключает деформацию или смещение при обработке.

Принцип работы токарного патрона
Использование токарного патрона должно совершаться в закрытом помещении и при отсутствии агрессивных веществ, провоцирующих коррозию. Стяжные болты перед началом работы затягивают до максимума гаечным ключом, затем токарный патрон закрепляют на станке, все болты затягивают с гайками и запускают токарный станок. Нужно учитывать, что устанавливаются для начала малые обороты для проверки значений торцевого и радиального биений токарного патрона на холостом ходу.
Для крепления изделий на токарных станках широко используются двух- и трехкулачковые патроны, реже — четырехкулачковые. Для крепления и удержания деталей токарный патрон в себе содержит кулачки, количество которых изменяется от 2 до 6. При этом токарные патроны бывают с независимым передвижением кулачков и с непосредственным закреплением кулачков на фланцевый конец шпинделя. Зависимо от способа крепления токарного патрона к станку, выделяют следующие виды крепления: на фланцевый конец шпинделя, через переходной фланец, непосредственно на сам шпиндель токарного станка.
Центрирование заготовки в патронах достижимо благодаря одновременному перемещению зажимающих кулачков в радиальном направлении. Кулачки токарного патрона передвигаются одновременно при помощи диска, у которого имеются на одной стороне пазы в виде архимедовой спирали коническое зубчатое колесо, которое сопряжено с тремя прочими, на другой. Ключом в движение приводится одно колесо, при этом тоже поворачивается диск и перемещает равномерно все кулачки. От направления вращения диска будет зависеть то, приблизятся ли к центру патрона кулачки (зажимается заготовка) или удалятся от него (освобождается заготовка).
Сила зажима в механизированных патронах создается гидравлическим или пневматическим цилиндром, который размещается на заднем конце шпинделя. Через центральное отверстие шпинделя цилиндр соединяется тягой с механизмом патрона, который осуществляет передвижение кулачков, что зажимают установленную заготовку в патрон.
Сжатый воздух или жидкость во вращающийся цилиндр во время обработки попадает при помощи специального устройства под названием муфта. Как правило, передвижение кулачков от механизированного привода доходит до 5—10 миллиметров, поэтому конструкция токарного патрона в любом случае позволяет быстро переналадить изделие при переходе от обработки между партиями заготовок.
Как правило, передвижение кулачков от механизированного привода доходит до 5—10 миллиметров, поэтому конструкция токарного патрона в любом случае позволяет быстро переналадить изделие при переходе от обработки между партиями заготовок.
Для повышения точности крепления заготовки при выполнении чистовой обработки принято использовать накладные незакалённые кулачки, что растачиваются на станке под определенные габариты установочных баз заготовки. Основными кулачками с этой целью зажимают короткую оправку для выбора зазоров во всех сопряжениях, а после этого рабочие поверхности накладного кулачка растачивают на самый большой диаметр базовой поверхности детали.
Конструкция незакаленных кулачков и их крепления при помощи сопряжения вида ласточкин хвост позволяет накладные кулачки устанавливать с точностью до 0,02 миллиметра и избежать следующего их растачивания.
 Заготовки большого диаметра закрепляются в таком патроне с обратным размещением ступеней кулачков.
Заготовки большого диаметра закрепляются в таком патроне с обратным размещением ступеней кулачков.При возникновении необходимости обработки двух похожих поверхностей принято использовать незакаленные кулачки, погрешность крепления заготовок в которых может уменьшаться до 0,03—0,05 миллиметров. Заготовки типа валов, что имеют большую длину, можно устанавливать в токарный патрон, который имеет поджим заднего центра.
Токарный патрон своими руками
Вы познакомились с устройством и основными видами токарных патронов, а сейчас вашему вниманию представляется вариант самодельного токарного патрона для станка по дереву. Основной рабочей деталью патрона является эластичная втулка, что имеет диаметр 6 миллиметров. Необходимо использовать втулки двух типов — полиуретановые и резиновые, в качестве которых вы можете взять обрезки уплотняющих жгутов.
Накидную гайку нужно сделать из латуни или бронзы. Можно использовать для этой цели и сталь, но у бронзовых гаек меньше трение.
Резиновая втулка и корпус — в патроне самые ответственные детали. От того, насколько точно они изготовлены, зависит, будет ли сверло, зажатое в патрон, «бить». Для снижения вероятности «биения» сверла обе детали изготовьте в определенной последовательности. Выточите корпус патрона на станке за одну установку. Подобный прием позволит обеспечить с определенной точностью соосность центрального отверстия и хвостовика под втулку.
Корпус патрона после механической обработки останется в шпинделе токарного станка. Внутрь патрона вставьте заготовку эластичной втулки и слегка подожмите ее через пятачок накидной гайкой. В заднюю бабку станка вставьте сверло диаметром 1 миллиметр и рассверлите зажатую втулку. Таким методом целесообразно сделать в запас несколько втулок.
Если вы не имеете возможности застопорить при зажатии сверла вал сверлильного устройства, нужно сделать на корпусе самодельного патрона для токарного станка лыски под гаечный ключ, чтобы можно было накидную гайку туго затянуть. В токарный патрон вы можете зажимать сверла, что имеют диаметр от 0,8 до 1,2 миллиметров. Для сверл другого диаметра отверстия в гайке и втулке необходимо сделать другими.
Главное отличие данного патрона кроется в том, что эластичная втулка будет зажимать весь хвостовик сверла, а чтобы установить стандартное сверло в патрон Вербового рекомендуется его хвостовик обрезать. Отверстие под эластичную втулку выполните не в гайке, а в корпусе патрона, оно должно быть максимально приближенным к зажимающему устройству шпинделя станка. Это значительно увеличивает при монтаже точность центрирования сверла.
Теперь вы знаете, для чего нужны токарные патроны, и какую функцию они выполняют при работе на токарном станке. К тому же совсем не сложно изготовить токарный патрон своими руками. Для этого нужно, прежде всего, определиться со средой использования изделия и строго следовать нашим инструкциям.
К тому же совсем не сложно изготовить токарный патрон своими руками. Для этого нужно, прежде всего, определиться со средой использования изделия и строго следовать нашим инструкциям.
Разновидности токарных патронов, особенности выбора и их эксплуатации
В производстве заготовок в любых сферах промышленности применяются токарные станки для обработки металла, древесины и других материалов. Важнейшим элементом оснастки такого устройства является токарный патрон — специальное приспособление для зажима и крепления в станке обрабатываемой детали или режущего элемента. Многообразие видов, размеров, конструкций токарных патронов позволяет повысить функциональность оборудования и обрабатывать сложнопрофильные детали. Разобраться с типами и определиться, какой токарный патрон лучше, мы поможем в данной статье.
Конструкция и крепление зажимных устройств
Зажимные элементы токарного станка выполнены из высокопрочного чугуна или стали. Отменные технические характеристики токарных патронов и повышенная их прочность позволяют использовать данные элементы при нагрузках со значительными поверхностными и истирающими воздействиями на поверхность во время работы.
Крепление токарного патрона к шпинделю выполняется в передней части. За счет продуманной конструкции патрона, большого усилия зажима на деталь, которая обрабатывается, — улучшается точное центрование и перпендикулярное соотношение осей обработки. Диаметры патронов и варианты установки — стандартизуются нормами. Процесс монтажа предусматривает использование шпиндельных фланцев и планшайб. Планшайбы с отверстиями, позволяющими натяжным болтам и центрирующим выступам регулировать точность установки.
Виды токарных патронов
Разновидности патронов для токарных станков:
Механические. Более распространенный вид делится на: кулачковые, поводковые и цанговые. Более детально о кулачковом классе поговорим далее в статье.
Механизированные (пневматические, гидравлические, электрические) — служат для автоматизации зажимных и разжимных процессов с установленным усилием.
Внешний диаметр может быть от 80 до 1 000 мм. Более востребованы зажимные элементы диаметром 80-400 мм.
Крепление токарных патронов
Существует несколько классификаций конструкций патронов по способу фиксации детали:
Кулачковые патроны. Конструкция состоит из нескольких подвижных деталей для фиксации. Бывают: 2-, 3-, 4-кулачковыми, мембранными, рычажными и др.
Цанговые патроны. Конструкция состоит из втягиваемой, выдвижной или неподвижной цанги, которая и выполняет фиксацию детали. Бывают: зажимными (для поворотного крепления обработанных деталей) и подающими (для холоднотянутых заготовок).
Рассмотрим подробнее кулачковые токарные патроны.
Кулачки делятся на:
Прямые — фиксируют заготовку в верхней части по внешней поверхности.
Обратные — фиксируют полую деталь изнутри.
Двухкулачковые самоцентрирующиеся патроны
Устанавливаются для мелких заготовок с несимметричными параметрами, например: арматуры, поковок.
Зажимы отличаются простым строением. Бывают механические и ручные.
Но у данных патронов есть существенный недостаток — если произошел перекос кулачков, то смещается центр заготовки из-за образовавшихся боковых зазоров. Для предотвращения таких случаев необходимо тщательно шлифовать обрабатываемую деталь, а кулачки с высокой точностью подгонять, исключая зазоры.
Трехкулачковые самоцентрирующиеся патроны
Востребованность объясняется быстротой крепления, что актуально в производстве мелких элементов (круглых и шестигранных), где замена обрабатываемых деталей выполняется часто.
Также использование данного вида зажимного элемента экономит время на переналадке при установке заготовки с другими размерами.
Трехкулачковый патрон представляет собой конструкцию из массивной планшайбы с прорезанными радиальными пазами, в которых двигаются три кулачка. Они перемещаются зубчатой передачей конического типа, находящейся внутри. Одно из колей можно приводить в действие ключом за счет торцевой резьбы (спирали Архимеда). Вращая эту спираль, можно переместить все кулачки.
Вращая эту спираль, можно переместить все кулачки.
Четырехкулачковые патроны
В данном зажимном устройстве кулачки независимы. Необходимо дополнительное центрирование обрабатываемой детали, что отнимает время.
Простой зажим представляет собой планшайбу из чугуна со скрепленными болтами кулачками.
Патроны с Т-образными пазами отличаются массивностью и монтируются в крупные токарные установки. Кулачки перемещаются винтами.
4-кулачковые патроны применяются для крепежа асимметричных деталей прямоугольной формы или прутков с квадратным сечением.
Выбор токарного патрона
Верным вариантом будет покупка оснастки, которая предназначена для конкретных моделей токарных станков. Таким образом Вы точно получите совпадение размера и конфигурации. Количество кулачков влияет на качество обработки заготовки. 2-кулачковых достаточно для обычного удержания фасонной отливки, 3-кулачковых — для симметричных деталей, 4-кулачковые — для несимметричных элементов с прямоугольным или квадратным профилем.
Интернет-магазин «Кобальт +» предлагает широкий выбор разновидностей крепежных элементов для станков по дереву и металлу. Купить токарные патроны можно с различным количеством кулачков для различных обрабатываемых заготовок. Мы гарантируем: доступные цены, неизменно высокое качество и удобный сервис!
Патроны для токарного станка
Содержание статьи:
Фиксация заготовки в токарном станке для ее дальнейшей обработки происходит с помощью токарного патрона. Этот элемент оборудования может иметь различную конструкцию, которая определяется функциональностью и технологическими требованиями.
Назначение и особенности эксплуатации
Виды токарных патронов
Токарные работы характеризуются высокой скоростью вращения детали. Поэтому к патронам предъявляются особые требования. Они устанавливаются на переднюю шпиндельную бабку станка, которая соединена с электродвигателем посредством коробки передач и раздаточной коробки.
Для выбора оптимальной модели необходимо знать основные технические характеристики, которыми обладают токарные патроны. Они во многом зависят от токарного станка, а также перечня выполняемых операций на нем. Поэтому методика выбора должна быть комплексной.
Они во многом зависят от токарного станка, а также перечня выполняемых операций на нем. Поэтому методика выбора должна быть комплексной.
Существуют следующие эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- конструкция. Определяет способ фиксации заготовки, количество зажимных элементов, их расположение и возможность установки нескольких деталей;
- рабочие диаметры. К ним относятся наружный, присоединительного пояска, а также расположение и размеры крепежных отверстий;
- характеристики обрабатываемого изделия. Диапазон размеров: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- диаметр отверстия в корпусе. Оно предназначено для установки прутка;
- пределы частот вращения токарного патрона.
Изделия этого класса относятся к сложным технологическим конструкциям. Для их изготовления применяются несколько типов материалов. Корпус делается из чугуна специальной марки, не ниже СЧ-30. Остальные компоненты изготавливаются из инструментальной стали, у которой предел прочности не может быть меньше 500 МПа.
Для их изготовления применяются несколько типов материалов. Корпус делается из чугуна специальной марки, не ниже СЧ-30. Остальные компоненты изготавливаются из инструментальной стали, у которой предел прочности не может быть меньше 500 МПа.
Характеристики шероховатости патронов зависят от конкретного компонента. Так, для передней цилиндрической части этот показатель не может быть более 0,8. Рабочие поверхности обладают шероховатостью до 1,6.
Классификация токарных патронов
Цанговые
Цанговый патрон
Этот тип крепежного элемента представляет собой втулку, в которой находится несколько осевых прорезей. В них расположены фиксирующие лепестки, количество которых различно и может составлять от 3-х до 6-ти штук.
Конструктивно токарный патрон этого типа состоит из подающей цанги, в которой находится втулка с разрезами, формирующими лепестки. Для фиксации заготовки устанавливается цельная зажимная цанга с лепестками пружинного типа. Для увеличения показателя сцепления происходит смещение цельной цанги относительно заготовки и лепестков.
Для увеличения показателя сцепления происходит смещение цельной цанги относительно заготовки и лепестков.
Область применения токарных патронов цангового типа для станков:
- заточка сверл и фрез;
- обработка металлических прутков;
- использование для крепления заготовки с обратной поверхностью.
К недостаткам этого типа сверлильных патронов можно отнести относительно небольшие максимальные диаметры деталей, а также невозможность обрабатывать заготовки с большой массой.
Если конфигурация поверхности заготовки не соответствует размерам цангового патрона – необходимо применять специальные выравнивающие вкладыши.
Рычажные
Рычажный патрон
До недавнего времени были самыми популярными типами креплений в токарных станках. Принцип действия основан на смещении кулачков с зажимами посредством движения двуплечего рычага. Для оптимизации настройки в конструкции есть гидропривод.
Главной характеристикой патронов этого типа является количество фиксирующих кулачок и степень их смещения на рабочем диске. Настройка положения заготовки является сложным процессом. В особенности если необходима нестандартная обработка.
Настройка положения заготовки является сложным процессом. В особенности если необходима нестандартная обработка.
Способы переналадки токарного патрона этого типа:
- одновременное смещение кулачков с помощью ключа. Он устанавливается в прорезь регулирования гидравлического привода;
- регулировка каждого кулачка в отдельности. Эта операция требует много времени и не каждая конструкция токарного патрона рычажного типа имеет такую функцию.
В процессе работы может наблюдаться незначительный люфт детали во время ее вращения. Поэтому рычажные фиксирующие компоненты станка применяются в основном только для черновой обработки.
Клиновые
Клиновый патрон
Эта модель токарного патрона представляет собой усовершенствованную конструкцию вышеописанного рычажного механизма. Для обеспечения большей точности для каждого кулачка есть свой пневматический или механический привод.
Подобная конструкция применяется для выполнения точных операций по токарной обработке. Преимуществом ее эксплуатации является возможность смещения центра заготовки относительно оси вращения. Таким образом можно изготавливать детали сложной формы.
Преимуществом ее эксплуатации является возможность смещения центра заготовки относительно оси вращения. Таким образом можно изготавливать детали сложной формы.
К особенностям работы с клиновыми токарными патронами можно отнести следующие факторы:
- сложность настройки;
- высокая точность выставляемых параметров, низкий процент погрешности обработки;
- надежность фиксации за счет равномерного распределения усилия давления на каждом кулачке.
Для токарных станков с блоком ЧПУ важна возможность быстрой перенастройки. Поэтому в подобном оборудовании используются специальные модели зажимных устройств, подключаемые к блоку управления.
К материалу изготовления клиновых патронов предъявляются особые требования. Зачастую обработка происходит на высоких оборотах, поэтому свойства фиксирующего устройства не должны измениться во время выполнения этого процесса.
Мембранные
Мембранный патрон
Наиболее высокими показателями точности фиксации обладают мембранные модели токарных патронов.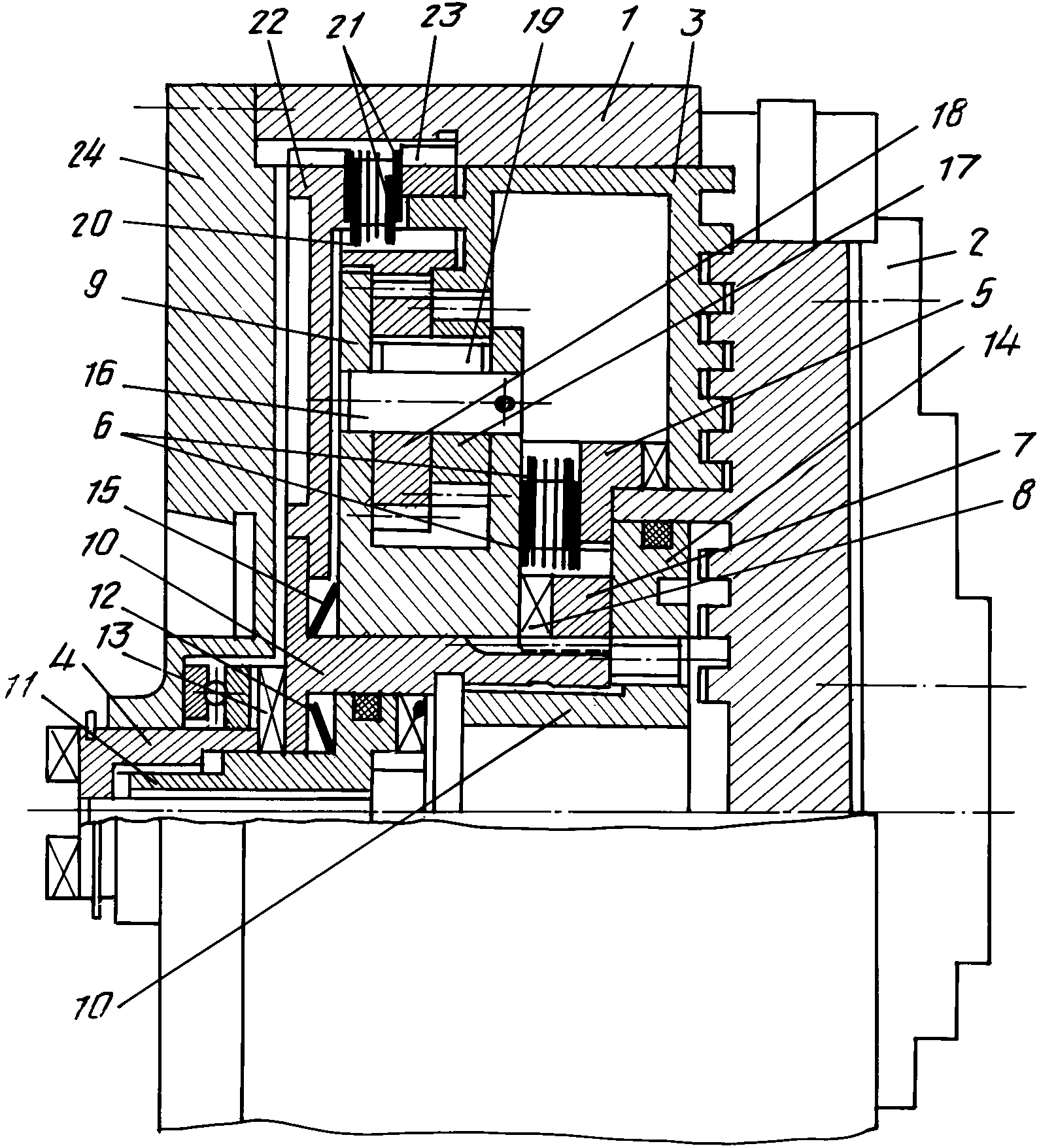 Мембраны из упругого материала крепятся к фланцу. После установки заготовки отключается гидропривод и деталь крепится с помощью расширения мембраны.
Мембраны из упругого материала крепятся к фланцу. После установки заготовки отключается гидропривод и деталь крепится с помощью расширения мембраны.
Для этой модели фиксирующего устройства характерно большое количество кулачков и низкая степень зажима. Поэтому мембранные патроны в основном используются для чистовой обработки, выполняемой на низких скоростях.
В видеоматериале показан пример установки и эксплуатации:
Патрон для токарного станка с улучшенной конструкцией
Модель включает в себя самоцентрирующий патрон для токарного станка, который состоит из корпуса, в составе которого соединенные между собой передняя и задняя части, шпиндель, на его наружной поверхности установлена задняя часть корпуса. Также устройство включает в себя спиральный диск патрона. В виде конусов выполнены внутренние области задней части корпуса и спирального диска а также находящаяся с ними в сопряженнии наружная область шпинделя. У шпинделя наружная область может имеет конусность 7:24.
Также устройство включает в себя спиральный диск патрона. В виде конусов выполнены внутренние области задней части корпуса и спирального диска а также находящаяся с ними в сопряженнии наружная область шпинделя. У шпинделя наружная область может имеет конусность 7:24.
Втулка установленная между конусными поверхностями шпинделя и спирального диска способна регулироваться в радиальном направлении и может входить в комплектацию устройства. В итоге, себестоимость изготовления патрона для токарного станка снижается, срок службы кулачков. 2 з.п. ф-лы, 2 ил. увеличивается, точность базирования заготовок в кулачках патрона повышается, жесткость сопряжения патрона со шпинделем становится выше.
Устройство используется для закрепления цилиндрических заготовок при обработке на токарных станках в 3-х, 4-х и 6-ти кулачковых самоцентрирующих спирально-реечных патронах и относится к области металлообработки. Корпус, кулачки и спирально-реечный механизм их перемещения содержит известный токарный самоцентрирующий патрон. Корпус крепится к токарному станку шпильками, гайками (ГОСТ 2675-80. патроны самоцентрирующие трехкулачковые) и базируется на конусный поясок и торец на переднем конце шпинделя токарного станка. Данная конструкция патрона выпускается серийно и имеет широкое применение в промышленности. Но подобная система включает в себя ряд недостатков.
Корпус крепится к токарному станку шпильками, гайками (ГОСТ 2675-80. патроны самоцентрирующие трехкулачковые) и базируется на конусный поясок и торец на переднем конце шпинделя токарного станка. Данная конструкция патрона выпускается серийно и имеет широкое применение в промышленности. Но подобная система включает в себя ряд недостатков.
Во первых, необходимо базировать корпус патрона для токарного станка, при установке на шпиндель, одновременно на торцевую поверхность и конусную поверхность. Подобное конструкторское решение требует выполнения базовых поверхностей как на шпинделе, так и в корпусе патрона с очень высокой точностью (ГОСТ 2675-80, табл. 3) и является не технологичным. Базирование произойдёт либо только на торец, или только на конус, в случае если допуск на размеры не будут выдержаны. В итоге, технология изготовления обеих сопрягаемых деталей значительно усложняется.
Во-вторых, точность радиального перемещения кулачков определяется базированием самого корпуса на шпинделе, а также точностью изготовления спирального диска и его базирования в корпусе. В результате не получится обеспечить заданное биение заготовок во всем диапазоне перемещения кулачков, если сложить все погрешности базирования в данной конструкции патрона. Это вынуждает применять расточку кулачков, при обработки заготовок на получистовых и чистовых операциях, что влечёт за собой снижение срока их службы.
В результате не получится обеспечить заданное биение заготовок во всем диапазоне перемещения кулачков, если сложить все погрешности базирования в данной конструкции патрона. Это вынуждает применять расточку кулачков, при обработки заготовок на получистовых и чистовых операциях, что влечёт за собой снижение срока их службы.
Известен патрон для токарного станка включающий корпус, кулачки, спирально-реечный механизм их перемещения (АС 1808487, МПК B23B 31/00, 1991 г.), этот токарный патрон является самоцентрирующимся. Спиральный диск патрона базируется на наружной цилиндрической поверхности шпинделя, а корпус конструкции патрона базируется на внутренней конусной поверхности шпинделя. Такое конструктивное решение, вследствие уменьшения числа составляющих суммарной погрешности базирования спирального диска, позволяет повысить точность базирования заготовок К недостаткам данного устройства следует отнести необходимость изготовления, высокой точности, сопрягаемых поверхностей при базировании корпуса одновременно на конусную внутреннюю поверхность и торцевую поверхность шпинделя. Это соответственно, повышает себестоимость их изготовления.
Это соответственно, повышает себестоимость их изготовления.
Вследствие нерегулируемого зазора в сопряжении с цилиндрической поверхностью шпинделя, у спирального диска не устранена полностью погрешность базирования на шпинделе, что в свою очередь не гарантирует при закреплении в патроне во всем диапазоне перемещения кулачков заданного биения заготовок.
Достижение требуемой жесткости сопряжения вследствие погрешностей размеров базовых поверхностей не всегда гарантируется при базирование корпуса на внутреннюю коническую поверхность и одновременно на торцевую поверхность.
Улучшения достигаемые в новом устройстве, проявляются:
- в повышении срока службы кулачков;
- в снижении себестоимости изготовления патрона;
- в повышении жесткости сопряжения патрона для токарного станка со шпинделем;
- в повышении точности базирования заготовок в кулачках патрона.
Указанный технический результат достигается тем, что корпус и спиральный диск установлены на наружной конусной поверхности шпинделя. Наружная коническая поверхность шпинделя может быть выполнена с конусностью 7:24. Между коническими поверхностями шпинделя и спирального диска может быть установлена регулируемая в радиальном 3 направлении втулка.
Наружная коническая поверхность шпинделя может быть выполнена с конусностью 7:24. Между коническими поверхностями шпинделя и спирального диска может быть установлена регулируемая в радиальном 3 направлении втулка.
Совокупность отличительных признаков такого технического решения является новой. Она необходима и достаточна для достижения заявленного технического результата, что обусловлено следующим.
Во первых, установка корпуса на наружную конусную поверхность шпинделя обеспечивает для тяжелого патрона надежное, жесткое и точное базирование относительно оси вращения шпинделя. Установка спирального диска непосредственно на конусную поверхность шпинделя позволяет полностью устранить зазоры между базовыми поверхностями и свести до нуля погрешность базирования относительно оси вращения шпинделя. Этому способствует установка между шпинделем и спиральным диском регулируемой в радиальном направлении втулки. В результате на точность радиального перемещения кулачков и, соответственно, на точность базирования заготовок разных диаметров во всем диапазоне перемещения кулачков будет оказывать влияние только точность изготовления торцевой спирали и реек кулачков.
Во-вторых, базирование корпуса только на одну конусную поверхность позволяет снизить требования к точности выполнения размеров сопрягаемых поверхностей шпинделя и патрона для токарного станка, и, соответственно, снизить себестоимости их изготовления.
что это такое, чем крепится к станку по металлу, виды, назначение, для чего нужна поводковая план шайба, как сделать крепление, размер трезубца
05.06.2020
Станок позволяет проводить обработку деталей самого разного назначения. Современные универсальные модели имеют множество параметров, с помощью которых работа с изделиями осуществляется без сложностей. Но есть у этого инструмента и уязвимый аспект – взаимодействие с объектами неподходящей формы. Планшайба для токарного патрона – это простой выход в подобных ситуациях.
Большие изделия не помещаются в сам станок, поэтому закрепить их на необходимой позиции невозможно. Что же до нестандартных форм, обычно зажимное устройство, осуществляющее роль крепежного элемента, повреждает их. Сдавливание не слишком хорошо для плоских материалов, края могут треснуть, изогнуться. Особенно неприятно, когда на этих местах расположена различная фурнитура. Да и сам объект вполне способен повредиться в такой ситуации. Соответственно, без специализированного переходника приступать к обработке строго не рекомендуется.
Что же до нестандартных форм, обычно зажимное устройство, осуществляющее роль крепежного элемента, повреждает их. Сдавливание не слишком хорошо для плоских материалов, края могут треснуть, изогнуться. Особенно неприятно, когда на этих местах расположена различная фурнитура. Да и сам объект вполне способен повредиться в такой ситуации. Соответственно, без специализированного переходника приступать к обработке строго не рекомендуется.
Для чего нужна планшайба на токарном станке
Если наблюдается смещение по оси шпинделя, а также иные препятствия нормальному креплению через кулачки патрона, то установка переходника обязательна. Фиксация на диск происходит через прижатие к оснастке. Если невозможно без ущерба поступить так, то есть вариации разнообразных креплений, которые имеют строгую специализацию. Многочисленные предложения на рынке позволяют подобрать крепежные элементы почти для любой модели. Впрочем, никто не мешает под конкретную задачу изготовить выверенный крепеж.
После установки диска в обязательном порядке необходимо удостовериться, что сохранилось правильное расположение по оси. Ведь в отличие от вставки непосредственно в патрон, обозначенная методика отнюдь не гарантирует автоматического центрирования. Поэтому придется произвести небольшую сверку.
Примечательно, что переходная планшайба может выручить и в ситуации, когда взаимодействовать придется не с необычной формой детали, а с нетривиальным режущим инструментом. То есть, крепится уже лезвийное устройство. Но это достаточно редкая ситуация.
Конструкция
Нет разницы в том, какой именно станок используется: по металлу или дереву. Данное приспособление для закрепления предметов подойдет в обеих ситуациях. Чаще всего встречаются диски, созданные из стали и чугуна. На них изготавливают пазы и углубления. Главная цель – надежная фиксация объекта. В зависимости от того, какие именно пазы располагаются на поверхности, существует определенный перечень форм, с которыми допускается взаимодействие данного фиксатора.
Кроме того, к шпинделю сама оснастка частенько подсоединяется с помощью ступиц. А вот модели, которые ставятся на патрон, отличаются легко. Ступицы не похожи на конусы, представляют собой строгие цилиндры.
Во многих вариациях размер планшайбы позволяет установить на нее дополнительные фиксаторы. Обычно прижимного типа. Тогда будущая продукция зажимается по принципу тисков, если у нее есть выступающие части, которые игнорируют механическое давление на сжатие.
Не стоит забывать, что нетипичная обработка – это всегда в определенной мере риск. Производителем не задумано подобное действие, значит, есть вероятность разрушения изделия при запуске. А также разлета осколков по большой площади. Соответственно, главное оружие в этом случае – это тщательная проверка баланса, расчет, тестовый запуск. Опасность теоретически возникает и для оборудования, оно способно повредиться при неточных параметрах крепежей.
Внимательность и осторожность – главные правила, обязательные для соблюдения.
Виды и назначение планшайб
Многие ошибочно полагают, что этот предмет становится универсальным способом решить любую задачу по обработке нетипичных деталей. Но на проверку, этот переходник очень строго специализирован. Другими словами, для работы с определенной категорией форм нужен свой ряд дисков.
Разумеется, один вариант вполне способен работать сразу с целой сферой схожих деталей по габаритам. Но специфика все равно остается весьма явной. Соответственно, существует целый ряд различных переходников, которые отличаются по:
- Назначению.
- Структурным параметрам.
- Креплению планшайбы.
- Даже материалам производства.
Поэтому следует всегда под рукой иметь целый набор, который подразумевает различное назначение. Причем некоторые из них бывают и самодельными. И не только потому, что экономия – это отличное решение. Есть и более прозаические причины. Какие-то неожиданные вариации могут просто отсутствовать на рынке или в ассортименте ближайшего поставщика. Об изготовлении подобного инструмента мы поговорим ниже. А сейчас перейдем непосредственно к видовому разнообразию.
Есть и более прозаические причины. Какие-то неожиданные вариации могут просто отсутствовать на рынке или в ассортименте ближайшего поставщика. Об изготовлении подобного инструмента мы поговорим ниже. А сейчас перейдем непосредственно к видовому разнообразию.
Диск с Т-образными пазами
Конструкция имеет поверхность, на которой и располагаются углубления. И крепление в итоге производится с помощью винтов. Это, пожалуй, один из самых универсальных типов. Видов продукции, которая без труда устанавливается на такую оснастку – огромное количество.
Количественный фактор пазов тоже изменяется. Чем их больше, тем большее широкое назначение подразумевается. Еще на стадии изготовления параметры диска легко адаптируются под текущую ситуацию. Таким образом, этим методом чаще всего и пользуются.
Это неплохой вариант, как планшайба для фрезерного станка. Впрочем, как уже обозначалось, использование допускается самое разнообразное.
Со сквозными пазами
Универсальный выбор для обработки металла. Подходит и для дерева, но преимуществ меньше. Главное отличие – наличие сквозных пазов. Их величина и частота определяются задачей. Обычно все отверстия располагаются по окружности, на определенном радиусе. И порой попадаются модели, где паз сплошной, представляет собой непрерывный полукруг.
Установка производится с помощью винтов. Часто сама деталь напрямую обратной стороной ставится на диск. Если для этого есть соответствующие отверстия уже у самого продукта, разумеется.
В большинстве случаев на поверхности переходника ставятся иные механизмы. Они позволяют разнообразить ассортимент фиксаторов, с которыми сможет взаимодействовать диск и увеличить сцепляющие возможности.
С отверстиями
У всей линейки видов в данной категории есть одна общая черта – углубление в центре. Ведь с его помощью сам диск «садится» на патрон. Соответственно, используется резьба. А вот остальные отверстия располагаются под уже определенный регламент. Какая линия продукции подразумевается к работе, столько и будет пазов. Используются круглые, овальные, удлиненные варианты.
Соответственно, используется резьба. А вот остальные отверстия располагаются под уже определенный регламент. Какая линия продукции подразумевается к работе, столько и будет пазов. Используются круглые, овальные, удлиненные варианты.
Есть отличия в том, чем крепится заготовка в планшайбе. Фиксироваться в объекты могут не только на винты, но и на прихваты, что в значительной мере расширяет вариативность.
Поводковые
Когда подразумевается размещение детали между центрами, передача крутящего момента от вала на изделие обеспечивается как раз таким видом дисков. Они снабжены специальным углублением вдоль всей своей окружности, которая призвана удержать хомут. Он же опоясывает будущее изделие, становится чем-то вроде муфты.
Помимо этого для фиксирования на диске располагаются разные отверстия, обычно Т-образного формата. Их точное количество варьируется в свободном диапазоне. По сути, поводковая планшайба не обладает строгими параметрами в этом плане, все зависит от цели.
С наличием угольника
Дополнительный переходник часто имеет форму угла. Он крепится к дисковой части, освобождая пустую плоскую поверхность с другой стороны. На нем и располагается заготовка. Смысл этого дополнительного элемента в снижении механического фактора для объекта. Соответственно, его следует использовать, если продукция уязвима, имеет мягкие части, тонкие участки.
Чтобы устойчивость была максимальной, важно установить фиксацию не только в одной точке поверхности, а выбрать как минимум три. Допустимо и больше, все зависит от характеристик используемого материала. Также логично использовать дополнительные крепежи. Например, если форма тонкая и удлиненная, то подойдет особый переходник. Назначение патрона трезубца планшайбы как раз в работе с длинными деревянными конструкциями с плоским основанием.
Назначение патрона трезубца планшайбы как раз в работе с длинными деревянными конструкциями с плоским основанием.
Универсальные и специальные
Учитывая тот факт, что описанных вариаций разных моделей уже получилось много, производители часто стараются свести к минимуму их разнообразие. Поэтому создают наборы универсальных переходников. Их суть заключается в минимизации затраченного материала. То есть, производится один базовый диск, который с помощью приспособления становится любым из описанных выше. На него устанавливаются фиксирующие элементы, зубцы.
Получается нечто в стиле отвертки с основанием и десятком насадок. Нужна плоская – легко, понадобилась крестовая – еще проще.
А специальные – это изготовленные под конкретную партию по особому чертежу шайбы, которые будут бесполезны на другом производстве.
Правила эксплуатации
Коротко пройдемся по основным нюансам, как установить и работать с таким элементом в зависимости от оборудования.
На универсальных
В принципе, что такое планшайба для патрона токарного станка по металлу – это переходник с особым видом фиксаторов. Но при этом сам он ставится на базу по иным законам.
- Неровная поверхность, ассиметричная всегда подразумевает монтаж на зажим.
- Чтобы выправить ось, нужно использовать подъемные планки.
- Задействуйте противовес (он обычно идет комплектом), чтобы избежать вибрации.
На токарно-карусельных
Здесь имеются принципиальные отличия. Если выше мы постоянно упоминали, что шайба – это просто дополнительный переходник, призванный упростить работу с необычными заготовками, в этом случае она основной элемент крепежа. Ведь сам станок представляет собой круглый стол, сверху которого и размещается диск с несколькими втулками. На них монтируются объекты. Что интересно, даже если сами втулки ломаются или приходят в негодность, они меняются отдельно. И он становится своего рода рабочей поверхностью, которая не подлежит смене.
И он становится своего рода рабочей поверхностью, которая не подлежит смене.
Самоцентрируемые шайбы
Это одна из самых распространенных разновидностей насадок. Главные отличия заключаются в том, что в центре поверхности находится крупное отверстие. По размеру оно совпадает с втулками по периметру. Основная задача заключается в уплотнении соприкосновении с валом, чтобы увеличить уровень надежности и эксплуатационный срок оборудования.
Как сделать планшайбу под токарный патрон
Когда ассортимент магазинов не устраивает покупателя, а также в случаях, если покупку не позволяет бюджет или временные сроки, используются самодельные варианты. Разумеется, чтобы своими руками произвести такое изделие, необходимо обладать соответствующим опытом.
Стоит уточнить, что говорить мы будем об упрощенной конструкции, которая подойдет исключительно для базовых деталей. Более сложные варианты не только проблематичны в производстве, но еще и обладают весьма высокой себестоимостью, а значит мероприятие становится затратным.
Создание заготовки
- Первоначально на брус наносится необходимая разметка. Посредством циркуля отмечаем диаметр, но лучше брать с запасом в 2-3 мм, чтобы при дальнейшей работе, когда придется склеивать части, размер не оказался меньше.
- Наносим клей на подготовленные элементы. Плотно прижимаем и оставляем на 20 минут.
- Следующий шаг – создаем металлическую шайбу. Лучше всего выбрать размер достаточный для гайки, чтобы она сидела плотно и не проваливалась. Последовательно привариваем ее сначала сверху, потом снизу.
-
Устанавливаем на шпиндель, а также выбираем пазы и отверстия. Тут важно правильно определиться с конечной задачей. В противном случае грамотно закрепить деталь не получится. Учтите, что для установки различных устройств по типу токарных тисков необходимо оставить некоторое место на общей поверхности. А значит, заранее нужно выбрать подходящий размер плоскости.

- Последний этап – нанесение защитных слоев. Тут выбор очевиден в пользу краски. Она не позволит появляться на внешней стороне ржавчине. Кроме того, если вы отметили неровности при обработке, их вполне допускается просто спилить.

Мы постарались максимально полно рассказать, что такое план шайба, для чего она нужна, как используются ее различные вариации. Большую часть видов можно приобрести можно в самых удобных наборах. Необязательно сразу брать большую партию, если в этом нет нужды. Широко распространены наборы, в которых есть только один основной диск и дополнительные компоненты для него.
Центры станочные и токарные патроны: виды, типы, описание
Главная Статьи Центры станочные и токарные патроны: виды, типы, описаниеТокарный патрон и вращающиеся центры – это наиболее важные элементы оснастки токарного станка, специальное зажимное приспособление для точного крепления на станке заготовки, детали или режущего инструмента. Благодаря использованию токарного патрона, многообразию размеров и конструкций существенно увеличивается функциональность токарного станка, появляется возможность обработки сложнопрофильных деталей.
Благодаря использованию токарного патрона, многообразию размеров и конструкций существенно увеличивается функциональность токарного станка, появляется возможность обработки сложнопрофильных деталей.
Токарный патрон – основная технологическая оснастка токарного станка, устройство, необходимое для крепления заготовки или инструмента для проведения металлорежущих операций. Токарный патрон, предназначенный для крепления заготовок, размещается на передней бабке станка. На задней могут быть установлены сверлильные патроны для фиксации различного рабочего инструмента – сверл, зенкеров, разверток и т. д. Патроны могут цилиндрическую или коническую посадку. В первом случае требуется дополнительный фланец для фиксации на шпинделе, патроны с конической посадкой фиксируются без дополнительных приспособлений.
Наилучшим вариантом будет выбор оснастки предназначенной для конкретной модели токарного станка, таким образом Вы гарантируете точное совпадение размера и конфигурации. От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
От количества кулачков в токарном патроне зависит точность и конфигурация обрабатываемых деталей. Двух достаточно для удержания фасонных отливок, трех – для шестигранных и круглых деталей, 4-кулачкового – для деталей прямоугольного и квадратного профиля, а также заготовок несимметричной формы.
Конструкция и назначение токарных патронов
Существует несколько типов конструкции токарного патрона, классифицируемой по способу зажима детали и назначению:
- Кулачковые патроны – наиболее широко используемые и подходящие для большинства операций. Состоят из нескольких подвижных сегментов для фиксации деталей. Имеют массу разновидностей.
Существуют следующие виды токарных патронов:
Двухкулачковые – применяются преимущественно для крепления фасонных отливок.
Трехкулачковые – более всего подходят для заготовок круглой и шестигранной форм.
Четырехкулачковые – для ассиметричных заготовок и деталей прямоугольной формы.
Подразделяются на самоцентрирующиеся и с независимыми кулачками. В зависимости от типа зажима патрон может иметь ручной или механизированный зажим. В первом случае необходимо вручную осуществлять затяжку крепления детали, при механизированном зажиме – патрон сам осуществляет фиксацию. Рассмотрим основные конструктивные типы токарных патронов, используемые в современном металлообрабатывающем производстве.
- Цанговые патроны – состоят из втягиваемой, выдвижной или неподвижной цанги, посредством которой и осуществляется фиксация детали. Подразделяются на зажимные и подающие. Зажимные используются для поворотного зажима деталей с заранее предварительно обработанной поверхностью, подающие цанги используются для крепления холоднотянутых заготовок.
предназначаются для создания дополнительной опоры при обработке на токарных станках заготовок большой длины. Центры станочные вращающиеся применяются на обычных и на станках металлорежущих с программным управлением. Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции.
Это один из видов высокоточной технологической оснастки, расширяющий технические возможности и увеличивающий производительность токарного оборудования. Такие приспособления позволяют повысить скорость резания и существенно уменьшить при этом биения обрабатываемой детали, что в конечном счёте положительно сказывается на качестве продукции.
Вращающиеся центры для токарного станка состоят из вала и конусовидной части. Именно эта часть выполняет функцию центрирования. Технологическая снастка изготавливается на инструментальном производстве из качественных конструкционных материалов, чаще всего из легированной стали.
Шарикоподшипник, входящий в состав вращающегося центра, увеличивает КПД оборудования и уменьшает нагрев оснастки.
Форма и размеры зажимной части оптимизируются с целью облегчения подхода металлорежущего инструмента к обрабатываемой заготовке. Это важно при обработке фасонных изделий сложной конфигурации. Стандартом и техническими условиями детально регламентируются конструкция и размеры вращающихся токарных центров. Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
Требуемые модификации этих приспособлений подбирают, исходя из потребностей и особенностей конкретного производства.
Чтобы купить инструмент в интернет магазине «Мир ISO» http://miriso.ru/ — достаточно выбрать необходимый товар в каталоге и отправить онлайн-заявку http://www.miriso.ru/sdelat_zakaz.html или позвонить по телефону +7 (8482) 999-111.
Замена токарного патрона — В помощь хозяину
Патрон токарного станка своими руками
Токарные станки даже в наше время играют огромную роль в производстве тех или иных деталей. Все комплектующие и вся оснастка на любых станках меняется со временем, так как поддаётся изнашиванию.
Все эти элементы оборудования должны быть качественными и прочными, так как качество готовой продукции целиком и полностью зависит от качества установленных деталей. Так и патрон токарного станка. Именно без этого элемента станок становится бесполезным. Ниже мы разберём всё, что касается этого элемента токарного станка. Начнём с того, что узнаем, что это за деталь.
Ниже мы разберём всё, что касается этого элемента токарного станка. Начнём с того, что узнаем, что это за деталь.
Общие понятия
Патрон является одной из главных элементов токарного оборудования. Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.
Предназначение
Именно такая часть станка имеет самую важную миссию в любой обработке заготовки. За счёт кулачкового механизма, который расположен внутри самого патрона, заготовка зажимается и центрируется. Происходит это за счёт одновременного сужения кулачков вокруг плоскости заготовочной детали. После зажатия заготовки производится зажатие заготовки пинолем, расположенным на задней бабке. Когда эти действия сделаны, запускается станок и осуществляется вращение детали, которую можно обрабатывать.
Разновидность
В наше время различают токарные патроны по наличию крепёжных элементов (кулачков). Этих видов всего три:
Этих видов всего три:
Двух кулачковые
Такие патроны способны закреплять в себе сложные, несимметричные и фасонные детали. В таких патронах есть возможность закреплять не подверженные обработке поверхности. Применяются они при маленьком производстве, а также в серийном.
Трёх кулачковые
Такой вид оснащения является самым распространённым и применяется во всех работах. Позволяет обработать круглые и шестигранные детали. В таком виде патрона используют три разных кулачка. В не зависимости от этого производится центрирование заготовки вместе с зажиманием всех трёх кулачков.
Четырёх кулачковые
Такой вид применяется для обработки заготовок прямоугольной формы. Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки.
Виды кулачковых патронов
Но разновидности патронов не заканчиваются тремя видами. Их также разделяют по механизму фиксации заготовки:
Цанговые
Состоят из втулки с прорезями, в которой расположены лепестки (различные модификации включают от 3 до 6 лепестков). Эти лепестки выполняют роль кулачков.
Эти лепестки выполняют роль кулачков.
Клиновые
Такая разновидность оснастки используется в основном на станках с числовым программным управлением. Крепление заготовки производится с помощью 3-х кулачков, которые располагаются на пологом шпинделе.
Рычажные
В данных патронах расположены ползуны, с помощью которых передвигаются кулачки путём усилия рычагом. Такой вид используется при мало серийном производстве, а также для обработки единичной заготовки.
Мембранный вид
В данном случае используется пневмопривод, с помощью которого производится сжатие мембраны. Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.
Сверлильные
Такие патроны схожи по принципу с патронами для ручных дрелей. При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
Термопатрон
Этот вид приспособления очень неудобен в своей эксплуатации. Связано это с тем, что при креплении заготовки, производится термическое нагревание самого патрона, такие же действия производятся при снятии инструмента.
Связано это с тем, что при креплении заготовки, производится термическое нагревание самого патрона, такие же действия производятся при снятии инструмента.
Гидропатрон
Аналогичный принцип действия, как в термопатроне. Зажатие детали производится за счёт жидкости, которая под давлением сдавливает кулачки. За счёт жидкостного содержимого в патроне, производится дополнительное гашение вибраций, которые возникают при работе.
КонструкцияКонструкция кулачкового токарного патрона
Рассмотрим элементы конструкции, из которых состоит сам токарный патрон:
Применяется для осуществления действий по зажиманию детали.
Пружина
Позволяет за счёт ключа совершить те или иные действия по зажиманию детали и наоборот.
Втулка
Производит свободный проход ключа.
Стопор
Предотвращает откручивание детали во время работы станка.
Шестерня
Передаёт вращательное движение на спиральный диск.
Фланец
Деталь, на которой закрепляется вся конструкция.
Диск спиральный
За счёт вращательного движения шестерни, этот диск приводит в действие кулачки.
Кулачок обратный
Применяется для зажима заготовки с внутренней стороны.
Кулачок прямой
Применяется для зажима заготовки с наружной стороны.
Корпус
Элемент детали, на которой располагается кулачковый механизм.
Кулачки накладные
Для зажима длинных и коротких деталей имеющих большие диаметры.
Каждая из деталей всего механизма выполняет определённую функцию и не является лишней.
Сборка по чертежамЧертёж трёхкулачкового патрона
Сборка кулачкового патрона для токарного оборудования производится по схемам, которые можно скачать с просторов интернета и распечатать на принтере. Как правило, заводские патроны стоят больших денег и поэтому многие научились делать такие детали самодельными. Конструкцию они имеют простую, но довольно понятную. Перед началом сборки этого приспособления необходимо полностью понять весь механизм патрона и работы кулачкового механизма. Если нет возможности сделать такие элементы своими руками, то их можно заказать у любого токаря. Это будет стоить недорого.
Сборка начинается с фланца, на котором располагаются все необходимые отверстия для креплений. Следом за ним постепенно устанавливаются все детали механизма, которые завершаются накрыванием корпусом и креплением болтами всего патрона
Установка
Установка кулачкового патрона
Установка производится следующим образом и в строгой последовательности:
Установка оправки
Первым делом устанавливается эта деталь, чтобы обеспечить полноценное одевание патрона.
Установка самого патрона на шпиндель
При помощи оправы, надевается на шпиндель и крепится болтами.
Закрепление
Крепится патрон на шпиндель болтами. В данном случае хорошим помощником будет простой рожковый ключ.
Закрепление заготовки
После установки патрона, в него закрепляется деталь, заготовка или инструмент.
Освобождение патрона
После всех работ производится снятие оправки.
Важно знать! Данное приспособление должно быть подвержено частой разборке с целью смазки и чистки кулачкового механизма! Если патрон находится в съёмном состоянии, то его необходимо подготовить к хранению. Для этого кулачки сводят к центру, это обеспечивает сохранность центрирования, а отверстие в центре должно быть заткнуто чистой тряпкой или другим материалом. Это предотвратит попадание пыли на стенки отверстия.
Видео обзоры
Видео обзор установки на станок:
Видео обзор, разборка, чистка, полировка:
Видео обзор токарного патрона из дерева:
Видео обзор самодельного, токарного патрона из дерева (дешёвый вариант):
Как установить патрон на токарный станок?
Установка патрона на токарный станок может осуществляться несколькими методами, все зависит от конкретной вида этого элемента, с которым вы будете иметь дело.
Существует два вида крепления патрона на шпинделе токарного станка:
Резьбовое крепление применяется на малых станках с легкими видами патронов, фланцевое на средних и тяжёлых станках.
Если он лёгкий, достаточно легко устанавливается на станке без посторонней помощи, то тяжёлые (более 20 кг) устанавливаются при помощи вспомогательных подъёмных механизмов, или в паре с напарником. Рассмотрим порядок установки на токарный станок именно тяжелого патрона с фланцевым креплением.
Для установки тяжелого патрона необходимо подготовить два приспособления для монтажа.
- монтажная подставка;
- направляющая.
Монтажная подставка изготавливается из доски толщиной приблизительно 50 мм. Ширина равная 1,5 ширины устанавливаемого патрона, длина подставки L- соответствует ширине станины- B и радиусу -D.
К низу подставки крепятся брусочки. Через вертикальные сквозные отверстия, подставка болтами крепится к подвижному люнету суппорта станка. Подгонка подставки по высоте осуществляется толщиной брусков.
Между подогнанной до упора люнеттой с прикрепленной к ней подставкой и ещё установленным на станке патроном, зазор должен составлять 1-3 мм.
Направляющая представляет из себя цилиндрический вал диаметром 25-40 мм., с хвостовиком в виде конуса морзе не менее третьего номера. Длина цилиндрической части направляющей, равная 1,5-2,0 ширины устанавливаемого патрона.
Порядок установки
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест.
Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.
Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.
Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.
Видео: монтаж легкого патрона на резьбовом креплении.
Патрон токарного станка своими руками
Токарные станки даже в наше время играют огромную роль в производстве тех или иных деталей. Все комплектующие и вся оснастка на любых станках меняется со временем, так как поддаётся изнашиванию.
Все эти элементы оборудования должны быть качественными и прочными, так как качество готовой продукции целиком и полностью зависит от качества установленных деталей. Так и патрон токарного станка. Именно без этого элемента станок становится бесполезным. Ниже мы разберём всё, что касается этого элемента токарного станка. Начнём с того, что узнаем, что это за деталь.
Общие понятия
Патрон является одной из главных элементов токарного оборудования. Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.
Предназначение
Именно такая часть станка имеет самую важную миссию в любой обработке заготовки. За счёт кулачкового механизма, который расположен внутри самого патрона, заготовка зажимается и центрируется. Происходит это за счёт одновременного сужения кулачков вокруг плоскости заготовочной детали. После зажатия заготовки производится зажатие заготовки пинолем, расположенным на задней бабке. Когда эти действия сделаны, запускается станок и осуществляется вращение детали, которую можно обрабатывать.
Разновидность
В наше время различают токарные патроны по наличию крепёжных элементов (кулачков). Этих видов всего три:
Двух кулачковые
Такие патроны способны закреплять в себе сложные, несимметричные и фасонные детали. В таких патронах есть возможность закреплять не подверженные обработке поверхности. Применяются они при маленьком производстве, а также в серийном.
Трёх кулачковые
Такой вид оснащения является самым распространённым и применяется во всех работах. Позволяет обработать круглые и шестигранные детали. В таком виде патрона используют три разных кулачка. В не зависимости от этого производится центрирование заготовки вместе с зажиманием всех трёх кулачков.
Четырёх кулачковые
Такой вид применяется для обработки заготовок прямоугольной формы. Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки.
Виды кулачковых патронов
Но разновидности патронов не заканчиваются тремя видами. Их также разделяют по механизму фиксации заготовки:
Цанговые
Состоят из втулки с прорезями, в которой расположены лепестки (различные модификации включают от 3 до 6 лепестков). Эти лепестки выполняют роль кулачков.
Клиновые
Такая разновидность оснастки используется в основном на станках с числовым программным управлением. Крепление заготовки производится с помощью 3-х кулачков, которые располагаются на пологом шпинделе.
Рычажные
В данных патронах расположены ползуны, с помощью которых передвигаются кулачки путём усилия рычагом. Такой вид используется при мало серийном производстве, а также для обработки единичной заготовки.
Мембранный вид
В данном случае используется пневмопривод, с помощью которого производится сжатие мембраны. Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.
Сверлильные
Такие патроны схожи по принципу с патронами для ручных дрелей. При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
Термопатрон
Этот вид приспособления очень неудобен в своей эксплуатации. Связано это с тем, что при креплении заготовки, производится термическое нагревание самого патрона, такие же действия производятся при снятии инструмента.
Гидропатрон
Аналогичный принцип действия, как в термопатроне. Зажатие детали производится за счёт жидкости, которая под давлением сдавливает кулачки. За счёт жидкостного содержимого в патроне, производится дополнительное гашение вибраций, которые возникают при работе.
КонструкцияКонструкция кулачкового токарного патрона
Рассмотрим элементы конструкции, из которых состоит сам токарный патрон:
Применяется для осуществления действий по зажиманию детали.
Пружина
Позволяет за счёт ключа совершить те или иные действия по зажиманию детали и наоборот.
Втулка
Производит свободный проход ключа.
Стопор
Предотвращает откручивание детали во время работы станка.
Шестерня
Передаёт вращательное движение на спиральный диск.
Фланец
Деталь, на которой закрепляется вся конструкция.
Диск спиральный
За счёт вращательного движения шестерни, этот диск приводит в действие кулачки.
Кулачок обратный
Применяется для зажима заготовки с внутренней стороны.
Кулачок прямой
Применяется для зажима заготовки с наружной стороны.
Корпус
Элемент детали, на которой располагается кулачковый механизм.
Кулачки накладные
Для зажима длинных и коротких деталей имеющих большие диаметры.
Каждая из деталей всего механизма выполняет определённую функцию и не является лишней.
Сборка по чертежамЧертёж трёхкулачкового патрона
Сборка кулачкового патрона для токарного оборудования производится по схемам, которые можно скачать с просторов интернета и распечатать на принтере. Как правило, заводские патроны стоят больших денег и поэтому многие научились делать такие детали самодельными. Конструкцию они имеют простую, но довольно понятную. Перед началом сборки этого приспособления необходимо полностью понять весь механизм патрона и работы кулачкового механизма. Если нет возможности сделать такие элементы своими руками, то их можно заказать у любого токаря. Это будет стоить недорого.
Сборка начинается с фланца, на котором располагаются все необходимые отверстия для креплений. Следом за ним постепенно устанавливаются все детали механизма, которые завершаются накрыванием корпусом и креплением болтами всего патрона
Установка
Установка кулачкового патрона
Установка производится следующим образом и в строгой последовательности:
Установка оправки
Первым делом устанавливается эта деталь, чтобы обеспечить полноценное одевание патрона.
Установка самого патрона на шпиндель
При помощи оправы, надевается на шпиндель и крепится болтами.
Закрепление
Крепится патрон на шпиндель болтами. В данном случае хорошим помощником будет простой рожковый ключ.
Закрепление заготовки
После установки патрона, в него закрепляется деталь, заготовка или инструмент.
Освобождение патрона
После всех работ производится снятие оправки.
Важно знать! Данное приспособление должно быть подвержено частой разборке с целью смазки и чистки кулачкового механизма! Если патрон находится в съёмном состоянии, то его необходимо подготовить к хранению. Для этого кулачки сводят к центру, это обеспечивает сохранность центрирования, а отверстие в центре должно быть заткнуто чистой тряпкой или другим материалом. Это предотвратит попадание пыли на стенки отверстия.
Видео обзоры
Видео обзор установки на станок:
Видео обзор, разборка, чистка, полировка:
Видео обзор токарного патрона из дерева:
Видео обзор самодельного, токарного патрона из дерева (дешёвый вариант):
Как расточить кулачки токарного патрона: лучшие методы
При работе на токарном станке мастера сталкиваются с износом основных узлов оборудования. Интенсивная работа на больших оборотах уровень износа пат очень высок.
Это приводит к биению заготовки. При этом необязательно заменять детально новую. Иногда для исправления ситуации достаточно просто расточить кулачки токарного патрона.
Зачем нужна расточка
Смысл расточки – совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя. Кулачки нужно растачивать, когда они будут находиться в зажатом положении. Если осуществлять процесс в свободном состоянии, то биение не устранится.
Разновидности
Чтобы расточить кулачки токарного патрона необходимо подобрать оптимальный способ для конкретной разновидности. Выпускают несколько типов кулачков, каждый из которых имеет конструктивные особенности.
Прямые
Этот вид кулачком предназначен для зажима заготовки с валом, с внешней стороны и для заготовки с отверстием – с внутренней. Непосредственно кулачки расположены сверху и захватывают деталь.
Обратные
Необходимы для зажима заготовки с внешней стороны. Используется для обработки полых болванок, чтобы было за что зацепится.
Накладные
Это составной вариант патрона, который сделан из цветного металла или нержавеющей стали. Применяется при работе с масштабными проектами. Такая вариация применяется при работе с заготовками большого диаметра при этом неважно, длинные они или короткие.
Сборные
Кулачок из металла в таком типе крепится на рейку из стали. Сталь применяется легированная, а зубья кулачков шлифуют, подвергают закалке и цементации.
Как правильно расточить?
Чтобы правильно расточить патрон необходимо соблюдать последовательность действий. Профессиональная расточка производится в несколько этапов, каждый из которых должен быть выполнен качественно и по всем техническим требованиям.
Демонтаж
В первую очередь необходимо провести демонтаж патрона. В противном случае не получится избавиться от биения заготовки и совместить точно все необходимые оси. Если патрон не будет зажат, а будет находиться в свободном состоянии на станке – дефекты сохранятся. После демонтажа необходимо снять кулачки и почистить их. Затем нужно проверить биение.
Обработка наждачной бумагой
При наличии небольшой степени износа и задира достаточно обработать деталь сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Чтобы не искажать профиль кулачка при зачистке необходимо, чтобы наждачная бумага охватывала примерно половину профиля кулачка и при этом имела небольшое натяжение. Если износ кулачка значительный – необходима полноценная расточка.
Как проточить?
Для проточки кулачков следует соблюдать определенный порядок:
- Установить их, сопоставив с отверстием токарного патрона.
- Осуществить зажим кольца так, чтобы оно могло двигаться свободно.
- Понадобятся два резца: один для расточки канавок, а второй – для разработки плоскостей.
- Начиная с низких оборотов следует найти оптимальный режим вращения.
- Резец для разборки плоскостей необходимо установить так, чтобы по всей плоскости кулаков происходило соприкосновение.
Так осуществляется конусная расточка и заготовка сможет крепиться надежно и безопасно.
Шлифовка
Это финишный этап растачивания, который проводится только в случае, если есть реальная необходимость. На этом же этапе проводится проверка металлическим валом. Вал закрепляется в патрон токарного станка и с его помощью определить, есть ли биение. При наличии биения требуется дополнительная шлифовка.
Распространенные ошибки при проточке
Если не соблюдать в точности технологию проточки, то в результате можно сильно повредить патрон и кулачки. Наиболее распространенные ошибки:
- не проверить планшайбу на биение;
- не проверить параллельность патрона суппорту;
- не проведена предварительная шлифовка.
Если соблюдать технологический процесс полностью, то кулачки будут служить долго.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
- когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
- зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
- при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Эти тонкости необходимо знать, чтобы расточка была эффективной и достигла нужного результата.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов. Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать.
Как сделать токарный патрон по металлу
Что такое токарный патрон по металлу?
Патрон — это простое приспособление, позволяющее удерживать заготовку в токарном станке с одного конца. Используя патрон на передней бабке, вы можете повернуть заготовку и работать на свободно вращающемся конце. Затем при необходимости заготовку можно перевернуть и закончить любые необходимые операции.
Патронытакже помогают распределять вес и нагрузку на определенные детали. В некоторых установках патроны используются для компенсации осевого усилия шпинделя и заготовки на опоре.
Для токарного станка среднего или продвинутого уровня патрон представляет собой удобный способ выполнения большего количества проектов на токарном станке по металлу. Лучше всего то, что простой токарный патрон по металлу можно построить дома!
Виды токарных патронов по металлу
Все патроны работают по одним и тем же основным принципам: монтажная пластина, размерное отверстие для установки на шпиндель токарного станка и ряд регулируемых кулачков на монтажной пластине.
Х-кулачковые патроны
Патроны для токарных станков по металлу идентифицируются по количеству имеющихся у них «кулачков» — регулируемых зубцов патрона, зажимающих заготовку.Двухкулачковые патроны встречаются относительно редко, тогда как трехкулачковые патроны являются стандартной компоновкой. Наши инструкции ниже относятся к 4-кулачковому патрону, обеспечивая немного большую безопасность для некоторых из
.Как сделать собственный патрон
Изготовить собственный патрон несложно, но не обязательно. Вот несколько шагов, которые вам необходимо предпринять.
- Выберите размер и количество кулачков для вашего нового патрона.
- Выберите плоский цилиндр для патрона, с цилиндром меньшего диаметра на обратной стороне.
- Нарезать резьбу меньшего диаметра
На этом этапе вы создали заготовку патрона. Он имеет резьбу для вашего шпинделя, а плоский цилиндр готов к просверливанию и установке с помощью набора губок.
- Указатель, метчик и просверлите отверстия для регулировочных винтов.
Количество отверстий будет совпадать с количеством кулачков. Для четырехкулачкового патрона вам необходимо просверлить отверстия через каждые 90 градусов по толщине заготовки патрона. Вот изображение, которое даст вам правильное представление:
- Фрезерование и чистовая обработка регулировочных отверстий.
- Фрезеруйте заготовку патрона, обнажив резьбовые отверстия
- Вырежьте Т-образный паз в верхней части каждого отверстия, продвигая его по длине
- Обработайте и вставьте винты для проверки посадки
- Обрежьте / подготовьте патрон челюсти
Убедитесь, что размер правильный: холоднокатаная сталь часто оказывается непригодной, когда вы ее покупаете, поэтому, если вы хотите, чтобы она легко помещалась в прорезь 3/16 дюйма, купите кусок холодного проката 3/16 дюйма. прокатная сталь. Горячекатаный прокат часто может немного отличаться от номинальных размеров.
Для подготовки кулачков патрона выполните следующие действия:
- Вырежьте прорезь в кулачках патрона, чтобы она совпадала с Т-образным пазом по длине отверстий для регулировочных винтов.
- Отрежьте радиус в нижней части кулачков патрона, но оставьте пустую проушину привода для ваших винтов.
- Обработка приводных винтов
- Удалите острый конец каждого винта, чтобы его длина соответствовала отверстиям привода.
- Удалите резьбу небольшой части винта, примерно на ⅔ длины винта, чтобы создать выступ для привода.ПРИМЕЧАНИЕ: это должно соответствовать выступу на кулачках патрона, которые вы сделали на предыдущем шаге.
- Обработка кулачков патрона
- Часто лучше всего проверить шаги 6-7 с парой заготовок, незавершенных кулачков патрона, что позволит вам проверить подгонку, убедиться, что ваши кулачки совпадают и т. Д. заготовку для проверки, теперь сделайте соответствующий набор из четырех челюстей.
- Фрезеруйте ступеньки на верхней стороне губок.
- Сделайте фаску и острие на передней кромке губок.
Изготовление патрона для токарного станка по металлу может занять немного времени, но это ценный инструмент, и шаги, необходимые для его изготовления, являются полезными грунтовками по различным технологиям механического цеха.
Конечно, если у вас есть токарный станок с ЧПУ, весь процесс будет намного проще.
Рекомендуемые токарные патроны и лицевые панели для дерева
Патрон для токарной обработки древесины или четырехкулачковый патрон — это ключевой инструмент, используемый в процессе токарной обработки деревянной чаши. Четырехкулачковый токарный патрон с четырьмя кулачками значительно упрощает жизнь.
Четырехкулачковые патроны и лицевые панели — это то, с помощью чего токарные станки по дереву прикрепляют заготовки чаш к токарному станку. Они не только удобны, но и очень безопасны при правильном обращении.
Правильно сформированный шип будет фиксироваться в угловых губках четырехкулачкового патрона и плавно и надежно вращаться в течение всего процесса изготовления чаши.
Вот патроны и лицевые панели, которые я использую и рекомендую. Ссылки приведут вас на Amazon, где вы сможете проверить текущую цену и доступность.
Четырехкулачковый токарный патрон по дереву
Hurricane производит 4-дюймовый комплект для токарного станка с 4 кулачками HTC100, который поставляется в комплекте с вставкой для центрирующего винта и ручными инструментами для фиксации патрона, а также для снятия и затяжки винтов кулачков.Этот патрон доступен в различных размерах шпинделя передней бабки, включая: 1 1/2 ″ x 8 TPI, 1 1/4 ″ x 8 TPI, 1 ″ x 8 TPI, 3/4 ″ x 16 TPI и M33 x 3,5 мм Более мощная пятидюймовая версия 4-кулачкового патрона Hurricane Woodturning HTC125 также доступна со следующими размерами шпинделя передней бабки; 1 1/2 ″ x 8 TPI, 1 1/4 ″ x 8 TPI, 1 ″ x 8 TPI, 3/4 ″ x 16 TPI и M33 x 3,5 мм(Если вы не уверены в размере шпинделя передней бабки вашего токарного станка, прочтите раздел Определение деталей и принадлежностей токарного станка по дереву)
Принадлежности для четырехкулачкового патрона
Для указанного выше четырехкулачкового токарного патрона по дереву доступны дополнительные комплекты кулачков.Эти наборы челюстей входят в комплект, просто откручивая винты на направляющих челюстей, удаляя текущие челюсти и устанавливая новые.Hurricane Large ласточкин хвост для патрона токарного станка HTC100
Большие алюминиевые губки jumbo могут быть установлены на токарный патрон Hurricane HTC100, чтобы превратить обратный зажим чаши в кусок пирога. Эти большие губки захватывают край чаши и надежно удерживают ее, оставляя дно чаши открытым и легко обрабатываемым.Алюминиевые губки Jumbo Jumbo для патрона токарного станка HTC100
Лицевые панели
Лицевые панели — это простой, но очень эффективный способ надежно прикрепить деревянную заготовку и заготовки чаш к токарному станку.Я обнаружил, что есть много приложений для использования лицевых панелей, включая специальные зажимные патроны.У меня под рукой есть несколько лицевых панелей для разных целей и применений. Обычно я использую большие лицевые панели с более крупными заготовками чаш. Ниже приведены ссылки Amazon на лицевые панели с размером шпинделя передней бабки 1 ″ x 8 TPI или 1 1/4 ″ x 8 TPI.
Заполнение зазоров
Если аксессуар не полностью плоский, используйте пластиковую шайбу, чтобы заполнить пространство. Без шайбы заготовка дежи будет вибрировать и вызывать проблемы.
Винты лицевой панели
Безопасность важна для всех соединений на токарном станке. Это относится к винтам, которыми лицевая панель крепится к деревянной заготовке чаши. Используйте шурупы для дерева хорошего качества, которые плотно входят в отверстия для шурупов на лицевой панели.
Я нашел винты с квадратной головкой № 8 — 1-1 / 2 ″ и № 10 — 2 ″, которые лучше всего подходят для лицевых панелей, которые я использую.
Никогда не используйте шурупы для гипсокартона или гипсокартона, так как они могут отломиться под давлением.
Ударная отвертка
Чтобы вкрутить винты лицевой панели в деревянную заготовку чаши, особенно в сырое дерево, во много раз требуется большое усилие.Обычные сверла для заворачивания шурупов могут работать, но я обнаружил, что аккумуляторная ударная отвертка Makita лучше всего справляется как с установкой, так и с откручиванием винтов на лицевой панели. Эта ссылка ведет к набору Makita, в который также входит стандартная аккумуляторная дрель. Я обнаружил, что этот набор отличное предложение и, как правило, более доступный, чем покупка только ударного драйвера. Возможно, вы захотите узнать больше о текущих сделках на Amazon.Приведенный выше комплект имеет большую ценность. Если вам просто понравился ударный драйвер Makita с аккумулятором и зарядкой, посмотрите эту модель.
ПАТРОН JACOB
Патрон Jacob или сверлильный патрон — это аксессуар для токарного станка по дереву, который может быть установлен на передней или задней бабке. Джейкоб Чак имеет соединение с конусом Морзе и просто вставляется на место. Выбивающая планка выбьет патрон из передней бабки.Патрон Jacob обычно используется для крепления сверла. Одна из целей прикрепления сверла — высверлить исходный центральный материал на торцевой заготовке чаши.
Вакуумный патрон
Один из моих любимых аксессуаров для токарного станка — вакуумный патрон.Снять основание чаши без каких-либо препятствий — одно удовольствие. Вакуумный патрон похож на волшебный трюк, а полученное в результате идеально вывернутое дно чаши является доказательством его волшебства.
Удерживающий комплект Fast Vacuum Chuck Kit представляет собой простой комплект, который продевается через переднюю бабку токарного станка и обеспечивает всасывание, чтобы надежно удерживать чаши при отворачивании дна чаши. Сжатый воздух — это все, что нужно для создания вакуума. Не спрашивайте меня, как это работает. Я просто знаю, что это работает. 😉 У меня есть небольшой воздушный компрессор Porter Cable, которого более чем достаточно для работы.Воздушный шланг проходит от компрессора к регулятору Hold Fast Vacuum Chuck, а воздуховод меньшего размера, который входит в этот комплект, проходит до шпинделя передней бабки. Поверните клапан с установленной чашей, и чаша мгновенно останется на месте.
Набор вакуумных зажимных патронов для быстрой фиксации поставляется в двух размерах: 1 ″ x 8 TPI и 1 1/4 ″ x 8 TPI. В комплект входит патрон с вакуумной головкой на 3 дюйма, а дополнительный патрон с вакуумной головкой на 6 дюймов можно приобрести для комплекта 1 1/4 дюйма x 8 TPI. Для быстрого реверсирования и точного центрирования стакана без снятия его с патрона попробуйте реверсивный адаптер Hold Fast Chuck 1 1/4 ″ x 8 TPI MT # 2 (также доступен в 1 ″ x 8 TPI).Это оригинальное устройство позволяет снимать патрон с токарного станка с прикрепленной чашей. Затем чаша на патроне прикрепляется к реверсивному адаптеру и вставляется в заднюю бабку. Сдвигая заднюю бабку с прикрепленным патроном и стаканом к вакуумному патрону, барабан каждый раз идеально центрируется. Этот крутой реверсивный адаптер можно использовать для центрирования чаш с вакуумным патроном или без него.Для работы с чашами с естественными краями и нестандартной древесиной этот вакуумный патрон оказался замечательным инструментом, который помог мне избавиться от шипов чаши и сформировать красивые готовые чаши.
<Руководства по рекомендуемому оборудованию
3-кулачковый патрон | 3-х кулачковый токарный патрон
Что такое трехкулачковый патрон? Трехкулачковый патрон — это универсальный компонент, который можно использовать в различных условиях для универсальной работы. Целью патрона этого типа является безопасная фиксация заготовок без замены патрона при каждом изменении диаметра и формы.Хотя эти патроны разработаны, чтобы быть универсальными, существует ряд размеров, соответствующих типу резьбы и размерам вашего станка.Они также могут использовать челюсти неправильной или неровной формы для обработки нестандартных деталей или создания центровки, необходимой для вашего токарного станка.
Сравните трехкулачковые патроны и ознакомьтесь с эксплуатационными требованиями вашего токарного или другого промышленного станка, чтобы убедиться, что вы заказываете правильный вариант.
В чем разница между 3- и 4-кулачковыми патронами?
Другой распространенный тип патрона, который используется в промышленных производственных установках, — это четырехкулачковый патрон. Этот тип патрона отличается следующими особенностями:
- Общие области применения: Трехкулачковый блок идеален для шестиугольных поперечных сечений и круглых изделий, а четырехкулачковый патрон обеспечивает лучшее сцепление при работе с восьмиугольными и квадратными блоками.
- Конструкция: 4-кулачковый компонент обеспечивает независимое движение кулачков, а 3-кулачковый — нет. Это увеличивает разнообразие доступных резов, но также требует от оператора точного центрирования каждой заготовки. Вот почему эти патроны обычно называют самоцентрирующимися патронами.
- Скорость установки: Самоцентрирующаяся природа 3 кулачков делает ее естественным вариантом для быстрой установки и обработки. Независимые челюсти 4 челюсти снижают скорость обработки.
- Точность: Разница в точности зависит от метода центрирования, используемого с 4-х кулачковым патроном. Точность 3-х кулачков надежно составляет около 0,010, а для 4-х кулачков — от 0 до 0,001.
- Количество отверстий под ключ в патроне: Выберите четырехкулачковый патрон, и у вас будет четыре отдельных отверстия для регулировки губок. Патрон с 3 кулачками имеет только одно отверстие для затяжки или освобождения заготовки.
- Вес заготовки: Для большинства тяжелых заготовок требуется 4-кулачковый патрон, а 3-кулачковый лучше всего использовать для умеренных и легких операций.
- Глубина резания: Вы можете добиться большей глубины резания с помощью четырехкулачкового патрона.
Отдельные аксессуары включают тиски, пружины растяжения, прижимные зажимы и трехкулачковые патроны. Они доступны с короткими и длинными стойками для лучшего размещения трехмерных деталей. Если вы не видите полного комплекта или конкретного зажима, подходящего для вашего процесса, обсудите ваши потребности с нашей командой. Мы будем рады сотрудничать с вами, чтобы найти комплект или продукт, который предлагает вам необходимое решение для крепления.
Все эти различия зависят от размера патрона, используемого станка и количества заготовок, с которыми, как ожидается, будет работать ваше оборудование. Компоненты массового производства, требующие только средней точности резки, лучше всего обрабатываются с помощью 3-х кулачкового патрона, в то время как с 4-х кулачковым патроном можно резать нестандартные детали.
Трехкулачковые патроны Rayco
Rayco Fixture с гордостью предлагает ряд зажимных патронов для КИМ для вашего промышленного применения. Вот шесть трехкулачковых патронов, которые мы предлагаем для крепления вашей КИМ:- R20-CJ3-R: Этот патрон имеет резьбу 1 / 4-20.При весе 3,25 фунта R20-CJ3-R имеет ширину 4 дюйма и 2,727 дюйма.
- R20-CJ3: Более крупный вариант с 3 кулачками и такой же резьбой 1 / 4-20, этот патрон весит 4 фунта, имеет ширину 7 дюймов и высоту 5 дюймов.
- R6-CJ3: R6-CJ3 использует резьбу M6 и весит всего 4 фунта. Этот метрический патрон имеет высоту 127 миллиметров и ширину 177,8 миллиметра.
- R4-CJ3-R: Выберите тип резьбы M4 R4-CJ3-R для продукта с 101.Дизайн 6 мм на 69,27 мм.
- R6-CJ3-R: Получите аналогичные размеры с резьбой M6. R6-CJ3-R и R4-CJ3-R весят 3,25 фунта и имеют одинаковые размеры по высоте и ширине с измененными типами резьбы.
- R8-CJ3: Четыре фунта патрона используют резьбу M8. Этот патрон имеет размеры 127 мм на 177,8 мм.
Обсудите ваш токарный станок и производственную ситуацию с нашей командой Rayco Fixture, чтобы узнать больше о различиях между нашими продуктами с 3 кулачками.Внимательно сравните каждый вариант, прежде чем вкладывать средства в новые патроны для вашего предприятия.
Какие распространенные типы токарных патронов?
Существует четыре типа патронов для токарных станков, но наиболее распространенными остаются трехкулачковые и четырехкулачковые. Прежде чем выбрать патрон для токарного станка, который лучше всего подходит для вашего применения, рассмотрите все четыре типа:
- Патрон для токарного станка с 3 кулачками: Примерно 80% патронов, используемых в токарных станках, представляют собой самоцентрирующиеся блоки с 3 кулачками. Rayco Fixture предлагает токарные патроны с типами резьбы M8, M6, M4 и 1 / 4-20.
- 4-кулачковые независимые: Это наиболее распространенный тип 4-кулачкового патрона, как правило, с описанными выше плюсами и минусами.
- 4-х кулачковые самоцентрирующиеся: То, что кажется сбалансированным вариантом между 3-х кулачковыми самоцентрирующимися и 4-х кулачковыми независимыми патронами, на самом деле является узкоспециализированным продуктом с ограниченным диапазоном применения. Обычно они зарезервированы для квадратных заготовок, требующих высокой скорости обработки.
- 6-кулачковый самоцентрирующийся патрон: Наиболее часто используемый в трубопроводах, 6-кулачковый патрон создает сбалансированное давление по всей окружности, чтобы снизить риск деформации.
В наших таблицах используется буквенно-цифровой шаблон для сетки ваших отверстий. Каждое отверстие делается под выбранный вами размер резьбы. Это не только позволяет вам привинчивать зажимы там, где они необходимы, но и легко каталогизировать этот конкретный образец зажима для вашего следующего производственного процесса. Стабильная точность лежит в основе всего, что мы делаем.
Помимо типов, все эти патроны бывают разных размеров. Для большего диаметра заготовки требуется патрон большего диаметра, но ваш станок также может обрабатывать определенный диапазон патронов.
Что такое трехкулачковые самоцентрирующиеся патроны для токарных станков?
Отличительной особенностью большинства трехкулачковых самоцентрирующихся патронов для токарных станков является конструкция с двумя кулачками. Один набор губок можно отрегулировать по внутреннему диаметру полой заготовки. Другой набор используется для зажима снаружи объекта.
Эта конструкция с двумя губками не только обеспечивает двустороннюю опору, но также увеличивает диапазон диаметров заготовки, приемлемый для одинарного патрона. Конструкция зубьев спиральной пластины ограничивает точность трехкулачкового патрона по сравнению с четырехкулачковой независимой альтернативой.Чтобы обеспечить больший диапазон точности, внутренний набор кулачков, включенный в двухкулачковый патрон с 3 кулачками, можно использовать в качестве внешних кулачков на небольших заготовках.
Что такое модульное крепление?
Трехкулачковый патрон является неотъемлемой частью гибкого крепления и безопасного обращения с заготовкой. Однако этот компонент является только отдельным компонентом в полной конструкции оснастки. В модульном креплении используется зажимной патрон КИМ и другие стандартизованные компоненты крепления. Все эти компоненты собираются с помощью модульной крепежной пластины.
Модульное крепление предлагает сбалансированный подход между устройствами общего назначения и постоянным креплением. Специальное приспособление не обеспечивает гибкости, необходимой вам для индивидуальных заказов или изменений в конструкции прототипа. Зажимы, тиски и патроны общего назначения не всегда могут обеспечить необходимую точность для сложных деталей.
Надежная крепежная плита — это фундамент, который вам нужен для разовых работ, создания прототипов или нечастых заказов. В Rayco Fixture вы можете найти крепежные пластины и полные комплекты, которые включают 3-х кулачковые патроны в разнообразную установку для различных ситуаций.Различные материалы пластин, типы отверстий и размеры позволяют настроить процесс крепления.
Определение патронов, используемых для токарной обработки
Для токарных операций существует много типов державок. Одним из них является патрон, универсальное удерживающее устройство, способное зажимать внешний или внутренний диаметр. Он может приводиться в действие вручную, пневматически, гидравлически или электрически.
Патроны для токарных станков устанавливаются горизонтально, вертикально (лицевой стороной вверх) или перевернутой (лицевой стороной вниз). Патрон прикреплен болтами к переходной плите, установленной на станке.Тяговая труба подсоединяется к задней части патрона, и ЧПУ или оператор приводит в действие тяговую трубу, чтобы зажать и разжать патрон.
Рисунки 1 и 2. Патрон с 3 кулачками с внешним диаметром (вверху) и патрон с 3 кулачками с внутренним диаметром.
Компоненты оснастки, иногда называемые верхней оснасткой, устанавливаются на торец патрона. (Верхние компоненты инструмента иногда, но не всегда, являются кулачками.) Заготовка помещается в центр инструмента, дышло приводится в действие, и деталь зажимается определенным образом в зависимости от типа используемого патрона.
Кулачки (или другой тип верхней оснастки) скользят к центральной линии патрона и от нее. Может быть от двух до восьми губок, в зависимости от формы детали, конфигурации и доступной области зажима. На рис. 1 показан типичный трехкулачковый патрон с внешним диаметром.
При использовании 3-кулачкового патрона ID (Рис. 2), ID детали может быть или не быть обработан до наладки. Все операции по зажиму требуют специально разработанного процесса, потому что для правильного функционирования диаметр кулачка должен точно соответствовать диаметру детали.
На рис. 3 показана деталь, удерживаемая между центрами, которая ранее была обработана на концах. Это позволяет полностью обточить деталь за одну операцию, что является обычным явлением для чистового точения и твердого точения, например, для точения валов с жесткими допусками от конца до конца. Для поворота между центрами с помощью торцевых приводов требуется патрон, привод, установленный в патроне, и противоположный центр для устойчивости.
Рисунок 3. Деталь, удерживаемая между центрами.
Как и в случае с большинством оправок, специальные решения по зажимным патронам для уникальных требований резки разрабатываются индивидуально. Например, компания Jade Tool Inc., Траверс-Сити, штат Мичиган, разрабатывает и производит патроны на заказ более 20 лет. Помимо прочего, компания разработала патроны для черновой и чистовой обработки. Следующие примеры представляют собой специальные патроны, разработанные Jade Tool.
Патрон со штифтом (рис. 4) прижимает деталь к упорной поверхности (концевой упор) и имеет кулачки, которые качаются из стороны в сторону, чтобы обеспечить надежный шеститочечный контакт с деталью, даже если она имеет неправильную форму.
Рисунок 4. Патрон со штифтом.
Цанговый патрон (рис. 5) может быть зажимным патроном с внутренним или внешним диаметром. Он захватывает либо обратным действием, чтобы подтянуть деталь до упора, либо статическим захватом для более тонких деталей, которые могут деформироваться в результате обратного действия.
Патрон диафрагмы (Рисунок 6) также может быть зажимным патроном с внутренним или внешним диаметром. Обычно он используется для чистовой обработки, шлифования или контроля. Благодаря низкопрофильным губкам и встроенным пазам для стружки его также можно использовать для фрезерования.
Рис. 5. Цанговый патрон может быть зажимным патроном с внутренним или внешним диаметром. Патрон наверху представляет собой зажимной патрон с внутренним диаметром с упорами на задней пластине, а нижний патрон имеет специальные упоры для конкретной детали.
Jade Tool также предлагает патрон «soft-touch» (рис. 7), который также может быть зажимным патроном с внутренним или внешним диаметром. Этот патрон, в котором используются кулачки, центрирует и поддерживает деталь по всему внутреннему или внешнему диаметру, а также имеет запатентованную конструкцию, позволяющую удерживать тонкостенные детали без их деформации.Тонкостенные детали представляют собой растущую проблему, поскольку они все чаще используются в автомобильных компонентах для снижения веса.
Способ закрепления детали напрямую связан с печатью, которая определяет наиболее важные характеристики детали и их взаимосвязь.
Рисунки 6 и 7. Патрон диафрагмы (вверху) и патрон «soft-touch».
Литые или кованые круглые детали должны иметь начальный размер станка, взятый из основных баз.Если основные опорные точки не указаны, то при анализе требований к чистовой обработке детали определяется требуемая начальная и последующая чистовая обработка деталей.
В большинстве случаев, когда внешний диаметр, внутренний диаметр и концы детали требуют чистовой обработки, токарная обработка состоит из черновой и чистовой обработки. Но иногда требуется только одна из этих токарных операций.
Распечатка детали определяет схему расположения и последующие требования к зажимному патрону. Геометрические допуски детали на чистовой печати будут соответствовать плану крепления.Чрезвычайно важно понимать требуемые допуски, особенно при чистовой обработке деталей в нескольких операциях или настройках. CTE
Об авторе: Джо Мейсон — сметчик и инженер-технолог компании United Machining Inc., Стерлинг-Хайтс, Мичиган. Он работал в металлообрабатывающей промышленности с 1978 года. Свяжитесь с ним по [email protected].
Что такое цанговые патроны с ЧПУ | Производственная обработка
(Эта статья представляет собой обновленную версию оригинала, опубликованного в 2010 г.)
При рассмотрении вопроса о покупке токарного станка с ЧПУ или токарного центра важно убедиться, что система крепления обрабатываемой детали соответствует как возможностям станка, так и типу выполняемой работы. Например, система зажима для токарного станка с большим отверстием, который будет обрабатывать трубную резьбу, вероятно, не будет правильным решением для высокоскоростного многозадачного станка для изготовления тазобедренных суставов.
Многие токарные станки с ЧПУ и токарные центры оснащены на заводе стандартной системой крепления, состоящей из трехкулачкового патрона, гидроцилиндра и тягового патрубка.Гидравлический цилиндр прикреплен к задней части шпинделя станка, а патрон установлен на передней или рабочей стороне шпинделя. Эти два компонента обычно соединяются между собой через полую стальную тяговую трубку, которая проходит через отверстие шпинделя.
Открытие и закрытие кулачков патрона осуществляется за счет осевого движения поршня гидравлического привода. Когда поршень скользит вперед и назад, тяговая труба движется синхронно, приводя в движение клиновидный плунжер внутри корпуса патрона.Этот плунжер преобразует осевое движение в радиальное, заставляя челюсти открываться и закрываться. Величина зажимного усилия, которое губки прикладывают к заготовке, напрямую связана с выходной силой привода и легко регулируется с помощью клапана давления.
В качестве универсального зажимного приспособления трехкулачковый патрон хорошо подходит для многих распространенных токарных операций. Он может выдерживать детали различных размеров, способен работать с разумной скоростью вращения и обеспечивает хорошую точность, особенно когда челюсти расточены на месте.
Цанговый патрон с ЧПУ крепится к рабочей стороне шпинделя токарного станка с ЧПУ таким же образом, как и трехкулачковый патрон, и для приведения в действие использует существующий гидроцилиндр станка и тяговую трубу.
Однако есть много применений, в которых кулачковый патрон не является лучшим вариантом зажима заготовки, что привело к разработке ряда альтернативных решений. Самым распространенным среди них является цанговый патрон с ЧПУ.
Цанговый патрон с ЧПУ крепится к рабочей стороне шпинделя токарного станка с ЧПУ таким же образом, как и трехкулачковый патрон, и использует существующий гидроцилиндр станка и тяговую трубу для приведения в действие.Установка цангового патрона обычно требует установки промежуточного переходника между патроном и затяжной трубкой, чтобы компенсировать неравномерность резьбы и положения. Этот адаптер изготавливается по индивидуальному заказу для конкретной комбинации токарного станка / патрона и обычно входит в стоимость цангового патрона.
Детали малого диаметра
Цанговые патроныс ЧПУ изначально были разработаны для облегчения обработки небольших деталей. Хотя доступны цанговые патроны с грузоподъемностью около 6 дюймов, в большинстве случаев они предназначены для обработки деталей диаметром 3 дюйма или меньше.Фактически, преимущества, достигаемые при использовании цангового патрона для деталей в этом диапазоне размеров, настолько значительны, что многие производители токарных станков и дистрибьюторы станков теперь позволяют клиентам приобретать свои станки с уже установленным цанговым патроном в качестве стандартного зажимного приспособления.
Наиболее очевидным преимуществом при обработке деталей в диапазоне от 0 до 3 дюймов является дополнительный зазор инструмента, обеспечиваемый обтекаемой формой цангового патрона и уменьшенным диаметром вершины. Такое расположение позволяет выполнять обработку намного ближе к патрону, обеспечивая максимальную жесткость и лучшее качество поверхности.Напротив, большой диаметр трехкулачкового патрона и его кулачков обычно требует, чтобы обрабатываемая деталь выходила дальше в рабочую зону, тем самым увеличивая вероятность отклонения.
Более высокая частота вращения
Цанговые патронытакже подходят для работы с малым диаметром, поскольку их меньшая масса и симметричная геометрия позволяют им работать с более высокими скоростями, чем обычные трехкулачковые патроны. Поскольку цанговые патроны сравнительно легче по весу, они менее подвержены отрицательному воздействию центробежной силы и, следовательно, имеют тенденцию обеспечивать более постоянное усилие зажима во всем диапазоне оборотов.
Трубы и тонкостенные детали
Одно из основных различий между цанговым патроном и трехкулачковым патроном очевидно в области зацепления заготовки. Патрон кулачков обычно обеспечивает три точки контакта — по одной для каждой кулачка. И наоборот, цанговый патрон и цанговый патрон обеспечивают поддержку на 360 градусов. Этот дополнительный контакт помогает снизить вероятность проскальзывания детали, а также играет важную роль при обработке труб и тонкостенных деталей. Равномерное распределение усилия захвата по всей окружности заготовки снижает риск защемления и защемления.
Некоторые дополнительные преимущества использования цангового патрона при подаче прутка включают снижение вибрации и сокращение времени зажима / разжима.
Барная подача
Цанговые патроныявляются предпочтительным методом крепления заготовок для большинства приложений подачи прутков. Помимо вышеупомянутых преимуществ, связанных с точением малого диаметра, некоторые дополнительные преимущества использования цангового патрона при подаче прутка включают снижение вибрации и более быстрое зажимание / разжимание. 360-градусный контакт между цанговым патроном и заготовкой снова играет важную роль в приложениях подачи прутка, гарантируя, что пруток остается на центральной линии для концентрического повторного захвата после того, как он продвигается податчиком.
Дополнительные преимущества
Некоторые дополнительные преимущества использования цанговых патронов включают более быстрое время настройки и / или более высокую точность, поскольку нет необходимости растачивать мягкие губки на месте; наличие стандартных цанг для захвата круглой, квадратной и шестигранной заготовки; внутренние расширительные цанги для захвата внутренних диаметров заготовки; и отверстия размером до дюйма. Удерживание деталей нестандартной формы и выполнение точения со смещением от центра являются одними из наиболее специализированных приложений, с которыми можно легко справиться с помощью специальных цанг.
Обратный ход в сравнении с работой на полную длину
Как следует из названия, патрон с возвратной цангой работает, втягивая цангу обратно в корпус патрона. Когда внешний конус на цанговом патроне контактирует с внутренним конусом патрона, цанга сжимается, чтобы захватить заготовку. Обратной стороной этой простой конструкции является то, что когда цанга отодвигается, она часто начинает тянуть за собой пруток или заготовку, что приводит к изменяемому позиционированию по оси Z. При выполнении первых операций это перемещение детали обычно можно исправить простым торцевым резом, но может представлять большую проблему при выполнении вспомогательных операций или вспомогательных операций противошпинделя, где необходимо точно контролировать параметры длины.
Цанговые патроныRoyal Products с мертвой длиной (под торговой маркой Accu-Length) были разработаны для решения проблемы движения детали во время операции закрытия. В патроне мертвой длины цанга крепится к корпусу патрона, а коническая втулка проталкивается вперед по цанге, чтобы сжать ее. Поскольку в этой конструкции отсутствует осевое перемещение цанги, позиционирование заготовки остается постоянным. По мере того, как станки становятся все более сложными с такими функциями, как приводные инструменты, несколько шпинделей, несколько револьверных головок и производственный контроль, на рынке произошел переход от патронов с обратным ходом в пользу более совершенной модели цангового патрона с мертвой длиной. патрон как для основного, так и для вспомогательного шпинделя.
Низкопрофильные цанговые патроны с ЧПУ
Низкопрофильные цанговые патроны с ЧПУRoyal характеризуются как отличительной обтекаемой формой, так и использованием традиционных цанговых патронов пружинного типа. Выбор цанговых патронов включает модели 5C, 16C и 3J, в то время как в более крупных моделях используются основные цанги, которые работают вместе с подушками цанговых патронов S-типа.
При использовании этого типа системы зажимов цанги имеют ограниченный диапазон в несколько тысячных дюйма, поэтому важно, чтобы отверстие цанги точно соответствовало размеру заготовки для оптимальной точности и усилия зажима.Установка пружинной цанги в низкопрофильный патрон осуществляется путем ввинчивания ее в патрон и зацепления ключа со шпоночной канавкой цанги. Низкопрофильные патроны доступны как в конфигурации с отводом, так и с фиксированной длиной.
Быстросменные цанговые патроны
Большинство магазинов имеют дело с небольшими партиями по всему спектру продукции. Дни, когда машину отдавали одной детали с длительным сроком службы, по большей части прошли. Возможность быстрого переключения машины с одной работы на другую пользуется большим спросом.
Производители оснастки, такие как Royal, разработали быстросменные цанги (Royal маркирует Quick-Grip) в ответ на этот спрос. Эти цанговые патроны являются относительно новой инновацией на рынке зажимных приспособлений и предлагают ряд преимуществ по сравнению с традиционными конструкциями цанговых патронов. (Чтобы прочитать статью о цанговом патроне Quick-Grip, посетите раздел «Преимущества цанговых патронов».)
Еще одним преимуществом системы быстрой смены Royal является диапазон захвата цанг 1 / 16 дюймов.
Одна из наиболее функциональных особенностей этой конструкции связана со способом установки цанги. Специальный установочный инструмент сжимает задний конец цанги, чтобы ее можно было вставить в патрон. При расширении цанга фиксируется на месте с помощью крючка и паза.
Еще одним преимуществом системы быстрой смены Royal является диапазон захвата цанг 1 / 16 дюймов. Этот диапазон возможен благодаря тому, что каждый сегмент быстросменной цанги полностью отделен от других сегментов прокладкой из вулканизированной резины.В этой конструкции все сегменты цанги устанавливаются одновременно.
Эта конструкция обеспечивает параллельный захват заготовки во всем диапазоне закрытия, обеспечивая значительное преимущество перед цангами пружинного типа, когда сегменты начинают образовывать угол после сжатия на несколько тысячных долей дюйма. Диапазон и параллельный захват системы позволяют ей легко обращаться с прутками увеличенного и меньшего размера, а также захватывать штифты, застежки и т. Д. Через плечо.
Последнее преимущество цангового патрона Quick-Grip — его чрезвычайно малая общая длина. Это обеспечивает максимальное использование рабочей зоны, что особенно ценно на небольших станках с ограниченной пропускной способностью по оси Z. Небольшая длина также повышает жесткость, поскольку заготовка находится ближе к подшипникам шпинделя станка.
Выбор подходящего цангового патрона
Выбор подходящего цангового патрона начинается с определения передней части шпинделя станка, на котором будет установлен патрон.Все носики шпинделя токарных станков с ЧПУ соответствуют международным стандартам, которые четко определяют размеры монтажного интерфейса. Обычные конфигурации вершины шпинделя для рынка Северной Америки включают A2-6, A2-8 и 140 мм.
Следующим шагом является определение требуемой грузоподъемности патрона в зависимости от размера деталей, которые необходимо удерживать. Для приложений подачи прутка обычно соответствует размеру отверстия вытяжной трубы машины или немного превышает его.
После того, как опора шпинделя и требуемая мощность были определены, выбор может быть дополнительно сужен на основе конкретных характеристик и преимуществ различных моделей, включая обратный ход по сравнению с работой на мертвой длине; размеры внешнего зазора; Возможность RPM; и требования ко времени установки.
При правильной подгонке к станку, устройству подачи прутка и области применения цанговые патроны с ЧПУ обеспечивают экономичный и эффективный способ удержания материала диаметром менее 4 дюймов. Поскольку цанговые патроны обычно сочетаются с устройством подачи прутка, некоторые из которых имеют магазинное хранилище и спроектированы для поддержания постоянного усилия зажима на высоких скоростях, они являются основным выбором для операций без освещения.
Компактный размер цанговых патроновулучшает зазор инструмента, увеличивает пропускную способность по оси Z и способствует повышению жесткости.Доступные круглые, квадратные, шестигранные, внутренние расширяющиеся и аварийные цанги обеспечивают широкую гибкость.
Для получения дополнительной информации о выборе правильного варианта удержания рабочей силы для компании, прочтите «Множество сторон удержания рабочей силы».
7 типов патронов, используемых в токарных станках с [Детали, изображения и PDF]
Из этой статьи вы узнаете, какие типы патронов токарных станков с деталями, работой и многим другим, можно загрузить с помощью загружаемого файла PDF.
Типы патронов в токарном станке:A Патрон токарного станка является одним из самых важных устройств в токарном станке, он используется для удержания и вращения части работы во время выполнения токарный станок. Заготовка короткой длины и большого диаметра неправильной формы, которая не может быть удобно установлена между центрами, быстро и жестко удерживается в патроне.
Патрон крепится к шпинделю токарного станка с помощью болтов, при этом задняя пластина навинчивается на вершину шпинделя.Точное совмещение патрона с осью токарного станка достигается за счет цапфы.
Типы патронов для токарных станковНиже представлены патроны различных типов , используемые в токарных станках:
- Четырехкулачковый независимый патрон
- Трехкулачковый универсальный патрон
- Комбинированный патрон
- Магнитный патрон
- Цанговый патрон
- Пневматический или гидравлический патрон
- Сверлильный патрон
Четырехкулачковый независимый патрон
На рисунке показана схема четырехкулачкового патрона.Расположение четырех кулачков независимого патрона, имеющего четыре кулачка, расположенных под углом 90 ° друг к другу.
Здесь все четыре губки открываются независимо. Вместо спирального диска используются четыре винта, поэтому он называется четырехкулачковым независимым патроном.
Каждая губка из прочной стали имеет три внутренние и одну внешнюю поверхности захвата. Наружная поверхность захвата используется для удержания заготовок большего размера за счет переворачивания кулачков.
источник изображения: indiamart.comКонцентрические круги, нанесенные на торце патрона, облегчают быстрое центрирование заготовки.Этот тип патрона особенно используется при установке тяжелых изделий и изделий неправильной формы. Диаметр корпуса указывает размер патрона.
Универсальный или трехкулачковый патронТрехкулачковый патрон показан на рисунке. Это наиболее часто используемые типы патронов в токарном станке. Три губки обычно изготавливаются из высококачественной стали и расположены под углом 120 ° друг к другу.
Во время операции зубья челюсти приспосабливаются к зубьям спиральной царапины (конические зубы).Зацепление вызывает момент всех трех кулачков либо по направлению к центру зажимного патрона, либо от него, в зависимости от направления вращения конической шестерни. Шестерня приводится в действие ключом с квадратным концом, который называется «зажимной ключ».
Патрон предназначен для удержания круглых, шестиугольных и других заготовок аналогичной формы. В трехкулачковом патроне работа центрируется автоматически и быстро. Но он имеет меньшую захватывающую способность, поскольку используются только три кулачка, а точность центрирования вскоре теряется из-за износа.
Комбинированный патронКак следует из названия, комбинация патрона, как показано на рисунке.Он используется как самоцентрирующийся, так и как независимый патрон, чтобы использовать преимущества обоих типов.
Губки управляются отдельными винтами или одновременно с помощью спирального диска. Рама имеет на своей нижней стороне прорези зубья, которые входят в зацепление со спиралью, и все губки вместе с винтами перемещаются радиально, когда спираль приводится во вращение шестерней.
Магнитный патронПатрон используется для удержания очень тонкой заготовки из магнитного материала, которую невозможно удержать в обычном патроне.Он также используется там, где нежелательно деформирование заготовки из-за давления губок.
Удерживающая способность патрона достигается за счет магнитного потока, излучаемого либо от электромагнитов, либо от постоянных магнитов, введенных в патрон.
В положении ON поток проходит через заготовку и захватывает ее. В положении «ВЫКЛ.» Магниты отводятся в сторону, обеспечивая их контакт с высокопроницаемыми «держателями», которые замыкают поток и предотвращают их прохождение через заготовку.
Цанговый патронЦанговый патрон используется для удержания прутковой заготовки на производстве, где требуется быстрая установка и точное центрирование.
Патрон, прикрепленный к шпинделю с помощью гайки, состоит из тонкой цилиндрической втулки, известной как цанга, с продольными прорезями на ее периферии. Внутреннее отверстие цанги может быть цилиндрическим, шестиугольным, квадратным и т. Д. В зависимости от формы детали, которая будет проходить через нее.
Наружная поверхность цанги с конусом входит в коническое отверстие на корпусе патрона, а хвостовой конец с резьбой входит в зацепление с ключом.
Когда ключ поворачивается снаружи, цанга втягивается, в результате чего разрезанный конический конец проталкивается внутрь из-за пружинящего действия. А заготовка надежно и точно удерживается в патроне. Коллекторы разного размера используются для хранения прутков разного размера. Эти патроны обычно используются в токарных станках с револьверными головками и револьверными головками.
Патроны с пневматическим или гидравлическим приводомПатрон этого типа показан на рисунке. Он используется в массовом производстве благодаря быстрому и эффективному захвату.Механизм включает в себя гидравлический или воздушный цилиндр, установленный на заднем конце шпинделя передней бабки и вращающийся вместе с ним.
Давление жидкости передается в цилиндр посредством управления клапаном с помощью рычага, и поршень будет скользить внутри цилиндра. Движение поршня передается на губки через шатун и звенья, и губки надежно захватывают заготовку.
Патрон сверлаПатрон сверла иногда используется в токарном станке для удержания сверла с прямым хвостовиком, развертки или метчика для сверления, развёртывания или нарезания резьбы.Патрон удерживается в шпинделе передней или задней бабки. Он имеет центрирующие губки, которые приводятся в действие с помощью ключа.
Разница между трехкулачковыми и четырехкулачковыми патронами| Трехкулачковый патрон | Четырехкулачковый патрон |
| все три кулачка перемещаются на все кулачки равное время | В патроне с четырьмя кулачками кулачки перемещаются отдельно. |
| Глубина резания у трехкулачкового патрона относительно меньше. | В четырехкулачковом патроне может быть получена большая глубина резания. |
| Трехкулачковый патрон имеет одно отверстие для ключа патрона для затягивания или ослабления захвата кулачков. | Четырехкулачковый патрон имеет четыре отверстия под ключ патрона для одновременного управления каждой кулачком. |
| В трехкулачковом патроне детали не могут быть установлены для эксцентрикового точения. | В четырехкулачковом патроне детали можно настроить на эксцентриковое точение. |
| В трехкулачковом патроне точность центрирования ниже. | У четырехкулачкового патрона точность центрирования выше, чем у трехкулачкового патрона. |
| Трехкулачковый патрон имеет меньшую силу захвата, чем четырехкулачковый патрон. | Четырехкулачковый патрон обладает большей силой захвата, чем трехкулачковый патрон |
| В трехкулачковом патроне более тяжелые детали не могут быть повернуты. | В четырех патронах можно обрабатывать более тяжелые детали. |
Прочтите далее о токарном станке:
Заключение
Итак, теперь мы надеемся, что мы развеяли все ваши сомнения относительно Чака.Если у вас остались сомнения по поводу « токарный патрон типа », вы можете связаться с нами или задать вопрос в комментариях.
У нас также есть сообщество Facebook для вас, ребята, если вы хотите, вы можете присоединиться к нашему сообществу, вот ссылка на нашу группу в Facebook.
Вот и все, спасибо за прочтение. Если вам понравилась наша статья, поделитесь ею с друзьями. Если у вас есть какие-либо вопросы по какой-либо теме, вы можете задать их в разделе комментариев.
Подпишитесь на нашу рассылку, чтобы получать уведомления о наших последних сообщениях.
Загрузите файл PDF этой статьи.
Возможно, вам будет интересно прочитать эти статьи:
- Формовочная машина: типы, детали, инструменты, операции.
- Станок сверлильный: Тип. Детали, работа, инструменты.
- Планировщик: типы, детали, операции и многое другое.
Источник изображений Indiamart.com
Токарный станок: Практический машинист
Как мы уже объясняли в в одном из наших предыдущих постов , зажимные приспособления — это все те инструменты, которые используются для надежного удержания ваших заготовок, пока ваш станок выполняет тяжелую работу.
Каким бы сложным и мощным ни был ваш станок, вы не сможете точно резать металл, если ваша заготовка не будет надежно и надежно удерживаться на месте с помощью зажимного приспособления.
В отличие от фрезерования, зажимные приспособления, используемые при токарных операциях, выполняют двойную функцию:
- надежно удерживают заготовку
- вращают заготовки вместе со шпинделем.
Выбор наиболее практичного устройства обычно зависит от формы, длины, диаметра и веса заготовки.Кроме того, тип разрезов, который вы будете делать, играет основную роль при выборе.
В этой статье вы найдете список наиболее часто используемых устройств. Как всегда, красота механической обработки заключается в том, что нет предела решениям, которые может придумать машинист, и многие опытные машинисты, как правило, любят проектировать и обрабатывать свои собственные приспособления .
Вот традиционные приспособления для закрепления заготовок, с которыми вы, вероятно, столкнетесь хотя бы раз в своей жизни как машинист.
ПАТРОНЫПатроны, вероятно, являются наиболее широко применяемым типом зажимных приспособлений на токарном станке. Они эффективны и точны и хорошо работают с большинством типов деталей.
Их можно разделить на четыре основных типа:
Трехкулачковые патроныТакже известны как трехкулачковые самоцентрирующиеся патроны. Он состоит из цилиндрического корпуса, имеющего три радиально закрепленных спереди кулачка.Этот тип патрона обычно используется для удержания заготовок правильной формы, например, круглых или шестиугольных заготовок.
Grizzly G9823 8-дюймовый 3-кулачковый патрон длиной спирали D1-6
ЗАКАЗАТЬ СЕЙЧАС Патрон с четырьмя кулачкамиПатрон с четырьмя кулачками очень похож на патрон с тремя кулачками, только с четырьмя вместо из трех. Основное различие между двумя типами патронов с кулачками заключается в том, что патроны с четырьмя кулачками не являются самоцентрирующимися, а это означает, что машинист должен набирать заготовку, чтобы избежать биения, путем независимой регулировки каждой кулачка.Хотя этот процесс может занять немного больше времени, он позволяет патрону успешно удерживать эксцентричные или нестандартные детали.
Bison T10406 834; D1-4 4-кулачковый патрон
ЗАКАЖИТЕ СЕЙЧАС Магнитные патроныЭти патроны удерживают деталь за счет магнитной силы.
Магнитный патрон Harig
Цанговые патроныЦанговые патроны обычно используются для удержания небольших или очень длинных заготовок.Обычно они используются на токарном станке, токарном станке с шпилем или токарно-револьверном станке для производства изделий из пруткового материала.
AccusizeTools — Цанговый патрон 5C, 5 дюймов со встроенным креплением D1-5 Camlock, 0269-0015
ЗАКАЗАТЬ СЕЙЧАС ПЛИТЫЛицевые панели обычно имеют круглую форму и имеют резьбовое отверстие в центре, поэтому что его можно прикрутить к резьбовому наконечнику шпинделя.
Они используются для удержания больших, тяжелых заготовок неправильной формы, которые нельзя удобно удерживать между центрами.
Лицевые панели немного вышли из моды с тех пор, как фрезерование стало популярным, и многие операции, которые вы выполняли бы на лицевых пластинах, можно выполнять более легко и безопасно на станке.
Но если у вас есть только токарный станок, лицевая панель определенно станет одним из ваших вариантов.
South Bend SB1483 Лицевая пластина D1-4 для SB1007
ЗАКАЗАТЬ СЕЙЧАС ПРИВОДНЫЕ ПЛАСТИНЫ И ЗАПОРНЫЕ ПЛАСТИНЫВедущие пластины и стопорные пластины обычно используются для привода заготовки, удерживаемой между центрами.В то время как оба типа пластин имеют форму диска, ведущие пластины имеют ведущий штифт на лицевой стороне, который используется для зацепления с держателями с прямым хвостом, в то время как на захватных пластинах имеются U-образные пазы, предназначенные для крепления держателей с изогнутым хвостовиком.
Кредит: educationdiscussion.com
Кредит: educationdiscussion.com
НОСИТЕЛИНосители, также известные как токарные собачки, используются вместе с приводными пластинами. Заготовка вставляется в проушину собачки токарного станка и затем надежно закрепляется винтом.Их можно разделить на две категории в зависимости от типа оперения:
- Прямой хвост (в паре с ведущими пластинами)
- Изогнутая хвостовая часть (в паре с захватными пластинами)
Центры используются для удержания работы на токарном станке между центрами. На стержне центра имеется конус Морзе, а грань имеет коническую форму. Есть два типа центров:
- Живой центр — вращается с работой
- Мертвая точка — не вращается вместе с деталью
Центры изготовлены из высокоуглеродистой стали и закалены, а затем отпущены.Таким образом, наконечники центров износостойкие. Доступны различные типы центров в зависимости от формы работы и выполняемой операции.
LC-21 2 Конус Морзе Live Center для средних нагрузок
ЗАКАЖИТЕ СЕЙЧАСМертвая точка токарного станка Omex MT3
ЗАКАЖИТЕ СЕЙЧАС RESTSОстатки используются для длинных опор заготовки. Обычно их размещают в какой-то промежуточной точке, чтобы предотвратить прогиб заготовки.
РУЧКИТокарные оправки, также называемые оправками, используются для удержания предварительно просверленных или просверленных отверстий для обработки внешней поверхности. Заготовка загружается через оправки между центрами.