Станок Улитка для холодной ковки своими руками: чертежи, размеры, фото
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
- Приспособления для изгибания металлических элементов «Улитка»
- Технология изготовления приспособления «Улитка»
- Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
- Центр
- Изготовление приспособления
- Изготовление простейшей детали на станке
- Как гнуть профильную трубу на станке «Улитка»?
- Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
- Примеры изделий с завитками
- Заключение
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Для более крупных изделий необходим механический привод.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
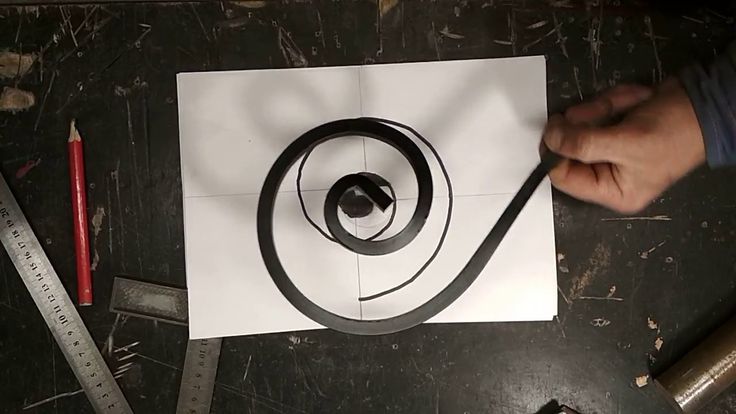
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.

- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.

Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: «Улитка» — холодная ковка своими руками.
Заключение
- Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
- Своими руками можно изготовить простейший станок. На нем можно изготавливать профессиональные заготовки.
- Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
- Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
 На нем можно изготавливать профессиональные заготовки.
На нем можно изготавливать профессиональные заготовки.Republished by Blog Post Promoter
как сделать своими руками и чертежи для изготовления самодельного станка
Для холодной ковки нужны несколько , это всем известно. Какой из них идет под номером один, то есть самый важный? Без которого холодная ковка не получится? Ответ один: только улитка для холодной ковки. Если разобраться, то имея в арсенале лишь этот станок, можно создавать чудесные кованые изделия из металлических завитков – от простых в исполнении до настоящих ажурных художественных произведений.
К счастью, улитки относятся к станкам, которые можно сделать своими руками без потери качества изделий.
Содержание
- Как она работает, и какой она бывает
- Начинаем с простого: монолитная улитка
- Разнообразие завитков: съемные конструкции
Как она работает, и какой она бывает
По своей сути – это деформация металлических прутков в виде их загиба. Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка. Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
Чтобы пруток деформировался без нагрева, его нужно жестко фиксировать к шаблону станка. Такой станок не для слабых рук: прокрутка и деформация производятся с помощью ручного усилия.
Улитка для ковки — чертеж.Конечно, улитку можно снабдить приводом с электродвигателем. Но перед этим нужно хорошенько обдумать целесообразность этого привода. Главным аргументом за электрическое дополнение является большой объем работ.
Станок может работать в виде двух разных конструкций:
- Самая простая опция – приваренный шаблон к основанию. Это монолитный кондуктор с единственным вариантом завитка в форме шаблона.
- Вариант, дающий больше разнообразия в завитках – несколько модулей с завитками разного диаметра, которые крепятся на одно основание.
Ручной привод также может быть представлен в разных опциях:
- Рычагом может быть любое подходящее приспособление.
- Рычаг, который прикреплен к станине и приводится в движение подвижным подшипником.
- В конструкциях посложнее применяются целых три рычага, которые вращают ось и прикрепленный к ней кондуктор.

Как сделать улитку для холодной ковки, какую опцию выбрать – проще или сложнее? Выбор зависит опять-таки от целесообразности, иными словами — от ваших производственных планов: что вы собираетесь делать, с какой производительностью и в каком количестве?
Начинаем с простого: монолитная улитка
Что такое работа мастера, и чем она отличается от остальных работ? Мастер делает любую, даже самую простую работу с чувством, толком и… удовольствием. Какое может быть удовольствие при самостоятельном производстве примитивного станка?
Штамп улитка.А вот какое – четко структурированные запланированные этапы работы:
- Чертеж с продуманными размерами, который можно нанести на бумагу, а можно прямо на основание кондуктора. Все размеры должны быть точно соблюдены, вплоть до соответствия толщина металлической полосы толщине контура формы на чертеже. Кстати, минимальная толщина должна быть не менее 3-х мм. Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 — 13 мм.
- Основание станка должно быть достаточно массивным, вырезать его нужно из стали толщиной не меньше 4-х мм. Форму лучше делать круглую, диаметр круга должен быть больше диаметра улитки. Чаще всего размер основания делают около 70-ти мм.
- Для изготовления завитка металлическая полоса должна быть немного тоньше, чем для основания: достаточно будет 3-х мм. Если есть возможность, заготовку нужно прокалить, чтобы она лучше деформировалась и поддавалась обработке.
 Все размеры должны быть точно соблюдены, вплоть до соответствия толщина металлической полосы толщине контура формы на чертеже. Кстати, минимальная толщина должна быть не менее 3-х мм. Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 — 13 мм.
Все размеры должны быть точно соблюдены, вплоть до соответствия толщина металлической полосы толщине контура формы на чертеже. Кстати, минимальная толщина должна быть не менее 3-х мм. Расстояние между витками также должно быть достаточным, чтобы между ними вмещался пруток для деформации. Если, скажем, размер вашего прутка 10 мм, то самым оптимальным будет расстояние между витками 12 — 13 мм. Не забывайте, что ваш станок должен будет выдерживать очень серьезные нагрузки, поэтому не жалейте сил и времени на максимальную прочность и массивность всех его элементов и, самое главное, крепости их соединения. Для этого, например, шаблон можно дополнительно зафиксировать на станине тисами. Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.
Не забывайте, что ваш станок должен будет выдерживать очень серьезные нагрузки, поэтому не жалейте сил и времени на максимальную прочность и массивность всех его элементов и, самое главное, крепости их соединения. Для этого, например, шаблон можно дополнительно зафиксировать на станине тисами. Тисы будут захватывать отрезок бруса, который нужно приварить к обратной стороне основания.Разнообразие завитков: съемные конструкции
Модульная улитка отличается от монолитной одним: вместе намертво приваренного стального шаблона в основании наносятся отверстия для крепления разных шаблонов. Для такого станка нужно сделать такое же основание на массивной станине и несколько съемных модулей.
Шаблоны улитки для ковки могут состоять из нескольких частей.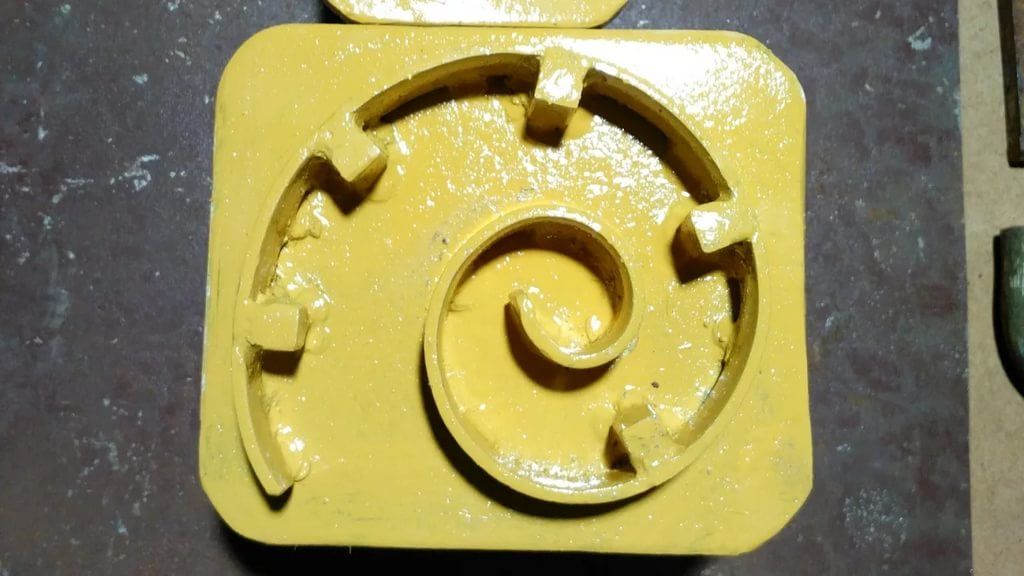 В этом случае деформация прутка проводится с помощью вращения кондуктора.
В этом случае деформация прутка проводится с помощью вращения кондуктора.
Такой для холодной ковки состоит из следующих частей:
- прямоугольное основание из толстого металлического листа, толщина от 4-х до 10-ти мм;
- разборный шаблон, может состоять из нескольких частей на шарнирных штифтах;
- вращающийся вал;
- приводной рычаг для вращения вала.
Такую улитку крепить к основанию нужно с помощью фиксации через просверленные отверстия в разных положениях. Сборные части завитков на основании меняются, в результате чего завитки получают разную кривизну. Крутизна дуги также регулируется специальными винтами на соединительных шарнирах.
Честно говоря, такую «шарнирную» опцию самостоятельно сделать очень и очень непросто. Чаще всего мастера поступают следующим образом: покупают готовые штампы, которые крепят на станину с основанием.
Если вы делаете станок сами, лучше обойтись без шарниров. Вместо этого можно изготовить более простой вариант, чтобы крепить шаблоны с различными радиусами на одном и том же основании. Для этого достаточно просверлить в основании отверстия в разных местах. Сегменты контура крепятся на болты в местах, где совмещаются отверстия шаблона и основания.
Для этого достаточно просверлить в основании отверстия в разных местах. Сегменты контура крепятся на болты в местах, где совмещаются отверстия шаблона и основания.
Не игнорируем чертежи! Можно, конечно, нанести без всяких расчетов рисунок завитка прямо на основание – «не париться». Так часто поступают новички. Но если вы претендуете называться мастером и хотите сделать улитку для холодной ковки своими руками высокого качества, вам придется делать чертежи с расчетами размеров и других параметров.
Чертежи пригодятся вам не только . Они станут чрезвычайно полезным подспорьем в расчете материалов, на которые вам так или иначе придется потратиться. Предварительные чертежи изделий помогут вам рассчитать, например, количество и стоимость металлических прутьев.
Холодная ковка на улитке остается самым популярным видом работ по металлу серди любителей. Вместе с тем этим ремеслом вполне можно заниматься профессионально. И если для хобби вам будет достаточно самодельного станка, то для профессиональной ковки вам в итоге понадобится инструмент помощнее. Удачи вам в начале большого пути.
Удачи вам в начале большого пути.
Улитки нерити: поедание водорослей, уход, продолжительность жизни, яйца
Вопросы, касающиеся улиток нерити, обычно поступают из следующих областей:
Где я могу посмотреть видео об улитках нерити?
На что обратить внимание при покупке Nerites?
Являются ли Nerites машинами для поедания водорослей?
Распространенные виды улиток нерит
Вопросы ухода за улитками нерит
Как долго живет улитка нерит?
Что является хорошей средой обитания для неритов?
Какой размер аквариума подходит для Nerites?
Хорошие соседи по аквариуму улитки нерит
Чем питается улитка нерит
Размер и скорость роста улитки нерит
Цветовой диапазон улитки нерит и рисунок раковины
Что насчет улитки нерит Яйцо Проблемы и размножение Видео
Очистка стеклянной улитки
 youtube.com/embed/T5zH5m3yQqk?rel=0&modestbranding=1&autohide=1&showinfo=0&controls=0″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/T5zH5m3yQqk?rel=0&modestbranding=1&autohide=1&showinfo=0&controls=0″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Фотографии улитки Нерит
Дополнительные ссылки Улитка Нерит:
Добавление улитки Нерит в новый аквариум?
Улитка нерит, поедающая водоросли из аквариумного стекла
Улитка нерит, сбежавшая из аквариума
Улитки нерит – отличные чистильщики аквариумов
Улитки нерит – одни из самых популярных пресноводных аквариумных улиток в наши дни, их почти всегда можно купить в местных зоомагазинах и сетевых магазинах. Нериты часто продаются как пресноводные аквариумные улитки, хотя есть и морские разновидности. Улитки-нериты имеют репутацию выдающихся чистильщиков аквариумов и одних из самых искусных улиток, питающихся водорослями. Вот почему улиток нерите часто называют членами бригады по чистке аквариумов вместе с креветками Амано. Улиток нерит можно охарактеризовать как послушных, миролюбивых и спокойных по характеру, способных легко перемещаться по всему аквариуму.
Улиток нерит можно охарактеризовать как послушных, миролюбивых и спокойных по характеру, способных легко перемещаться по всему аквариуму.
Покупка улиток нерит
Перед покупкой улиток нерит ищите экземпляры со здоровой раковиной. Убедитесь, что на них нет трещин, надрезов и зазубрин. Также ищите активных улиток Nerite. Активная улитка будет прикреплена к стеклу или любой другой твердой поверхности аквариума. Избегайте улиток Nerite, которые лежат на дне аквариума вверх ногами и неподвижно. Улитки, которые лежат на спине, могут быть мертвыми или умирающими. Также следите за тем, чтобы раковина улитки не была пустой. Вы хотите убедиться, что вы не покупаете пустую оболочку.
Типы улиток нерит для пресноводных аквариумов
Сегодня в зоомагазинах продается множество популярных видов улиток нерит, в том числе: улитка-нерит зебра, улитка-нерит тигровая, оливковая улитка-нерит, черная улитка-гонщик и рогатая улитка-нерит.
Улитка-нерит черный гонщик
Улитка-нерит черный гонщик имеет небольшие бороздки на панцире, идущие параллельно отверстию на всем протяжении. Раковины Black Racer обычно имеют коричневый цвет и могут иметь участки темно-золотого, темно-серого или даже черного цвета.
Раковины Black Racer обычно имеют коричневый цвет и могут иметь участки темно-золотого, темно-серого или даже черного цвета.
Тигровая улитка-нерит
Тигровая улитка-нерит имеет светло-коричневую раковину, которая выглядит скорее гладкой, чем ребристой. Раковины тигрового нерита акцентированы черными областями, образующими узоры, напоминающие полосы тигра или пятна леопарда.
Улитка-нерит зебры
Улитка-нерит зебры Раковина золотисто-коричневого цвета. Раковина выглядит более гладкой по текстуре по сравнению с другими улитками нерит с бороздчатой раковиной. Раковина улитки Zebra Nerite имеет черные полосы , идущие от отверстия к вершине, что создает сходство с зеброй.
Другие виды (или названия) улиток-неритов
Помимо типов улиток-неритов, перечисленных выше, в зоомагазинах иногда продаются улитки: бурые зебровые улитки, гусеничные улитки-нериты, рубиновые улитки-нериты, зебровые улитки, простые Улитки-зебры, улитки мраморные нерити и другие.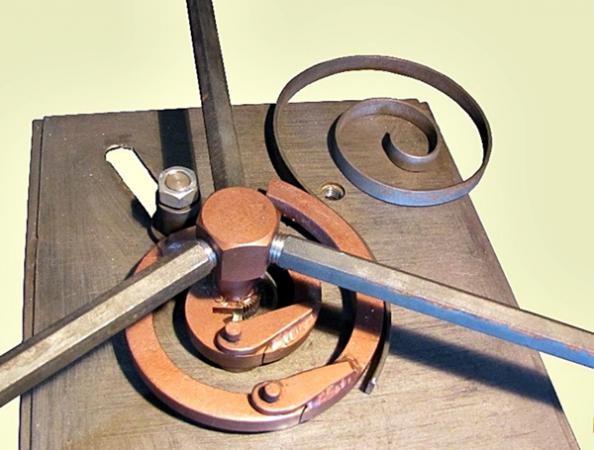 В продаже может быть много различных видов пресноводных улиток нерите. Или, может быть, это просто небрежность в отношении наименования и маркировки различных сортов в аквариумах, или и то, и другое. В любом случае, улитки Nerite могут стать отличным дополнением к любому общему аквариуму. Они отличные уборщики, и за ними интересно наблюдать. Тем не менее, если у вас есть какие-либо вопросы, обязательно обратитесь к продавцу за разъяснениями.
В продаже может быть много различных видов пресноводных улиток нерите. Или, может быть, это просто небрежность в отношении наименования и маркировки различных сортов в аквариумах, или и то, и другое. В любом случае, улитки Nerite могут стать отличным дополнением к любому общему аквариуму. Они отличные уборщики, и за ними интересно наблюдать. Тем не менее, если у вас есть какие-либо вопросы, обязательно обратитесь к продавцу за разъяснениями.
Уход за улитками Nerite: параметры воды, среда обитания и размер аквариума
Хорошей новостью является то, что уход за улитками Nerite довольно прост и понятен. Улитки-нериты — выносливые виды, которые приспосабливаются к различным водным условиям. Улиткам-неритам нравится температура воды в аквариуме с тропическим сообществом в диапазоне 72-78 градусов по Фаренгейту. И некоторые любители предполагают, что нериты могут выживать в более широком диапазоне температур. Нериты также предпочитают щелочную воду с рН около 7,5 и аквариумную воду с жесткой стороной и умеренным течением. Как и в случае с другими рыбами в аквариуме, уход за улитками Nerite должен также включать проверку на выбросы аммиака и высокий уровень нитратов, поскольку Nerites восприимчивы. Также необходимо соблюдать осторожность, чтобы избежать любого воздействия меди и других лекарств, поскольку это может быть фатальным для улиток. Наконец, помните, что улиткам Nerite могут потребоваться добавки с кальцием для поддержания здоровой раковины.
Как и в случае с другими рыбами в аквариуме, уход за улитками Nerite должен также включать проверку на выбросы аммиака и высокий уровень нитратов, поскольку Nerites восприимчивы. Также необходимо соблюдать осторожность, чтобы избежать любого воздействия меди и других лекарств, поскольку это может быть фатальным для улиток. Наконец, помните, что улиткам Nerite могут потребоваться добавки с кальцием для поддержания здоровой раковины.
Улитки нерит с трудом переворачиваются
Также важно помнить, что уход за улитками нерит включает в себя и то, как их помещают в аквариум. Старайтесь не бросать улиток нерит в воду и не позволять им плавать на дне, чтобы приземляться в различных случайных положениях. Счастливые нериты приземлятся в вертикальном положении и смогут быстро привыкнуть к новому окружению. Несчастливые улитки приземлятся вверх ногами. Улиткам-неритам очень трудно перевернуться в вертикальное положение. В большинстве случаев это почти невозможно для них самих. Нериты, оставленные вверх ногами, могут так погибнуть. Убедитесь, что нериты помещены в аквариум в вертикальном положении, чтобы они хорошо стартовали.
Убедитесь, что нериты помещены в аквариум в вертикальном положении, чтобы они хорошо стартовали.
Среда обитания улиток нерити: Обустроенный аквариум с живыми аквариумными растениями
Улиткам нерити, похоже, нравится обитать в обустроенном аквариуме с растениями. В уже установленном аквариуме с растениями параметры воды стабилизировались, и цикл в аквариуме прошел должным образом. Кроме того, живые аквариумные растения постоянно сбрасывают или сбрасывают растительные остатки в толщу воды, не позволяя аквариуму стать «слишком чистым». Нериты кажутся счастливыми и довольными аквариумами, которые никогда не бывают «слишком чистыми».
Размер аквариума для улиток нерит: избегайте перенасыщения
Улитки нерит могут жить практически в любом размере аквариума при условии соблюдения правил против перенаселения. Нериты могут быть прекрасным дополнением к 20-галлонному аквариуму с растениями или больше. Нериты также могут хорошо подходить для 10-галлонного аквариума, если помнить об ограничениях 10-галлонных аквариумов: малый объем воды, малая площадь поверхности, небольшая погрешность при изменении температуры воды и тому подобное.
Легко подумать, что всегда можно «добавить в аквариум несколько улиток», потому что они маленькие. Например, распространенная ошибка возникает, когда аквариумист имеет правильно заселенный, цикличный и установленный аквариум объемом 10 галлонов. Затем замечается зеленое пятно на стекле. Увидев зеленое пятно, любитель решает добавить в аквариум полдюжины улиток нерит. Нериты производят отходы, как и другие живые организмы. Будьте уверены, что не создадите проблему затоваривания, добавляя улиток. Только потому, что нериты маленькие, они увеличат бионагрузку и будут обременять водную среду, как и другие обитатели аквариума.
Продолжительность жизни улитки нерит, размер, цвет и соседи по аквариуму
Продолжительность жизни улитки нерит составляет около одного года, плюс-минус. Иногда нериты умирают примерно через неделю после добавления в аквариум, а другие из той же партии живут около 2 лет и более. Если нерит умирает вскоре после добавления в аквариум, это может быть связано со стрессом при транспортировке, значительным изменением параметров воды или нездоровой водой в аквариуме. Перед тем, как добавить улиток в аквариум, рекомендуется проверить как воду в аквариуме, так и образец воды, в которой перевозятся улитки, на pH, аммиак, нитраты и жесткость. Лучше заранее узнать, есть ли значительный разброс параметров.
Перед тем, как добавить улиток в аквариум, рекомендуется проверить как воду в аквариуме, так и образец воды, в которой перевозятся улитки, на pH, аммиак, нитраты и жесткость. Лучше заранее узнать, есть ли значительный разброс параметров.
Если улитка нерити умирает, немедленно удалите ее из аквариума, потому что разлагающаяся улитка может вызвать всплеск аммиака в аквариумной воде. Мертвая улитка не будет прикреплена к стеклу или любой твердой поверхности. Вместо этого мертвая улитка обычно лежит на дне аквариума, иногда перевернутая и неподвижная. После извлечения из аквариума мертвая улитка может иметь сильный запах гниющей и разлагающейся плоти.
Размер улитки Nerite
Размер улитки Nerite зависит от возраста и типа улитки. Улитки растут с возрастом, поэтому чем старше улитка, тем больше она будет. Кроме того, разные виды неритов вырастают до разных размеров. Но в общих чертах улитки нерите всех разновидностей будут размером где-то между десятицентовой монетой и размером с четвертак. В пределах этого диапазона улитка оливкового нерита будет меньше, вырастая до 1/2 дюйма. Улитка тигрового нерита и улитка зебрового нерита могут вырасти до размеров оливкового нерита, при этом тигровый нерит и зебровый нерит почти в два раза крупнее оливкового нерита. Рогатая улитка-нерит, как правило, самая маленькая из неритов, обычно размером 1/4 дюйма с маленькой стороны и чуть менее 1/2 дюйма с большой стороны.
В пределах этого диапазона улитка оливкового нерита будет меньше, вырастая до 1/2 дюйма. Улитка тигрового нерита и улитка зебрового нерита могут вырасти до размеров оливкового нерита, при этом тигровый нерит и зебровый нерит почти в два раза крупнее оливкового нерита. Рогатая улитка-нерит, как правило, самая маленькая из неритов, обычно размером 1/4 дюйма с маленькой стороны и чуть менее 1/2 дюйма с большой стороны.
Цвет улиток нерит
Поскольку существует несколько типов улиток нерит, невозможно описать этих улиток как одного цвета, но у ряда неритов есть цвета, включая: почти черный, темно-коричневый, темно-зеленый, оливково-зеленый. , желтовато-коричневый, золотистый и красновато-коричневый. Различные виды улиток Nerite также могут иметь полосы, маленькие темные круглые точки, маленькие темные следы в форме параллелограмма и темно-зеленые или черные гребни. Интересно посмотреть, сколько возможных комбинаций цветов и рисунков маркировки могут быть у улиток Nerite.
Улитки нерити Поедание водорослей: диета и источники пищи
Улитки нерити очень занятые и активные едоки. Они прикрепляются к твердым поверхностям, таким как стекло, украшения, воздухозаборники фильтров и твердые листья растений. Нериты легко передвигаются по этим поверхностям… поедают во время движения.
Улитки-нериты — одни из лучших улиток, питающихся водорослями, и их диета «из аквариума» может включать: мягкие пленочные водоросли, мягкие зеленые водоросли, мягкие коричневые водоросли и коричневые диатомовые водоросли. Мои улитки Black Racer Nerite особенно любят мягкие коричневые водоросли, растущие на стекле прямо под субстратом. Они копают примерно на дюйм или около того и часами едят со стекла. Мне никогда не везло с улитками-неритами, поедающими зеленые пятнистые водоросли. Водоросли Green Spot могут быть для них слишком сложными.
Нериты и проблемы с водорослями
Было бы ошибочным полагать, что улитки нериты «съедают» проблемы с водорослями в аквариуме. Проблемы с водорослями связаны с проблемами освещения и состояния воды. Если в аквариуме есть проблемы с водорослями, добавление некоторых неритов — не лучшее решение. Вместо этого необходимо определить первопричину проблемы с водорослями. После выявления правильное решение проблем — лучший способ борьбы с водорослями.
Проблемы с водорослями связаны с проблемами освещения и состояния воды. Если в аквариуме есть проблемы с водорослями, добавление некоторых неритов — не лучшее решение. Вместо этого необходимо определить первопричину проблемы с водорослями. После выявления правильное решение проблем — лучший способ борьбы с водорослями.
Нериты, похоже, не заинтересованы в поедании живых растений. Улитки-нериты питаются либо группами, либо поодиночке. И они, кажется, находят пищу, где бы она ни находилась. Улитки-нериты могут находить пищу на стекле, губчатых фильтрах и в самих силовых фильтрах. Поскольку нериты могут забраться в коробки с силовым фильтром, они могут оказаться в довольно опасном положении, поэтому лучше держать резервуар хорошо закрытым, чтобы предотвратить их побег и ранение или смерть.
Интересная особенность улиток-неритов заключается в том, что когда они находятся в режиме кормления, они постоянно находятся в движении, постоянно и неустанно перемещаясь по аквариуму. Затем без видимых причин они становятся бездействующими и неподвижными в течение длительных периодов времени. Когда это происходит, они могут находиться, например, на открытом воздухе, на твердом листе, на стекле или на входе фильтра. Или они могут найти темный, тихий уголок аквариума у поверхности и оставаться там неподвижно в течение нескольких дней.
Когда это происходит, они могут находиться, например, на открытом воздухе, на твердом листе, на стекле или на входе фильтра. Или они могут найти темный, тихий уголок аквариума у поверхности и оставаться там неподвижно в течение нескольких дней.
Яйца и размножение улитки нерите
Часто отмечают, что улитки нерити не размножаются в пресной воде. Поскольку для успешного размножения неритам нужна солоноватая вода, они не займут аквариум с пресной водой, как это делают многие другие улитки. Это одно из основных преимуществ этой улитки. Тем не менее, яйца улитки Nerite начнут появляться на многих твердых поверхностях аквариума. Яйца улиток-неритов выглядят как маленькие белые точки и наиболее заметны на темных поверхностях, таких как воздухозаборники фильтров HOB и темные нагреватели аквариума, на стекле или на украшениях и украшениях. Яйца улиток нерите твердые, и их нужно соскоблить, чтобы вынуть из аквариума.
Несмотря на то, что яйца улиток Nerite могут несколько раздражать, преимущества этих видов улиток, питающихся водорослями, перевешивают другие виды улиток, которые размножаются в пресной воде. Это делает Nerite Snails разумным выбором, если вы хотите добавить популяцию улиток в свой аквариум.
Это делает Nerite Snails разумным выбором, если вы хотите добавить популяцию улиток в свой аквариум.
Собаки по аквариуму улитки нерит
Собаки по аквариуму улитки нерит могут включать в себя большинство беспозвоночных и рыб, подходящих для пресноводного общего аквариума. В соседях по аквариуму не должно быть агрессивных беспозвоночных или рыб, потому что улиток можно съесть. Поэтому избегайте гольцов, аквариумных раков, золотых рыбок и цихлид.
Некоторые хорошие соседи по аквариуму включают других себе подобных, а также таких, как улитки-трубачи, улитки-барашки, таинственные улитки, улитки цвета слоновой кости и улитки золотых инков. Бамбуковые креветки, креветки-вампиры, креветки красная вишня, креветки-призраки и креветки Амано также хорошо подойдут, а также кори-сом и отоцинклюс. Как всегда, если есть какие-либо вопросы относительно совместимости Nerite Snails и соседей по аквариуму, обязательно проконсультируйтесь с продавцом перед покупкой.
Адаптация
Все улитки, живущие на суше, сделали много
приспособления для выживания. Их основная адаптация — это их эволюция.
от водных организмов к наземным или наземным организмам.
Они сделали это, потеряв жабры и образовав воздушные
легкие для дыхания. Подкласс
pulmonata и порядка Stylommatophora, к которым относятся Ангиспира
alternata классифицируется,
развили легкие вместо жабр, чтобы дышать на
земельные участки. Стенки их мантии были васкуляризированы, образуя
паллиальный легочный мешок, также известный как легочное легкое, который регулируется
сокращения мышц мантии. Мантия легких также содержит небольшое отверстие для вдоха.
кислород и вытесняют углекислый газ.
Anguispira alternata — модель
Стиломматофора. У них нет особо уникальных
характеристики, но у них есть все, что им нужно, чтобы выжить.
Их панцирь действует как защита для их мягких тел, и они
могут легко втягиваться в свою оболочку, поэтому большая часть, если не все тело
защищен. Удивительно, но у большинства наземных улиток
очень хорошая сенсорная и нервная системы. У них есть два набора втягивающихся щупалец,
у более длинных щупалец есть глаза наверху, но они также используются для
запах при этом
более короткие щупальца используются для ощущения субстрата или пищи
они включены, а также для того, чтобы следовать по слизистому следу предыдущего
улитки. Улитки выделяют слизь или слизь из своих
слизистая железа. Они делают это, чтобы скользить по
разные субстраты. Улитки двигаются за счет сокращения мышц
по всей стопе и легко скользят по слизи.
Проживает на большей части территории США, Anguispira alternata, и другие наземные улитки , пришлось иметь дело с чрезвычайно низкими температурами во время
зима. Для этого они впадают в специальную спячку.
предотвратить смерть. Во время спячки их гемолимфа
и другие органические химические вещества должны регулироваться таким образом, чтобы их
клетки не замерзают и не лопаются (Загадка,
1980). Гемолимфа – циркулирующая жидкость, богатая
медью и переносит кислород по всему телу, как и
кровь делает в людях. Однако, хотя у человека есть
отдельная жидкость, плазма, между их клетками, гемолимфа также
играет роль плазмы у улиток. Когда зима
близко, улитки снижают уровень воды в своем теле так,
что вода не легко замерзает. Когда они уменьшаются
уровень воды, только теперь уже густая плазма, похожая на жидкость, гемолимфу,
остается то, что не замерзает почти так же легко, как вода. Затем улитки переохлаждаются
их тела и покрываются толстой эпифрагмой.
Эпифрагма представляет собой слой слизи или карбоната кальция,
улитки покрывают свою внешнюю оболочку, которая действует как зима
Пальто. После того, как они наденут свою шубку, улитки уменьшаются
их скорость метаболизма, поэтому зимой энергия не тратится впустую.
Некоторые улитки зарываются в землю для зимовки, а некоторые
зимуют на поверхности и даже на деревьях.
Если повезет, улитки должны пережить зиму и однажды
приходит весна, улитки быстро увеличивают скорость метаболизма,
обезвоживаются, удаляют эпифрагму и начинают искать
для продуктов питания.
Однако, хотя у человека есть
отдельная жидкость, плазма, между их клетками, гемолимфа также
играет роль плазмы у улиток. Когда зима
близко, улитки снижают уровень воды в своем теле так,
что вода не легко замерзает. Когда они уменьшаются
уровень воды, только теперь уже густая плазма, похожая на жидкость, гемолимфу,
остается то, что не замерзает почти так же легко, как вода. Затем улитки переохлаждаются
их тела и покрываются толстой эпифрагмой.
Эпифрагма представляет собой слой слизи или карбоната кальция,
улитки покрывают свою внешнюю оболочку, которая действует как зима
Пальто. После того, как они наденут свою шубку, улитки уменьшаются
их скорость метаболизма, поэтому зимой энергия не тратится впустую.
Некоторые улитки зарываются в землю для зимовки, а некоторые
зимуют на поверхности и даже на деревьях.
Если повезет, улитки должны пережить зиму и однажды
приходит весна, улитки быстро увеличивают скорость метаболизма,
обезвоживаются, удаляют эпифрагму и начинают искать
для продуктов питания.