Выбираем магнитный угольник для сварки металлоконструкций — сварочные магниты-уголки для удобной работы сварщика
Для сварки кроме рабочего инструмента, защитных приспособлений для лица и рук сварщика, используют и дополнительные приспособления – они облегчат работу, позволят выполнить ее аккуратно и точно.
Любые упрощающие работу приспособления, имеют свои плюсы.
Магнитные держатели для сварки атрибут удобный. Их можно как купить в магазине (например в Мире Магнитов), так и сделать самостоятельно.
Предупреждение: использование самодельных несертифицированных устройств опасно для здоровья и грозит дефектами в изготавливаемых изделиях.
Данный атрибут полезный даже при выполнении простой разовой работы, он облегчит сварку изделий так как:
- Благодаря тому, что металлические элементы закреплены, сварщику удобно работать, он получает свободу действий;
- Сборка сварной конструкции начинается до приваривания с фиксации элементов, так сварить изделие сможет и один человек – магнитные приспособления для сварки работ снижают трудозатраты;
- Детали, закрепленные сварочными магнитами, стоят ровно и не сместятся, по этой причине получается аккуратный сварной шов:
- Собирая изделия повышенной точности магниты для сварки не только удобны, а необходимы;
- При большом количестве сварочных работ они снижают расход времени на проведение сварки;
- Нестандартные детали надежно крепятся без дополнительных приспособлений;
- Детали устанавливаются сварочными магнитами, как по горизонтали, так и по вертикали.


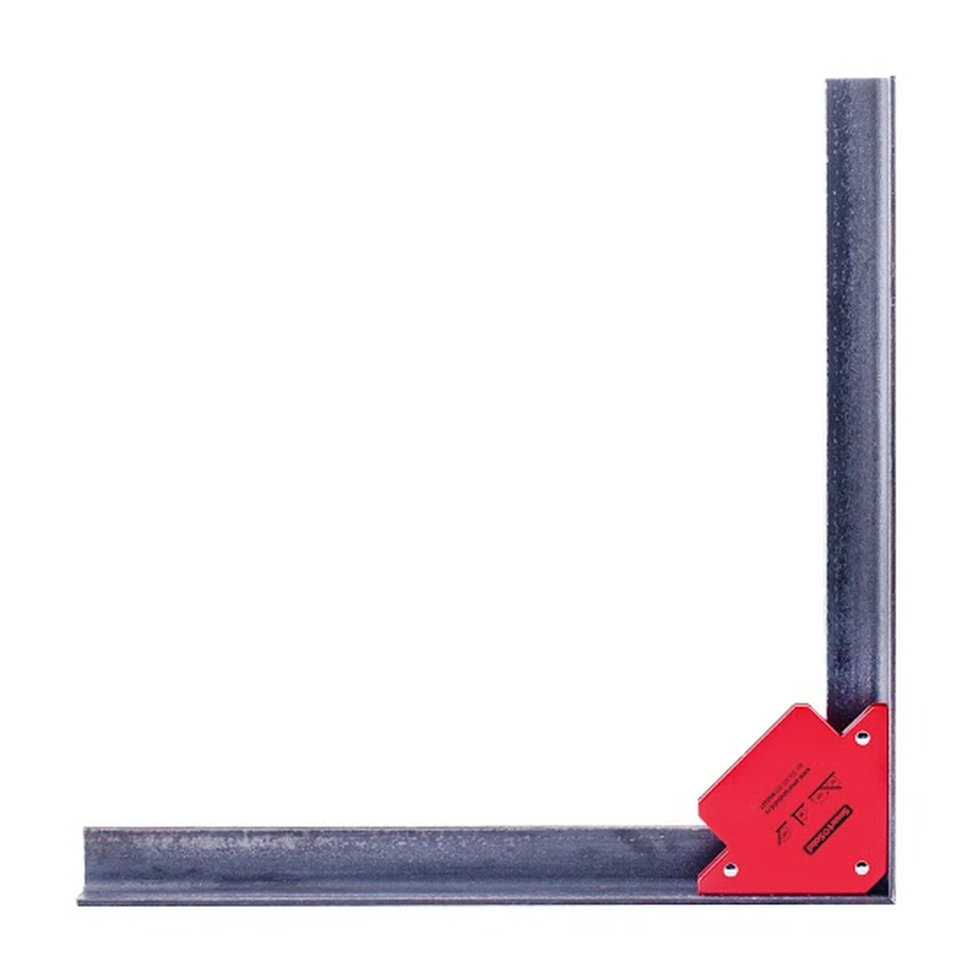
Магниты известных производителей имеют форму, позволяющую задать углы 45°, 60°, 90°, 135°, для надежного крепления деталей. Самостоятельно изготовленный магнит иногда слетал, заводское изделие дает возможность выполнить работу с любым углом без смещения детали.
Для сварки металлических конструкций используют разные магниты, они отличаются по форме, и по принципу действия:
- Простые магнитные уголки, позволяют устанавливать детали под необходимым углом;
- Магнитная струбцина, дает возможность сваривать конструкции любой точности и сложности, размещая привариваемые элементы под любым углом;
- Магнитный фиксатор оснащается отключаемым или постоянным магнитом – это позволяет после окончания сварки отключить магнит и снять фиксатор без усилий;
- Большинство угольников могут устанавливаться под разными углами – конструкция позволяет провести сварку различной сложности;
- У разных моделей уголков разная мощность – для фиксации деталей с большой массой, и для сварки больших конструкций требуются магниты большой мощности, а для бытовых работ и сваривания небольших изделий нужны слабо мощные сварочные магниты.

Чтобы получить хорошие результаты при сварке сложных изделий, нужно одновременно использовать разные магнитные приспособления.
Вот 7 наиболее распространенных:
Магнитные устройства. Внешне – 2 соединенные вместе металлические пластины, с установленным между ними магнитом. Углы бывают изменяемыми или закрепленными в одном положении.
Отключаемые магниты. Позволяют установить соединяемые части, включив магнитное поле. По окончании сварки его отключают и снимают одним движением. С такого магнита легко убрать металлическую стружку.
Установочные магниты. Используют для размещения частей свариваемой конструкции в необходимом положении. Могут иметь возможность отключения, что уменьшает воздействие магнитного поля, и позволяет без усилий переставить приспособление в другое место.
Магнит для сварки деталей под углом популярное приспособление, он отличается низкой стоимостью и простотой устройства. Это приспособление используется для закрепления металлических элементов в нужном положении при сварке различных конструкций.
Он позволяет быстро и надежно собрать части изделия, поможет при работе со стальными трубами, профилем и уголками и листовым металлом.
Магнитный уголок для сварки бывает 3 видов:
- Шестиугольным;
- Треугольным;
- Стреловидным.
Шестиугольное приспособление может устанавливаться под углами в:
- 30 градусов;
- 60 градусов;
- 75 градусов.
Треугольные и стреловидные устройства могут устанавливаться под углами в:
- 45 градусов;
- 90 градусов;
- 135 градусов.
Эти устройства облегчает сборку и сварку изделий, уменьшают затраты рабочего времени. Минус – небольшая сила магнита, у моделей низкой ценовой категории.
Отключаемые и включаемые* отключаемый магнитный угольник для сварки конструкций
* включает для сварщика (включаемый, магнит)
Использование включаемых и отключаемых магнитов позволяет уменьшить и упростить монтаж металлических конструкций. Они обладают преимуществами по сравнению с постоянными магнитами:
Они обладают преимуществами по сравнению с постоянными магнитами:
- Простота очистки выключенного магнита от мелкого металла;
- Возможность регулировки расположения свариваемых деталей при отключенном магните;
- Надежная фиксация элементов конструкции при включении магнита в определенном месте.
Преимущество такого приспособления в том, что его несложно снять после прихваток, всего одним движением. Магнитные уголки бывают шаблонными или универсальными. Стандартные изделия делают с фиксированными углами, а приспособления универсального назначения дают возможность сварить 2 части конструкции под любым необходимым углом.
Внимание! В конструкции иногда предусматривают V-образный паз. Он включает для сварщика возможность фиксировать даже очень маленькие металлические детали любой сложности.
Преимущества работы с магнитным угольником
Для выполнения любительских работ подойдут недорогие стандартные изделия, а вот для профессиональной сварки необходимы сложные четырехгранные и трехкоординатные приспособления – изготовленные из жаропрочных магнитов. Качественный магнитный держатель предназначенный для сварки металлоконструкций прочный на разрыв, выдерживает большие нагрузки, и стоек к механическим воздействиям. Магнитный угольник, имеющий необходимую мощность, должен надежно удерживать свариваемые части конструкции – это сделает самостоятельную работу легче и безопасней.
Качественный магнитный держатель предназначенный для сварки металлоконструкций прочный на разрыв, выдерживает большие нагрузки, и стоек к механическим воздействиям. Магнитный угольник, имеющий необходимую мощность, должен надежно удерживать свариваемые части конструкции – это сделает самостоятельную работу легче и безопасней.
Рекомендация! Чтобы было проще снимать магнитное приспособление желательно использовать отключаемые магнитные держатели.
Выбирать подходящий для работы магнитный держатель необходимо с учетом предполагаемых углов конструкции, массы используемого инструмента, мощности магнита.
Для профессионального сварщика важно выбрать подходящие магниты для сварки металлических изделий. Это позволит качественно выполнить работу без помощника.
При выборе нужно помнить:
- Нельзя использовать сварочные магниты малой мощности при сварке тяжелых конструкций. Под большим весом, слабый держатель не сможет фиксировать массивные детали. Но слишком мощное приспособление, усложнит работу из-за своих габаритов и большой массы. Нужен неодимовый или обычный магнит, подходящий для выполнения определенной задачи;
- Чаще всего используют треугольные приспособления. Их можно устанавливать под углами в 45, 90 и 135 градусов;
- Удобнее использовать отключаемые устройства.
- Нельзя использовать сварочные магниты малой мощности при сварке тяжелых конструкций. Под большим весом, слабый держатель не сможет фиксировать массивные детали.
 Но слишком мощное приспособление, усложнит работу из-за своих габаритов и большой массы. Нужен неодимовый или обычный магнит, подходящий для выполнения определенной задачи;
Но слишком мощное приспособление, усложнит работу из-за своих габаритов и большой массы. Нужен неодимовый или обычный магнит, подходящий для выполнения определенной задачи;Сварочные работы проводят на расстоянии от магнитного приспособления. Если оно нагреется, то качества магнита исчезнут. Также ему вредят сильные удары. Больше ограничений при использовании магнитных приспособлений для сварки нет.
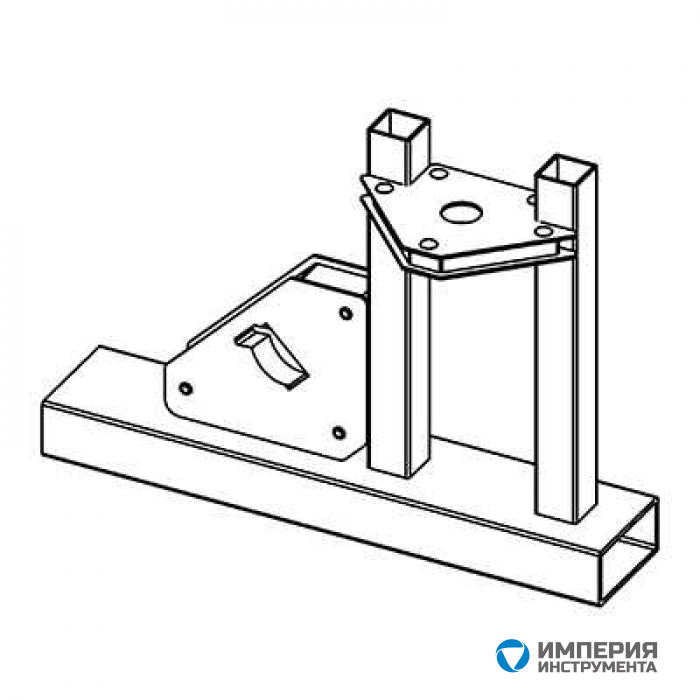
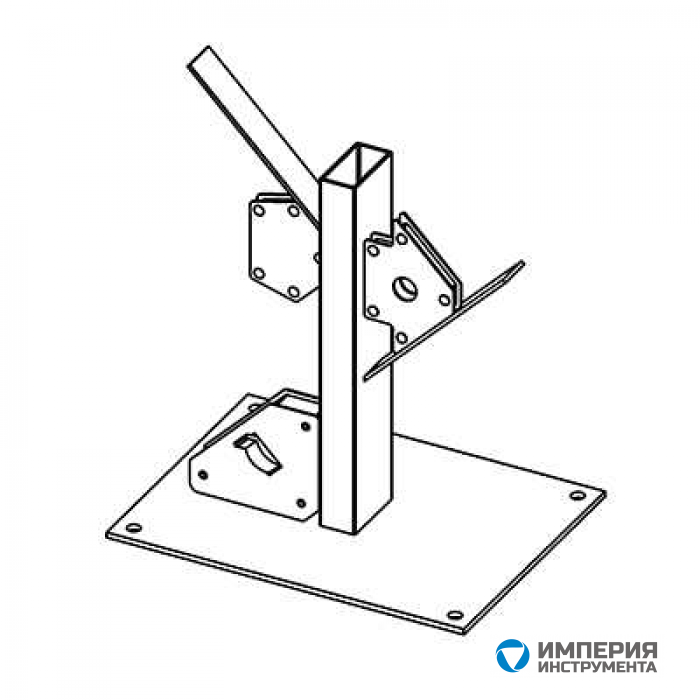
Можно сделать самостоятельно несложный магнитный угольник для сварки, из динамика стоящего в телевизоре. Изделие будет выглядеть таким образом.
Для работы подойдет любая марка стали. Пластины для изделия вырезают из листового металла вручную, или для работы используют болгарку. Самое важное точно вырезать углы приспособления.
После этого делают вкладыш, устанавливаемый между 2 пластинами, он нужен для увеличения жесткости изделия и для защиты магнита от металлических опилок. Подойдет любой материал, например, можно использовать фанеру, из которой вырезают заготовку треугольника с отверстием. Вставка делается на несколько миллиметров меньше пластин, это нужно чтобы вставка не мешала во время работы.
Подойдет любой материал, например, можно использовать фанеру, из которой вырезают заготовку треугольника с отверстием. Вставка делается на несколько миллиметров меньше пластин, это нужно чтобы вставка не мешала во время работы.
После этого собирают элементы сварочного уголка вместе, и, смазав части клеем крепят их алюминиевыми заклепками. Пластины держателя для сварки, сделанные своими руками, нужно устанавливать параллельно друг другу.
После того как клей застынет, нужно покрыть магнитный уголок грунтовкой, и окрасить в подходящий цвет.
В результате получите сварочный угольник, по своим характеристикам похожий на фирменный магнитный угольник. Важно при работе не нагревать магнит, иначе высокая температура станет причиной потери магнитных качеств.
Магнитные угольники для сварки своими руками
Доброго времени суток, уважаемые самоделкины!Эта статья будет интересна всем, кто часто сталкивается со сварочными работами.
 А они, как правило, требуют высокой точности и внимания. Учитывая, что работать приходится почти всегда одному, то держать две соединяемых детали очень проблематично. Можно применять струбцины и другие виды фиксаторов. Автор канала «Samodelki Vitmana» покажет как за несколько минут сделать приспособление, лучше подходящее для таких задач, магнитный угольник.
А они, как правило, требуют высокой точности и внимания. Учитывая, что работать приходится почти всегда одному, то держать две соединяемых детали очень проблематично. Можно применять струбцины и другие виды фиксаторов. Автор канала «Samodelki Vitmana» покажет как за несколько минут сделать приспособление, лучше подходящее для таких задач, магнитный угольник.Инструменты.
— Болгарка с зачистными дисками и обычными
— Сверлильный станок
— Дрель или шуруповерт
— Ленточная пила
— Ножовка по металлу
— Струбцины, тиски
— Штангенциркуль
— Линейка угольник.
Материалы.
— Магниты кольцевые
— Стальной прут 24 мм диаметром
— Стальной лист 2 мм толщиной
— Трубка стальная с диаметром 15 мм
Вот основные детали, с которых автор начнет сборку приспособления. Два магнита от микроволновой печи. И стальная пластина 2 мм.
Небольшой чертеж будущего уголка.
Процесс изготовления.
Размечает при помощи угольника лист.

Отрезав треугольники болгаркой, зачищает края, проверяет геометрию.
Автор будет делать сразу два угольника, поэтому вот такие четыре заготовки получились.
Ножовкой по металлу вырезает шесть втулок из стальной трубки. Они будут разделять между собой пластины по углам.
Затем, при помощи штангенциркуля наносит разметку на заготовки.
В местах пересечения линий нужно просверлить отверстия, там будут болты крепления и втулки. Перед сверлением кернит.
Затем, стягивает две заготовки струбцинами (это нужно для точного совпадения отверстий), и сверлит сразу две.
При помощи ленточной пилы отрезает от стального кругляка два цилиндра. Это будет втулка для магнита.
Так же кернит, и сверлит отверстие 6 мм.
После зачистки и покраски вот такой набор деталей получился.
Один уголок уже собран, показывает как собирать на примере второго. Сложного ничего нет.
Проверяет геометрию, все нормально.

И тесты на соединение под разными углами. Основных углов два — 90 и 45.
Спасибо автору за простую, но весьма полезную в хозяйстве сварщика приспособу!
Всем полезных инструментов!
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Магнитный угольник для сварки своими руками
Основной задачей этой конструкции является обеспечение точности стыковки двух изделий, чаще всего под углом 90 градусов. Однако профессиональные магнитные уголки позволяют удерживать детали под любым углом.
Однако профессиональные магнитные уголки позволяют удерживать детали под любым углом.
Преимущества магнитного угольника для сварки
- Магниты для сварки позволяют работать не только с листовым металлом, но и с изделиями сложной формы.
- Благодаря наличию магнита сварочные работы значительно упрощаются.
- Быстрая фиксация изделия под нужным углом.
- Сварочные магниты позволяют работать в любых плоскостях.
Магнитный угольник своими руками
Даже неопытный мастер с легкостью сможет сделать магнитный угольник для сварки своими руками. Для этого будут необходимы следующие материалы:
- Листовой металл толщиной 2-3 мм в разрезе;
- Магнит круглой формы;
- Болгарка;
- Винты, гайки.
- Перед тем как приступить к изготовлению изделия, лучше изучить схему магнитного угольника. Профессионалы рекомендуют начинающим использовать монолитные изделия. Шаблоны таких конструкций с легкостью можно найти в Интернете или создать для себя индивидуально.На металлическом листе делаем разметку будущего изделия. Важно, чтобы углы были максимально прямыми.
- С помощью болгарки обрезаем заготовки и проверяем их углы.
- Меняем режущий диск в болгарке на зачищающий и тщательно шлифуем изделие. Все углы двух пластин должны в точности совпадать. Если же что-то не совпадает, углы подгоняются до максимальной чистоты. Кроме этого, шлифуется и торцевая и лицевая части, чтобы ржавчина и другие дефекты не снизили силу магнитного поля.
- Фиксируем магнит между двух пластин и проводим сборку.
- Рассверливаем места креплений и собираем магнит для сварки с помощью винтов и гаек. Для сборки используются болты типа М6. Гайки накручиваются не только на конец болта, но и между металлическими пластинами, чтобы исключить сгиб изделия при вкручивании резьбового болта. Важно, чтобы круглый магнит не выступал за грани шаблонов. Хвостовики болтов, которые выходят на гайки, надо обрезать болгаркой.
- Проверяем расстояние между углами
- Магнитный уголок для сварки готов.
 Профессионалы рекомендуют начинающим использовать монолитные изделия. Шаблоны таких конструкций с легкостью можно найти в Интернете или создать для себя индивидуально.На металлическом листе делаем разметку будущего изделия. Важно, чтобы углы были максимально прямыми.
Профессионалы рекомендуют начинающим использовать монолитные изделия. Шаблоны таких конструкций с легкостью можно найти в Интернете или создать для себя индивидуально.На металлическом листе делаем разметку будущего изделия. Важно, чтобы углы были максимально прямыми. Важно, чтобы круглый магнит не выступал за грани шаблонов. Хвостовики болтов, которые выходят на гайки, надо обрезать болгаркой.
Важно, чтобы круглый магнит не выступал за грани шаблонов. Хвостовики болтов, которые выходят на гайки, надо обрезать болгаркой.При использовании как самодельных уголков, так и купленных в магазине, не стоит забывать о рабочих температурных режимах. Так, сварка магния требует весьма низких температур, другим же сплавам необходим более сильный нагрев, что может привести к потере магнитных свойств уголка.
Магнитный уголок и другие виды механизмов, и приспособлений для сварки
Магнитные угольники для сварки помогают выполнить фиксацию и установку на них всех требуемых элементов в необходимом положении. Использование магнитного угольника дает возможность экономить силы и время при работе со сварочным инструментом. Помимо этого, использование угольника дает возможность улучшить качество крепления обрабатываемых деталей и заготовок.
Приспособления для сварочных работ
На сегодняшний день существует очень большое количество всевозможных приспособлений и устройств, которые помогают облегчить выполнение сварочных работ. Отдельное место среди этих устройств занимают магнитные приспособления для сварки. Их конструкция дает возможность делать надежную фиксацию соединяемых деталей с помощью магнитного притяжения.
Самую большую популярность среди них имеют магнитные устройства для сварочных угловых работ (так называемые магнитные угольники). Этих устройств сегодня существует огромное множество, и они отличаются между собой не только формой, но и наличием в их конструкции вспомогательных приспособлений (элементов), которые помогают упростить крепление разных обрабатываемых деталей друг с другом. Помимо этого, некоторые отдельные магнитные угольники дают возможность делать изменение угла фиксации.
Сварочные магнитные угольники, во время выполнения работ, дают возможность крепить друг с другом такие части, как:
- листовые детали;
- рамные конструкции;
- металлические стойки.

Эта возможность объясняется их универсальностью угольника в конструкции. В случае если же использование уголка не дает возможности сделать требуемое крепление, тогда он используется одновременно с другими фиксаторами.
Среди этих устройств можно выделить отдельно держатель Mag Tab, в конструкции которого находится две опорные плоскости. Данные плоскости могут изменять угол своего положения, помимо этого, в них установлены магниты, которые упрощают их крепление к основанию. Также фиксатор оборудован двумя крепежными плоскостями, дающими возможность зафиксировать обрабатываемые части. Они находятся под углом 90 градусов касательно друг друга и имеют невысокую степень свободы, которая позволяет сделать необходимую подгонку перед началом сварочных работ.
Данные магнитные держатели имеют довольно большую силу притяжения, это дает возможность создавать повышенную силу сцепления и статичность обрабатываемого материала во время сварки.
Иные устройства для сварки
Хоть магнитный угольник для сварки и позволяет облегчить процедуру выполнения работ, но в это же время есть еще и более простые приспособления для сварки. К ним относятся специальные зажимы и струбцины, при этом их цена намного ниже. Помимо этого, соорудить эти струбцины можно и своими силами, учитывая ваши личные потребности.
К ним относятся специальные зажимы и струбцины, при этом их цена намного ниже. Помимо этого, соорудить эти струбцины можно и своими силами, учитывая ваши личные потребности.Данные приспособления могут служить намного дольше намагниченных, так как наличие повышенных температур во время сварки приводит к снижению магнитного поля. То есть, чем дольше вы будете эксплуатировать магнитный уголок, тем слабее он начинает выполнять намагничивание деталей.
Также среди приспособлений, которые облегчают процесс сварки, можно выделить газовые линзы. Эти линзы дают возможность стабилизировать скорость расхода газа во время аргонодуговой сварки, создавая защиту газу. Газовая защита происходит за счет регулировки доступа воздуха, не допуская его подсоса и появления чрезмерной турбулентности на потоке газа.
Эти линзы оборудованы сеткой с мелкой ячейкой, которая обеспечивает равномерное поступление подачи газа. Линзы крепятся вместо стандартных цанговых зажимов, причем также необходимо заменить сопло горелки. Как правило, газовые линзы используются для сварки титана либо иных цветных металлов.
Как правило, газовые линзы используются для сварки титана либо иных цветных металлов.
Однако подобное приспособление имеет и свои определенные недостатки. Среди недостатков можно выделить такие, как:
- Повышенный расход газа и снижение угла обзора (видимости) во время проведения сварочных работ. Обзорность снижается из-за большого диаметра сопла, что может создавать плохую проварку креплений.
- Во время сварочных работ с цветными металлами необходимо соблюдение определенных условий работы. Для чего понадобится еще одно из устройств – металлический кожух. Металлический кожух в народе еще имеет название «сапожок», он имеет функцию дополнительной защиты. Сапожок выполняет защиту прилегающих к участку сварки деталей от расплавления.
Тем более актуальна такая защита во время обработки титановых сплавов. Это объясняется тем, что, если рабочая температура поднимается выше 420 градусов, то расплавленный титан начинает вступать в реакцию с газами. Эта реакция приводит к снижению прочностных показателей и образованию высокой хрупкости металла.
Эта реакция приводит к снижению прочностных показателей и образованию высокой хрупкости металла.
Для качественной работы защитного кожуха его конструкция обязана быть в соответствии с геометрией обрабатываемого элемента и характеристики используемой горелки. Довольно часто кожух изготавливают своими руками.
Фартуки для сварочных работ
Кроме защитных кожухов, также могут использоваться эластичные фартуки. Эти приспособления используют для обработки цилиндрических деталей, так как их конструкция дает возможность огибать округлые формы. Делаются защитные фартуки из медной фольги или тонких листов меди.
Струбцины для сварочных работ
Чтобы фартук был удобней использовать, им пользуются одновременно со струбцинами. Струбцины помогают зафиксировать соединяемые детали друг с другом. Это особенно актуально тогда, когда после тщательной и продолжительной подгонки двух деталей они расходятся даже при небольшом касании электрода. Но такая ситуация может осложниться тем, что разъехавшиеся элементы могут быть соединены друг с другом, и это будет выявлено лишь после охлаждения шва. Использование струбцин помогает не допустить появления таких ситуаций и не приведет к дальнейшему исправлению работ.
Использование струбцин помогает не допустить появления таких ситуаций и не приведет к дальнейшему исправлению работ.В случае если сварка применяется в масштабном производстве каких-то деталей, то целесообразней использовать специальные механизмы, которые дают возможность легко кантовать и удобно укладывать заготовки. Эти приспособления дают возможность автоматизировать весь процесс работы. Естественно, для установки их в домашних условиях они довольно громоздки и имеют очень большую стоимость. Для индивидуального пользования чаще всего используются приспособления, которые не только делают легче сварочные работы, но и облегчают сборку всех частей и узлов обрабатываемых деталей.
Эти приспособления делятся на два основных вида:
- установочные;
- закрепляющие.
Закрепляющие механизмы дают возможность выполнять прочное крепление при помощи разных фиксаторов.
Установочные приспособления дают возможность поставить деталь в нужном положении. Среди этих механизмов можно выделить такие, как шаблоны, упоры и призмы.
Среди этих механизмов можно выделить такие, как шаблоны, упоры и призмы.
Но бывают и универсальные механизмы, которые объединяют в себе и закрепляющую, и установочную функции.
При помощи упоров делается крепление на основных поверхностях. Упоры могут быть съемной или выкидной конструкции и производятся из стальных пластин и брусков, которые фиксируются болтами. Угольники дают возможность делать поворот деталей под определенным углом 30-90 гр. Универсальные механизмы считаются самыми удобными в использовании. При помощи их соединяются детали друг с другом и стягиваются болтами. Точную подгонку деталей можно сделать при помощи эксцентриков.Таким образом, все эти приспособления позволяют производить сварку одному человеку, потому как сборка и фиксация элементов происходит не во время сварки, а перед ней. Также их можно использовать для фиксации элементов и во время порезки, чтобы не допустить падения элементов конструкции.
 youtube.com/embed/azIi8HrBUR0″/> Оцените статью: Поделитесь с друзьями!
youtube.com/embed/azIi8HrBUR0″/> Оцените статью: Поделитесь с друзьями!уголки и другие сварочные держатели. Как сделать угольник своими руками для сварки металлоконструкций?
Очень часто для качественного выполнения сварочных работ различной сложности одного только опыта и сноровки оказывается недостаточно. Именно по этой причине арсенал современных мастеров включает в себя довольно широкий перечень просто незаменимых устройств и приспособлений. Сейчас на просторах Всемирной паутины все чаще можно встретить публикации на тему «Знакомимся с магнитами в виде держателей и уголков для сварки». Речь в данном случае идет о компактных конструкциях, обеспечивающих надежную фиксацию металлических элементов.
Что это и для чего нужны?
Любой опытный специалист знает, что в подавляющем большинстве случаев подготовительный процесс для выполнения сварочных работ требует больше времени, чем непосредственно сама сварка.
Важно учитывать, что подобные манипуляции и их результат напрямую влияют на качество выполняемых работ. И это актуально как для строительных конструкций, так и более сложных изделий.
При недостаточной фиксации часто собранные и подготовленные конструкции смещаются или вовсе разваливаются после контакта со сварочным электродом. Еще один вариант развития событий – это низкое качество швов. В таком случае на исправление ошибок, как правило, уходит немало времени и материала. Избежать подобных неприятностей и дополнительных затрат помогут различные фиксаторы в виде зажимов или же струбцин. Однако сейчас рекордными темпами растет популярность магнитов для сварки.
Однако сейчас рекордными темпами растет популярность магнитов для сварки.
В процессе выполнения различных сварочных работ описываемые фиксаторы применяют для:
- комфортного и оперативного скрепления деталей на этапе монтажа;
- правильного расположения элементов конструкции по отношению друг к другу;
- оперативной сборки;
- крепления деталей под определенными углами;
- максимально точной сварки;
- эффективной замены габаритных струбцин и других зажимов.
При помощи описываемых приспособлений можно быстро и с максимальной точностью регулировать крепеж и осуществлять сборку конструкций практически любой сложности. Сила сцепления подобных магнитов варьируется в диапазоне 10-50 кг и позволяет выполнять работы как с фасонными изделиями, так и листовым металлом. К главным достоинствам магнитных фиксаторов относятся следующие важные моменты.
Сила сцепления подобных магнитов варьируется в диапазоне 10-50 кг и позволяет выполнять работы как с фасонными изделиями, так и листовым металлом. К главным достоинствам магнитных фиксаторов относятся следующие важные моменты.
- Возможность монтажа конструкций, в том числе и с трубами, имеющими круглое сечение.
- Стандартные наборы держателей имеют углы 30, 60, 45, 90 и 135 градусов. Помимо этого, производители предлагают потенциальным покупателям и универсальные приспособления.
- В отличие от привычных многим струбцин, магниты максимально упрощают подготовку к сварке и сокращают продолжительность данного процесса.
- Возможность выполнения практически всех работ без помощников.
- Фиксаторы могут использоваться в любой плоскости и на любых поверхностях.
- За счет предустановленных углов магниты широко и эффективно применяются в проточном производстве разных изделий.
Стоит заметить, что на сегодняшний день рассматриваемые приспособления в некоторых случаях являются уже не рекомендацией.
 В зависимости от особенностей производства, сварочные магниты могут быть неотъемлемой частью процесса сварки.
В зависимости от особенностей производства, сварочные магниты могут быть неотъемлемой частью процесса сварки.Разнообразие видов
Основная задача любого сварщика – это создание шва, по всем своим характеристикам не уступающего металлу, из которого выполнены соединяемые конструктивные элементы. При создании как сложных, так и простых изделий и конструкций, не обойтись без угольников и других фиксаторов на базе неодимовых магнитов разной формы.
Жестко зафиксировать собираемую конструкцию можно, конечно, при помощи более привычных устройств. Речь в данном случае идет о струбцинах и распорках разных габаритов и конфигурации. Помимо этого, достаточно широко используются установочно-крепежные устройства и закрепляющие приспособления.
Каждый из перечисленных видов имеет свои конструктивные особенности, а также явные плюсы и не менее значимые недостатки. В том или ином конкретном случае выбор делается с учетом особенностей используемых материалов и специфики проводимых сварочных работ. Со своей стороны современные приспособления на основе качественных магнитов смогли гармонично объединить все основные плюсы уже существующих крепежных устройств.
В том или ином конкретном случае выбор делается с учетом особенностей используемых материалов и специфики проводимых сварочных работ. Со своей стороны современные приспособления на основе качественных магнитов смогли гармонично объединить все основные плюсы уже существующих крепежных устройств.
На сегодняшний день можно выделить несколько разновидностей рассматриваемых приспособлений.
- Магнитные треугольники. Конструктивно это две металлические пластины треугольной формы, между которыми располагаются магниты. Углы данной конструкции могут быть фиксированными или же регулируемыми.
- Отключаемые магниты. В фиксаторах данной категории присутствует такое элемент, как активатор магнитного поля. После завершения сварочных работ снять держатель можно, просто воспользовавшись выключателем.
 В фиксаторах данной категории присутствует такое элемент, как активатор магнитного поля. После завершения сварочных работ снять держатель можно, просто воспользовавшись выключателем.
В фиксаторах данной категории присутствует такое элемент, как активатор магнитного поля. После завершения сварочных работ снять держатель можно, просто воспользовавшись выключателем.- Установочные магниты, представляющие собой устройства, которые могут быть монолитными или же иметь довольно сложную форму. С их помощью мастера выставляют все элементы будущего изделия под нужными углами в соответствующем положении относительно друг друга. Жесткая фиксация обеспечивает максимальное качество сварочных швов, от которых зависят все эксплуатационные показатели будущей металлоконструкции. Основными элементами таких удерживающих приспособлений могут быть как обычные неодимовые, так и упомянутые выше управляемые (отключаемые) магниты.

Независимо от особенностей конструкции и функциональности, все доступные на сегодня магнитные фиксаторы для выполнения сварочных работ можно разделить на две основные категории. И речь в данном случае идет об универсальных приспособлениях и более простой модификации держателей, то есть, угольниках.
Универсальные
При описании данной разновидности магнитных фиксаторов в первую очередь следует акцентировать внимание на такой важной характеристике, как функциональность. Благодаря соответствующим эксплуатационным показателям такие устройства широко используются в самых разных сферах и отраслях. Они позволяют с минимальными временными затратами и усилиями соединять под любыми углами разнообразные элементы. При этом последние могут иметь плоскую, цилиндрическую и даже угловатую конфигурацию.
Они позволяют с минимальными временными затратами и усилиями соединять под любыми углами разнообразные элементы. При этом последние могут иметь плоскую, цилиндрическую и даже угловатую конфигурацию.
Важно также учитывать, что универсальные магниты могут фиксировать детали будущего изделия в двух плоскостях: горизонтальной и вертикальной. Подобная возможность обеспечивается за счет регулировки углов фиксаторов в широком диапазоне. Помимо всего прочего, к неоспоримым преимуществам таких держателей относится повышенная устойчивость к воздействию высоких температур. В итоге устройства способны выдерживать брызги раскаленного металла, которые часто являются неотъемлемой составляющей процесса сварки.
Максимальная точность установки всех соединяемых элементов обеспечивает ровность, качество и эстетичность сварочного шва. В итоге применение универсальных магнитных держателей позволяет мастеру существенно расширить область деятельности. Параллельно многократно уменьшаются физические затраты и максимально ускоряется выполнения работ любой сложности. Также в перечень явных плюсов входят удобное позиционирование, максимальная простота использования, отсутствие воздействия на сварочную дугу и повышенное усилие магнитного поля.
В итоге применение универсальных магнитных держателей позволяет мастеру существенно расширить область деятельности. Параллельно многократно уменьшаются физические затраты и максимально ускоряется выполнения работ любой сложности. Также в перечень явных плюсов входят удобное позиционирование, максимальная простота использования, отсутствие воздействия на сварочную дугу и повышенное усилие магнитного поля.
Говоря о минусах, стоит отметить достаточно высокую стоимость и возможность приобретения держателей преимущественно в специализированных торговых точках.
Угловые
На данный момент это наиболее распространенный тип магнитных приспособлений для сварки. К его главным отличительным чертам относятся простота конструкции и максимально доступная стоимость. Угольники позволяют оперативно и более чем надежно соединить в одно целое элементы будущих металлоконструкций. Они могут быть металлическими уголками, профилями, а также трубами разного сечения. Помимо всего прочего, магнитные угольники эффективно используют при работе с заготовками из листового металла.
Угольники позволяют оперативно и более чем надежно соединить в одно целое элементы будущих металлоконструкций. Они могут быть металлическими уголками, профилями, а также трубами разного сечения. Помимо всего прочего, магнитные угольники эффективно используют при работе с заготовками из листового металла.
Подобные приспособления могут быть стреловидными, треугольными или шестиугольными. В первом и втором случае речь идет об устройствах, с помощью которых можно закреплять детали под углами 45, 90 и 135 градусов. Угловой диапазон шестиугольных сварочных магнитов включает в себя также отметки 30, 60 и 75 градусов.
Как выбрать?
Ключевым моментом в данном случае будут особенности будущей эксплуатации фиксирующего приспособления. Если речь идет о разовом или же крайне редком использовании, то оптимальным решением будут максимально дешевые устройства, покупка которых не «ударит по карману». Тем же, кто специализируется на монтажных и сварочных работах, стоит рассмотреть более качественные и функциональные модели. Речь идет, конечно же, об универсальных сварочных держателях с магнитами.
Если речь идет о разовом или же крайне редком использовании, то оптимальным решением будут максимально дешевые устройства, покупка которых не «ударит по карману». Тем же, кто специализируется на монтажных и сварочных работах, стоит рассмотреть более качественные и функциональные модели. Речь идет, конечно же, об универсальных сварочных держателях с магнитами.
Профессионалы в своем арсенале имеют, как правило, наборы описываемых приспособлений.
Особое внимание уделяется удерживающей силе магнитов. Логично, что чем сильнее магнитное поле устройства, тем дольше оно способно сохранять свои удерживающие свойства. В итоге обеспечивается максимально жесткое и надежное соединение конструктивных элементов. Однако в данной ситуации следует упомянуть один важный момент. При выборе качественных, сильных магнитов необходимо убедиться в том, что фиксатор получится снимать самостоятельно. В некоторых случаях оптимальным и наиболее рациональным решением будет выбор в пользу отключаемых моделей сварочных держателей.
Однако в данной ситуации следует упомянуть один важный момент. При выборе качественных, сильных магнитов необходимо убедиться в том, что фиксатор получится снимать самостоятельно. В некоторых случаях оптимальным и наиболее рациональным решением будет выбор в пользу отключаемых моделей сварочных держателей.
Следующий основной критерий – это, конечно же, качество изделия в целом и магнитов в частности. К сожалению, некоторые начинающие сварщики при выборе инструмента иногда забывают о данном параметре. При этом от качества магнитов напрямую зависят эксплуатационные свойства и, прежде всего, срок службы устройства.
Также не стоит забывать о том, что фиксаторы располагаются в непосредственной близости от мест сварки, поэтому подвергаются тепловому воздействию.
Помимо всего уже перечисленного, при выборе сварочного магнита стоит уделить внимание финансовой стороне вопроса. Если требуется выбрать приспособление для использования в домашней мастерской, то можно обойтись представителями бюджетной ценовой категории. Для выполнения более сложных работ уже понадобятся сложные конструкции с изменяемыми углами и имеющие высокую удерживающую силу. Естественно, они обойдутся намного дороже.
Если требуется выбрать приспособление для использования в домашней мастерской, то можно обойтись представителями бюджетной ценовой категории. Для выполнения более сложных работ уже понадобятся сложные конструкции с изменяемыми углами и имеющие высокую удерживающую силу. Естественно, они обойдутся намного дороже.
Как пользоваться?
Как уже было отмечено, сварочные магниты становятся незаменимыми помощниками современных мастеров, поскольку помогают упростить и ускорить выполнение всех работ. Параллельно существенно повышается качество швов при выполнении даже самых сложных задач. Однако в конечном результате все будет зависеть от навыков сварщика и его умения правильно использовать магнитные держатели.
С одной стороны каких-либо особенных правил применения описываемых приспособлений не существует. В то же время рекомендуется учитывать следующие важные моменты.
В то же время рекомендуется учитывать следующие важные моменты.
- При использовании магнитов для сварки следует особое внимание уделять углам, под которыми на этапе подготовки крепятся элементы будущей конструкции по отношению друг к другу. Максимально упрощают весь процесс универсальные модели с регулируемыми параметрами.
- Рассматриваемые сварочные приспособления отличаются, прежде всего, максимальной простотой эксплуатации. Параллельно каждый магнит способен эффективно заменить собой громоздкие струбцины, распорки и целые конструкции, предназначенные для фиксации соединяемых металлических деталей. Использовать магниты можно в любых, даже самых сложных условиях. Также стоит учитывать, что эти устройства практически не требуют обслуживания и характеризуются длительным сроком службы.
- В некоторых ситуациях могут возникать проблемы при снятии магнитов после завершения всех работ. Здесь важно учитывать силу магнитного поля приспособлений. Опытные специалисты рекомендуют на этапе выбора фиксаторов объективно оценивать свои физические возможности. При появлении сомнений предпочтение отдавать отключаемым моделям.
 При появлении сомнений предпочтение отдавать отключаемым моделям.
При появлении сомнений предпочтение отдавать отключаемым моделям.Главным недостатком рассматриваемого инструмента является отсутствие возможности его использования при работе с диамагнетиками. При создании конструкций из металлов, которые не притягиваются магнитами, придется использовать традиционные приспособления в виде привычных струбцин, крепежей и распорок.
Делаем магнитный уголок самостоятельно
В первую очередь стоит определиться с тем, как можно сделать своими руками простой магнитный угольник. Речь в данном случае идет о максимально простом приспособлении, чертежи которого можно найти на многих сайтах в свободном доступе. С одной стороны такие держатели стоят недорого. В то же время существует возможность максимально минимизировать расходы за счет самодельных держателей.
С одной стороны такие держатели стоят недорого. В то же время существует возможность максимально минимизировать расходы за счет самодельных держателей.
Процесс изготовления угольника с магнитами будет напрямую зависеть от имеющихся или потенциально доступных материалов и инструментов.
Простейший вариант предусматривает наличие таких составляющих.
- Лист металла, толщина которого составляет не превышает 3 миллиметров. Выбирать в данном случае следует сплавы и другие материалы, не притягиваемые магнитами.
- Круглые магниты, являющийся составной частью динамиков.
- Втулки (желательно пластиковые).
- Крепежные элементы в виде винтов и гаек.
Алгоритм действий в данном случае предусматривает следующие шаги.
- Разметить лист металла с учетом требуемых углов будущего фиксатора. От точности разметки будут зависеть характеристики будущего приспособления.
- Вырезать две одинаковые заготовки и тщательно обработать их края.
- Подготовить втулки, в качестве которых можно использовать, к примеру, одинаковые кусочки полипропиленовой трубы. Торцы данных элементов должны быть ровными и качественно обработанными. Естественно, все втулки должны быть одного размера.
- Зафиксировать магнит любым доступным и наиболее удобным способом.
- Разметить точки крепления, сделать отверстия под винты и собрать конструкцию.
 От точности разметки будут зависеть характеристики будущего приспособления.
От точности разметки будут зависеть характеристики будущего приспособления.По аналогии с обычным угольником можно изготовить практически любой, включая регулируемый, магнитный держатель. Прежде всего потребуется четко определиться с формой и функциональностью изделия. По скачанному из интернета или созданному шаблону вырезаются заготовки из листового железа. На следующем этапе необходимо заняться расположением и надежным креплением магнитов.
Для этого вполне можно использовать пластик или дерево.
Магниты в итоге должны разместиться между двумя внешними пластинами. В зависимости от мощности и конструктивных особенностей, толщина фиксатора составит от 10 до 50 мм. В соответствии с многочисленными отзывами удобнее всего использовать неодимовые магниты, имеющие отверстия, которые условно называют «под саморез». Однако можно использовать и любые другие элементы при условии их качественной обработки и надежной фиксации в корпусе сварочного держателя.
Как в ситуации с простейшим угольником, на завершающем этапе потребуется разметить и просверлить отверстия под крепеж во всех элементах фиксатора.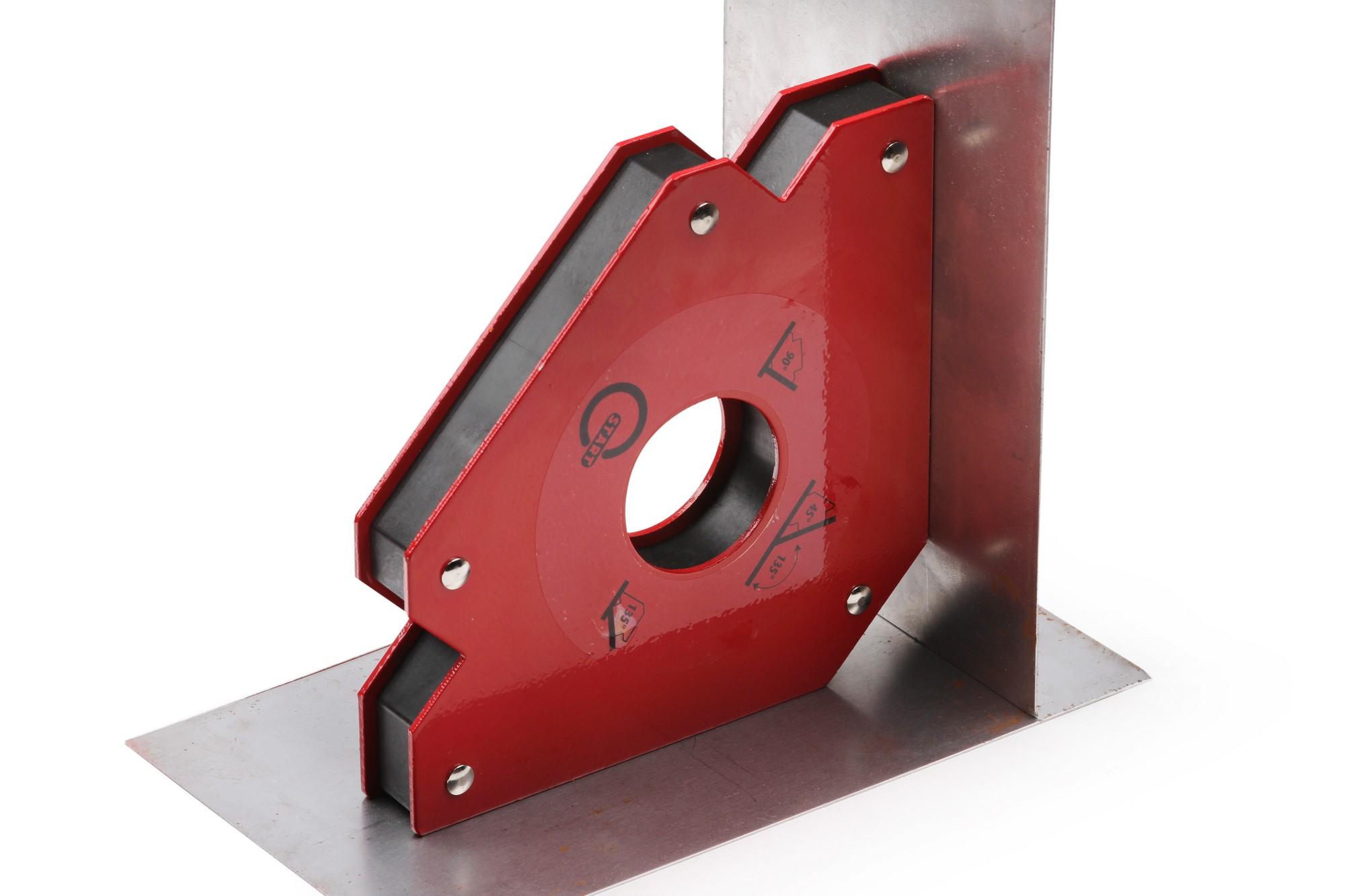 Важно учитывать, что ключевым моментом всего процесса создания самодельных приспособлений является их геометрия.
Важно учитывать, что ключевым моментом всего процесса создания самодельных приспособлений является их геометрия.
При отсутствии соответствующих навыков рациональнее будет сделать выбор в пользу покупных устройств.
О том, как применять в работе магниты для сварки, смотрите в следующем видео.
угольники-уголки (отключаемые и неотключаемые), держатели массы и горелки, зеркала для сварки; обзор оснастки и приспособлений, а также как сделать своими руками
Для качественного проведения сварочных работ необходимо грамотно осуществить подготовительные процедуры. Много времени у исполнителя отнимает процесс фиксации свариваемых заготовок. К тому же собранная конструкция может развалится от контакта с оборудованием или электродом. Сварщику понадобится затратить немало времени и сил на восстановление. Чтобы избежать подобных ситуаций были созданы специальные магнитные аксессуары, предназначенные для фиксации деталей. Такие компактные устройства позволяют не прибегать к помощи коллег и экономить время на создание дополнительных приспособлений большего масштаба (например, “третья рука”).
Много времени у исполнителя отнимает процесс фиксации свариваемых заготовок. К тому же собранная конструкция может развалится от контакта с оборудованием или электродом. Сварщику понадобится затратить немало времени и сил на восстановление. Чтобы избежать подобных ситуаций были созданы специальные магнитные аксессуары, предназначенные для фиксации деталей. Такие компактные устройства позволяют не прибегать к помощи коллег и экономить время на создание дополнительных приспособлений большего масштаба (например, “третья рука”).
Какие бывают фиксаторы для работ по сварке
Существует достаточно большое количество дополнительных приспособлений для фиксации заготовок. Они не являются обязательными предметами для сварщика, но значительно облегчают выполнение работ и повышают качество полученного соединения.
Важно! Следует отметить, что в понятие “магнит” могут входит различные устройства.
Далее мы рассмотрим приспособления различной конфигурации.
Уголки-угольники
Магнитные уголки являются простейшим вид изделия для фиксации свариваемых деталей под необходимым углом. Основное достоинство подобных приспособлений – сокращение времени, затрачиваемого на подготовительные процедуры, а также снижение трудоемкости процесса.
Держатели имеют простую конструкцию – две металлические пластины, между которых расположен магнит. Поэтому возможность поломки крайне мала. Компактные размеры делают работу с ними простой и удобной. Исполнитель имеет возможность зафиксировать детали практически под любыми углами.
БАРС
- Магнитный угольник БАРС MF-75 предназначен для фиксации металлических конструкций при сварке, пайке, сборке и монтаже, подходят для разметки и клеймения различных деталей, а также для размагничивания инструментов.
- Приспособление применяется для работы с круглыми и прямоугольными трубами, полосами, профилями, уголками, листовым, сплошным и другими формами металла.
- Основной материал – оксид железа (Fe3O4) способен притянуть изделие с силой в 75LBS (34 кгс).
- Углы: 45, 90 и 135 градусов.
- Вес – 1000 гр.
- Размеры: 155 мм. х 100 мм. х 16 мм.
- Достоинства: надежная фиксация заготовок; отличная замена тяжелым зажимам; позволяют освободить руки сварщика; быстрый сбор металлической стружки; облегчают монтаж; сокращают время проведения работ; разнообразные углы крепления.

Видео
Ниже показан ролик рекламный, но он хорошо дает представление о возможностях, открываемых с данного типа оснасткой.
Почему лучше покупать сразу набор
Производители и поставщики реализуют магниты для сварки поштучно. Большинство сварочных работ осуществляется с четырехугольными конструкциями. Поэтому рекомендуется приобретать полный набор держателей – 4 штуки. Наличие комплекта позволит не отвлекаться от работы.
Поэтому рекомендуется приобретать полный набор держателей – 4 штуки. Наличие комплекта позволит не отвлекаться от работы.
Для сложных конструкций может пригодиться и гораздо большее, чем 4 штуки, количество.
Держатели массы
Держатель массы (другие названия: клемма заземления, зажим массы) является нужным приспособлением для сварщика. Клемма массы позволит исключить возможность поражения током и станет гарантом получения надежного и качественного соединения. Промышленностью предоставляются устройства для контакта массы различных типов: прищепка, магнитный зажим, струбцина и центратор. Рассмотрим плюсы и минусы именно магнитных представителей этого рода оснастки (все зажимы массы более подробно рассмотрены в отдельной статье).
Независимо от вида держатели обладают следующими важными преимуществами: удобство применения и скорость работ. Также следует отметить достоинства магнитных держателей:
- применяются для фиксации заготовок различной конфигурации, размеров и диаметров, в отличие от типа “прищепка”;
- успешно используется в труднодоступных местах;
- надежность крепления осуществляется за счет большой площади контакта с заготовкой;
- простота конструкции и отсутствие сложных элементов обеспечивают продолжительный срок службы;
- выдерживают значительные нагрузки и напряжения.

Минусы магнитных держателей:
- эффект “магнитного дутья” и отклонение дуги;
- невозможность применения для работы с изделиями из цветных металлов;
- если магнит является неотключаемым, к нему прилипает различный мусор, поэтому его следует периодически чистить;
- перегрев, который случается в случае крепления массы на грязную или ржавую поверхность, может привести к размагничиванию;
- неудобство крепления магнита к заготовкам маленького размера: пруток или арматура.
Преимущества и недостатки других типов представлены в статье “Зажим массы”.[ads-pc-2][ads-mob-2]
PROFI
- Магнитная клемма заземления PROFI предназначен для присоединения к заземлению сварочного кабеля.
- Магнитное основание обеспечивает прекрасное крепление на металлических поверхностях различной формы.
- В местах подключения приспособление дает надежный контакт.
- Небольшая область соприкосновения исключает возможность перегрева.
- Ручка позволяет легко снимать клемму с детали.
- Вес – 400 гр.

Держатели горелки
Держатель представляет собой опору с магнитным основанием, использующуюся для хранения МИГ/МАГ и ТИГ горелок. Приспособление удерживает оборудование, когда оно не используется.
Эксплуатация таких держателей позволяет избежать возможность повреждения горелки, увеличить срок службы сопел для нее, а также повышает удобство выполнения работ.
Особенно важно применение держателей при хранении газовых горелок, так как их сопла трескаются при соприкосновении с холодной поверхностью, на которую кладется оснащение.
Магнитное основание гарантирует устойчивость конструкции, которая может быть расположена на сварочном столе или может крепиться на рабочий аппарат.
ESAB
- Простой и практичный держатель, подходящий для большинства моделей горелок.
Зеркало магнитное сварочное
Магнитное зеркало сварщика предназначено для осмотра и контроля качества сварных швов, облегчает осуществление работ в труднодоступных местах. Магнит позволяет прикреплять зеркало к любой металлической поверхности и не держать его в руках. Большинство моделей имеют гибкий штатив (ножку), что позволяет повернуть приспособление под любым углом. Сварщикам предлагаются и другие типы зеркал сварщика, которые будут проанализированы в отдельной статье.
Магнит позволяет прикреплять зеркало к любой металлической поверхности и не держать его в руках. Большинство моделей имеют гибкий штатив (ножку), что позволяет повернуть приспособление под любым углом. Сварщикам предлагаются и другие типы зеркал сварщика, которые будут проанализированы в отдельной статье.
CIMCO
- Страна производства – Германия.
- Долговечный магнит.
- Гибкая латунная штанга с шарнирным соединением.
- Вес – 460 гр.
- Длина – 500 мм.
Отключаемые и неотключаемые приспособления
Магнитные держатели для сварки могут быть постоянными и отключаемыми. Второй тип крепится к деталям посредством включения активатора магнитного поля. Подобные приспособления имеют следующие достоинства, в сравнении с обычными магнитами: быстрое снятие осуществляется одним поворотом выключателя; возможность отключения магнитного поля позволяет легко очищать устройство от стружки и другого мелкого мусора. Единственным недостатком является более высокая стоимость.
Единственным недостатком является более высокая стоимость.
Foxweld SHIFT-7
- Отключаемый магнитный угольник предназначен для предварительной сборки и фиксации деталей при осуществлении работ по сварке, резке (предотвращает падение частей конструкции) и монтажу, также подходит как элемент для удержания заготовок.
- Прост в использовании, что позволяет выполнять все работы одному человеку.
- Приспособление подходит для любых работ с металлическими предметами.
Размеры
Магнитные приспособления отличаются небольшими габаритами, которые и делают их такими востребованными. Параметры длины, ширины и высоты оснастки с магнитами могут варьироваться, но независимо от модели и производителя все они компактны и удобны в работе. Средний вес изделия составляет порядка 1 кг.
Самым важным показателем является сила притяжения (удержания или прижима) магнитных уголков. Производители и поставщики могут указывать этот параметр в фунтах (LBS или lbs) и в килограммах (кгс).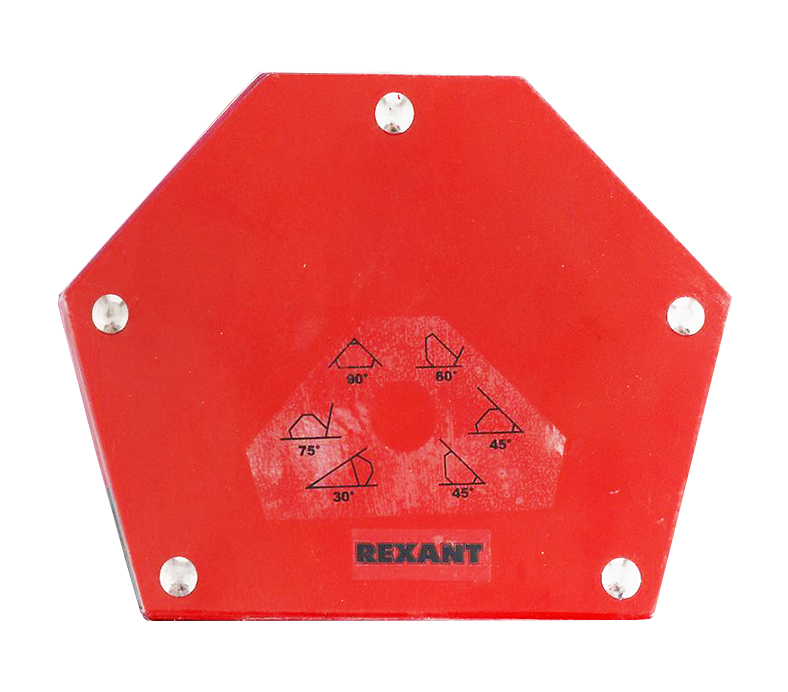 Максимальная величина этого показателя равняется 34 кгс или 75 lbs. Также можно встретить следующие величины: 11; 13; 22; 23; 24 кгс и другие.
Максимальная величина этого показателя равняется 34 кгс или 75 lbs. Также можно встретить следующие величины: 11; 13; 22; 23; 24 кгс и другие.
Важно! Чем выше данный параметр, тем более тяжелые детали магнит может “держать” и тем лучше осуществляется фиксация. Не стоит для принятия решения о покупке принимать в расчет размеры в сантиметрах, лучше смотреть на силу притяжения.
В зависимости от поставленных задач следует выбирать необходимую модель.[ads-pc-3][ads-mob-3]
Своими руками
Некоторые мастера любят создавать приспособления самостоятельно, а не покупать промышленный вариант. Для таких исполнителей далее представлена инструкция по изготовлению всех типов аксессуаров с магнитами. Мы не призываем копировать приведенные ниже инструкции и видеоролики, а предлагаем рассматривать их как подсказки для идей.
Угольник – держатель
Магнитные уголки для сварочных работ имеет довольно простую конструкцию, поэтому сделать подобное изделие своими руками просто. Мастеру понадобится металлический лист толщиной 2-3 мм.; магнит; крепежные изделия: винты и гайки.
Мастеру понадобится металлический лист толщиной 2-3 мм.; магнит; крепежные изделия: винты и гайки.
Алгоритм изготовления:
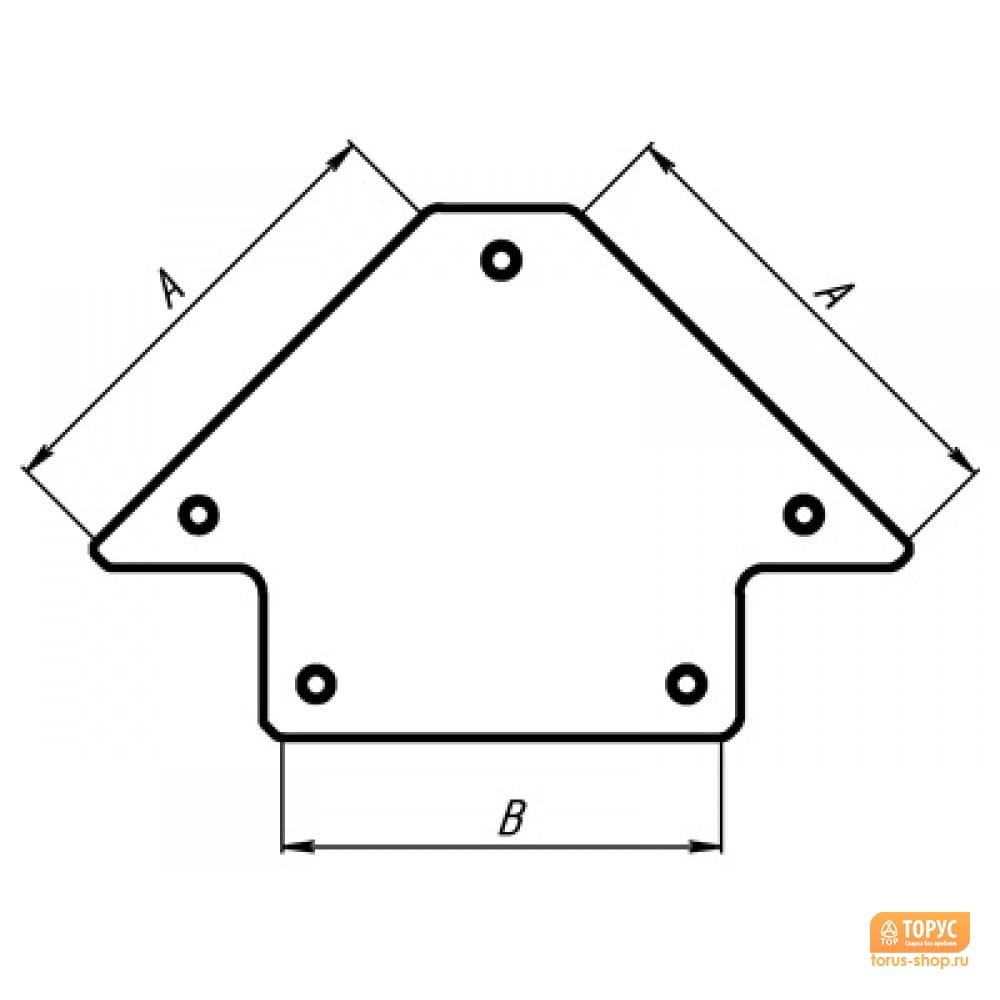
1. На металлическом листе с помощью линейки и фломастера необходимо вычертить контур будущего изделия. Форма может быть разной, но наиболее оптимальной конфигурацией являются треугольник и трапеция.
Важно! Углы должны быть максимально прямыми.
2. Болгаркой нужно вырезать две заготовки одинаковой величины и формы, затем отшлифовать их с торцевой и лицевой сторон.
Важно! Углы обоих пластин должны совпадать.
3. Магнит фиксируется между заготовок, производится сборка.
4. Для сборки следует высверлить отверстия: для треугольной формы – три, для трапеции – пять. С помощью болтов и гаек нужно собрать изделие. Гайки необходимо накрутить не только на конец болта, но и между металлическими пластинами для предотвращения изгиба изделия при вкручивании болтов.
5. Хвостики болтов, выходящие за пределы гаек, следует обрезать.
Хвостики болтов, выходящие за пределы гаек, следует обрезать.
Важно! Следует выбирать немагнитные болты или гайки. Если таковых в распоряжении нет, то можно использовать алюминиевые или медные трубки в качестве торцевых заглушек. Это исключит возможность загрязнения магнита и его размагничивания.
6. Рекомендуется еще раз проверить расстояние между углами.
7. Магнитный уголок готов к использованию.
Видео
Держатели горелки
Держатель горелки имеет более сложную конструкцию, поэтому необходимо будет приложить больше усилий для его самостоятельного изготовления. Исполнителю понадобится магнит, крепежные изделия: немагнитный болт и гайка, металлический лист 3-4 мм.
Опора держателя может быть различной формы. Сварщик может вырезать заготовку, шаблон которой будет аналогичен промышленным моделям, а также разработать индивидуальную форму. Все зависит от умения пользоваться болгаркой, поставленных задач и фантазии сварщика.
- Из листового металла необходимо вырезать заготовку нужной конфигурации и отшлифовать ее с торцевой и лицевой сторон.
- На расстоянии 20-30 мм. от нижнего края согнуть заготовку под прямым углом, затем прикрутить изделие к магнитному основанию.
- Хвостик болта, выходящий за пределы гайки, следует обрезать.
- Приспособление готово к применению.
Держатели массы
Процесс изготовления держателя массы отличается простотой. Сварщику понадобится минимум инструментов. Необходимые детали могут оказаться под рукой. Подробная и понятная любому мастеру инструкция представлена в отдельной статье. Видео поможет наглядно изучить процесс.
Сварочное зеркало
Ориентируясь на покупное, умелец-самодельщик сможет смастерить самодельное магнитное зеркало сварщика
Для изготовления магнитного зеркала для сварки исполнителю не понадобится выполнять раскрой металла. В наличии должны быть магнит, латунная гнущаяся штанга длиной 400-500 мм., зеркало, габариты которого не превышают 100 мм. с одной стороны; крепежные изделия; шарнирный держатель.
С помощью шарнирного держателя зеркало крепится к гибкой штанге, которая после с помощью болтов и гаек крепится к магниту.
Делать или купить
Ознакомившись с процессом изготовления магнитных приспособлений каждый исполнитель сможет решить создать изделие своими руками или приобрести “готовое”. Вариант самостоятельного изготовления подойдет для исполнителей, которые любят мастерить что-либо самостоятельно. Кроме этого, не всегда в продаже можно найти нужную или желаемую модель приспособления. Для выполнения некоторых работ сварщику необходим угольник нестандартной формы, для получения угла нужной величины.
Профессиональные сварщики предпочитают приобретать готовое изделие, это позволяет экономить время.[ads-pc-4][ads-mob-4]
Производители
CIMCO – немецкая компания, предлагающая широкий ассортимент безопасного и качественного инструмента для различных сфер деятельности. Предприятие постоянно работает над внедрением современных технологий в производственный процесс.
ESAB – шведский промышленный концерн, один из лидеров рынка по производству и поставке продукции
Foxweld – торгово-производственная компания, предлагающая широкий спектр качественной продукции для сварщиков: оборудование, инструмент, расходные материалы, аксессуары.
БАРС – российский бренд сварочного оборудования и дополнительных приспособлений, безупречное качество которых обеспечивается строгой проверкой всех этапов производственного процесса. Производитель постоянно совершенствует свою продукцию.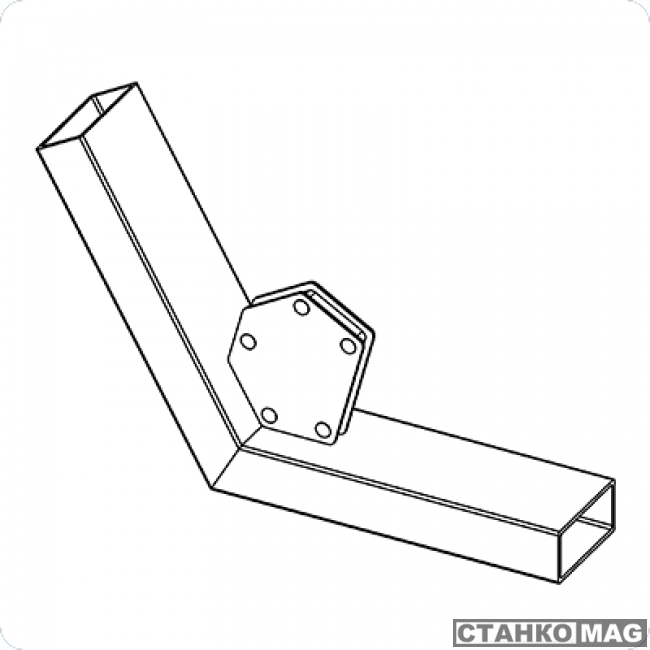
Где купить
Раздел “Где купить электроды” содержит широкий перечень торговых компаний, реализующих всю необходимую продукцию для сварки. Предприятия продают и дополнительные средства – сварочные магниты различных видов. Качественные приспособления являются незаменимыми помощниками для получения надежных соединений. Магниты значительно упростят работы разной степени сложности. Они широко применяются и профессиональными специалистами, и сварщиками-любителями.
Фитинги для стыковой сварки Общие — Отводы для стыковой сварки 45, 90 и 180 градусов
Колено 45 ° — 90 ° — 180 ° LR / SR
Функция колена — изменять направление или поток в системе трубопроводов. По умолчанию существует 5 возможностей: отводы на 45 °, 90 ° и 180 °, все три в версии с «длинным радиусом», и, кроме того, отводы на 90 ° и 180 ° в версии с «коротким радиусом».
Длинный и короткий радиус
Колена разделены на две группы, определяющие расстояние, на котором они меняют направление; центральная линия одного конца к противоположной грани.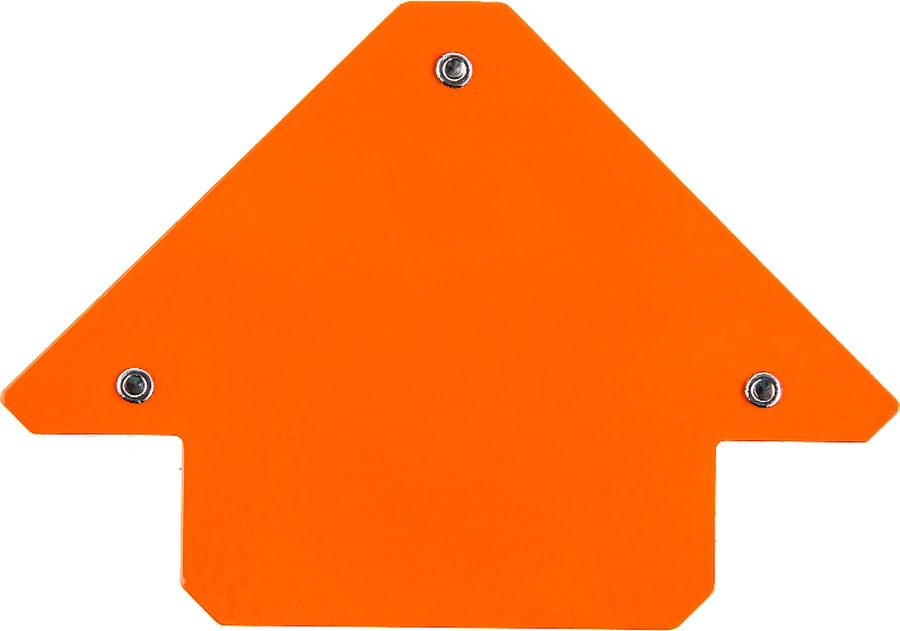 Это расстояние известно как расстояние от центра до лица и эквивалентно радиусу, на который сгибается колено.
Это расстояние известно как расстояние от центра до лица и эквивалентно радиусу, на который сгибается колено.
Расстояние от центра до торца для колена с «длинным» радиусом, сокращенно LR, всегда равно «1½ x номинальный размер трубы (NPS) (1½D)», а расстояние от центра до поверхности для колена с «коротким» радиусом, сокращенно SR даже равно до номинального диаметра трубы.
Здесь, например, вы найдете расстояние
между центрами колен NPS 2
(расстояние A на изображении)
1. 90 ° -LR: = 1½ x 2 (NPS) x 25,4 A = 76,2 мм
2. 180 ° -LR: = 2-кратное отклонение 90 ° LR A = 152,4 мм
3. 90 ° -SR: = 2 (NPS) x 25,4 A = 50,8 мм
4. 180 ° -SR: = 2-кратное угловое колено 90 ° A = 101,6 мм
Колена 3D в качестве примера рассчитываются по формуле:
3 (D) x 2 (NPS) x 25,4
Колено 45 °
Функция колена 45 ° такая же, как и колена 90 °, но размеры отличаются от размеров колена 90 °.
Радиус изгиба 45 ° такой же, как радиус 90 ° LR (1½D). Однако размер от центра к поверхности не эквивалентен радиусу, как в коленах 90 ° LR. Это измеряется от каждой грани до точки пересечения перпендикулярных друг другу центральных линий, расстояния B на изображении. Это связано с меньшей степенью изгиба. Отводы с коротким радиусом 45 ° недоступны.
Стандарты
Чаще всего применяется вариант с длинным радиусом 90 ° и коленом 45 °, тогда как отвод с коротким радиусом 90 ° применяется, если места слишком мало.Функция колена на 180 ° заключается в изменении направления потока на 180 °. Оба типа LR и SR имеют расстояние от центра до центра в два раза больше, чем соответствующие колена 90 °. Эти фитинги обычно используются в печах или других нагревательных или охлаждающих установках.
Размеры, допуски на размеры и другие изображения можно найти в главном меню «Фитинги».
В дополнение к определенным коленам существует переходное колено, которое представляет собой колено с различными диаметрами на концах. Поскольку этот отвод для многих поставщиков не является стандартным и, следовательно, вероятно, имеет высокую цену при длительном сроке поставки, использование «обычного» отвода с отдельным редуктором является вариантом, если ситуация позволяет.
Поскольку этот отвод для многих поставщиков не является стандартным и, следовательно, вероятно, имеет высокую цену при длительном сроке поставки, использование «обычного» отвода с отдельным редуктором является вариантом, если ситуация позволяет.
Колена с другим углом могут быть изготовлены из стандартного колена. Тип с более длинным радиусом, размер от центра к поверхности, например в три раза больше номинального размера (3D), даже есть в наличии.
Размеры, допуски на размеры и т. Д. Для колен с длинным и коротким радиусом определены в ASME B16.9.
Толщина стенки колена
Самым слабым местом локтя является внутренний радиус. ASME B16.9 стандартизирует только размеры от центра к поверхности и некоторые допуски на размер «прямоугольности».Толщина стенки даже в месте расположения линии шва стандартизована, но не на остальной части колена. В стандарте указано, что минимальный допуск будет в пределах 12,5% от минимальной заказанной толщины стенки трубы. Максимальный допуск указан только на концах фитинга.
Максимальный допуск указан только на концах фитинга.
Многие поставщики колен (и тройников) для стыковой сварки предоставляют на один график большей толщины, чтобы после формования оставалась достаточная толщина стенки.
Фитинги для стыковой сварки (стыковой сварки) — колено — переходник
Что такое фитинг для стыковой сварки (стыковой сварки)?
Фитинг под сварку встык — это свариваемый трубный фитинг, который позволяет изменять направление потока, отводить, уменьшать размер трубы или присоединять дополнительное оборудование.Фитинги из кованой стали под сварку встык производятся в соответствии с ANSI / ASME B16.9.
Фитинги для стыковой сварки доступны в виде колен, тройников, заглушек, переходников и выходов (olets). Эти фитинги являются наиболее распространенным типом сварных фитингов для труб и определяются номинальным размером трубы и спецификацией труб. Фитинги для стыковой сварки используют бесшовные или сварные трубы в качестве исходного материала и формируются (с помощью нескольких процессов), чтобы получить форму колен, тройников, переходников и т.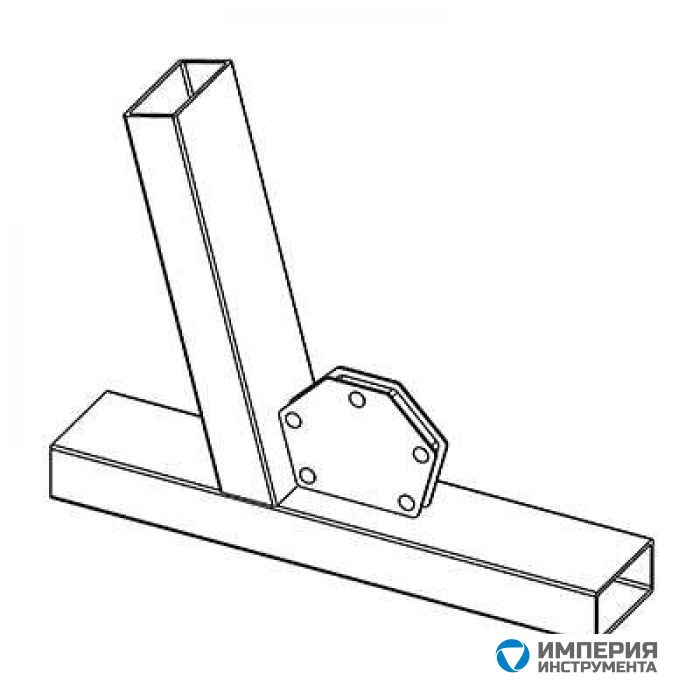 Д. Так же, как труба продается из Приложений 10 к Приложению 160, фитинги для стыковых сварных труб продаются так же.Сварные фитинги под приварку встык чаще используются из нержавеющей стали из-за их стоимости. Фитинги Sch 10 также более распространены в фитингах из нержавеющей стали под сварку встык.
Д. Так же, как труба продается из Приложений 10 к Приложению 160, фитинги для стыковых сварных труб продаются так же.Сварные фитинги под приварку встык чаще используются из нержавеющей стали из-за их стоимости. Фитинги Sch 10 также более распространены в фитингах из нержавеющей стали под сварку встык.
Обычным материалом для фитингов под приварку встык являются A234 WPB (также доступны A и C), углеродистая сталь с высоким пределом текучести, нержавеющая сталь 304 и 316, а также никелевые сплавы.
Размеры фитингов для стыковой сварки
Просмотрите нашу большую коллекцию фитингов для труб из углеродистой стали и нержавеющей стали под сварку встык по мгновенным ценам онлайн!
Видео ниже дает краткий обзор фитингов под сварку встык.
* см. Стенограмму видео в конце страницы
Фитинги под сварку встык состоят из колена с длинным радиусом, концентрического переходника, эксцентрических переходников и тройников. Они являются важной частью промышленных трубопроводных систем для изменения направления, разветвления или механического присоединения оборудования к системе. Фитинги под приварку продаются с номинальными размерами труб с указанным графиком. Размеры и допуски фитингов BW определены в соответствии со стандартом ASME B16.9.
Они являются важной частью промышленных трубопроводных систем для изменения направления, разветвления или механического присоединения оборудования к системе. Фитинги под приварку продаются с номинальными размерами труб с указанным графиком. Размеры и допуски фитингов BW определены в соответствии со стандартом ASME B16.9.
для стыковой сварки также называются фитингами для сварных труб. Эти сварные фитинги из углеродистой и нержавеющей стали обладают многими преимуществами по сравнению с резьбовыми и приварными фитингами. Последние доступны только с номинальным размером до 4 дюймов, тогда как фитинги под сварку встык доступны в размерах от ½ до 72 дюймов. Некоторые из преимуществ фитингов под сварку встык:
Типы фитингов для стыковой сварки
Сварные фитинги из углеродистой и нержавеющей стали представляют собой соединительные элементы, которые делают возможным монтаж клапанов, труб и оборудования на трубопроводной системе.Сварные фитинги дополняют фланцы труб в любой трубопроводной системе и позволяют;
- Изменение направления потока в системе трубопроводов
- Соединение или соединение труб и оборудования
- Обеспечение ответвлений, подъездов и отводов для вспомогательного оборудования
Типичный пример использования сварных фитингов — труба, уменьшенная с помощью концентрического переходника, приваренная к фланцу приварной шейки и подсоединенная к оборудованию. На рисунке ниже представлена полная коллекция фитингов, приваренных встык
На рисунке ниже представлена полная коллекция фитингов, приваренных встык
Коллекция фитингов для стыковой сварки
LR 90 Колено: Фитинги, меняющие направление в системе трубопроводов, называются коленами.Изменение направления указывается в градусах, например, 45 или 90. Колено с длинным радиусом 90 градусов имеет центральную линию на расстоянии 1,5 x NPS от конца колена. Колено 3R имеет центральную линию на расстоянии 3 x NPS от конца колена.
LR 45 Колено: Колено 45 градусов с большим радиусом изменяет направление на 45 градусов.
SR90 Колено: Короткий радиус колена 90 градусов такое же, как у LR90, за исключением того, что расстояние между концом колена и центральной линией составляет 1 x NPS.
LR Изгиб на 180 градусов: Большой радиус изгиба на 180 градусов позволяет полностью изменить направление потока.Расстояние между концом колена и центральной линией составляет 3 x NPS.
SR Изгиб на 180 градусов: Короткий радиус изгиба на 180 градусов позволяет полностью изменить направление потока, но при более крутом повороте. Расстояние между концом колена и центральной линией составляет 1 x NPS.
Тройник: Труба под сварку встык Тройник обеспечивает ответвление на 90 градусов от напорной трубы. Это позволяет подключать к трубе вспомогательное оборудование. С двух сторон к трубе приваривают тройник, оставляя ответвление открытым для ответвления.
Переходной тройник: Переходной тройник под сварку встык имеет ответвление, которое меньше основного участка. Это позволяет выполнить ответвление на меньшую трубу оборудования от основного участка.
Концентрический переходник: Концентрический переходник также называется сварной концентрической муфтой. Он позволяет соединять большую трубу с меньшей трубой с помощью сварки. Концентрический переходник позволяет сварное соединение двух труб с одинаковой центральной линией.
Эксцентриковый переходник: Эксцентриковый переходник также называется сварной эксцентриковой муфтой.Это позволяет приваривать большую трубу к трубе меньшего размера со смещенной центральной линией. Смещение центральной линии эксцентрикового редуктора составляет; Смещение = 1/2 x (наибольший ID — наименьший ID)
Сварочная бобышка: Сварочная бобышка, также называемая сварочным патрубком, представляет собой способ соединения сварного соединения, имеющего контур внизу, чтобы соответствовать контуру трубы. Таким образом, один конец сварочного патрубка приваривается к трубе, а другой конец открыт для приваривания к любой другой трубе или оборудованию.Сварочный патрубок требует указания размера выпускного отверстия и «размера участка» трубы, чтобы контур соответствовал контуру трубы. Размер сварочного патрубка всегда будет меньше размера участка, например, сварочный патрубок 1/2 «можно использовать на трубе (размер участка) 1/2» и больше.
Приварной штуцер: Втулочный конец используется с фланцем, соединенным внахлест, который приваривается к трубе.
Фитинги для стыковой сварки со скосом
Все сварные фитинги имеют скошенные концы для облегчения сварки.Этот скос в большинстве случаев позволяет выполнить сварной шов с полным проплавлением. Есть два типа фаски;
Обычная фаска и составная фаска.
Спецификации и стандарты на фитинги для стыковой сварки
Сварные фитинги изготавливаются в соответствии со спецификацией ASME B16.9. ASME B16.9 распространяется на сварочные фитинги из кованой стали заводского изготовления размером от 1/2 до 48 дюймов. Однако этот стандарт не распространяется на фитинги для стыковой сварки под низким давлением, устойчивые к коррозии. См. MSS SP-43, Кованые фитинги из нержавеющей стали для стыковой сварки.
Общие материалы для сварных фитингов
Сварной фитинг из углеродистой стали: A234 WPB — наиболее распространенный материал, используемый для изготовления фитингов из углеродистой стали, сваренных встык.
ASTM A234 WPB — это стандартная спецификация для трубопроводных фитингов из кованой углеродистой и легированной стали для работы при умеренных и высоких температурах.
Технические характеристики
ASTM: A234 WPB
ASME: B16.9, B.11
NACE: MRO175
MSS: SP-83, SP-95
Химический состав%
Марка | К | млн | п. | S | Si | Кр | Пн | Ni | Cu | Прочие |
– | – | – | макс. | макс. | – | – | – | – | – | – |
WPB | 0.3 | 0,29–1,06 | 0,05 | 0,058 | 0,1 | 0,4 | 0,15 | 0,4 | 0,4 | В 0,08 |
(1,2,3,4,5) | макс. | – | – | – | мин. | макс. | макс. | макс. | макс. | макс. |

- Фитинги из прутка или пластины могут иметь 0. 35 макс углерода.
- Фитинги, изготовленные из поковок, могут содержать не более 0,35 углерода и не более 0,35 кремния без мин.
- Для каждого уменьшения на 0,01% ниже указанного максимума углерода допускается увеличение на 0,06% марганца сверх указанного максимума, но не более 1,35%.
- Сумма меди, никеля, ниобия и молибдена не должна превышать 1,00%.
- Сумма ниобия и молибдена не должна превышать 0,32%.
 35 макс углерода.
35 макс углерода.Фитинги для стыковой сварки нержавеющей стали:
Выпускаются фитинги из нержавеющей стали под сварку встык из марок 316 и 304.
304 / 304L (UNS S30400 / S30403)
Химический состав%
К | Кр | млн | Ni | п. | S | Si |
МАКС | – | МАКС | – | МАКС | МАКС | МАКС |
0. | 18,0–20,0 | 2,00 | 8,0-13,0 | 0,045 | 0,030 | 1,00 |
 035
035Требования к растяжению
Предел прочности при растяжении: (KSI) = 60
Предел текучести: (KSI) = 35
(KSI преобразуется в MPA {мегапаскали} путем умножения на 6.895)
316 / 316L (UNS S31600 / S31603)
Химический состав%
К | Кр | млн | Пн | Ni | п. | S | Si |
МАКС | – | МАКС | – | Макс | МАКС | МАКС | |
0. | 16,0–18,0 | 2,00 | 2,0–3,0 | 10,0-14,0 | 0,045 | 0,030 | 1,00 |
 035
035Требования к растяжению
Предел прочности при растяжении: (KSI) = 70
Предел текучести: (KSI) = 25
(KSI преобразуется в MPA {мегапаскали} путем умножения на 6.895)
Как изготавливается фитинг под сварку встык?
Фитинг для стыковой сварки труб изготавливается методом горячей штамповки, который включает гибку и придание формы. Исходным материалом для стыковых сварных фитингов является труба, которую нарезают на нужную длину, нагревают и формуют в определенные формы с помощью красителей. Также проводится термообработка для снятия остаточных напряжений и получения требуемых механических свойств. Прочтите ссылку здесь, чтобы получить более подробную информацию об изготовлении фитингов под сварку встык.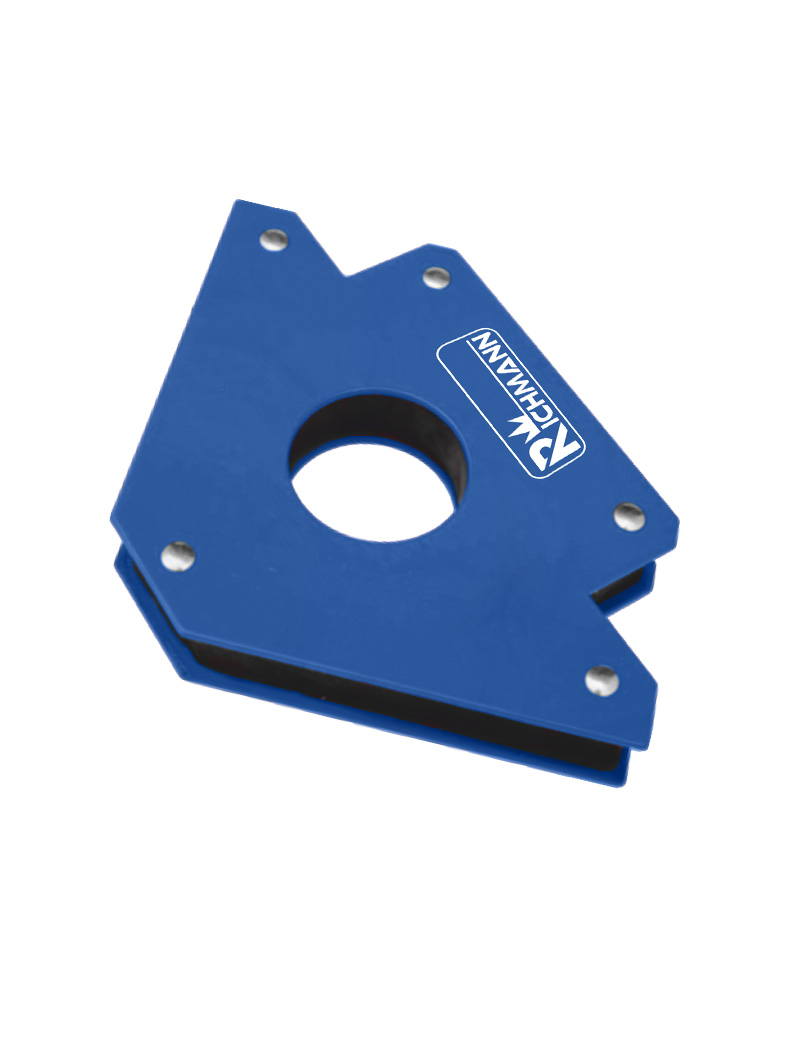
Преимущества фитингов для стыковой сварки
- Сварное соединение обеспечивает более надежное соединение
- Сплошная металлическая конструкция увеличивает прочность трубопроводной системы
- Фитинги под сварку встык с соответствующими схемами труб, обеспечивают непрерывный поток внутри трубы.Сварной шов с полным проплавлением и правильно подогнанный отвод LR 90, переходник, концентрический переходник и т. Д. Обеспечивает постепенный переход через сварные фитинги.
- Возможность различного радиуса поворота с использованием короткого радиуса (SR), большого радиуса (LR) или колена 3R
- Рентабельность по сравнению с их дорогими ответными частями с резьбой или сваркой враструб. Сварные фитинги из нержавеющей стали
- также доступны в SCH 10, что позволяет использовать более тонкие стенки. Фитинги под сварку встык из нержавеющей стали
- чаще встречаются в конфигурациях SCH 10 и SCH 40.
Все фитинги под приварку встык имеют скошенные концы в соответствии со стандартом ASME B16. 25. Это помогает создать сварной шов с полным проплавлением без какой-либо дополнительной подготовки, необходимой для стыковой сварки.
25. Это помогает создать сварной шов с полным проплавлением без какой-либо дополнительной подготовки, необходимой для стыковой сварки.
Фитинги для стыковой сварки чаще всего изготавливаются из углеродистой стали, нержавеющей стали, никелевого сплава, алюминия и материалов с высоким пределом текучести. Высокопрочные фитинги из углеродистой стали под сварку встык доступны в вариантах A234-WPB, A234-WPC, A420-WPL6, Y-52, Y-60, Y-65, Y-70. Все фитинги WPL6 отожжены и совместимы с NACE MR0157 и NACE MR0103.
Trupply — один из крупнейших дистрибьюторов трубных фланцев и фитингов. Мы обрабатываем сотни запросов каждый день. Некоторые из распространенных заблуждений рассматриваются в разделе вопросов и ответов ниже;
Вопросы и ответы
- Заказчик запросил фитинги для стыковой сварки из стали A105: Наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234WPB. Он эквивалентен фланцу A105, однако не существует такого понятия, как фитинг для стыковой сварки A105 или A106 .
- Заказчик запрашивает «нормализованные» фитинги под сварку встык: Это тоже заблуждение, поскольку фланцы доступны в размерах A105 и A105 N, где N означает нормализованные.Однако такого понятия, как A234WPB N , не существует. Некоторые производители нормализуют свои фитинги для стыковой сварки в качестве стандартной процедуры, и такой запрос требует проверки индивидуальных сертификатов испытаний материалов, чтобы убедиться, что был проведен нормализованный процесс термообработки. Заказчику, которому нужны «нормализованные» фитинги под сварку встык, следует запросить фитинги WPL6, которые обладают высокой текучестью и нормализованы как стандартная процедура
- Заказчик забывает указать спецификацию труб: Фитинги под сварку встык продаются в соответствии с размером трубы, но спецификация трубы должна быть указана так, чтобы внутренний диаметр фитинга соответствовал внутреннему диаметру трубы.Если график не указан, мы будем считать, что требуется стандартная стена.
- Различия между SCH 40 и True Schedule 40: Трубные фитинги 12 дюймов или больше требуют указания, является ли фитинг стандартным настенным (обычно обозначается sch 40) или требуется настоящий график 40. Это необходимо, поскольку таблица 40 НЕ соответствует стандартной стене для труб диаметром 12 дюймов и больше. Настоящий sch 40 будет толще, чем стандартная стенка для фитингов 12 дюймов или больше.
- Различия между SCH 80 и True Schedule 80 : Для труб размером 10 дюймов и выше, sch 80 НЕ соответствует XH.Заказчик должен указать, хочет ли он перегородку SCH 80 или XH.
- Фитинги для стыковой сварки из нержавеющей стали доступны в списке 10s. : Заказчик должен указать, нужны ли им фитинги для стыковой сварки со стандартной стенкой (sch 40s) или с более тонкими стенками. См. Диаграмму , чтобы пояснить, как толщина стенки труб из нержавеющей стали соотносится с различными спецификациями труб.
- Заказчик забывает указать сварные или бесшовные фитинги для стыковой сварки. : Фитинги для стыковых сварных соединений доступны как в сварной, так и в бесшовной конфигурации.Фитинги из углеродистой стали или нержавеющей стали, выполненные стыковой сваркой, изготавливаются из бесшовных труб и, как правило, дороже. Бесшовные фитинги НЕ распространены для размеров больше 12 дюймов. Сварные фитинги изготавливаются из сварных труб из углеродистой стали или нержавеющей стали. Они доступны в размерах от ½ «до 72» и более доступны по цене, чем бесшовные фитинги.


Что означает короткий радиус (SR) или длинный радиус (LR)?
Вы часто будете слышать локоть SR45 или локоть LR45. 45 или 90 обозначают угол изгиба фитинга под сварку для изменения направления потока.Колено с большим радиусом (Колено LR 90 или Колено LR 45) будет иметь изгиб трубы, который будет в 1,5 раза больше трубы. Итак, 6-дюймовый LR 90 имеет радиус изгиба, который в 1,5 раза больше номинального размера трубы. Колено с коротким радиусом (SR45 или SR90) имеет изгиб трубы, равный размеру фитинга, поэтому 6-дюймовый SR 45 имеет радиус изгиба, равный 6-дюймовому номинальному размеру трубы.
Колено с коротким радиусом (SR45 или SR90) имеет изгиб трубы, равный размеру фитинга, поэтому 6-дюймовый SR 45 имеет радиус изгиба, равный 6-дюймовому номинальному размеру трубы.
Что такое угловой фитинг 3R или 3D?
Во-первых, термин 3R или 3D используется как синоним. Отвод под сварку встык 3R имеет радиус изгиба в 3 раза превышающий номинальный размер трубы.Колено 3R более гладкое, чем фитинги SR или LR.
Переходник для сварных труб
Фитинги под сварку встык доступны с концентрическим и эксцентрическим переходником для уменьшения потока от одного размера трубы к другому. Концентрический переходник под приварку встык симметричен: оба конца выровнены по центру.
Эксцентричный переходник под приварку встык несимметричен: концы смещены относительно друг друга.
Опции производителя и происхождения
Trupply является официальным дистрибьютором Weldbend , который является одним из крупнейших производителей отечественных фитингов и фланцев из углеродистой стали под приварку встык.![]() Фитинги для стыковой сварки отечественной нержавеющей стали изготавливаются из нержавеющей стали Taylor Forge Stainless . Trupply также предлагает одобренные и неодобренные импортные фитинги для труб, такие как Erne Fittings , SKBend и TKBend, для более экономных клиентов. На все фитинги под сварку встык предоставляются протоколы испытаний материалов (MTR).
Фитинги для стыковой сварки отечественной нержавеющей стали изготавливаются из нержавеющей стали Taylor Forge Stainless . Trupply также предлагает одобренные и неодобренные импортные фитинги для труб, такие как Erne Fittings , SKBend и TKBend, для более экономных клиентов. На все фитинги под сварку встык предоставляются протоколы испытаний материалов (MTR).
*
Стенограмма видео Доброе утро. Сегодня мы говорим о фитингах под сварку встык. Вот коллекция фитингов для стыковой сварки из углеродистой стали.Это тройник, это концентрический переходник, это переходной тройник, это колено 45, это колено с коротким радиусом 90, это колено с длинным радиусом, 90, это заглушка трубы, и это эксцентриковый переходник . Это несколько примеров фитингов из нержавеющей стали, сваренных встык. В частности, это тройник из нержавеющей стали 304, а это колено под углом 90 градусов из нержавеющей стали, и это эксцентриковый переходник из нержавеющей стали.
Фитинги для стыковой сварки выпускаются из углеродистой стали, нержавеющей стали, никелевого сплава, а наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234-WPB.Эти фитинги также доступны из углеродистой стали с высоким пределом текучести, вам просто нужно указать это. Все фитинги под приварку встык изготавливаются из трубы, в качестве исходного материала они используют трубу. Обычно фитинги для сварки встык меньшего размера изготавливаются из бесшовных труб, но при увеличении размера, обычно превышающем номинальный размер 18 дюймов, эти фитинги изготавливаются из сварной трубы, и их также называют сварными фитингами для стыковой сварки.
Чтобы объяснить вам индивидуальный фитинг под приварку встык, опять же, это колено под 45 градусов.Если вы заметили, все фитинги под сварку встык имеют скосы на концах. Это образец трубы, образец 2-дюймовой трубы, который мы используем. Все эти фитинги представляют собой 2-дюймовые трубные фитинги, и то, как вы их свариваете, заключается в том, что вы берете трубу, у вас должен быть скос, вы его стыкуете, вот почему они называются фитингами для стыковой сварки, а затем вы можете сделать сварка прямо здесь. Вы можете выполнить сварной шов с полным проплавлением в зависимости от ваших требований к сварке. Другая труба идет отсюда под углом 45 градусов.
Вы можете выполнить сварной шов с полным проплавлением в зависимости от ваших требований к сварке. Другая труба идет отсюда под углом 45 градусов.
Это 90 градусов, это короткий радиус 90 градусов.Разница между коротким радиусом 90 и длинным радиусом 90 заключается в том, что короткий радиус — гораздо более узкий поворот, это зависит от вашего чертежа трубопровода. Если это требует более крутого поворота, тогда вы запросите изгиб с углом 90 градусов с коротким радиусом, в противном случае вы запросите большой радиус. Они оба делают то же самое, и, как я показал вам раньше, вы просто стыкуете его, свариваете, другой кусок идет сюда, а затем он делает 90 градусов прямо здесь. То же самое с длинным радиусом, вот как вы его соединяете, а затем другая часть идет прямо сюда.
Это стандартный тройник, основной ход и ответвление одинакового размера, это 2 дюйма. Вы делаете то же самое: соединяете трубу вот так, свариваете и делаете тройник. Тройник также доступен в виде переходной буквы Т, и вы можете видеть, что это 2 дюйма на три четверти дюйма, так что здесь 2 дюйма, а затем он уменьшается до трех четвертей дюйма. Если при установке вашего трубопровода требуется уменьшение ответвления, вы запросите переходной тройник.
Если при установке вашего трубопровода требуется уменьшение ответвления, вы запросите переходной тройник.
Одна вещь, которую я хотел упомянуть, это то, что все фитинги для стыковой сварки труб требуют, чтобы вы указали график, то есть, как вы определяете толщину стенки, номинальное давление.Если вы сравните его с фитингом под сварку муфтой или резьбовым фитингом, они будут весить 3000 фунтов, 6000 фунтов, тогда как фитинги под приварку встык входят в список 20, список 40, список 60, список 80, стандартный, сверхтяжелый, двойной X тяжелый. , необходимо указать график трубы. Этот конкретный является концентрическим редуктором, и он уменьшается с 2 дюймов до 1 дюйма, или вы можете указать, какое уменьшение вы хотите в концентрическом редукторе.
Это эксцентриковый редуктор. То же самое, но не в линию, поэтому, если ваша основная ветвь находится прямо здесь, в зависимости от вашей установки, если вы хотите быть вне оси, вы помещаете еще одну трубу прямо здесь, и она образует эксцентричный редуктор. Так выглядит эксцентриковый редуктор.
Так выглядит эксцентриковый редуктор.
Это заглушка для трубы. Как следует из названия, вы используете его для закрытия трубы. Если у вас есть труба, сопло или что-то подобное, вы можете встать встык, сварить и закрыть трубу, например, заглушку.
Таким образом, фитинги для стыковой сварки доступны из углеродистой стали, нержавеющей стали и никелевого сплава. Для фитингов под приварку встык вам необходимо указать график, именно так определяется это номинальное давление, вы должны указать график 40, 80 и т. Д. И т. Д.Наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234-WPB, они доступны с высоким пределом текучести, они доступны из нержавеющей стали, они доступны из никелевых сплавов. Это оно. Спасибо.
Список литературы
Следующие ссылки обеспечивают хороший ресурс сварных фитингов;
Бесшовные стальные отводы VS Сварные стальные отводы
Бесшовные стальные отводы VS Сварные стальные отводы
Наиболее распространенным сырьем для изготовления бесшовных колен являются бесшовные стальные трубы.Заготовка трубы колена вырезается гидроабразивной резкой, горячей резкой и т. Д. И проталкивается толкающей машиной промежуточной частоты, затем прессуется и обрабатывается горячим прессом, а затем подвергается последующей обработке, такой как обработка канавок и необработка. разрушающее испытание. После выпуска с завода сырьем для прокатки бесшовных колен является заготовка из круглой трубы, которая разрезается на отрезном станке на заготовку длиной около одного метра и отправляется в печь для нагрева через конвейерную ленту.Заготовку подают в печь и нагревают до температуры примерно 1200 градусов Цельсия. Топливо — водород или ацетилен. Контроль температуры печи — критическая проблема. После выпуска круглой трубной заготовки ее подвергают пробивке сквозных отверстий. Наиболее распространенной перфорационной машиной является перфорационная машина с коническими роликами. Этот перфорационный станок отличается высокой производительностью, хорошим качеством продукции, большим расширением перфорации и может работать с различными фитингами для труб.После перфорации круглую заготовку последовательно прокатывают, прокатывают или экструдируют с помощью трех валков. После экструзии трубка должна пройти калибровку. Калибровочная машина вращается с высокой скоростью коническим сверлом в стальной сердечник, образуя бесшовное колено.
Классификация отводов бесшовныеБесшовные отводы подразделяются на бесшовные горячекатаные (экструзионные) отводы и бесшовные холоднотянутые (катаные) отводы в связи с различными процессами производства.
Процесс производства бесшовных колен обычно включает в себя гибку с подогревом и гибку комков.Одним из наиболее распространенных методов является гибка прямых стальных труб на горячей оправке. Применение горячей гибки на оправке позволяет изготавливать бесшовные отводы широкого диапазона размеров. После нагрева стальной трубы до повышенной температуры труба постепенно выталкивается, расширяется, изгибается внутренними инструментами оправки.
По сравнению с другими методами гибки, к преимуществам отводов для горячей гибки относятся меньшее отклонение по толщине и больший радиус изгиба. Между тем, использование гибки вместо готовых изгибов существенно сокращает количество необходимых сварных швов.Это сокращает объем необходимых работ и повышает качество и удобство использования труб.
Холодная гибка — это быстрый и недорогой метод гибки. Это конкурентоспособный вариант для изготовления трубопроводов и деталей машин. Холодная гибка — это процесс гибки прямой стальной трубы при нормальной температуре на гибочной машине. Холодная гибка подходит для труб с внешним диаметром от 17,0 до 219,1 мм и толщиной стенки от 2,0 до 28,0 мм. Рекомендуемый радиус изгиба — 2,5 x Do. Обычно с радиусом изгиба 40D.Используя холодную гибку, мы можем получить отводы с небольшим радиусом, но нам нужно засыпать внутренние части песком, чтобы предотвратить образование складок.
- Метод ковки: конец или часть трубы вырубается обжимной машиной для уменьшения внешнего диаметра. Обычная кузнечно-прессовая машина бывает роторного, рычажного и роликового типа.
- Метод прокатки: Обычно оправка не используется, и она подходит для внутренней кромки толстостенной трубы.Сердечник помещается в трубку, а внешняя окружность прижимается роликом для обработки круглых кромок.
- Метод штамповки: конец трубы расширяется до необходимого размера и формы с помощью конического стержня на прессе.
- Метод гибки: чаще всего используются три метода. Один метод называется методом растяжения, другой метод — методом прессования, третий метод — методом ролика, есть 3-4 ролика, два фиксированных ролика, один регулировочный ролик и регулировка.При фиксированном расстоянии между валками готовая труба изгибается.
- Метод накачивания: в трубку помещается резина, а верхняя часть сжимается пуансоном, чтобы трубка стала выпуклой и выпуклой; Другой метод состоит в том, чтобы сформировать гидравлическую выпуклость, заполнить середину трубы жидкостью, и давление жидкости вальцы придет трубе требуемую форму. Изготовление сильфонов в основном используется таким способом.
Бесшовные отводы
обладают следующими преимуществами: гигиеничность, нетоксичность, легкий вес, хорошая термостойкость, хорошая коррозионная стойкость, хорошая сохранность тепла, хорошая ударопрочность и длительный срок службы.
- Гигиеничен и нетоксичен: материал полностью состоит из углерода и водорода. Не добавлен стабилизатор на основе токсичных солей тяжелых металлов. Гигиенические свойства материала проверены национальными властями.
- Легкий вес: плотность штамповки изгиба 0,89-0,91 г / см, всего одна десятая часть стальной трубы. Благодаря небольшому весу он может значительно снизить стоимость транспортировки и прочность конструкции.
- Хорошая термостойкость: при температуре рабочей воды 70 градусов температура размягчения составляет 140 градусов.
- Хорошая коррозионная стойкость: в дополнение к нескольким гидрирующим агентам, может противостоять эрозии различными химическими средами, имеет отличную кислотную, щелочную, коррозионную стойкость, не ржавеет, не корродирует, не размножает бактерии, нет электричества. Химическая коррозия.
- Высокая ударная вязкость: поскольку уникальные характеристики ударной вязкости значительно улучшены по сравнению с другими трубами с твердой стенкой, кольцевая жесткость эквивалентна 1,3-кратной реальной стенке.
- Длительный срок службы: труба при номинальной температуре и давлении, срок службы более 50 лет, с защитой от УФ и излучения, чтобы продукт не выцветал.
Сварное колено — это «колено для креветок», которое можно приварить после резки и резки трубы или стального листа, и спецификация может быть очень большой. Количество изгибов и радиус изгиба произвольно определяет производитель. Сварочный изгиб не очень круглый, а радиус изгиба у обоих небольшой, обычно примерно в 1 раз больше диаметра трубы.
Колено внутреннее приварное
Сварные отводы изготавливаются из стальных листов, поэтому на них есть сварной шов.Воспользуйтесь формой и прижмите стальную пластину к форме колена, затем сварите шов, чтобы получился стальной колено. Это старый метод изготовления локтей. В последние годы отводы малогабаритных размеров теперь практически производятся из стальных труб. Например, для колен большого размера очень сложно изготавливать колена с внешним диаметром более 36 дюймов из стальных труб. Таким образом, его обычно делают из стальных пластин, прижимая пластину к форме полукруга и сваривая две половины вместе. Поскольку отводы приварены к его корпусу, необходим осмотр сварного шва.Обычно мы используем рентгеновский контроль в качестве неразрушающего контроля.
Преимущества отводов под приварку- Процесс штамповки сварного отвода отличается высокой производительностью, простотой в эксплуатации и простой механизацией и автоматизацией. Это связано с тем, что штамповка полагается на штамп и штамповочное оборудование для завершения обработки. Количество ударов обычного пресса — до нескольких ударов в минуту. Десять раз высокоскоростное давление может достигать сотен или даже тысяч раз в минуту, и каждый ход штамповки может привести к штамповке.
- Штамповка, как правило, не требует обрезков стружки, требует меньшего расхода материала и другого нагревательного оборудования. Следовательно, это экономичный материал и энергосберегающий метод обработки, а стоимость штамповки деталей невысока.
- Штамповка позволяет обрабатывать детали с большим диапазоном размеров и сложной формы, такие как секундомеры с маленькими часами, большие автомобильные продольные балки, покрывающие детали и т. Д., Плюс эффект упрочнения материалов холодной деформацией во время штамповки, прочность и жесткость штамповки.Оба выше.
- При штамповке гарантируется точность размера и формы штампованной детали, качество поверхности штампованной детали обычно не нарушается, а срок службы пресс-формы обычно длительный, поэтому качество штамповки стабильно, взаимозаменяемость хорошо, и в нем есть «такая же» особенность.
- Нет необходимости в заготовках для труб в качестве сырья, что позволяет сэкономить на стоимости оборудования для производства труб и форм, а также позволяет получать толкающие колена любого большого диаметра и относительно тонкой толщины стенки.Материал штамповочного колена особенный, нет необходимости добавлять сырье для заготовки трубы, и его легко контролировать во время обработки.
- Заготовка для обработки штамповочного колена имеет плоскую или расширяемую поверхность, поэтому материал легко резать, точность легко гарантировать, сборка и сварка удобны, сырье легко контролировать во время обработки, операция относительно проста, нет сложного процесса, а сварка и сборка удобны.
Стандарты
Некоторые широко используемые стандарты на фитинги следующие:
ASME:Американское общество инженеров-механиков
Это одна из известных в мире организаций, разрабатывающих кодексы и стандарты.
Номер спецификации для трубного фитинга начинается с ASME / ANSI B16. Различные классификации стандартов ASME / ANSI B16 для различных фитингов следующие:
- ASME / ANSI B16.1-1998 — Фланцы для труб и фланцевые фитинги из чугуна
- ASME / ANSI B16.3 — 1998 — Резьбовые фитинги из ковкого чугуна
- ASME / ANSI B16.4 — 1998 — Чугунные резьбовые фитинги
- ASME / ANSI B16.5 — 1996 — Трубные фланцы и фланцевые фитинги
- ASME / ANSI B16.11 — 2001 — Фитинги из кованой стали, сварные внахлест и резьбовые соединения
- ASME / ANSI B16.14 — 1991 — Заглушки, втулки и контргайки из черных металлов для труб с трубной резьбой
- ASME / ANSI B16.15 — 1985 (R1994) — Резьбовые соединения из литой бронзы
- ASME / ANSI B16.25 — 1997 — Концы для стыковой сварки
- ASME / ANSI B16.36 — 1996 — Фланцы с отверстиями и т. Д.
Американское общество испытаний и материалов
Это одна из крупнейших добровольных организаций по разработке стандартов в мире. Первоначально он был известен как Американское общество испытаний и материалов (ASTM).
- ASTM A105 / A105M — Спецификация поковок из углеродистой стали для трубопроводов
- ASTM A234 / A234M — Спецификация трубопроводных фитингов из кованой углеродистой и легированной стали для работы при умеренных и высоких температурах
- ASTM A403 / A403M — Спецификация для фитингов труб из кованой аустенитной нержавеющей стали
- ASTM A420 / A420M — Стандартные спецификации для трубопроводных фитингов из кованой углеродистой и легированной стали для работы при низких температурах
Американская ассоциация водопроводных сооружений
О AWWA — Американская ассоциация водопроводных сооружений, основанная в 1881 году, является крупнейшей некоммерческой, научной и образовательной ассоциацией, занимающейся управлением и очисткой воды, самого важного ресурса в мире.
- AWWA C110 — Фитинги из высокопрочного и серого чугуна, от 3 до 48 дюймов (от 75 до 1200 мм), для воды и других жидкостей
- AWWA C208 — Размеры сборных стальных фитингов для водопроводных труб
Американский национальный институт стандартов
ANSI — это частная некоммерческая организация. Его основная функция заключается в администрировании и координации системы добровольной стандартизации и оценки соответствия в США.Он представляет собой форум для разработки американских национальных стандартов. ANSI присваивает «номера расписания». Эти числа классифицируют толщину стенок для различных применений давления.
СТАНДАРТЫ MSSОбщество стандартизации производителей
Общество стандартизации производителей (MSS) индустрии клапанов и фитингов — это некоммерческая техническая ассоциация, созданная для развития и совершенствования отраслевых, национальных и международных кодексов и стандартов для: клапанов, приводов клапанов, модификации клапанов, трубопроводной арматуры, держателей труб, Опоры труб, фланцы и соответствующие уплотнения
- MSS SP-43 — Арматура из нержавеющей стали для стыковой сварки, включая ссылки на другие коррозионно-стойкие материалы
- MSS SP-75 — Технические характеристики сварных фитингов для стыковой сварки, прошедших высокие испытания
- MSS SP-73 — Соединения для пайки фитингов под давлением из меди и медных сплавов
- MSS SP-83 — Стальные соединения для стальных труб класса 3000, приварные внахлест и резьбовые соединения
- MSS SP-97 — Цельнолитые армированные кованые выпускные фитинги — концы для сварки внахлест, резьбовые и стыковые сварные части
- MSS SP-106 — Фланцы и фланцевые фитинги из литого медного сплава, классы 125, 150 и 300
- MSS SP-119 — Фитинги для сварки раструбами заводского изготовления
Нормы трубопроводов подразумевают требования к проектированию, изготовлению, использованию материалов, испытаниям и проверке различных труб и систем трубопроводов.Он имеет ограниченную юрисдикцию, определенную кодексом. С другой стороны, стандарты трубопроводов подразумевают правила проектирования и строительства, а также требования к трубопроводной арматуре, такой как переходники, фланцы, рукава, колена, соединения, тройники, клапаны и т. Д. Как и кодекс, он также имеет ограниченную область применения, определенную стандартом.
Факторы, влияющие на стандарты:
«Стандарты» на фитинги основаны на определенных факторах, например:- Номинальное давление-температура
- Размер
- Дизайн
- Покрытия
- Материалы
- Маркировка
- Конечные соединения
- Размеры и допуски
- Резьба
- Конус рисунка и т. Д.
Труба британского стандарта
BSP — это стандарт Великобритании для трубопроводной арматуры. Это относится к семейству стандартных типов винтовой резьбы для соединения и герметизации концов труб путем сопряжения внешней (наружной) с внутренней (внутренней) резьбой. Это было принято на международном уровне. Она также известна как британская стандартная трубная коническая резьба (BSPT) или британская стандартная трубная параллельная (прямая) резьба (BSPP). В то время как BSPT обеспечивает герметичность соединений только за счет резьбы, для BSPP требуется уплотнительное кольцо.
JIS:Японские промышленные стандарты
Это японские промышленные стандарты или стандарты, используемые для промышленной деятельности в Японии для труб, труб и фитингов и опубликованные Японскими ассоциациями стандартов.
Национальная трубная резьба — это прямая (NPS) или коническая (NPT) резьба в США. Это самый популярный в США стандарт для трубопроводной арматуры. Фитинги NPT основаны на внутреннем диаметре (ID) фитинга.
Мы являемся производителем фланцевых болтов и гаек и поставляем высококачественные
- A193 = Эта спецификация распространяется на болтовые соединения из сплавов и нержавеющей стали для сосудов высокого давления, клапанов, фланцев и фитингов для работы при высоких температурах или высоких давлениях или для других приложений специального назначения.
- A320 = Стандартные спецификации для материалов болтовых соединений из легированной и нержавеющей стали для работы при низких температурах.
- A194 = Стандартная спецификация для гаек из различных материалов.
Здесь «A» обозначает армию, а «N» обозначает военно-морской флот.
Стандарт AN был первоначально разработан для вооруженных сил США. Если фитинг является фитингом AN, это означает, что фитинги измеряются по внешнему диаметру фитингов, то есть с шагом 1/16 дюйма.
Например, фитинг AN 4 означает фитинг с внешним диаметром приблизительно 4/16 дюйма или дюйма.Следует отметить, что приближение важно, потому что внешний диаметр AN не подходит для прямой эквивалентной резьбы NPT.
Размер черточки — это стандарт, используемый для обозначения внутреннего диаметра шланга. Это указывает размер двузначным числом, которое представляет относительный идентификатор в шестнадцатых долях дюйма. Это также взаимозаменяемо с фитингами AN. Например, фитинг Dash «8» означает фитинг AN 8.
ISO:Международная организация по стандартизации
ISO — это промышленные стандарты и спецификации на трубы, трубы и фитинги, разработанные Международной организацией по стандартизации.Стандарты ISO пронумерованы. Они имеют следующий формат:
«Название ISO [/ IEC] [IS] nnnnn [: yyyy] Title» где
- nnnnn: стандартный номер
- гггг: год публикации и
- Название: описывает предмет
Дана стандартная направляющая для шланга
| Размер шланга в | Номинальный внутренний диаметр, дюймы Размер панели | Стандартный размер панели |
| 1/4 | 3/16 | -04 |
| 3/8 | 5/16 | -06 |
| 1/2 | 13/32 | -08 |
| 3/4 | 5/8 | -12 |
| 1 | 7/8 | -16 |
| 1 ½ | — | — |
| 1 ¼ | 1 1/8 | -20 |
Фланцы: номинальные значения по классам и значения давления (PN)
| Класс фланца | 150 | 300 | 600 | 900 | 1500 | 2500 |
| Давление на фланце, PN | 20 | 50 | 100 | 150 | 250 | 420 |
Данные о размерах трубных колен
Колено — это трубная арматура, устанавливаемая между двумя отрезками трубы или трубки для изменения направления, обычно на угол 90 ° или 45 °, хотя 22.Также изготавливаются отводы 5 °.
Концы могут быть обработаны для стыковой сварки, с резьбой (обычно с внутренней резьбой) или втулками и т. Д. Если два конца различаются по размеру, фитинг называется переходным коленом или переходным коленом.
- Давление: СЧ5 до СЧ260
- Диапазон размеров: от 1/2 до 56 дюймов (от DN 15 до DN 1400 мм), 22,5 градуса, 45 градусов, 90 градусов, 180 градусов
- Производственные стандарты: ANSI, ISO, JIS и DIN
- Процесс: стыковая сварка, бесшовная, с резьбой или втулкой.
Колено с длинным и коротким радиусом
По умолчанию существует 5 возможностей: отводы на 45 °, 90 ° и 180 °, все три в версии с «длинным радиусом», а также отводы на 90 ° и 180 ° в версии с «коротким радиусом».
Колено с длинным радиусом (LR)
Радиус в 1,5 раза больше диаметра трубы
Колено с коротким радиусом (SR)
Радиус в 1,0 раза больше диаметра трубы
- Колено 45 ° S / R
- Колено 90 ° S / R
- Колено 180 ° S / R
Локти разделены на две группы, которые определяют расстояние, на котором они меняют направление; центральная линия одного конца к противоположной грани.Это расстояние известно как расстояние «от центра до лица» и эквивалентно радиусу, на который сгибается колено.
Здесь, например, вы найдете расстояние от центра до лица колен NPS 2 (расстояние A на изображении).
- 90 ° -LR: = 1½ x 2 (NPS) x 25,4 A = 76,2 мм
- 180 ° -LR: = 2 x угол 90 ° LR A = 152,4 мм
- 90 ° -SR: = 2 (NPS) x 25,4 A = 50.8 мм
- 180 ° -SR: = 2 раза больше углового изгиба 90 ° A = 101,6 мм
Расстояние от центра до торца для колена с «длинным» радиусом, сокращенно LR, всегда равно «1½ x номинальный размер трубы (NPS) (1½D)», в то время как расстояние от центра до поверхности для колена с «коротким» радиусом, сокращенно SR даже, составляет номинальный размер трубы.
3D-отводы, например, рассчитываются с помощью:
3 (D) x 2 (NPS) x 25,4
Примечание:
- Колено под углом 90 градусов — где требуется изменение направления на 90 °
- Колено под углом 45 градусов — где требуется изменение направления на 45 °
- L / R — длинный радиус, S / R — короткий радиус
| Номинальный размер трубы | Внешний диаметр на скосе | От центра до конца | От центра к центру | Вернуться к лицам | ||||||
| Колено 45 ° | Колена 90 ° | 180 ° Возврат | ||||||||
ЧАС | F | п | K | |||||||
DN | ДЮЙМ | Серия А | Серия B | LR | LR | SR | LR | SR | LR | SR |
15 | 1/2 | 21.3 | 18 | 16 | 38 | — | 76 | — | 48 | — |
20 | 3/4 | 26,9 | 25 | 16 | 38 | — | 76 | — | 51 | — |
25 | 1 | 33.7 | 32 | 16 | 38 | 25 | 76 | 51 | 56 | 41 год |
32 | 1 1/4 | 42,4 | 38 | 20 | 48 | 32 | 95 | 64 | 70 | 52 |
40 | 1 1/2 | 48.3 | 45 | 24 | 57 год | 38 | 114 | 76 | 83 | 62 |
50 | 2 | 60,3 | 57 год | 32 | 76 | 51 | 152 | 102 | 106 | 81 год |
65 | 2 1/2 | 76.1 (73) | 76 | 40 | 95 | 64 | 191 | 127 | 132 | 100 |
80 | 3 | 88,9 | 89 | 47 | 114 | 76 | 229 | 152 | 159 | 121 |
90 | 3 1/2 | 101.6 | — | 55 | 133 | 89 | 267 | 178 | 184 | 140 |
100 | 4 | 114,3 | 108 | 63 | 152 | 102 | 305 | 203 | 210 | 159 |
125 | 5 | 139.7 | 133 | 79 | 190 | 127 | 381 | 254 | 262 | 197 |
150 | 6 | 168,3 | 159 | 95 | 229 | 152 | 457 | 305 | 313 | 237 |
200 | 8 | 219.1 | 219 | 126 | 305 | 203 | 610 | 406 | 414 | 313 |
250 | 10 | 273,0 | 273 | 158 | 381 | 254 | 762 | 508 | 518 | 391 |
300 | 12 | 323.9 | 325 | 189 | 457 | 305 | 914 | 610 | 619 | 467 |
350 | 14 | 355,6 | 377 | 221 | 533 | 356 | 1067 | 711 | 711 | 533 |
400 | 16 | 406.4 | 426 | 253 | 610 | 406 | 1219 | 813 | 813 | 610 |
450 | 18 | 457,2 | 478 | 284 | 686 | 457 | 1372 | 914 | 914 | 686 |
500 | 20 | 508.0 | 529 | 316 | 762 | 508 | 1524 | 1016 | 1016 | 762 |
550 | 22 | 559 | — | 347 | 838 | 559 | Примечание:1.По возможности не используйте цифры в скобках2. Сначала выберите серию А. | |||
600 | 24 | 610 | 630 | 379 | 914 | 610 | ||||
650 | 26 год | 660 | — | 410 | 991 | 660 | ||||
700 | 28 год | 711 | 720 | 442 | 1067 | 711 | ||||
750 | 30 | 762 | — | 473 | 1143 | 762 | ||||
800 | 32 | 813 | 820 | 505 | 1219 | 813 | ||||
850 | 34 | 864 | — | 537 | 1295 | 864 | ||||
900 | 36 | 914 | 920 | 568 | 1372 | 914 | ||||
950 | 38 | 965 | — | 600 | 1448 | 965 | ||||
1000 | 40 | 1016 | 1020 | 631 | 1524 | 1016 | ||||
1050 | 42 | 1067 | — | 663 | 1600 | 1067 | ||||
1100 | 44 год | 1118 | 1120 | 694 | 1676 | 1118 | ||||
1150 | 46 | 1168 | — | 726 | 1753 | 1168 | ||||
1200 | 48 | 1220 | 1220 | 758 | 1829 г. | 1219 | ||||
Масса отводов
| NPS 9000 9 дюймов | КОЛЕНО LR 90 ° | КОЛЕНО SR 90 ° | ||||||
| Sch. 5S | Sch. 10S | Sch. 40S | Sch. 80S | Sch. 5S | Sch. 10S | Sch. 40S | Sch. 80S | |
| 1/2 | 0,05 | 0,06 | 0,08 | 0,10 | 0,03 | 0.04 | 0,05 | 0,07 |
| 3/4 | 0,06 | 0,07 | 0,09 | 0,11 | 0,04 | 0,05 | 0,06 | 0,07 |
| 1 | 0,09 | 0,15 | 0.18 | 0,20 | 0,06 | 0,10 | 0,12 | 0,13 |
| 1 1/4 | 0,13 | 0,20 | 0,25 | 0,35 | 0,09 | 0,13 | 0,17 | 0,12 |
| 1 1/2 | 0.18 | 0,30 | 0,40 | 0,50 | 0,12 | 0,20 | 0,27 | 0,33 |
| 2 | 0,30 | 0,50 | 0,70 | 0,90 | 0,20 | 0,33 | 0,47 | 0.60 |
| 2 1/2 | 0,60 | 0,85 | 1,35 | 1,80 | 0,40 | 0,60 | 0,90 | 1,20 |
| 3 | 0,90 | 1,30 | 2,00 | 2,90 | 0.60 | 0,90 | 1,35 | 1,90 |
| 4 | 1,40 | 2,00 | 4.00 | 5,90 | 0,90 | 1,35 | 2,65 | 3,90 |
| 5 | 2,90 | 3,60 | 6.50 | 9,70 | 1,95 | 2,40 | 4,35 | 6.50 |
| 6 | 4.00 | 5.00 | 10,5 | 16.0 | 2,70 | 3,35 | 7.00 | 10,5 |
| 8 | 7.40 | 10.0 | 21,5 | 33,5 | 4,90 | 6,70 | 14,5 | 22,5 |
| 10 | 13,6 | 16,8 | 38,5 | 52,5 | 9.10 | 11.2 | 25,6 | 35.0 |
| 12 | 23,4 | 27,0 | 59,0 | 79,0 | 15,6 | 18.0 | 39,5 | 53,0 |
| 14 | 29,0 | 35,0 | 70,0 | 94,0 | 19.3 | 23,5 | 47,0 | 63,0 |
| 16 | 41,3 | 47,0 | 95,0 | 125 | 27,5 | 31,5 | 63,5 | 84,0 |
| 18 | 51,8 | 59.0 | 120 | 158 | 34,5 | 39,5 | 80,0 | 105 |
| 20 | 73,0 | 85,0 | 146 | 194 | 49,0 | 57,0 | 98,0 | 129 |
| 24 | 122 | 140 | 210 | 282 | 82.0 | 94,0 | 140 | 188 |
| Приблизительный вес в кг, плотность 8 кг / дм3 | ||||||||
Допуски углового отклонения
| ND | Максимальный угол наклона | Макс вне самолета |
| Q | п | |
| 1/2 а 4 | 1 | 2 |
| 5 а 8 | 2 | 4 |
| 10 а 12 | 3 | 5 |
| 14 а 16 | 3 | 7 |
| 18 а 24 | 4 | 10 |
| 26 а 30 | 5 | 10 |
| 32 а 42 | 5 | 13 |
| 44 а 48 | 5 | 20 |
Материалы:
материал выбирается в зависимости от применения, такого как использование при высоких температурах, сантехническая арматура, регулярное промышленное использование и т. Д.
- Углеродистая сталь: ASTM A234 WPB, WPC, ASTM A420 WPL1, WPL3, WPL6, WPHY-42/46/52/56/60/65/70
- Нержавеющая сталь: ASTM A403 WP304 / 304L, WP316 / 316 / L, WP321, WP347 и WPS31254
- Легированная сталь: ASTM A234 WP1 / WP12 / WP11 / WP22 / WP5 / WP7 / WP9 / WP91
- Износостойкий материал: Керамическая облицовка, облицовка керамической плиткой, Труба с биметаллическим покрытием,
- Производственные стандарты: ANSI, ISO, JIS и DIN.
Нефтяная, химическая, энергетическая, газовая, металлургическая, судостроительная, строительная и др.
Толщина стенки отводов
Самым слабым местом локтя является внутренний радиус. ASME B16.9 стандартизирует только размеры от центра к поверхности и некоторые допуски на размер «прямоугольности». Толщина стенки даже в месте расположения линии шва стандартизована, но не на остальной части колена. В стандарте указано, что минимальный допуск будет в пределах 12,5% от минимальной заказанной толщины стенки трубы.Максимальный допуск указан только на концах фитинга.
Бесшовные стальные отводы VS Сварные стальные отводыСравнение отводов бесшовных и сварных
- Разница во внешнем виде: самая большая разница между бесшовными коленами и сварными коленами — это наличие или отсутствие сварных швов, но многие сварные колена теперь полируются от сварного шва перед отправкой с завода, и многие экспортеры продают такие поддельные бесшовные колена клиентам.Даже если сварной шов отполирован, опытные клиенты все равно могут отличить его невооруженным глазом: толщина бесшовного колена неодинакова по сравнению с толщиной сварного колена. В настоящее время ложное бесшовное колено часто появляется в области ниже диаметра DN600.
- Различия в процессе формования: использование бесшовных стальных труб и сварных стальных труб является одинаковым. Разница в том, что приварные отводы изготавливаются из листовой стали путем гибки и различных сварочных процессов.
- Различия в характеристиках и использовании: бесшовное стальное колено для труб имеет лучшую несущую способность и большую прочность, чем сварное стальное колено. Поэтому он широко используется в высоковольтном оборудовании, теплоэнергетике, котельных и других отраслях промышленности. Как правило, сварной шов сварного стального колена является слабым местом, и его качество влияет на общие характеристики. В целом сварные стальные отводы могут снизить рабочее давление на 20% по сравнению с бесшовными стальными отводами. Эта надежность — основная причина, по которой люди выбирают бесшовные стальные отводы.Фактически, все промышленные трубы заканчиваются бесшовными трубными коленами, поскольку они подвергаются экстремальным термическим, химическим и механическим нагрузкам. В аэрокосмической, автомобильной и электронной промышленности с относительно небольшими бюджетами более популярны сварочные отводы, а также рабочее давление в трубопроводе.
- Различия в доступных размерах: для большинства производителей стальных бесшовных колен в Китае они производят оригинальные бесшовные колена для труб с максимальным внешним диаметром 24 дюйма и 609 мм.6 мм. Напротив, сварные колена для стальных труб не имеют этих ограничений и могут иметь размер от 1-1 / 2 дюйма 48,3 мм до 100 дюймов 2540 мм.
- Разные цены: поскольку процесс изготовления бесшовных соединений более сложен, цена выше, чем у колена со швом, а шов в основном изготавливается из стального листа (стальной полосы) для вторичной сварки, что дешевле и более широко используется.
Источник: Китайский производитель стальных колен — Yaang Pipe Industry Co., Limited (www.steeljrv.com)
(Yaang Pipe Industry — ведущий производитель и поставщик изделий из никелевых сплавов и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая промышленность, очистка сточных вод, резервуары для природного газа и высокого давления и другие отрасли).
Если вы хотите получить дополнительную информацию об этой статье или поделиться с нами своим мнением, свяжитесь с нами по адресу sales @ steeljrv.ком
Обратите внимание, что вас могут заинтересовать другие опубликованные нами технические статьи:
• Как получить качественные фланцы
• Как получить качественную трубную арматуру
• Как получить качественный изгиб трубы
• Как рассчитать изгиб трубы
• Колено трубы из нержавеющей стали
• Производственный процесс гибки труб из нержавеющей стали.
• Разница между коленом и коленом трубы
• Что такое колено трубы
• Как получить качественное трубное колено
• Использование и обслуживание колен из нержавеющей стали
Артикул:
Колено для стальной трубы (45 и 90 градусов) Типы и характеристики
Колено для стальной трубы — это ключевой элемент в системе трубопроводов для изменения направления потока жидкости.Он используется для соединения двух труб с одинаковыми или разными номинальными диаметрами и для поворота трубы в определенном направлении на 45 или 90 градусов.
Сколько типов колен для стальных труб?
Колено может варьироваться от угла направления , типов соединений, длины и радиуса, типов материалов.
Классификация по углу направления
Как мы знаем, в зависимости от направления потока в трубопроводах, колено можно разделить на разные степени, например 45 градусов, 90 градусов, 180 градусов, которые являются наиболее распространенными градусами.Также есть 60 градусов и 120 градусов для некоторых специальных трубопроводов.
Что такое радиус колена
Средний радиус кривизны радиуса колена. Если радиус равен диаметру трубы, он называется коленом с коротким радиусом, также называемым коленом SR, обычно для трубопроводов низкого давления и низкой скорости.
Если радиус больше диаметра трубы, R ≥ 1,5 Диаметр, то мы называем это коленом с длинным радиусом (LR Колено), применяемым для трубопроводов с высоким давлением и большим расходом.
Колено стальной трубы 90 градусов
Колено стальной трубы 90 градусов предназначено для изменения направления жидкости на 90 градусов, также называемого вертикальным коленом.Это общая степень для всех трубопроводных систем и чаще всего используется для всех колен различной степени. (Так как это удобно для стальных конструкций и конструкций.)
Колено с большим радиусом 90 градусов
LR Стальные колена 90 градусов устанавливаются между трубами разной длины. Он помогает изменять направление на 90 градусов и обычно используется для подсоединения шлангов к насосам, дренажным каналам и клапанам.
Колено 90 градусов с коротким радиусом
SR Отвод на 90 градусов такой же, как и упомянутый выше колен для трубы, но имеет меньший диаметр.Поэтому такие стальные отводы часто используют, когда места недостаточно.
Колено для стальной трубы 45 градусов
Колено 45 градусов является вторым распространенным применением после колена 90 градусов.
Колено 45 градусов большого радиуса
Колено трубы устанавливается между двумя трубами так, чтобы направление жидкости можно было изменить на 45 градусов. По сравнению с коленом на 90 градусов, колено на 45 градусов дает меньшее трение и меньшее давление.
Колено 45 градусов с коротким радиусом
SR Колено под углом 45 градусов обычно прикрепляется к меди, пластику, стали, чугуну и свинцу, а также может быть подсоединено к приспособлениям из нержавеющей и резины.Он широко используется в химической, пищевой, водопроводной, электронной промышленности, химических трубопроводах, садоводстве, сельскохозяйственном производстве, трубопроводах для солнечного оборудования, трубопроводов для кондиционирования воздуха и других областях.
Стальное колено 180 градусов
Стальное колено 180 градусов помогает изменять направление на 180 градусов, поскольку обычно приводит к низкому давлению. Его применение ограничено системой минимального осаждения и низкой турбулентности.
Классификация по типам соединения
В соответствии с режимом соединения, отвод может быть классифицирован по отводу, приваренному встык, отводу, приваренному муфтой, и колену с резьбой.
Колено для стыковой сварки
Колено для стыковой сварки представляет собой стальное колено, полученное путем горячего прессования или ковки. Форма его соединения предназначена для непосредственной сварки колена и стальной трубы. Отводы, приваренные встык, в основном используются для отводов с более высоким давлением и температурой, чем другие типы соединений (отводы с раструбной сваркой или отводы с резьбой).
Колено под сварку встык под 90 градусов
Размеры и вес стального колена под сварку встык с большим радиусом 90 градусов
Размеры и вес колена под сварку под сварку с коротким радиусом 90 градусов
Вес стального отвода под углом 45 градусов
Отвод для сварки внахлест также приваривается к концу трубы и фитингов.В отличие от отвода под сварку встык, отвод под сварку муфтой имеет на конце трапециевидную область. Мы можем вставить конец трубы в эту область (диаметр SW-колена соответствует внешнему диаметру трубы), а затем выполнить сварочные работы, чтобы соединить их вместе.
Следовательно, фактический диаметр конца SW-колена больше диаметра колена. (То же самое с коленом с резьбой).
Колено под приварку под углом 90 градусов
Вес колена SW в кг
Колено с резьбой
Форма колена с резьбой аналогична колену SW, за исключением того, что внутренняя поверхность трапециевидной области была обработана в поток.Его легче устанавливать и снимать, подходит для ремонта и обслуживания трубопроводов.
Колено с резьбой 90 градусов
Масса колена с THD, кг
Классификация по материалам
В зависимости от материала корпуса клапана он имеет колено из нержавеющей стали, углеродистой стали и легированной стали.
Колено из углеродистой стали
Материал из углеродистой стали, стандарты обозначены как:
ASTM 234 WPB и WPC
ASTM A420 WPL6
MSS-SP-75 WPHY 42, 46, 52, 56, 60, 65 и 70
Колено из нержавеющей стали
Колено из нержавеющей стали имеет более высокую прочность и более высокую коррозионную стойкость, чем колено из углеродистой стали.Для общей обработки поверхности отводы из нержавеющей стали используются в условиях сильной коррозии, таких как химические заводы, морские сооружения и газопроводы. Обработка поверхности 2В или зеркало, они используются в пищевой промышленности и в санитарных целях.
Материал из нержавеющей стали, стандарты обозначены как:
ASTM A403 WP 304 / 304L, 316 / 316L
ASTM A270
Колено 90 градусов из нержавеющей стали
Колено на 90 градусов из нержавеющей стали — наиболее распространенное применение для труб из нержавеющей стали.Кроме этого, имеется колено под углом 45 градусов из нержавеющей стали, оба из которых имеют большие требования для стыковой сварки, стыковой сварки и резьбовых соединений.
Как сделать колено для стальной трубы — 2 варианта
Если говорить о формировании этих колен для стальных труб, то здесь много этапов. Тем не менее, это считается довольно простым по сравнению с другими производственными процессами.
Вариант 1 для изготовления стальных колен
Во-первых, мы могли сварить закрытый конец многоугольной круглой оболочки или многоугольной секторной оболочки.Когда труба внутри заполнена средой под давлением, ее поперечное сечение изменится с многоугольника на трубчатую форму. Под внутренним давлением сечение будет круглой оболочкой. Кольцо можно разрезать на четыре колена 90 градусов или шесть колен 60 градусов или любой другой размер. Благодаря достижениям в технологии сварочный процесс может применяться в различных сферах. Например, теперь можно сваривать и изготавливать стальные колена большего диаметра, особенно большого диаметра и большого радиуса.
Вариант 2
Также можно напрямую приобрести бесшовную трубу или сварную трубу в качестве материала стального колена, затем нагреть тело трубы с помощью нагревательного устройства, а затем протолкнуть тело трубы в пресс-форму разной степени, чтобы сформировать форму колена.
В целом углеродистая сталь имеет высокое содержание углерода, что, безусловно, придаст вам большую прочность и твердость, но меньшую пластичность. Поэтому те, которые не содержат большого количества легирующих элементов, часто называют углеродистой сталью или прямолинейной углеродистой сталью.
Наш ассортимент для колен
Для стыковых колен
Стандарт: ASTM A234, MSS SP-75, ASTM A403
Производственный стандарт: ASME B16.9, DIN2615, JIS B2312
Типы: Стальной колено 45 градусов, колено стальной трубы 90 градусов, колено 180 градусов
Диапазон размеров: 1/2 дюйма, 1 дюйм, 2 дюйма, 3 дюйма, 4 дюйма, 6 дюймов, 8 дюймов, 10 дюймов, 12 дюймов, 16 дюймов, 20–48 дюймов.
Толщина: SCH 10, SCH 40, SCH 80
Покрытия поверхности: Окрашенные в черный цвет, лакированные, с эпоксидным покрытием, оцинкованные
Для отводов под сварку внахлест (и отводов с резьбой)
Стандарт: ASTM A105, ASTM A182
Производственный стандарт: ASME B16.11
Размеры: 1/2 «, 1», 1/2 «, 2» и до 4 «
Номинальное давление: 2000 #, 3000 #, 6000 #, 9000 #
Свяжитесь с нами сейчас, чтобы получить немедленное предложение!
Сопутствующие товары
Фитинги для стыковой сварки
Фитинги для сварки внахлест
46-1033 Этот соединитель с клиновым замком помогает укрепить соединение между стандартной трубой 1-1 / 2 дюйма или круглой трубкой и Т-образной трубой или коленом . Соедините две детали и приварите к клиновому фиксатору и отшлифуйте для получения гладкой поверхности. Получите скидку за количество при покупке 100 и более или 500 и более. Товары отправляются в тот же день. Соединитель с клиновым замком 1-1 / 2 » |
46-112-90WS Этот стальной колено калибра 10, 90 градусов, будет работать со стандартным размером трубы 1-1 / 2 дюйма. Его центральный радиус составляет 2,575 дюйма с внутренним радиусом 1,625 дюйма.Круглая стальная сварная шовная трубка идеально подходит для изготовления поручней. Получите скидку за количество при покупке 50 или более. 90 град. Для труб Hndrl, внутренний диаметр 1-1 / 2 дюйма, внешний диаметр 1-7 / 8 дюйма, со швом |
46-20-90CT SCH 40 бесшовная стальная труба со скосом колено, 90 градусов с полностью приварным закрытым концом , окрашенная в черный цвет. Подходит для трубы стандартного размера SCH 40 размером 2 дюйма. Это колено идеально подходит для поручней и подходит для круглых труб с внешним диаметром 2-3 / 8 дюйма.Стандартный длинный радиус. 2-дюймовая стальная труба SCH 40 с закрытым концом, внешний диаметр 90 градусов 2-3 / 8 дюйма |
46-114-90WS … Отвод из стали калибра 10 подходит для труб стандартного размера 1-1 / 4 дюйма. Его центральный радиус составляет 2,455 дюйма с внутренним радиусом 1,625 дюйма. Круглая стальная сварная труба идеально подходит для поручней. скидка при покупке 50 или более. Этот стальной колено калибра 10, 90 градусов, будет работать с… 90 град.Для труб Hndrl, внутренний диаметр 1-1 / 4 дюйма, внешний диаметр 1-5 / 8 дюйма, со швом |
46-114-90CT SCH 40 бесшовная стальная труба со скосом колено, 90 градусов с полностью приварным закрытым концом , окрашенная в черный цвет. Подходит для трубы стандартного размера SCH 40 1-1 / 4 дюйма. Это колено идеально подходит для поручней и подходит для круглых труб с внешним диаметром 1-5 / 8 дюйма. Стандартный длинный радиус. Колено стальной трубы 1-1 / 4 дюйма SCH 40 Закрытый конец 90 градусов НД 1-5 / 8 дюймов |
46-112-90CT SCH 40 бесшовная стальная труба со скосом колено, 90 градусов с полностью приварным закрытым концом , окрашенная в черный цвет.Подходит для трубы стандартного размера 1-1 / 2 «SCH 40. Это колено идеально подходит для поручней и подходит для круглых труб с внешним диаметром 1-7 / 8″. Стандартный длинный радиус. Колено стальной трубы 1-1 / 2 «SCH 40 Закрытый конец 90 градусов 1-7 / 8» OD |
46-1023 Этот соединитель с клиновым замком помогает укрепить соединение между стандартной трубой или круглой трубкой диаметром 1-1 / 4 дюйма и колпачком или коленом . Просто соедините их вместе и приварите к месту соединения.Отшлифуйте его гладко, и стык исчезнет. Получите скидку за количество при заказе 100 и более или 500 и более. Товары отправляются так же… Соединитель с клиновым замком — 1-1 / 4 » |
47-20-90А Колено на 90 градусов изготовлено из алюминия. Он работает со стандартной трубкой диаметром 2 дюйма или круглой трубкой. Приварите к колену , чтобы изменить направление поручня. Внутренний радиус составляет 3 дюйма.Товары отправляются в тот же день. Колено алюминиевой трубы, диаметр 90 градусов 2 дюйма. |
Чем отличаются отводы под сварку и отводы под приварку?
Существует много различных типов отводов для систем пневмотранспорта, но в целом их можно сгруппировать в две категории: приварные отводы и угловые отводы. Мы смотрим, что собой представляет каждый из них, как они используются, их преимущества и разницу между ними.
Что такое отвод под приварку?
Сварное колено — это немного неправильное название, поскольку на самом деле это фитинг, а не колено — сварное колено бывает литым или кованным.Поскольку они относятся к типу фитингов, их обычно называют короткими радиусами, хотя технически существует классификация длинных радиусов и среди сварных колен.
Размеры сварного отвода составляют от одного до трех диаметров отвода (от 1D до 3D). Это означает, что 3D сварное колено технически представляет собой колено с большим радиусом, но если вы сравните этот размер с коленом со скользящим швом, это будет малый радиус, поскольку они являются плотными фитингами для крутых поворотов.
Как следует из названия, приварные отводы обычно привариваются к системе и не имеют касательных.Хотя обычно это не проблема, если вы транспортируете абразивный материал, это может вызвать проблемы. Если колено действительно изнашивается, его придется вырезать из линии и приварить новый. Одним из решений этой проблемы является приваривание концов заглушек к каждому концу сварного колена, а затем либо приварка фланцев, либо использование муфт для установки в сварном колене. система.
Например, в Progressive Products мы работали над ремонтом системы компании, которая транспортировала обработанный активированный уголь для снижения содержания ртути.Вся их система была совершенно новой, и каждый фитинг представлял собой сварное колено. Активированный уголь считается очень абразивным, и в течение двух недель после включения системы почти все изгибы изнашиваются. Дорогостоящая и трудоемкая ошибка, так как все колена были приварены, а затем их нужно было вырезать перед установкой новых колен. Это необходимо учитывать при использовании сварных колен.
Однако, если вы транспортируете неабразивный материал, сварные отводы могут быть очень полезны, поскольку они являются крутыми поворотами и экономят место в вашей системе, поскольку они маленькие.
Преимущества отводов под приварку
- Отлично подходит для транспортировки неабразивных материалов, таких как мука, жидкость, пар или воздух
- Экономия места — приварные отводы занимают меньшее пространство, чем поворотные отводы
- Обычно они легко доступны и часто есть на полках магазинов, особенно в крупных городах
- Поскольку они обычно меньше по размеру, их легко заменить, если они не приварены к системе, а вместо этого оснащены компрессионными муфтами и фланцами.
Применение отводов под приварку
Приварные отводы обычно используются в технологических трубопроводах для подачи пара, воды или химикатов. Их также можно использовать для транспортировки сухих сыпучих материалов, где нет ожидаемых проблем с истиранием.
Сварные отводыособенно полезны, если у вас не хватает места и вам нужен крутой поворот, или если вы разрабатываете новую систему пневмотранспорта и нет другого способа обойти угол. В этих двух последних ситуациях, если вы действительно испытываете проблемы с истиранием, можно добавить абразивный раствор к сварному колену, например керамическое покрытие, касательные или тупиковые тройники, если загрязнение не вызывает беспокойства.Тупиковые тройники — прочное и относительно недорогое решение, обычно они лучше по рыхлости, хотя они вызывают некоторое энергопотребление, поскольку они могут подавить вашу систему в целом, и вам потребуется больше энергии для транспортировки материала.
Что такое поворотный отвод?
Угольник — это просто колено, сделанное из согнутого куска трубы. Существуют версии с коротким и длинным радиусом. Чтобы представить это в контексте по сравнению с сварными коленами, угловое колено с коротким радиусом имеет центральную линию 3D (в 3 раза больше диаметра колена), тогда как это считается длинным радиусом на сварном колене.Угловые отводы обычно также имеют касательные на каждом конце.
Очень немногие машины могут сгибать кусок трубы плотнее, чем 3D, и если они это делают, то они являются специализированными машинами, используемыми в определенных отраслях промышленности. Если у вас есть отвод, который более плотный, чем у 3D, это обычно изготовленный изогнутый или сегментированный отвод.
Преимущества поворотных колен
- Отличное решение, если вас беспокоит истирание
- Может быть полностью адаптирован к вашей системе
- Множество различных типов отводов обеспечивают широкий выбор
5 основных отличий сварных отводов от приварных отводов
Теперь, когда мы рассмотрели, что такое приварные колена и отводы, вы, вероятно, заметите различия.Эти различия не означают, что один лучше другого, скорее, они используются для разных приложений и в разных отраслях.
- Радиус — длинный радиус на сварном колене — это 3D, а короткий радиус на скользящем колене — это 3D
- Простота замены — если к вашей системе приварен приварной колен, его непросто заменить так же, как приварное колено или приварное колено, соединенное с ним.
- Устойчивость к истиранию — отводы с большим радиусом обычно более устойчивы к истиранию, поскольку материал покрывает большую площадь, а отводы с коротким радиусом оказывают сильное воздействие на небольшую площадь.По этой причине лучше не использовать отвод с коротким радиусом, если у вас есть проблемы с истиранием.
- Space — привариваемые колена экономят место при повороте. Укорочение системы помогает поддерживать нужное давление, избегать падений системы и минимизировать размер воздуходувки. Например, если вы транспортируете что-то не рыхлое и неабразивное, например муку, сварные колена — отличный способ сделать систему короче
- Уплотнение — если в переходе сварного колена есть зазоры или он не закреплен полностью, вы можете потерять скорость в транспортной системе.Поворотные локти имеют более плавные переходы, и поэтому вы не должны испытывать такого сильного перепада давления.
Если вам нужна помощь в выборе правильных колен для вашей пневматической транспортной системы, лучше всего поговорить со специалистом, чтобы вы могли убедиться, что вы получите правильные компоненты для ваших нужд.
В Progressive Products мы не продадим вам то, что вам не нужно — свяжитесь с нами сегодня, чтобы найти правильное решение для вас.
Стыковая сварка из нержавеющей стали Колено под 45 градусов
Информация о продукте
Наши отводы для стыковой сварки под углом 45 градусов из нержавеющей стали выпускаются в различных вариантах, чтобы соответствовать практически любой конфигурации трубопроводов из нержавеющей стали.Наши высококачественные отводы для стыковой сварки под углом 45 градусов из нержавеющей стали соответствуют производственным спецификациям ASTM A403. У нас есть широкий выбор бесшовных отводов под сварку встык и отводов под сварку встык. Ознакомьтесь с обзором наших предложений по продукции из нержавеющей стали.Размеры
У нас в наличии широкий ассортимент отводов под сварку встык под углом 45 градусов из нержавеющей стали. Ознакомьтесь с размерами наших отводов под сварку встык из нержавеющей стали.Размеры и вес труб
Существует множество размеров и графиков отводов для стыковой сварки. Наша таблица размеров и веса труб поможет вам выполнить поиск в нашем инвентаре по имеющимся на складе техническим характеристикам.Стандартные характеристики
Отводы под приварку встык под углом 45 градусов из нержавеющей стали обычно соответствуют ASTM A403 с допусками на размеры в соответствии с MSS SP-43 для графиков 5s и 10s, а также с ANSI B16.9 для графиков тяжелее 10 с. См. Таблицу стандартных технических характеристик.Сорта нержавеющей стали
Ознакомьтесь с марками нержавеющей стали для отводов под сварку встык под 45 градусов, доступных от Shaw Stainless & Alloy. Ознакомьтесь с функциональностью и применением различных марок нержавеющей стали.Справочный каталог
Мы разработали находчивый инструмент, который поможет идентифицировать множество различных продуктов и услуг, которые мы предлагаем.В этом справочном каталоге будут указаны отводы для стыковой сварки из нержавеющей стали и другие фитинги с помощью таблиц спецификаций и иллюстраций.Теоретическое разрывное давление
Вот диаграмма для обзора теоретических значений давления разрыва для различных труб из нержавеющей стали.Дополнительная информация
Отвод под сварку встык под углом 45 градусов из нержавеющей стали представляет собой фитинг, который крепится к двум частям трубы для изменения направления.Отводы из нержавеющей стали под сварку встык могут быть разных углов и графиков. Наиболее распространенные углы наклона — отводы под углом 45 градусов и отводы под углом 90 градусов. Доступны отводы на 90 градусов с длинным и коротким радиусом. График соответствует толщине стенки трубы. Функция трубы — переносить газы или жидкости под давлением. Следовательно, внутренний диаметр или внутренний диаметр колена для стыковой сварки является основным размером трубы. Внешний диаметр трубы (OD) остается относительно постоянным для всех размеров трубы.Это размер отверстия внутреннего диаметра (ID), который уменьшается по мере увеличения графика или толщины стенки. .