Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
 Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Гибка полосы на ребро.
Гибка полосы на ребро.Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Гибка профильной трубы с заломами.
Гибка профильной трубы с заломами.  Ролик трубогиба с ребром по центру.
Ролик трубогиба с ребром по центру.- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
 Профилегиб.
Профилегиб.- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
 Виды резьбы.
Виды резьбы.- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
 Ролик трубогиба для гибки круглой трубы.
Ролик трубогиба для гибки круглой трубы.Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
 Профилегиб с валами из велосипедных ступиц.
Профилегиб с валами из велосипедных ступиц. Вал трубогиба сделанный из лома.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.

Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
 Ролик профилегиба из трубы, шайб и металлического круга.
Ролик профилегиба из трубы, шайб и металлического круга.Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
 Профилегиб с переставными роликами.
Профилегиб с переставными роликами.  Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Профилегиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы. 
 Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.  Каркас профилегиба.
Каркас профилегиба.  Профилегиб сделанный с подшипниками в корпусе.
Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
 Трубогиб со штурвалом.
Трубогиб со штурвалом.Ниже представлено несколько фотографий с различными конструктивными особенностями.
 Чертеж профилегиба.
Чертеж профилегиба.  Профилегиб с двумя приводными роликами.
Профилегиб с двумя приводными роликами.  Профилегиб со съемным верхним роликом и подвижным крайним роликом.
Профилегиб со съемным верхним роликом и подвижным крайним роликом.  Профилегиб с переставными роликами.
Профилегиб с переставными роликами.  Профилегиб с домкратом.
Профилегиб с домкратом.  Профилегиб с домкратом.
Профилегиб с домкратом.Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
 Гибка круглой трубы методом обкатки.
Гибка круглой трубы методом обкатки.  Гибка профильной трубы методом обкатки.
Гибка профильной трубы методом обкатки.  Схема гибки трубы.
Схема гибки трубы.Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
 Сверлим отверстие в заготовке.
Сверлим отверстие в заготовке.4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
 Болт вставленный в заготовку.
Болт вставленный в заготовку.5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
 Обтачиваем заготовку.
Обтачиваем заготовку.6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
 Ролик для трубогиба из пяти кругов.
Ролик для трубогиба из пяти кругов.Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
 Трубогиб с отверстиями в кронштейне.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
 Труба с заломами.
Труба с заломами.  Минимальный радиус гибки трубы.
Минимальный радиус гибки трубы.самодельный прокатный станок, как изготовить, конструкция и чертежи
 Для возможности гнуть трубы в домашних условиях можно изготовить трубогиб ручной своими руками. Это совсем несложно.
Для возможности гнуть трубы в домашних условиях можно изготовить трубогиб ручной своими руками. Это совсем несложно.
Область применения такого станка довольно широка. С его помощью можно делать сантехнические фитинги с различными углами изгибов.
Он поможет при изготовлении арочных конструкций, ограждений, теплиц.
Параметры и принцип действия
Схема трубогибов для профильной трубы своими руками довольна легка в реализации, для этого не нужно обладать специальными умениями. Тем более, что самодельное прокатное устройство для профильной трубы будет стоить в несколько раз дешевле фабричного.
Такие станки делятся по параметрам:
- мобильность — могут быть стационарные, а могут быть переносные;
- привод — может быть ручной, гидравлический или электрический;
- способ воздействия — обкатка, прокат, намотка или воздействие штоком.
При обкатке закрепленную конструкцию обкатывают роликом вокруг неподвижного шаблона. Суть намотки обратная — изделие наматывают на подвижный шаблон при помощи закрепленных роликов. При воздействии штоком (еще называют арбалетный трубогиб) труба двумя концами опирается на неподвижные упоры, а гнутье производится штоком с закрепленным на нем шаблоном.
Прокатный трубогибочнник самый универсальный, так как он позволяет настраивать размер изгиба. Прокат производится между двумя неподвижными роликами с одной стороны и подвижным роликом с другой.
Перед изготовлением необходимо определиться, какой радиус изгиба рабочей заготовки нужен. Также при сборке такого станка нужно учитывать толщину стенок, с которыми предстоит работать, и их диаметр.
Шаблонный тип станка
Самый простой станок шаблонного типа часто изготавливают из такого мягкого материала, как дерево. При постройке такого станка нужно понимать, что на нем можно будет работать только с тонкостенными трубами. Диаметр должен быть меньше толщины шаблона, который изготавливается из дерева.
Трубогибочный инструмент необходимо закрепить к надежному и устойчивому основанию. Слева от шаблона крепится квадратный упор. Один конец трубы надежно крепится к упору, а с другой стороны ее начинают аккуратно гнуть.
Упростить конструкцию такого станка можно заменив деревянный шаблон на крюки. Крюки выполняются из металла и располагаются по заданному радиусу. Плюс такого станка в том, что смену радиуса сгиба можно произвести, просто перекрутив крюки на другой необходимый радиус. Таким образом, получается, что станок с крюками будет более гибким в работе.
С прижимным роликом
Этот вид трубогиба будет более конструктивно сложным, но и работать на нем можно с более толстостенными трубами.

Главными элементами такого трубогиба являются ролики, между которыми происходит сгибание. Первый крепится к рабочему столу, и вокруг него гнется профтруба. Второй подвижный, он прижимает трубу к первому, для изгиба.
Ролики для такого станка делают металлическими или деревянными. Для изгиба стальных труб используют металлические ролики. Для изгиба труб из меди или алюминия, чтобы избежать их деформации, используют деревянные ролики.
Для понимания механики работы такого устройства достаточно просто взглянуть на схему его работы. В сети Интернет достаточно часто встречаются чертежи трубогиба своими руками для профильной трубы.
Для самостоятельного сбора такого станка понадобится:
- прочное основание — деревянное или фанерное;
- два ролика — металлические или деревянные;
- П-образный держатель для роликов;
- надежная рукоятка.
Держатель обязательно изготавливается из металла, так как он будет испытывать большие нагрузки. Ролики крепятся к держателю с обеих сторон. Далее вся эта конструкция крепится к основанию, через центр первого ролика. Важно следить за тем, чтобы держатель вращался вокруг первого ролика. К другой стороне держателя крепится рукоятка. Длинна и толщина рукоятки подбирается на основании того, какие трубы предстоит гнуть. Она может испытывать большие нагрузки.
Популярные самодельные станки
Наиболее популярными считаются станки прокатного типа, их больше всего используют в работе. Такие станки часто оснащают электромоторами. Это позволяет значительно упростить и ускорить процесс работы.
 Конструкция такого аппарата представляет собой основание, на котором жестко закреплены два ролика. Они включены в П-образную раму и подключены к системе, которая будет их вращать. Это может быть электромотор или же ручка для вращения. Сверху рамы устанавливается третий ролик на червячный вал. Этот ролик называется прижимным.
Конструкция такого аппарата представляет собой основание, на котором жестко закреплены два ролика. Они включены в П-образную раму и подключены к системе, которая будет их вращать. Это может быть электромотор или же ручка для вращения. Сверху рамы устанавливается третий ролик на червячный вал. Этот ролик называется прижимным.
Сгибание трубы происходит в несколько прокатов, при которых постепенно увеличивается давление. Такой метод считается самым щадящим, так как сгиб трубы происходит медленно и равномерно. Этот станок позволяет очень точно отрегулировать радиус сгибы трубы. Часто в трубогибах такого типа червячный валец для создания давления на трубу заменяют на автомобильный домкрат.
В самой популярной схеме таких аппаратов вращение передается на два опорных ролика. Но некоторые специалисты утверждают, что удобнее, когда вращение передается на прижимной ролик. Вариантов модификаций этих аппаратов великое множество.
Сделать трубогиб не представляет большой сложности, для этого необходимо обладать минимальными знаниями законов механики и желанием сделать себе такой станок своими руками. Тем более, что готовую схему или чертеж трубогиба для профильной трубы можно найти в сети Интернет.
Originally posted 2018-04-18 12:34:16.
Трубогиб своими руками для круглой трубы: чертежи, размеры, видео
Для работы с трубами или уголком требуется специальный станок, получивший название трубогиб. Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.
 Трубогиб своими руками
Трубогиб своими рукамиУстройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка. Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
- Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Больше всего получила распространение конструкция, которая работает по принципу прокатки. Она практически лишена всех приведенных выше недостатков, имеет относительно небольшие размеры, может быть переносной, есть возможность проводить регулировку угла гибки.
Самодельный станок может иметь самую различную конструкцию. При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.

Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.

Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.

Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
- Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
- Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик. Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.

Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил свое название благодаря схожим чертам с средневековым оружием. Арбалетный трубогиб обладает следующими особенностями:
- Основа конструкции представлена рамой, которую можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, так как получаемая конструкция должна обладать высокой жесткостью.
- После создания рамы проводится крепление двух вальца.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается непосредственно через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть вполне достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.

Арбалетный трубогиб
Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.

Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.
- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.
Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента применяется домкрат. Он бывает нескольких типов. Сам домкрат изначально изготавливается для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, к примеру, автомобили.

Трубогиб из домакрата
Самодельный трубогиб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.
Как ранее было отмечено, при применении домкрата можно сделать трубогиб арбалетного типа.
В заключение отметим, что практически любое устройство является относительно несложным станком, который за счет распределения прилагаемого усилия гнуть трубы и другие заготовки подобного типа. Применяются зачастую для сгибания изделий, изготавливаемых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать в несколько десятков раз затраты, связанные с производством самодельного варианта. Именно поэтому для бытового применения или мелкосерийного производства в большей степени подходит самодельный трубогиб.
Трубогиб без токарных работ

Всем доброго времени. В данной статье мы с вами рассмотрим, как автор канала «ДОМИК В ДЕРЕВНЕ 54» собрал трубогиб для профильной трубы, без токарных работ. Всё, что понадобилось автору для данной самоделки.
МАТЕРИАЛЫ: швеллер 80 х 40, уголок 25 х 25, шпилька М18, подшипники, шайбы М18, гайки М18, листовой металл толщиной 5 мм, труба металлическая, старые электроды No 4, куски профильной трубы 20 х 20, шпилька М8, кусок металлопластиковой трубы.
ИНСТРУМЕНТЫ: Аппарат сварочный и электроды, УШМ и круги к ней, отрезные и шлифовальные, дрель и свёрла, тиски, маркер, рулетка, угольник, ключи гаечные, магнитные угольники, деревянный брусок и наждачная бумага. Вот пожалуй и всё, что нужно для этой самоделки.

Ну а теперь, сам процесс изготовления.
Автор отрезает, один кусок от швеллера длинной 400 мм, и четыре куска от уголка длиной по 250 мм каждый.


После приваривает уголки к швеллеру, как показано на фото.
Затем из листового металла мастер вырезал две заготовки. И сделал в каждой из них по одному отверстию строго в центре диаметр отверстий 19 мм. Деталь, что больше это будет упорная пластина.

И в дальнейшем она будет приварена к уголкам.

К заготовке поменьше будут приварены вот такие детали с вырезами. Это будет каретка.


Размеры по уголкам внутри: 70 мм на 80 мм.
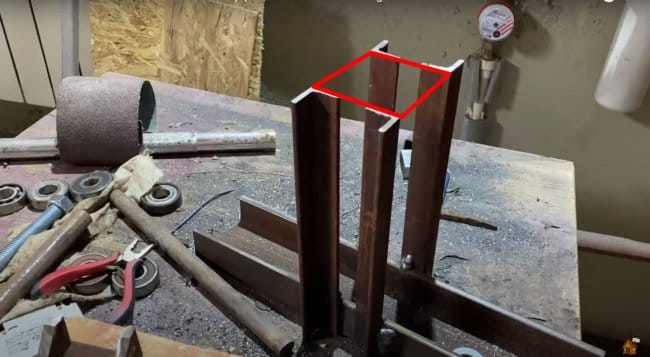
Снаружи: 130 мм на 70мм. Из этих размеров становится понятно, что размеры упорной пластины 130х70мм, а каретки 70х80мм.

Затем автор приступил к изготовлению ведущего ролика. Для этого он взял кусок шпильки М18 длиной 200 мм. И одел на неё два куска трубы друг на друга.

Между шпилькой и первым куском трубы, автор установил куски старых электродов No4. Для создания соосности.

Внешнюю трубу он распилил вдоль. После она будет хорошо проварена и зашлифована.

Также, эти соединения автор тоже хорошо проварил.


После сварки о шлифовки ролика, мастер установил на него по одному подшипнику с каждой стороны.

Также была сварена и отшлифована каретка.

Затем, установленные на ролик подшипники, автор приварит к каретке, в этих местах.

Далее в отверстие каретки, автор устанавливает шпильку и накручивает на неё гайку.

После приваривает эту гайку к шпильке.

Затем устанавливает ещё одну гайку, но уже с другой стороны и снова приваривает её к шпильке. Между гайками и пластиной каретки должен быть не большой зазор.


После устанавливает на шпильку прижимную пластину.

Далее устанавливает каретку с пластиной на своё место.

И приваривает пластину к уголкам.

Далее устанавливает гайку на шпильку.

И приваривает её к пластине.

После приваривает кусок профильной трубы на край шпильки. И прижимной ведущий ролик готов.

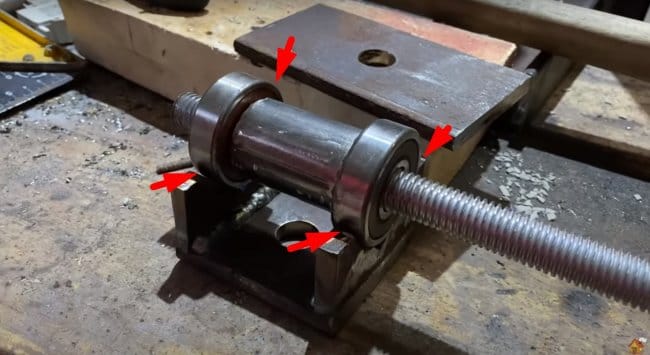
Далее мастер собирает боковые ролики. Для этого на шпильку он устанавливает гайку.

Затем большую шайбу.

После шайбу поменьше.

Далее три подшипника.

И снова, шайба поменьше.

Затем большая шайба.

И в конце всё это хорошо стягивается гайкой.

После, в этих местах мастер проходит сваркой. И лишнюю часть шпильки отрезает. Всё один боковой ролик готов. Второй ролик собирается аналогичным способом.

Такие вот ролики получились.

Теперь автор сделает ручку к главному ролику (ведущему). Для этого он возьмёт кусок профильной трубы и с одной стороны сделает сквозное отверстие диаметром на 8 мм.

А с другой стороны, такой вот вырез.

После установит данную заготовку, вырезом на шпильку главного ролика. И приварит её к шпильке.

После возьмёт небольшой кусок шпильки М8, установит её в отверстие и тоже приварит.

После на эту шпильку будет установлен кусок металлопластиковой трубы с шайбой и гайкой.

Автор планирует сделать боковые ролики регулируемыми. И для этого он приварит несколько кусков шпильки М8 к швеллеру.

Такой вот трубогиб, получился у нашего героя сегодня.


Для регулировки, достаточно, просто переставить ролик в ближнюю или дальнюю пару шпилек.

Но перед тем, как испытать данную самоделку, автор сделает ещё одну не большую доработку. Доработка заключается в том, чтобы добиться, идеальной соосности ведомого ролика. Так как трубогиб изготавливался без применения токарного оборудования. По подшипникам вопросов нет, а вот на главном ролике могло привариться что-то не ровно. И по этому, автор взял деревянный брусок и прикрепил к нему наждачную бумагу крупной фракции. Установил его в трубогиб, (предварительно сняв боковые ролики) прижал к нему главный ролик и просто крутил ручку. После такой доработки, автор получил практически идеальный результат.
Ну вот, теперь можно и тестировать самоделку.
Трубогиб работает и со своей задачей справляется хорошо. Автор самоделкой доволен.

Конечно же, автору, огромное спасибо за самоделку.

А на этом у меня всё. Всем спасибо и до новой встречи!
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Самодельный трубогиб с инструкциями по гибке
Самодельный трубогиб с инструкциями по гибке
Самодельный трубогиб с инструкциями по гибке
— Это полностью автоматический трубогиб с системой управления PLC , двумя сервоприводами для вращения и подачи.
— Сенсорный экран панельный дисплей на английском языке, имеет разную степень изгиба, предварительную сборку, диалоговую операцию, можно выбрать ручное, полуавтоматическое и полностью автоматическое руководство по эксплуатации, переносной педальный переключатель с функцией запуска и аварийной остановки.Работа нескольких осей одновременно.
— Гибочная труба — Автомат . Труба вращающаяся — Автомат . Подающая труба — Автомат .
— Резервное копирование программ одним ключом для USB или дискового хранилища или через ИНТЕРНЕТ. Управление и хранение данных гибки и инструментов осуществляется в стандартных текстовых файлах на жестком диске управляющего ПЛК. В случае необходимости также можно интегрировать ПЛК в гибочный станок. Поэтому в комплект входит адаптер Ethernet.Количество инструментов и продуктов практически не ограничено. Файлы продуктов и инструментов можно легко редактировать (в том числе на отдельном ПЛК) и распечатывать.
— Код безопасности для настройки данных защиты и выбранных рабочих характеристик трубогибочного станка.
— Для доступа к архивным данным настроек гибки для облегчения изучения неисправностей с помощью одного набора инструментов.
— Все части гидравлической системы, системы управления, системы привода и системы отображения импортируются из известной марки , с высокой точностью, высокой эффективностью, подходящей для массового производства.
— ЧПУ полностью автоматический , имеет оборудование для гибки кубического пространства, загрузка всего процесса гибки выполняется автоматически.
— Машина отличается удобством в эксплуатации, стабильной производительностью и высоким коэффициентом безопасности. Наша трубогибочная машина JOBEST MACHINERY — идеальный выбор для обработки труб.
— Сертификация CE, ISO9001, SGS для нашего трубогибочного станка
Самодельный трубогиб с инструкциями по гибке
— Интерактивный сенсорный экран PLC обеспечивает легкий доступ к автоматическому и ручному режимам работы.
— Системная диагностика и многоязычная поддержка.
— Стандартное направление гибки по часовой стрелке.
— Полностью гидравлический зажим на зажимной матрице и прижимной матрице.
— Гидравлический зажим с опускной головкой.
— Матрица гидравлического давления прямого действия с регулируемым клапаном скорости.
— Максимум 100 наборов программ для хранения, Максимум 32 сгиба для каждой программы.
— с Независимые программируемые скорости осей Y, B и C.
— Программируемые настройки пружины материала для каждого угла изгиба.
— Автоматический выпуск трубы перед окончательной гибкой.
— Ось гибки — с приводом от цилиндра, ось подачи — с приводом от серводвигателя, оси вращения — с приводом от серводвигателя.
— Получите качественные повторяемые гибы из стали, нержавеющей стали, алюминия, титана и латуни.
— Запуск цикла педали.
— с системой воздушного охлаждения / Система водяного охлаждения .
— Один набор инструментов для гибки под вытяжкой.
— Кронштейн плашки стеклоочистителя.
— 1 стержень оправки.
— Руководство по эксплуатации и обслуживанию.
— Ящик для инструментов с отрегулированными инструментами.
— Электрический: По мере необходимости (3 фазы 220 В или 380 В или 415 В …)
Дополнительные функции для самодельного трубогиба с инструкциями по гибке
— Промышленное компьютерное управление
— Ожидается Извлечение оправки
— Автоматическая смазка оправки / станка
— Направление гибки против часовой стрелки
— Эффективная длина станка по оправке
— Защитный коврик
Основные компоненты для Самодельный трубогиб с инструкциями по гибке
1.Сенсорный экран: Тайвань Weiview
2.PLC: Япония Mitsubishi
3. Сервомотор: Япония Mitsubishi
4. Клапан: Japan Yuken
Применение самодельного трубогиба с инструкциями по гибке
Самодельный трубогиб — Купить самодельный трубогиб, трубогиб, трубогиб на оправке Продукт на Alibaba.com
12-тонный гидравлический трубогиб
Сконструированный с прочной стальной рамой, 12-тонный гидравлический трубогиб может работать с трубами шириной до 2 дюймов. Гибочные стержни можно легко отрегулировать на расстояния 8-1 / 2 дюйма, 11-1 / 4 дюйма, 12 дюймов, 16-3 / 4 дюйма, 19-1 / 2 дюйма и 22-1 / 4 дюйма. литые матрицы включены.
Изгибы 1/2 дюймадо 2 дюймов стальной трубы сортамента 40 и 80
Размеры гибочной матрицы 1/2 дюйма, 3/4 дюйма, 1 дюйм, 1-1 / 4 дюйма, 1-1 / 2 дюйма и 2 дюйма
Грузоподъемность домкрата: 13 -1/4 дюйма минимум, 22-3 / 4 дюйма максимум
Ход 9-1 / 2 дюйма
У меня также есть другие мотоциклетные подъемники, и у меня есть хороший отчет о CE и испытаниях для рынка Европы / Америки. Для получения более подробной информации свяжитесь со мной.
.Трубогибочный станок с передовыми технологиями
10 000 долларов США.00–14 000 долларов США / Устанавливать | 1 компл. / Компл. (Мин. Заказ)
- Макс.Диаметр трубки (мм)
- 42
- Настройка:
Индивидуальный логотип (Мин.Заказ: 1 комплект)
Индивидуальная упаковка (Мин. Заказ: 1 комплект)Подробнее
Настройка графики (Мин.Заказ: 1 комплект) Меньше