для профильной трубы с размерами, чертежи, как сделать для круглой трубы, из тисков
Сгибание трубы – полого цилиндра с определённой толщиной стенок – сопряжено с рядом неудобств. Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.
Поэтому труба в строительстве и изготовлении различных конструкций используется очень часто. И не менее часто требуется эту трубу согнуть, чтобы она смогла выполнить возложенную на неё функция. Для этого был придуман такой аппарат как трубогиб. Что он собой представляет, какова его конструкция и можно ли смастерить трубогиб своими руками?
Содержание
- Что это такое и для чего он нужен?
- Устройство
- Виды
- Принцип работы
- Для профильной трубы
- С центральным роликом
- С переломной рамой
- Простой трубогиб
- Для круглой трубы
- Из тисков
- Самодельный роликовый
- Из домкрата
- Арбалетного типа
- Изготовление компактного трубогиба-улитки
- Заключение
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Виды
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Стоит отметить, что нагревание очень редко требуется при гибке труб малого диаметра, поэтому оснащать самодельный гибочный станок спиралью или греть пропановой горелкой ни к чему.
Однако нагрев докрасна продолжает использоваться при отсутствии станка, когда равномерность кривизны изгиба не имеет большого значения.

Принцип работы
В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему. С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни. Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Для профильной трубы
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.
Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.


Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.
Ещё один вариант – старые подшипники. Если их посадить на вал, предварительно разогрев в пламени пропановой горелки, а потом проварить, чтобы они вращались вместе с валом, то получится ролик с идеальной круговой поверхностью.
С центральным роликом
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.
- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.
- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки. Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.

 Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.Чертежи и размеры самодельной конструкции:
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.
Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
Простой трубогиб
В условиях домашней мастерской можно изготовить несколько типов трубогибов. Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.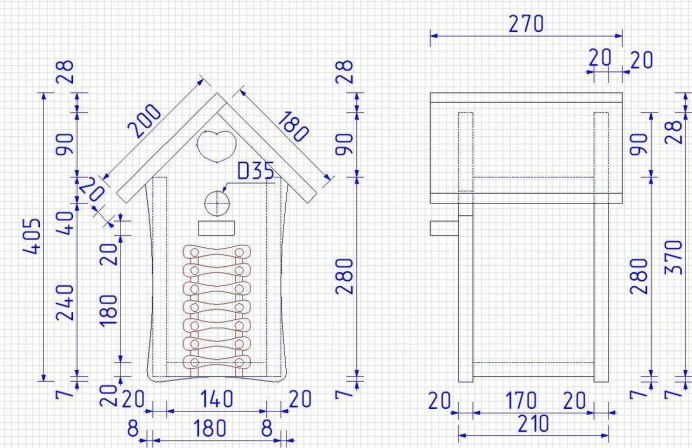
Ниже приведены самые простые и лёгкие в изготовлении виды трубогибов для различных нужд.
Для круглой трубы
Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Он предназначен для сгибания труб круглого сечения под прямым углом или меньше.
Основа может быть простой металлической плитой. В ее центре неподвижно крепится шкив. На оси первого шкива закреплён П-образный кронштейн. Конец кронштейна продолжается рычагом, а в середине на очи закреплён второй шкив, который свободно вращается. Внизу от первого шкива располагают упор, который предотвращает проворачивание трубы.
Механизм такого трубогиба предельно прост. Круглая труба вставляется между упором и первым шкивом. Кронштейн одним из краёв касается упора, и труба получается зажатой между двух шкивов. Поворачивая кронштейн рычагом, мастер оказывает давление на конец трубы и постепенно второй шкив описывает окружность вокруг первого, неподвижного. Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Из тисков
Большие стационарные тиски с успехом могут быть использованы вместо прижимного устройства.
Задача сборки облегчается тем, что тисковый трубогиб не требует рамы, соединяющей верхний прижимной и нижние упорные ролики. Для него хватит двух швеллеров достаточной глубины, чтобы в стенках можно было просверлить отверстия под валы роликов.
На широком основании монтируются упорные ролики на расстоянии минимум 400-600 мм друг от друга. На узком основании собирается один ролик, вращаемый рычагом достаточной длины. Затем конструкция вставляется в тиски, между роликами помещается труба и затягивается. Вращая рукоять рычага, трубу или профиль протягивают через роликовые вальцы.
Эта модель удобна тем, что является максимально портативной и может извлекаться из ящика с инструментами лишь по необходимости.
Самодельный роликовый
Роликовый трубогиб может иметь различную конфигурацию. Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.
Ключевой особенностью этого трубогиба являются ролики, которые либо обжимают трубу, прокатываясь по ней, либо сдавливают её с разных сторон. В зависимости от поперечного сечения роликов устройство будет заточено под круглую либо профильную трубу.
В первом случае внутренняя поверхность ролика между двумя гребнями будет вогнутой, во втором – ровной.
Чертежи:
Из домкрата
Гидравлический домкрат удобно использовать для поджима трубы. Его использование оправдано с круглой и профильной трубой из стали, больших диаметров или с толстыми стенками. Учитывая, что гидравлическим домкратом можно вывесить более трёх тонн, получается, что диаметр и толщина трубы, которую вы сможете согнуть, ограничивается скорее конструкцией самой системы и тем, сможете ли вы прокрутить рычаг, протаскивая заготовку.
Чертеж и размеры:
При достаточной длине рычага ручки вращения роликов этот вид трубогиба требует меньше всего физической силы при работе с серьёзными материалами.
Арбалетного типа
В трубогибе арбалетного типа отсутствует механизм протяжки профиля.
Он используется, когда изделие гнётся на небольшую длину.
Своё название трубогиб получил за металлическую треугольную раму, расположенную параллельно земле.
В вершинах этой рамы две опоры, ориентированные на круглую либо профильную трубу (это зависит от формы выемки на упорах). В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
Чертеж самодельного трубогибочного станка арбалетного типа:
Таким образом, для изготовления арбалетного трубогиба, оснащённого гидродомкратом, нужно сварить треугольную раму, в вершинах которой будут располагаться упоры и прижимной шток.
Изготовление компактного трубогиба-улитки
Трубогиб-улитка получил своё название из-за детали, которая служит силовым трафаретом при изгибе трубы.
В процессе гибки труба прижимается к улитке специальным роликом, который описывает окружность.
В целом, конструкция такого трубогиба напоминает закаточную машинку для стеклянных банок.
Улитка самодельного агрегата может представлять круг из стали толщиной 3-4 мм, на который ребром приварена спирально закрученная толстая стальная лента. В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В заводских агрегатах улитка поделена на сегменты, соединённые штифтами или болтами. Каждая из частей улитки может отгибаться, что даёт более крутой и красивый изгиб.
С помощью трубогиба-улитки можно гнуть не только трубу, но и прутья, арматуру, прежде всего, для художественного оформления и для завитков.

Пример можно увидеть на чертеже:
Заключение
Трубогиб – полезный инструмент, который может пригодиться при прокладке металлических трубопроводов в системах отопления и кондиционирования, изготовлении металлических каркасов всевозможных видов и многого другого.
Высокая стоимость на заводские устройства побуждает людей, владеющих навыками ручного труда, к самостоятельному изготовлению трубогибов. Устройства, изготовленные своими руками, ничем не уступают фабричным и могут иметь самую разнообразную конфигурацию.
Как сделать трубогиб для профильной трубы своими руками, видео, фото, чертежи
Нередко случается, что для выполнения некоторых работ в доме или на приусадебном участке может понадобиться согнуть профильную трубу. Есть два варианта решения этой задачи. Первый – покупка трубогиба в строительном магазине. Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
Содержание
- Назначение
- Конструкция
- Изготовление трубогиба своими руками: 3 популярных способа
- Самодельный трубогиб: видео
- Трубогиб своими руками: фото
Назначение
Трубогиб имеет очень широкий спектр применения. Кованые конструкции, ограждения, решетки, мебель на приусадебном участке – все можно без труда сделать при помощи этого несложного устройства. Он не сплющивает и не заламывает материал. А для монтажных работ, связанных с водоснабжением, отоплением или газификацией, трубогиб – настоящая находка. Он бывает с электроприводом и ручного типа. Стоит отметить, что последнего варианта вполне достаточно для выполнения задач бытового назначения.
Конструкция
В настоящее время не составляет особого труда приобрести трубогиб в специализированных строительных магазинах. Производители позаботились об этом. Существует несколько разновидностей трубогибов в зависимости от их назначения.
Трубогиб ручной гидравлическийЕсли вы планируете работать с профилями небольшого диаметра, то лучше выбрать устройство с ручным приводом. Для работы же с материалами больших размеров подойдет гидравлический трубогиб. В свою очередь, все приспособления можно разделить на стационарные и мобильные.
Для работы же с материалами больших размеров подойдет гидравлический трубогиб. В свою очередь, все приспособления можно разделить на стационарные и мобильные.
Если в процессе работы вам потребуется точно вымерить угол и радиус будущей заготовки, то стоит обратить внимание на электромеханическое устройство. Его преимущество состоит в том, что заготовка в процессе обработки не ощущает внутреннюю деформацию.
Что касается разновидностей этого приспособления, то их классифицируют следующим образом:
- Арбалетные.
- Сегментные.
- Пружинные.
Пружинное устройство ручного типа обычно используют для работы с полимерными трубами. Изгиб осуществляется посредством сдавливания пружин. В сегментных приспособлениях – путем растягивания трубы.
Электромеханический трубогиб профильной трубыИзготовление трубогиба своими руками: 3 популярных способа
Трубогиб – полезный и нужный в хозяйстве инструмент. Особенно если вы являетесь владельцем частного дома. Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
Проще всего, конечно, будет приобрести его в магазине, но стоимость его нельзя назвать дешевой. Поэтому самым простым и экономичным вариантом станет изготовление устройства своими руками. Можно выделить три основных способа изготовления трубогиба в домашних условиях.
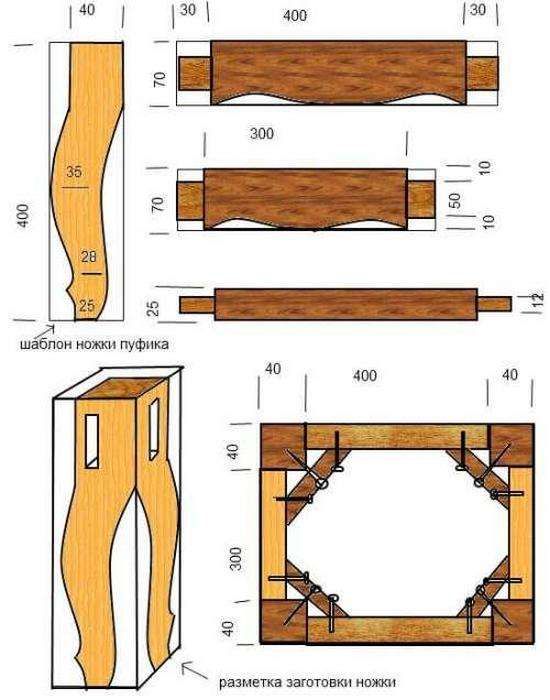
Вариант №1. Простой способ. Вам потребуется изготовить полукруг из небольшого куска дерева.
- Из несколько прочных досок выпилить полусферу по необходимому шаблону.
Совет. Предпочтительнее выпиливать доски с уклоном к основанию.
- Получившиеся заготовки зафиксировать на устойчивой основе. Для этого вполне подойдет стена либо стол. Важно, чтобы доски были шире параметров трубы. Это делают для того, чтобы она не выскочила из шаблона.
- На другом конце полукруга крепится упор. Труба должна полностью входить по габаритам между шаблоном и деревянным упором.

Трубогиб готов к работе. Но как им пользоваться?
- Разместите трубу в центре между упорным брусом и шаблоном.
- Давите на противоположный край пока не получите желаемого угла изгиба конструкции.
Внимание! Этот вариант прекрасно подойдет для работы с такими металлами, как алюминий и сталь. Если вы работаете с трубами различного диаметра, то есть смысл изготовить несколько шаблонов.
Вариант №2. Несложный и экономичный способ.
- Приобретите в магазине обычные крючки из металла. Важно, чтобы они отличались большой прочностью.
- Зафиксируйте их на крепкой основе таким образом, чтобы расстояние между ними не превышало 50 мм.
- Должен получиться полукруг.
Принцип работы этого трубогиба схож с вышеуказанным вариантом. На конце полукруга нужно закрепить упор. Это устройство универсально, т. к. позволяет выполнять работы с материалами различных диаметров.
Вариант №3. Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Принцип его работы состоит в том, что цилиндр и ролики выполняют загиб материала. Цилиндр должен постоянно свободно двигаться. Именно благодаря ему возможно изменить угол требуемого изгиба. Чтобы сделать такой трубогиб самостоятельно вам понадобится:
- Пластины из стали толщиной от 0,5 до 1 см и длиной около 0,3 м — 2 шт.
- Уголки из стали 50 х 50 мм – 4 шт.
Также вам потребуется деревянный шаблон. Используйте доски толщиной не более 30 мм. Изготовление деревянного шаблона аналогично предыдущим вариантам.
Профильная труба в трубогибе- На основании зафиксируйте уголки, длина которых до 0,3 м.
- Сверху приварите оставшуюся пластину из стали.
- Просверлите в ней отверстие с диаметром немного больше, чем у винта, который будет устанавливаться в него.

Внимание! Предназначение винта – опора заготовки, которая будет обрабатываться.
- К той пластине, которая находится сверху, прикрепите уголки, направленные внутрь конструкции.
- Трубогиб готов. Вы сможете изменить угол изгиба практически любой профильной трубы.
Благодаря этим трем несложным вариантам изготовления трубогибов, можно значительно сэкономить деньги и время на проведении монтажных работ. Материалы и инструменты, которые понадобятся в процессе изготовления, есть у любого хозяина. Какой именно трубогиб сделать своими руками зависит от ваших возможностей и потребностей.
Самодельный трубогиб: видео
Трубогиб своими руками: фото
Изгиб труб и труб 101
В настоящее время обновляется, чтобы добавить новые смещения для M601/605/625. Пожалуйста, дайте нам знать, если у вас есть какие-либо вопросы.
На этой странице вы можете узнать, как точно сгибать трубы с помощью вашей новой модели 600 или любого другого трубогиба и трубогиба. Как и в настоящем колледже, мы покажем вам старый школьный способ сделать это и немного теории, прежде чем рассказать вам о программном обеспечении, которое может помочь сделать все это за вас. Но вы можете сразу перейти к концу, если хотите, мы продаем лучшее программное обеспечение для гибки, и оно вполне доступно.
Гибка трубы с помощью Rogue Model 600 Bender, 101: основы
Изгибая 101, вы узнаете, как сделать изгиб там, где вы хотите, в зависимости от того, где начинается изгиб, и как согнуть нужную величину . Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа.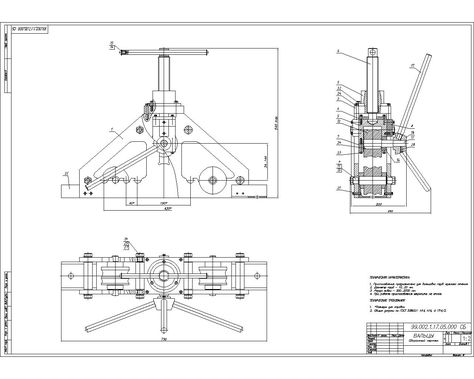 Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Если вы хотите сделать изгиб на матрице радиусом 4,5, и вы хотите, чтобы этот изгиб был в 10 дюймах от конца куска трубы, отметьте линию на трубе в 10 дюймах от конца. ВАШ ИЗГИБ НАЧИНАЕТСЯ ЗДЕСЬ. Теперь нарисуйте линию на 5 1/4″ ближе к концу трубы от вашей первой линии (5 1/4 — это смещение изгиба из таблицы ниже). Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Если вам не нравятся смещения изгиба (например, если вы привыкли к другому станку), просто купите один из наших измерителей местоположения изгиба (нажмите ЗДЕСЬ — новое окно), он позволит вам измерять рулеткой от начала изгиба до любого места на трубке, которую вы хотите.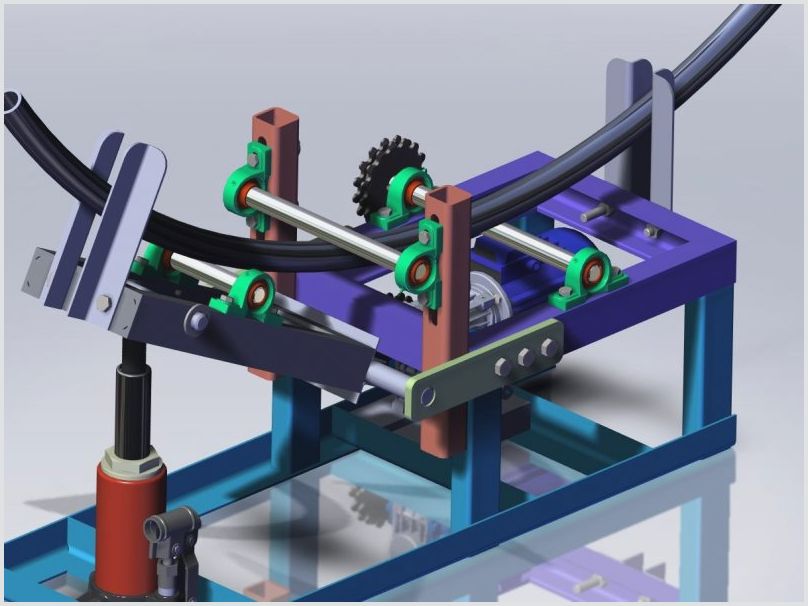 Без проблем.
Без проблем.
M600 Bend Spossets (2010-2014)
- 3,5 ″ CLR Dies -смещение 6 3/16 ″
- 4,5 ″ CLR Dies -Offset 5 ″
- 6.0.0.023-OFFSET 5 ″
- . 6.0.0.0.023-Offset 5 ″
- 1112. 6.0.0.0.023-Offset 5 ″
- 1112. 6.0.0.0.023-Offset 5 ″
- 1111. 6 5/8″
M600 Bend Moptseds (2015 г. до конца 2021 года)
- 2,5 ″ CLR Dies — смещение 7 1/8 ″
- 3,5 ″ Dies — Offset 6 1/4 ″
- 9002,5 4.5 4.5 ″ DIES DIES 7 1/4 ″
- 9002,5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5. — Offset 5 1/4 ″
- 6,0 ″ Clr Dies — смещение 6 ″
M601/605/625 Бенд. Матрицы CLR 3,5″
— со смещением 4 1/2″Что насчет пружинения?
Вот лучший способ измерить упругость. Поместите прямой материал в машину и вручную накачайте домкрат до тех пор, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Поместите прямой материал в машину и вручную накачайте домкрат до тех пор, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Изгиб 102
В разделе Изгиб 102 вы узнаете, как рассчитать длину трубы в изгибе, а также как сделать изгиб посередине трубы.
Сколько труб находится в изгибе?
Расчет трубы на изгиб очень прост. Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
- 6,0 CLR = 0,105 дюйма трубы на градус изгиба
- 4,5 CLR = 0,078 дюйма трубы на градус изгиба
- 3,5 CLR = 0,061″ трубы на градус изгиба
- 2,5 CLR = 0,043 дюйма трубы на градус изгиба
Изгиб посередине трубы
Теперь, когда вы знаете, как рассчитать длину изгиба и где начинается изгиб в зависимости от того, где вы его зажимаете в машине, вы можете легко сделать изгиб в середине отрезка трубы. Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Слишком много работы? Без проблем. У нас есть бесплатный калькулятор, чтобы помочь. Нажмите ЗДЕСЬ (откроется в новом окне/вкладке).
Посмотрите проект от начала до конца
У нас есть несколько видеороликов о том, как сгибать трубы для таких проектов, как каркас безопасности и поручни. Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Изгиб 103
В предыдущих уроках мы показали вам основы для определения расстояния между изгибами и длины. Теперь мы собираемся показать вам несколько более продвинутых советов по компоновке и интервалам сгибов. Понимание этого раздела значительно улучшит вашу способность планировать и проектировать гнутые детали, которые вы сможете изготовить на трубогибочном станке (а это, очевидно, то, чем вы хотите заниматься!).
Близко друг к другу Копланарные изгибы
Изгибы можно располагать намного ближе друг к другу, чем то, что вы узнали в изгибе 101. Мы покажем вам, как это сделать. Два изгиба, которые находятся на одной линии друг с другом, являются «компланарными». Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Три предела расстояния между изгибами
- Как объяснялось в разделе «Изгиб 101», вы всегда можете сделать изгиб, поместить зажимной блок после этого изгиба и расположить изгибы настолько близко друг к другу, насколько позволяет смещение изгиба. Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами.
- Как показано на рисунке, вы можете делать изгибы ОЧЕНЬ близко, если у вас есть роликовый прижимной штамп в машине (маленькое колесо под трубой). Большие радиусы изгиба требуют большего расстояния.
- Вы также можете зажать прямо на изгибе. Для этого может потребоваться перевернуть зажимной блок (болты на блоке теперь будут обращены вниз). Вы можете использовать любое расположение прижимного штифта, чтобы зацепить зажимной блок. Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
Пример применения изгибов с нулевым шагом см. далее. У нас есть примеры гибки 301, а также гибки 302.
Изгиб 201
До сих пор мы только показывали вам, как делать симметричные детали, построенные простым способом (от середины к краям). В 201 мы собираемся перейти к показу того, как соединить изгибы ближе друг к другу (путем изменения порядка, в котором вы делаете изгибы) и как согнуть несимметричную трубчатую конструкцию. Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не волнуйтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Несимметричные детали — немного сложнее
- Нарисуйте макет в натуральную величину с острыми углами и размерами (вы можете нарисовать его на бетоне, картоне, бумаге и т. д.).
- Аккуратно проследите изгибы до углов с правильным радиусом. Отметьте начало и конец (по желанию) изгибов.
- Поставьте отметку на макете в центре трубы. Отсюда мы и начнем изготовление.
- Переместитесь от центра макета вправо, проведите линию на расстоянии 5 дюймов от начала каждого сгиба (5 дюймов — это одно из смещений сгиба из таблицы в разделе 101, используйте смещение, соответствующее вашей матрице и станку) . Назовите эти линии «зажимным блоком». Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
ПРИМЕЧАНИЕ. – Эта схема показана с некоторыми устаревшими смещениями изгиба. Процесс хорош, но цифры больше не верны только для смещений изгиба. Пожалуйста, будьте терпеливы, пока мы обновляем контент. Это в конечном итоге будет заменено.
5. Теперь отрежьте трубку по длине и поставьте отметку в самом центре трубки. Длина — это просто сумма всех прямых отрезков из макета плюс «подъем» A.K.A. длина изгиба, которую можно легко рассчитать, используя числа, указанные в разделе 102 выше.
6. Отмерьте расстояние от центра и начертите линии зажимного блока на трубе (7,75” и 10,75” в приведенном выше примере).
7. Возьмитесь за центральную линию трубы. Загрузите в трубогиб (спереди), пока линия зажимного блока не окажется на передней поверхности зажимного блока.
8. Сделайте изгиб в соответствии с инструкциями к машине.
9. Снимите трубку и положите ее поверх макета. Вы сможете увидеть любую ошибку. Настало время учесть любое растяжение, которое может иметь место. Если расположение второго зажимного блока кажется не таким близким к изгибу, как вы его нарисовали, вы можете нарисовать его ближе и сохранить максимальную точность.
10. Повторяйте этот процесс, пока не закончите сгибание макета. Если вы обрежете трубку до полной длины «острого угла», вам придется обрезать концы после того, как вы закончите. Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольшой траты.
Начиная с одного конца трубы, а не с середины
Следующий абзац представляет собой ОЧЕНЬ ПОДРОБНОЕ объяснение другого способа сгибания той же формы, что и нарисованная выше в разделе «Изгиб 103».
Мы собираемся сгибаться от одного конца к другому, начиная с изгиба 90 градусов (следуя той же схеме из секции 201). Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок в 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Посмотрите несимметричный проект от начала до конца
Владелец снял это видео, делая самые первые поручни, которые он когда-либо построил. Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
 youtube.com/embed/65_y_7cENT8″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/65_y_7cENT8″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Гибка 202
Как и в колледже, вы должны изучить теорию, прежде чем получите настоящие инструменты и обнаружите, что «вы никогда не будете использовать математику». Хотя эта цитата не всегда верна, мы собираемся показать вам инструменты, которые профессионалы используют при проектировании каркасов безопасности, гибке выхлопных труб и других деталей для проектов своих клиентов.
Усовершенствованные инструменты для повышения точности — Программное обеспечение
Компания Bend Tech производит несколько уровней программного обеспечения, которое поможет вам управлять проектированием и производством в вашем бизнесе или завершить проект. Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Цена: $599
Наше коммерческое программное обеспечение SE (стандартная версия) для проектирования/производства труб. Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Цена: 295 долларов США
Если вы проектируете шасси, каркасы безопасности, качающиеся ползуны, рамы или что-то еще, от отдельных деталей до сборки из нескольких труб, то Bend-Tech PRO — это то, с чего вы хотите начать. Большое дело – полная сборка и надрезы.
Цена: $149
Если вам нужно несколько отдельных деталей, согнутых с вращением, EZ3D — это начало. EZ3D также удобен, если вы не собираетесь изготавливать многотрубные сборки, такие как каркасы безопасности, бамперы и т. д. Большое дело — точные 3D-детали
Цена: $69
Если вы планируете сгибать всего несколько деталей в год, и эти детали представляют собой 2D отдельные детали, то EZ может помочь.
Вы можете нарисовать трубу вручную или в SolidWorks или другом программном обеспечении САПР, но ни одно из них не будет генерировать производственные инструкции. Компания Bend Tech напечатает вам лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поместить зажимной блок, чтобы получить правильные места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто нажав на трубы, которые вы хотите сделать панелями. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
Компания Bend Tech напечатает вам лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поместить зажимной блок, чтобы получить правильные места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто нажав на трубы, которые вы хотите сделать панелями. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
Если вы можете использовать большинство компьютерных программ после обучения, у вас не должно возникнуть проблем с запуском этого программного обеспечения. Это не «интуитивный MS-Paint»… Так что не думайте, что вы научитесь проектировать свое шасси за 5 минут. Это больше похоже на MS Excel. Зайдите в Интернет и посмотрите видео или прочитайте о функции, и она расскажет вам, где находится эта кнопка и что она делает. Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, изготавливать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, изготавливать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Интеграция программного обеспечения с M600
Запустите Bend Tech и выберите M600 и штампы в библиотеке штампов, они поставляются предварительно загруженными. Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
И вернуться назад? Легкий! Согните любые 2 величины и сообщите Bend tech величину пружинения, и он интерполирует весь диапазон изгиба до крошечных долей градуса. Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Изгиб 301
Изгиб с 101 по 202 предназначены для того, чтобы вооружить вас ноу-хау для выполнения самых простых проектов с некоторой практикой. В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
Как делать S-изгибы, метод 1
1. Если картинка стоит 1000 слов, то сколько стоит видео? Не отвечай. Просто посмотрите видео.
Просто посмотрите видео.
Как сделать S – изгибы, метод 2
В методе 1 первый изгиб помещается внутрь машины, пока вы делаете второй изгиб. Метод 2 является противоположным: первый изгиб делается сразу за гибочной матрицей (но перед зажимом), в то время как изгиб 2 формируется. Преимуществами этого метода являются более высокие углы изгиба и доступная совместимость с гибочным станком.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов.
2. Снимите зажим, переместите его вправо к началу изгиба из шага 1. Плотно зажмите. Теперь переверните зажим и материал вверх дном (используйте наши датчики вращения или второй зажим, чтобы при желании сделать их идеально копланарными — ссылка ЗДЕСЬ откроется в новом окне/вкладке). Ваш изгиб будет обращен вниз к передней части машины.
Ваш изгиб будет обращен вниз к передней части машины.
3. Осторожно продвигайте машину, пока штифты не будут затянуты. Повторно обнулите индикатор степени (если только вы не хотите сгибаться до «сколько угодно» градусов).
4. Снова согните на 45 градусов. Удалите материал. У вас получится изгиб под углом 45 градусов.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Научитесь делать свои собственные рецепты изгибов
Следуя нашим инструкциям, вы далеко не продвинетесь. Когда-нибудь вы создадите что-то сложное и захотите снова сделать то же самое, может быть, даже его зеркальное отражение.
Подготовка к точному документированию того, как повторить процесс гибки, невероятно проста. Для этого нужны только маркер, рулетка и план.
Прежде чем начать, нарисуйте кольца на трубке с помощью маркера через каждый дюйм. Наши зажимные блоки — отличные трафареты для рисования этих колец. Отметьте, где вы поместите зажимные блоки для каждого изгиба, пока вы экспериментируете. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу. Бесполезно измерять изогнутую трубу до зажима, чтобы выяснить, где поставить этот зажим на прямой кусок, чтобы сделать это снова. Это позволяет проводить измерения «прямой трубы» прямо через все изгибы, которые вы можете придумать. Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Изгиб 302
Достаточно просто сделать точные изгибы там, где вы хотите. Вы хотите знать, как сделать гнутую трубу, о которой большинство производителей даже не подозревают, что это возможно из цельного куска? Продолжим ваше обучение. Это следующий шаг на пути к успеху в производстве.
Это следующий шаг на пути к успеху в производстве.
Как согнуть БЫЧИЙ ОШЕЙНИК!
Это не для сельского хозяйства. Обычно они применяются на заднем полу NHRA / SFI или других гоночных шасси и каркасах безопасности, где перекладина пола должна быть непрерывной, но может быть непрямой. Это разрешают многие контролирующие органы, и это позволяет опустить весь пол автомобиля, давая возможность рослым водителям чувствовать себя комфортно. Приводной вал проходит под (или над) центральным смещением.
ЭТО БЫЛО СДЕЛАНО НА МАТРИЦЕ 4,5 CLR. ЦИФРЫ БУДУТ ОТЛИЧАТЬСЯ ДЛЯ CLR 6.0.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов. Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
СОВЕТ. Прочтите все шаги и СЕЙЧАС поставьте метки на трубке для всех 3 мест зажима. Их гораздо легче измерить на прямой трубе.
2. Снимите зажим, переместите его вправо на 3 3/8 дюйма от положения зажима для изгиба 1. Плотно зажмите.
Плотно зажмите.
3. Теперь переверните зажим и материал вверх ногами ровно на 180 градусов. Обнулите индикатор степени. Не будь хакером.
4. Согните на 90 градусов.
5. Снимите зажим, переместите его на 12 1/4 дюйма (от того места, где вы зажали в шаге 1, конец трубки в нашем случае) и крепко зажмите. Это будет прямо посередине изгиба 90 градусов. Мы рекомендуем вам сохранить зажим, которым вы злоупотребляете, и по крайней мере один зажим, который вы держите в первозданном виде, они очень доступны ЗДЕСЬ (ссылка, новое окно/вкладка).
6. Снова переверните, как в шаге 3, обнулите индикатор и согните на 45 градусов. Оставьте зажимной блок включенным. Продолжай читать.
Доведение до совершенства (угол) – убедитесь, что ваш материал не подвергается сгибающему усилию в машине. Обнулите куб угла слева от всех трех изгибов. Проверьте справа от всех 3 изгибов. Если вы не сгибаетесь на какую-либо величину, перегните сгиб на шаге 6 на эту величину (вот почему вы оставили зажимной блок включенным!).
Доведение до совершенства (офсет) – Закрепите трубку на плоском технологическом столе. Другой конец болтается? Если начальная сторона высокая, вам нужно прибавить к размерам в шагах 2 и 6 поровну. Ожидайте коррекции смещения примерно на 3/4″ на каждый дюйм, который вы перемещаете в этих двух точках сгиба. Поэтому, если вы считаете, что «высота пола» отличается на 1/4″, добавьте 1/3″ к обоим смещениям. Если у вас есть противоположная проблема (ниже перед набором изгибов), добавьте с той же теорией ТОЛЬКО место изгиба в шаге 6.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Гибка 303
Мы на 100 % готовы предоставить вам бесплатное образование в области металлообработки и гибки труб. Хотя этот раздел (303) ничему не учит вас в отношении гибки, пусть это будет нашим письменным обязательством перед вами, нашим клиентом, что ваш успех — это наш успех. Мы будем продолжать разрабатывать методы и рекомендации, которые помогут вам сгибать трубы, трубы DOM, трубы HREW, медь (твердую и мягкую), титан, инконель, дуплексную нержавеющую сталь Sandvik 2507, архитектурную нержавеющую сталь, санитарную нержавеющую сталь и хроммолибден (а также Docol Р8). Вы звезда этого шоу, и мы здесь, чтобы помочь вам добиться успеха. Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.
чертежи вертикального трубогибочного станка
ЦБХ Вертикальный Трубогиб — (CBHVTB)
Как известно многим читателям, я
пользуюсь и изготавливаю трубогибы уже около 40 лет, и у меня есть несколько
мнения о том, что делает или ломает гибочный станок для выполнения производственных гибочных работ
и я всегда предпочитал использовать «горизонтальный» ручной гибочный станок.
Однако, когда я переехал в новый техасский магазин, я сразу понял, что у меня не было ни малейшего шанса место для обычного горизонтального гибочного станка, такого как JD2 model 3 или Pro-Tools модель 105, две из моих любимых.
В результате этого ситуации я начал серьезно смотреть на покупку или строительство небольшого вертикальный гибочный станок, который я мог бы спрятать в углу небольшого магазина когда он не использовался.
Купил пару планов и скачал из сети бесплатные чертежи для нескольких различных вертикальных гибочных станков а затем я пошел по магазинам и дилерским центрам, чтобы увидеть некоторые из этих машин в действие и, честно говоря, я не был впечатлен тем, что я видел. Лучший из то, что я видел, было самодельными моделями, но даже у некоторых из них были ограничения.
Много по вертикали
бендеры продаются с использованием того, что я бы назвал «фантастической одеждой», где
производитель делает некоторые дикие заявления, которые просто не могут быть подтверждены
в действительности. На одной из торговых демонстраций я действительно видел, как рама гибочного станка прогнулась.
боком, просто пытаясь согнуть трубку DOM 1,5 x 0,25 стенки, и модель, которую они
демонстрировали свою якобы «сверхмощную» модель. Они обвинили
сбой в штампе Pro-Tools, который, по их словам, имел плохо отлитое отверстие для поворотного штифта.
что даже идиот мог бы сказать, что это не так. Большинство из нас на этой демонстрации
ясно видел, что безудержный вал двигался в одну сторону от
приводные звенья, вызывающие скручивание и заедание, что оператору следует
позаботились. Этот опыт сразу же испортил мне
далее на серийные вертикальные гибочные станки, так как агрегат, на который я смотрел, должен был
быть «конечным» запоем. Как ни странно, производитель вышел с
несколько недель спустя «улучшенная» модель с гораздо более толстыми рычагами.
Я тоже был крайне
с разочарованием узнал, что почти все вертикальные гибочные станки, которые я видел,
продемонстрировал необходимость сброса приводных звеньев только для того, чтобы выполнить простой разворот на 100 градусов. наклон, что вам нужно сделать, чтобы получить хорошие «90» после
«отпружинивание» принимается во внимание. Я не мог поверить, что эти
различные производители и конструкторы гибочных станков не имели ни малейшего представления о самых
основные принципы изготовления хороших изгибов труб.
Было совершенно очевидно, что продажа «консервированного» продукта была гораздо более выгодной.
важно, чтобы продавали то, что было полезно и действительно работало в
условиях небольшого производственного цеха.
Для меня запой, который
нуждается в сбросе приводных звеньев после поворота на 60-70 градусов, это было просто
нон-стартер в отношении серьезной работы по изготовлению. Даже ребята только начинают
с запоем понять, что самая большая причина для «перегибов»,
сморщивание» и «искажение» происходит из-за пружинения, и каждый раз, когда вы
чтобы сбросить приводные звенья, которые вы позволяете трубке «расслабиться», или
«отпружинивание», и когда приводные звенья снова входят в зацепление, будет небольшой
углубление в трубке после повторного приложения давления.
Ни один из вертикальных у бендеров, как я посмотрел, были какие-либо средства для добавления одного из различных антипружинных задние устройства, которые мы обычно используем на горизонтальных гибочных станках.
Этот простой недостаток дизайна с гибочными станками вертикального типа является одной из причин, по которой они не заняли долю рынка над старыми традиционными горизонтальными гибочными станками в коммерческом производстве промышленность.
Как я упоминал ранее, некоторые лучшие вертикальные гибочные станки, которые я видел, изготавливались на заказ в небольших магазинах, и большинство в них были включены обходные пути решения проблемы угла изгиба.
Для меня это было очевидно
что некоторые производители гибочных станков неплохо умеют производить гидроабразивную обработку деталей.
но не так хорошо сгибает трубки, поэтому я вернулся к планам, которые
Я изначально скачал, так как большинство из них были нарисованы парнями, которые на самом деле
пришлось согнуть несколько трубок в реальных условиях.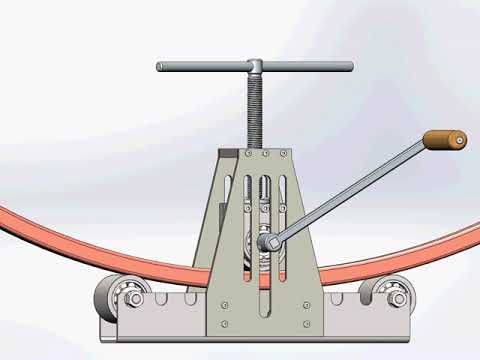
Мой первый выбор самогоноваров на основе рекомендаций десятков была маленькая модель Pro-Tools HMP-200, но после того, как я рассмотрел планы в деталях и построенный макет сразу было видно, что это бендер имел некоторые довольно существенные ограничения, поэтому я положил его на полку.
Это хороший недорогой гибочный станок, но я не думайте, что это очень хорошо работает в производственной среде и это относительно дорого построить.
следующий запой, на который я взглянул, был еще одним, рекомендованным многими людьми и это был AH-Bender, разработанный Фрэнком Такачом, известным большинству из нас как «ЕвроФранк» у борта. Планы на этот запой были давно времени и прошли несколько этапов доработки и усовершенствования.
я еще не говорил ни с кем, кто использует тот, у которого нет ничего, кроме хорошего есть что о них сказать.
С
у этого бендера была такая хорошая репутация, что я даже не стал смотреть на
планы в отношении оперативных вопросов и пошел вперед и построил один.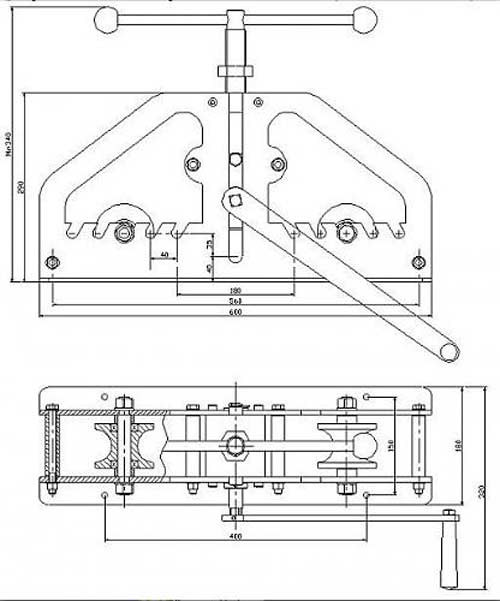 Это отличный бендер, но он не встретил одного из моих основных
требования, и это делало поворот на 110 градусов за один чистый взмах без
необходимость переставить приводные звенья. Моя другая проблема заключалась в том, что устройство было
просто низко к земле, чтобы мне всегда приходилось наклоняться, чтобы загрузить трубки,
установите матрицу и толкатель и расположите цифровой транспортир. Я закончил тем, что использовал
запой, когда он стоял на двух пластиковых молочных ящиках, а затем
«чувствовал» себя прекрасно.
Это отличный бендер, но он не встретил одного из моих основных
требования, и это делало поворот на 110 градусов за один чистый взмах без
необходимость переставить приводные звенья. Моя другая проблема заключалась в том, что устройство было
просто низко к земле, чтобы мне всегда приходилось наклоняться, чтобы загрузить трубки,
установите матрицу и толкатель и расположите цифровой транспортир. Я закончил тем, что использовал
запой, когда он стоял на двух пластиковых молочных ящиках, а затем
«чувствовал» себя прекрасно.
Другим недостатком было то, что этот трубогиб предназначен для использования Pro-Tools Model 105. комплекты штампов, и я предпочитаю штампы JD2, особенно для гибки тонкостенных материалов и жестких материалов, таких как хромомолибден.
Пока
исследуя вертикально-гибочные станки, мне довелось использовать станок на базе одного из
Очень ранние модели Фрэнка (HD-Bender), и, честно говоря, я предпочитал их
его последняя версия. Я думаю, что планы на его оригинальные бендеры еще
доступны, и если вы серьезно относитесь к созданию бендера, я бы посоветовал вам
купите оба набора планов, если это вообще возможно. Сайт Фрэнкса: http://www.gottrikes.com
Сайт Фрэнкса: http://www.gottrikes.com
Здание вертикальный гибочный станок, в котором используется гидравлический домкрат, сильно отличается от изготовление некоторых других гибочных станков, для которых мы разместили планы изготовления. Самой большой проблемой и существенным ограничением является сам гидроцилиндр.
Почти все вертикальные гибочные станки, включая некоторые модели высокого класса, которые вы видите в рекламе в Сети используются дешевые импортные 8-тонные цилиндры с длинным ходом «воздух вместо гидравлики». Физические размеры и характеристики этих гидроцилиндров фактически задают большинство конструктивных параметров, которые человек может придумать, пытаясь построить Бендер.
Другой Проблема с «дешевыми» гидравлическими и пневматическими гидроцилиндрами заключается в том, что большинство из них не работают, если они не установлены таким образом, чтобы иметь наклон вверх к цилиндру.
‘Олтрейд’
в Южной Калифорнии распространяет оперативную память, которую я использовал для своего конкретного проекта.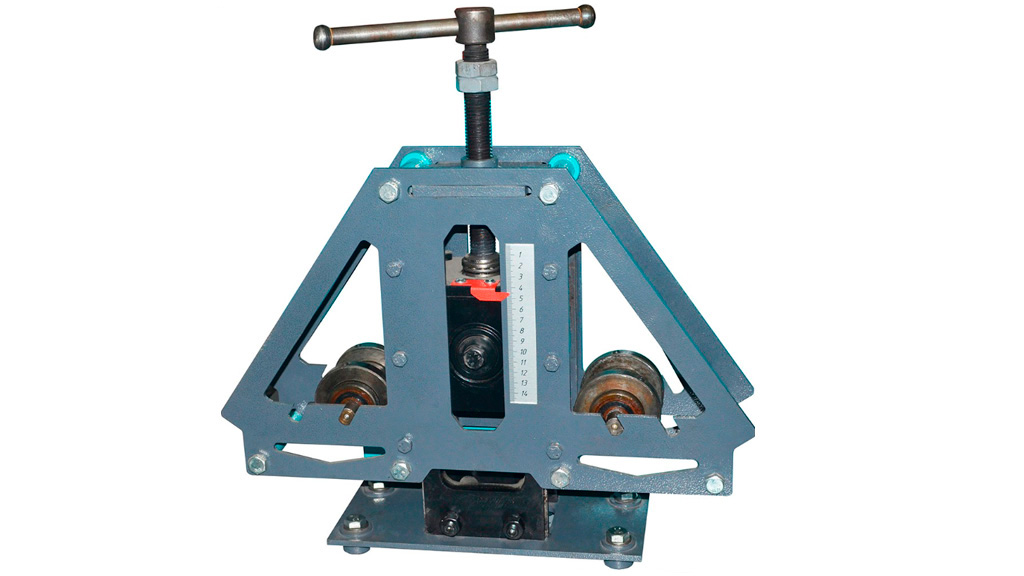 под торговой маркой Powerbuilt. Этот баран продается десятками розничных
торговых точек под другими торговыми марками, но почти во всех случаях это всего лишь одна
из дюжины китайских клонов, которые пробиваются в Америку. Некоторые из этих фирменных
клоны на грани того, чтобы быть чистым мусором, а другие на самом деле довольно хорошо сделаны.
Выгодно ходить по магазинам и покупать детали «лично», чтобы вы могли на самом деле
«видите», что вы получаете.
под торговой маркой Powerbuilt. Этот баран продается десятками розничных
торговых точек под другими торговыми марками, но почти во всех случаях это всего лишь одна
из дюжины китайских клонов, которые пробиваются в Америку. Некоторые из этих фирменных
клоны на грани того, чтобы быть чистым мусором, а другие на самом деле довольно хорошо сделаны.
Выгодно ходить по магазинам и покупать детали «лично», чтобы вы могли на самом деле
«видите», что вы получаете.
В
вообще почти все эти дешёвые тараны имеют грузоподъёмность 8 тонн с воздухом
подача 110-120 фунтов на квадратный дюйм. Минимальная высота седла составляет 24,5 дюйма, а максимальная
высота седла составляет около 43,5 дюймов, что соответствует длине хода
19 дюймов. Нет ничего плохого в мощности этих баранов относительно
к усилию, приложенному к приводным звеньям. На самом деле 8-тонный поршень
огромное излишество, так как для изгиба 2-дюймового диаметра требуется всего около 5000 фунтов на квадратный дюйм.
толстостенные трубы в типичном трубогибе.
Осторожно что длина штриха обычно меньше опубликованной. Мой особенный баран имел полезную длину хода всего 18 дюймов, и я думаю, что это довольно типично за лот. У большинства этих баранов есть то, что я называю «мертвой зоной» в начало хода, что сокращает эффективную длину хода на столько как дюйм. Существует соответствующая «мертвая зона» ближе к краю ход на полном вытяжении.
у меня есть также замечена минимальная высота седла для этих баранов в диапазоне от 23,5 до 25,5 дюймов в зависимости от конкретной марки. По этой причине я сильно предлагаю вам купить и измерить баран, прежде чем делать что-либо еще, если вы планирую построить один из таких бендеров.
Рисунок 1
Рисунок
1 показаны основные размеры, используемые для описания характеристик
типичный длинноходный пневмо/гидравлический поршень. Как видите, минимальное седло
высота’ — это расстояние между осевой линией отверстия под болт крепления основания
и центр шарнирного отверстия в валу плунжера.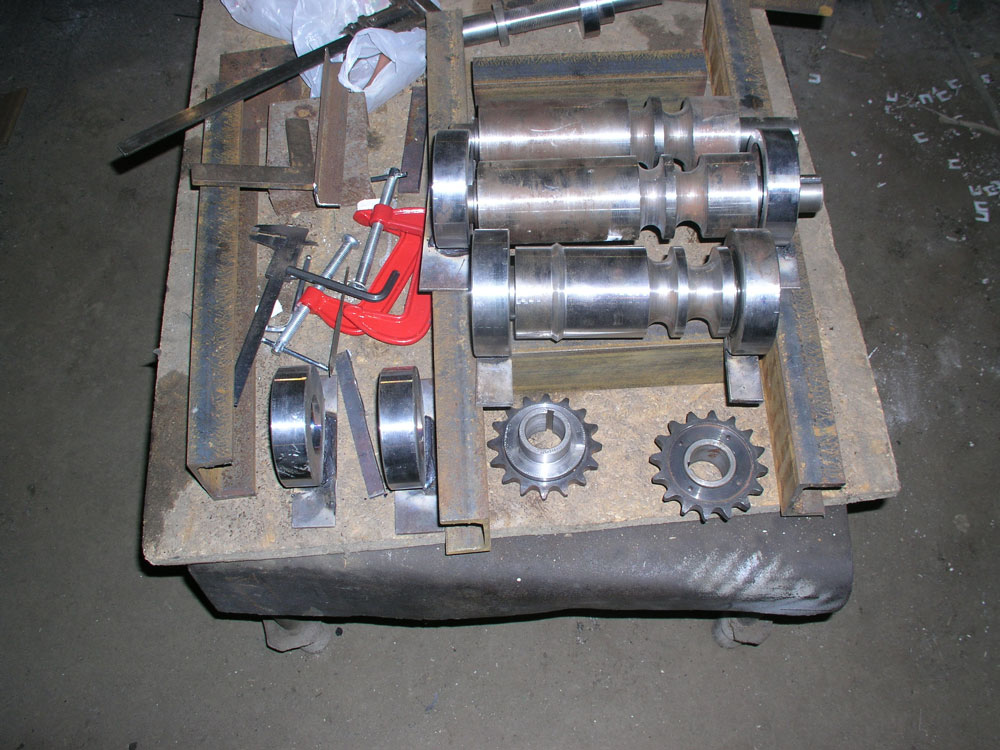 Когда баран полностью
сжатый. «Максимальная высота седла» — это расстояние между
центр болта и шарнирный палец в валу, когда он полностью выдвинут.
«Длина хода» определяется путем вычитания одного числа из другого.
Когда баран полностью
сжатый. «Максимальная высота седла» — это расстояние между
центр болта и шарнирный палец в валу, когда он полностью выдвинут.
«Длина хода» определяется путем вычитания одного числа из другого.
Когда вы устанавливаете контрольные точки для вертикального изгиба, вы в основном заинтересованы в работе с тремя измерениями, которые определяют точки на радиусе подвижные части сборки.
первый контрольный радиус определяется минимальной высотой седла ползуна который вы используете, как показано слева на рисунке 2. В этом случае мы говорим что это 25 дюймов.
Рисунок 2
Следующая контрольная точка та, что
лежит на радиусе полностью выдвинутого вала поршня, как видно справа на
Рисунок 2. В данном случае мы говорим, что он находится в 42 дюймах от центра
болт крепления основания поршня. Имейте в виду, что плунжер поворачивается, когда он движется через
диапазон его распространения. Многие новички забывают это учитывать.
Многие новички забывают это учитывать.
В этом конкретном примере наша длина хода составляет 17 дюймов.
Два основных радиуса никогда не изменится, что бы вы ни делали с бараном, который покупаете. Вы можете двигаться точка крепления ползуна вверх или вниз или слева направо, но радиус указывает всегда будет оставаться постоянным относительно основания плунжера, если вы не измените на поршень с различными ходовыми характеристиками.
Следующая точка радиуса мы необходимо учитывать, что определяется длиной приводных звеньев. Это довольно просто рассчитать, поскольку мы знаем, что шарнирный штифт или штифты ведущего звена должны совпадать с дугами, образованными движением вала плунжера.
Вам не нужна долгая поездка
звеньев, чтобы создать изгибающий крутящий момент с помощью гидравлического блока, как вы делаете, когда
изготовление гибочного станка с ручным управлением. Звенья привода на моем маленьком прототипе
всего 10 дюймов в длину, и я весь день сгибаю 2-дюймовую трубу на 0,188. конфигурация.
конфигурация.
Рисунок 3 иллюстрирует отношение радиусов ведущего звена к радиусам вала поршня для двух разных конфигурации. Конструкция слева на иллюстрации имеет приводные звенья, которые имеют длину 10 дюймов, а конструкция справа имеет набор приводных звеньев, 16 дюймов в длину.
Рисунок 3
Обратите внимание, что радиус вала ползуна точка поворота в полностью сжатом режиме совпадает с точкой поворота шарнирный штифт ведущего звена, когда трубогиб находится в положении «начало гибки». Это довольно элементарная вещь, но я не думаю, что кто-то когда-либо занимался эти основы раньше, поэтому я просто хочу убедиться, что все полностью осведомлены о основные эксплуатационные характеристики типичного вертикального листогибочного станка до идти дальше.
Теперь начинается самое интересное, потому что мы должны
придумать конструкцию гибочного станка, который может сгибать трубы определенного размера до определенного
угол на определенном радиусе центральной линии с наименьшим возможным количеством хлопот
и это предполагает некоторые компромиссы.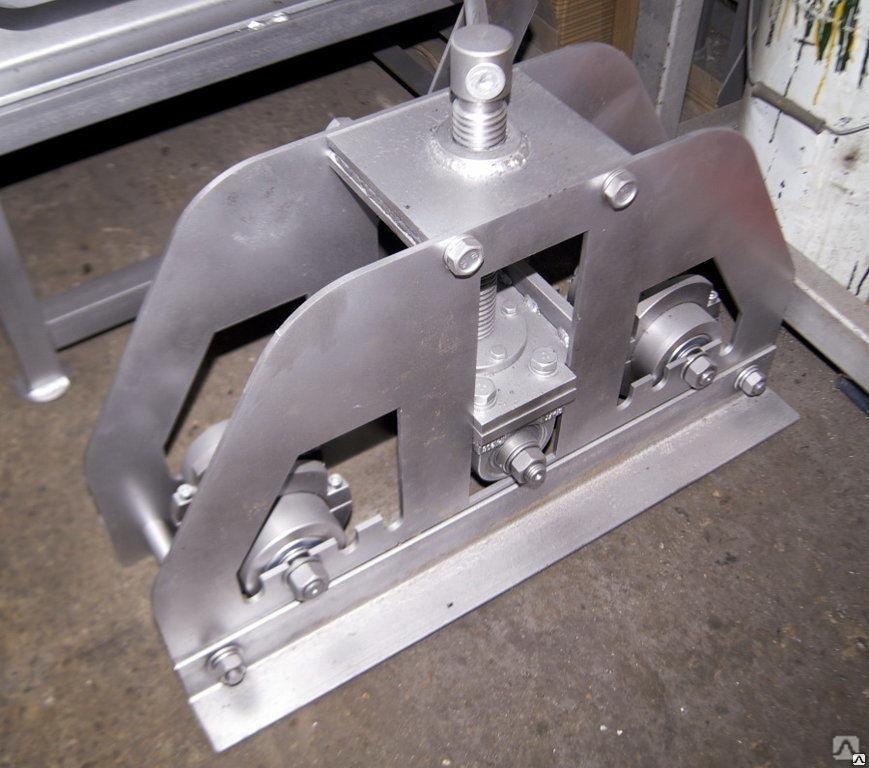
Многие люди идут и строят свои гибочные станки, основанные на ложном предположении, что если у них есть плунжер и ведущее звено точки поворота руки совпадают, тогда все остальное в порядке, но это просто не тот случай.
Вал поршня является физическим объектом и вы должны принять во внимание расположение этого вала при движении плунжера через весь диапазон движения. Расчетная длина ведущих звеньев и расположение отверстий под шкворни вала поршня в приводных звеньях определяется по огромной степени по размеру материалов, которые вы планируете сгибать.
На рис. 4 показан типичный Показан вертикальный гибочный станок с приводными звеньями, повернутыми на полные 110 градусов. В этом На конкретной иллюстрации трубогиб настроен на гибку труб диаметром 1 дюйм. по радиусу 3,5 дюйма. Длина приводного звена составляет 10 дюймов в этом конкретный пример.
Рисунок 4
Эта конфигурация 10-дюймовых ссылок
использование обычного поршня отлично подойдет для труб диаметром до 1,25 дюйма.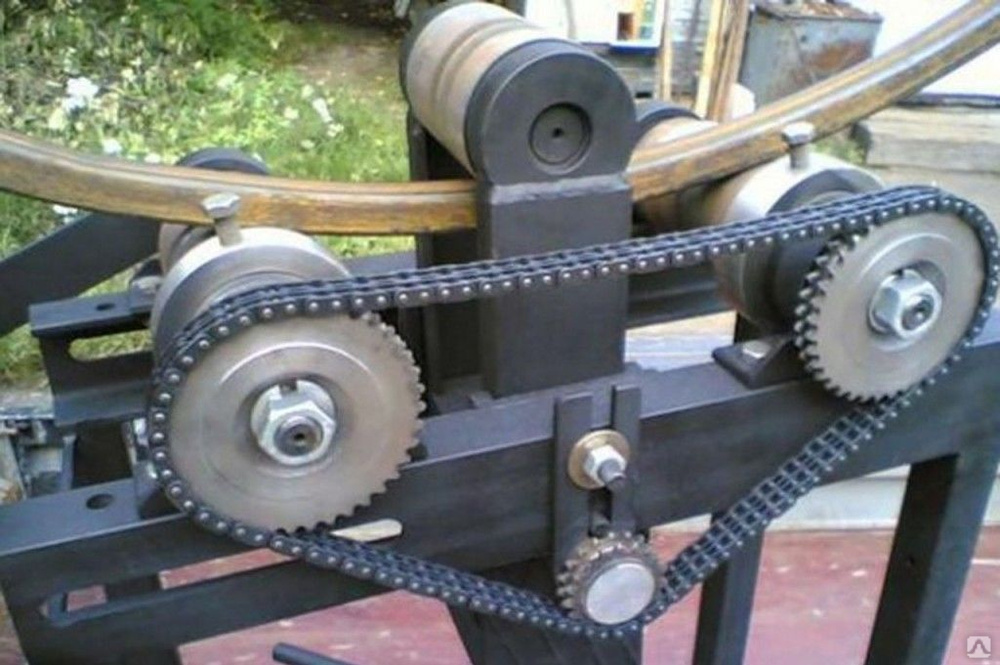 согнуты по радиусу центральной линии 4,5 дюйма. Вы можете сделать хороший изгиб на 110 градусов за один раз.
чистая уборка без необходимости переустанавливать приводные звенья.
согнуты по радиусу центральной линии 4,5 дюйма. Вы можете сделать хороший изгиб на 110 градусов за один раз.
чистая уборка без необходимости переустанавливать приводные звенья.
Так что вам не нужно начинать с я могу сказать вам, что, основываясь на реальном полевом опыте и математических расчеты гидравлического трубогиба с использованием 8-тонного домкрата с комплектом 10-дюймового привода звенья могут легко сгибать толстостенные трубки диаметром 2 дюйма. Так что более длинный набор приводные звенья не нужны для создания дополнительного изгибающего момента.
Однако действительно необходимы более длинные ссылки
чтобы освободить место для вала поршня, чтобы «очистить» трубку в матрице по мере изгиба
изготавливаются из труб большего размера или труб, изогнутых по большему радиусу. Вал поршня
фактически врежется в трубку в какой-то момент во время вращения матрицы, что
заклинит всю машину. Это самая большая проблема, стоящая перед
конструкторы вертикальных гибочных станков. Мы можем обвинить все это в относительно коротком
18-дюймовый ход самых дешевых гидроцилиндров с длинным ходом. Если бы мы могли получить несколько
больше дюймов длины хода, тогда конструкция гибочного станка будет намного проще.
К сожалению, увеличение размера цилиндра для увеличения длины хода стоит
большие деньги, и для большинства небольших мастерских это нарушило сделку.
Мы можем обвинить все это в относительно коротком
18-дюймовый ход самых дешевых гидроцилиндров с длинным ходом. Если бы мы могли получить несколько
больше дюймов длины хода, тогда конструкция гибочного станка будет намного проще.
К сожалению, увеличение размера цилиндра для увеличения длины хода стоит
большие деньги, и для большинства небольших мастерских это нарушило сделку.
На рис. 5 показана типичная установка гибочного станка. с набором штампов для 2-дюймовых труб, изогнутых по радиусу 6 дюймов, но с использованием короткие 10-дюймовые приводные звенья.
Рисунок 5
Как сможешь
видите, что стержень плунжера на самом деле врезается в трубку, если вы попытаетесь сделать
полный изгиб одним движением. Для использования коротких звеньев с плашками большего диаметра
становится необходимым сбросить приводные звенья, так что вы в конечном итоге сделаете серию
короткие изгибы, чтобы сделать окончательный более длинный изгиб. Это сработает, но это действительно
неудобно. К сожалению, это именно то, с чем вы сталкиваетесь, когда
покупая некоторые из серийно выпускаемых вертикальных гибочных станков на рынке сегодня.
Это сработает, но это действительно
неудобно. К сожалению, это именно то, с чем вы сталкиваетесь, когда
покупая некоторые из серийно выпускаемых вертикальных гибочных станков на рынке сегодня.
Лучший способ чтобы справиться с этой ситуацией, нужно просто использовать более длинные приводные звенья для начала, но тогда возникает другая проблема.
Как диск ссылки становятся длиннее, эффект заключается в уменьшении количества возможных поворотов до того, как стержень достигнет точки максимального растяжения.
Рисунок 6 иллюстрирует эту ситуацию с помощью гибочного станка с набором 18-дюймовых звеньев, которые довольно типичны для многих вертикальных гибочных станков. Используя этот тип Вы можете сгибать трубы диаметром до 3 дюймов на матрице с радиусом 8 дюймов. без особых проблем.
Обратите внимание, однако что с этими длинными ссылки, прежде чем вам нужно сбросить ссылки на штамп.
Действует
поршень просто не может выдвинуться достаточно далеко, чтобы продолжать изгибаться намного дальше
80-градусная точка на большинстве гибочных станков. На самом деле многие из обеих коммерческих моделей
а самодельные модели не могут сделать поворот дальше 70-градусной точки без
перестановка звеньев на кристалле.
На самом деле многие из обеих коммерческих моделей
а самодельные модели не могут сделать поворот дальше 70-градусной точки без
перестановка звеньев на кристалле.
Рисунок 6
Как я упоминалось ранее, с моей точки зрения, самая важная конструкция гибочного станка элементом была возможность сделать изгиб трубы не менее чем на 105 градусов без приходится сбрасывать приводные звенья. Если вы делаете любую работу с рулем или выхлопным коллектором, причина этого должна быть хорошо понял.
Чтобы встретить это
требование станет необходимым использовать ссылки, которые где-то между 10
и 16 дюймов в длину, и также необходимо будет «сместить» баран
расположение болта вала относительно осевой линии самих звеньев. если ты
поищите в сети, вы увидите, что это то, что делают почти все производители, чтобы создать
гибочный станок, который работает с широким диапазоном размеров труб и диаметров штампов.
Причина для этого длинного обсуждения основной геометрии, потому что я знаю, что почти каждый, кто строит бендер по нашим чертежам, скорее всего, будет его модифицировать. насколько это возможно для удовлетворения их конкретных требований. Вооружившись этим информацию, они могут принимать лучшие дизайнерские решения, не прибегая к много проб и ошибок экспериментов.
Гидроцилиндр, который я использовал для этого проекта было просверлено отверстие под болт диаметром 5/8 дюйма в валу 1,5 дюйма. Этот довольно типичная компоновка, но я видел похожие цилиндры с диаметром 1,25 дюйма. диаметр вала, расточенный для штифта 3/4 дюйма, а также для дешевых цилиндров с валом 1 дюйм расточен под штифт 1/2 дюйма. Прежде чем что-либо сверлить, дважды проверьте размеры конкретной оперативной памяти, которую вы в конечном итоге используете.
На самом деле хорошо скучать
отверстие ведущего звена для штифта поршня немного увеличено, так как это позволит вам
для посадки толкателя штампа вручную без необходимости приведения в действие плунжера. За
например, если у вас есть шток с 5/8-дюймовым штифтом, просверлите шток ведущего звена
поворотное отверстие на 3/4 дюйма. Этот наконечник не показан на чертежах.
За
например, если у вас есть шток с 5/8-дюймовым штифтом, просверлите шток ведущего звена
поворотное отверстие на 3/4 дюйма. Этот наконечник не показан на чертежах.
Крайне важно, чтобы вы прикрепили RAM вала к приводным звеньям, чтобы вал всегда находился точно по центру между пластины ведущих звеньев. Лучший и, возможно, самый простой способ сделать это — вырезать и прикрутить несколько прокладок для трубок. помещаются внутрь ведущих звеньев вместо использования шайб или свободно плавающих прокладок. Я все еще использую шайбы в качестве прокладок на моем трубогибе, и это работает, но это действительно плохой способ делать вещи.
Суммирование
Я не успел закончить фактические шаги по сборке этого нового гибочного станка, но у меня было так много вопросов о установка старой модели вертикально, что я думал, что выложу это сейчас и закончу это позже.
Я построил оригинальный прототип для
этот трубогиб из подручных материалов и он работал так хорошо, что я даже не заморачивался
строить или фотодокументировать окончательный вариант, но вот фото рабочего
макет.
Здесь видно, что сгибатель может легко растягивается, чтобы сделать полный изгиб на 110 градусов за один ход без необходимости сбросить ссылки на привод и хотя на этом снимке матрица не установлена имеется достаточный зазор для 2-дюймовой матрицы с 6-дюймовой центральной линией радиус. Я почти уверен, что эта версия вертикального гибочного станка CBH является единственной. Вертикаль на рынке с этой возможностью.
На этом фото можно получить лучшее представление об общих размерах устройства. не стал ставить ролики прототип, но его все еще легко таскать по магазину. О единственном изменении Хочу сделать на финальном варианте это добавить клапан дистанционного сброса давления и «возвратная» пружина для ведущих звеньев.
Я делал
в последнее время много рулей, и я обнаружил, что могу установить 2 однодюймовых штампа
бок о бок и получить одинаковые изгибы в двух разных стержнях только на одном
пройти, что вроде удобно.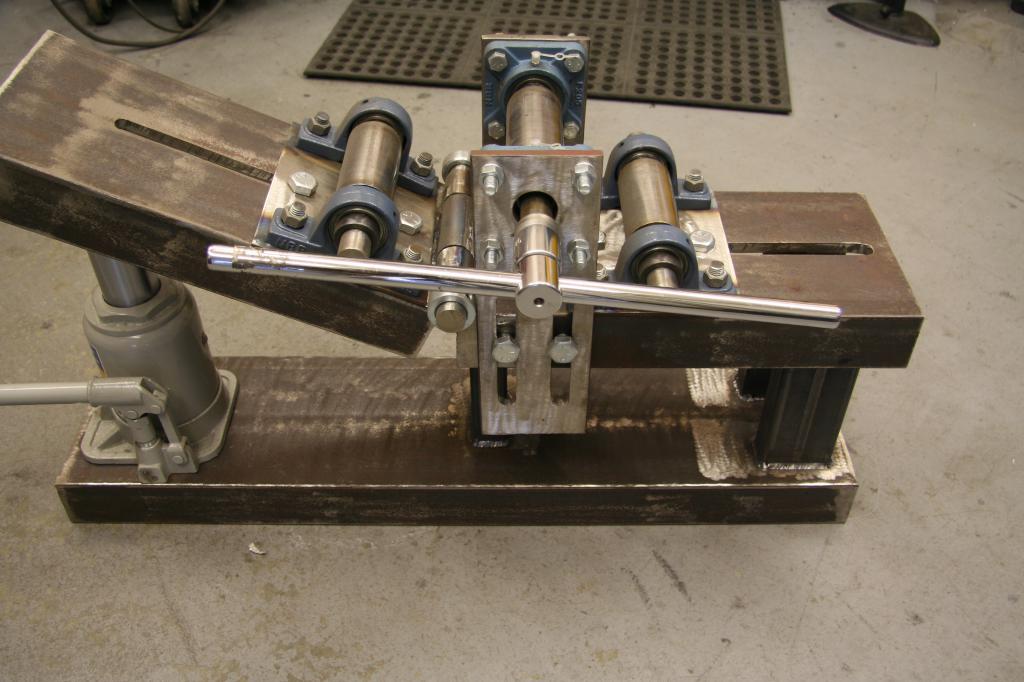
Думаю сделать звенья и рама для этого трубогиба из пластины 5/8″, чтобы его можно было установить вертикально или горизонтально и управляется вручную или с помощью пневматической / гидравлической помощи.
В планах, как и у большинства из наших материалов широкоформатные отпечатки, поэтому вам нужно будет отнести их в Kinko’s, чтобы получить их заговор. Несмотря на то, что планы были составлены в первую очередь для моего собственного использования в создание прототипа, я думаю, что большинство людей смогут понять вещи, которые я, возможно, оставил чертежи.
Я буду обновлять это материал и пересмотреть планы, поскольку мы начинаем строить некоторые окончательные единицы для некоторых местные магазины.
Ссылки для скачивания планов:
https://chopperbuildershandbook.com/VTB1-1.pdf
https://chopperbuildershandbook. com/VTB1-2.pdf
com/VTB1-2.pdf
https://chopperbuildershandbook.com/VTB1-3.pdf
https://chopperbuildershandbook.com/VTB1-4.pdf
https://chopperbuildershandbook.com/VTB1-5.pdf
https://chopperbuildershandbook.com/VTB1-6.pdf
Следующие ссылки могут быть представляет интерес для людей, строящих новый Бендер.
http://www.blindchickenracing.com/tools/tube%20bender/tubingbender.htm
http://www.mechwerks.com/Mechwerks_plans_drawings.htm
http://www.gottrikes.com/Tube_Bender.htm
http://www.probender.com/
http://www.jd2.com/c-12-benders.aspx
http://www.