Токарный станок ТВ 4 – конструкция и технические характеристики + Видео
1 Токарный станок ТВ 4 – общие сведения, технические возможности и характеристики
Описываемый агрегат начали производить на Ростовском комбинате специального учебного оборудования в 1970-х годах.
Он стал достойной заменой станкам ТВ 2 и ТВ 3, на которых до этого советские школьники и учащиеся политехнических училищ получали азы обработки металлических изделий резанием.
ТВ 4 – универсальный агрегат. На нем можно выполнять многие токарные работы, включая и такие распространенные, как:
- сверление отверстий;
- подрезка торцов;
- нарезание резьб метрического типа;
- проточка поверхностей конической и цилиндрической формы;
- отрезка.
Паспорт станка указывает и на другие операции, которые допускается производить на ТВ 4.
Основные характеристики школьного агрегата ТВ 4 следующие:
- максимально возможная длина обтачивания – 30 см;
- максимальный диаметр детали для обработки над суппортом (если быть точным – над его нижней частью) – 12,5 см, над станиной – 20 см;
- шаги нарезаемой метрической резьбы – 1,25; 1 и 0,8 мм;
- интервал между центрами – 35 см;
- отверстие в шпинделе (диаметр) – 1,6 см.


Также паспорт токарной установки содержит информацию о мощности электродвигателя, установленного на нее, которая составляет 0,6 кВт, о пределах подач в продольном направлении (0,12; 0,10 и 0,08 мм), о количестве оборотов шестиступенчатого шпинделя (710, 500, 375, 230, 160 и 120) и о том, что на станке можно обрабатывать прутки сечением до 1,5 мм.
Специалисты, изучив паспорт и инструкцию по эксплуатации рассматриваемого нами агрегата, могут смело сказать, что он представляет собой технически очень эффективный станок, на котором несложно выполнять достаточно-таки серьезные обрабатывающие операции. А его модернизация позволяет в разы повысить техвозможности ТВ 4.
2 Конструктивные узлы станка и их характеристики
Школьный агрегат ТВ 4 располагает далее указанными составными частями:
- Задняя тумба. В ней находится панель для управления электрическим оборудованием, необходимым для стабильной эксплуатации станка.
- Передняя тумба. Служит вместилищем двигателя приводного типа, размещенного сзади тумбы. Включается данный электрический двигатель (а также выключается) реверсивной кнопкой, находящейся на передней стороне тумбы.
- Станина. Монтируется на описанные тумбы, соединяет воедино все составные части агрегата для выполнения токарных работ, располагает призматическими направляющими (по задней происходит передвижение задней бабки, по передней – каретки). Форма станины – коробчатая, предусмотрено наличие окон. В передней части описываемого узла располагается рейка и ходовой винт.
- КП (коробка подач). Инструкция к станку указывает на то, что КП обеспечивается вращением через механизм шестеренной передачи от коробки скоростей. При помощи рукоятки на крышке КП можно выбирать требуемые подачи и резьбы, которыми располагает школьный станок. Рядом находится и другая рукоятка, необходимая для запуска ходового валика либо винта. Заметим – валик и винт не вращаются одновременно (паспорт станка отдельно оговаривает эту особенность, повышающую уровень безопасности работы на агрегате). Инструкция по эксплуатации ТВ 4, кроме того, обращает внимание на потребность постоянной смазки КП – в ее корыте всегда должно быть немного смазывающего состава (масла). Из корыта смазка подается фитилями на трущиеся и вращающиеся компоненты станка.
- Передняя и задняя бабка. При помощи соединительных изделий (две пары винтов и гаек) передняя бабка монтируется в горизонтальной плоскости по линии станочных центров. Находится она в станине (слева), выполняет функцию сообщения движения (вращательного) и крепления обрабатываемого изделия. Кстати, в описываемом станке коробка скоростей и передняя бабка – это один и тот же узел, внутри которого имеется несколько валов, блок-шестерня, блочные шестерни и шестерни неподвижного типа.
- Шпиндель. Этот элемент находится в передней бабке, посредством патрона с тремя кулачками они вращает изделие, которое подвергается резке. Шпиндель имеет две шейки (задняя вращается в подшипнике радиальной конструкции, передняя – в подшипнике упорно-радиального вида).
- Передаточное устройство. Его характеристики стандартны и неизменны (ТВ 4 поставлялся без сменных шестерен, поэтому его передаточное отношение одно – 1 к 4).
- Электрооборудование. Технический паспорт перечисляет все элементы электрического оснащения станка – асинхронный короткозамкнутый двигатель, подключаемый к трехфазной сети, набор плавких вставок, электрощит, трансформатор локального источника света, кнопочная станция, смонтированная на магнитном пускателе, переключатели для запуска электрооборудования и локального освещения.

 Заметим – валик и винт не вращаются одновременно (паспорт станка отдельно оговаривает эту особенность, повышающую уровень безопасности работы на агрегате). Инструкция по эксплуатации ТВ 4, кроме того, обращает внимание на потребность постоянной смазки КП – в ее корыте всегда должно быть немного смазывающего состава (масла). Из корыта смазка подается фитилями на трущиеся и вращающиеся компоненты станка.
Заметим – валик и винт не вращаются одновременно (паспорт станка отдельно оговаривает эту особенность, повышающую уровень безопасности работы на агрегате). Инструкция по эксплуатации ТВ 4, кроме того, обращает внимание на потребность постоянной смазки КП – в ее корыте всегда должно быть немного смазывающего состава (масла). Из корыта смазка подается фитилями на трущиеся и вращающиеся компоненты станка.3 Простейшая модернизация токарно-винторезной установки
Рассматриваемый школьный станок при желании можно сделать более мощным и эффективным в работе.
Суть в том, что на ТВ 4 отсутствуют специальные ограждения, выполняющие защитную функцию (на более поздних школьных агрегатах, например, на станке ТВ-6, они уже устанавливались на заводе). Именно такие дополнительные ограждения обычно и делали школьники своими собственными силами. Они брали 4–6-миллиметровое оргстекло, вырезали из него стойку и смотровое окошко. Соединяли эти элементы при помощи 20–30-сантиметровой рояльной петли, располагая окно таким образом, чтобы его вращение было ограниченным в сторону участка выполнения токарных работ. При такой элементарной компоновке нет необходимости делать упоры для фиксации смотрового окошка.
Полученную защитную конструкцию крепили к каретке, используя стандартные кронштейны. Один вставлялся в поперечные салазки, другой – в отверстие от ограждения (естественно, места крепления нужно было просверлить дополнительно).![]() Подобная защита значительно увеличивает безопасность школьников, работающих на ТВ 4. Причем паспорт на станок позволял производить подобные его улучшения.
Подобная защита значительно увеличивает безопасность школьников, работающих на ТВ 4. Причем паспорт на станок позволял производить подобные его улучшения.
Настольный токарный станок ТВ-9: технические характеристики, паспорт
Станки токарной группы получили широкое распространение в машиностроительной и другой производственной промышленности, основное предназначение заключается в обработке тел вращения, некоторые варианты исполнения из-за внесенных изменений могут использоваться и для проведения иных операций, к примеру, нарезания резьбы или растачивание отверстий. ТВ-9 токарный станок предназначается для проведения всех видов токарных работ и нарезания резьбы. Применение современных технологий при производстве токарного станка ТВ-9 определяет высокую точность проводимых работ, при установке соответствующего режимам резания режущего инструмента оператор может выдерживать заданный параметр шероховатости. Модель применима в среднем и мелкосерийном, штучном производстве, имеет ряд отличительных признаков, о которых далее поговорим подробнее.
Модель применима в среднем и мелкосерийном, штучном производстве, имеет ряд отличительных признаков, о которых далее поговорим подробнее.
Технические характеристики
При выборе подобного оборудования первоначально уделяют внимание информации, которая заносится в паспорт.
Скачать паспорт (инструкцию по эксплуатации) станка ТВ-9
Технические характеристики следующие:
- Максимальный диаметральный размер заготовки: над суппортом составляет 100 мм, над станиной 220 мм. Данный момент определяет то, что станок токарно-винторезный ТВ-9 предназначен для точения относительно небольших заготовок.
- В центрах может устанавливаться заготовка длиной 525 мм, в патроне 500 мм.
- Винторезный станок серии ТВ имеет сквозное отверстие в шпинделе с диаметром 18 мм. Оно необходимо в случае, когда заготовка представлена длинным прутом.
- Есть возможность проводить регулировку скорости вращения шпинделя 6-тью передачами. Скорость вращения может устанавливается в пределе от 60 до 1000 об/мин.
- Вращение создает электродвигатель, работающий от стандартной трехфазной сети, мощность его составляет 11 кВт. Кинематическая схема представлена зубчатыми колесами, которые изготавливаются из нержавеющей стали.
- Есть и возможность использовать быструю подачу суппорта, которая имеет показатель в пределе от 0,1 до 0,32 мм/об.
- Настольный токарный станок ТВ-9 имеет вес 230 кг. При этом показатель может изменятся в зависимости от вида устанавливаемой оснастки.
 Скорость вращения может устанавливается в пределе от 60 до 1000 об/мин.
Скорость вращения может устанавливается в пределе от 60 до 1000 об/мин.Технические характеристики токарного станка ТВ-9 указывают на то, что он может устанавливаться как в частных мастерских, так и в заводских цехах. Конструкция имеет относительно небольшой вес, что обуславливает возможность установки без особой подготовки основания.
Кинематическая схема станка
Конструктивные особенности
Проводя обзор настольного токарного станка ТВ-9, следует уделить внимание его конструктивным особенностям:
- Основой конструкции является станина.
- Устройство станка классическое, предусматривает наличие передней и задней бабки.
- Для подачи режущего инструмента имеется суппорт.
- Инструкция по эксплуатации предусматривает возможность проведения регулировки станка ТВ-9 для получения необходимой резьбы путем смены элементов гитары.
- На фартуке расположены основные элементы управления суппортом.
- Коробка подачи.
- Электродвигатель расположен в нижней части конструкции и спрятан в корпусе. Электрическая схема предусматривает управление многими параметрами путем переключения тумблеров, электрический шкаф находится в верхней части передней бабки.
- Для защиты мастера во время работы установлен небольшой защитный экран на суппорте, также есть светильник, который должен улучшить условия обработки при плохой освещенности рабочего места.

Электрическая схема станка
Токарный станок ТВ-9 производит Ростовский завод. Данный производитель специализируется на выпуске малогабаритных станков. В сравнении с аналогами ТВ-9 прост в эксплуатации, обладает высокой надежность и ремонтопригодностью.
В сравнении с аналогами ТВ-9 прост в эксплуатации, обладает высокой надежность и ремонтопригодностью.
Виды проводимых работ
Станок токарно винторезный ТВ-9 предназначен для проведения следующих работ:
- Создание цилиндрической и конической поверхности. Установленный лимб позволяет перемещать суппорт с режущим инструментом одновременно в продольном и поперечном направлении, за счет чего и получается коническая поверхность.
- Также при использовании специальной оснастки можно провести и сверление отверстий.
- Отрезание заготовок выполняется при установке отрезного резца и поперечной подаче.
- Инструкция по эксплуатации предусматривает возможность выполнения работы по нарезанию различной резьбы на цилиндрической поверхности. Для этого можно проводить настройки гитары сменных колес, которая спрятана в корпусе передней бабки.
- Подрезка торцов.
Передняя бабка станка ТВ-9
Электросхема станка ТВ-9 определяет присутствие функции быстрой подачи для ускорения процесса обработки. Назначение модели ТВ-9 токарной группы определяет ее широкую универсальность в применении. При этом она позволяет получать детали с высокоточными размерами и показателем шероховатости. Проведенные тесты указывают на то, что при установке резца с алмазной пластиной в качестве режущей кромки при обработке стали 45 показатель шероховатости не более Ra 0,2 мкм. При точении может использоваться система ручных подач, на органов управления которой нанесена измерительная шкала.
Назначение модели ТВ-9 токарной группы определяет ее широкую универсальность в применении. При этом она позволяет получать детали с высокоточными размерами и показателем шероховатости. Проведенные тесты указывают на то, что при установке резца с алмазной пластиной в качестве режущей кромки при обработке стали 45 показатель шероховатости не более Ra 0,2 мкм. При точении может использоваться система ручных подач, на органов управления которой нанесена измерительная шкала.
Особенности модели ТВ-9
ТВ-9 успешно пошел лабораторные исследования Минобороны РФ, что определяет высококачественную сборку и надлежащую надежность. Охарактеризовать ТВ-9 можно следующим образом:
- Рациональную компоновку.
- Оптимальное, продуманное расположение основных узлов и органов управления.
- Невысокая периодичность обслуживания.
- Надежность всех установленных узлов.
- Применимость при изготовлении высокоточных деталей.
Механика станка ТВ-9
Также можно отметить тот момент, что в опорах шпинделя устанавливаются подшипники радиально-упорной группы. Высокая жесткость всей конструкции с вышеупомянутыми подшипниками обеспечивают гашение вибрационной нагрузки, в результате чего уменьшается степень брака при точении. При создании конструкции ТВ-9 учитывалась возможность его дополнительного оснащения для существенного расширения области применения. Описание производителя указывает на то, что модель можно уверенно использовать для обработки деталей, вес которых достигает 10 килограмм. При этом при установке износостойкого резца и выборе оптимальных режимов обработки исходя из материала заготовки за один проход можно провести снятие 4 мм на диаметр.
Высокая жесткость всей конструкции с вышеупомянутыми подшипниками обеспечивают гашение вибрационной нагрузки, в результате чего уменьшается степень брака при точении. При создании конструкции ТВ-9 учитывалась возможность его дополнительного оснащения для существенного расширения области применения. Описание производителя указывает на то, что модель можно уверенно использовать для обработки деталей, вес которых достигает 10 килограмм. При этом при установке износостойкого резца и выборе оптимальных режимов обработки исходя из материала заготовки за один проход можно провести снятие 4 мм на диаметр.
Информация о производителе
Ростовский завод был основан в далеком 1956 году. На сегодняшний день он входит в группу промышленных компаний КомТех, которая известна в сфере производства станков на протяжении последних нескольких лет. Продукция данного производителя хорошо известна на территории России и других стран СНГ, появившиеся ТВ-4 и ТВ-6 получили широкое применение и популярность практически сразу после поступления в продажу. Компания при проектировании своего оборудования уделяет особое внимание экономичности и достижению низкого уровня эксплуатационных расходов, что позволяет снизить себестоимость изделий и повысить эффективность труда. ТВ-9 отличается от своих аналогов показателем межцентрового расстояния. При изготовлении его основных узлов используются самые различные металлы. Примером можно назвать применение нержавеющей стали при создании корпуса некоторых агрегатов, чугуна при изготовлении станины. Для снижения показателя износа трущихся элементов они изготавливаются из конструкционной стали с повышенной износоустойчивостью, в область трения подается масло.
Компания при проектировании своего оборудования уделяет особое внимание экономичности и достижению низкого уровня эксплуатационных расходов, что позволяет снизить себестоимость изделий и повысить эффективность труда. ТВ-9 отличается от своих аналогов показателем межцентрового расстояния. При изготовлении его основных узлов используются самые различные металлы. Примером можно назвать применение нержавеющей стали при создании корпуса некоторых агрегатов, чугуна при изготовлении станины. Для снижения показателя износа трущихся элементов они изготавливаются из конструкционной стали с повышенной износоустойчивостью, в область трения подается масло.
ТВ-11 Станок настольный токарно-винторезный универсальный схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-11
Токарно-винторезный настольный станок ТВ-11 выпускается предприятием Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Производимые этой фирмой станки хорошо известны на российском рынке и ряд стран СНГ, благодаря первым моделям токарно-винторезных станков ТВ-4, ТВ-6. Модель ТВ-11, заслуженно пользуясь репутацией качественного и надежного оборудования. Важная особенность станка — экономичность и низкий уровень эксплуатационных расходов.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-11 станок токарно-винторезный настольный универсальный.
 Назначение, область применения
Назначение, область примененияТокарно-винторезный станок ТВ-11 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в том числе точных, в центрах, в патроне, в цанге, для нарезания резьбы при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Токарный станок ТВ-11 обеспечивает высокое качество обработанных поверхностей по форме и шероховатости. При обработке материала сталь 45 с использованием алмазных резцов при проведении отделочных операций достигается шероховатость поверхности Ra не более 0,2 мкм.
Улучшенные динамические характеристики станка обеспечивают производительные режимы при черновой обработке.
Рациональная компоновка станка, высокая надежность его узлов, оптимальное расположение органов управления делает станок удобным в эксплуатации и обслуживании. В опорах шпинделя станка установлены прецизионные радиально-упорные шарикоподшипники, что в сочетании с жесткой конструкцией основных узлов обеспечивает высокую точность обработки.
Привод главного движения оснащен частотным преобразователем производства фирмы «MITSUBISHI», позволяющим производить бесступенчатое регулирование частоты вращения шпинделя c высоким моментом.
Станок комплектуется различными принадлежностями и приспособлениями, позволяющими расширить его технологические возможности.
Станок ТВ-11 отличается от токарных станков ТВ-7М и ТВ-9 увеличенным межцентровым расстоянием, РМЦ:
- ТВ-7М — РМЦ 275 мм
- ТВ-9 — РМЦ 525 мм
- ТВ-11 — РМЦ 750 мм
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Станок изготавливается класса точности Н.
Общий вид токарно-винторезного станка ТВ-11
Фото токарно-винторезного станка ТВ-11
Расположение составных частей токарно-винторезного станка ТВ-11
Расположение составных частей токарно-винторезного станка ТВ-11
Спецификация составных частей токарно-винторезного станка ТВ-11
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт
- Гитара
- Фартук
- Коробка подач
- Электродвигатель
- Переключатель
- Электрошкаф
- Кожух защитный
- Щитки защитные
- Светильник
- Экран защитный
Расположение органов управления токарно-винторезным станком ТВ-11
Расположение органов управления токарно-винторезным станком ТВ-11
Спецификация органов управления токарно-винторезного станка ТВ-11
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка ручного перемещения поперечных салазок
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Маховичок ручного перемещения продольной каретки
- Кнопка аварийного отключения станка
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети
Схема кинематическая токарно-винторезного станка ТВ-11
Кинематическая схема токарно-винторезного станка ТВ-11
Схема кинематическая токарно-винторезного станка ТВ-11. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка ТВ-11
Станина токарно-винторезного станка ТВ-11 — литая, чугунная, коробчатой формы с окнами. Имеет две призматические и две плоские направляющие.
Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта, а задняя призматическая и передняя плоская направляющие служат для перемещения задней бабки.
Механика токарно-винторезного станка ТВ-11
Механика токарно-винторезного станка ТВ-11
Передняя бабка станка ТВ-11
Передняя бабка служит для закрепления или поддержания обрабатываемой детали и сообщения ей вращательного движения.
Передняя бабка крепится на левой части станины. В станке модели ТВ-11 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Вращение на входной вал 2 коробки скоростей передается от электродвигателя клиноременной передачей через шкив 1.
С входного вала 2 на вал 3 вращение передается зубчатой парой с внутренним зацеплением 4 и 5.
На валу 3 неподвижно закреплены шестерня 6 и блок-шестерня 7.
На валу 8 находятся блок-шестерни 9 и 10, которые перемещаются по шлицам вала при помощи рукояток 1 и 2 (рис. 2). Рукоятка 1 имеет три фиксированных положения, получаемые поворотом вправо и влево.
Рукоятка 2 имеет два положения.
Тройная блочная шестерня 9 имеет возможность находиться в зацеплении с шестерней 6 и блок-шестерней 7 и тем самым передавать, вращение валу 8 (три различные скорости).
Вращение с вала 8 на шпиндель 12 передается через блочные шестерни 10 и 11.
Таким образом, шпиндель имеет 6 ступеней скоростей (см. табл. 5) от 60 до 975 об/мин.
Шпиндель передаст вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах, в шпиндель вставляется центр.
Движение подач суппорта заимствуется от шпинделя. Вал 13 получает вращение через шестерни 14—15. С вала 13 движение передается шестерне гитары — 17.
В передней бабке смонтировано устройство, позволяющее изменять направление перемещения суппорта — реверсировать подачу. Реверсирование вращения производится перемещением шестерни 15 в левое и правое крайние положения рукояткой 3.
При левом крайнем положении шестерня 15 получит прямое вращение непосредственно от блока шестерен 14, расположенного на шпинделе.
При правом крайнем положении шестерня 15 получит обратное вращение через паразитную шестерню 16, которая находится в постоянном зацеплении со второй ступенью блока шестерен 14.
На лицевой стороне корпуса передней бабки расположен маслоуказатель 18. С обратной стороны имеется пробка 19 для слива масла.
Гитара токарно-винторезного станка ТВ-11
Гитара (рис. 5) служит для передачи вращения от шпинделя передней бабки коробке подач.
В узел гитары входит кронштейн 6, запрессованные в него две оси 5, на которых свободно вращаются шестерни.
Вращение с шестерни 1 сидящей на выходном валу передней бабки, передается на сменную шестерню, а затем через шестерни 2—3—4 передается на входной вал коробки подач.
Коробка подач токарно-винторезного станка ТВ-11
Движение от шпинделя передней бабки станка через передаточный механизм (гитару) передается валу 1 коробки подач (рис. 6).
Фартук
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Суппорт токарно-винторезного станка ТВ-11
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Задняя бабка токарно-винторезного станка ТВ-11
Задняя бабка служит для поддержания второго коп на обрабатываемой детали. Корпус 1 расположен па основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Читайте также: Школьные токарные станки
Схема электрическая токарно-винторезного станка ТВ-11
Электрическая схема токарно-винторезного станка ТВ-11
Основные технические характеристики станка ТВ-11
* Токарно-винторезный станок ТВ-11 заводом больше не выпускается
| Наименование параметра | ТВ-7М | ТВ-9 | ТВ-11* |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 220 | 220 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 100 | 100 | 110 |
| Высота центров над плоскими направляющими станины, мм | 120 | 120 | 130 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 275 | 525 | 750 |
| Наибольшая длина заготовки в патроне, мм | 250 | 500 | |
| Наибольшая высота держателя резца, мм | 16 х 16 | 16 х 16 | 16 х 16 |
| Наибольшая масса обрабатываемой заготовки, кг | 5 | 10 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М45 х 4,5 | М45 х 4,5 | М45 х 4,5 |
| Диаметр стандартного патрона, мм | 125 | 125 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 18 | 18 | 18 |
| Конус Морзе шпинделя | №3 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | б/с |
| Частота прямого вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40. .2000 .2000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | б/с |
| Частота обратного вращения шпинделя, об/мин | 60, 105, 185, 315, 555, 975 | 60, 105, 185, 315, 555, 975 | 40..2000 |
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | есть |
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,25 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | |||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 85 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±40° | ±40° | ±40° |
| Число ступеней продольных подач суппорта | 6 | 6 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,04. .0,31 .0,31 | 0,04..0,31 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 6 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,1; 0,12; 0,16; 0,20; 0,24; 0,32 | 0,8..2,5 |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,75 | 1,1 / 380 | 1,1 / 380 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1120 х 640 х 680 | 1405 х 620 х 730 | 1600 х 650 х 690 |
| Масса станка, кг | 220 | 230 | 245 |
- Станок токарно-винторезный ТВ-11. Паспорт, 2013
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Паспорт, 2013
Паспорт, 2013Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
Купить справочник. Купить базу данных: Прайс-лист информационных изданий
Токарный станок ТВ-3 (ТВШ-3): технические характеристики
Для обучения специальности токарь предприятиями поставлялись в школы и ПТУ небольшие станки с простым управлением и повышенной степенью безопасности. На модели ВТ 3 изготавливаются детали длиной до 300 мм и весом до 5 кг. Оборудование отличается высокой точностью обработки класса Н и подходит для полного технологического цикла изготовления деталей.
Сведения о производителе
Основой для создания станка ТВ 3 послужила модель немецкого токарного оборудования, вывезенного с Германии после окончания ВОВ. Удобный малогабаритный агрегат, имеющий простейшую конструкцию, предназначался для обучения навыкам токаря в школах и ПТУ.
Производство ТВ3 запустили на нескольких предприятиях. Основным производителем стал Верхнетуринский машиностроительный завод. В городе Энгельс студенты техникума обработки металлов на практических занятиях испытывали оборудование. По результатам их работы в проектную документацию были внесены изменения.
По результатам их работы в проектную документацию были внесены изменения.
Построенный в 1737 году, завод специализировался на выпуске военной продукции: ядра, штыки, оснастка для кораблей. В марте 1917 года предприятие реконструировали и наладили производство запасных частей для железнодорожных вагонов.
В 1941 года завод полностью перешел на выпуск военной продукции. После окончания войны в его цехах продолжали выпускать снаряды, гранаты. Официально предприятие занималось производством мирной продукции:
- механические лебедки;
- дисковые мельницы;
- настольные токарные станки;
- лесопосадочные машины.
Начиная с 60 годов токарный станок ТВ 3 стали массово выпускать несколько предприятий. Простота конструкции и высокая степень безопасности позволили разместить заказы на производство оборудования в исправительных учреждениях. Часть настольных агрегатов сразу же поступала в детские колонии для обучения подростков нужной профессии.
 youtube.com/embed/6CyPYnqWgXU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/6CyPYnqWgXU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Назначение, область применения
Токарно-винторезный станок ВТ 3 создан для обучения специальности токаря учащихся школ, профессионально-технических училищ и техникумов. Он также обозначается как ВТШ-3 – школьный. Оборудование имеет простое устройство с повышенной степенью безопасности. На нем производят основные токарные операции:
- обработка цилиндрической поверхности;
- вытачивание конусов;
- подрезка и протачивание канавок;
- отрезная;
- сверление отверстий задней бабкой;
- нарезка метрической резьбы.
На станке изготавливаются единичные детали, запчасти для ремонта оборудования и автомобилей.
Справка! Компактный агрегат с точностью обработки класса Н устанавливают в передвижных ремонтных мастерских. На нем вытачивают элементы запорной арматуры и фитинги водопроводов, газовых систем, деталей для ремонта подвижного состава, включая корабли.
Техническая характеристика
Токарно-винторезный станок ВТ 3 работает от бытовой сети 220 В. Его технические характеристики:
- мощность электродвигателя 0,6 кВт;
- наибольший диаметр заготовки над суппортом 80 мм;
- над станиной 200 мм;
- максимальное межцентровое расстояние 350 мм;
- наибольшая масса заготовки 5 кг;
- размеры стебля резца 10×12 мм;
- диаметр патрона 100 мм;
- число ступеней вращения заготовки 6;
- диаметр отверстия шпинделя 15 мм;
- наибольшее продольное перемещение суппорта 300 мм;
- продольных подач 6;
- угол поворота резцовых салазок 45⁰;
- количество нарезаемых резьбы 3;
- перемещение пиноли задней бабки 65 мм;
- габариты напольного станка 1440×470×1020 мм;
- масса 280 кг.
Точность обработки на оборудовании соответствует классу Н.
Важно!
Для работы с цельной заготовки через шпиндель пропускается прокат с максимальным сечением 14 мм.
Расположение составных частей и органов управления
Токарный станок ВТ 3 имеет литую станину коробчатой формы, на которой крепятся все узлы агрегата:
- передняя бабка;
- гитара;
- коробка подач;
- передаточный механизм;
- суппорт;
- фартук;
- ходовой вал и винт;
- корыто для стружки;
- защитный кожух;
- задняя бабка;
- электродвигатель.
Станина сверху имеет направляющие для перемещения суппорта и задней бабки. Между опорами передней стойки внизу установлен двигатель. Он соединен с ведущим валом коробки скоростей ременной передачей. Шпиндель получает вращение посредством зубчатого зацепления с блоком шестерен.
Коробка подач соединяется с приводом через передаточный механизм. Она позволяет нарезать резьбу трех типоразмеров. Сменные шестерни не входят в комплект станка. Количество подач ограничено тремя.
На корпусе передней бабки расположены рукоятки:
- переключения скорости вращения шпинделя;
- включения ходового винта;
- реверса – изменение направления вращения ходового винта;
- включения ходового винта и вала.

Ниже находится рукоятка переключения шага резьбы и величины подачи.
Фартук расположен в передней части суппорта. Его механизм, состоящий из муфт и зубчатых зацеплений, превращает вращательное движение винта и вала в поступательное, продольное.
На фартуке расположены:
- маховик ручного продольного перемещения;
- рукоятка включения механической подачи;
- ручка включения подачи винтом.
Четыре каретки на суппорте обеспечивают поперечное и продольное перемещение резца относительно детали, поворот инструмента при нарезке конусов и снятии фасок. Рукоятка сверху над резцедержкой закрепляет инструмент в нужном положении. Резец зажимается болтами вручную. В оси вращения выставляется пластинами, подкладываемыми под стебель. Кнопочный блок пуска станка находится на передней стойке ниже корыта под стружку.
Кинематическая схема
Конструктивные узлы и их характеристики
Ременная передача от двигателя приводит в движение ведущий вал станка. Одновременно она предохраняет привод от перегрузок. Передняя бабка представляет собой коробку скоростей со шпиндельным узлом. Она имеет 3 вала с шестернями. В зависимости от комбинации зацепления инструмент получает вращение определенной частоты.
Одновременно она предохраняет привод от перегрузок. Передняя бабка представляет собой коробку скоростей со шпиндельным узлом. Она имеет 3 вала с шестернями. В зависимости от комбинации зацепления инструмент получает вращение определенной частоты.
На конце шпинделя установлен патрон, в котором крепится заготовка. Резец перемещается продольно вместе с суппортом и в поперечном направлении механизмом салазок. Механическое движение обеспечивается зацеплением с шестернями фартука.
Задняя бабка передвигается только вручную. На месте она фиксируется болтами, прижимающими снизу сухари к направляющим. Они закручиваются гаечным ключом. В торце узла маховик с ручкой для перемещения пиноли. Сверху рычаг зажимающего механизма.
Компактные и легко управляемые станки ВТ 3 не выпускаются с 90 годов. Но они по-прежнему продолжают работать в гаражах, домашних и ремонтных мастерских. Простое оборудование легко восстановить и запустить самостоятельно.
 com/embed/jrQNj9shy3k» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/jrQNj9shy3k» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Поделиться в социальных сетях
Технические характеристики токарного станка ТВ-4
Разработка токарной установки ТВ-4 принадлежит Ростовскому заводу, выпускающему агрегаты для учебных целей. Оборудование необходимо для формирования базовых навыков по обработке металлических изделий. По этой причине токарный станок ТВ 4 обладает рядом отличий от профессионального оборудования.
Предназначение токарного агрегатаГлавной характеристикой при разработке подобных установок считается элементарность настройки и безопасность использования. Но вместе с этими факторами, начинающий токарь должен изучить механизм устройства и освоить главные аспекты работы на станке ТВ-4.
На аппарате выполняются некоторые типы токарных действ:
- протачивание и растачивание металлических оснований вращательным способом;
- высокоточная торцевая обработка;
- формирование метрической резьбы;
- высверливание проемов.

Работа установки осуществляется посредством вращения заготовки либо расположения в центрах. Вращательные движения главному валу станка задаются через ременную передачу и поступают от трехфазного асинхронного двигателя. При осуществлении токарных действ резцы приближаются к возделываемой заготовке посредством вспомогательного хода подачи.
Чтобы повысить функциональную возможность токарного станка школьник, следует провести модернизацию оснастки. Усовершенствование токарного агрегата осуществляется после внимательного изучения конструктива установки и технических свойств.
Конструкция агрегата, его главные узлыСтоит отметить, что винторезный станок можно усовершенствовать, но это не должно отрицательно влиять на рабочие свойства токарного агрегата и безопасность эксплуатирования.
Описание главных узлов устройства:
- Своеобразные тумбы. Чтобы повысить надежность конструктива агрегата, проектировщики решили изготовить тумбу токарного прибора из толстого листа железа с ребрами жесткости поперечного и продольного типа. Лицевая и оборотная тумба играют роль опоры, на которую устанавливается станина устройства. В подобный конструктив можно компактно разместить систему управления агрегатом и главные механизмы устройства. В задней части тумбы установлено все необходимое оборудование, включая электродвигатель асинхронный, нужный для шпиндельной бабки. На лицевой панели располагается система управления агрегатом.
- Несущая станина. На это опорное основание фиксируется основная часть конструкционных элементов устройства. Несущая конструкция имеет коробчатую конфигурацию и оборудована двумя направляющими. На лицевом участке перемещается каретка, а на оборотной – задний узел агрегата (бабка).
- Задняя бабка. Она крепится на левом участке главной опоры. На ней закрепляется различный инструментарий.
- Винторезный станок имеет асинхронный двигатель и блок подач. Эти узлы сообщают вращательные движения шпинделя к рабочему валу агрегата. На оборудовании ТВ-4 предусмотрен клиноременной блок передач. Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.
- Передняя бабка. Этот узел станка считается основным механизмом агрегата. В нем расположены ось и крепежная система (трехкулачковый патрон), устанавливающая возделываемую заготовку в нужное положение, которая передает на изделие вращательные движения привода.
- Поддерживающий узел металлорежущего устройства (суппорт), держатель, резец. Посредством этих механизмов осуществляется обрабатывание детали, установленных в бабках станка. Суппорт считается узлом передвижения резца в требуемое положение.
 Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.
Для контролирования степени подачи следует задействовать специальную рукоять. В устройстве исключены одновременные вращательные движения вала и рабочего винта. Корытце, находящееся сверху, предназначено для поступления смазывающей смеси в рабочую систему станка.Токарный станок ТВ-4
Электроснаряжение металлорежущего аппарата ТВ-4Среди электрооборудования аппарата выделяют:
- Двигатель асинхронный, мощностью в 1 кВт.
- Магнитный контактор.
- Электрощиток. В нем устанавливаются тумблера освещения и запуска агрегата.
- Трансформатор.

Наличие магнитного контактора предполагает предотвращение внезапного запуска оборудования при поступлении энергии отключенного источника питания, что увеличивает безопасность использования рабочего агрегата.
Технические параметрыТехнические характеристики универсального токарно-винторезного станка ТВ-4 по паспорту:
- Допустимый поперечник детали над несущей станиной – 200 мм, диаметр возделываемого прута – не более 15 мм, а параметр точения над узлом передвижения резца не более 125 мм.
- Максимальная протяженность рабочего изделия – 350 мм.
- Длина обтачивания составляет 300 мм.
- Число оборотов осевого узла находится в интервале 120–170 в минуту.
- Шаг метрической нарезки – 0,8; 1; 1,25.
- Поперечник сквозного проема – 16 мм.
- Параметры оборудования –1100х470х1020 мм.
- Винторезный станок имеет массу 280 кг.

Резьба токарного станка
Категория точности агрегата – «Н». Поэтому на оборудовании можно выполнять обрабатывание металлических изделий для достижения требуемого качества.
Инструкция по работе с токарным оборудованием ТВ-4Так как токарно-винторезные станки ТВ-4 относятся к категории образовательных агрегатов, то все пусконаладочные работы должны осуществлять люди, имеющие соответствующую квалификацию. Перед эксплуатированием токарной установки, учащиеся должны хорошо ознакомиться с устройством, ее данными и правилами безопасности. Важно отметить, что для монтажа агрегата нужно создать бетонное основание, высотой около 100 мм.
Универсальный токарный станок имеет ряд важных аспектов в процессе эксплуатирования:
- Подготовительные действия перед точением. Винторезный станок очищается от ненужных загрязнений. Корыто – полностью заливается смазочной смесью. Устанавливается система отключения, срабатывающая при утечке электротока.
- Работа оборудования. Для начала необходимо проверить, все ли рукоятки управления расположены в правильном положении. После этой процедуры следует предварительная настройка и установка изделия между бабками, а также фиксируется положение резца.
- Профилактические меры. После окончания работ необходимо удалить все остатки работ, чтобы рабочее место было чистым и правильно функционировала конструкция.
Винторезный станок обладает специфичной особенностью внезапной остановки оборудования. В устройстве станка не имеется узлов принудительной остановки осевого шпинделя и фиксации рукоятей. Поэтому остановка возделываемого изделия осуществляется крайне медленно. Это необходимо учитывать при работе с оборудованием.
Важно помнить, что токарный станок по металлу в период эксплуатирования нуждается в постоянной смазке, поэтому следует следить за уровнем смазывающей жидкости. В корытце должен присутствовать всегда небольшой объем масла. Если пренебречь этим фактором, то школьный токарный станок вскоре перегреется либо сломаются рабочие элементы.
Видео по теме: На что обратить внимание при покупке токарного станка ТВ — 4
Токарный станок по металлу ТВ-10
Токарно-винторезный станок ТВ-10 является аналогом известной и популярной модели ТВ-20, которая в свою очередь пришла на замену станков ИТ1Е, 16Б16 и др. Новая модель значительно меньший вес, размеры и энергопотребление.
На станке ТВ-10 можно производить все виды технологических операций, связанных с точением внутренних и наружных поверхностей деталей, сверление и нарезание метрической резьбы.
Для смазки различных узлов применены автомобильные масла позволяющие работать при отрицательных температурах, что является выгодным преимуществом при использовании данного вида оборудования в передвижных ремонтных мастерских.
|

Для удобного выбора режимов обработки токарные станки ТВ-10 имеют цифровые индикаторы частоты вращения шпинделя и значения подач.
Применение современных частотно управляемых приводов позволило снизить количество смазочных материалов до 3.5 литра.
Характеристики токарного станка ТВ-10 (аналог ТВ-20):
|
Параметр |
|
|
Наибольший диаметр заготовки, устанавливаемой |
|
|
над станиной, мм |
320 |
|
над суппортом, мм |
170 |
|
Наибольшая длина обрабатываемого изделия, мм |
1000 |
|
Высота центров над станиной, мм |
165 |
|
Диаметр сквозного отверстия в шпинделе, мм |
36 |
|
Диаметр токарного патрона, мм |
200 |
|
Пределы шагов нарезаемой резьбы: |
|
|
метрических, мм |
0,5-7 |
|
Предел частот вращения шпинделя, оборотов/минуту |
25-2200 |
|
Мощность электродвигателей вращения шпинделя, кВт |
4 |
|
Значение продольных и поперечных рабочих |
40-900 |
|
Класс точности по ГОСТ 8-32 |
Н |
|
Перемещение суппорта: |
|
|
продольное |
механическое |
|
поперечное |
механическое |
|
Резцовые салазки: |
210 |
|
наибольшее перемещение продольное, мм |
110 |
|
Центр в шпинделе, Морзе |
№5 |
|
Центр в пиноли, Морзе |
№4 |
|
Габаритные размеры станка (длина/ширина/высота) |
2040/750/1040 |
|
Масса станка, кг |
850 |
Назначение и устройство токарно-винторезного станка ТВ-6
Назначение и устройство токарно-винторезного станка ТВ-6
18. Назначение
и устройство токарно-винторезного станка ТВ-6
Назначение
и устройство токарно-винторезного станка ТВ-6
В школьных мастерских применяются токарно-винторезные станки, которые предназначены для обработки тел вращения (валов, колец, дисков и др.), нарезания резьбы и сверления осевых отверстий.
В токарно-винторезном станке, как в любой другой технологической машине (сверлильном станке, токарном станке по дереву и др.), есть электродвигатель, передаточный механизм, рабочий орган (шпиндель) и система управления.Рис. 61. Виды механических передач, применяемых в токарном станке: а — ременная; б — зубчатая; в — реечная
В передаточном
механизме станка применяются механические передачи: ременная (рис. 61,
а), зубчатая (рис. 61, б), реечная (рис. 61, в). Детали передач,
которые передают движение, называются ведущими (шкив с диаметром
D1
и
зубчатое колесо с числом зубьев
Z1
на рис. 61). Детали, которые воспринимают это движение, называются ведомыми (шкив
с диаметром
D2
и шестерня с числом зубьев
Z2
на рис.
61).
61). Детали, которые воспринимают это движение, называются ведомыми (шкив
с диаметром
D2
и шестерня с числом зубьев
Z2
на рис.
61).
Важной характеристикой механических передач является передаточное отношение и. Оно показывает отношение частоты вращения ведущей детали к частоте вращения ведомой. Для ременной передачи оно может быть вычислено по формуле: и = D1 / D2, а для зубчатой передачи — и = Z1 / Z2. Например, при числе зубьев ведущего колеса Z1 = 40 и при числе зубьев ведомого колеса Z2 = 20 получаем: и = 40 / 20 = 2.
На рис. 62 показан общий вид школьного токарно-винторезного станка ТВ-6, а на рис. 63 — его кинематическая схема.
Рис. 62. Токарно-винторезный станок ТВ-6: 1,2 — рукоятки переключения скоростей вращения ходового вала и ходового винта; 3 — рукоятка переключения гитарного механизма; 4, 5 — рукоятки переключения скоростей вращения шпинделя; 6 — рукоятка поперечной подачи суппорта; 7 — рукоятка закрепления резцедержателя; 8 — рукоятка перемещения верхних салазок; 9 — рукоятка крепления пиноли; 10 — рукоятка крепления задней бабки; 11 — маховик подачи пиноли; 12, 13 — рукоятки управления механической подачей; 14 — кнопка; 15 — маховик перемещения суппорта; 16 — кнопки включения и отключения электродвигателя
Основанием станка является станина, установленная на двух тумбах. В левой тумбе находится электродвигатель. На станине крепятся передняя бабка, задняя бабка и суппорт.
В передней
бабке размещена коробка скоростей, которая осуществляет изменение
частоты вращения ведомого вала. На шпинделе крепится приспособление для
крепления заготовки (токарный патрон и др.).
На шпинделе крепится приспособление для
крепления заготовки (токарный патрон и др.).
Коробка подач — это механизм, позволяющий изменять скорость перемещения суппорта.
Суппорт предназначен для закрепления и перемещения режущего инструмента или заготовки. Суппорт содержит трое салазок и резцедержатель.
Продольные салазки (каретка) прикреплены к фартуку суппорта и двигаются по направляющим станины механически или вручную с помощью рукоятки 15 (рис. 62).
Поперечные
салазки
перемещаются
вручную рукояткой 6. Верхние салазки закреплены на поворотной плите и
могут поворачиваться на угол до 40° (для точения конических поверхностей).
Перемещаются верхние салазки вручную рукояткой 8. Для отсчета перемещений
предусмотрены специальные устройства — лимбы.
Задняя бабка служит для поддержания конца длинных заготовок при помощи центра, а также для закрепления и подачи сверл и зенковок. Она может перемещаться по направляющим станины и закрепляться неподвижно рукояткой 10. В верхней части корпуса задней бабки находится пиноль, которую можно перемещать маховиком 11 и фиксировать рукояткой 9.
Точение деталей осуществляется за счет срезания резцом стружки с вращающейся заготовки. Вращательное движение заготовки называют главным. Главное движение обеспечивается за счет передачи движения по цепочке (рис. 63): двигатель — ременная передача — коробка скоростей — шпиндель с патроном и заготовкой.
Поступательное
движение резца, которое обеспечивает непрерывность снятия слоя металла, называют
движением подачи. Движение подачи обеспечивается цепочкой:
двигатель — ременная передача — коробка скоростей — коробка подач — фартук
суппорта — суппорт с резцом.
Рис. 63. Кинематическая схема токарно-винторезного станка ТВ-6:
1 — передняя бабка; 2 — суппорт; 3 — задняя бабка; 4 — фартук;
5 — коробка подач; 6 — электродвигатель; 7 — гитара
На предприятиях применяются более сложные токарно-винторезные станки. На таких станках закрепление заготовок, резцов, перемещение задней бабки выполняются механическим путем. В массовом производстве, где необходимо изготавливать большое количество одинаковых деталей, применяют токарные станки-автоматы, которые без участия человека по заданной программе выполняют подачу и закрепление заготовок, смену и закрепление инструмента, токарную обработку на необходимых режимах и др.
Токарные работы на
предприятиях выполняют токари. Токарь — одна из наиболее распространенных
рабочих профессий по обработке металла. Эта профессия подразделяется на
несколько специальностей: токарь, токарь-карусельщик, токарь-револьверщик,
токарь-расточник и др. Токарь должен знать устройство станков, основы черчения,
назначение и правила применения различных инструментов и приспособлений, уметь
пользоваться контрольно-измерительными приборами, разбираться в свойствах
металлов и сплавов и др.
Токарь — одна из наиболее распространенных
рабочих профессий по обработке металла. Эта профессия подразделяется на
несколько специальностей: токарь, токарь-карусельщик, токарь-револьверщик,
токарь-расточник и др. Токарь должен знать устройство станков, основы черчения,
назначение и правила применения различных инструментов и приспособлений, уметь
пользоваться контрольно-измерительными приборами, разбираться в свойствах
металлов и сплавов и др.
Практическая работа
Ознакомление с устройством токарно-винторезного у станка ТВ-6
1. Осмотрите токарно-винторезный станок и назовите его основные части.
2. Рассмотрите
кинематическую схему токарно-винторезного станка ТВ-6 (рис.63) и разберитесь,
каким образом передается от электродвигателя главное движение заготовке и
движение подачи инструменту.
3. Изобразите в рабочей тетради кинематическую схему одной из частей станка (по указанию учителя).
Новые термины: Токарно-винторезный станок, механические передача (ременная, зубчатая, реечная), ведущее и ведомое звено передачи, передаточное отношение, станина, передняя бабка, коробка скоростей, коробка подач, суппорт, лимб, задняя бабка, главное движение, движение подачи, токарь.
Вопросы и задания
1. Назовите виды механических передач.
2. Что такое ведущее звено передачи? Ведомое?
3. Что называется передаточным отношением механической передачи?
4. Укажите
назначение токарно-винторезного станка и назовите операции, выполняемые на нем.
5. В чем сходство токарно-винторезного станка и токарного станка для обработки древесины?
6. Почему токарный станок относится к технологическим машинам?
7. Что такое главное движение и движение подачи?
Сайт управляется системой uCozТокарные станки Toolmex | Toolmex Industrial Solutions
СТАНКИ ДЛЯ ДОМА l ЧАСТИ И ОБСЛУЖИВАНИЕ l ЛИТЕРАТУРА l НОВОСТИ l СПЕЦИАЛЬНЫЕ УСЛУГИ Toolmex Industrial Solutions продолжает оставаться лидером в области технологии токарных станков с длинной станиной. Наши превосходные токарные станки европейского производства предназначены для тяжелых высокоточных работ с большей мощностью и увеличенными отверстиями шпинделя. Мы предлагаем полную линейку токарных станков с поворотным механизмом 22–118 дюймов, большинство из которых с нашей исключительной конструкцией станины TRI-V, пакетами ЧПУ Fanuc или Siemens, индивидуальными усовершенствованиями, заводской технической поддержкой и практически безграничными возможностями.
Являясь эксклюзивным импортером и национальным дистрибьютором в США компании Haco-Fat — ведущего европейского производителя токарных станков с ЧПУ с большой станиной, — Toolmex Industrial Solutions продолжает оставаться ориентированным на клиента специалистом в области инструментальных цехов для производства станков с большой плоской станиной. Наши токарные центры призваны предоставить пользователям производительность, производительность и прочную конструкцию, необходимые для успеха в различных токарных и фрезерных операциях.
Щелкните ссылку ниже, чтобы просмотреть токарные центры Toolmex Lathes:
MANUAL PLUS ТОКАРНЫЕ СТАНКИ С ЧПУ
Разработан для максимальной гибкости; Благодаря «комбинированной» конструкции эти токарные станки, также известные как электронные, обучающие, цикловые или комбинированные токарные станки, популярны как токарные станки с плоской станиной с ЧПУ и для тех, кому требуется усовершенствованный стандартный токарный станок . Токарные станки с ЧПУ TUR Manual Plus оснащены удобными для оператора элементами управления: электронными маховиками, переменной скоростью, CSS и диалоговым программированием. Эти токарные станки наиболее эффективны для обработки деталей сложной геометрии, больших деталей и ограниченных производственных партий. Токарные станки с ЧПУ Toolmex Manual Plus идеально подходят для простой и быстрой резки контуров, конусов, резьб (даже для восстановления цикла резьбы), растачивания или канавок без специального инструмента.
Токарные станки с ЧПУ TUR Manual Plus оснащены удобными для оператора элементами управления: электронными маховиками, переменной скоростью, CSS и диалоговым программированием. Эти токарные станки наиболее эффективны для обработки деталей сложной геометрии, больших деталей и ограниченных производственных партий. Токарные станки с ЧПУ Toolmex Manual Plus идеально подходят для простой и быстрой резки контуров, конусов, резьб (даже для восстановления цикла резьбы), растачивания или канавок без специального инструмента.
МАСЛЯНЫЕ СТАНКИ
Toolmex Oil Country / серии токарных станков с большим отверстием предлагают пользователям решения с большим проходным отверстием для труб в суровых нефтегазовых странах … Сегодня серия TUR с большим отверстием используется в более широком диапазоне применений в сталелитейной и бумажной промышленности, на электростанциях , судостроение, горнодобывающая промышленность и машиностроение. Наши сверхмощные токарные станки для нефтедобывающих стран, доступные в исполнении с ручным сервоприводом или ручным управлением плюс токарный станок с ЧПУ (комбинированный), имеют: исключительные циклы ремонта резьбы, станины TRI-V для большей точности растачивания, а также отверстия шпинделя 5,5-17 дюймов, 24 дюйма -43 «качели x 78» -236 «между центрами, в версиях с 2–4 кроватями.
Наши сверхмощные токарные станки для нефтедобывающих стран, доступные в исполнении с ручным сервоприводом или ручным управлением плюс токарный станок с ЧПУ (комбинированный), имеют: исключительные циклы ремонта резьбы, станины TRI-V для большей точности растачивания, а также отверстия шпинделя 5,5-17 дюймов, 24 дюйма -43 «качели x 78» -236 «между центрами, в версиях с 2–4 кроватями.
РУКОВОДСТВО
Только Toolmex предлагает широкий спектр высококачественных токарных станков европейского производства, включая ручные токарные станки, также известные как обычные токарные станки или токарные станки с двигателем, от 22 до 28 дюймов с поворотом над станиной и от 40 до 157 дюймов между центрами с 4 «-5.Отверстия шпинделя 5 дюймов. Применяя немецкий дизайн и передовые технологии, токарные станки с ручным управлением и сервоприводом TUR, несомненно, являются лидером отрасли среди токарных станков класса точности.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Дополнительный каталог здесь
Дополнительный каталог здесь  Поскольку они продаются в таких огромных количествах, наиболее часто встречающимися моделями сегодня являются «10F», версия «10-D» с механической поперечной подачей, а также полезные маленькие 6-дюймовые (3-дюймовая высота по центру). ). Однако очень ранние 9-дюймовые и более поздние более тщательно разработанные 12-дюймовые модели не являются редкостью. Поскольку последний 12-дюймовый токарный станок был собран 6 марта 1981 года, это означает, что производственный цикл этого типа в целом, включая первые 9-дюймовые модели, составит почти 50 лет. Хотя токарные станки Atlas постоянно совершенствовались, общий внешний вид 10-дюймового токарного станка оставался практически неизменным с 1936 по 1957 год, а 6-дюймовый токарный станок — с 1937 до начала 1980-х годов.Если вы не узнаете свою конкретную модель Atlas, изучите все гиперссылки выше, где, помимо токарных станков разных размеров, компания также произвела ряд моделей «Utility» и так называемых «Unit Plan» — некоторые без завинчивания и с неохраняемыми ременными передачами — это может быть трудно классифицировать.
Поскольку они продаются в таких огромных количествах, наиболее часто встречающимися моделями сегодня являются «10F», версия «10-D» с механической поперечной подачей, а также полезные маленькие 6-дюймовые (3-дюймовая высота по центру). ). Однако очень ранние 9-дюймовые и более поздние более тщательно разработанные 12-дюймовые модели не являются редкостью. Поскольку последний 12-дюймовый токарный станок был собран 6 марта 1981 года, это означает, что производственный цикл этого типа в целом, включая первые 9-дюймовые модели, составит почти 50 лет. Хотя токарные станки Atlas постоянно совершенствовались, общий внешний вид 10-дюймового токарного станка оставался практически неизменным с 1936 по 1957 год, а 6-дюймовый токарный станок — с 1937 до начала 1980-х годов.Если вы не узнаете свою конкретную модель Atlas, изучите все гиперссылки выше, где, помимо токарных станков разных размеров, компания также произвела ряд моделей «Utility» и так называемых «Unit Plan» — некоторые без завинчивания и с неохраняемыми ременными передачами — это может быть трудно классифицировать. Также производилась версия токарного станка, предназначенная для производственных работ, хотя и в Великобритании только во время и сразу после Второй мировой войны, в версии с кабельным приводом (винторезный станок). В США такой версии не предлагалось, хотя обычную машину можно было оснастить комплектом для переоборудования — станиной на 6 позиций шпиля и салазками Cut-ff (формовка).
Также производилась версия токарного станка, предназначенная для производственных работ, хотя и в Великобритании только во время и сразу после Второй мировой войны, в версии с кабельным приводом (винторезный станок). В США такой версии не предлагалось, хотя обычную машину можно было оснастить комплектом для переоборудования — станиной на 6 позиций шпиля и салазками Cut-ff (формовка). Он был разработан компанией New Jersey Zinc Company ( базируется недалеко от рудников Франклин и Стерлинг Хилл на севере Нью-Джерси, где добывалась цинковая руда) и использовался с самого начала производства токарных станков Atlas в 1932 году. Использование ZAMAK могло бы помочь требовалось несколько дорогих штампов — и Atlas, должно быть, рассчитывала продать значительное количество машин, чтобы окупить свои вложения. Однако одним очень важным преимуществом ZAMAK была настолько гладкая поверхность, что необходимость в механической обработке часто устранялась, что приводило к значительной экономии как времени производства, так и затрат.Смесь, используемая для производства ZAMAK, всегда варьировалась в зависимости от конкретного применения — например, ZAMAK 5 состоит из 4% алюминия, 1% меди, 0,05% магния и остального цинка — и известно, что Atlas предпочитает использовать один из следующих компонентов. Долговечные разновидности — даже несмотря на то, что из-за необходимости более высоких температур литья сократился срок службы штампа и увеличились затраты.
Он был разработан компанией New Jersey Zinc Company ( базируется недалеко от рудников Франклин и Стерлинг Хилл на севере Нью-Джерси, где добывалась цинковая руда) и использовался с самого начала производства токарных станков Atlas в 1932 году. Использование ZAMAK могло бы помочь требовалось несколько дорогих штампов — и Atlas, должно быть, рассчитывала продать значительное количество машин, чтобы окупить свои вложения. Однако одним очень важным преимуществом ZAMAK была настолько гладкая поверхность, что необходимость в механической обработке часто устранялась, что приводило к значительной экономии как времени производства, так и затрат.Смесь, используемая для производства ZAMAK, всегда варьировалась в зависимости от конкретного применения — например, ZAMAK 5 состоит из 4% алюминия, 1% меди, 0,05% магния и остального цинка — и известно, что Atlas предпочитает использовать один из следующих компонентов. Долговечные разновидности — даже несмотря на то, что из-за необходимости более высоких температур литья сократился срок службы штампа и увеличились затраты. Процесс ZAMAK представляет собой один из кратчайших путей между металлическим сырьем и готовым продуктом; он по-прежнему широко используется сегодня, и его не следует путать с «металлическим горшком», дешевым сплавом, в основном состоящим из свинца и цинка (часто используемым в производстве игрушек), который со временем может рассыпаться в пыль.К сожалению, одним из недостатков даже качественного ZAMAK является то, что любое загрязнение на этапе литья сокращает срок службы детали и, в конечном итоге, приводит к отказу. Если постпроизводственное тестирование не проводится на регулярной основе, эта проблема не будет решена до тех пор, пока много лет спустя проверка идентичных компонентов (используемых в той же среде) не покажет, что некоторые из них были как новые, а другие безнадежно ослаблены.
Процесс ZAMAK представляет собой один из кратчайших путей между металлическим сырьем и готовым продуктом; он по-прежнему широко используется сегодня, и его не следует путать с «металлическим горшком», дешевым сплавом, в основном состоящим из свинца и цинка (часто используемым в производстве игрушек), который со временем может рассыпаться в пыль.К сожалению, одним из недостатков даже качественного ZAMAK является то, что любое загрязнение на этапе литья сокращает срок службы детали и, в конечном итоге, приводит к отказу. Если постпроизводственное тестирование не проводится на регулярной основе, эта проблема не будет решена до тех пор, пока много лет спустя проверка идентичных компонентов (используемых в той же среде) не покажет, что некоторые из них были как новые, а другие безнадежно ослаблены.  В этой форме (за исключением Power Cross Feed 10-F, представленного годом позже) токарный станок достиг почти своей окончательной эволюционной формы и должен был оставаться практически неизменным до 1957 года — и до появления сильно переработанной «12-дюймовой» модели.
В этой форме (за исключением Power Cross Feed 10-F, представленного годом позже) токарный станок достиг почти своей окончательной эволюционной формы и должен был оставаться практически неизменным до 1957 года — и до появления сильно переработанной «12-дюймовой» модели.  Версия с маркой Halifax действительно включала в себя несколько значительных изменений (хотя они не видны на всех примерах): редуктор для нарезания резьбы типа после 1957 года, но установленный на более раннем токарном станке типа 10F, реверсивный механизм (например, модель USA Craftsman) вместо ходового винта «реверсивный редуктор» пластмассовые шкивы передней бабки и промежуточного вала и более широкий поперечный суппорт.Sphere также имел более широкий поперечный суппорт и использовал пластик не только для соответствующих шкивов передней бабки и промежуточного вала, но также, на некоторых, но не на всех примерах, для крышек сменного колеса и передней бабки и даже, на некоторых моделях, для кожуха реверсивной коробки передач и штурвал каретки-поперечины; В отличие от Atlas, у него был только один болт, удерживающий конец задней бабки кровати, скорее, как у Raglan Little John, с которым он разделяет гайки и несколько других мелких деталей фартука — Raglan, очевидно, экономит затраты на дорогие новые штампы с использованием доступных и недорогих американских компонентов.
Версия с маркой Halifax действительно включала в себя несколько значительных изменений (хотя они не видны на всех примерах): редуктор для нарезания резьбы типа после 1957 года, но установленный на более раннем токарном станке типа 10F, реверсивный механизм (например, модель USA Craftsman) вместо ходового винта «реверсивный редуктор» пластмассовые шкивы передней бабки и промежуточного вала и более широкий поперечный суппорт.Sphere также имел более широкий поперечный суппорт и использовал пластик не только для соответствующих шкивов передней бабки и промежуточного вала, но также, на некоторых, но не на всех примерах, для крышек сменного колеса и передней бабки и даже, на некоторых моделях, для кожуха реверсивной коробки передач и штурвал каретки-поперечины; В отличие от Atlas, у него был только один болт, удерживающий конец задней бабки кровати, скорее, как у Raglan Little John, с которым он разделяет гайки и несколько других мелких деталей фартука — Raglan, очевидно, экономит затраты на дорогие новые штампы с использованием доступных и недорогих американских компонентов. Вариант Atlas, предложенный Acorntools в 1940-х и начале 1950-х годов, но, очевидно, не продаваемый Atlas на их внутреннем рынке, был простым ручным приводом. Если у кого-то из читателей есть токарный станок Acorntools, Sphere или Halifax, писатель будет рад услышать от вас.
Вариант Atlas, предложенный Acorntools в 1940-х и начале 1950-х годов, но, очевидно, не продаваемый Atlas на их внутреннем рынке, был простым ручным приводом. Если у кого-то из читателей есть токарный станок Acorntools, Sphere или Halifax, писатель будет рад услышать от вас.  Токарные станки с передними бабками с подшипниками скольжения при правильной установке часто дают более качественную поверхность, чем модели с роликоподшипниками, но при износе их намного сложнее и дороже ремонтировать.На подшипниках (как на 10-, так и на 12-дюймовых версиях) были «выгравированы» номера Timken, которые, по всей видимости, применялись (применялись последовательно на протяжении многих лет) следующим образом:
Токарные станки с передними бабками с подшипниками скольжения при правильной установке часто дают более качественную поверхность, чем модели с роликоподшипниками, но при износе их намного сложнее и дороже ремонтировать.На подшипниках (как на 10-, так и на 12-дюймовых версиях) были «выгравированы» номера Timken, которые, по всей видимости, применялись (применялись последовательно на протяжении многих лет) следующим образом: 
 Номер модели
Номер модели  Эти токарные станки имели обозначения TH-42 и TH-54 для нарезания винта с изменяемым колесом и QC-42 и QC-54 при оснащении быстросменным редуктором для нарезания винта.
Эти токарные станки имели обозначения TH-42 и TH-54 для нарезания винта с изменяемым колесом и QC-42 и QC-54 при оснащении быстросменным редуктором для нарезания винта. 
 Токарный станок Ф-10х40 Атлас со стационарным промежуточным валом «Горизонталь» и силовой поперечной подачей.
Токарный станок Ф-10х40 Атлас со стационарным промежуточным валом «Горизонталь» и силовой поперечной подачей. , 52 зуб., 54 зуб., 56 зуб. и 3 зуб. зуб. лет). Когда к справочнику был добавлен раздел по нарезке шурупов — странно, что он отсутствовал в первом издании 1937 года, хотя для его добавления было предусмотрено место — основная часть публикации состояла из диаграмм, показывающих, как расположить не только смолы и корма, но и способы настройки множества вариантов намотки проводов.Во всех 9-дюймовых, 10-дюймовых и 12-дюймовых токарных станках Atlas использовались сменные колеса 16DP с углом давления 14,5 градусов, шириной торца 0,375 дюйма, отверстием = 0,753 и «двойной» шпоночной канавкой шириной 0,1875 дюйма. Шестерни в разных моделях взаимозаменяемы, поскольку они подходят к одним и тем же шпилькам, но у 9-дюймовой шестерни более тонкая центральная втулка.
, 52 зуб., 54 зуб., 56 зуб. и 3 зуб. зуб. лет). Когда к справочнику был добавлен раздел по нарезке шурупов — странно, что он отсутствовал в первом издании 1937 года, хотя для его добавления было предусмотрено место — основная часть публикации состояла из диаграмм, показывающих, как расположить не только смолы и корма, но и способы настройки множества вариантов намотки проводов.Во всех 9-дюймовых, 10-дюймовых и 12-дюймовых токарных станках Atlas использовались сменные колеса 16DP с углом давления 14,5 градусов, шириной торца 0,375 дюйма, отверстием = 0,753 и «двойной» шпоночной канавкой шириной 0,1875 дюйма. Шестерни в разных моделях взаимозаменяемы, поскольку они подходят к одним и тем же шпилькам, но у 9-дюймовой шестерни более тонкая центральная втулка.  Непосредственно перед выпуском F появилась возможность изменить конструкцию и значительно улучшить узел верхних суппортов, базовая отливка которого изначально была из ZAMAK, материала, не подходящего к деформациям, возникающим при закреплении двумя Т-болтами в круглом Т-образном пазу. прорезать верхнюю поверхность поперечного суппорта (передний стопорный болт можно увидеть на рисунке выше). По мере того как основание затягивалось — и это почти наверняка усугублялось тяжелыми порезами — отливка искажалась и приводила к заеданию салазок.Компания Atlas решила эту проблему, перейдя на чугун и установив прочную стойку, отлитую как часть поперечного суппорта, на которую опускался верхний суппорт. Болты с квадратной головкой, проходя через нижнюю из двух отливок верхнего суппорта, прижимали короткие стержни со скошенными краями к перевернутой конической поверхности стойки и, таким образом, плотно стягивали ее вниз. После Второй мировой войны английский токарный станок Raglan использовал точную копию этой конструкции — особенность, которая должна была оказаться надежной и полностью безотказной.
Непосредственно перед выпуском F появилась возможность изменить конструкцию и значительно улучшить узел верхних суппортов, базовая отливка которого изначально была из ZAMAK, материала, не подходящего к деформациям, возникающим при закреплении двумя Т-болтами в круглом Т-образном пазу. прорезать верхнюю поверхность поперечного суппорта (передний стопорный болт можно увидеть на рисунке выше). По мере того как основание затягивалось — и это почти наверняка усугублялось тяжелыми порезами — отливка искажалась и приводила к заеданию салазок.Компания Atlas решила эту проблему, перейдя на чугун и установив прочную стойку, отлитую как часть поперечного суппорта, на которую опускался верхний суппорт. Болты с квадратной головкой, проходя через нижнюю из двух отливок верхнего суппорта, прижимали короткие стержни со скошенными краями к перевернутой конической поверхности стойки и, таким образом, плотно стягивали ее вниз. После Второй мировой войны английский токарный станок Raglan использовал точную копию этой конструкции — особенность, которая должна была оказаться надежной и полностью безотказной. Как ни странно, одним упущением из обширного ассортимента принадлежностей Atlas была полноразмерная поперечная направляющая с Т-образным пазом, которая многие годы использовалась на большинстве небольших британских токарных станков и значительно повышает их универсальность.Если вам нужны поперечные суппорты с Т-образным пазом для вашего Atlas lathes.co.uk, иногда они доступны.
Как ни странно, одним упущением из обширного ассортимента принадлежностей Atlas была полноразмерная поперечная направляющая с Т-образным пазом, которая многие годы использовалась на большинстве небольших британских токарных станков и значительно повышает их универсальность.Если вам нужны поперечные суппорты с Т-образным пазом для вашего Atlas lathes.co.uk, иногда они доступны.  После выпуска очень успешной модели F в 1937 году (буква «F» была правильным списком в каталоге) никаких существенных изменений не произошло до появления в 1947 году быстросменных резьбонарезных редукторов версий QC42 и QC54 и увеличения толщины. пути кровати до 1/2 «.Два рычага переключения на оригинальных коробках передач были изготовлены из сплава Zamak и, к сожалению, при небрежном обращении могли сломаться. Они были заменены чугунными, и на момент написания, 2020 год, все еще были доступны в Клаузинге.
После выпуска очень успешной модели F в 1937 году (буква «F» была правильным списком в каталоге) никаких существенных изменений не произошло до появления в 1947 году быстросменных резьбонарезных редукторов версий QC42 и QC54 и увеличения толщины. пути кровати до 1/2 «.Два рычага переключения на оригинальных коробках передач были изготовлены из сплава Zamak и, к сожалению, при небрежном обращении могли сломаться. Они были заменены чугунными, и на момент написания, 2020 год, все еще были доступны в Клаузинге.  Крышка сменного колеса, теперь из литого алюминия (или пластика, когда она была изготовлена в Великобритании), удерживалась подпружиненным фиксатором, а некоторые версии, особенно предназначенные для использования в учебных заведениях и учебных заведениях, были доступны с полной защитой приводных ремней. .Вращение токарного станка составляло 101/4 дюйма, а межцентровая мощность — 18 дюймов, 24 дюйма, 30 дюймов и 36 дюймов. Было предусмотрено 16 скоростей вращения шпинделя, примерно от 28 до 2072 об / мин, в зависимости от используемого двигателя. Шпиндель просверливался на 25/32 дюйма, имел центр с конусом Морзе 3 и был снабжен полезным делительным устройством на 60 отверстий с блокировкой плунжера; Задняя бабка была № 2 Морзе. Поскольку узел заднего редуктора был прикреплен болтами к задней части передней бабки, это позволяло предлагать машину без них в более простых «служебных» версиях по более низкой цене.
Крышка сменного колеса, теперь из литого алюминия (или пластика, когда она была изготовлена в Великобритании), удерживалась подпружиненным фиксатором, а некоторые версии, особенно предназначенные для использования в учебных заведениях и учебных заведениях, были доступны с полной защитой приводных ремней. .Вращение токарного станка составляло 101/4 дюйма, а межцентровая мощность — 18 дюймов, 24 дюйма, 30 дюймов и 36 дюймов. Было предусмотрено 16 скоростей вращения шпинделя, примерно от 28 до 2072 об / мин, в зависимости от используемого двигателя. Шпиндель просверливался на 25/32 дюйма, имел центр с конусом Морзе 3 и был снабжен полезным делительным устройством на 60 отверстий с блокировкой плунжера; Задняя бабка была № 2 Морзе. Поскольку узел заднего редуктора был прикреплен болтами к задней части передней бабки, это позволяло предлагать машину без них в более простых «служебных» версиях по более низкой цене. Предлагаемый в стандартной форме, вертикальный тип не был снабжен защитой от движения ремня (но отдельные ограждения были установлены на задние шестерни), в то время как горизонтальный тип более легко опирался на простую защиту, которая закрывала только переднюю часть ремня передней бабки.Тем не менее, со значительными затратами, как для вертикальных, так и для горизонтальных промежуточных валов была доступна всеобъемлющая «безопасная» оболочка, которая понравилась школам и другим учебным заведениям. В то время как модели с подшипниками скольжения относительно легко разбираются для замены клинового ремня, модели с роликоподшипниками требуют полной разборки передней бабки. В последнем случае (чтобы сэкономить время и избежать повреждения подшипников) почти наверняка лучше использовать промышленный звено типа T-link.Каталоги
Предлагаемый в стандартной форме, вертикальный тип не был снабжен защитой от движения ремня (но отдельные ограждения были установлены на задние шестерни), в то время как горизонтальный тип более легко опирался на простую защиту, которая закрывала только переднюю часть ремня передней бабки.Тем не менее, со значительными затратами, как для вертикальных, так и для горизонтальных промежуточных валов была доступна всеобъемлющая «безопасная» оболочка, которая понравилась школам и другим учебным заведениям. В то время как модели с подшипниками скольжения относительно легко разбираются для замены клинового ремня, модели с роликоподшипниками требуют полной разборки передней бабки. В последнем случае (чтобы сэкономить время и избежать повреждения подшипников) почти наверняка лучше использовать промышленный звено типа T-link.Каталоги  и третий №15 — пробелы заполняются литературой по другим их строкам. Если у кого-то из читателей есть каталоги, отличные от приведенных здесь, автору было бы очень интересно услышать от вас.
и третий №15 — пробелы заполняются литературой по другим их строкам. Если у кого-то из читателей есть каталоги, отличные от приведенных здесь, автору было бы очень интересно услышать от вас.  Данные о нарезании резьбы — они действительно были исчерпывающими — стали доступны позже как в виде отдельного переплета, так и, наконец, в переплете. В третьем переплете использовались «пальцы» из белого пластика, точно так же, как в обычных «спиральных» переплетах, используемых сегодня но из гораздо более толстого материала и другой высоты. Наконец, в 1988 году было опубликовано последнее издание, в котором использовалась форма проволочной привязки. Переиздания выпускались ежегодно с 1938 по 1952 год, а затем в 1954, 1955, 1957, 1960, 1961, 1963, 1965, 1967, 1968, 1970, 1971, 1973, 1974, 1975, 1978, а затем под неизвестным номером до 1988 года.До 1953 года все издания и переиздания имели «Copyright 1937». В 1957 году, когда был анонсирован новый 12-дюймовый Atlas, руководство было изменено, чтобы отразить это — и идентичный токарный станок под маркой «Craftsman».
Данные о нарезании резьбы — они действительно были исчерпывающими — стали доступны позже как в виде отдельного переплета, так и, наконец, в переплете. В третьем переплете использовались «пальцы» из белого пластика, точно так же, как в обычных «спиральных» переплетах, используемых сегодня но из гораздо более толстого материала и другой высоты. Наконец, в 1988 году было опубликовано последнее издание, в котором использовалась форма проволочной привязки. Переиздания выпускались ежегодно с 1938 по 1952 год, а затем в 1954, 1955, 1957, 1960, 1961, 1963, 1965, 1967, 1968, 1970, 1971, 1973, 1974, 1975, 1978, а затем под неизвестным номером до 1988 года.До 1953 года все издания и переиздания имели «Copyright 1937». В 1957 году, когда был анонсирован новый 12-дюймовый Atlas, руководство было изменено, чтобы отразить это — и идентичный токарный станок под маркой «Craftsman».  ; Показанная модель является версией кровати 42 дюйма.
; Показанная модель является версией кровати 42 дюйма. Д., Чтобы улучшить его функциональные возможности. В более поздних каталогах эти базовые токарные станки с теми же техническими характеристиками, но с существенными изменениями, обновленными в соответствии с полностью укомплектованной моделью, были указаны как модели 10A, 10B, 10C, 10D и 10E.Также были указаны различные длины станины, последние две цифры обозначают длину в дюймах, то есть 1036, 1048 и 1054.
Д., Чтобы улучшить его функциональные возможности. В более поздних каталогах эти базовые токарные станки с теми же техническими характеристиками, но с существенными изменениями, обновленными в соответствии с полностью укомплектованной моделью, были указаны как модели 10A, 10B, 10C, 10D и 10E.Также были указаны различные длины станины, последние две цифры обозначают длину в дюймах, то есть 1036, 1048 и 1054.  .
.  По мере того как основание затягивалось — и это почти наверняка усугублялось тяжелыми порезами — отливка искажалась и приводила к заеданию салазок. Атлас решил эту проблему, отлил прочную стойку за одно целое с поперечным суппортом, на который опускался верхний суппорт.Два болта с квадратной головкой (передний можно увидеть на иллюстрации выше), пропущенные через нижнюю из двух верхних отливок салазок, прижали короткие стержни со скошенным концом к перевернутой конической поверхности стойки и, таким образом, потянули узел вниз плотно. При сжатии только стойки исключались искажения поперечной салазки. Обратите внимание на ножки кровати: модель, непосредственно предшествующая этому, не имела сгиба внутрь отливок.
По мере того как основание затягивалось — и это почти наверняка усугублялось тяжелыми порезами — отливка искажалась и приводила к заеданию салазок. Атлас решил эту проблему, отлил прочную стойку за одно целое с поперечным суппортом, на который опускался верхний суппорт.Два болта с квадратной головкой (передний можно увидеть на иллюстрации выше), пропущенные через нижнюю из двух верхних отливок салазок, прижали короткие стержни со скошенным концом к перевернутой конической поверхности стойки и, таким образом, потянули узел вниз плотно. При сжатии только стойки исключались искажения поперечной салазки. Обратите внимание на ножки кровати: модель, непосредственно предшествующая этому, не имела сгиба внутрь отливок.  Токарные станки с передними бабками с подшипниками скольжения при правильной установке часто дают более качественную поверхность, чем модели с роликоподшипниками, но, если подшипники изношены, замена является сложной и дорогой.
Токарные станки с передними бабками с подшипниками скольжения при правильной установке часто дают более качественную поверхность, чем модели с роликоподшипниками, но, если подшипники изношены, замена является сложной и дорогой.  Хорошо видна скользящая втулка вместе с ее зацепными «собачками».
Хорошо видна скользящая втулка вместе с ее зацепными «собачками».  Как и во всех версиях токарного станка, поперечные суппорты были довольно короткими — особенность, которая имела тенденцию изнашиваться только в средней части своих путей — и не имела Т-образных пазов. В Великобритании несколько владельцев взяли дополнительные «длинные» поперечные суппорты от Myford ML7 и установили их вместо них. Преобразование требует некоторой механической обработки: ласточкин хвост на более толстой стороне суппорта нужно обрезать примерно на 1/4 дюйма, а седло также сузить, взяв немного с каждой стороны поперечных направляющих.
Как и во всех версиях токарного станка, поперечные суппорты были довольно короткими — особенность, которая имела тенденцию изнашиваться только в средней части своих путей — и не имела Т-образных пазов. В Великобритании несколько владельцев взяли дополнительные «длинные» поперечные суппорты от Myford ML7 и установили их вместо них. Преобразование требует некоторой механической обработки: ласточкин хвост на более толстой стороне суппорта нужно обрезать примерно на 1/4 дюйма, а седло также сузить, взяв немного с каждой стороны поперечных направляющих.  Обладая очень легкой односторонней чугунной конструкцией и использовав ZAMAK почти для всех других деталей, фартук был замечателен тем, что обеспечивал силовую поперечную подачу с минимумом компонентов. Диаметр ходового винта на модели F с механической подачей был увеличен до 3/4 дюйма по сравнению с 5/8 дюйма оригинальной модели D. Обратите внимание на использование дешевых квадратных гаек для удержания механизма подачи на рейку.
Обладая очень легкой односторонней чугунной конструкцией и использовав ZAMAK почти для всех других деталей, фартук был замечателен тем, что обеспечивал силовую поперечную подачу с минимумом компонентов. Диаметр ходового винта на модели F с механической подачей был увеличен до 3/4 дюйма по сравнению с 5/8 дюйма оригинальной модели D. Обратите внимание на использование дешевых квадратных гаек для удержания механизма подачи на рейку.  скоростей шпинделя: 16 (8 прямых, 8 с обратным зацеплением)
скоростей шпинделя: 16 (8 прямых, 8 с обратным зацеплением)  1 дюйм на 0,001 дюйма
1 дюйм на 0,001 дюйма 
 Токарный станок 10F Серийный номер024444 по заказу Acorn Machine Tool Company. С таким количеством станков, отправленных в составе конвоев времен Второй мировой войны, удивительно, сколько станков находится на дне Атлантики.
Токарный станок 10F Серийный номер024444 по заказу Acorn Machine Tool Company. С таким количеством станков, отправленных в составе конвоев времен Второй мировой войны, удивительно, сколько станков находится на дне Атлантики.  clausing-industrial.com
clausing-industrial.com
| Деревообрабатывающие инструменты На главную> Деревообрабатывающее оборудование> Токарные станки и аксессуары> Токарные станки и принадлежности Record Запись сеансов Power Live Record Power представляет новое поколение токарных станков по дереву.Чтобы помочь пользователям более активно взаимодействовать со своим брендом, они каждую пятницу проводят онлайн-демонстрации токарной обработки древесины в режиме реального времени.
|
FLIP через наш последний каталог деревообрабатывающих инструментов Посмотреть телешоу Highland Woodworker
|
 .. 3 млн Абатрон Регулируемый зажим Биты и инструменты для маршрутизаторов Amana Американский Дизайн Мебели Инструменты Anant Якорь Арбортех Арти Auriou Rasps Плохой инструмент для топора Bahco Инструменты Barr Beall Tool Behlen Benchcrafted Инструменты Bessey Лучшая связь Инструментальный завод из голубой ели Инструмент Blum Bob Swerer Productions Токарные инструменты Bodger Инструменты Bora Инструменты Bosch Бостик Компания Bowl Kit Инструментальный завод Bridge City Briwax Бык лягушка Картер Продукты Чарльз Брок Clesco Клифтон Инструменты Биты и блейды для маршрутизаторов CMT Инструмент Коллинза Компания Color Wheel Горелки для дерева Colwood Cormark International Ремесленник Кожа Инструменты полумесяца Critter Spray Products Корона ручные инструменты Crown Plane Company Ручные инструменты CECK Edge Дэвид Бэррон Инструменты Дельта Машины DeWalt Алмазная пила Дико Принадлежности для заточки DMT Dowl-It Дремель Дрель доктор Dubuque Clamp Works Э.
.. 3 млн Абатрон Регулируемый зажим Биты и инструменты для маршрутизаторов Amana Американский Дизайн Мебели Инструменты Anant Якорь Арбортех Арти Auriou Rasps Плохой инструмент для топора Bahco Инструменты Barr Beall Tool Behlen Benchcrafted Инструменты Bessey Лучшая связь Инструментальный завод из голубой ели Инструмент Blum Bob Swerer Productions Токарные инструменты Bodger Инструменты Bora Инструменты Bosch Бостик Компания Bowl Kit Инструментальный завод Bridge City Briwax Бык лягушка Картер Продукты Чарльз Брок Clesco Клифтон Инструменты Биты и блейды для маршрутизаторов CMT Инструмент Коллинза Компания Color Wheel Горелки для дерева Colwood Cormark International Ремесленник Кожа Инструменты полумесяца Critter Spray Products Корона ручные инструменты Crown Plane Company Ручные инструменты CECK Edge Дэвид Бэррон Инструменты Дельта Машины DeWalt Алмазная пила Дико Принадлежности для заточки DMT Dowl-It Дремель Дрель доктор Dubuque Clamp Works Э. C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Пилы Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Инструмент Крег Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Lufkin Lumberton Лутц Magcraft Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Mesa Vista Metabo Микро Забор Микро Джиг Миллер дюбель Miracle Point Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co.
C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Пилы Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Инструмент Крег Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Lufkin Lumberton Лутц Magcraft Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Mesa Vista Metabo Микро Забор Микро Джиг Миллер дюбель Miracle Point Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co. Олсон Пила Односторонняя токарная обработка дерева Бык-Голова — Оксенкопф Пегас Пелтор Производительные абразивы Picou Игривые планы ПМС Portamate Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р.Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие Saburr Tooth Friction Coating Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Fox Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Starrett Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Thomas Flinn & Co.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W.
Олсон Пила Односторонняя токарная обработка дерева Бык-Голова — Оксенкопф Пегас Пелтор Производительные абразивы Picou Игривые планы ПМС Portamate Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р.Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие Saburr Tooth Friction Coating Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Fox Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Starrett Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Thomas Flinn & Co.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W. W. Norton Publishing Wall Lenk Co. Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser
W. Norton Publishing Wall Lenk Co. Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser gif»> Оборудование для деревообработки
gif»> Оборудование для деревообработки gif»> Лоботочные пилы и аксессуары
gif»> Лоботочные пилы и аксессуары jpg»> Верстаки и оборудование
jpg»> Верстаки и оборудование
 99
99TV 280 As параллельные токарные станки
Имя*
Компания
Адрес электронной почты*
Телефонный номер
Область, край* } — Выберите свой вариант — Северная Америка — Служба технической поддержки Mobil Industrial Lubricants Центральная Америка — Служба технической поддержки Mobil Industrial Lubricants Южная Америка — Служба технической поддержки Mobil Industrial Lubricants Европа — Служба технической поддержки Mobil Industrial Lubricants Африка — Служба технической поддержки Mobil Industrial Lubricants Ближний Восток — Служба технической поддержки Mobil Industrial Lubricants Австралия и Новая Зеландия — Служба технической поддержки промышленных смазочных материалов Mobil Китай и Тайвань — служба технической поддержки Mobil Industrial Lubricants Индия — Служба технической поддержки Mobil Industrial Lubricants Таиланд, Сингапур и Малайзия — Служба технической поддержки промышленных смазочных материалов Mobil Остальные страны Азиатско-Тихоокеанского региона — служба технической поддержки Mobil Industrial Lubricants
Я Существующий клиент Новый клиент
Как мы можем помочь?*
Я даю согласие ExxonMobil на обработку моих персональных данных для отправки мне информации об акциях, предложениях и предстоящих событиях, включая любую связанную обработку с целью предоставления мне этой информации.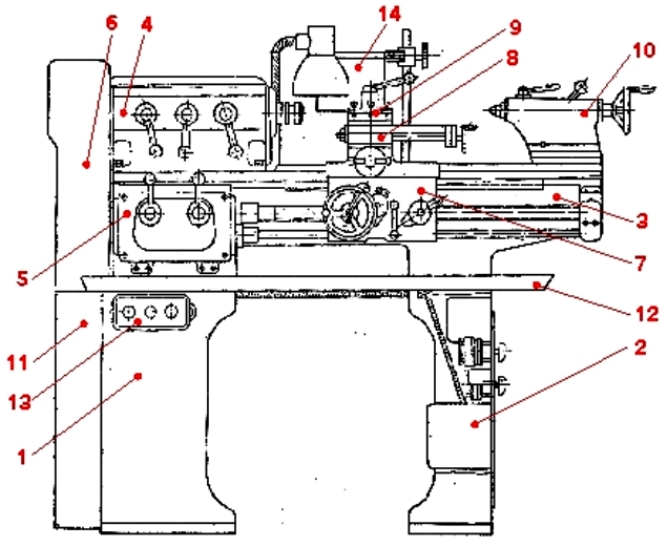
Как «Небесный станок» Урсулы К. Ле Гуин стал культовым теле-хитом
Урсула К. Ле Гуин, писательница из Портленда, умершая в понедельник в возрасте 88 лет, была выдающимся рассказчиком, чьи спекулятивные произведения повлияли на бесчисленное количество художников.
Несмотря на ее литературное творчество, было сравнительно немного экранизаций романов и рассказов Ле Гуин.
«В основном у меня были такие неудачные опыты с фильмами о моей работе», — сказал Ле Гуин Марти Хьюли из Oregonian в 2013 году.
Это был не фильм, а телевизионная адаптация романа Ле Гуина 1971 года «Небесный токарный станок» в 1980 году считается одной из наиболее интригующих попыток передать видение Ле Гуина (последующий телефильм 2002 года, вспоминают с меньшей любовью.)
В той статье в Орегоне в 2013 году о портлендской театральной труппе, адаптировавшей для сцены пьесу Ле Гуина «Левая рука тьмы», Хьюли написал, что телевизионная версия «Небесного станка» 1980 года, спродюсированная Общественная телекомпания Нью-Йорка WNET — «исключение из правил целлулоидного разочарования Ле Гуина.
На веб-сайте Ле Гуина автор одобрительно написал о постановке 1980 года «Небесный токарный станок», которую поставили Дэвид Локстон и Фред Барзик:
«Я принимал участие в этой постановке на многих этапах, включая кастинг, планирование и переписывание сценария, съемка.
Наш бюджет был настолько мал, что мы не могли делать пересдачи, а что касается спецэффектов, ну, космические корабли пришельцев — это летающие тарелки, и нам пришлось выбирать, какая из рук пришельца может двигаться, потому что это стоило слишком дорого. обе его руки двигаются.Но режиссеры поняли сюжет, и актеры отлично поработали. Фильм сейчас старый, но он все еще хорош ».
« Небесный токарный станок »происходит в Портленде, в ближайшем будущем. Ле Гуин так описывает мрачный, экологически неблагоприятный климат:« Всегда шел дождь. западный Орегон, но теперь дождь шел непрерывно, ровно и прохладно. Это было похоже на вечную жизнь под ливнем теплого супа ».
Телевизионный фильм 1980 года в основном снимался на месте в Техасе.
Брюс Дэвисон играл Джорджа Орра, человека, который боится мечтать, потому что его мечты, по его словам, могут влияют на реальность.Кевин Конвей сыграл доктора Уильяма Хабера, психиатра, который манипулирует способностями Орра в своих целях.
Несмотря на то, что первая телевизионная версия «Небесного станка» впервые была показана на государственных телеканалах в 1980 году, она была хорошо принята, но десятилетиями оставалась вне поля зрения общественности. В 2000 году, как написал в «Орегониан» автор статьи Марк Мохан, телефильм снова появился на некоторых станциях PBS и в виде DVD.
Мохан писал: «Съемки, костюмы, спецэффекты и большинство представлений ограничены бюджетом фильма в 250 000 долларов (немного даже в 1980 году), и в эпизоде« Доктора Доктора »это было бы более комфортно.Кто.’ Ядро, однако, представляет собой неотразимый самородок поистине наводящей на размышления научной фантастики от одного из ее лучших авторов, а Дэвисон (сыгравший ненавидящего мутантов сенатора Келли в «Людях Икс») дает впечатляющее изображение », добавив, что 20 лет, в течение которых телевизионный фильм был трудно смотреть, «возможно, вызвали завышенные ожидания, но все же приятно наконец увидеть« Небесный токарный станок »».
The Los Angeles Times также сообщила о давно отложенный выпуск «Небесного станка» для домашнего просмотра в 2000 году.Газета процитировала актера Кевина Конвея, который вспоминает встречу с Томом Хэнксом, в которой звезда спросила Конвея: «Не могли бы вы принести мне копию« Небесного станка »?»
Конвей сказал Times, что он также получил «несколько писем». каждую неделю «от фанатов, желающих посмотреть телефильм 1980 года, который, наконец, вышел на видео и DVD.
Редкий пример того, как общественное телевидение входит в мир научной фантастики, «Небесный станок» стал культовым, статус, вероятно, повысился за десятилетия, прошедшие между его первоначальным показом и его последующим возрождением.
На странице Amazon DVD «Lathe of Heaven» говорится, что телевизионный фильм был «якобы самой востребованной программой PBS» до его ретрансляции в 2000 году. DVD также включает интервью Билла Мойерса с Ле Гуином.
DVD также включает интервью Билла Мойерса с Ле Гуином.
— Кристи Тернквист
[email protected]
503-221-8227
@Kristiturnquist
- Высококачественный фрезерный станок, 100% сделанный в Тайване.Без вопросов Лучшая машина
- Создан для тех пользователей, которые не хотят жертвовать качеством
- Полнофункциональная головка с механической подачей пиноли для растачивания и т. Д.
- Turcite B Way Coating, обеспечивает очень плавные движения стола и более длительный срок службы
- Высококачественные отливки из механита, используемые на протяжении всей машины
- Лучшая в отрасли ГАРАНТИЯ 5 ЛЕТ
PM-949TS — модель ступенчатого шкива (сменный ремень для изменения скорости)
PM-949TV — модель с регулируемой скоростью (поверните диск для изменения скорости)
Доступен для ОДНОЙ ФАЗЫ 220 В или 3 ФАЗЫ 220 В, выберите ниже
Flate Rate Shipping, 599 долларов США в любой точке 48 штатов США
Сначала выберите вариант машины, а затем добавьте необходимые аксессуары. ВСЕ аксессуары, перечисленные ниже, БУДУТ работать с этой моделью. Пожалуйста, не выбирайте товары, которых нет в наличии, иначе вы получите сообщение об ошибке и не сможете добавить их в корзину.
ВСЕ аксессуары, перечисленные ниже, БУДУТ работать с этой моделью. Пожалуйста, не выбирайте товары, которых нет в наличии, иначе вы получите сообщение об ошибке и не сможете добавить их в корзину.
1
Описание
2
Модель PM-949TS и PM-949TV Высокоточные вертикальные фрезерные станки с коленом
Типичные пользователи:
- Промышленные пользователи, которым нужен высококачественный полнофункциональный вертикальный фрезерный станок с коленом, предназначенный для промышленного использования
- Высококлассные оружейники, которым нужны качественные и качественные полноразмерные высококачественные коленные станки
- Пользователи, которые ценят высококачественный полнофункциональный фрезерный станок для колен с компактными характеристиками
, которые он предлагает, созданы для повседневного профессионального использования - Любые другие пользователи, которые могут оценить высококачественный аппарат с полным набором функций и без ярлыков, по очень разумной цене для уровня качества, который вы покупаете
Основные характеристики высокого качества:
- Отливки из высокосортного механита
- Голова поворачивается влево и вправо, И наклоняется вперед-назад
- Материал Turcite B для более плавного движения стола
- Закаленные и шлифованные поверхности стола и направляющих значительно снижают износ, что поддерживает точность и значительно продлевает срок службы машины
- One Shot Lubrication System является стандартным оборудованием, которое также продлевает срок службы машины и сокращает время смазки
всех поверхностей и ходовых винтов до секунд, это достигается простым накачиванием рычага - Высокоточные ходовые винты с шагом дюйма, для простоты использования и большей точности (винты 5TPI)
- Высокоточный шпиндель с +/-. 0001 ”или менее биение для увеличения стойкости и точности инструмента
- Сбалансированные шкивы в головке для плавной и тихой работы
- Полнофункциональная головка с трехступенчатой автоматической подачей пиноли для растачивания
Прецизионное хонингованное пинольчатое отверстие для более точной посадки, что приводит к повышению точности при сверлении и прецизионном растачивании - Перо прецизионно отшлифовано, затем хромировано для увеличения срока службы
- Доступен либо со ступенчатым изменением скорости шкива, либо с переменной скоростью в соответствии с предпочтениями пользователя
- Встроенный поддон охлаждающей жидкости в основании машины Сертификат испытаний на допуск
- прилагается, каждая машина проверяется на точность путем тщательного осмотра
перед отгрузкой, клиент всегда может быть уверен, что получит машину
высшего качества, которая превосходит их ожидания - Самая длинная в классе 5-летняя ГАРАНТИЯ на дефектные детали, включая электрические (за исключением обычных изнашиваемых элементов
, таких как ремни, втулки и т. Д.)
 0001 ”или менее биение для увеличения стойкости и точности инструмента
0001 ”или менее биение для увеличения стойкости и точности инструмента Д.)
Д.)Основные характеристики:
- Модель PM-949TS — PM-949TV
- Размер стола 9 дюймов x 49 дюймов
- Ход по оси X 34 дюйма (укорочено прибл.. 2 ”с установленной подачей X Power Feed)
- Ход по оси Y 13 дюймов
- Ход по оси Z (колено) 16,2 дюйма
- Мин. / Макс. Расстояние от шпинделя до стола 2 ”/ 18,2”
- Высота шпинделя: от пола до низа шпинделя: 50-1 / 2 ”
- Высота стола: полностью поднят 49,2 дюйма, опущен 33 дюйма
- Quill Travel 5 ”
- Тип ходового винта Прецизионный шлифованный ходовой винт ACME с регулировкой зазора с двойной гайкой по осям X и Y
- Шаг ходового винта .200 ”(5 ниток на дюйм)
- Табличные шкалы градаций.001 ”
- Конус шпинделя R8
- Диапазон скорости шпинделя, модель S 80-2720 об / мин, 8 шагов (40-5000 при использовании частотно-регулируемого привода)
- Диапазон скорости шпинделя, модель V 60-4200 об / мин (переменная)
- Тип подшипника шпинделя высокой точности радиально-упорные подшипники, полностью регулируемые
- Подшипник шпинделя, класс C7
- Главный двигатель л. с. 3 л.с. (модели S и V)
- Общая высота, голова вверх, 3 ФАЗА / 1 ФАЗА — Модель S 83,5 дюйма / 87 дюймов — Модель V 85,5 дюйма / 89 дюймов
- Высота с опущенной головой (для перемещения и транспортировки) 68 ”
- Глубина от передней части до задней, от задней части машины до передней части колена 41 дюйм
- Задняя часть машины до конца ручки оси Y 50 ”
- Ширина ручки стола по оси X, от конца до конца 60 дюймов
- Вес нетто Модель S 2350 фунтов Модель V 2500 фунтов
- Напряжение / фаза 220 В, доступны однофазные и трехфазные — требуется цепь 220 В, 20 А как для однофазной, так и трехфазной
- Гарантия: 5 лет
- Транспортные размеры: ДxШxВ, 60 дюймов, Шx60 дюймов, Дx72 дюймов,
 с. 3 л.с. (модели S и V)
с. 3 л.с. (модели S и V)1
Информация о доставке
2
Эта фабрика поставляется в ящиках, размеры ящиков 66 ″ Д x 66 ″ Ш x 65 ″ В (головные части перевернуты вверх дном для уменьшения общей высоты)
Услуга подъемной двери НЕ доступна для этой машины, ее необходимо доставить в место с погрузочной площадкой или выгружать из грузовика с помощью вилочного погрузчика.
Сопутствующие товары
Свяжитесь с нами
1060 Montour West Ind Park Coraopolis, PA 15108 Авторские права всего сайта 2019 — Качественные станки, ООО.Все права защищены Precision Matthews Обновление от 6 января 2021 года: Мы открыты, работаем и отправляем в обычном режиме, без необычных задержек. Небольшие заказы USPS / UPS отправляются в течение 24 часов MF, поставки машин обычно отправляются в течение 3-5 дней с момента заказа, если они указаны на складе при заказе (машины с установками или более крупные машины, для которых требуется сборка ящиков, таких как коленные мельницы, занимают больше времени). можно посетить только по предварительной записи, пожалуйста, позвоните или напишите по электронной почте, чтобы настроить это.Если у вас есть симптомы вируса или вы подверглись заражению, пожалуйста, не приходите сюда в это время. Ознакомьтесь с нашими условиями и положениями о том, как мы обрабатываем заказы, по ссылке с условиями в нижней части веб-сайта. Желаем всем удачи в Новом году! Нажмите «Закрыть», чтобы скрыть это сообщение. ——> «Закрыть»
Небольшие заказы USPS / UPS отправляются в течение 24 часов MF, поставки машин обычно отправляются в течение 3-5 дней с момента заказа, если они указаны на складе при заказе (машины с установками или более крупные машины, для которых требуется сборка ящиков, таких как коленные мельницы, занимают больше времени). можно посетить только по предварительной записи, пожалуйста, позвоните или напишите по электронной почте, чтобы настроить это.Если у вас есть симптомы вируса или вы подверглись заражению, пожалуйста, не приходите сюда в это время. Ознакомьтесь с нашими условиями и положениями о том, как мы обрабатываем заказы, по ссылке с условиями в нижней части веб-сайта. Желаем всем удачи в Новом году! Нажмите «Закрыть», чтобы скрыть это сообщение. ——> «Закрыть»
0
Тайное искусство нарезания музыки на пластинки, по одному диску за раз
Ричард Хаутен заглядывает в пластиковую пластинку. Аманда Кузер / CNET
Аманда Кузер / CNETРичард Хоутен стоит на своей кухне в Лос-Анджелесе, держа в руках небольшой пластиковый пакет Ziploc, содержащий тонкую нить материала, скрученную внутри. Он взволнован. «Я подумываю упаковать это вместе с записями», — говорит он. Внутри сумки лежит материал, который его токарный станок вычерпывает для создания канавок на альбоме. Это физическое представление музыкальных треков.Да, это круто.
Я знаю Хоутена, потому что он парень моей сестры, играющей на виолончели, и я навещаю их. Он гитарист, учитель гитары и создатель гибридной электронной и акустической музыки. Я слышал о токарном станке для пластинок, но плохо понимал его концепцию. Он демонстрирует мне это, и я очарован.
Мир может быть одержим наушниками Beats и цифровыми музыкальными библиотеками, но он не забыл винил. Идет рекордный ренессанс, с ростом продаж, обусловленным релизами классических рокеров Pink Floyd и более молодых групп, таких как Arctic Monkeys. Токарный станок для пластинок позволяет независимым музыкантам изготавливать небольшие партии альбомов без огромных денежных затрат на выпуск пластинок в больших количествах. Это возрождение забытого искусства.
Токарный станок для пластинок позволяет независимым музыкантам изготавливать небольшие партии альбомов без огромных денежных затрат на выпуск пластинок в больших количествах. Это возрождение забытого искусства.
Записи — это почти священные предметы. В детстве я праздновал день, когда мои руки, наконец, стали достаточно большими, чтобы держать пластинку с большим пальцем на краю и безымянным пальцем, заправленным под отверстие, не оставляя неприглядных отпечатков пальцев или царапин.Я совершил набег на обширную коллекцию альбомов Дэйва Эдмундса, Rolling Stones, Боба Дилана и Ричарда Томпсона в обширной коллекции моего отчима. С тех пор он установил курс на мои музыкальные вкусы и написание песен.
Фантастический гаджет Рекордный токарный станок Хаутена выглядит как произведение в стиле ретро-фантастики, усеченный станок Руба Голдберга с примесью эстетики стимпанк. Корпус сделан из проигрывателя Technics. Подвижная режущая головка состоит из двух небольших динамиков, которые вибрируют алмаз. Алмаз врезается в пластик, выкапывая канавку.Именно здесь движется игла проигрывателя, переводя негативное пространство в музыку.
Корпус сделан из проигрывателя Technics. Подвижная режущая головка состоит из двух небольших динамиков, которые вибрируют алмаз. Алмаз врезается в пластик, выкапывая канавку.Именно здесь движется игла проигрывателя, переводя негативное пространство в музыку.
Этот процесс сильно отличается от прессования пластинок, так как винил производится серийно для продажи. Каждая запись, сделанная на токарном станке, происходит в режиме реального времени. Хаутен внимательно слушает каждый трек, выискивая звуковые пики, которые могут сделать запись невозможной. Например, слишком большой объем может привести к тому, что ромб будет вырезать толстую канавку, которая переходит в предыдущую канавку и заставит иглу проигрывателя пропустить при воспроизведении.
Резка пластинок на этом токарном станке противоположна массовому производству. «Если кто-то хочет 10 копий, я должен вырезать 10 пластинок. Это все в режиме реального времени. Ускорить это невозможно», — говорит Хаутен. Он следит за каждой записью. Он даже записал концерт группы L.A. Takedown прямо на пластинку. Группа исполняла свои песни более 20 раз подряд, создавая уникальный набор воспроизводимых коллекционных предметов, каждый из которых немного отличался от другого.
Он даже записал концерт группы L.A. Takedown прямо на пластинку. Группа исполняла свои песни более 20 раз подряд, создавая уникальный набор воспроизводимых коллекционных предметов, каждый из которых немного отличался от другого.
Тайное общество токарных троллей — это онлайн-форум, где музыканты, звукорежиссеры и фанаты звука обсуждают токарные станки, делятся своими знаниями и обсуждают достоинства различных систем записи.Я спрашиваю свою сестру, почему они называют себя «троллями», и она отвечает, что это потому, что они глубоко зануды в отношении своих машин, искусства и науки записи пластинок.
Хаутену требуется самоотверженность, чтобы слушать одну и ту же музыку снова и снова, вырезая пятьдесят копий и уделяя последнему столь же пристальное внимание, как и первому. Для него это кульминация увлечения. «Я был полностью одержим возможностью видеть звук», — говорит он. «Еще до того, как я узнал о нарезке пластинок, у меня был микроскоп, и я смотрел на канавки, и меня просто потрясло. «
«
Хаутен купил свой рекордный токарный станок у таинственного человека в Германии, известного как Сури. Одним из условий покупки был вылет в Германию на очную тренировку в сарае, установленном среди холмов.
« Это было похоже на выяснение отношений. У вас есть одна тренировка, которая продлится столько, сколько вы можете продержаться, — говорит Хоутен. — Он знает все о нарезке, от геометрии пластинки до самого глубокого баса, который вы можете туда вложить ».
Узнал, как калибровать машину.Он научился не ломать чувствительный инструмент. Он научился создавать записи старомодным способом, который теперь стал удивительным процессом в мире, полном цифровых музыкальных файлов.
Помимо винила Токарный станок для пластинок — это не только резка винила. «Вы можете экспериментировать, сколько хотите. Есть парень, который делает шоколадные пластинки», — говорит Хаутен. «Вы можете вырезать пластинку на пластиковой части компакт-диска. Любой податливый материал, который вы можете разрезать. Я разрезал на компакт-диски, разные пластмассы, настоящий чистый винил и лак.
Я разрезал на компакт-диски, разные пластмассы, настоящий чистый винил и лак.
Хаутен плавно перемещается между мирами аналоговой и цифровой музыки. Вы не услышите, как он проповедует культ физических записей. «Я считаю, что и цифровой, и винил — это здорово. Я не думаю, что они противники друг друга », — говорит он.
С течением времени старые методы могут казаться новаторскими. Токарный станок для пластинок попадает в эту сферу. Он никогда не заменит фабрики по штамповке винила. или MP3, но этому есть место в музыкальном мире. Вырезание звука с твердых дисков — это снова волшебное занятие.
.
