| Модель | Значение | |
|---|---|---|
| Основные параметры | ГОСТ 440-81 | |
| Наибольший диаметр обрабатываемой заготовки, мм: | ||
| 445 | ||
| 220 | ||
| Наибольшая длина обрабатываемой заготовки, мм: | ||
| 750 | ||
| Конец шпинделя фланцевого по ГОСТ 12593-72 | 6 | |
| Центр по ГОСТ 13214-79 | ||
| 7032-0054(Метр.80) | ||
| 7032-0039(М5) | ||
| Диаметр цилиндрического отверстия в шпинделе, мм, не менее | 70 | |
| Высота резца, установленного в резцедержателе, мм, не менее | 25 | |
| Количество скоростей прямого вращения шпинделя, не менее | 24 | |
| Количество скоростей обратного вращения шпинделя, не менее | 24 | |
| Частота вращения шпинделя, мин в -1 степени | 10-2000 | |
| Подача, мм/об: | ||
| 0,032-28 | ||
| 0,016-14 | ||
0. 5-224 5-224 | ||
| 0.5-224 | ||
| 77-0.125 | ||
| 77-0.125 | ||
| Скорость быстрого перемещения суппорта, м/мин: | ||
| 4,0 | ||
| 2,0 | ||
| Наибольшая длина перемещения, мм: | ||
| 650 | ||
| 280 | ||
| 130 | ||
| 150 | ||
| ±15 | ||
| Наибольший угол поворота верхнего суппорта, град | ±90 | |
| Цена одного деления шкалы перемещения, мм: | ||
0. 1 1 | ||
| 0,05 | ||
| 0,05 | ||
| 5 | ||
| Цена одного деления шкалы поворота верхнего суппорта, град | 1,00 | |
| Мощность привода, кВт: | 6/7,1 | |
| Габарит станка, мм | 2500х1220х1510 | |
| Масса станка, кг | 2200 | |
Cтанок токарный 16В20/1500 — низкая цена, описание
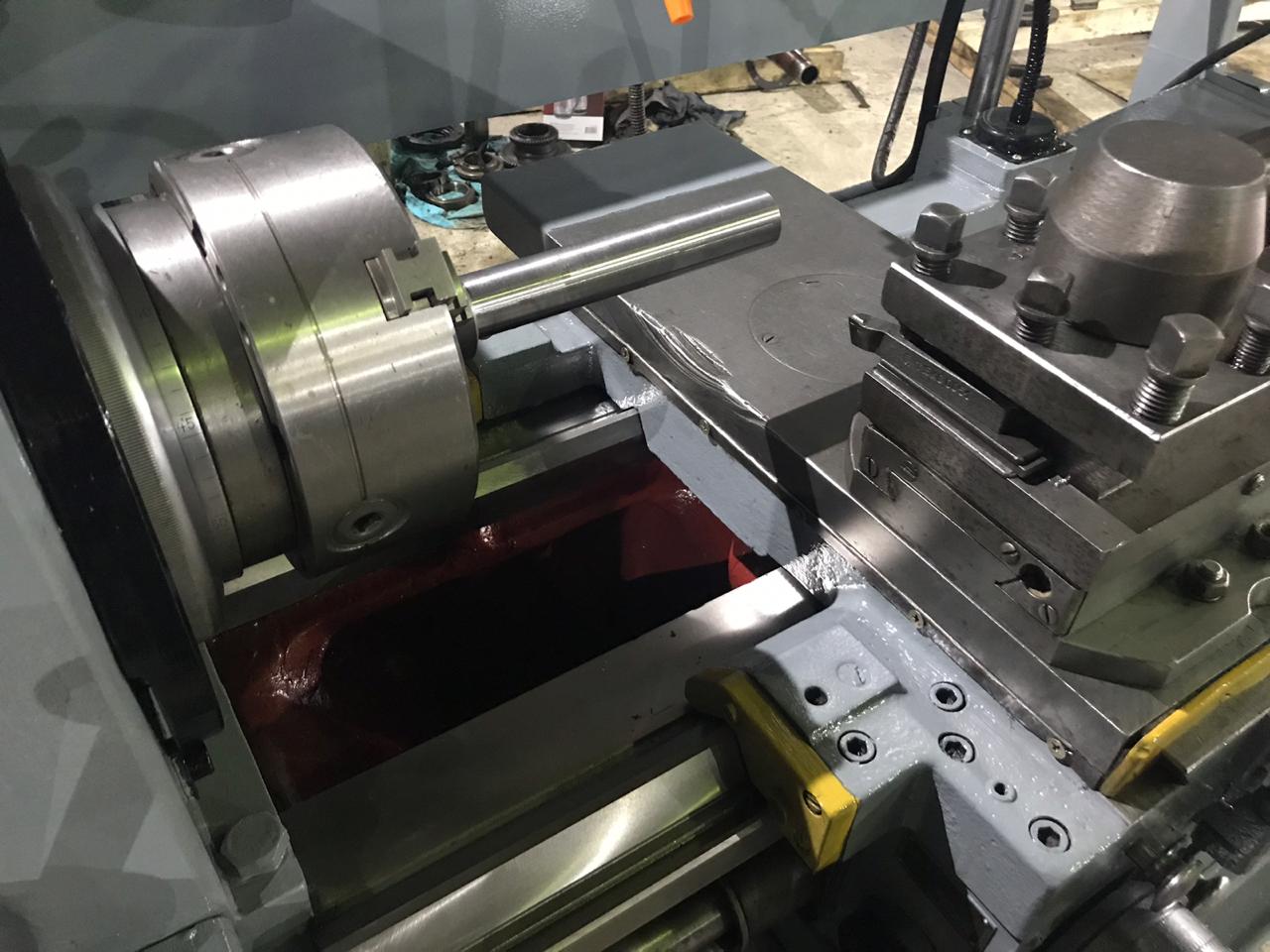
Токарно-винторезный станок 16В20 относится к универсальному технологическому металлорежущему оборудованию, используемому преимущественно на ремонтных или других металлообрабатывающих предприятиях. Применяются для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения разнообразного осевого профиля, а также для нарезания левых и правых резьб: метрических, дюймовых, модульных и питчевых. Станок 16В20 предназначен для нужд предприятий всех отраслей промышленности.
Станок 16В20 предназначен для нужд предприятий всех отраслей промышленности.
Точностные характеристики токарно-винторезного станка 16В20 соответствуют классу точности «Н». Станок аттестован на сертификат качества по безопасным условиям труда. Область применения токарно-винторезного станка 16В20: предприятия всех отраслей промышленности, сельского хозяйства, фермерских хозяйствах и малых предприятиях индивидуальной деятельности. Примененная на заводе поточная технология производства станков по всем показателям соответствует технологии Минстанкопрома, а в части обработки шлицевых соединений превосходит её, так как на заводе освоено центрирование по внутреннему диаметру, производится термообработка шлицев на всех валиках с последующим шлифованием, термообработка зубьев шестерён, что повышает стабильность точностных характеристик станка, снижение шума и повышение надежности, долговечности токарно-винторезного станка 16В20. Конструкция станка обеспечивает простоту и удобство в эксплуатации.
cтанок токарный 16в20/1500 возможно приобрести в лизинг. А также мы доставим cтанок токарный 16в20/1500 в Москву, Санкт-Петербург, Новосибирск, Екатеринбург, Нижний Новгород, Самару, Омск, Казань, Челябинск, Ростов-на-Дону, Уфу, Волгоград… А ТАКЖЕ В ЛЮБОЙ ГОРОД России, Белоруссии и Казахстана. Обращайтесь к специалистам компании.
Паспорт 16В20 (РМЦ 1000 мм) Токарно-винторезный станок (Астрахань)
Наименование издания: Руководство по эксплуатации (1В62Г.00. 000РЭ3)
000РЭ3) Выпуск издания: Астраханский станкостроительный завод
Год выпуска издания: —
Кол-во книг (папок): 1
Кол-во страниц: 93
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство по эксплуатации (1В62Г.00.000РЭ3)
1. Введение
2. Общие сведения об изделии
Назначение и область применения
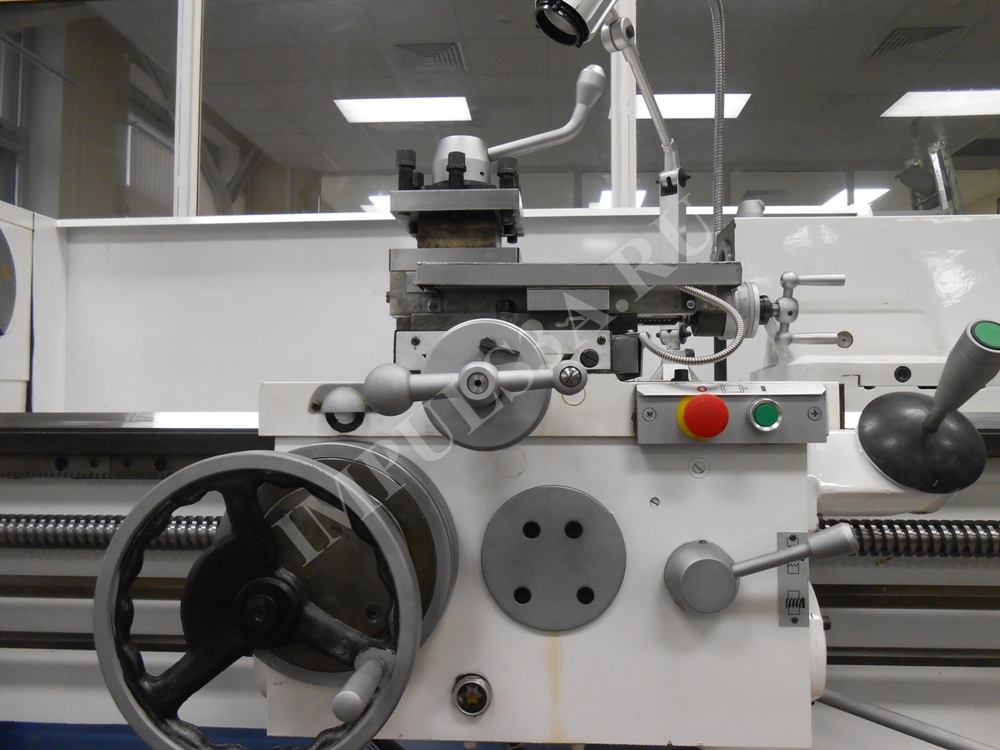
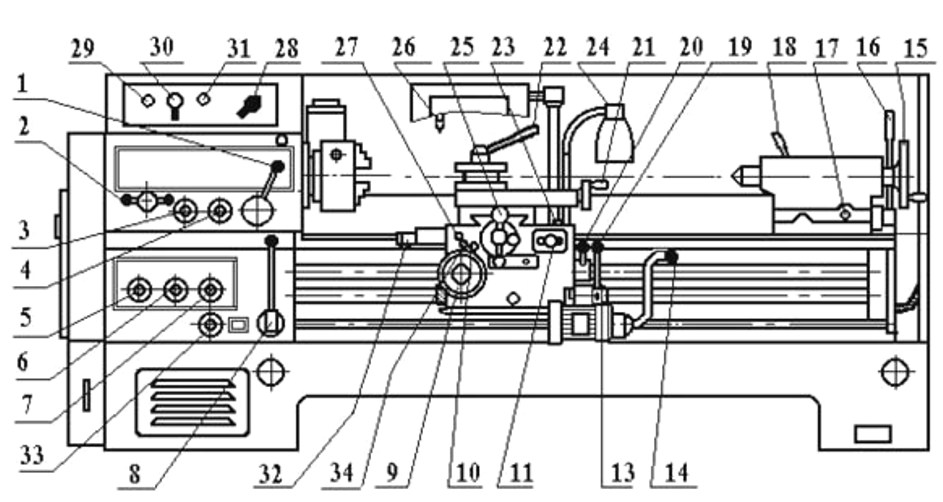
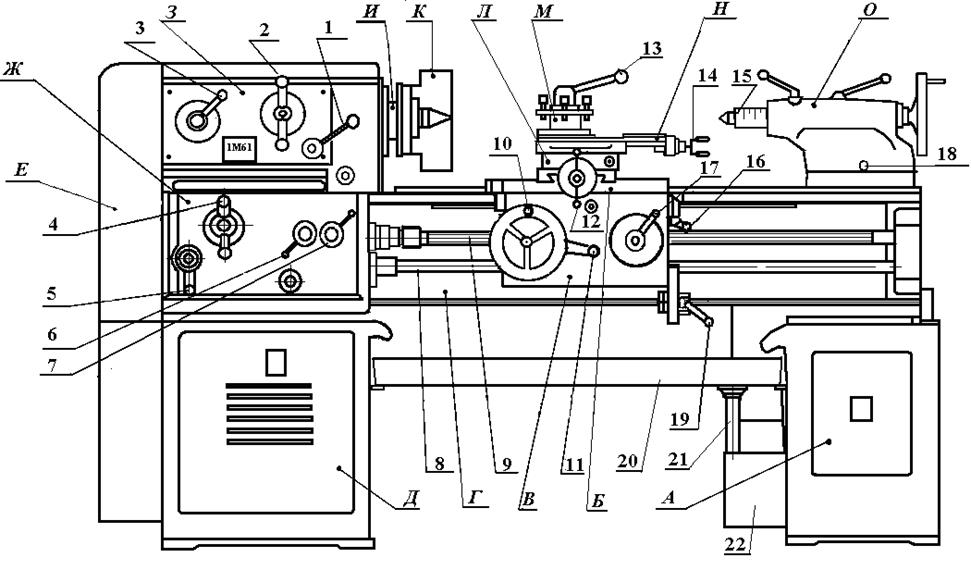
— Общий вид станка
Сведения об эксплуатации
3. Основные технические данные и характеристики
Технические характеристики
Основные базовые и присоединительные размеры
— Шпиндель
— Профиль и размеры направляющих станины
— Размеры рабочего пространства
Механика главного движения и подач
Характеристика электроприводов
Сведения о содержании драгоценных материалов и цветных металлов
4. Комплектность
5. Указания мер безопасности
Требования к обслуживающему персоналу
— Расположение средств защиты
Требования безопасности при хранении и установке станка на месте эксплуатации
Требования безопасности при подготовке станка к работе
Требования безопасности при работе станка
Требования безопасности при проверке технического состояния станка (включая измерение его параметров)
Требования безопасности при ремонтных работах и техническом обслуживании станка
Требования безопасности к смежному оборудованию, установленному в цехе
Требования безопасности к опасным зонам
Требования безопасности к пожароопасным зонам
6.
 Состав изделия
Состав изделия — Расположение основных частей
7. Устройство и работа изделия и его составных частей
— Расположение органов управления
Органы управления и графические символы
Принцип работы, основные движения и общая компоновка изделия
— Кинематическая схема
Краткое описание конструктивного исполнения составных частей
— Станина
— Передняя бабка
— Задняя бабка
— Коробка передач
— Коробка подач
— Фартук
— Каретка и суппорт
— Каретка и суппорт. Расположение заглушек, пробок и прокладок на каретке
— Каретка и суппорт. Расположение заглушек, пробок и прокладок на остальных деталях
8. Электрооборудование
Сведения о системе питания и краткая характеристика
— Схема электрическая принципиальная
— Схема электрическая соединений электрошкафа
— Схема электрическая соединений станка
Сведения о первоначальном пуске
Описание работы электросхемы
Сведения о защите и мерах безопасности
Указания по эксплуатации
9.
 Система смазки
Система смазки Общие сведения
— Принципиальная схема смазки
Описание работы
Указания по эксплуатации
Подготовка к пуску
Наблюдения во время работы
Возможные нарушения и способы их устранения
Обеспечение безопасной эксплуатации и перечень мер, принимаемых в аварийных случаях
Сведения о марках применяемых смазочных материалов
10. Система охлаждения
11. Порядок установки
Распаковка и транспортирование
— Схема транспортировки
— Расположение фундаментных болтов
Снятие антикоррозионных консервационных покрытий
Установка станка
Порядок первоначального пуска
12. Порядок работы
Установка скоростей вращения шпинделя
Установка подач
— Чертеж для проверки возможности сцепления сменных шестерён
— Типовой чертёж сменной шестерни
Настройка станка на резание резьб
Настройка на резание метрических и дюймовых резьб с параметрами, указанными в средней части таблицы, укреплённой на кожухе коробки подач.
Настройка на резание модульных и питчевых резьб с параметрами, указанными в средней части таблицы, укреплённой на кожухе коробки подач.
Настройка на резание метрических и дюймовых резьб с параметрами уменьшенной в 2 раза и увеличенной в 2 раза величины по сравнению с указанными в средней части таблицы, укреплённой на кожухе коробки подач.
Настройка на резание резьб с параметрами, указанными в правой верхней части таблицы, укреплённой на кожухе коробки подач.
Настройка на резание резьб с параметрами, не указанными в таблице, укреплённой на кожухе коробки подач.
Настройка на резание резьб повышенной точности.
Режимы приработки и указания об особенностях регулирования основных механизмов изделия
13. Характерные неисправности и методы их устранения
14. Особенности разборки и сборки при ремонте
15. Материалы по запасным частям
— Схема расположения подшипников
16. Сведения о приёмке
Свидетельство о выходном контроле электрооборудования
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
18.
 Указания по эксплуатации, техническому обслуживанию и ремонту
Указания по эксплуатации, техническому обслуживанию и ремонтуОбщие указания и данные по расходу материалов
Рекомендации по продлению срока службы
Регулирование натяжения ремней привода главного движения
Установка передней бабки в горизонтальной плоскости
Регулирование фрикционной муфты
Регулирование ленточного тормоза
Указания по регулированию зазора в подшипниках опор валов коробки скоростей и шпинделя
Проверка правильности монтажа механизма переключения зубчатых колёс передней бабки
Другие регулировки в передней бабке
Регулирование усилия, развиваемого механизмом подач
Указания по регулированию зазора в винтовой паре «винт-гайка» привода поперечного перемещения суппорта
Указание по регулированию зазора в направляющих скольжения
Установка задней бабки соосно со шпинделем
Регулирование усилия фиксации задней бабки
Регулирование усилия перемещения задней бабки по станине
Регулирование натяжения ремня привода быстрых перемещений
Регулирование натяжения ремня привода насоса системы смазки
Монтаж и демонтаж мостика станины (на станке модели 1В62Г)
19.
 Гарантийные обязательства
Гарантийные обязательства Приложение 1
Приложение 2
| Наименование параметра | 16В20 |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | Н |
| Наибольший диаметр заготовки над станиной, мм | 445 |
| Наибольший диаметр заготовки над суппортом, мм | 220 |
| Наибольший диаметр заготовки над выемкой станины, мм | — |
| Наибольшая длина заготовки (РМЦ), мм | 750,1000,1500 |
| Наибольшая длина обтачивания, мм | 650,900,1400 |
| Наибольшая масса заготовки в патроне, кг | |
| Наибольшая масса заготовки в центрах, кг | |
| Шпиндель | |
| Диаметр сквозного отверстия в шпинделе, мм | 54 |
| Наибольший диаметр прутка, мм | |
| Число ступеней частот прямого вращения шпинделя | 24 |
| Частота прямого вращения шпинделя, об/мин | 10. ..1400 ..1400 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Частота обратного вращения шпинделя, об/мин | |
| Размер внутреннего конуса в шпинделе | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Подачи |
|
| Наибольшее продольное перемещение каретки суппорта, мм | 900 |
| Наибольшее поперечное перемещение суппорта, мм | 280 |
| Наибольшее поперечное перемещение верхнего суппорта (салазок), мм | 130 |
| Число ступеней продольных/ поперечных подач | 50/ 50 |
| Пределы скорости продольных подач, мм/об | 0,018..22,4 |
| Пределы скорости поперечных подач, мм/об | 0,009..11,2 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 4/ 2 |
| Продольное перемещение на одно деление лимба, мм | 1 |
| Продольное перемещение на одно деление нониуса, мм | 0,1 |
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 |
| Перемещение салазок на одно деление лимба, мм | 0,05 |
| Количество нарезаемых резьб метрических | 36 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5. .224 .224 |
| Количество нарезаемых резьб дюймовых | 45 |
| Пределы шагов нарезаемых резьб дюймовых | 77..0,125 |
| Количество нарезаемых резьб модульных | 36 |
| Пределы шагов нарезаемых резьб модульных | 0,5..224 |
| Количество нарезаемых резьб питчевых | 45 |
| Пределы шагов нарезаемых резьб питчевых | 77..0,125 |
| Предохранитель от перегрузки | есть |
| Блокировка продольных и поперечных подач | есть |
| Выключающие продольные упоры | есть |
Станок токарно-винторезный 16В20 по низкой цене, описание с техническими характеристиками, видео работы. Интервесп
- Станок токарно-винторезный модель 16В20 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
 Вид климатического исполнения — УХЛ4 по ГОСТ 15150-69. Класс точности станка — Н по ГОСТ 8-82.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150-69. Класс точности станка — Н по ГОСТ 8-82.
 Вид климатического исполнения — УХЛ4 по ГОСТ 15150-69. Класс точности станка — Н по ГОСТ 8-82.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150-69. Класс точности станка — Н по ГОСТ 8-82.Общая информация о универсальном токарном станке 16В20
Станок токарно-винторезный модель 16В20 предназначен для выполнения разнообразных токарных работ, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне. Вид климатического исполнения — УХЛ4 по ГОСТ 15150-69. Класс точности станка — Н по ГОСТ 8-82.Рекомендуемый инструмент к станку
Преимущества
| |

Технические характеристики универсального токарного оборудования 16В20
| ||||||||||||||||||||||
Продажа универсального токарного оборудования – пожалуйста, уточняйте наличие товара на складе. Информация о универсальном токарном станке размещенная на этом сайте не является публичной офертой.
Информация о универсальном токарном станке размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор — ИНТЕРВЕСП,
дата публикации 23.12.2011 12:54, дата последнего изменения 23.12.2011 12:54.
intervesp-stanki.ru © 2002-2020 Все права защищены.
Публикация разрешена с письменного разрешения автора.
| Ждет своего покупателя. Звоните! | Токарно-винторезный станок 16к20 РМЦ 1400 с конусной линейкой. Заводская точность. Гарантия 12 месяцев | декабрь 2020 года | www.metallostan.ru | |
| АО «ПНИТИ» | Токарно-винторезный станок 16к20 РМЦ 1000. Заводская точность. Гарантия 12 месяцев | ноябрь 2020 года | www. pniti.ru pniti.ru | |
| АО «ПНИТИ» | Токарно-винторезный станок 16к20 РМЦ 1000. Заводская точность. Гарантия 12 месяцев | сентябрь 2020 года | www.pniti.ru | |
| ООО «Промтехснаб» г. Уфа | Продажа токарно-винторезного станка 1к62 РМЦ 1000 | июль 2020 года | ||
| ООО «УЗБИ» г. Челябинск | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | июнь 2020 года | www.uzbi74.ru | |
| ООО «АМУРСКИЙ ГИДРОМЕТАЛЛУРГИЧЕСКИЙ КОМБИНАТ», г. Амурск, Хабаровский край | Капитальный ремонт токарно-винторезного станка 16к20 РМЦ 1000 | апрель 2020 года | www.polymetalinternational.ru | |
| ООО «Доктор Фармер», Новосибирская область, г. Куйбышев | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | март 2020 года | www.doctorfarmer. ru ru | |
| Русджам Холдинг (Уфа) | Капитальный ремонт фрезерного станка 6р12 | февраль 2020 года | http://www.sisecamcamambalaj.com/ru | |
| ООО «Нефтемаш», г. Ижевск | Продажа токарно-винторезного станка 16а20Ф3 с ЧПУ НС 201 РМЦ 1000 | январь 2020 года | www.neftemash28.ru | |
| АО «ТЯЖМАШ» | Поставка системы мониторинга производственного оборудования «АИС «Диспетчер» | июнь 2019 года | www.tyazhmash.com | |
| АО «УАП «Гидравлика» | Капитальный ремонт станка токарно-винторезного 16к20 | апрель 2019 года | www.gidravlika-ufa.ru | |
| Набережночелнинский завод «Технотрон-Метиз» | Внедрение системы мониторинга производсвенного оборудования «АИС «Диспетчер» | март 2019 года | https://www.ttmetiz. ru/ ru/ | |
| ИП Нафиков И.С. | Продажа токарно-винторезного станка 16к20 РМЦ 710 | декабрь 2018 года | ||
| ОАО «Заинский сахар» | Капитальный ремонт станка токарно-винторезного 1к62 — 1 шт.; Капитальный ремонт станка токарно-винторезного 1к62д — 1 шт. | январь 2019 года | www.agrosila-holding.ru | |
| АО «Резинотехника» | Капитальный ремонт станка токарно-винторезного 16к20 | декабрь 2018 года | www.salnik.ru | |
| ООО «Судостроительный завод «ЗАЛИВ» | Капитальный ремонт станка токарно-винторезного 1к62 | апрель 2019 года | http://zalivkerch.com/ | |
| АО «Трубодеталь» | Капитальный ремонт станка токарно-винторезного 1к625д — 1 шт.; Капитальный ремонт станка токарно-винторезного 1к62д — 1 шт.; Капитальный ремонт станка токарно-винторезного ТС-75 — 1 шт. ; ; | декабрь 2018 года | www.omk.ru | |
| АО «Машиностроительная компания «Витязь», г. Ишимбай | Капитальный ремонт 2 единиц токарно-винторезных станков 16к20 | сентябрь 2018 года | http://www.bolotohod.ru | |
| ООО «Грант-Софт» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | сентябрь 2018 года | www.grant-ufa.ru | |
| ООО «Станкостроительная компания «ПИЛОТЕХНИКА» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | сентябрь 2018 года | http://stanki43.com | |
| ООО «Станкостроительная компания «ПИЛОТЕХНИКА» | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | август 2018 г. | http://stanki43.com | |
| ООО «Силур» | Продажа токарно-винторезного станка 16к20 РМЦ 710 | август 2018 г. | www.silur.ru | |
| АО «УППО» | Ремонт транспортёра линии полимерных покрытий ЛНПП-02 | июль 2018 г. | http://uppo.kret.com | |
| АО «ЦЭЭВТ» | Продажа токарно-винторезного станка 16к20 РМЦ 710 | июль 2018 г. | www.ceevt.ru | |
| ООО «МагТехноПром» | Продажа станка резьбонарезного ВМС-2 после ремонта | июнь 2018 г | ||
| АО «СТЕКЛОНиТ» | Ремонт горизонтально-фрезерного станка 6р81г | июнь 2018 г | http://steklonit.com | |
| ООО «Крафт Памп» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | июнь 2018 г | ||
| ООО «Метаплюс» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | июнь 2018 г | ||
| ООО «ПроминвестГРУПП» | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | май 2018 г. | ||
| ООО «ИнвестФорэст» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | май 2018 г. | ||
| ООО ОЗКО «ВНИИГИС» | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | май 2018 г. | www.ozko.ru | |
| ООО «Буртехмаш» | Продажа токарно-винторезного станка 16к25 РМЦ 1000 | май 2018 г. | ||
| ООО «Бековское ДСП» | Продажа токарно-винторезного станка 16к20 РМЦ 710 | апрель 2018 г. | ||
| ООО «Энергосервис» | Продажа токарно-винторезного станка 16к25 РМЦ 1000 — 4 шт. | март 2018 г. | www.energos.su | |
| OOO «Сырьевая компания «Ал-Мет» | Продажа токарно-винторезного станка 1м63 РМЦ 2800 | февраль 2018 г. | ||
| АО «Салаватский химический завод» | Капитальный ремонт станка токарно-винторезного 16в20 | февраль 2018 г. | ||
| ООО «Промпродукт» | Продажа токарно-винторезного станка 16к20 после капитального ремонта — 1 шт. и Широкоуниверсального консольно-фрезерного станка после капитального ремонта — 1 шт | февраль 2018 г. | ||
| ООО «ВЦТО» | Восстановление геометрии станка токарно-винторезного 1к62 | февраль 2018 г. | ||
| ООО «ФлаидТех» | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | январь 2018 г. | ||
| СПК колхоз имени Салавата | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | январь 2018 г. | ||
| АО НПЦ «Горноспасательные технологии» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | январь 2018 г. | ||
| ООО «НПП Уралнефтегаздиагностика» | Продажа токарно-винторезного станка 16к20 РМЦ 710 | декабрь 2017 г. | ||
| ООО «МДС-Уплотнительные системы» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | декабрь 2017 г. | ||
| ООО «Гидравлик-сервис» | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | декабрь 2017 г. | ||
| ООО «КИП-62» | Продажа токарно-винторезного станка 16к20 РМЦ 710 | ноябрь 2017 г. | ||
| ООО «Техника-Сервис» | Ремонт станка токарно-винторезного 16к20 | август 2017 г. | ||
| ООО «Бекам» | Продажа токарно-винторезного станка 16к20 РМЦ 1400 | июль 2017 г. | ||
| ООО «Завод НефтеГазовых компонентов» | Продажа токарно-винторезного станка 1м63 РМЦ 1400 | июнь 2017 г | www.zngk.ru | |
| ООО «МВП-Авангард» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | июнь 2017 г. | ||
| ООО «Кровмонтаж: кровельные линии и оборудование» | Ремонт станка токарно-винторезного 1к62д | май 2017 г. | ||
| ООО «Дебит-Е» | Продажа вертикально-сверлильного станка 2Н135, после капитального ремонта | май 2017 г. | www.parafinanet.ru | |
| ООО «ПФК «Курганпром» | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | апрель 2017 г. | ||
| ООО «БелГидроМаш» | Продажа токарно-винторезного станка 1м63 | март 2017 г. | www.belgm.ru | |
| СПК Никольское | Продажа токарно-винторезного станка 16к20 РМЦ 1000 | январь 2017 г. | ||
| ООО «Алтайский завод Автотракторного оборудования» | Продажа токарно-винторезного станка 16к20 | декабрь 2016 г. | www.azas.ru | |
| ООО ПСК «АзовВторСплав» | Продажа пресса брикетировочного Б 6234, после капитального ремонта | ноябрь 2016 г. |
| Модель | Значение | |
|---|---|---|
| Основные параметры | ГОСТ 440-81 | |
| Наибольший диаметр обрабатываемой заготовки, мм: | ||
| 445 | ||
| 220 | |
| Наибольшая длина обрабатываемой заготовки, мм: | ||
| 750 | |
| Конец шпинделя фланцевого по ГОСТ 12593-72 | 6 | |
| Центр по ГОСТ 13214-79 | ||
| 7032-0054(Метр.80) | ||
| 7032-0039(М5) | |
| Диаметр цилиндрического отверстия в шпинделе, мм, не менее | 70 | |
| Высота резца, установленного в резцедержателе, мм, не менее | 25 | |
| Количество скоростей прямого вращения шпинделя, не менее | 24 | |
| Количество скоростей обратного вращения шпинделя, не менее | 24 | |
| Частота вращения шпинделя, мин в -1 степени | 10-2000 | |
| Подача, мм/об: | ||
| 0,032-28 | ||
| 0,016-14 | ||
| Пределы параметров нарезаемых резьб при одном наборе сменных колес, не менее: | ||
0. 5-224 5-224 | ||
| 0.5-224 | ||
| 77-0.125 | ||
| 77-0.125 | ||
| Скорость быстрого перемещения суппорта, м/мин: | ||
| 4,0 | ||
| 2,0 | ||
| Наибольшая длина перемещения, мм: | ||
| 650 | ||
| 280 | |
| 130 | |
| 150 | ||
| ±15 | |
| Наибольший угол поворота верхнего суппорта, град | ±90 | |
| Цена одного деления шкалы перемещения, мм: | ||
| 0.1 | ||
| 0,05 | |
| 0,05 | |
| 5 | ||
| Цена одного деления шкалы поворота верхнего суппорта, град | 1,00 | |
| Мощность привода, кВт: | 6/7,1 | |
| Габарит станка, мм | 2500х1220х1510 | |
| Масса 16В20 станка, кг | 2200 | |
Предназначены для выполнения различных токарных работ, в том числе для нарезания метрических, модульных, дюймовых и делительных пазов на заготовках, установленных в центрах или патроне. Модель станка 16в20 изготовлена без выемки в станину.
Изготовитель: Россия, станкостроительный завод «Астрачанский» |
 ..1700
..170010+ ТОКАРНО-ВИНТОВОРЕЗНЫЕ СТАНКИ ТОП поставщики из 🇷🇺 Россия, Казахстан [2021]
Русский Станки токарно-винторезные изделие
🇷🇺 TOP Экспортер Токарно-винторезные станки из РФ
Производители токарно-винторезных станков Вы много купите эту продукцию:
Поставщик
Товар из России
Металлообрабатывающее оборудование: Станки токарно-винторезные 250ИТВМ. 01, 250ITVM.F1, 250ITVM.03, 250ITVM. 03Ф1
01, 250ITVM.F1, 250ITVM.03, 250ITVM. 03Ф1
Станки металлообрабатывающие ТМ Токарев: Станок токарно-винторезный универсальный (см. Приложение №1)
Приложение №1)
Станки металлообрабатывающие: Станок токарно-винторезный универсальный,
Станок токарно-винторезный высокоточный с цифровым индикатором
Станок токарно-винторезный по металлу
Станки металлообрабатывающие: станок токарно-винторезный
Металлообрабатывающее оборудование: станок токарно-винторезный
Станки металлообрабатывающие: станок токарно-винторезный,
Металлообрабатывающее оборудование: станки токарно-винторезные модели: 1М63Н (1М63Н-0 (РМЦ750), 1М63Н-1 (РМЦ 1500), 1М63Н-3, 1М63-8, 1М63Н-5, 1М63-10), 16К40 (16К40-0 ( РМЦ 750), 16К40-1 (РМЦ 1500), 16К40-3, 16К40-10, 16
Металлообрабатывающее оборудование: станки токарно-винторезные
Станки металлообрабатывающие: Станок токарно-винторезный с ЧПУ
 01, 250ИТВМ.Ф1, 250ИТВМ.03, 250ИТВМ.03Ф1
01, 250ИТВМ.Ф1, 250ИТВМ.03, 250ИТВМ.03Ф1Металлообрабатывающее оборудование: станки токарно-винторезные
Станки металлообрабатывающие: Станки токарно-винторезные
Станок токарно-винторезный по металлу

Станки металлообрабатывающие: станки токарно-винторезные,
Станки металлообрабатывающие: Станки токарно-винторезные Иж 250 И ТВМ. 01, Иж 250 ИТВМ.03, Иж 250 ИТВМФ1
01, Иж 250 ИТВМ.03, Иж 250 ИТВМФ1
Металлообрабатывающее оборудование: станки токарно-винторезные
Станки металлообрабатывающие: Станки токарно-винторезные модели: 16Р25П и модификации: 16Р25П — 0, 16Р25П — 1, 16Р25П — 1.5, 16Р25П — 2. MK6056 и модификации: MK6056M, MK6056G, MK6057, MK6057G, MK6058, MK6058G. 1М63Н и
мСтанки токарно-винторезные модели: SSM-1224BV, SSM-1236BV, SSM-1340BV, SSM-1330 (SV), SSM-1340 (SV), SSM-1430 (SV), SSM-1440 (SV), TURNPOWER-1330 (В), TURNPOWER-1340 (В), TURNPOWER-1430 (В), TURNPOWER-1440 (В), SSM-1540A (AV),
Оборудование металлообрабатывающее: Станки токарно-винторезные, модели: 16К40, 16К40-1, 16К40-2, 16К40-3, 16К40-4, 16К40-5, 16К40-8, 16К40-10
Станки металлообрабатывающие: станки токарно-винторезные
Металлообрабатывающее оборудование: станки токарно-винторезные модели 16К20, 16К20П, 16К25, МК6056М
Универсальный токарно-винторезный станок
Универсальный токарно-винторезный станок
Станки металлообрабатывающие: Станок токарно-винторезный,
Станки металлообрабатывающие: станки токарно-винторезные
Станки металлообрабатывающие: станок токарно-винторезный
Станки металлообрабатывающие: станки токарно-карусельные, станки токарно-винторезные
Металлообрабатывающее оборудование: Станки токарно-винторезные модели 1М63Н, 1М63НГ, 1М63Н-2, 1М63НГ-2,
Станки металлообрабатывающие: станок токарно-винторезный,
🇧🇾 Станки токарно-винторезные из Беларуси
Поставщик
Товар из России
🇷🇺ТОП 62 проверенных поставщиков из России
Сравнительные товары
Получить текущую цену на токарно-винторезные станки
- Шаг 1. Свяжитесь с продавцами и узнайте о Токарно-винторезных станках
- Шаг 2: Получите предложения от продавца
- Шаг 3. Скажите продавцу, чтобы он отправил вам контракт на обеспечение торговых операций.
- Шаг 4: Примите договор и произведите оплату.
 Свяжитесь с продавцами и узнайте о Токарно-винторезных станках
Свяжитесь с продавцами и узнайте о Токарно-винторезных станках - Уровень транзакции
- Оценки и отзывы покупателей
- Последние транзакции
- Торговая емкость
- Производственная мощность
- НИОКР
Нарезание резьбы на токарном станке — производственные процессы 4-5
После завершения этого раздела вы сможете:
• Определите глубину подачи.
• Опишите, как обрезать правильную нить.
• Объясните, как рассчитать шаг, глубину и малый диаметр, ширину плоскости.
• Опишите, как установить правильные обороты.
• Опишите, как правильно настроить быструю коробку передач.
• Опишите, как установить правильный составной упор.
• Опишите, как установить правильную насадку.
• Опишите, как установить нулевое значение для комбинированной и поперечной подачи на обоих дисках.
• Опишите операцию заправки резьбы.
• Опишите расширение.
• Опишите, как заточить насадку.
Нарезание резьбы на токарном станке — это процесс, при котором на заготовке образуется винтовой гребень равномерного сечения.Это выполняется путем выполнения последовательных резов с помощью резьбонарезного инструмента той же формы, что и требуемая форма резьбы.
Практическое упражнение:
1. Для этого практического упражнения по нарезанию резьбы вам понадобится кусок круглого материала, повернутый к наружному диаметру протектора.
2. С помощью отрезного или специально отшлифованного инструмента сделайте поднутрение протектора, равное его глубине плюс 0,005 дюйма.
3. Приведенная ниже формула даст вам единую глубину для выполнения унифицированной резьбы:
d = P x 0. 750
750
Где d = одинарная глубина
P = Шаг
n = Количество витков на дюйм (TPI)
Глубина подачи = 0,75 / n
Чтобы нарезать правильную резьбу на токарном станке, необходимо сначала произвести расчеты, чтобы резьба имела надлежащие размеры. Следующие диаграммы и формулы будут полезны при расчете размеров резьбы.
Пример: вычислить шаг, глубину, малый диаметр и ширину фаски для резьбы NC ¾-10.
P = 1 / n = 1/10 = 0.100 дюймов
Глубина = 0,7500 x шаг = 0,7500 x 0,100 = 0,0750 дюйма
Малый диаметр = Большой диаметр — (D + D) = 0,750 — (0,075 + 0,075) = 0,600 дюйма
Ширина плоскости = P / 8 = (1/8) x (1/10) = 0,0125 дюйма
Порядок нарезания резьбы:
1. Установите скорость примерно на четверть скорости вращения.
2. Установите быстродействующий редуктор на необходимый шаг резьбы. (Число ниток на дюйм)
Рисунок 1.Таблица резьбы и подачи
Рисунок 2.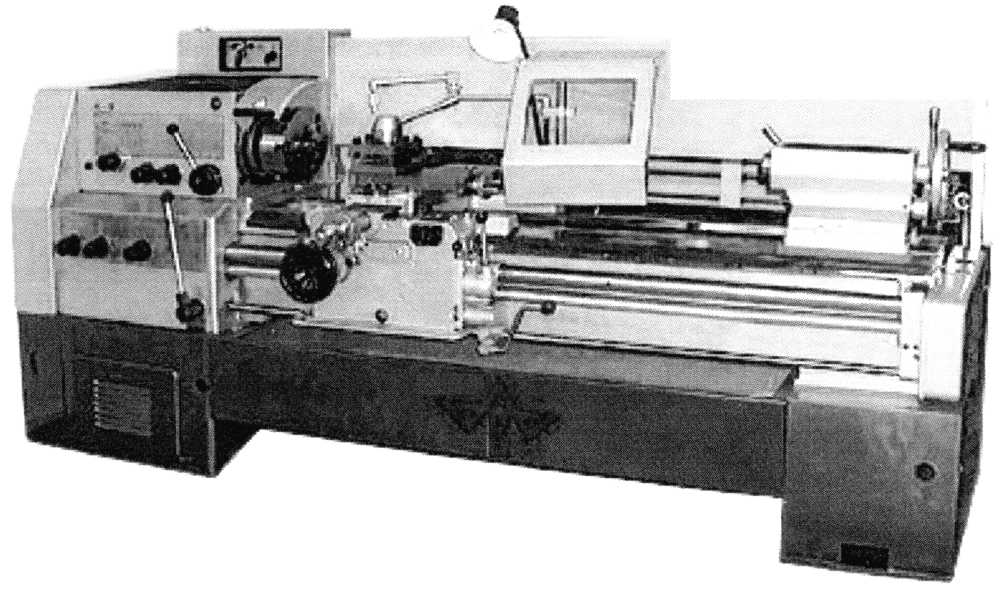 Настройка коробки передач
Настройка коробки передач
3. Установите составной упор на 29 градусов вправо для правой резьбы.
Рисунок 3. 29 градусов
4. Установите насадку для нарезания резьбы на 60 градусов и установите высоту по центру токарного станка.
Рис. 4. Инструмент для нарезания резьбы под 60 градусов
5. Установите насадку под прямым углом к заготовке, используя калибр для резьбы.
Рис. 5. Использование центрирующего калибра для позиционирования инструмента для обработки резьбы
6.Используя компоновочный раствор, нанесите покрытие на участок, на который будет продеваться резьба.
Рисунок 6. Компоновка
7. Переместите резьбонарезной инструмент вверх к детали, используя смесь и поперечную подачу. Установите микрометр на ноль на обоих дисках.
Рисунок 7. Составная фигура 8. Поперечная подача
8. Переместите поперечную подачу на задний инструмент от работы, переместите каретку к концу детали и сбросьте поперечную подачу на ноль.
Рисунок 9. Конец детали и поперечная подача до нуля
9.Используя только составной микрометр, введите от 0,001 до 0,002 дюйма.
Рисунок 10: Комбинированная подача, 0,002 дюйма
10. Включите токарный станок и затяните полугайку.
Рисунок 11: Рычаг включения / выключения и полугайка
11. Сделайте царапину на детали без смазочно-охлаждающей жидкости. Освободите половину гайки в конце пропила, остановите токарный станок и вытащите инструмент, используя поперечную подачу. Верните каретку в исходное положение.
Рис. 12. Исходное положение
12.С помощью измерителя шага винта или линейки проверьте шаг резьбы. (Число ниток на дюйм)
Рисунок 13. Измеритель шага винта Рисунок 14. Измеритель шага винта (10)
13. С помощью смазочно-охлаждающей жидкости подайте смесь от 0,005 до 0,020 дюйма для первого прохода. Когда вы приблизитесь к окончательному размеру, уменьшите глубину резания до 0,001–0,002 дюйма.
14. Продолжайте этот процесс, пока инструмент не окажется в пределах 0,010 дюйма от чистовой глубины.
Продолжайте этот процесс, пока инструмент не окажется в пределах 0,010 дюйма от чистовой глубины.
Рисунок 15. Операция заправки резьбы
15.Проверьте размер, используя микрометр для винтовой резьбы, резьбовой калибр или трехпроводную систему.
Рисунок 16. Трехпроводное измерение
16. Снимите фаску с конца резьбы, чтобы защитить его от повреждений.
Разверткииспользуются для быстрой и точной обработки просверленных отверстий или отверстий до отверстия заданного размера, а также для получения хорошего качества поверхности. Расширение может быть выполнено после того, как отверстие было просверлено или просверлено до конечного размера в пределах 0,005-0,015 дюйма, поскольку развертка не предназначена для удаления большого количества материала.
Заготовка устанавливается в патрон на шпинделе передней бабки, а развертка поддерживается задней бабкой.
Скорость токарного станка для машинного развёртывания должна быть примерно 1/2 скорости, используемой для сверления.
Развертка ручной разверткой
Отверстие, которое необходимо развернуть вручную, должно быть в пределах 0,005 дюйма от требуемого конечного размера.
Заготовка устанавливается на шпиндель передней бабки в патроне, и шпиндель передней бабки блокируется после точной настройки заготовки.Ручная развертка монтируется в регулируемый гаечный ключ развертки и поддерживается центром задней бабки. Поскольку ключ вращается вручную, ручная развертка вводится в отверстие одновременно с поворотом маховика задней бабки. Для развертывания используйте большое количество смазочно-охлаждающей жидкости.
Развертка машинной разверткой
Отверстие, которое будет рассверливаться машинной разверткой, должно быть просверлено или просверлено с точностью до 0,010 дюйма от готового размера, чтобы машинной развертке оставалось только удалить следы от резцов.Для развертывания используйте большое количество смазочно-охлаждающей жидкости.
Процедура:
1. Крепко возьмитесь за насадку, поддерживая руку за набор шлифовальных инструментов.
2. Держите насадку под правильным углом, чтобы отшлифовать угол режущей кромки. Одновременно наклоните нижнюю часть насадки к диску и отшлифуйте боковой зазор или угол зазора 10 градусов на режущей кромке. Режущая кромка должна быть около 0,5 дюйма в длину и быть примерно на ширины насадки.
3.Во время шлифовки насадки перемещайте насадку вперед и назад по поверхности шлифовального круга. Это ускоряет шлифование и предотвращает нарезание канавок на круге.
4. Во время шлифования долото необходимо часто охлаждать, погружая в воду. Никогда не перегревайте инструмент.
5. Отшлифуйте концевой режущий угол так, чтобы он образовывал угол чуть меньше 90 градусов с боковой режущей кромкой. Держите инструмент так, чтобы угол режущей кромки конца и угол заделки края 15 градусов одновременно шлифовали.
6. Проверьте величину концевого зазора, когда насадка для инструмента находится в держателе инструмента.
7. Удерживая верхнюю часть насадки под углом примерно 45 градусов к оси круга, отшлифуйте боковую рейку примерно на 14 градусов.
8. Отшлифуйте острие режущего инструмента с небольшим радиусом, соблюдая одинаковый передний и боковой угол зазора.
Шлифование передней стороны Шлифование стороны Радиус шлифования
Насадки токарного инструмента обычно изготавливаются из четырех материалов:
1.Быстрорежущая сталь
2. Литые сплавы
3. Карбиды цементированные
4. Керамика
Каждый из этих материалов обладает разными свойствами, и применение каждого из них зависит от обрабатываемого материала и состояния станка.
Насадки для токарных инструментов должны обладать следующими свойствами.
1. Они должны быть твердыми.
2. Они должны быть износостойкими.
3. Они должны выдерживать высокие температуры, возникающие во время резки.
4. Они должны выдерживать удары во время резки.
Режущие инструменты, используемые на токарном станке, обычно представляют собой однонаправленные режущие инструменты, хотя форма инструмента может изменяться для различных применений. Такая же номенклатура применяется ко всем режущим инструментам.
Процедура:
1. Основание: нижняя поверхность хвостовика инструмента.
2. Режущая кромка: передняя кромка резца, выполняющая резку.
3.Лицевая сторона: поверхность, на которую упирается стружка при отделении от заготовки.
4. Боковая поверхность: поверхность инструмента, которая находится рядом с режущей кромкой и ниже нее.
5. Носик: острие режущего инструмента образовано стыком режущей кромки и передней поверхности.
6. Радиус носа: радиус, до которого отшлифован носик. Размер радиуса влияет на отделку. Для черновой резки использовался радиус при вершине 1/16 дюйма. Для чистовой обработки используется радиус при вершине от 1/16 до ⅛ дюйма.
7. Острие: конец инструмента, заточенный для резки.
Острие: конец инструмента, заточенный для резки.
8. Хвостовик: корпус насадки или деталь, удерживаемая в держателе инструмента.
9. Углы и зазоры для насадок токарного станка
Правильная работа насадки зависит от зазора и передних углов, которые необходимо отшлифовать от насадки. Хотя эти углы различаются для разных материалов, номенклатура одинакова для всех насадок.
• Угол боковой режущей кромки: угол, который образует режущая кромка со стороной хвостовика инструмента.Этот угол может составлять от 10 до 20 градусов в зависимости от разрезаемого материала. Если угол больше 30 градусов, инструмент будет дребезжать.
• Угол торцевой режущей кромки. Угол, образованный торцевой режущей кромкой и линией, расположенной под прямым углом к центральной линии резца. Этот угол может составлять от 5 до 30 градусов в зависимости от желаемого типа резки и отделки. Для черновой обработки используется угол от 5 до 15 градусов, а для токарных инструментов общего назначения — угол от 15 до 30 градусов. Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких резов рядом с собакой или патроном или при повороте к плечу.
Больший угол позволяет поворачивать режущий инструмент влево при выполнении легких резов рядом с собакой или патроном или при повороте к плечу.
• Угол бокового поднятия (зазора): угол, отшлифованный на боковой поверхности инструмента ниже режущей кромки. Этот угол может составлять от 6 до 10 градусов. Боковой зазор на насадке инструмента позволяет режущему инструменту продольно продвигаться во вращающуюся заготовку и предотвращает трение боковой поверхности о заготовку.
• Угол концевого снятия (зазора): угол, отшлифованный под вершиной резца, который позволяет подавать режущий инструмент в работу. Этот угол может составлять от 10 до 15 градусов для резки общего назначения.Этот угол необходимо измерить, когда насадка для инструмента удерживается в держателе инструмента. Угол заделки концов зависит от твердости, типа материала и типа разреза. У более твердых материалов угол снятия кромки меньше, чтобы обеспечить опору под режущую кромку.
• Боковой передний угол: угол, под которым поверхность отшлифована от режущей кромки. Для насадок общего назначения этот угол может составлять 14 градусов. Боковые грабли центрируют острую режущую кромку и позволяют стружке быстро стекать.Для более мягких материалов обычно увеличивают боковой передний угол.
Для насадок общего назначения этот угол может составлять 14 градусов. Боковые грабли центрируют острую режущую кромку и позволяют стружке быстро стекать.Для более мягких материалов обычно увеличивают боковой передний угол.
• Задняя (верхняя) грабли: обратный наклон режущей кромки инструмента от вершины. Этот угол может составлять около 20 градусов и предусмотрен в держателе инструмента. Задний передний борт позволяет стружке стекать с острия режущего инструмента.
1. Что такое шаг для метчика-20?
2. На какой угол нужно повернуть компаунд для Unified Thread?
3. Объясните, почему вы поворачиваете соединение в вопросе 2.
4.Какова глубина резьбы винта UNF ½-20?
5. Как сделать левую резьбу? Это не рассматривается в чтении — придумаешь?
6. Какую насадку мы используем для нарезания резьбы?
7. Опишите Center Gage.
8. Что мы используем для проверки шага резьбы (резьба на дюйм)?
9. Первый и последний проход, сколько мы вводим соединение?
10. Назовите четыре материала, которые используются для изготовления насадок.
Назовите четыре материала, которые используются для изготовления насадок.
Эта глава была получена на основе следующих источников.
- Токарный станок , полученный из токарного станка Массачусетским технологическим институтом, CC: BY-NC-SA 4.0.
- Терминология режущего инструмента получена из документа «Токарные инструменты — формы режущего инструмента» Технического колледжа Висконсина, CC: BY-NC 4.0.
- Терминология режущего инструмента заимствована из Cutter Types (Токарный станок) Университета Айдахо, CC: BY-SA 3.0.
- Центровка на основе [Документа по ручным токарным станкам]
