Простой аппарат для точечной сварки
В радиолюбительской практике не часто применяется контактная сварка, но все же бывает. И когда такой случай настает, но нет ни желания, ни времени мастерить хороший и большой аппарат для точечной сварки. Да если и делать его, то потом он будет валяться без дела, так как следующее применение его может и не наступить.Например, вам нужно соединить в цепь несколько аккумуляторных батарей. Соединяются они тонкой металлической лентой, без пайки припоем, так как аккумуляторы вообще не рекомендуют паять. Для таких целей я покажу вам как собрать простой аппарат для точечной контактной свари своими руками минут за 30.
- Нам понадобиться трансформатор переменного тока с напряжением вторичной обмотки 15-25 Вольт. Нагрузочная способность не имеет значения.
- Конденсаторы. Я взял 2200 мкФ – 4 штуки. Можно больше, в зависимости от мощности которую вам необходимо получить.
- Кнопка любая.
- Провода.
- Медная проволока.

- Диодная сборка для выпрямления. Можно так же использовать один диод, для полуволнового выпрямления.

Схема аппарата для контактной точечной сварки
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.
Сборка аппарата для сварки
Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.

Также сажаем на клей заглушку.
Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.
То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.
Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.
Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.
Но если вам нужно помощнее, то тогда можно доработать схему так.
Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает.
 Ведь ток мгновенного заряда также порядочный.
Ведь ток мгновенного заряда также порядочный.И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Простой аппарат для контактной сварки
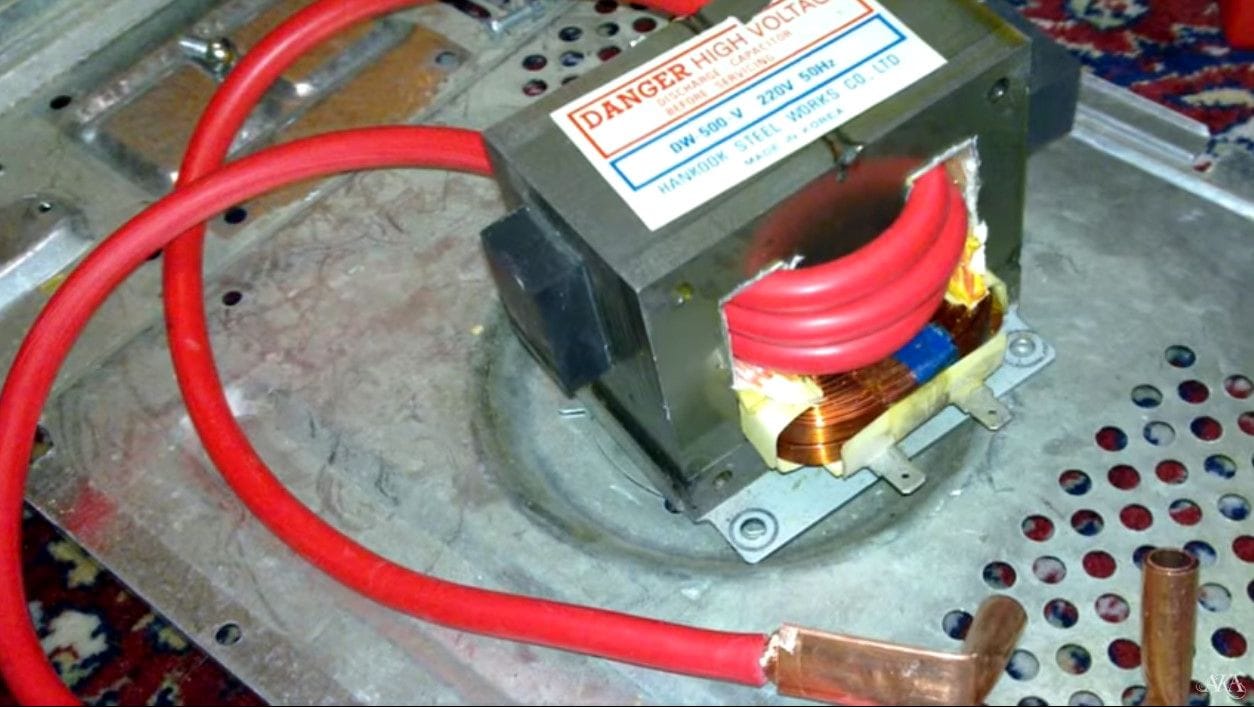
Это инструкция (руководство) о том, как сделать из испорченной микроволновой печи дешёвый удобный и портативный аппарат для точечной сварки металла.
Пожалуйста, обратите внимание на то, что это опасно, об этом свидетельствует надпись изображённая на трансформаторе: «ОПАСНО, ВЫСОКОЕ НАПРЯЖЕНИЕ
Материалы
Мизерная стоимость этой точечной сварки может быть вообще уменьшена до нуля, если вы найдёте следующие комплектующие, не прибегая к покупке:
1.
 Очень старая микроволновая печь – можно найти на свалке.
Очень старая микроволновая печь – можно найти на свалке.2. Деревянная доска.
3. Т-образные кронштейны.
4. Винты.
5. Кабель диаметром 1см с твердым сердечником, подойдёт и многожильный, но убедитесь, что каждая нить имеет диаметр минимум 1 мм.
6. Прочие деревообрабатывающие инструменты и электрические соединители.
7. 3-х контактные разъёмы (по желанию).
8. Металлическая перемычка для крепления длинной минимум 15см (по желанию).
9. Разъём от блока питания ПК (по желанию).
10. Клеммник (внутренний диаметр 1 см).
Вынимаем трансформатор из микроволновки
Этот шаг описывает как достать трансформатор из микроволновой печи
1. Разберите микроволновую печь, не касаясь никаких элементов на печатных платах.
2. Найдите высоковольтный конденсатор, он должен быть прикреплён к конденсатору и выглядеть как магазин от пистолета с 2 проводами, выходящими из одного конца.
3. Выполните короткое замыкание конденсатора при помощи отвёртки.
 ВНИМАНИЕ: СМОТРЕТЬ НА ЭТО НЕ НУЖНО, ИСКРА ОЧЕНЬ ЯРКАЯ, МОЖЕТЕ ПОВРЕДИТЬ ЗРЕНИЕ.
ВНИМАНИЕ: СМОТРЕТЬ НА ЭТО НЕ НУЖНО, ИСКРА ОЧЕНЬ ЯРКАЯ, МОЖЕТЕ ПОВРЕДИТЬ ЗРЕНИЕ.4. Снимите трансформатор.
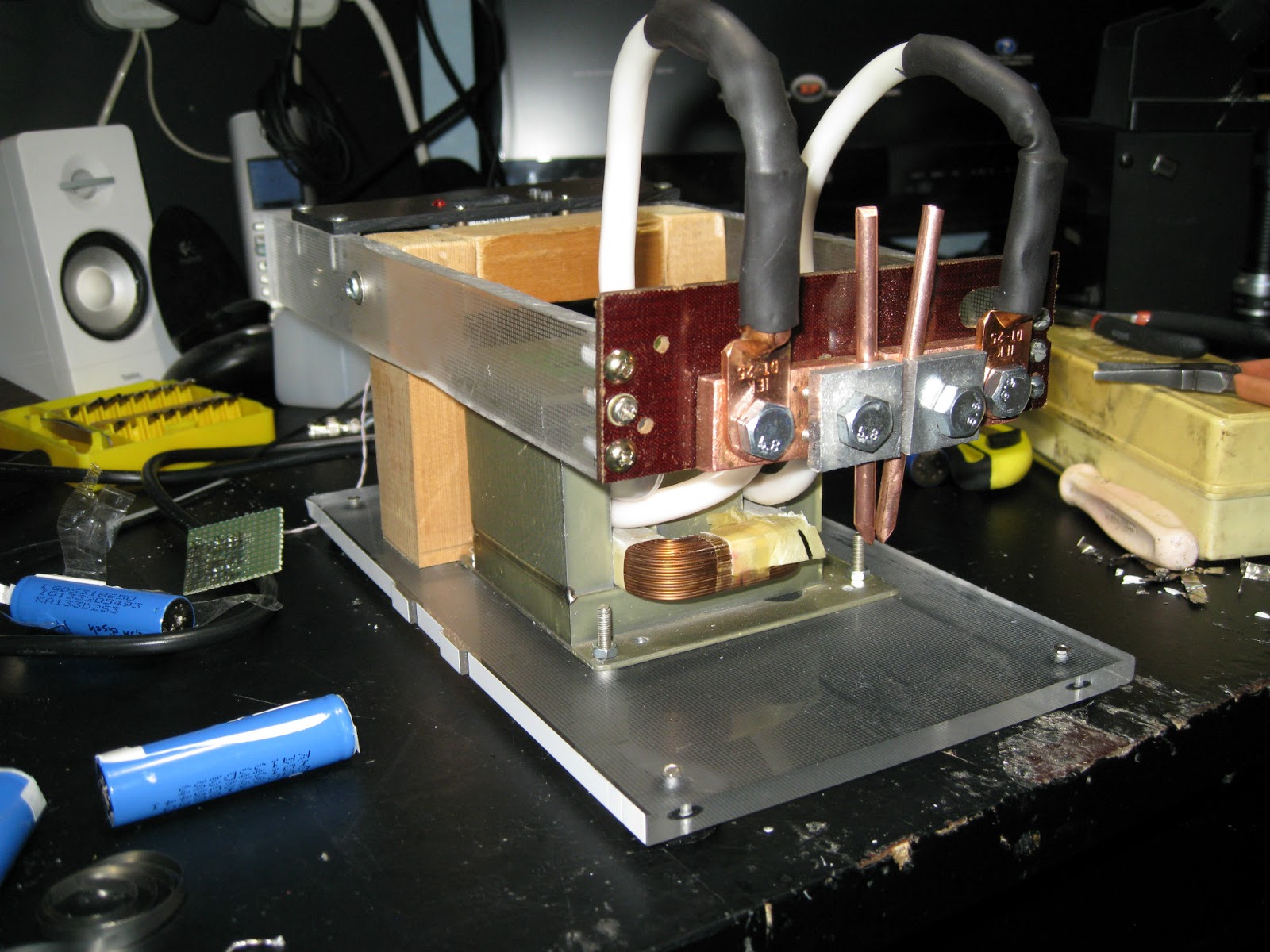
Строение аппарата контактной сварки
Вся эта конструкция изготовлена из одной деревянной доски и единственная модификация, которую в неё необходимо внести состоит в разрезании доски до определённой длины, таким образом, чтобы все части имели одинаковую высоту.
Как видно из рисунка, две средние части образуют основание, на которое крепится трансформатор, между ними находится разъем питания блока питания.
На передней панели расположены две длинные части, соединенные T-образными кронштейнами (не затягивайте верхние винты, это должно быть гибкое соединение).
На переднем конце не хватает двух электродов, прикрепите их внизу длинной детали, длинную деталь прикрепите к короткой для дополнительной стабильности и поддержки.
Электроды
Любой, кто имеет опыт в сварке, знает, что при экстремальных температурах электроды расплавляются очень быстро, я ломал голову над решением этой проблемы и понял, что заземляющий штырь 3-контактных штепселей можно использовать в качестве электродов, они широко доступны и стоят копейки, а затем разработал способ прикрепления их к сварочному оборудованию и стратегию по замене (чтобы их можно было заменить так же легко, как сверло у дрели).
 Ниже приведен пример создания собственных электродов для этого агрегата:
Ниже приведен пример создания собственных электродов для этого агрегата:1. Разделите 2 3х-контактных штепселя и извлеките штыри заземления (самый длинный штифт).
2. Разделите две части клеммной колодки и соберите металлические детали.
3. Закрутите штифт заземления в кусок медного лома и поместите его в металлический штифт клеммной колодки, затяните металлический штифт до упора.
4. Вкрутите металлический штифт клеммной колодки в деревянную доску со свободным концом, направленным к трансформатору, они будут прикреплены к концам кабеля диаметром 1 см.
Электрические модификации аппарата
Секрет успешной точечной сварки заключается в контроле за прохождением большого количества тока через точку сварки и выработке необходимой температуры, чего довольно трудно добиться из-за сопротивления материалов.
Однако вторичная обмотка микроволнового трансформатора имеет противоположное предназначение, она способствует значительному увеличению напряжения электросети за счет уменьшения тока, поэтому его необходимо модифицировать, если вы хотите, чтобы работал сварочный аппарат.
 Как это сделать описано ниже:
Как это сделать описано ниже:1. Снимите вторичную обмотку микроволнового трансформатора (это обмотка, которая не подключена к сети, имеет провод меньшего диаметра и больше извилин), для этого я использовал угловую шлифовальную машину с отсекающим лезвием, чтобы разрезать через весь кусок. Хоть первичные обмотки и не могут быть повреждены при точечной сварке, я бы советовал соблюдать осторожность.
2. Используя кабель диаметром 1 см, сделайте как можно больше петель через пространство, где раньше были вторичные обмотки (в моем случае это 3), затем удлините остальную часть кабеля до передней части, на которой находятся электроды, и присоедините их, предварительно завинтив готовый трансформатор на опорную плиту конструкционного каркаса.
3. Некоторые из вас могут заметить разъем питания PSU под трансформатором, я взял его из испорченного блока питания компьютера.
Другие детали
Обратите внимание на то, как я усилил конструкцию, закрепив среднюю доску металлической перемычкой.
 Трансформатор от микроволновки невероятно тяжёлый.
Трансформатор от микроволновки невероятно тяжёлый.Провода коричневого и синего цвета, которые прикреплены к первичной катушке, подключены к разъему питания, упомянутому выше.
Можно сделать еще некоторые улучшения: полностью закрыть трансформатор (создать внешнюю защитного кожуха) и добавить внутрь систему охлаждения для обеспечения безопасности и продления время эксплуатации, так как он нагревается во время использования, однако я предпочитаю суровый вариант, как сейчас.
Как собрать простой сварочный аппарат в домашних условиях
В любой мастерской по обработке металла очень удобно работать, если под рукой есть сварочный аппарат. С его помощью можно надежно соединять металлические детали или конструкции, вырезать отверстия, а то и просто разрезать заготовки в нужном месте.
Такой полезный инструмент можно сделать своими руками, главное, во всем хорошенько разобраться, а мастерство делать красивый и надежный шов, придет с опытом.
Краткое содержимое статьи:
Переменный выходной ток
Дома, на даче, на производстве чаще всего встречаются именно такие аппараты. Многие фото сварочного оборудования показывает, что оно сделано своими руками.
Самые главные составляющие для такого аппарата – это провод для двух обмоток и сердечник для них. Фактически – это трансформатор для понижения напряжения.
Размеры провода
Аппарат будет довольно хорошо работать при напряжении на выходе 60 вольт и током до 160 ампер. Расчеты показывают, что для первичной обмотки нужно взять медный провод сечением 3, а лучше 7 квадратных миллиметров. Для алюминиевого провода сечение должно быть больше в 1,6 раза.
Изоляцию проводов необходимо использовать тканевую потому, что провода в процессе работы сильно нагреваются и пластик просто расплавится.
Укладывать первичную обмотку нужно очень тщательно и аккуратно потому, что она имеет много витков и находится в зоне высокого напряжения. Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.
Желательно, чтобы провод был без разрывов, но если нужной длины нет под рукой, то куски необходимо надежно соединить и спаять.
Вторичная обмотка
Для вторичной обмотки можно брать медь, а можно алюминий. Провод может быть как одножильным, так и состоящим из нескольких проводников. Сечение от 10 до 24 квадратных миллиметров.
Очень удобно наматывать катушку отдельно от сердечника, например на деревянную заготовку, а потом набирать пластины из трансформаторной стали в готовую, надежно изолированную обмотку.
Многожильный провод
Как сделать многожильный провод подходящего сечения для сварочного аппарата? Есть такой способ. На расстоянии 30 метров (больше или меньше, в зависимости от расчетов) надежно крепятся два крюка. Между ними натягивается нужное количество тонкого провода, из которого будет составлен многожильный проводник. Потом один конец снимается с крюка и вставляется в электродрель.
На малых оборотах пучок проводов равномерно закручивается, его общая длина будет несколько уменьшаться.
Сердечник
Хорошие характеристики показывают самодельные сварочные аппараты на основе сердечников из трансформаторной стали. Они набираются из пластин толщиной 0,35-0,55 миллиметров.
Важно правильно подобрать размер окна в сердечнике, чтобы в него поместились обе катушки, и площадь в разрезе (его толщина) была 35-50 квадратных сантиметров. По углам готового сердечника устанавливаются болты, а гайками все плотно стягивается.
Первичная обмотка состоит из 215 витков. Для возможности регулирования сварочного тока готового аппарата можно сделать выводы от намотки на 165 и 190 витках.
Все контакты крепятся на пластине из изоляционного материала и подписываются. Схема такова: чем больше витков катушки, тем больше ток на выходе. Вторичная обмотка состоит из 70 витков.
Инвертор
Своими руками можно собрать еще один сварочный прибор – это инвертор. У него есть ряд положительных отличий от трансформатора. Самое первое, что бросается в глаза, – его небольшой вес. Всего несколько килограммов. Можно работать, не снимая аппарат с плеча. Затем, рабочий постоянный ток, это позволяет создавать более аккуратный шов, да и дуга не так скачет. Проще работать начинающим сварщикам.
Детали для сборки такого аппарата продаются в магазинах и на рынке. Необходимо лишь знать маркировку. Особого внимания требует качество транзисторов потому, что они находятся в самой напряженной области конструкционной схемы инвертора. Для охлаждения прибора используют принудительную вентиляцию в виде охлаждающих радиаторов и вытяжных вентиляторов.
Таким образом, если составить каталог самодельных сварочных аппаратов, то получится длинный список из трансформаторов различной конструкции, инверторов, сварочных полуавтоматов и автоматов. Такие приборы позволяют работать с чугуном и сталью, алюминием и медью, нержавейкой и тонким листовым железом.
Надежность и долговечность их работы зависит от точности расчетов, наличия материалов, деталей, правильности сборки, а также от соблюдения правил безопасности на всех этапах создания и эксплуатации подобных приборов.
Фото сварочного аппарата в домашних условиях
Также рекомендуем просмотреть:
Помогите сайту, поделитесь в соцсетях 😉
👷 Аппарат для точечной сварки из микроволновки: пошаговая инструкция
На этот раз в нашей рубрике «Истории» довольно необычная тема, которая может заинтересовать многих гаражных мастеров. Присланный Максимом Витальевичем Копытовым из города Владимир отчёт о проделанной работе по изготовлению аппарата для точечной сварки, поразил своей развёрнутостью – каждый шаг в нём подкрепляется фотографией.
Присланный Максимом Витальевичем Копытовым из города Владимир отчёт о проделанной работе по изготовлению аппарата для точечной сварки, поразил своей развёрнутостью – каждый шаг в нём подкрепляется фотографией.
Приобретение аппарата для точечной сварки – довольно дорогое удовольствие, которое не каждому по карману. Именно поэтому я решил каждый этап самостоятельного изготовления подобного оборудования запечатлеть на фото. Это не первый мой опыт сборки, а потому я надеюсь, что смогу подробно объяснить даже начинающим мастерам, как собрать подобный агрегат из старой микроволновой печи, не затратив на это ни копейки. Итак, приступим.
Содержание статьи
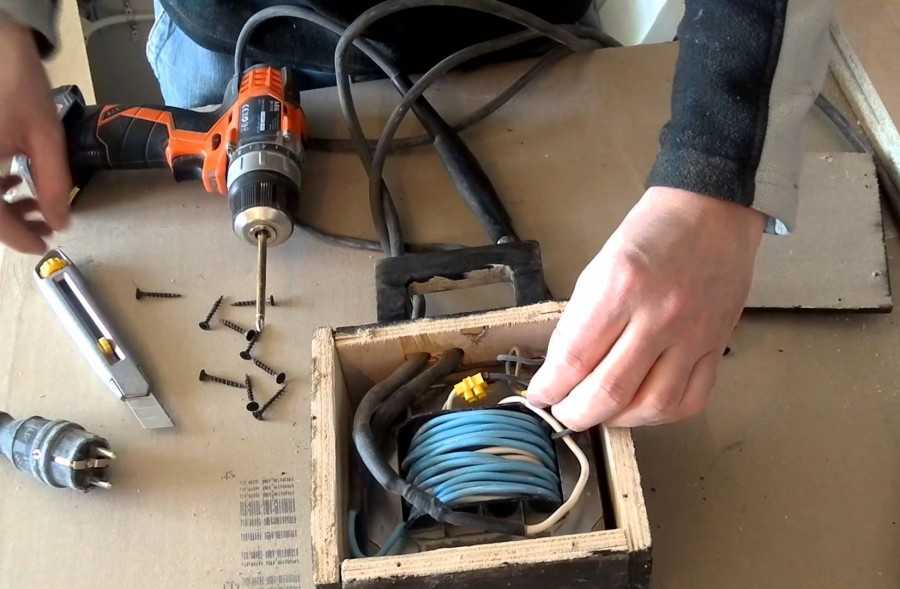
Разбираем микроволновку, демонтируем нужные нам детали
Естественно, основное, что нам необходимо, это трансформатор. Стоит отметить, что подойдёт даже тот, у которого сгорела вторичная обмотка – она в нашей работе совершенно не нужна. Проверить целостность первички можно при помощи обычного мультиметра, выставив его переключатель на звуковой сигнал при коротком замыкании. Думаю, что если человек задумал самостоятельно собирать аппарат, то с тестером он уж точно знаком.
Думаю, что если человек задумал самостоятельно собирать аппарат, то с тестером он уж точно знаком.
Открутив 4 винта, вытаскиваем трансформатор. Если его поставить на платформу, то сверху окажется вторичная обмотка, которая нам не нужна. Её легко определить по идущим от неё красным проводам. Их, кстати, можно сразу откусить.
Сверху находится вторичная обмотка, которую нужно убратьРазбираем трансформатор: алгоритм действий
Теперь понадобятся тиски и болгарка с отрезным диском или, на худой конец, ножовка по металлу. По бокам будут чётко видны сварочные швы. Наша задача: зажать трансформатор в тиски так, чтобы один из двух швов оказался сверху, и распилить точно по нему. С этой работой справится любой, поэтому зацикливаться на ней не будем.
Аккуратно распиливаем трансформатор ровно по швуВторую сторону пилить не обязательно. Достаточно загнать в подпиленный шов зубило – вторая сторона отломится сама. Далее, очень аккуратно достаём первичную обмотку (она теперь оказалась сверху). Здесь главное – не повредить изоляционный лак. Первичная обмотка нам будет нужна в дальнейшей работе.
Далее, очень аккуратно достаём первичную обмотку (она теперь оказалась сверху). Здесь главное – не повредить изоляционный лак. Первичная обмотка нам будет нужна в дальнейшей работе.
А вот с вторичной обмоткой можно не церемониться, она использоваться не будет. Но, всё же, стоит быть внимательным при её извлечении. Ведь при слишком грубой работе можно повредить сердечник, а это нам совершенно ни к чему. Поэтому, если есть необходимость постучать по сердечнику, лучше использовать резиновую киянку. Дело в том, что при ударе простым молотком сердечник помнётся, после чего установить первичную обмотку на него вряд ли получится.
Убираем вторичную обмотку – нам она больше не пригодитсяПодготовка сердечника к обратной сборке
Прежде чем приступать к обратной сборке, необходимо тщательно очистить сердечник от старого лака и клея. Чем аккуратнее будет выполнена эта работа, тем проще на место встанет первичная обмотка.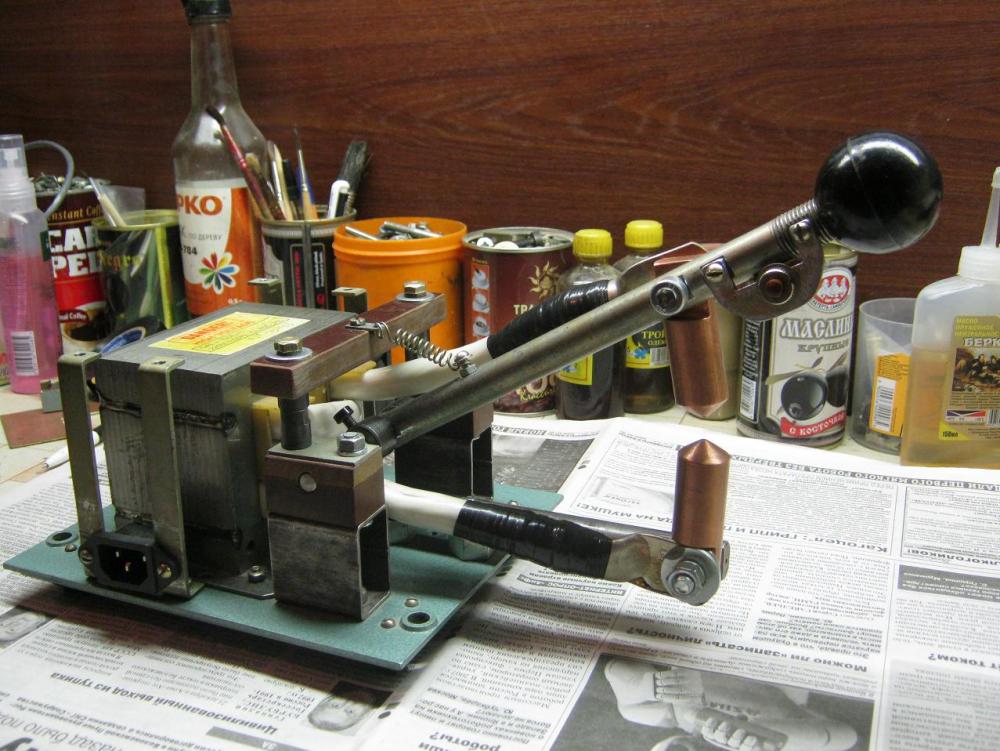 К тому же, старый лак может при сборке её повредить.
К тому же, старый лак может при сборке её повредить.
Приступаем к сборке понижающего трансформатора для аппарата точечной сварки
Первым делом аккуратно устанавливаем первичную обмотку на место вторичной. Если она садится довольно туго, не стоит убирать стеклоткань с жил (в редких случаях это может быть бумага). Это чревато повреждением изоляционного лака. Лучше немного постучать прямо по обмотке той же резиновой киянкой (только без фанатизма). Если и это не помогает, значит, с сердечника не до конца очищен старый лак и клей.
При установке первичной обмотки нужно быть предельно аккуратнымВыбираем кабель для вторичной обмотки трансформатора
Когда первичная обмотка встала на место, необходимо подобрать толстый гибкий медный кабель для вторичной. Идеально подойдёт кусок сварочного кабеля в толстой изоляции. Такие можно найти в «запасниках» гаражей. Они производились раньше. Сейчас изоляция сварочных кабелей очень тонкая. Но при отсутствии старого, можно использовать и такой.
Но при отсутствии старого, можно использовать и такой.
А вот в обжимке наконечников будет заключаться основная сложность. Для этих целей используется довольно большой кримпер, который часто можно найти лишь на производстве. Здесь придётся обращаться к специалистам. Запомните, что ни в коем случае нельзя обжимать наконечники при помощи молотка и зубила. Во-первых, такое соединение будет ненадёжным, а во-вторых, неплотный контакт при высоких токах даст очень сильный нагрев, в результате чего аппарат может просто вспыхнуть.
Производственный кримпер – наилучший вариант для обжимки наконечниковУкладываем самодельную вторичную обмотку
Укладывая сварочный кабель, имейте в виду, что витки (их должно быть всего два) должны лежать плотно. От этого также зависит величина нагрева вторичной обмотки в процессе эксплуатации. Но чаще всего подобный кабель неплотно уложить не удаётся – не позволяет оставшееся пространство.
Приступаем к окончательной сборке понижающего трансформатора для точечной сварки
Теперь нужно поставить на место платформу, которая была отпилена, и зажать получившийся трансформатор в тиски для большей плотности соприкосновения металла сердечника. Обратное соединение можно произвести при помощи той же сварки. У меня, на момент сборки, сварочника не было, а потому я скрепил детали сердечника, проложив по контуру слой эпоксидного клея. Получилось не хуже.
Сдавив платформу и сердечник в тисках, промазываем швы эпоксидным клеемПромежуточная проверка трансформатора перед началом сборки аппарата
Настало время проверить, что получилось. Для этого на наконечники первичной обмотки нужно подать напряжение 220 в, а с вторичной обмотки мультиметром снимаем напряжение, выставив переключатель в режим переменки. В моём случае получилось, что напряжение на вторичной обмотке равно 2,106 в. Произведя нехитрые вычисления, можно определить, что при столь сильном понижении напряжения, сила тока возросла приблизительно до 800 А. Такие показатели практически идеальны для гаражного аппарата контактной сварки.
Такие показатели практически идеальны для гаражного аппарата контактной сварки.
Приступаем к изготовлению корпуса аппарата и контактных клещей
Материалом для изготовления как самого корпуса, так и контактных клещей была выбрана древесина по причине простоты обработки. Сначала я вымерял по ширине доску для основания, стенок и крышки, которая закроет трансформатор и все провода. Здесь для каждого случая размеры будут индивидуальны, но слишком маленькую коробку, во избежание перегрева оборудования, делать не стоит.
Отмеряем и отпиливаем доску по необходимым размерамТакже были отрезаны два бруска, которые будут использованы в качестве клещей. Все детали я обработал фрезой, шлифмашинкой, после чего сложил их так, как будет в дальнейшем.
Вот примерный макет того, что должно получитьсяНо внешний вид всё же должен быть подобающим, поэтому я окрасил все детали, за исключением брусков, в чёрный цвет. Для клещей был выбран жёлтый
Окраска придаст конечному изделию эстетичный видНастало время продолжить разборку старой микроволновки. От неё нам понадобятся следующие детали:
От неё нам понадобятся следующие детали:
- сетевой шнур;
- контактные провода;
- ручка с дверцы;
- концевой выключатель.
Кстати, ручку также желательно окрасить в чёрный цвет.
Эти детали от микроволновой печи нам пригодятсяИзготовление контактных электродов
Их лучше всего делать из медной жилы сечением 8 мм² (или толще). Именно медь не будет прилипать к стали и даст нужный нам эффект. Для этого отрезаем от прутка два куска длиной по 3-4 см.
Режем медный пруток на отдельные куски, которые послужат электродамиСборка коробки и коммутация
Теперь необходимо подобрать основной автомат, через который будет производиться подача напряжения. Для этого подойдёт однополюсной АВ на 15 А. И вот теперь вам наверняка станет понятно, почему я не зацикливался на размерах деталей нашей коробки. Под каждый автомат нужна различная прорезь в задней стенке. У меня оказался АВ, который редко у кого может просто валяться в гараже (брат работает электриком).
Через автомат необходимо пустить один из проводов (фазу или ноль). Какой из них – неважно. Ведь в разных розетках схема собрана по-разному. Выход из автомата позже будет подключён к одному из контактов первичной обмотки. Сам же сетевой фильтр фиксируем в прорези задней стенки.
На данном этапе сборки наша конструкция выглядит вот такТеперь настала очередь установки трансформатора. Его нужно закрепить как можно ближе к двум коротким отрезкам бруска, которые пока выглядят как ножки. Если посмотреть на фото ниже, то по нему скажу следующее: уже можно завернуть фиксирующие шурупы, но не все. Оставляем пустым правое нижнее отверстие – оно нам ещё пригодится.
Крепим на место понижающий трансформаторПоследним шурупом фиксируем контакт провода заземления. В любом сетевом кабеле это жила светло-зелёного или жёлто-зелёного цвета.
Самодельная точечная сварка + споттер
Всем доброго времени.
 В данной статье речь пойдёт о трансформаторе от микроволновой печи. А точнее, как из него можно собрать аппарат точечной сварки и на что ещё будет способен этот аппарат. А поможет нам в этом разобраться автор канала на YouTube «Альгирдас Вашкелис». Также автор, проведёт тест этой самоделки с проводами разного сечения, а ещё покажет в каких ещё целях, можно применить данный аппарат.
В данной статье речь пойдёт о трансформаторе от микроволновой печи. А точнее, как из него можно собрать аппарат точечной сварки и на что ещё будет способен этот аппарат. А поможет нам в этом разобраться автор канала на YouTube «Альгирдас Вашкелис». Также автор, проведёт тест этой самоделки с проводами разного сечения, а ещё покажет в каких ещё целях, можно применить данный аппарат.Думаю, статья будет интересна многим. И так поехали, кому интересно читаем статью дальше.
Материалы, которые использовал автор:
Сетевой провод от микроволновки с клеймами.
Сварочные провода сечением жилы 25 и 35 квадратов.
Ещё пару проводов с клеймами.
Трансформатор от микроволновой печи.
Контактная кнопка от микроволновки.
Первым делом автор с трансформатора удалит вторичную обмотку и магнитные шунты.

Узнать какая из обмоток вторичная, а какая первичная не сложно. Первичная обмотка на таких трансформаторах всегда имеет меньшее количество витков, проводом большего сечения.
А так же имеет два контакта, к которым подключается сетевой провод.
Вторичная обмотка имеет большее количество витков проволокой меньшего сечения и от неё выходит более двух контактов.
Данный сетевой кабель имеет три жилы одна, из которых земля. Эту жилу автор просто уберёт в сторону.
Удалить обмотку можно разными способами, (и он их попробовал) главное при удалении вторичной обмотки не повредить первичную.
Поэтому автору показалось проще всего обмотку срубить старой стамеской, которую он уже давно не использует по назначению.
Срубил обмотку с обеих сторон. А остатки просто выбил.
Затем удалил бумагу и выбил шунты.
По словам автора: некоторые мастера утверждают, что при намотке новой вторичной обмотки для этого аппарата нужно учитывать направление первичной обмотки.
 Наш герой решил проверить так ли это на самом деле. Поэтому испытывать самоделку автор будет с направлением обмотки, как по часовой стрелке, так и против неё.
Наш герой решил проверить так ли это на самом деле. Поэтому испытывать самоделку автор будет с направлением обмотки, как по часовой стрелке, так и против неё.Для первого испытания он взял кабель сечением 25 квадрат.
Для тех, кто не в курсе диаметр провода и его сечение это разные вещи. Но для того, чтобы узнать сечение провода не обязательно быть физиком или математиком или заморачиваться с разными формулами и вычислениями.
Можно просто воспользоваться данной таблицей или аналогичной, благо в сети сейчас таких таблиц огромное количество.
Результат сечения первого тестируемого провода автора.
На концах кабелей автор установил, такие вот наконечники, затем обжал их и одел термоусадочную трубку. (У всех проводов, которые тестировал автор, длина 1.5 м.)
Далее намотка кабеля: по часовой стрелке снизу вверх один виток.
Затем подключил сетевой провод и кнопку.
И первый тест на саморезе диаметр, которого 3.5 мм, длина 90 мм.

Результат 7 секунд.
Далее смена направления кабеля, то есть в противоположном направлении первичной обмотке так же один виток.
И тест на таком же саморезе.
Результат оказался таким же, 7 секунд. Получается направление намотки не так и важно, как утверждают многие.
Далее тест тем же кабелем, но уже с двумя витками.
Результат 3 секунды.
Болт 3.5 мм на 70 мм.
Результат: 6 секунд.
Далее провод сечением 35 квадрат один виток.
Тест до разрыва болта параметры болта те же.
Результат 12 секунд.
Далее: кабель тот же два витка.
Время 6 секунд.
И в конце автор решает сделать провод сечением 50 квадрат. Для этого он взял два сварочных кабеля сечением 25 квадрат каждый. Снял с них изоляцию и скрутил их в одну жилу.
Затем изолировал: сначала слюдой.
Потом хлопчатобумажной изолентой.
И в конце термоусадка.
На концы так же автором были одеты наконечники.

Готовый кабель 50 квадрат.
Один виток.
Снова болт.
Время 8 секунд.
Далее два витка.
Болт.
Время 4 секунды.
Для проверки следующих возможностей данного аппарата, автор собрал контактные клещи, но это пробный вариант, или как назвал автор рабочий прототип.
Электроды сделаны из жала от паяльника диаметром 12.5 мм.
В качестве зажимов автор использовал медную шину шириной 20 мм толщиной 3 мм.
Получилась такая вот самодельная установка.
Следующий тест на ржавой и прикипевшей к болту гайке.
После разогрева гайка откручивается без труда.
Металлический квадрат 10 мм на 10 мм.
Аппарат тоже способен разогреть.
Ну а теперь прямое назначение данной самоделки. Сваривание двух и более деталей.
Тест: металл 0.7 мм (от кузова легкового авто).
Пластины 2 мм.
Профильная труба 30 мм на 30 мм, толщина стенки 0.5 мм.
И кузовная сталь 0.
 7 мм.
7 мм.Этот аппарат способен работать в качестве споттера. Для этого нужно один из концов провода зафиксировать в любом удобном месте кузова.
А на второй край провода потребуется установить зажим, который можно приобрести в магазине или изготовить самому. Автор для демонстрации использует плоскогубцы.
В дальнейшем автор планирует сделать контактные клещи для этого аппарата по такому принципу. Главное сделать держатели электродов изолированными друг от друга.
Да и чуть не забыла чистить контакты можно наждачной бумагой.
Такая вот сегодня статья получилась, надеюсь она была полезной для многих. А на это у меня всё. Всем спасибо и до новой встречи!
Источник (Source) Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Точечная сварка выполненная своими руками, от основ к мастерству
Технология точечной сварки
Процесс сваривания точечной технологией включает в себя несколько этапов. Как варить металл при помощи точечной сварки? Сначала соединяемые детали совмещаются в нужном положении, помещаются между электродами сварочного аппарата и прижимаются друг к другу. После этого они нагреваются до состояния пластичности и совместно подвергаются последующему пластическому деформированию. В промышленных условиях при использовании автоматического оборудования частота сварки может достигать до 600 точек в минуту. Чтобы была возможна качественная точечная сварка своими руками в домашних условиях, необходимо поддерживать неизменную скорость перемещения обоих электродов и обеспечивать требуемую величину давления и полный контакт соединяемых деталей.
Как варить металл при помощи точечной сварки? Сначала соединяемые детали совмещаются в нужном положении, помещаются между электродами сварочного аппарата и прижимаются друг к другу. После этого они нагреваются до состояния пластичности и совместно подвергаются последующему пластическому деформированию. В промышленных условиях при использовании автоматического оборудования частота сварки может достигать до 600 точек в минуту. Чтобы была возможна качественная точечная сварка своими руками в домашних условиях, необходимо поддерживать неизменную скорость перемещения обоих электродов и обеспечивать требуемую величину давления и полный контакт соединяемых деталей.
Точечное сваривание – схема
Детали нагреваются за счет прохождения сварочного тока в виде кратковременного импульса длительностью 0,01…0,1 секунд в зависимости от условий сварки. Этим импульсом обеспечивается расплавление металла в зоне действия электродов и образование общего жидкого ядра обеих деталей, диаметр которого может составлять от 4 до 12 мм. После прекращения действия импульса тока детали в течение некоторого времени под давлением удерживаются, чтобы расплавленное ядро остыло и кристаллизовалось.
После прекращения действия импульса тока детали в течение некоторого времени под давлением удерживаются, чтобы расплавленное ядро остыло и кристаллизовалось.
Продолжительность нагрева
Монолитное соединениеПродолжительность нагрева либо прохождения сварочного тока может изменяться от тысячных долей до десятков секунд и зависит от условий сварки и мощности аппарата. При сварке деталей из сталей, склонных к закалке и возможному образованию трещин (например, углеродистые стали), рекомендуется увеличивать время нагрева для замедления последующего охлаждения металла. Сварку же деталей из нержавеющих аустенитных сталей надо выполнять, наоборот, с как можно меньшей продолжительностью нагрева. Это делается для предотвращения опасности нагрева наружной поверхности точки соединения до температуры структурных превращений, что может повлечь за собой нарушение высоких антикоррозионных свойств наружных слоев металла.
Сила давления
Значение давления между электродами должно обеспечивать надежный контакт деталей в месте соединения. Оно зависит от вида свариваемого металла и толщины соединяемых деталей. Давление после нагрева имеет важное значение, так как его соответствующая величина обеспечивает мелкозернистую структуру металла в месте сварки, а прочность точки соединения становится равной прочности базового металла.
Оно зависит от вида свариваемого металла и толщины соединяемых деталей. Давление после нагрева имеет важное значение, так как его соответствующая величина обеспечивает мелкозернистую структуру металла в месте сварки, а прочность точки соединения становится равной прочности базового металла.
Электроды, технические характеристики и особенности использования
- Качество сварки зависит также и от правильного выбора диаметра медного электрода. Диаметр точки соединения должен превышать толщину самого тонкого элемента сварного соединения быть в 2 – 3 раза.
- Прижимом деталей в момент прохождения сварочного импульса обеспечивается образование около расплавленного ядра особого уплотняющего пояска, препятствующего выплеску расплавленного материала из зоны сварки. В результате никаких дополнительных мер защиты места соединения не требуется.
- Для улучшения кристаллизации расплавленного металла электроды надо разжимать с небольшой задержкой после прохождения сварочного импульса.
- Для получения качественного и надежного сварочного шва соединяемые поверхности следует предварительно подготовить, в частности, очистить от ржавчины.
- Промежуток между точками соединения должен обеспечивать уменьшение шунтирования тока сквозь соседние точки. Например, для сварки двух (трех) деталей толщиной от 1 до 8 мм каждая, расстояние между точками соединения изменяется соответственно от 15 (20) до 60 (100) мм.
Качество материалов
- Электроды, применяемые для точечной сварки, должны обеспечивать прочность в интервале рабочих температур, высокую тепло- и электропроводность и легкость механической обработки. Этим требованиям соответствуют специальные бронзы с включением кобальта или кадмия, холоднокатаная электролитическая медь и медные сплавы с содержанием хрома, а также сплав на вольфрамовой основе.
- По значениям электро- и теплопроводности медь значительно превосходит бронзы и сплавы, но в 5 – 7 раз хуже их по показателям износостойкости. Поэтому наилучшим сплавом для изготовления электродов считается сплав типа ЭВ, представляющий из себя почти чистую медь с 0,7% добавкой хрома и 0,4% цинка.
С целью уменьшения износа электродов при эксплуатации рекомендуется применять их интенсивное охлаждение водой.
 Поэтому наилучшим сплавом для изготовления электродов считается сплав типа ЭВ, представляющий из себя почти чистую медь с 0,7% добавкой хрома и 0,4% цинка.
Поэтому наилучшим сплавом для изготовления электродов считается сплав типа ЭВ, представляющий из себя почти чистую медь с 0,7% добавкой хрома и 0,4% цинка.Область применения
В домашних условиях точечную сварку выполненную своими руками чаще всего используют при ремонте бытовой техники, различных работах с алюминием, кабелем или починкой мелкой кухонной утвари.
В промышленности точечную сварку используют при сваривании листовых заготовок из сталей различных марок, цветных металлов и сплавов различных толщин, пересекающихся стержней, профильных заготовок (уголков, швеллеров, тавров и т. п.).
Достоинства и недостатки точечной сварки
Как и любой технологический процесс, электросварка точечная обладает своими достоинствами и недостатками. К первым относятся, прежде всего механическая прочность точечных швов и высокая экономичность, а также возможность автоматизации сварочных работ. Существенным недостатком является невозможность обеспечения герметичности сварочных швов.
К первым относятся, прежде всего механическая прочность точечных швов и высокая экономичность, а также возможность автоматизации сварочных работ. Существенным недостатком является невозможность обеспечения герметичности сварочных швов.
Использование самодельного сварочного аппарата
Для сварочных работ в домашних условиях можно изготовить аппарат точечной сварки собранный своими руками. Самодельные сварочники могут обладать самой разнообразной конфигурацией – от небольших переносных до достаточно габаритных. В домашних условиях обычно используются настольные версии, которые могут применяться для сварки черных и цветных металлов.
Основа аппарата
Основной конструктивной деталью одного из таких сварочных аппаратов является базисный трансформатор. Для этого лучше всего воспользоваться устройством серийного производства, например, ОСМ – 1. Первичную обмотку трансформатора можно оставить без изменения, при этом она должна содержать не меньше 200 витков. Вторичную обмотку необходимо заменить на более мощную, используя провод ПЭВ 2/1,9 или ПВ З – 50. Трансформатор ОСМ – 1
Трансформатор ОСМ – 1
Регулировка значения величины тока в аппарате не обязательна. В процессе сварки необходимо ориентироваться по продолжительности нагрева и контролировать его визуально по окраске. Для изготовления держателей электродов можно использовать дюралюминиевый прут диаметром 30 мм.
Конструкция электродов
Нижний электрод необходимо сделать неподвижным и изолировать его от щечек и крепежных болтов клейкой лентой и шайбами. Для крепления электродов в держателях можно воспользоваться двумя болтами или латунными шайбами.
Затем можно взять какие-нибудь пружины, скажем от раскладушки. Держатели с электродами следует развести пружиной в исходное положение. Сварочный точечный аппарат подключается в сеть с помощью автоматического выключателя, рассчитанного на ток не менее 20 А.
Управление аппаратом
Самим аппаратом можно управлять магнитным пускателем, который может включаться нажатием педали. Корпус трансформатора и его вторичная обмотка должны быть заземлены. Соединяемые детали необходимо зажать между электродами. Протекающий между ними ток разогревает металл, после чего отключается электричество, увеличивается сила сжатия электродов и в итоге образуется сварное соединение.
Соединяемые детали необходимо зажать между электродами. Протекающий между ними ток разогревает металл, после чего отключается электричество, увеличивается сила сжатия электродов и в итоге образуется сварное соединение.
Видеоролики точечной сварки выполненной своими руками
1. Видео о применении аппарата точечной сварки GYSPOT 3502, предназначенного для устранения вмятин при помощи инерционного молотка, приварки заклепок, шпилек, гвоздей, шпонок, шайб и болтов, удаления ямок и осадки поверхностей c использованием угольного электрода:
2.Видео об использовании аппарата точечной двухсторонней сварки GYSPOT 32D-С для ремонта видовых поверхностей и соединения кузова автомобиля:
3.Конденсаторная сварка своими руками с автоматической подачей метизов: youtube.com/embed/SVQkFDRy4RE» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/SVQkFDRy4RE» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Что вы не знаете о точечной сварке
Для большинства производителей точечная сварка является наиболее экономичным способом соединения двух частей листового металла. Хотя соединение листового металла является наиболее распространенным применением для этого процесса, оборудование для контактной сварки (RW) фактически может использоваться для большого количества проектов по соединению и термообработке, некоторые из которых не так хорошо известны.
Отжиг при контактной сварке
Часто требуется отжиг производственных компонентов. Хотя отправка этих деталей через печь для отжига может быть экономичной, нагрев компонентов целиком часто приводит к нежелательным искажениям.Кроме того, если объемы производства ограничены, отжиг в печи не всегда является практичным решением.
Например, деталь из высокоуглеродистой стали ранее приваривалась трением — высокоскоростное вращение одной детали относительно неподвижной — к валу из нержавеющей стали.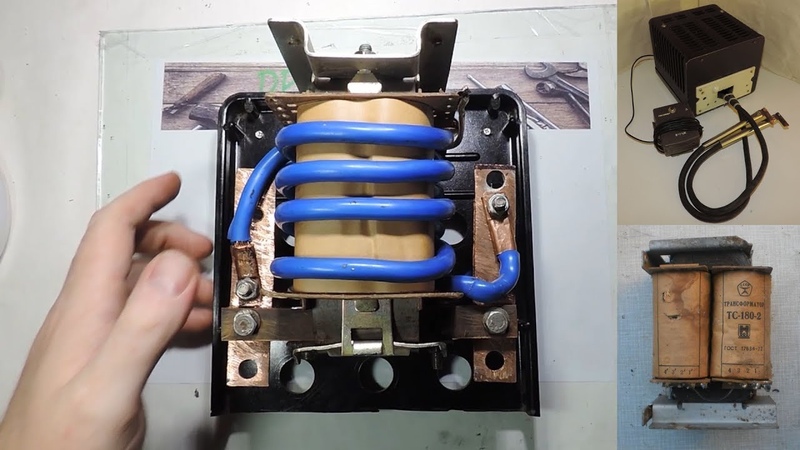 Участок стыка стал хрупким, и его нельзя было обработать без разрушения.
Участок стыка стал хрупким, и его нельзя было обработать без разрушения.
Решением было пропустить ток через соединение. В системе управления RW используется встроенное инфракрасное устройство обратной связи по температуре. Волоконно-оптическая линза, измеряющая температуру, показана на вводной фотографии, прямо над электродом с левой стороны сварного шва.Полностью контролируемая кривая роста и удержания температуры была получена для отжига всего соединения без изменения металлургии или геометрии остальной части.
Сварка поперечной проволокой
Большинство людей думают о процессе RW как о способе соединения круглой проволоки для изготовления витрин или стеллажей для посудомоечных машин. Тем не менее, сварка поперечной проволокой может использоваться для соединения других компонентов, от накала лампочек до автомобильных сидений.
Один из примеров, вероятно, находится на кухонном столе: тостер для хлеба.Если вы заглянете внутрь своего тостера, вы будете поражены большим количеством перекрестных соединений, используемых для формирования направляющих для хлеба и подключения нагревательных решеток к электросети.
| Рис. 1 Для изготовления рабочего механизма тостера требуется более 84 сварных швов. |
Восемьдесят четыре отдельных точечной сварки находятся внутри тостера с четырьмя прорезями (см. Рисунок 1 ). Сварочное оборудование, используемое для изготовления тостера, произведено The Standard Resistance Welder Co., Уинстон, Джорджия, позволяет производить в больших объемах этот узел с соединениями, которые могут продлить срок службы прибора.
Закрепление многожильного провода
Процесс RW можно использовать для надежного закрепления обрезанных концов круглого или плоского провода. Сплавление концов многожильных проводов может заменить обжимные соединители для снижения стоимости производства и повышения надежности.
Для типичной перемычки из плоской плетеной проволоки, используемой для соединения клемм аккумулятора, электроды из специального сплава обрабатываются для захвата жил, а устройство обратной связи по температуре подключается к контроллеру сварки для подачи нужного количества тепла.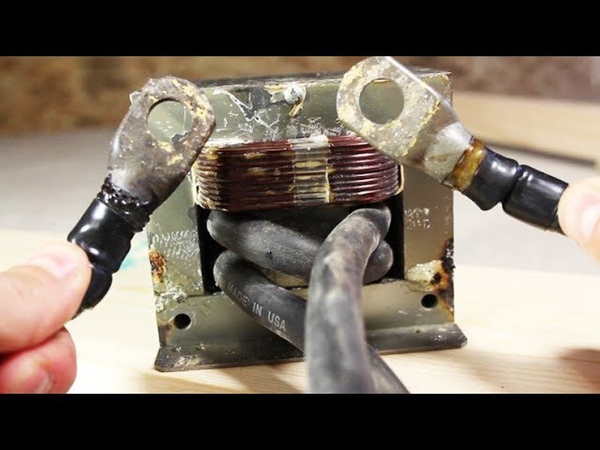 Если все сделано правильно, полученная зона плавления представляет собой одну сплошную медную площадку, которую можно пробить.
Если все сделано правильно, полученная зона плавления представляет собой одну сплошную медную площадку, которую можно пробить.
В производственных условиях проволока непрерывно подается с катушки и разрезается на лету. Этот процесс также используется для производства проволочных пигтейлов, используемых для изготовления автоматических выключателей и коммутационных устройств, а также угольных щеток для щеточных двигателей.
Замена клепки проекционной сваркой
Перед компанией DT Peer, Бентон-Харбор, штат Мичиган, стояла задача найти процесс, который мог бы заменить трудоемкую клепку.Две штампованные половинки натяжного шкива соединялись 12 заклепками. Компания добавила к деталям 12 выступов и использовала сварку выступами, чтобы соединить две детали за один удар (см. , рис. 2, ).
| Рисунок 2 Выпуклые сварные швы заменили 12 заклепок на одном натяжном шкиве.  |
В результате, время для всего процесса соединения было долей времени заклепки, стоимость заклепок была устранена, а прочность конечного продукта была равна или превышала прочность клепанного узла, согласно Компания.
Соединение разнородных металлов с помощью ударной сварки
Для соединения сильно разнородных металлов требуется малоизвестный процесс RW, например, компонент, используемый в коммутационном устройстве, который состоит из двух серебряных контактов, соединенных с сплошным медным стержнем. В процессе ударной сварки используется специальный аппарат RW, который создает высокотемпературную дугу между деталями, а затем быстро скрепляет детали вместе. Фактическое время нагрева и ковки составляет менее 16 миллисекунд.
По сравнению с клепанной сборкой аналогичных контактов, соединение, полученное ударной сваркой, может быть более прочным и иметь меньшее электрическое сопротивление.Из-за этого через контакты может проходить более высокий ток. Кроме того, соединение не будет со временем окисляться, что может произойти в клепаных контактных узлах.
Кроме того, соединение не будет со временем окисляться, что может произойти в клепаных контактных узлах.
Соединение гвоздей
В процессе RW часто соединяются рулоны гвоздей, используемых в магазинах пневматических пистолетов для гвоздей. Две стальные проволоки с медной оплеткой приварены к каждому гвоздю непрерывным высокоскоростным процессом. Скорость до 1200 гвоздей в минуту может быть достигнута при использовании роликов для сварки швов на специально разработанном оборудовании RW.
Уловка в этом процессе — синхронизация подачи гвоздя и управления сваркой. Чтобы гарантировать, что каждый гвоздь будет прикреплен к обеим проволокам, сварочный ток должен подаваться точно тогда, когда верхняя точка каждого гвоздя находится по центру под сварочным колесом.
Горячая высадка
Горячая высадка используется для производства различных деталей. Используя систему RW для нагрева конца металлического стержня перед тем, как вдавить металл в пластичном состоянии в матрицу, можно получить практически любую форму с точностью и высокой производительностью.
Например, Banner Welder, Inc., Джермантаун, Висконсин, производит автоматизированное оборудование для заклепок с горячей высадкой, используемых для соединения звеньев цепи. Поскольку заклепки сжимаются при остывании, соединения между звеньями более плотные, чем соединения, полученные с помощью других процессов. По сравнению с системой индукционного нагрева, ранее использовавшейся для этой горячей осадки, локализованный нагрев, производимый системой RW, может дать более однородные головки заклепок на более высоких скоростях без изменения металлургии звеньев цепи.
Соединение закаленного металла
RW Соединение термообработанного металла и пружинной стали может быть сложной задачей.Температуры, достигаемые в процессе RW, обычно находятся в том же диапазоне, что и при термообработке. Быстрое охлаждение сварочного стержня может привести к хрупкости полученных соединений. Однако достижения в области современных средств управления сваркой позволяют выполнять сварку и отжиг за один процесс.
Одним из примеров является приварка закаленных шариков к концам толкателей двигателя и коромысел. Например, в коромысле небольшого двигателя полностью закаленный шар приваривается встык к стальному корпусу 1018, создавая полностью пластичное соединение, такое же прочное, как и основной металл.
Благодаря конструкции оборудования и точной последовательности управления твердость мяча остается неизменной. Во время разрушающего испытания штампованная деталь зажимается в тисках чуть ниже поворотного отверстия, а сбоку закаленного шара прикладывается молоток. Металл коромысла прогибается, но затвердевший шарик остается на месте.
Закрепление упрочненного крепежа
Производителю двигателей малой мощности требовался способ предотвращения ослабления предварительно затянутого клапана в сборе во время работы двигателя на высоких оборотах.Узел клапана состоит из закаленного винта, проходящего через центр пружины, и шляпообразной гайки с резьбой внизу. Во время сборки винт затягивается до точного значения крутящего момента, а электроды подходят с обеих сторон гайки, чтобы присоединить ее к винту.
Поскольку винт закален, был разработан специальный процесс контроля RW, чтобы предотвратить хрупкость винта при надежной сварке двух частей. Это очень важно, потому что выход из строя этой детали может привести к полному разрушению двигателя.
Пайка с обратной связью по температуре
Пайка сопротивлением с обратной связью использует ток от трансформатора RW, пропускающий его через детали для создания тепла, которое затем расплавляет серебряный припой (или другие сплавы) и нагревает обе части для соединения компонентов. Этот процесс также можно использовать для проектов с мягкой пайкой.
Последние достижения в области инфракрасных систем измерения температуры, интегрированных в средства управления сваркой, позволяют точно контролировать этот процесс. Благодаря технологии обратной связи по температуре процесс поддается автоматизации.
Рис. 3 3 Два серебряных контакта припаяны к медному основанию с помощью резистивной обратной связи. |
На рис. 3 показан компонент сильноточного переключателя с двумя серебряными контактами, припаянными с помощью резистивной обратной связи к тяжелому медному компоненту. Электроды располагаются поверх серебряных контактов и на нижней стороне медного корпуса.
Бесконтактная инфракрасная система измерения температуры фокусируется на участке около стыка.Эта деталь производится с помощью специального сварочного устройства, произведенного компанией Unitrol Electronics, Inc., Нортбрук, Иллинойс. Интегрированный в управление замкнутый контур обратной связи по температуре использует компьютеризированную систему фазового сдвига для достижения выбранной температуры с заданной скоростью и поддержания этой температуры в течение выбранного времени.
Соединения, полученные этим методом, обладают такой же прочностью, как и соединения, полученные пламенным или индукционным способом. Однако, поскольку процесс RW более управляем и локализован, зона термического влияния (HAZ) на медном теле меньше, качество пайки более стабильное, а скорость производства выше.
Однако, поскольку процесс RW более управляем и локализован, зона термического влияния (HAZ) на медном теле меньше, качество пайки более стабильное, а скорость производства выше.
Присоединение ряда стоек к стволу ружья — еще один пример того, как используется процесс обратной связи по температуре RW. Эти стойки соединяют ребристый стержень, используемый для крепления прицельного механизма. Этот процесс позволяет создавать полностью спаянные соединения без изгиба ствола или изменения его поперечного сечения, что может повлиять на точность.
Другие области применения, в которых пайка с обратной связью по температуре может заменить более традиционные индукционные процессы, включают пайку твердосплавных наконечников на пильных дисках, серебряную пайку медно-вольфрамовых поверхностей на медных RW-электродах и соединение компонентов оправы очков.
Сварка неизолированного изолированного провода
Как выполнить сварку сопротивлением через изоляцию на магнитном проводе? Подразделение автомобильных приводов и датчиков Eaton Corporation, Рочестер-Хиллз, Мичиган, сжигает изоляцию и сваривает швы за один этап. Специальная сварочная система используется для приваривания магнитных проводов к клеммам автомобильных электронных передаточных катушек.
Специальная сварочная система используется для приваривания магнитных проводов к клеммам автомобильных электронных передаточных катушек.
Незакрытый магнитный провод сначала наматывается на конец С-образного выступа, а затем ток пропускается через язычок с использованием прецизионной системы RW.Тепло создается в изгибе выступа, чтобы сжечь изоляцию, а затем две части свариваются вместе. Провода к обоим выводам привариваются одновременно на одной станции, а общий процесс сварки занимает менее 1/4 секунды.
Двойные органы управления сваркой Unitrol контролируют как силу электрода, так и сварочный ток во время процесса, чтобы гарантировать неизменно высокое качество этой крупносерийной детали. Система, производимая Adaptive Technologies, Inc., Хантертаун, Индиана, также проверяет электрическое сопротивление готового продукта перед перемещением рулона на станцию разгрузки.
Изготовление ювелирных изделий без пайки
Пайка — традиционный метод соединения деталей при производстве ювелирных изделий. Во время выставок компания Taylor-Winfield, Брукфилд, штат Огайо, часто демонстрирует альтернативу пайке. Демонстрационная машина автоматически собирает прихватки, используя стыковую сварку, чтобы прикрепить острый стальной штифт к обратной стороне монеты.
Во время выставок компания Taylor-Winfield, Брукфилд, штат Огайо, часто демонстрирует альтернативу пайке. Демонстрационная машина автоматически собирает прихватки, используя стыковую сварку, чтобы прикрепить острый стальной штифт к обратной стороне монеты.
Фактическое время, необходимое для сварки штифта, составляет около 50 миллисекунд, при этом на лицевой стороне десятицентовика не происходит никаких следов или обесцвечивания.Прочность соединения превышает прочность пайки, и очистка не требуется. Кроме того, положение штифта точное, поскольку система RW удерживает обе части под действием силы во время процесса, что делает практическую автоматизацию большого объема.
На этом аппарате также показано, как система управления сваркой Unitrol — без программируемого логического контроллера — управляет всеми компонентами аппарата, включая вибрационную чашу, сборку монет и прихваток, сварку, контроль сварки и выгрузку деталей. .
Плавление трубок с оплеткой
Система, используемая для производства шлангов из нержавеющей стали с оплеткой из Teflon®, нарезанных по длине, представляет собой автоматизированный процесс, в котором используется специальный контроль RW для резки и плавления концов оплетки из нержавеющей стали с целью предотвращения расплывания концов оплетки .
Внутренний тефлоновый шланг, который теперь чистый и отрезан до необходимой длины, не имеет свободных прядей на концах. Этот шаг может упростить последующую вставку в фитинги шланга. Детали могут производиться автоматически со скоростью до 650 штук в час, в зависимости от длины шланга.
Снятие напряжения Статуя Свободы
Когда Статуя Свободы подверглась обширной реставрации в 1986 году, инженеры решили использовать 1825 новых арматурных стержней из нержавеющей стали, чтобы заменить оригинальные корродированные железные стержни, которые составляли каркас статуи. Однако, когда начались работы с этими деталями, в процессе гибки возникли твердые участки и возникло остаточное напряжение.
| Рис. 4 Система RW отжигает стойку арматуры из нержавеющей стали статуи Свободы. |
Инженеры обратились в компанию Lors Machinery, Inc., Юнион, Нью-Джерси, которая разработала процесс отжига на основе RW (см. рис. 4 ). В системе используется трансформатор RW, подключенный кабелями с водяным охлаждением к зажимам на обоих концах длинного стола. Ручной инфракрасный прибор помогает поддерживать равномерную температуру 1900 градусов по Фаренгейту по всей длине каждого якоря.
Прочие применения RW
На протяжении почти столетия процесс RW оказался предпочтительным методом соединения почти неограниченного количества металлических узлов.В дополнение к деталям, упомянутым в этой статье и перечисленным членами Ассоциации производителей контактной сварки (RWMA), обзор продукции, производимой на вашем предприятии, должен выявить другие области применения процесса RW.
Роботы для точечной сварки | Робот для точечной сварки
Короткое время цикла, эффективное использование пространства и простота эксплуатации — обязательные требования для операций точечной сварки. Yaskawa разработала уникальные решения, которые максимально увеличивают преимущества автоматизации процесса.
Этот тип носителя не поддерживается вашим браузером.
Роботы для точечной сварки
Являясь мировым лидером в области роботизированной сварки, Yaskawa Motoman предлагает роботов для точечной сварки с широким диапазоном полезной нагрузки, вылета, встроенными ремнями безопасности и точечными пистолетами с сервоуправлением. Мы сотрудничаем с автопроизводителями для создания инновационных роботов для повышения производительности кузовных цехов. Наши платформы SpotWorld ® помогли производителям повысить производительность и сократить время выхода на рынок.
Повышенная плотность рабочего пространства
Жилая площадь — бесценный товар. Чтобы сэкономить пространство на полу и уменьшить общую занимаемую площадь, мы представили серию роботов, предназначенных для более высокой плотности размещения роботов. SP100B — это уникальный низкопрофильный 7-осевой робот, который можно размещать рядом с кузовом автомобиля или под ним. SP80 и SP165 — это роботы с тонким профилем, которые можно размещать ближе к заготовке, что позволяет производить продукт с меньшим количеством станций повторной точки.
Замена продукта
Быстрая и предсказуемая смена продукта имеет решающее значение для поддержания производительности.Локаторы с ЧПУ, как и роботы серии UH, позволяют быстро менять производственные линии. Запрограммированные с позициями X, Y, Z, роботы UH могут перемещать установочные штифты кузова в новые места, пока на станцию переносится другой тип кузова.
Рабочее место
Мы предлагаем обширную линейку стандартных роботизированных позиционеров для удержания работ. Наши низкопрофильные 2-осевые позиционеры MotoPos и 3-моторные цапфы MRM2 являются нашими самыми популярными для рабочих ячеек SpotWorld. Наша запатентованная система MotoMount ™ упрощает установку, улучшает работу, снижает нагрузку на подшипник и продлевает срок службы позиционера.Дополнительные приспособления для крепления к лицевой панели упрощают интеграцию / замену. Все наши позиционеры можно настроить в соответствии с потребностями вашего приложения.
Скоординированное движение и управление несколькими роботами
Мы были первой компанией-роботом, которая разработала скоординированное движение нескольких роботов с помощью одного контроллера. Скоординированное движение позволяет нескольким роботам работать в одном пространстве без риска столкновения одного робота с другим. Эта функция позволяет нашим роботам манипулировать более крупными деталями для нескольких технологических роботов или работать в тесном взаимодействии без столкновений.Скоординированное движение также распространяется на внешние оси сервопривода в наших позиционерах, упрощая сложные операции.
Мы продолжаем совершенствовать возможности нашего программного обеспечения в отношении скоординированного движения, сохраняя нашу позицию №1 в отрасли. Наши системы проще всего программировать и обеспечивают максимальную гибкость приложений. Например, комбинируя роботов-манипуляторов с роботами для точечной сварки, мы можем обеспечить «бесшумную» обработку, что приведет к большей гибкости и снижению затрат на инструмент. С одного контроллера можно управлять до восьми роботами.Управление несколькими роботами было использовано, чтобы позволить четырем роботам на рельсах поднимать и перемещать кузов автомобиля между станциями в точке перехода конвейера.
SpotWorlds
Мы произвели революцию в индустрии роботизированной дуговой сварки, предложив разнообразный ассортимент стандартных предварительно спроектированных рабочих элементов под названием ArcWorlds. Ячейки ArcWorld® также могут сочетать в себе различные позиционеры, технологическое оборудование и средства защиты. Эти конфигурации рабочих ячеек легко адаптируются к приложениям точечной сварки, например SpotWorlds, которые используются в широком спектре отраслей, включая поставщиков автомобильной техники, производителей сельскохозяйственного / строительного оборудования и производителей медицинского оборудования.
Настройки и модификации
Проекты часто требуют модификации нашего стандартного предложения продуктов, включая роботов, позиционеры, платформы и периферийные устройства. Мы предлагаем широкий спектр настроек, которые гарантируют, что вы получите нужную систему и быстрее начнете производить детали. Настройки и модификации включают:
- Одежда робота с пистолетами и таймерами согласно спецификации OEM
- Модифицированные позиционеры в стандартной ячейке (или SpotWorld)
- Дополнительные роботы в стандартной ячейке
- Дополнительные устройства позиционирования в стандартной ячейке
- Роботы-манипуляторы добавлены в стандартную ячейку
- ЧМИ или элементы управления, интегрированные в ячейку
- Пользовательские макеты ячеек (или SpotWorld)
- Направляющие перекрытия добавлены к стандартной ячейке
Сервопистолеты
Хотя мы не производим точечные пистолеты, мы работаем с ведущими производителями, чтобы сделать их более легкими, эффективными и универсальными.Мы также гарантируем, что точечные пистолеты интегрированы в наши основные средства управления и программное обеспечение, что приводит к более гибкой и высокопроизводительной системе.
Пистолет для точечной сварки с сервоприводом позволяет роботу регулировать положение электрода на основе обратной связи по крутящему моменту двигателя, чтобы обеспечить заданное усилие зажима. Ниже приведены несколько преимуществ сервопистолетов:
- Минимизирует износ электродов, что увеличивает время безотказной работы
- Повышает качество за счет постоянного усилия зажима
- Устраняет «время сжатия» для закрытия пневматического пистолета, что сокращает время цикла
- Пистолеты с сервоуправлением более энергоэффективны, чем пневматические пистолеты, приводимые в действие сжатым воздухом, что дает реальную экономию средств.
Наше программное обеспечение обеспечивает простую калибровку пистолетов типа X или C и поддерживает смещения для отклонения рычага пистолета и компенсации износа наконечника.Файлы ступенчатого давления позволяют изменять давление пистолета во время цикла сварки или цикла правки наконечника.
Жгут для точечной сварки поддерживает кабели двигателя и энкодера для серводвигателей Yaskawa Sigma-5, которые могут быть интегрированы с приводами производителей пистолетов. Комплекты управления доступны для легких двигателей Obara, приводов Tolomatic ServoWeld и приводов Exlar.
Интегрированный ремень для точечного пистолета
Интегрированный точечный ремень значительно увеличивает пропускную способность, устраняя простои из-за проблем с ремнем робота.Время запуска продукта было сокращено, поскольку имитационные модели и автономные программы можно было использовать «как есть» вместо программ редактирования, чтобы избежать помех от кабелей.
Более эффективные точечные орудия
Благодаря использованию среднечастотных инверторов для сварки постоянным током размеры трансформатора были значительно уменьшены. Мы также работали с производителями пистолетов для использования более высокой частоты переключения инвертора (1800–2000 Гц), чтобы помочь уменьшить размер и вес пистолета, что привело к созданию более эффективной и компактной системы.
Интеграция сварочного таймера
Одна программная инструкция используется для запуска цикла точечной сварки, включая несколько точек подряд.Цифровой интерфейс для таймера сварки MedWeld 6000 MFDC от Medar позволяет программировать графики сварки с пульта программирования робота. Цифровой интерфейс также дает возможность программировать и контролировать информацию с таймера MedWeld 6000. Для каждого таймера поддерживается до 255 программ сварки, и до четырех таймеров можно объединить в сеть с несколькими контроллерами роботов.
Точечная сварка — VIP Inc., Прецизионный листовой металл, механический цех и сварочное производство
Здесь, в Vista Industrial Products, Inc., у нас есть множество возможностей для точечной сварки. Наш обученный персонал имеет опыт сварки различных типов стали, нержавеющей стали и даже алюминия. Вот некоторые из различных типов продуктов, которые мы свариваем точечной сваркой:
- Кронштейны
- Шкафы
- Ящики
- Киоски
- Шасси
- Прочие узлы из листового металла
Что такое точечная сварка?
Точечная сварка позволяет скреплять листы металла двумя электродами из медного сплава.Используемый листовой металл обычно имеет толщину от 0,020 до 0,12. Более толстую заготовку труднее сваривать точечной сваркой, поскольку ток имеет больше окружающего металла, к которому он может течь. В то время как два медных электрода удерживают листы вместе, через электроды протекает большой электрический ток, расплавляющий металл в «пятно» и сваривающий две части вместе.
Величина тока, подаваемого в точку, определяется амплитудой и длительностью тока, а также сопротивлением между медными электродами.Тип и толщина материала листового металла, а также тип используемых электродов помогут определить правильную величину тока, необходимую для создания точечной сварки. Если на листовой металл не подается достаточный ток, то сварка будет плохой, поскольку металл не будет металлическим. Если к металлическому листу приложен слишком большой ток, он полностью расплавится, образуя отверстие.
Преимущества точечной сварки
Преимущество использования точечной сварки заключается в том, что она быстрая, поскольку за короткое время вырабатывается такой большой ток, и что ее очень легко контролировать для получения надежных сварных швов без всего пораженный лист.
Ниже представлены различные аппараты для точечной сварки, имеющиеся на нашем современном предприятии площадью 153 000 квадратных футов.
Тип машины | Основные моменты |
8-пистолетная установка для точечной сварки с несколькими головками и твердотельным регулятором | Количество: 1 |
Сварщик для точечной сварки с твердотельным регулятором | Количество: 2 |
Сварщик для точечной сварки с твердотельным регулятором | Количество: 4 |
Сварщик для точечной сварки с твердотельным регулятором | Количество: 5 |
Сварщик для точечной сварки алюминия с твердотельным регулятором | Количество: 1 |
Nelson Model 2500 Сварочный аппарат для емкостных разрядников | Кол-во: 1 |
Нажмите на видео ниже, чтобы узнать больше о возможностях точечной сварки VIP.
Если вы ищете качественного производителя металла с возможностью точечной сварки, свяжитесь с нами сегодня, чтобы узнать цену !.
Самые просматриваемые страницы отсюда …
В начало