Обзор типов сварных соединений и швов
Выполняемые ручной дуговой сваркой, различные типы сварных соединений из сталей и сплавов требуют предварительной подготовки сопрягаемых кромок путем придания им определенной формы и тщательной зачистки свариваемых поверхностей.
Различают такие типы сварных соединений: стыковое, угловое, тавровое и нахлесточное. Каждое из изделий, подвергаемых сварке, должно иметь определенную форму поперечного сечения подготовленных кромок, выполненных с отбортовкой или без нее, со скосом или без скоса. Кроме того, каждому из них соответствует определенный характер сварного шва. Сварные швы делят на односторонние и двухсторонние. Каждому типу сварных соединений соответствует его условное обозначение, состоящее из первой заглавной буквы названия соединения и определенного числа, например: С1, У2 и т. д.
Стыковое сварное соединение состоит из расположенных в одной плоскости двух, сваренных кромками, элементов конструкции. Сварку, как правило, выполняют
Угловое сварное соединение представляет собой конструкцию, в которой выполнена сварка кромок деталей, расположенных под определенным углом друг к другу. Подлежащие сварке кромки в них могут быть выполнены: без скоса; со скосом; со скосом одной кромки и с двумя симметричными скосами одной кромки.
Тавровое сварное соединение – вид соединения, в котором элементы сварной конструкции находятся под определенным углом друг к другу таким образом, чтобы кромка одного из них примыкала к боковой поверхности другого. Односторонние и двухсторонние швы при сварочных работах выполняют у изделий: с кромками, выполненными без скоса; с прямолинейным или криволинейным скосом одной кромки; с двумя симметричными и с двумя симметричными криволинейными скосами одной кромки. Условное обозначение таврового соединения имеет вид: Т1, Т2,…, Т9.
Односторонние и двухсторонние швы при сварочных работах выполняют у изделий: с кромками, выполненными без скоса; с прямолинейным или криволинейным скосом одной кромки; с двумя симметричными и с двумя симметричными криволинейными скосами одной кромки. Условное обозначение таврового соединения имеет вид: Т1, Т2,…, Т9.
Нахлесточное сварное соединение – соединение, в котором оба элемента конструкции частично перекрывают друг друга. Торцы каждого из элементов приварены к боковой поверхности примыкающего элемента. Сварку производят односторонними или двухсторонними швами без скоса кромок. Условное обозначение нахлесточного соединения: Н1, Н2.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered by
Типы сварных швов — Справочник химика 21
Наименование детали или сборочной единицы с указанием номера (обозначения) сварного шва должно соответствовать схеме контроля сварных швов, входящей в состав проекта сосуда, или эскизу, прилагаемому изготовителем сосуда к настоящему разделу паспорта, на котором указаны тип сварных швов, их число и расположение. Эскиз может быть выполнен по примеру эскиза № 2.Типы сварных швов, сварочные материалы и характер сварки приведены на рис. бив табл. 4 (применительно к реактору типа ВВЭР-ЮОО). [c.20]
Сварка является основным способом неразъемных соединений элементов оборудования и во многом определяет его качество и надежность Конструктор назначает способ сварки, тип сварного шва, его конструкцию, характер обработки кромок, а в некоторых случаях оговаривает и сварочные материалы. Типы сварных швов, их конструкции и обозначе-
В приводимых ниже таблицах сообщаются данные о конструктивных элементах подготовки кромок свариваемых деталей из листовой стали, размерах выполненных швов, рекомендуемых диаметрах сварочной проволоки или электродов и массе наплавленного металла на 1 м шва для различных типов сварных швов и методов сварки, применяемых в химическом аппаратостроении. [c.122]
[c.122]
В табл. 10.1 приведены рекомендуемые типы сварных швов и способы их выполнения для аппаратов, изготовляемых из углеродистой и низколегированной сталей.
Нормалью ОН 26-01-71—68 рекомендуются следующие типы сварных швов, выполняемых при автоматической сварке стыковых соединений под слоем флюса [c.352]
Рекомендуемые типы сварных швов и способы их выполнения для аппаратов, [c.361]
Значения коэффициентов прочности для различных типов сварных швов (рис. 4.1) принимаются в соответствии с правилами Гостехнадзора, согласно которым [c.148] По ОСТ, а также инструкциям по сварке трубопроводов в зависимости от материала труб, параметров среды, пространственного выполнения сварки, способов выполнения сварочных работ установлены классификации основных типов сварных швов, их форма и размеры, а также конструктивные элементы кромок под сварку труб, фланцев, фасонных частей и арматуры (рис. 5-16).
Аппараты, изготовляемые на машиностроительных заводах, в основном сваривают автоматической сваркой под слоем флюса места, недоступные для автоматической сварки, сваривают ручной газовой или электросваркой.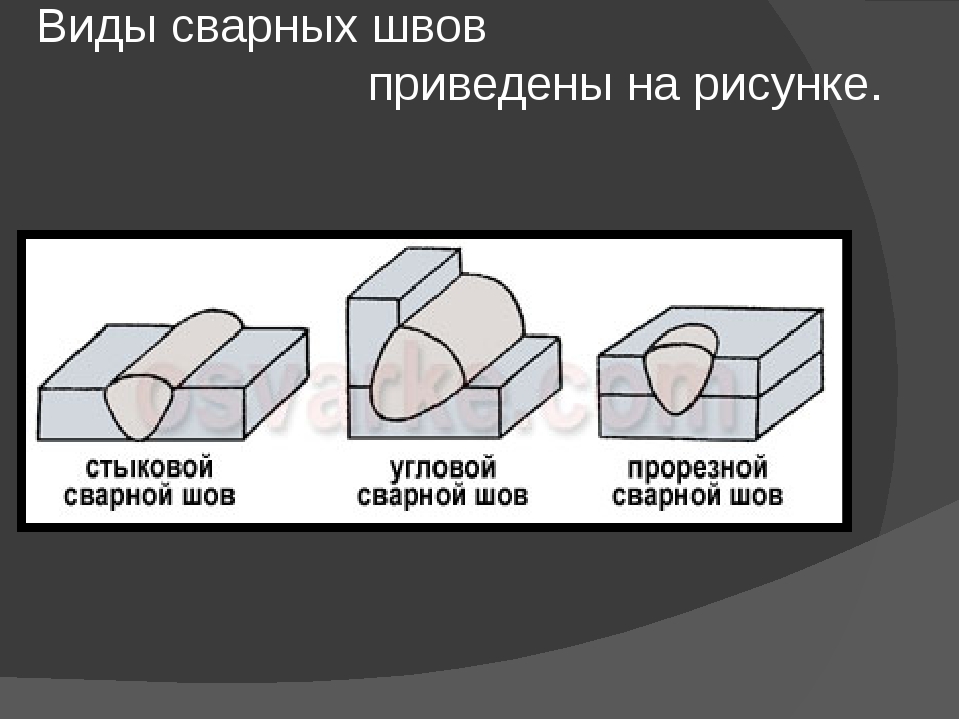 На монтажной площадке металлические конструкции, стыки узлов трубопроводов, стыки негабаритных аппаратов сваривают в основном ручной сваркой. Заготовка узлов трубопроводов на монтажной площадке организуется с расчетом изготовления крупных узлов трубопроводов в специальных цехах при помощи сварочных автоматов, полуавтоматов, специальных приспособлений. На типы сварных швов, подготовку кромок под сварку разработаны стандарты.
На монтажной площадке металлические конструкции, стыки узлов трубопроводов, стыки негабаритных аппаратов сваривают в основном ручной сваркой. Заготовка узлов трубопроводов на монтажной площадке организуется с расчетом изготовления крупных узлов трубопроводов в специальных цехах при помощи сварочных автоматов, полуавтоматов, специальных приспособлений. На типы сварных швов, подготовку кромок под сварку разработаны стандарты.
Типы сварных швов [c.138]
Как видно из таблицы, оптимальной температурой горячего воздуха следует считать 230—270″ С. Основными типами сварных швов для труб являются—стыковой (см. фиг. 17) и внахлестку (см. фиг. 18). При одной и той же толщине листов шов внахлестку обладает механической прочностью почти в 6 раз меньшей, чем шов в стык. Поэтому шов внахлестку допускается лишь в отдельных случаях. В частности, шов внахлестку широко применяется при раструбном соединении труб. В этом случае, однако, назначение шва заключается главным образом в создании дополнительной плотности, а не дополнительной прочности клеевого соединения.
Типы сварных швов, применяемых при заготовке и монтаже трубопроводов из винипласта, изображены на рис. 10. [c.283]
Технология сварки. Основным типом сварных швов в емкостных аппаратах являются стыковые швы. [c.200]
Идентификация при экскавации дефектных труб производится путем обследования визуальным и измерительным контролем, ультразвуковым и вихретоковым методами, а при необходимости используется рентгенография. Применяемые методы неразрушающего контроля без специальных идентификационных методик не всегда дают 100 %-ную гарантию распознания дефекта. Это относится к внутренним потерям металла и трещинам, в том числе несплошностям плоскостного типа сварных швов.
Выбрав способ сварки, конструктор должен согласно ГОСТ 5263-58 проставить условные обозначения сварных швов в тех случаях, когда на чертежах не даны размеры всех конструктивных элементов этих швов.
Метод суперэлементов требует большого объема вычислений и в обш ем случае не дает экономии по сравнению с разбиением всех фрагментов на мелкИе элементы и решением задачи за один этап. Область рационального применения суперэлементов — задачи с большим количеством одинаковых фрагментов, например стержневая конструкция с большим количеством стержней одинакового профиля. Для сварной конструкции таким однотипным фрагментом является участок-сварного шва с прилегаюшими частяки деталей. Как правило, в конструкции присутствует всего несколько отличающихся по поперечному сечению типов сварных швов. Податливость швов обычно больше, чем у соединяемых деталей, поэтому замена их в расчете жестким или шарнирным соединением элементов существенно снижает точность решения на соответствующем этапе. Создание специального элемента, правшшно передающего все характеристики жесткости углового шва, но не содержащего внутренней сложной структуры, является мощным средством обеспечения максимальной точности решения сложных задач при минимальных затратах ресурсов ЭВМ. В этом случае суперэлемент создается один раз и затем включается многократно в матрицу жесткости конструкции. При типовых расчетах дополнитещ.ная экономия может быть получена путем создания библиотеки наиболее часто встречающихся суперэлементов шва и хранения ее в одном из файлов.
Каждая отрасль промышленности, в которой поставлена задача оптимальной организации НКЭ, должна иметь собственный независимый аттестационный центр. Центр должен быть укомплектован достаточным количеством полномасштабных тест-образцов со скрытыми дефектами, отражающими конструктивные особенности объекта контроля, а также основные типы сварных швов и наплавок. Аттестационый центр должен решать следующие задачи [c. 260]
260]
Ультразвуковой метод контроля является дополнительным к радиографическому он позволяет определить и идентифицировать дефекты в виде трещин. За исключением швов, полученных сплавлением аустенитных сталей, в которых может наблюдаться сильное затухание ультразвуков, возможность контроля не ограничивается толщиной сечения, хотя меньше определенной величины она не должна быть тонкой, так как возникают трудности из-за слишком короткого промежутка времени прохождения импульса. Большинство типов сварных швов можно исследовать искателями, установленными наклонно, но интерпретация результатов контроля может быть иногда затруднена и неопределенна, если опасный дефект связан или находится рядом с допустимой несплошностью, например епровар и утяжина в корне сварного шва. Влияние дефектов на поверхности сварного шва [34] может быть более, существенным, чем влияние некоторых внутренних дефектов [80], поэтому визуальный контроль является существенным подготовительным мероприятием для других методов контроля. После тщательной шлифовки профиля сварного шва контроль с помощью магнитно-порошкового метода или проникающей жидкостью облегчает визуальное исследование и может в некоторых случаях являться единственным дополнительным методом контроля. [c.315]
Наибольшее значение коэффициента ср для различных типов сварных швов принимается в соответствии с ОСТ 26-291—71 ф=1 для стыковых и тавровых соединений с двусторонним сплошным проваром, выполняемых автоматической сваркой ф = 0,95 для стыковых сварных соединений с лодваркой корпя шва и тавровых сое- [c.145]
Молекулярные процессы, происходящие при термической сварке, были разобраны в работах Мак-Келви и Сторма. Изучая сварку полиэтиленовой пленки, эти исследователи пришли к выводу, что можно выделить два различных типа сварных швов. Первый из них, называемый здесь поверхностным швом, образуется почти мгновенно и обусловлен в основном силами межмолекулярного взаимодействия, действующими на поверхности контакта.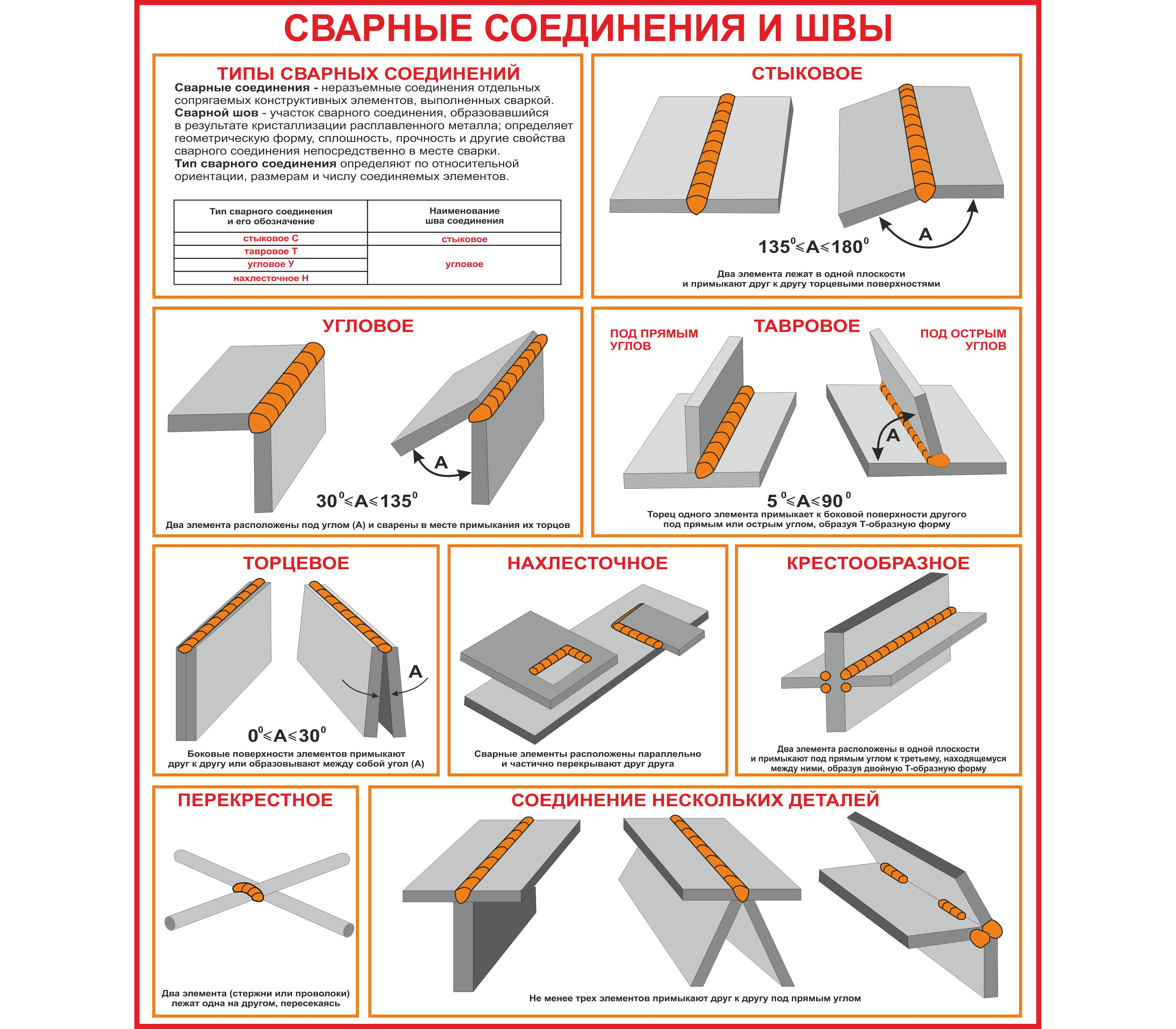 Прочность подобного шва сильно зависит от химической природы поверхности полимерной пленки. [c.388]
Прочность подобного шва сильно зависит от химической природы поверхности полимерной пленки. [c.388]Качество сварочных работ в значительной степени зависит от правильно выбранной формы и профиля сварного шва. Последние определяются назначением изготовляемого аппарата, конструктивными особенностями его деталей, толщиной винипластовых заготовок и т. п. Различают следующие четыре типа сварных швов в стык (Х-образные и Ш-образные), внахлестку, угловые и валиковые (рис. 67). При выборе необ.ходимого тина сварного Н1ва исходят из следующих полол еннй [c.255]
Порядок раскладки листов для сборки полотнищ определяется. принятым типом сварных швов между продольнымхг кромками — встык или внахлестку. Сборка листов внахлестку по длинной стороне создает хорошие условия для сварки первого шва (который будет внутри резервуара), однако нахле-сточным швам следует предпочесть швы стыковые. При изготовлении резервуаров методом сворачивания к ранее отмечен-11ым недостаткам. нахлесточных швов следует добавить такой технологический недостаток, как трудность образования замы-. 30 [c.30]
|
Тип соединения |
Форма кромок |
Характер шва |
Условное обозначение шва |
Обозначение шва по ГОСТ |
|---|---|---|---|---|
|
Cтыковое |
Без скоса кромок |
Односторонний |
С2 |
|
|
Односторонний на подкладке |
С5 |
|||
|
Двусторонний |
С7 |
|||
|
Со скосом одной кромки |
Односторонний |
С8 |
||
|
Односторонний на подкладке |
С10 |
|||
|
Односторонний замковый |
С11 |
|||
|
Двусторонний |
С12 |
|||
|
Со скосом двух кромок |
Односторонний |
С17 |
||
|
Односторонний на подкладке |
С19 |
|||
|
Односторонний замковый |
С20 |
|||
|
Двусторонний |
С21 |
|||
|
С двумя скосами одной кромки |
Двусторонний |
С15 |
||
|
С двумя скосами двух кромок |
С25 |
|||
|
Угловое |
Без скоса кромок |
Односторонний |
У4 |
|
|
Двусторонний |
У5 |
|||
|
Со скосом одной кромки |
Односторонний |
У6 |
||
|
Т6 |
||||
|
Двусторонний |
У7 |
|||
|
— |
||||
|
С двумя скосами одной кромки |
Двусторонний |
У8 |
||
|
Со скосом двух кромок |
Односторонний |
У9 |
||
|
Двусторонний |
У10 |
|||
|
Тавровое |
Без скоса кромки |
Односторонний |
Т1 |
|
|
Двусторонний |
Т3 |
|||
|
С одним скосом кромки |
Односторонний |
Т6 |
||
|
Двусторонний |
Т7 |
|||
|
С двумя скосами кромки |
Двусторонний |
Т8; Т9 |
||
|
Нахлесточное |
Без скоса кромок |
Односторонний |
Н1 |
|
|
Двусторонний |
Н2 |
| Длина дуги | Расстояние от электрода до детали при дуговой сварке. Длина дуги помогает определить вогнутость или выпуклость сварного шва. Длина дуги помогает определить вогнутость или выпуклость сварного шва. |
| дуговая сварка | Процесс сварки плавлением, при котором для выработки тепла, необходимого для плавления основных металлов, используется электричество.Дуговая сварка — наиболее распространенный вид сварки, поскольку она портативна и экономична. |
| обратная строжка | Удаление металла шва и основного металла со стороны, противоположной частично сварному стыку. Задняя строжка обычно используется для полного проплавления шва. |
| недрагоценные металлы | Два или более металла, которые необходимо сварить вместе для образования соединения.Состав основных металлов может сильно повлиять на прочность окончательного соединения. |
| бусина | Линия присадочного металла, созданная сваркой. Ровный сварной шов с хорошим проваром создаст прочный сварной шов. |
| стыковое соединение | Тип соединения двух металлических деталей, лежащих в одной плоскости.Стыковое соединение — самый распространенный тип соединения. |
| выкрашивание | Акт резки или разлома мелких деталей или сколов острым инструментом. Для подготовки стыка к сварке часто используется скалывание. |
| полное проплавление шва | Распространение металла сварного шва на всю толщину основного металла в стыке с разделкой кромок. Полное проплавление шва труднее, но обычно получается прочный сварной шов. Полное проплавление шва труднее, но обычно получается прочный сварной шов. |
| шов со сплошным проплавлением | Сварной шов, проходящий на всем протяжении соединения. Сварные швы с полным проплавлением прочнее, чем швы с частичным проплавлением. |
| вогнутый | Изгиб внутрь.Вогнутая поверхность углового сварного шва возникает, когда сварщик слишком быстро запускает валик или устанавливает слишком высокое напряжение. |
| выпуклый | Изогнутая наружу, как внешняя часть круга. Выпуклая поверхность углового сварного шва возникает, когда сварщик слишком медленно запускает валик или устанавливает слишком низкое напряжение. |
| угловой шарнир | Тип соединения, в котором две металлические части соединяются под прямым углом.Угловые соединения очень распространены при сварке. |
| дефекты | Нарушение сплошности сварного шва настолько серьезное, что нарушает целостность сварного шва. Дефекты сварного шва необходимо устранить, либо утилизировать свариваемую деталь. |
| двойные угловые швы | Сварной шов, состоящий из двух угловых сварных швов с каждой стороны соединения.Двойные угловые швы особенно полезны в тройниках. |
| сварной шов двойной канавки | Сварной шов, имеющий два сварных шва с разделкой кромок с обеих сторон соединения.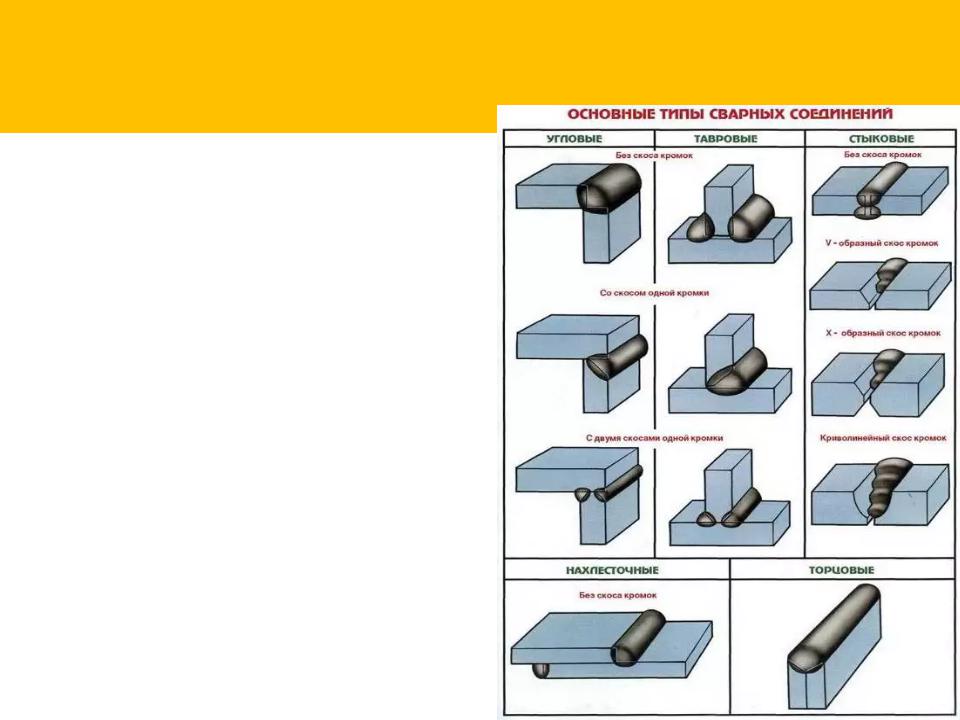 Сварные швы с двумя разделками идеально подходят для сварки больших и толстых деталей. Сварные швы с двумя разделками идеально подходят для сварки больших и толстых деталей. |
| сварные швы двойные | Сварной шов, состоящий из шва с разделкой кромок с обеих сторон соединения.Сварные швы с двумя канавками отличаются прочностью и часто требуют меньшего количества сварочного металла, чем сварные швы с одной канавкой. |
| кромочный стык | Тип соединения, который соединяет поверхности двух параллельных частей. Краевые стыки появляются на общих краях деталей. |
| электрод | Устройство, проводящее электричество.При сварке электрод также может выступать в качестве присадочного металла. |
| быстрое заполнение | Когда соединение требует большого количества сварочного металла. Электроды с быстрой заливкой укладывают толстый сварной шов за короткое время. |
| быстрое отслеживание | Когда сварной шов требует, чтобы расплавленный металл следовал за дугой с высокой скоростью.Электроды с быстрой сваркой часто требуются для сварных швов, которые необходимо выполнить за один проход. |
| быстрое замораживание | Когда соединение требует быстрого затвердевания металла шва. Электроды с быстрым замораживанием необходимы для предотвращения выхода расплавленного металла из области сварных швов, находящихся в неправильном положении. |
| присадочный металл | Металл, который может добавляться в стык во время сварки. Присадочный металл увеличивает прочность и массу сварного соединения. Присадочный металл увеличивает прочность и массу сварного соединения. |
| угловой шов | Тип сварного шва треугольной формы, соединяющий две поверхности под прямым углом друг к другу. Угловые швы являются наиболее распространенными типами сварных швов. |
| сварка в плоском положении | Сварка с верхней стороны стыка.При сварке в плоском положении поверхность шва горизонтальна. |
| строжка | Вычерпывание больших металлических частей инструментом. Строжка используется для полного проплавления шва или для подготовки поверхности к сварке. |
| шлифовальный | Применение абразива для истирания поверхности детали и изменения ее формы.Для шлифования часто используется быстро вращающийся абразивный круг. |
| сварной шов с разделкой кромок | Тип сварного шва, который состоит из отверстия между двумя поверхностями детали, обеспечивающего пространство для размещения металла шва. На всех стыках, кроме стыков внахлест, используются швы с разделкой кромок. |
| шов с разделкой кромок | Тип сварного шва, который состоит из отверстия между двумя поверхностями детали, которое обеспечивает пространство для размещения металла сварного шва.На всех стыках, кроме стыков внахлест, используются швы с разделкой кромок. |
| сварка в горизонтальном положении | При сварке в горизонтальном положении ось сварного шва расположена горизонтально.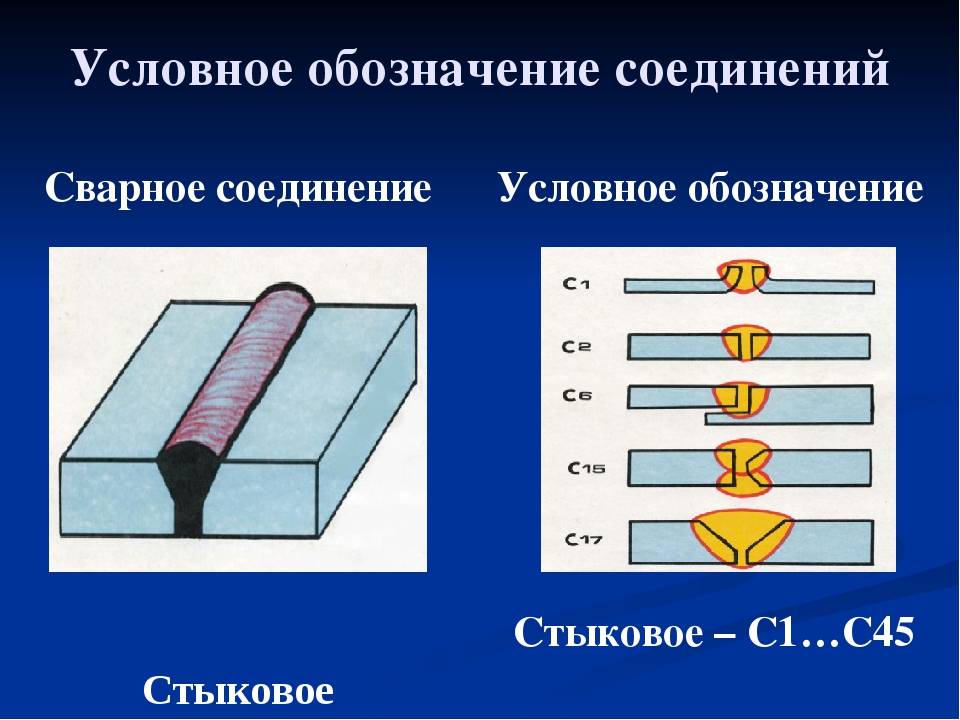 Сварка в горизонтальном положении — это обычное положение для сварки угловых и канавок. Сварка в горизонтальном положении — это обычное положение для сварки угловых и канавок. |
| недостаточное проникновение в швы | Глубина проплавления металла сварного шва меньше указанного в проекте соединения.Недостаточная подготовка шва может быть результатом недостаточного нагрева или плохого управления дугой. |
| неполный сплав | Разрыв сварного шва, оставляющий пространство или промежутки между металлом сварного шва и основным металлом или прилегающими сварными валиками. Неполное сращение может быть результатом недостаточного тока, совместного доступа или совместной подготовки. |
| Сварной шов с J-образной канавкой | Вид сварного шва с отверстием в форме буквы «Дж.»Один край сварного шва с J-образной канавкой вогнутый, а другой — квадратный. |
| стык | Место встречи двух слитых вместе материалов. Сварка создает неразъемный шов. |
| проходка стыков | Глубина, на которую свариваемый металл доходит до поверхности стыка.Проникновение в стык — важный фактор прочности стыка. |
| подготовка швов | Подготовка основного металла перед сваркой. Совместная подготовка может включать предварительный нагрев и резку. |
| подготовка швов | Создание соответствующего отверстия для шва с разделкой кромок перед сваркой. Подготовка стыков может включать шлифовку или механическую обработку краев для создания подходящего пространства. Подготовка стыков может включать шлифовку или механическую обработку краев для создания подходящего пространства. |
| тип соединения | Конфигурация, в которой соединяются две или более детали. Обычные типы соединений для сварки включают стыковые, угловые, краевые, внахлестку и тройники. |
| соединение внахлестку | Тип соединения, которое соединяет две перекрывающиеся друг с другом металлические части в параллельных плоскостях.Соединения внахлест часто используются для сварки труб или листового металла. |
| ноги | Расстояние от корня до носка углового шва. Длина плеча определяет размер углового шва. |
| ноги | Участки сварного шва от носка до корня. Длина ножек является определяющим фактором прочности сварного шва. |
| механическая обработка | Процесс удаления металла с помощью режущего инструмента. Механическая обработка часто используется для удаления излишков сварочного металла с поверхности готовой детали. |
| Сварка над головой | Сварка с обратной стороны стыка.Сварка над головой — это самая сложная сварочная позиция. |
| перекрытие | Нарушение сплошности сварного шва, при котором металл шва выступает за кромку сварного шва или основание сварного шва. В готовом сварном шве перекрытие почти всегда недопустимо. |
| частичное проплавление швов | Распространение металла сварного шва только через часть соединения в сварном шве с разделкой кромок.Частичное проникновение в сустав намеренно не полностью. |
| проникновение | Глубина, на которую металл шва проникает в соединение. Некоторые соединения требуют только неглубокого проплавления, потому что основные металлы тонкие, а другие требуют глубокого проплавления для обеспечения прочности соединения. |
| перпендикулярно | Угол, образованный двумя линиями под прямым углом.Тавровые соединения состоят из двух перпендикулярных деталей. |
| самолет | Плоская поверхность, которая бесконечно простирается в любом направлении в трех измерениях. Большинство сварных поверхностей можно измерить на плоскости. |
| электрозаклепка | Тип сварного шва, выполняемый путем соединения одной металлической детали с круглым отверстием с другой металлической деталью, расположенной непосредственно под ней.Электрозаклепки обычно используются для сварки деталей из листового металла. |
| пористость | Неровности или пузырьки в форме полостей, образованные захватом газа во время затвердевания металла шва. Пористость значительно ослабляет готовый сварной шов. |
| сварка сопротивлением | Группа сварочных процессов, при которых детали соединяются с использованием тепла, полученного в результате сопротивления прохождению электрического тока. При контактной сварке детали свариваются под давлением. При контактной сварке детали свариваются под давлением. |
| прямой угол | Угол, равный точно 90 градусам. Два перпендикулярных объекта образуют прямой угол. |
| прямоугольный треугольник | Треугольник с углом 90 °, также известный как прямой угол.Прямоугольные треугольники часто рисуются с квадратом в углу треугольника 90 °. |
| корневое отверстие | Разделение в основании соединения между основными металлами. Размер корневого отверстия определяет, сколько металла сварного шва необходимо для получения плавления в корне. |
| корневое отверстие | Разделение в основании стыка основных металлов.Размер корневого отверстия определяет, сколько металла сварного шва необходимо для получения плавления в корне. |
| сварной шов | Тип непрерывного сварного шва между металлическими частями внахлест или на них. Сварные швы используются в самых разных областях, включая автомобильные топливные баки и стальные бочки. |
| одинарный сварной шов под фаску | Тип сварного шва с разделкой кромок с одной кромкой, имеющей форму сварного шва с V-образной канавкой, и одной кромкой, имеющей квадратную форму.Этот сварной шов требует меньше подготовки и сварочного металла. |
| пропускает | Область сварного шва, которая не была сварена.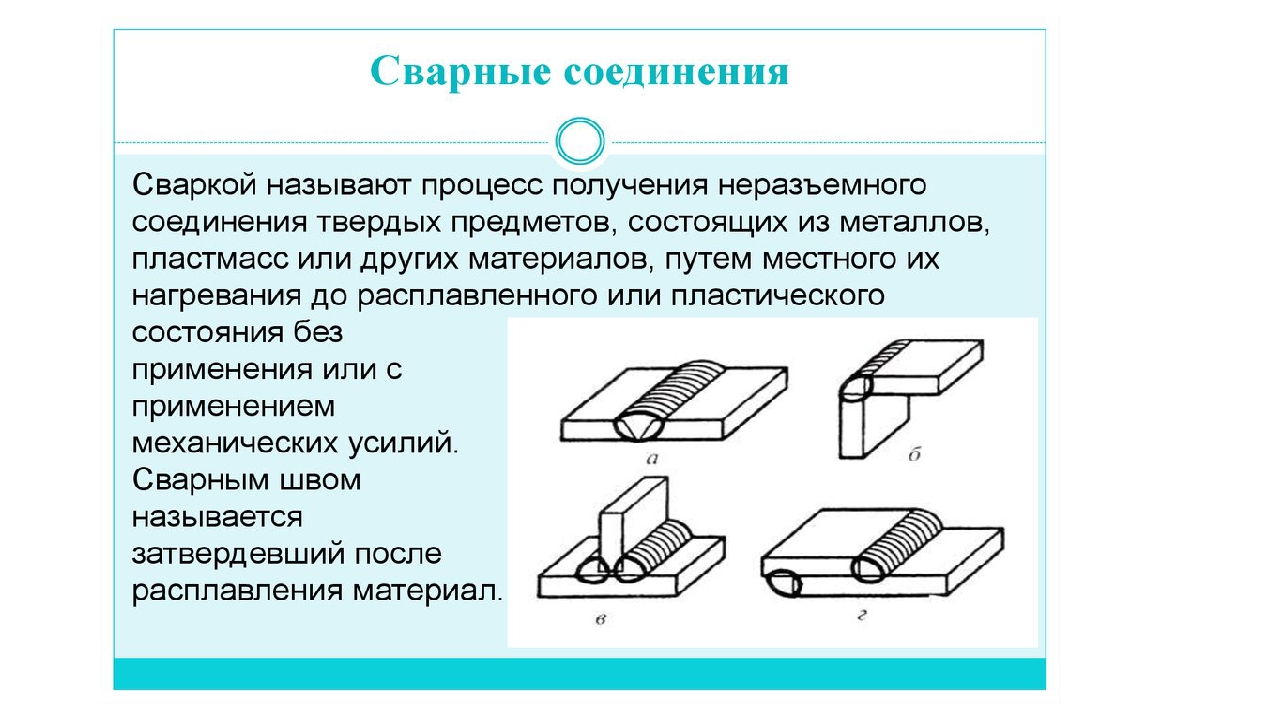 Пропуски часто случаются непреднамеренно, но также могут использоваться намеренно для экономии сварочного металла. Пропуски часто случаются непреднамеренно, но также могут использоваться намеренно для экономии сварочного металла. |
| шлаковые включения | Неметаллический твердый материал, застрявший в металле сварного шва или между металлом сварного шва и основным металлом. |
| сварка пазом | Тип сварного шва, выполняемый путем соединения одной металлической детали с удлиненным отверстием с другой металлической деталью, расположенной непосредственно под ней. Щелевой сварной шов очень похож на электрозаклеп, но удлиненное отверстие обеспечивает большую прочность. |
| точечная сварка | Небольшая зона сварки между металлическими частями внахлест или на них.Для соединения деталей обычно требуется несколько точечных сварных швов. |
| сварной шов с квадратной канавкой | Тип шва с разделкой кромок с небольшим разделением краев основных металлических деталей. Сварные швы с квадратной канавкой — это наиболее экономичный способ подготовки сварных швов с разделкой кромок. |
| сила | Способность материала противостоять внешним силам, которые пытаются его согнуть, сломать или деформировать.Готовый сварной шов обычно имеет большую прочность. |
| термическая резка | Группа промышленных процессов, в которых используется тепло для резки или формовки металла. Процессы термической резки включают кислородно-топливную, воздушно-угольную дугу и плазменную резку.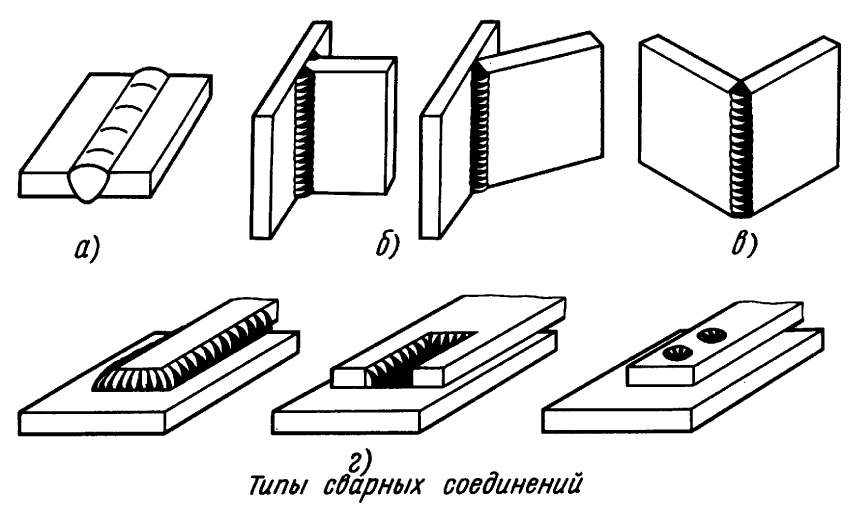 |
| Тройник | Тип соединения, при котором две металлические части расположены перпендикулярно друг другу.Тройник по форме напоминает букву «Т»; |
| Сварной шов с U-образной канавкой | Тип сварного шва с разделкой кромкой с отверстием в форме буквы «U». Края сварного шва с U-образной канавкой вогнуты. |
| выточка | Канавка, проплавленная в основном материале, обычно вдоль кромок сварного шва, которая образует слабое место в сварном шве.Подрезание может быть вызвано чрезмерным током, плохой техникой сварки или неправильным присадочным металлом. |
| выточка | Канавка, проплавленная в основном материале, обычно вдоль носков сварного шва, которая образует слабое место в сварном шве. Подрезание может быть вызвано чрезмерным током, плохой техникой сварки или неправильным присадочным металлом. |
| недостаточное заполнение | Углубление на поверхности сварного шва или корневой поверхности, которое проходит ниже прилегающей поверхности основного металла.Недостаточное заполнение — это результат того, что сварщик не смог должным образом заполнить стык металлом. |
| сварка в вертикальном положении | Сварка вертикальной поверхности заготовки. Сварка в вертикальном положении сложнее, чем сварка в плоском или горизонтальном положении. |
| Сварной шов с V-образной канавкой | Вид стыкового шва с отверстием в форме буквы «В.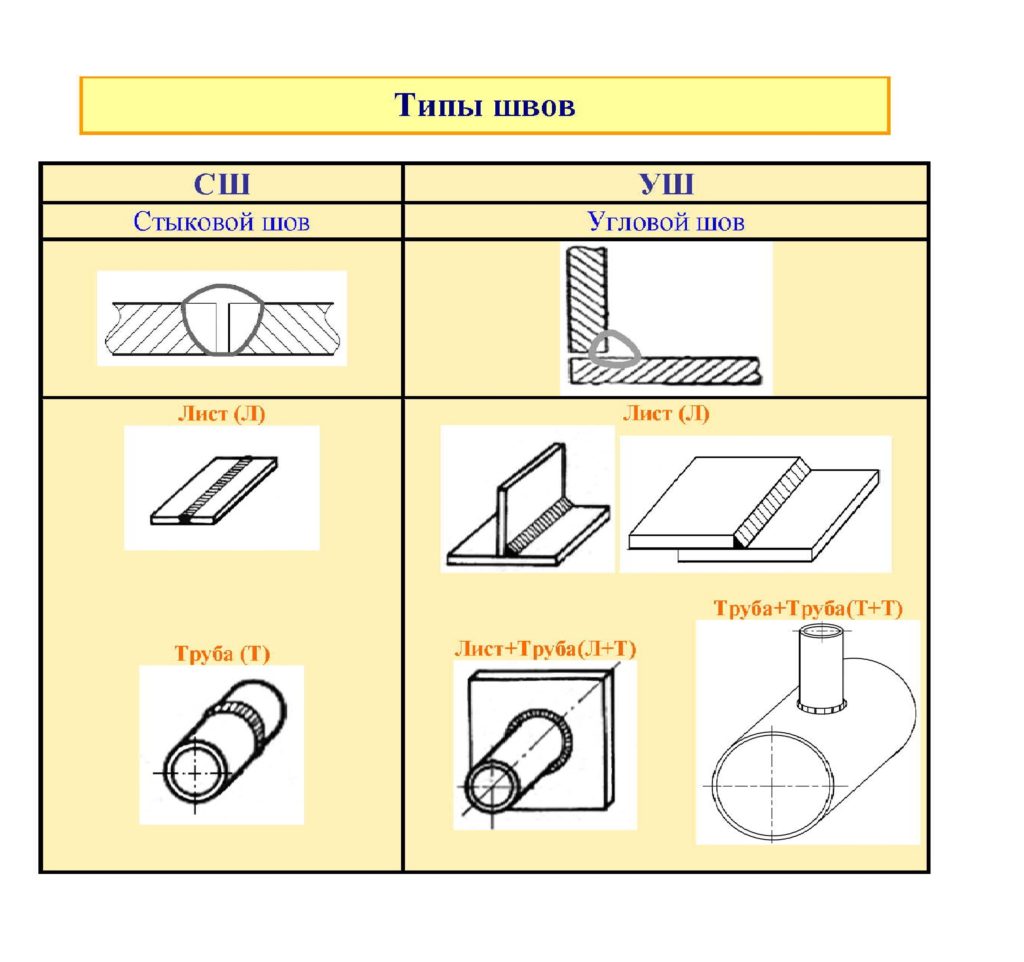 «Сварные швы с V-образной канавкой требуют большей подготовки стыка, но меньшего количества металла шва. «Сварные швы с V-образной канавкой требуют большей подготовки стыка, но меньшего количества металла шва. |
| напряжение | Мера электрического давления или потенциала, известная как электродвижущая сила. Напряжение измеряется в вольтах. |
| сварка | Смесь металлов, соединяющая как минимум две отдельные части.Сварные швы можно производить путем приложения тепла, давления или их комбинации. |
| ось сварного шва | Воображаемая линия по длине сварного шва, перпендикулярная его поперечному сечению. Ось сварного шва проходит параллельно стыку. |
| подкладка под сварку | Полоса металла, расположенная напротив сварного шва, которая обеспечивает поверхность для нанесения первого слоя металла.Подложка сварного шва используется для предотвращения выхода расплавленного металла через соединение при сварке с полным проплавлением. |
| коронка сварного шва | Выпуклая поверхность сварного шва, выходящая за пределы линии, проведенной между носками сварного шва. В сварных швах, в которых свариваемые детали лежат в одной плоскости, коронка часто стачивается, чтобы получить гладкую поверхность. |
| дефект сварного шва | Нарушение сплошности сварного шва, нарушающее целостность сварного шва.Необходимо устранить дефекты сварного шва или утилизировать сварную деталь. |
| несплошности сварного шва | Нарушение типичной структуры сварного шва. Нарушение непрерывности не обязательно является дефектом. Нарушение непрерывности не обязательно является дефектом. |
| поверхность сварного шва | Открытая поверхность сварного шва. Поверхность сварного шва может быть выпуклой, вогнутой или заподлицо с заготовкой. |
| металл сварного шва | Металл или металлы, сваренные вместе. Металл сварного шва — важный фактор, определяющий прочность сварного шва. |
| металл сварного шва | Часть сварного шва, расплавленная во время сварки. Металл сварного шва может состоять либо из основного металла, либо из комбинации основного металла и присадочного металла. |
| корень шва | Точка, в которой обратная сторона сварного шва пересекает поверхности основного металла. Сварной шов с полным проплавлением может иметь два корня шва. |
| сварное отверстие | Кратчайшее расстояние между корнем сварного шва и линией, проведенной между носками сварного шва.Горловина определяет размер и прочность сварного шва. |
| пальцы под приварку | Точка, в которой встречаются поверхность шва и основной металл. Неполный сплав вдоль носка сварного шва приводит к поднутрению. |
| сварщик | Человек, выполняющий сварку. Некоторые справочные материалы могут также относиться к источнику питания, используемому для дуговой сварки, как к сварщику.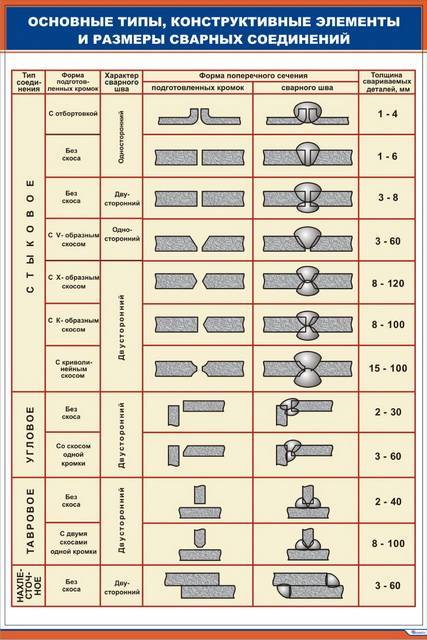 |
| сварка | Процесс соединения, в котором используется тепло, давление, трение или комбинация методов для постоянного соединения двух материалов. Сварка используется в самых разных отраслях промышленности — от автомобилестроения до авиакосмической техники. |
| коды сварки | Стандарты, используемые для управления сварочными процессами и обеспечения безопасных методов сварки и высококачественных сварных швов.Большинство правил сварки опубликовано Американским сварочным обществом. |
| сварочных позиции | Угол, под которым сварщик выполняет сварку. Различные положения сварки включают сварку в потолочном, вертикальном, плоском и горизонтальном положениях. |
5 типов сварных соединений — Rx Mechanic
Вы изучаете различные методы сварки? Тогда вы, возможно, не знакомы с различными типами сварных соединений, используемых в современном мире.Часто используемые сварщиками во всем мире соединения отлично подходят для соединения двух металлических деталей или при сварке в труднодоступных местах.
Часто используются для длительной сварки. Существуют различные сварочные соединения, используемые для соединения металлов, дерева и пластика. Обратите внимание, что эти соединения обычно представляют собой тройниковые соединения, стыковые, краевые, угловые и нахлесточные соединения. Все эти соединения обладают рядом преимуществ, таких как высокая эффективность, гибкость для изменения и дополнения. Кроме того, эти пять шарниров, которые, как известно, легкие и имеют гладкий внешний вид, в основном используются во многих отраслях промышленности.
Например, вы найдете соединения, которые используются в автомобильной промышленности, авиастроении, судостроении, энергетике, а также в строительстве и инфраструктуре.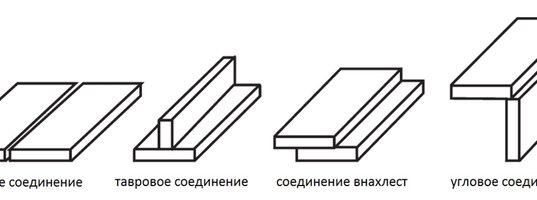 Хорошая новость заключается в том, что все эти отрасли промышленности используют некоторые или все сварочные соединения в процессах создания или ремонта.
Хорошая новость заключается в том, что все эти отрасли промышленности используют некоторые или все сварочные соединения в процессах создания или ремонта.
Типы сварных соединений
- Тройник
- Кромка
- Стык
- Внахлест
- Угол
1.Тройники (тройники)
Одно из наиболее распространенных сварных соединений, тройниковое сварное соединение — это когда два металлических материала соединяются под углом 90 градусов друг к другу, образуя букву T. Также известный как угловой сварной шов, тройник. также могут быть изготовлены с помощью трубы или трубки, а на верхней части опорной плиты.
В основном используется для изготовления конструкций и машин, а также для крепления жестяных пластин. Существует несколько стилей сварки, используемых для создания тройника. Эти стили включают:
- Стиль сварки тройника с угловым швом
- Стиль сварки электрозаклепкой
- Стиль сварки с J-образной канавкой
- A Сквозной расплав
- Стиль сварки с прорезью
- Стиль сварки со скосом и канавкой
- A Раструб-скос -Проходная сварка
2.Краевое соединение
Краевое соединение — это соединение двух параллельных частей с отбортованными краями. Поскольку это не прочное соединение, краевое соединение в основном используется в листовом металле, когда края просто помещаются рядом и свариваются. Таким образом, вы обязательно найдете этот тип сварного соединения в авиакосмической отрасли, ремонтирующей мир, а также в автомобилестроении.
Обратите внимание, что этот тип соединения считается непрочным, потому что сварной шов не полностью проходит через соединение и обычно требует регулярной замены.Однако, хотя этот тип соединения не может использоваться в приложениях, связанных с давлением или напряжением, для создания краевых соединений используются различные стили сварки, о которых стоит упомянуть. Это:
Это:
- Стиль сварки кромок с канавкой
- J Стиль сварки кромок с канавкой
- U Стиль сварки кромок с канавкой
- Стиль сварки с квадратной канавкой
- V Стиль сварки с канавкой
- Стиль сварки угловых фланцев
- Стиль сварки кромок фланцев
3. Стыковое соединение
Другой распространенный тип сварного соединения, используемый сварщиками, стыковое соединение, когда два конца материала соединяются путем простого соединения их вместе.Этот тип соединения, в основном используемый для соединения металла или дерева, используется во многих местах, например, при строительстве ворот или заборов.
Кроме того, вы можете найти эти соединения на удлинителях рам транспортных средств, инженерных сетей, трубопроводных систем и других. Кроме того, сварные соединения также используются в автоматизированных процессах, таких как сварка под флюсом.
Наиболее широко используемый метод, соединения в основном имеют секции, вырезанные из пластин различных форм и размеров. Кроме того, вам следует знать разные типы стыковых соединений.В основном это:
Одинарные сварные стыковые соединения: Это соединение, сваренное только с одной стороны.
Двойные сварные стыковые соединения: Этот тип соединения просто означает, что он был сварен с обеих сторон, при этом глубина каждого сварного шва слегка варьируется.
Открытые сварные стыковые соединения: Открытые сварные стыковые соединения — это места, где соединение имеет небольшой зазор между рабочими частями.
Закрытые стыковые сварные соединения: В отличие от открытого стыкового стыка, при закрытом стыке две заготовки соприкасаются во время упражнения.
Обратите внимание, что есть различные стили, о которых вам нужно знать новичку. Обычно это:
- Квадратный стык
- V-образная канавка для стыковой сварки
- Наклонная канавка для стыковой сварки
- U-образная канавка для стыковой сварки
- J-образная канавка для стыковой сварки
- V-образная канавка
- с развальцовкой со скосом с канавкой9 9057
- Вставные швы
- Точечные сварные швы
- Сварные швы с развальцовкой и канавкой
- Щелевые сварные швы
- Сварные швы с J-образной канавкой
- Сварные швы со скосом и канавкой
- Угловой фланец
- Стиль точечной сварки
- Стиль стыковой сварки
- Квадратная канавка
- V-образная канавка
- U-образная канавка Угловая сварка
- Стиль кромочной сварки
- Стиль сварки с отбортовкой V-образной канавкой
- Стиль сварки со скосом с канавкой
- Стиль сварки с угловым швом
- Стиль сварки с J-образной канавкой
- Угловой шов
- Сварка с разделкой кромок
- Сварка с пазом
- Точечная сварка
- Сварной шов
- Сварной шов
- Наплавочный шов
- Сварка оплавлением
- В тройнике две металлические детали соединяются под прямым углом друг к другу, а внахлестку две металлические детали накладываются друг на друга и свариваются по краям.
- Сварной шов, полученный при угловом сварном шве, имеет треугольную форму, которая может иметь выпуклые, вогнутые или плоские поверхности в зависимости от техники сварщика.
- Сварной шов с квадратной канавкой
- Сварной шов с однокривной канавкой
- Сварной шов с одной кромкой под кромку
- Сварной шов с одинарной U-образной канавкой
- Сварной шов с одним J-образным стыком
- Сварной шов с отбортовкой под V
- Сварной шов под развальцовку
- Чтобы получить желаемые свойства основного металла: Предположим, у нас есть металл с меньшей износостойкостью, и мы хотим повысить его износостойкость, тогда мы берем металл с большей износостойкостью и выполняем поверхностную сварку.Таким образом мы получаем желаемые свойства основного металла.
- Для наращивания сломанных поверхностей металлов: Иногда из-за износа поверхности металлических деталей ломаются или изнашиваются. Поэтому для наращивания сломанных или изношенных поверхностей мы используем поверхностную сварку.
- Сварка под квадратные кромки или стык
- Сварка под фаску
- Сварной шов с V-образной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с U-образной канавкой
- Приварной фланец
- Приварной уголок
- Угловой шов
- Электрозаклепка
- Сварка с пазом
- Сварка под фаску
- Сварной шов с J-образной канавкой
- Канавка со скосом под развальцовку
- Сквозной шов
- Точечная сварка
- Сварной шов с квадратной канавкой или стыковой сварной шов
- Сварной шов с V-образной канавкой
- Сварка под фаску
- Сварной шов с U-образной канавкой
- Сварной шов с J-образной канавкой
- Сварной шов с развальцовкой и V-образной канавкой
- Краевой сварной шов
- Приварной уголок
4.
 Соединение внахлест
Соединение внахлестСоединение внахлест также относится к категории типов сварных соединений, используемых для соединения металла, пластика или дерева.Обычно соединение внахлестку получается временным или постоянным, когда две части накладываются друг на друга.
Изображение предоставлено: WeldingtipsandtricksДля временных соединений он обычно используется в большинстве автомобильных и авиационных двигателей, а также для замены оборудования, такого как винты, болты, гвозди и заклепки среди прочего. Постоянные шарниры — это другой случай, поскольку они используются в конструктивных каркасах автомобилей, мотоциклов, а также фюзеляжей самолетов.
Обычно соединения внахлестку подразделяются на категории: полные или половинные.
Полное соединение внахлест: Используется в деревообработке. Полное соединение внахлестку не удаляет материал ни с одной соединяемой детали. Это означает, что два куска дерева соединяются вместе, образуя полную комбинацию оригинальных деталей.
Соединение внахлест половин: Когда дело доходит до соединения внахлест половин, две детали одинаковой толщины удаляются, а затем свариваются вместе, поскольку они перекрывают друг друга.
Не забывайте, как и вышеупомянутые сварные соединения, соединение внахлестку также имеет различные типы сварки для создания соединения внахлест.К ним относятся:
5. Угловое соединение
Последнее, но не 905 По крайней мере, угловое соединение создается, когда две части помещаются под прямым углом, что обычно образует L-образную форму. Имейте в виду, что обе стороны углового соединения привариваются, но внутренний угол иногда не приваривается. Кроме того, угловые соединения широко используются сварщиками для соединения металлических листов, особенно внешних кромок. Обычно это происходит в различных отраслях металлургической промышленности, где производятся рамы, ящики для листов и другие листовые материалы. Обратите внимание, что сварщики обычно используют три вида угловых сварных соединений. Это в основном.
Обычно это происходит в различных отраслях металлургической промышленности, где производятся рамы, ящики для листов и другие листовые материалы. Обратите внимание, что сварщики обычно используют три вида угловых сварных соединений. Это в основном.
Угловое соединение заподлицо: Угловое соединение заподлицо специально предназначено для сварки металлических листов толщиной 12 или меньше.
Полуоткрытые угловые соединения: Если вы свариваете материалы тяжелее 12 калибра, вам следует использовать полуоткрытые угловые соединения.
Полностью открытый угловой шарнир: Полностью открытый угловой шарнир в основном используется для создания прочных соединений. Это особенно важно, если вы свариваете материалы с обеих сторон.
Кроме того, угловые соединения также имеют несколько типов стилей, например:
Имейте в виду, что все вышеперечисленные стили сварки важны для понимания, поскольку вы будете в лучшем состоянии положение, чтобы применить их в различных суставах.Поэтому внимательно изучите их, чтобы не допускать ошибок при сварке стыков.
ЗаключениеДаже если вы новичок или эксперт в сварке, знание различных типов сварных соединений того стоит. Это потому, что помимо использования правильных соединений вы познакомитесь с различными стилями сварки, применимыми к соединениям.
Итак, я надеюсь, вы поняли пять различных типов сварных соединений, описанных выше. Более того, независимо от отрасли, в которой вы работаете, вы также сможете по максимуму использовать эти сварочные соединения, тем самым улучшив свои сварочные навыки.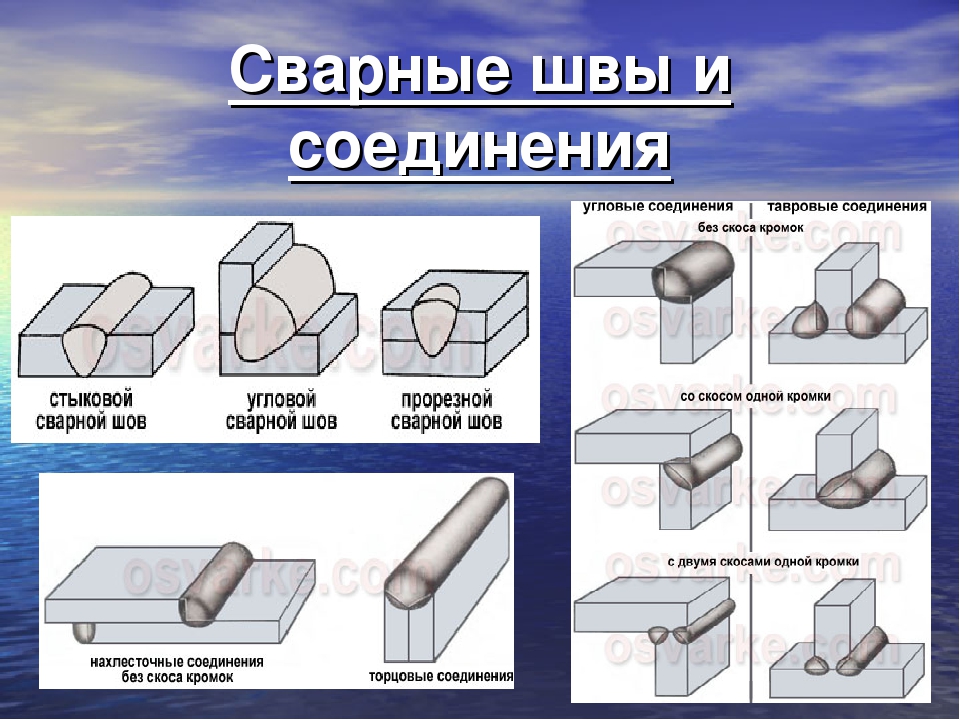
Это определенно позволит вам сделать все ваши материалы прочными и долговечными. Итак, готовы ли вы правильно выбрать тип сварных соединений?
Подробнее: Самые распространенные типы сварочных аппаратов
Различные типы сварных швов в сварке — The Welding Master
В процессе сварки встречаются разные типы сварных швов. Иногда мы не можем понять конкретный тип сварного шва, или вы знаете об этом очень мало. Но не волнуйтесь, прочитав эту статью, вы получите точное представление о каждом типе.В этой статье вы познакомитесь со всеми типами. Так чего же ты ждешь? Давайте внимательно посмотрим….
Ниже приведены различные типы сварных швов:
Угловой сварной шов используется для соединения двух металлических деталей под прямым или под углом.Угловой шов обычно известен как тройник или сварной шов внахлест.
Угловой сварной шов используется для соединения фланцев с трубами и поперечного сечения инфраструктуры.Он также используется для сварки поперечного сечения, когда болты недостаточно прочны, чтобы удерживать его и легко изнашиваются.
2. Сварка с разделкой кромок: Сварной шов с разделкой кромкой определяется как отверстие между двумя соединительными элементами, которое обеспечивает пространство для размещения металла. Швы с разделкой кромок — это наиболее часто используемые сварные швы после углового шва. Существует семь основных типов сварки с разделкой кромок:
Швы с разделкой кромок — это наиболее часто используемые сварные швы после углового шва. Существует семь основных типов сварки с разделкой кромок:
На следующем рисунке показаны все семь основных типов сварки с разделкой кромок:
3.Наплавочный шов:Процесс наплавки металла на другой металл с целью получения желаемых свойств и размеров с помощью техники сварки называется наплавочной сваркой. А полученный шов называется наплавочным швом.
Почему мы делаем наплавку
Также читают:
4. Сварной шовЭлектрозаклепка используется для соединения двух металлических деталей. Обычно он используется, если мы хотим соединить металл разной толщины.Эти типы сварного шва используются, когда нам нужно сварить внутри трубы. Форма сварного шва круглая.
5. Сварной шов с прорезью В основном, щелевой сварной шов соединяет одну поверхность металла с другой через удлиненную полость или отверстие.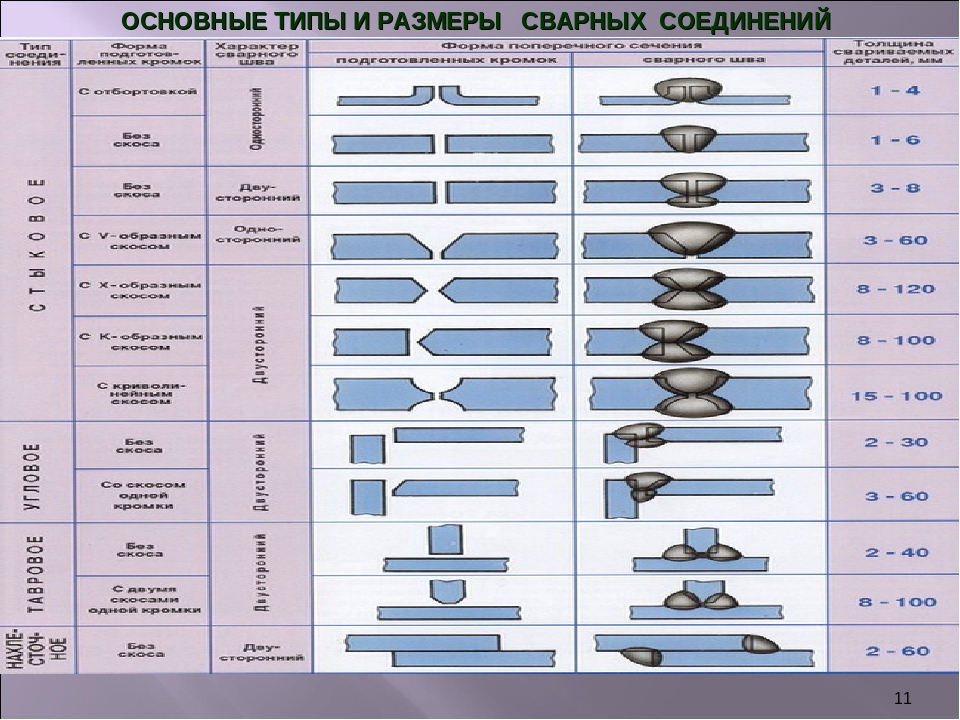 Эта полость или отверстие могут быть частично заполнены металлом сварного шва или могут быть открытыми с одного конца.
Эта полость или отверстие могут быть частично заполнены металлом сварного шва или могут быть открытыми с одного конца.
При сварке оплавлением получается сварка оплавлением. При выполнении оплавления не используются присадочные металлы.Здесь сплавление происходит по всей прилегающей (прилегающей) поверхности. Здесь тепло генерируется за счет сопротивления току между поверхностями, а также прикладывается давление для генерации тепла. Этот вид сварки используется в железнодорожной отрасли.
7. Сварной шовСварной шов — это непрерывный сварной шов, который получается между двумя перекрывающимися элементами соединения. Шовная сварка выполняется контактной сваркой.
8. Точечная сваркаСварной шов, получаемый при точечной сварке, называется точечной сваркой. В этой технике сварки две металлические детали соединяются вместе как точки. Смежные поверхности двух металлов заметны на определенном расстоянии. Посмотрите на диаграмму выше, чтобы понять это.
В этой статье мы узнали о различных типах сварных швов. Надеюсь, эта статья даст вам четкую информацию о различных типах сварных швов. Если вы извлекли из этого какие-то достойные знания, поделитесь ими с друзьями, потому что «Поделиться — это забота»
Влияние конструкции соединения и типа сварки на прочность на изгиб и проплавление прутков из сплава Ti-6Al-4V
Постановка проблемы: Долговечность каркаса является ключевым фактором успеха полных протезов дуги и обычно зависит от методов сварки.Однако консенсуса по конструкции соединения и типу сварки для улучшения сопротивления каркаса достигнуто не было.
Цель: Целью данного исследования было оценить влияние различных конструкций соединений и методов сварки с использованием инертного газа вольфрама (TIG) или лазера на соединение прутков из титанового сплава (Ti-6Al-4V).
Материал и методы: Было приготовлено 70 образцов прутков из титанового сплава (3.18 мм в диаметре × 40,0 мм в длину) и разделены на 7 групп (n = 10): контрольная группа С, состоящая из неповрежденных образцов без стыков, и остальные 6 групп, состоящие из образцов, разрезанных перпендикулярно продольной оси и соединенных с использованием конструкция соединения в форме I, X30 или X45 с использованием сварки TIG (TI, TX30 и TX45) или лазерной сварки (LI, LX30 и LX45). Образцы испытывали на трехточечный изгиб. Поверхности излома сначала оценивали с помощью стереомикроскопии для измерения площади проплавления сварного шва, а затем анализировали с помощью сканирующей электронной микроскопии (SEM).Данные были статистически проанализированы с помощью двухфакторного дисперсионного анализа и апостериорного критерия Тьюки, однофакторного дисперсионного анализа и теста Даннета, а также теста корреляции Пирсона (α = 0,05).
Полученные результаты: Образцы из групп X30 и X45 показали более высокую прочность на изгиб (P <0,05) и площадь сварки (P <0,05), чем образцы из I групп, независимо от типа сварки. Группы, сваренные TIG, показали значительно более высокую прочность на изгиб, чем группы, подвергшиеся лазерной сварке (P <.05) независимо от конструкции шарнира. Сварка TIG также привела к увеличению площади сварного шва, чем при лазерной сварке I-образных образцов. Не было обнаружено значительных различий в площади проплавления сварного шва в группе X45 ни для лазерной, ни для TIG-сварки. Анализ SEM показал больше пор на поверхностях излома лазерных образцов. Поверхности излома, указывающие на области повышенной пластичности, были обнаружены для образцов TIG.
Выводы: Сварка TIG привела к более высокой прочности на изгиб соединенных титановых образцов, чем при лазерной сварке. Для обоих методов сварки конструкции соединения X30 и X45 привели к более высокой прочности на изгиб и провару, чем конструкция соединения I-образной формы.
Для обоих методов сварки конструкции соединения X30 и X45 привели к более высокой прочности на изгиб и провару, чем конструкция соединения I-образной формы.
Шесть форм сварки стыков и их значение
3. Кромочный сварной шов
Краевые стыки образуются, когда края двух кусков материала устанавливаются бок о бок и свариваются по одному краю. Обычно это соединение не используется в приложениях с напряжением и давлением, потому что сварной шов не полностью проникает через толщину соединения.В более тяжелых случаях будет добавлен присадочный металл, чтобы полностью расплавить кромку и укрепить пластину.
Иногда это соединение может иметь один стыковой сварной шов или иметь угловые швы на других сторонах. Из-за своей хрупкости их заменяют довольно часто.
Применение краевого шва
Это в основном применимо к деталям из листового металла, у которых края листов должны быть смежными и примерно в параллельных плоскостях на сварочном конце
Эти соединения подходят там, где соединение необходимо для совместной сварки двух соседних деталей, и где толщина листов меньше 3 мм.
Также подходит для металлических листов с отбортованными краями.
Типы сварных швов в кромочном стыке
4. Тройник сварной
Тройниковые сварные соединения образуются, когда две металлические части пересекаются под углом 90 градусов, причем одна кромка находится в центре другой, в результате чего кончики соединяются в центре пластины или компонента.Т-образные швы считаются типом углового шва, а также могут быть сделаны, когда труба или трубка приварена к опорной плите. Требуется дополнительная осторожность, чтобы обеспечить достаточное проникновение в свод сварного шва.
Требуется дополнительная осторожность, чтобы обеспечить достаточное проникновение в свод сварного шва.
Когда материалы свариваются в этом положении, они образуют букву «Т», отсюда и название.
Применение тройника
Тройник является неотъемлемой частью конструкции многих конструкций и в основном применяется, когда металлическая часть соединяется с основанием какого-либо типа.
Тройник применяется, в основном, когда металлическая деталь соединяется с основанием какого-либо типа, крепление тонких пластин, конструкционные и машинные приложения
Типы сварных швов в тройнике
5. Угловой сварочный шов
Угловое соединение образуется путем соединения двух металлических частей под прямым углом друг к другу, таким образом образуя L-образную форму.Эта форма широко используется для создания различных форм, которые вы найдете в строительной индустрии.
Этот тип использования обычно используется в производстве листового металла для крепления деталей при изготовлении коробок, рам и других подобных конструкций. Будьте осторожны, используйте умеренный огонь, чтобы не деформировать сустав.
Важно отметить, что этот тип сварного шва обычно выполняется снаружи угла. Из-за давления, которое испытывает большинство структурных кромок, они быстро изнашиваются, поэтому возникает необходимость их частой замены.
Угловые соединения
Области применения углового соединения включают листовой металл, легкие листы, более прочные металлические листы,
Также используется при конструировании коробок, рам и других подобных изделий.
Типы сварных швов в угловых соединениях
Угловой шов
6.
 Квадратный сварной стык
Квадратный сварной стыкЭто соединение под сварку встык с двумя плоскими деталями, расположенными параллельно друг другу. Одна деталь лежит ровно, а другая стоит на кончике заподлицо и сваривается встык. Используемый материал может быть одинаковой или разной длины, ширины и толщины.
Квадратные соединения аналогичны Т-образным соединениям, но разница в том, что они образуют L-образную форму, а также не так прочны, как Т-образные соединения. Это связано с тем, что квадратное соединение имеет стыковой сварной шов с одной стороны и угловой шов с другой, что придает ему неравномерную прочность, в отличие от тройника, который более стабилен из-за наличия двух угловых швов с обеих сторон.
Важное примечание
Теперь, когда вы разобрались с шестью категориями сварных соединений, важно отметить, что существует только два (обычных) непрерывных сварных шва. Это соединение угловой сварки и соединение стыковой сварки. Хороший сварщик должен понимать разницу между ними и понимать, когда их использовать.
Непрерывные сварные швы — это швы, покрывающие все соединение, будь то стыковой или угловой шов. Это означает, что сваренные детали не выглядят прихваточными; вместо этого он кажется гладким.
Welding.Com »Сварочные символы
a. Общие .
(1) Размеры сварных швов с разделкой кромок должны быть указаны на той же стороне от контрольной линии, что и обозначение сварного шва (рис. 3-42).
(2) Если не указано общее примечание, определяющее размеры сварных швов с двойной канавкой, размеры должны быть указаны следующим образом:
(a) Если оба сварных шва имеют одинаковые размеры, один или оба могут иметь одинаковые размеры (рис. 3-43).
(b) Если сварные швы различаются по размерам, оба должны иметь размеры (рис.3-44).
(3) Когда появляется общее примечание, определяющее размеры сварных швов с разделкой кромок, размеры сварных швов с двойной разделкой должны быть указаны следующим образом:
(a) Если размеры обоих сварных швов соответствуют указанным в примечании, размер ни одного символа не требуется.
(b) Если размеры одного или обоих сварных швов отличаются от размеров, указанных в общем примечании, размеры обоих сварных швов должны иметь размеры (рис. 3-44).
г. Размер сварных швов с разделкой кромок .
(1) Размер сварных швов с разделкой кромок должен быть указан слева от обозначения сварного шва (рис. 3-44).
(2) Технические характеристики для сварных швов с разделкой кромок без указанного проплавления корней представлены следующим образом:
(a) Размер сварных швов с одной канавкой и с симметричной двойной канавкой, которые полностью проходят через соединяемый элемент или элементы, необязательно указывать на обозначении сварки (A и B, рис. 3-45).
(b) Размер сварных швов с разделкой кромок, которые проходят только частично через соединяемые элементы, должен быть указан на обозначении сварки (A и B, рис.3-46).
(3) Сварные швы с разделкой «плюс», размер швов с заданным корневым проваром, за исключением квадрата, должны указываться с указанием глубины снятия фаски и корневого провара, разделенных знаком «плюс» и помещенных слева от символа сварного шва. Глубина снятия фаски и врезания корня должны читаться в указанном порядке слева направо вдоль контрольной линии (A и B, рис. 3-47). Размер сварных швов с квадратной канавкой должен указываться с указанием только корневого проплавления.
(4) Считается, что размер сварных швов с развальцовкой и канавкой распространяется только на точки касания, указанные размерными линиями (рис.3-48).
г. Размеры паза
(1) Корневое отверстие, угол канавки, радиусы канавки и поверхности впадин U- и J-образных сварных швов являются стандартными для пользователя, если не указано иное.
(2) Если стандарт пользователя не используется, символы сварных швов выглядят следующим образом:
(a) Корневое отверстие показано внутри символа сварного шва (рис. 3-49).
(b) Угол канавки сварных швов с разделкой кромок показан за пределами символа сварного шва (рис.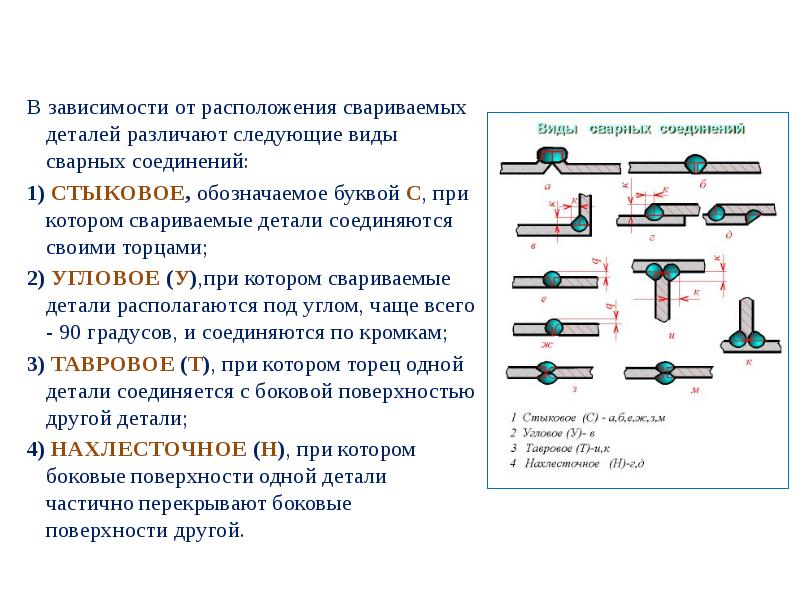 3-42).
3-42).
(c) Радиусы канавок и поверхности впадин сварных швов с U- и J-образной канавкой показаны в виде поперечного сечения, детали или других данных со ссылкой на них в условном обозначении сварки в соответствии со спецификациями расположения, приведенными в параграфе 3-7 ( рис. 3-22).
г. Обратные и обратные сварные швы . Обратные и подкладочные швы однорядных сварных швов должны быть обозначены символом обратного или подкладочного шва (рис. 3-50).
e. Контур поверхности стыковых швов .Обозначения контуров для сварных швов с разделкой кромок (F, рис. 3-51) указываются так же, как и для угловых швов (параграф 3-21).
(1) Сварные швы с разделкой кромок, которые должны свариваться приблизительно заподлицо без использования каких-либо методов отделки, должны быть показаны путем добавления символа контура заподлицо к символу сварного шва в соответствии с характеристиками местоположения, приведенными в параграфе 3-7 (рис. -52).
(2) Швы с разделкой кромок, которые должны быть выполнены заподлицо с помощью механических средств, должны быть показаны путем добавления символа контура заподлицо и стандартного символа отделки пользователя к символу сварного шва в соответствии с характеристиками расположения, приведенными в параграфе 3-7 (рис.3-53).
(3) Сварные швы с разделкой кромок, которые должны быть механически обработаны до выпуклого контура, должны быть показаны путем добавления символа выпуклого контура и стандартного пользовательского символа отделки к символу сварного шва в соответствии со спецификациями расположения, приведенными в пунктах 3-7 ( рис. 3-54).
Рекомендации по таблице эффективности сварных соединений | Инженеры Edge
Связанные ресурсы: weld
Рекомендации по таблице эффективности сварных соединений
Проектирование и анализ конструкций
Проектирование и проектирование сосудов под давлением
Таблица эффективности сварных соединений
Сварные соединения и их общая эффективность (рекомендации, при необходимости обратитесь к нормативам ASME для сосудов высокого давления или аналогичным стандартам применения)
1,0 = 100%, 0,85 = эффективность 85%.
Совместная эффективность — это концепция, найденная в нескольких кодах API и ASME. Это числовое значение, которое представляет собой процентное соотношение, выраженное как отношение прочности клепаного, сварного или паяного соединения к прочности основного материала. Это также способ введения факторов безопасности при сварке кожухов для герметизации, и его можно выразить следующим образом: Эффективность соединения = Прочность сварного шва / Прочность основного материала. В других стандартах значения эффективности соединения в сварных швах принимаются в соответствии с двумя характеристиками: типом сварного соединения и степенью неразрушающего контроля, требуемой для сварного соединения.Эффективность соединения зависит от типа сварного шва.
