Способы и виды термической обработки стали
Термическая обработка стали проводится с целью придания материала определенного набора свойств путем изменения его внутренней структуры на молекулярном уровне. Метод подразумевает нагрев или охлаждение металла до определенного температурного уровня с его последующим возвращением к нормальному состоянию. Иногда применяется многофазная термообработка, которая позволяет производить наиболее закаленные марки сталей.
Процедура протекает в специальных печах или холодильных установках, которые дают возможность четко контролировать температуру на каждом этапе технологического процесса. Это очень важное условия успешной закалки, так как несоблюдение технологии может наоборот придать металлу негативные свойства. Режимы термообработки стали зависят от структурного состава материала. Все они были установлены опытным путем в результате многократных испытаний, поэтому современные способы закалки при соблюдении всех условий позволяют получать материалы высокого качества с большим запасом прочности. Термообработка сталей должна подготовить их к эксплуатации в агрессивной среде под воздействием разрушающих факторов.
Выделяют следующие виды термообработки сталей: закалка, отпуск, отжиг, нормализация, воздействие холодом и химико-термическая обработка.
Закалка стали
Закалка подразумевает прогрев металла до установленной температуры и поддержание достигнутого уровня в течение определенного периода времени. Временной интервал определяется скоростью превращения внутренней структуры сплава устойчивое вещество. После этого сталь быстро охлаждают в воде или масле, так как постепенное остывание может привести к нарушению достигнутой структуры кристаллической решетки.
Закалка придает материалу твердости, но снижает его ударную вязкость, что делает сталь более хрупкой. Такой обработке подвергают детали, которые предназначены для эксплуатации под воздействием статической нагрузки без влияния динамических колебаний. Отпуску подвергаются некоторые детали после закалки. Его суть состоит в повторном нагревании металла до температуры ниже, чем температура закалки. Это позволит снова нарушить достигнутые межмолекулярные связи и приведет к их перестроению.
Отпуску подвергаются некоторые детали после закалки. Его суть состоит в повторном нагревании металла до температуры ниже, чем температура закалки. Это позволит снова нарушить достигнутые межмолекулярные связи и приведет к их перестроению.
После нагрева металл вытаскивают из печи и дают остыть естественным путем без применения охладителей. Такая процедура несколько снижает твердость, но при этом повышает ударную вязкость и ковкость. Так что после закалки с последующим отпуском сталь будет тверже и пластичнее, чем необработанный сплав. Отжиг проводится по схеме нагрева металла с последующим медленным остыванием прямо в печи без использования специальных средств. Это убирает неоднородность распределения элементов в сплаве и позволяет создать устойчивое соединение железа с углеродом на межмолекулярном уровне.
Отжиг
После отжига значительно уменьшается твердость стали, но возрастает ее пластичность и ковкость. Такой обработке подвергается материал, предназначенный для последующей штамповки или раскатки. Нормализация технологически повторяет процесс отжига, только после нагрева сплав остывает не непосредственно в печи, а на открытом воздухе. Это позволяет добиться хороших показателей ковкости и пластичности без существенного снижения твердости.
Воздействие холодом
Воздействие холодом необходимо для завершения превращения аустенита в мартенсит. Он придает металлу дополнительную упругость и препятствует образованию рваных трещин при воздействии избыточного давления на деталь. Такой материал хорошо подходит для эксплуатации под влиянием высоких динамических нагрузок. Необходимой твердости ему обычно добавляют с помощью соответствующих присадок.
Химико-термическая обработка
Химико-термическая обработка подразумевает насыщение верхних слоев стали каким-либо элементом под воздействием высокой температуры. Различают несколько видов данной процедуры. Цементация означает пропуск через сталь углерода при температуре 950 градусов по Цельсию. Это придает поверхности дополнительной твердости, не затрагивая при этом внутренние слои материала.
Цементация означает пропуск через сталь углерода при температуре 950 градусов по Цельсию. Это придает поверхности дополнительной твердости, не затрагивая при этом внутренние слои материала.
Азотирование позволяет насытить верхний слой стали азотом для повышения его коррозийной стойкости, прочности и предела устойчивости. Проводится процедура путем нагревания сплава до 700 градусов в аммиачной среде. Хромирование позволит придать поверхности материала повышенную устойчивость к пресной и соленой воде и некоторым видам кислотных и оксидных сред. Это позволяет подготовить сталь к эксплуатации в неблагоприятных условиях. Цианирование совмещает в себе одновременное насыщение верхних слоев стали углеродом и азотом. Это позволяет одним махом увеличить твердость материала и защитить его от воздействия коррозии.
Термообработка разных видов стали
Термообработка легированной стали должна производиться с медленным прогревом до необходимой температуры, а затем с медленным остыванием заготовки. В результате добавления легирующих присадок стали данной марки имеют низкую теплопроводность, поэтому резкое изменение температуры может привести к короблению или образованию трещин. Также очень важно, чтобы нагревание происходило равномерно по всей площади детали.
Термообработка нержавеющей стали тоже содержит свои нюансы.После отжига ее необходимо оставить в печи до полного остывания, а затем провести процедуру отпуска, чтобы получить материал оптимального качества. Резкое изменение температур также нежелательно, так как может негативно отразиться на эксплуатационных свойствах.
Термообработка аустенитных сталей проводится в печах при равномерном нагреве заготовки до температуры 1000-1150 градусов по Цельсию. После этого следует быстрое охлаждение в жидкости, что позволяет получить материал с устойчивой ферритной внутренней структурой. Эти стали применяются для изготовления конструкционных материалов, поэтому должны получить повышенную прочность при закалке.
Термообработка быстрорежущей стали является трудоемким процессом. Она относится к классу высоколегированных сплавов, поэтому не переносит резких перепадов температур. Закалка данного материала производится на высокоточном оборудовании, позволяющем четко регулировать каждую фазу технологического процесса. Эта марка используется для производства инструментов для резки, которые даже при нагреве до 600 градусов не теряют своей первоначальной твердости.
Термообработка углеродистой стали сводится к получению устойчивой связи между атомами железа и углерода в кристаллической решетке. Метод зависит от необходимости получения конкретного вещества по завершению процесса.
Термическая обработка металлов, термообработка и закалка стали
Термическая обработка подразумевает под собой тепловую обработку изделий, выполненных из различных металлов и металлических сплавов с целью изменения их структуры и свойств в соответствии с заданным направлением в автоматически регулируемой, защитной атмосфере.
Наш цех термообработки
Благодаря современному высокотехнологичному оборудованию Группа Компаний «Металогика» предлагает следующие услуги
Закалка металла
Закалка, как один из видов термообработки, основывается на перекристаллизации стали и ее сплавов с помощью нагревания до критической температуры и дальнейшим охлаждением, критическая скорость которого зависит от материала. Получившиеся изделия обладают повышенной прочностью и твердостью, однако из-за неравновесных структур могут быть излишне хрупкими. Закалка производится в масло в специальной ванне с узлом подогрева закалочной жидкости. Оригинальная система перемешивания закалочной жидкости, что исключает образования паровой рубашки.
Отпуск
Термическая обработка стали с помощью закалки непременно требует последующего отпуска. Это необходимо для снятия внесенных внутренних напряжений. Промывка деталей после закалки в масле перед отпуском производится в промывочной ванне, оснащенной нагревом промывной жидкости и специализированным отстойным отделением для удаления масляной пленки.
Промывка деталей после закалки в масле перед отпуском производится в промывочной ванне, оснащенной нагревом промывной жидкости и специализированным отстойным отделением для удаления масляной пленки.
Материал становится более пластичным и менее хрупким, несмотря на небольшое уменьшение прочности. В зависимости от температуры нагрева отпуск может быть низким, средним и высоким.
Отжиг
Отжиг отличается от закалки медленным охлаждением вместе с печью или на открытом воздухе (нормализация), что препятствует образованию неравновесных соединений типа мартенсита. Отжигу (термообработке) подвергаются сплавы из легированной и углеродистой стали, такие изделия как: поковка, отливка, различные заготовки и другие изделия проката. Структура получается однородной, без лишних включений. Изделие становится более пластичным и менее твердым. Выделяют так же гомогенизацию, направленную на устранение неоднородности состава. Термообработка в защитной среде используется для изделий из цветных металлов, а так же проволоки, стальных лент.
Характеристики нашего оборудования
Максимальные габариты термообрабатываемых изделий: длина 500 мм, ширина 500 мм, высота 600 мм.
В качестве приборов измерения и управления потенциалом наших печей используется современная система американского производства. Внутри печи подвешена реторта, в которой и осуществляются процессы безокислительной закалки.
Все процессы отпуска, снятия напряжений и отжига, требующие вертикальной загрузки производятся в шахтных печах. Такое оборудование позволяет равномерно распределять температуру по камере.
Проверка
Термическая обработка сталей и сплавов
ООО «Асбестовский ремонтно-машиностроиетльный завод» оказывает широкий перечень услуг по термической обработке сталей и сплавов.
Под термической обработкой понимают процессы, при которых путем теплового воздействия изменяют структуру металлов и сплавов.
Между структурой и многими свойствами материала существует закономерная связь. Использование термической обработки позволяет в широких пределах изменять механические, физико-химические и технологические свойства металлов и сплавов. В технологическом процессе изготовления деталей машин термическая обработка может быть как промежуточной операцией, которая подготавливает структуру и улучшает технологические свойства для последующих операций, например обработки давлением или резанием, так и окончательной ступенью, когда формируются требуемые структура и комплекс свойств.
Термической обработке подвергают слитки, отливки, полуфабрикаты, сварные соединения, детали машин, инструменты.
Виды термообработки
Контроль качества проведенной термообработки осуществляет центральная заводская лаборатория..
При отжиге изделия нагревают выше критических температур и медленно охлаждают вместе с печью, в результате чего образуется более равновесная структура. Назначение — снижение твердости, снятие напряжений, получение равновесной структуры, улучшение обрабатываемости, устранение наклепа и обеспечение диффузионных процессов с целью наиболее полного выравнивания химической неоднородности.
Нормализация отличается от отжига тем, что изделия охлаждаются на воздухе. При этом структура получается более мелкозернистой.
Нормализация применяется для исправления структуры перегрева стали, снятия внутренних напряжений, разрушения карбидной сетки, улучшения обрабатываемости конструкционных малоуглеродистых и низколегированных сталей и как предварительная операция для увеличения глубины прокаливаемости углеродистых инструментальных сталей.
Закалка – термическая обработка, целью которой является улучшение механических свойств металла. Процесс основан на перестроении атомной решетки за счет воздействия высокой температуры с последующим охлаждением. Закалка стали позволяет придать недорогим сортам металла высокие эксплуатационные качества. За счет этого снижается стоимость изготавливаемых изделий и повышается прибыльность налаженного производства.
Закалка стали позволяет придать недорогим сортам металла высокие эксплуатационные качества. За счет этого снижается стоимость изготавливаемых изделий и повышается прибыльность налаженного производства.
Отпуск применяют для уменьшения или полного снятия напряжений, уменьшения твердости закаленной стали и увеличения пластичности.
Улучшением называется процесс термической обработки, заключающийся в закалке стали с последующим высоким отпуском. Улучшение применяется для измельчения структуры, а также для получения наилучшего сочетания прочности и вязкости конструкционной стали, главным образом легированной.
Насаживание/съем деталей в горячем состоянииНасаживание деталей в горячем состоянии производится путем нагрева до определенной температуры детали с отверстием. При этом отверстие в диаметре увеличивается, и посадка осуществляется без давления, свободно.
Поверхностная закалка ТВЧМногие детали машин, приборов и станков работают в условиях постоянного трения и испытывают различные нагрузки (ударные, сжимающие, растягивающие, изгибающие, крутящие, и контактные). Таким деталям необходима высокая твердость поверхностного слоя и вязкая сердцевина, что возможно достичь посредством поверхностного упрочнения деталей.
Закалка токами высокой частоты имеет достаточно высокую гибкость применения благодаря ряду изменяемых параметров и возможности индивидуального подхода к каждой детали, что позволяет получать необходимую твердость и глубину закаленного слоя.
Детали, подвергнутые закалке ТВЧ, при правильном выборе стали и режимов термической обработки обладают высокой статической и усталостной прочностью, высокой износостойкостью и контактной прочностью и малой чувствительностью к концентраторам напряжений.
Во многих случаях поверхностная индукционная закалка может с успехом применяться вместо цементации либо сквозной закалки и отпуска, позволяя получить не только более высокую прочность и долговечность изделий, но и значительную экономию, снижение стоимости стали и термической обработки.
Сущность плазменной закалки состоит в высокоскоростном нагреве потоком плазмы поверхностного слоя металла и быстром его охлаждении в результате передачи тепла в глубинные слои материала детали. Цель плазменной закалки — изготовление деталей и инструмента с упрочненным поверхностным слоем толщиной до нескольких миллиметров при неизменном общем химическом составе материала и сохранении во внутренних слоях первоначальных свойств исходного металла.
Материалы, подвергаемые плазменной закалке — инструментальные стали, чугуны, твердые сплавы, цементированные и нитроцементированные стали, цветные сплавы и другие материалы.
Эффект от плазменной закалки определяется повышением эксплуатационных свойств детали, благодаря изменению физико-механических характеристик поверхностного слоя, вследствие образования специфической структуры и фазового состава металла с высокой твердостью и дисперсностью, а также получения на поверхности сжимающих остаточных напряжений.
Данный вид химико-термической обработки сочетает тепловое воздействие с насыщением поверхностного слоя изделия углеродом. Цементированные изделия после закалки приобретают весьма высокую твердость поверхностного слоя, сохраняя вязкую сердцевину.
Термомеханическая обработка (ТМО)ТМО – это совокупность операций пластической деформации и термической обработки, выполняемых в определенной последовательности. Известно, что дефекты кристаллического строения оказывают значительное влияние на формирование структуры при фазовых превращениях. Поэтому, создавая при пластической деформации повышенную плотность дефектов и определенное их распределение, можно в существенной мере воздействовать на структурообразование при термической обработке и целенаправленно изменять свойства.
Оборудование для термообработки
Наш завод оснащен современным оборудованием для термообработки металлов. Мы можем производить термообработку крупногабаритных изделий при помощи газовых, электропечей, установки ТВЧ и установки плазменной закалки.
Мы можем производить термообработку крупногабаритных изделий при помощи газовых, электропечей, установки ТВЧ и установки плазменной закалки.
| Печь шахтная электрическая |
O 1600 мм H 3000 Масса садки 6000 кг |
Отжиг
Нормализация Отпуск Горячий съем/посадка узлов и деталей Цементация Искусственное старение Закалка Улучшение |
| Печь шахтная электрическая |
O 1000 мм H 1000 Масса садки 1250 кг |
Отжиг
Нормализация Отпуск Горячий съем/посадка узлов и деталей Цементация Искусственное старение Закалка Улучшение |
| Установка ТВЧ |
Поверхностная закалка
Пайка Отпуск Горячая посадка/съем |
|
| Установка плазменной закалки |
Поверхностная закалка изделий | |
| Печь шахтная электрическая |
O 1600 мм
H 3000 Масса садки 6000 кг |
Отжиг Нормализация Отпуск Горячий съем/посадка узлов и деталей Цементация Искусственное старение Закалка Улучшение |
| Электропечь | 950х450х450 Масса садки 125 кг |
Отжиг
Нормализация Отпуск Горячий съем/посадка узлов и деталей Цементация Искусственное старение Закалка Улучшение |
Газовая печь с выкатным подом. Лит. Цех. Лит. Цех. |
1000х2450х5000 Масса садки 25000 кг |
Отжиг Нормализация Отпуск Горячий съем/посадка узлов и деталей Закалка Улучшение |
отжиг стали, закалка стали, отпуск стали, нормализация
АО «Промкомплектрезерв» предлагает услуги по термической обработке металлоизделий и крепежа из различных марок стали (40Х, 20Х13, 25Х1МФ, 25Х2М1Ф, 30ХМА, 20Х1М1Ф1ТР, 10Х17Н13М2Т и др.). В процессе производства мы строго следим за качеством изготовляемой продукции, с тем чтобы она соответствовала технологическим нормам.
Термическая обработка позволяет улучшить свойства металлов и сплавов, не изменяя химический состав металла.
Обычно термически обрабатывают детали на начальном или конечном, а иногда и промежуточных этапах подготовки. Термическая обработка производится с целью размягчения или укрепления заготовки. У каждого вида металла существует своя собственная температура термического воздействия, соответственно и виды термообработки тоже различны.
АО ПКР выполняет все виды термической обработки.
Отжиг стали
Отжиг — термическая обработка металлоизделий, при которой производится нагревание металла, а затем медленное охлаждение.
Эта термообработка бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла). Отжиг позволяет устранить последствия неравномерного нагрева и охлаждения материала при предыдущей обработке.
Данный вид термообработки используют если возникает необходимость в снижении твердости заготовки, а также в придании ей легкости. После отжига металл становится менее напряженным и более однородным.
Закалка стали
Закалка — термическая обработка металлоизделий, основанная на перекристаллизации стали при нагреве до температуры выше критической.
После достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закалку проводят с повышенной скоростью охлаждения с целью получения неравновесных структур.
Закаленный металл становится тверже, но одновременно с этим и более хрупким. Если выполнить закалку несколько раз, металл теряет пластичность и вязкость.
Отпуск стали
Отпуск — термическая обработка металлоизделий, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
Применяется для увеличения пластичности делали и уменьшения хрупкости, прочность металла при этом остается практически без изменений.
Различают три вида отпуска в зависимости от значения температуры — низкий, средний и высокий отпуск.
При низком отпуске деталь приобретает высокую прочность, но она становится неприспособленной для динамических нагрузок. Такой способ термообработки подходит для режущих изделий.
При среднем отпуске деталь становится крепкой и упругой — такую отработку выполняют для рессор и пружин.
При высоком отпуске у детали появляется высокая пластичность, прочность, вязкость. Таким способом осуществляют термообработку изделий, которые впоследствии будут принимать ударные нагрузки: валов или шестеренок.
Нормализация
Нормализация — термическая обработка, схожая с отжигом. Различия этих термообработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
Заказ на услуги термической обработки
Завод ПКР предлагает услуги термической обработки металла
Процессы термической обработки
Процессы термической и химико-термической обработки металлов.
Процесс термической обработки придает стальному изделию требуемые свойства во всем его объеме или в части объема.
Процесс термической (или химико-термической) обработки стали состоит из трех последовательных этапов
- нагрев до требуемой температуры с определенной скоростью;
- выдержки при этой температуре в течении требуемого времени;
- охлаждения с заданной скоростью.
Измерение этих факторов определяет различные свойства стали.
К химико-термической обработке относятся
- азотирование;
- цианирование;
- сульфидирование;
- сульфоцианирование;
- алитирование;
- хромирование;
- силицирование;
- цинкование;
- борирование.
К процессам термической обработки относятся
- отжиг
- нормализация
- закалка
- отпуск
- старение
- обработка холодом
Отжиг применяется преимущественно для отливок, проката и поковок из углеродистой и легированной стали (например: стали марок 40 Х, 45Х, 40XC, 40XH) с целью понижения твердости или уменьшения внутренних напряжений в отливках, поковках и сварных изделиях, подготовки структуры к последующей термообработке и улучшения структуры неоднородности.
Например: для улучшения обрабатываемости резанием и получения повышенной чистоты поверхности при зубодолблении, фрезеровании и протягивании шлицев у деталей, изготовленных из стали 40ХНМА, применяется изотермический отжиг при 760 ºС с быстрым охлаждением до 635 ºС, при этой температуре в течении 4-6 часов и дальнейшим охлаждении на воздухе (изотермический отжиг).
Нормализация отличается от полного отжига характером охлаждения, которое после выдержки деталей при температуре процесса производится на воздухе. При этом получатся сталь несколько более высокой твердостью и мелкозернистой структурой, чем при отжиге. Нормализация используется для исправления структуры сварного шва, выравнивания структурной неоднородности получения мелкозернистой структуры.
Закалка стали — процесс термической обработки, обуславливающий получение структур аустенита, мартенсита, троостита. Закалка применяется для отливок, поковок, штамповок и механически обработанных деталей с целью повышения твердости, прочности, износостойкости, коррозионной стойкости.
Закалка применяется для отливок, поковок, штамповок и механически обработанных деталей с целью повышения твердости, прочности, износостойкости, коррозионной стойкости.
Закалка состоит из нагрева стали до температуры выше или в интервале превращений, выдержки при этой температуре и последующего охлаждения обычно с большой скоростью (в водных растворах солей NaOH, NaCl в воде, масле, в расплавленных солях, на воздухе)
Механические свойства закаленной стали марки 40 в зависимости от типа закалочной среды и температуры отпуска
| Показатель прочности | Температура отпуска в ºС | Закалка | ||
| При 850 ºС в масле 45 ºС | При 820 ºС в воде 35 ºС | При 820 ºС в 8% растворе NaOH 35 ºС | ||
| σ T в кГ/мм² | 300 400 500 | 68 62 55 | 100 90 75 | 112 95 80 |
| σ в кГ/мм² | 300 400 500 | 88 78 68 | 105 100 85 | 126 110 100 |
| δ в % | 300 400 500 | 16 18 20 | 9 12 14 | 5 12 14 |
| Примечание. Термообработка заготовок диаметром 25 мм; разрывные образцы диаметром 20 мм вырезались из центральной части заготовок. | ||||
Поверхностной закалке подвергают гильзы цилиндров, поршневые пальцы двигателей внутреннего сгорания, зубья шестерен, валики, пальцы трака и другие детали.
Отпуск — процесс термообработки предварительно закаленной стали, обуславливающей получение более равновесных структур. Отпуск применяется после закалки (нормализации) стальных отливок, поковок, проката, и механически обработанных деталей, при этом повышаются вязкие свойства, уменьшаются внутренние напряжения и хрупкости.
Старение — процесс термообработки, предназначенный для ускорения завершения превращений в стали и стабилизации размеров изделий. Старение заключается в нагреве закаленных изделий до 150-180 ºС и выдержке при этой температуре в течении 5-25 часов.
Старение заключается в нагреве закаленных изделий до 150-180 ºС и выдержке при этой температуре в течении 5-25 часов.
Старение применяется для инструментов и точных деталей (игла распылителя, плунжер, втулка и другие)
Температура закалки и отпуска, а также получаемые твердости для стали марок 40XH и 40X
| Марка стали | Закалка | Отпуск | Твердость | |||||
| После цианирования при температуре в ºС | Объемная при температуре в ºС | Охлаждающая среда | Температура в ºС | Охлаждающая среда | Cердцевины | Поверхности HRC | ||
| HB | HRC | |||||||
| 40X | 820-830 | — | масло | 180-200 | — | — | — | 48-56 |
| — | 820-830 | вода | 580-600 | вода | ~302 | — | — | |
| — | 840-860 | масло | 180-200 350-400 550-600 600-650 | вода | — — 341-415 269-302 | 46-53 35-40 — — | — — — — | |
| 40XH | — | 820-840 | масло | 550-600 600-650 | — — | 255-286 230-260 | — — | — — |
| 810-830 | — | масло | 190-200 | — | — | — | — | 50-54 |
Термическая обработка
Отжиг
Отжиг — термическая обработка металла, при которой производится нагревание металла, а затем медленное охлаждение. В процессе отжига достигается однородная зернистая микроструктура материала, происходит растворение микровключений, при охлаждении образуется неравновесная структура мартенситного типа.
Твердость металла снижается, растут пластичность и ударная вязкость, снимается наклеп. При отжиге происходят процессы гомогенизации, отдыха металла и рекристаллизации.
При отжиге происходят процессы гомогенизации, отдыха металла и рекристаллизации.
Закалка
Закалка — термическая обработка стали (сплавов), основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение.
Нагрев и охлаждение осуществляется с повышенной скоростью в воде, масле или других жидкостях. Происходит увеличение твердости и прочности, ударная вязкость снижается.
ОтпускОтпуск — термическая обработка стали (сплавов), повышающая вязкость, уменьшающая твердость и хрупкость металла, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах или для снижения напряжений после сварки в сварных швах деталей.
В зависимости от требований к изделиям, отпуск проводят при различных температурах:
Низкий отпуск (150÷200 °С)
Применяется для инструментальных сталей, деталей, работающих на истирание, структура – отпущенный мартенсит.
Средний отпуск (300÷500 °С)
Применяется для рессор, пружин, штампов, пил и сверл по дереву, структура – тростит отпуска.
Высокий отпуск (500÷680 °С) или улучшение
Применяется для сварных соединительных деталей трубопроводов и деталей из нержавеющих и прочих легированных сталей для оптимального соотношения прочности и ударной вязкости.
Нормализация
Нормализация — термическая обработка, при которой материал нагревают до температуры закалки, выдерживают при этой температуре, а потом охлаждают на воздухе. Сталь в итоге получается более мелкозернистая, а ударная вязкость, прочность и твердость выше, чем при отжиге.
Назначение и виды термической обработки — Режущий инструмент
Назначение и виды термической обработки
Термическая обработка формирует физико-механические свойства инструмента: теплостойкость, прочность, твердость, износостойкость. Для изготовления инструмента используют такие виды термической обработки, как отжиг, закалка, отпуск, химико-термическая обработка. При неправильно выбранных или при нарушении заданных режимов термической обработки инструмент может оказаться вообще неработоспособным. Поэтому высокая культура термической обработки, особенно закалки и отпуска, предопределяет высокое качество инструмента.
Для изготовления инструмента используют такие виды термической обработки, как отжиг, закалка, отпуск, химико-термическая обработка. При неправильно выбранных или при нарушении заданных режимов термической обработки инструмент может оказаться вообще неработоспособным. Поэтому высокая культура термической обработки, особенно закалки и отпуска, предопределяет высокое качество инструмента.
Отжиг.
Отжиг осуществляют для снятия внутренних напряжений и понижения твердости после горячей обработки давлением (прокатка, ковка, штамповка) и сварки заготовок. Перед повторной закалкой инструментов, если первичная выполнена неправильно, инструменты также отжигают. Для этого заготовку или инструмент нагревают до температуры 830—850 °С, выдерживают при этой температуре 3—4 часа, а затем охлаждают с различными скоростями. Приблизительный режим отжига быстрорежущей стали представлен диаграммой рис. 3.18. Более предпочтительный — изотермический отжиг по диаграмме рис. 3.19.
Повышение температуры отжига и увеличение выдержки при этой температуре способствуют более полному растворению карбидов в аустените. После закалки и отпуска получается более легированный мартенсит, что повышает красностойкость инструмента. Однако увеличивается опасность окисления и обезуглероживания поверхностных слоев заготовки или инструмента. Поэтому обычно стремятся сокращать время нагрева стали при высоких температурах. Для повышения пластичности быстрорежущей стали перед холодной обработкой давлением (волочение, редуцирование, ротационное обжатие, прокат тонких листов, рубка, штамповка) рекомендуют термическую обработку, занимающую промежуточное место между отжигом и неполной закалкой. Сталь нагревают до 720—780 °С, выдерживают при этой температуре один час, после чего охлаждают в масле или на воздухе. Закалка.
Цель закалки — увеличить твердость инструмента, превратив исходную перлитную структуру быстрорежущей стали в мартенсит. Для этого необходимо исходный перлит превратить в аустенит, нагревая сталь до температуры аустенитных превращений. Затем сталь быстро охлаждают в масле до температуры мартенситных превращений, чтобы аустенит не превратился в промежуточные структуры. После этого охлаждение должно быть медленным, чтобы обеспечить более полный распад аустенита.
Для этого необходимо исходный перлит превратить в аустенит, нагревая сталь до температуры аустенитных превращений. Затем сталь быстро охлаждают в масле до температуры мартенситных превращений, чтобы аустенит не превратился в промежуточные структуры. После этого охлаждение должно быть медленным, чтобы обеспечить более полный распад аустенита.
Нагрев. Быстрорежущая сталь обладает пониженной теплопроводностью. Поэтому нагрев до закалочной температуры 1200—1300 °С необходимо осуществлять медленно, для того чтобы избежать появления закалочных трещин — следствия высоких внутренних растягивающих напряжений в сердцевине инструмента от разности объемов горячих поверхностных слоев инструмента и относительно холодной сердцевины. Инструмент сначала медленно подпревают до температуры 780—840 °С, а затем быстро нагревают до окончательной температуры. Быстрый нагрев уменьшает рост зерна стали и обезуглероживание поверхностных слоев инструмента. Крупногабаритные и фасонные инструменты подогревают дважды, сначала до 400—500 °С, а затем до 780—840 °С.
Температура окончательного нагрева, продолжительность подогрева и окончательного нагрева зависят от целого ряда факторов:
а) требуемых физико-механических свойств инструмента;
б) химсостава стали;
в) теплоемкости и теплопроводности стали,
г) продолжительности фазовых превращений и процессов растворения карбидов в аустените;
д) физических свойств нагревающей среды;
е) конфигурации и размера нагреваемого инструмента.
Поэтому режим термической обработки назначают и экспериментально проверяют не только для конкретного инструмента из стали данной марки, но и для каждого номера плавки стали этой же марки, и даже для каждого проката стали той же плавки. Установленный таким образом режим нагрева строго контролируется и поддерживается. Например, отклонение температуры нагрева допускается в пределах ± 10°С. Время выдержки при окончательном нагреве быстрорежущей стали в хлорбариевых ваннах 6—7 с на каждый миллиметр сечения инструмента, а в печах с газовой средой 10—12 с. Температура окончательного нагрева, в зависимости от марки стали, колеблется в пределах 1200—1300 °С. Уточненные значения температуры и времени выдержки при нагреве под закалку можно найти в специальной литературе, например, [14; 170]. Инженеру-механику важно знать, что повышение температуры окончательного нагрева и увеличение времени выдержки при этой температуре способствует более полному растворению карбидов. В результате после закалки и отпуска получаем более легированный мартенсит, что повышает твердость и теплостойкость инструмента. Однако при этом увеличивается опасность окисления и обезуглероживания поверхности инструмента, структура металла становится крупнозернистой, появляется ледобу- ритная сетка, что понижает прочность инструмента. Кроме того, уменьшение содержания свободных карбидов в стали вследствие их более полного растворения понижает износостойкость инструмента. Поэтому повышенные температуры нагрева и увеличенные выдержки можно рекомендовать лишь для простых инструментов, работающих с высокими скоростями, например, для резцов общего назначения. Дня сложнорежущих и мелкопрофильных инструментов, протяжек, зуборезных, резьбонарезных и других подобных инструментов такой нагрев неприемлем.
Температура окончательного нагрева, в зависимости от марки стали, колеблется в пределах 1200—1300 °С. Уточненные значения температуры и времени выдержки при нагреве под закалку можно найти в специальной литературе, например, [14; 170]. Инженеру-механику важно знать, что повышение температуры окончательного нагрева и увеличение времени выдержки при этой температуре способствует более полному растворению карбидов. В результате после закалки и отпуска получаем более легированный мартенсит, что повышает твердость и теплостойкость инструмента. Однако при этом увеличивается опасность окисления и обезуглероживания поверхности инструмента, структура металла становится крупнозернистой, появляется ледобу- ритная сетка, что понижает прочность инструмента. Кроме того, уменьшение содержания свободных карбидов в стали вследствие их более полного растворения понижает износостойкость инструмента. Поэтому повышенные температуры нагрева и увеличенные выдержки можно рекомендовать лишь для простых инструментов, работающих с высокими скоростями, например, для резцов общего назначения. Дня сложнорежущих и мелкопрофильных инструментов, протяжек, зуборезных, резьбонарезных и других подобных инструментов такой нагрев неприемлем.
Охлаждение. Выбор метода охлаждения и охлаждающих сред зависит от состава стали, сложности инструмента и требуемых свойств.
Охлаждение до температуры мартенситного превращения следует вести быстро, чтобы аустенит не превратился в промежуточные структуры. Для каждой марки стали существует своя постоянная скорость охлаждения, а стало быть, и своя охлаждающая среда.
Охлаждение в интервале температур мартенситного превращения (300—200 °С) следует вести более медленно, так как при быстрых структурных превращениях объем металла изменяется быстро, что может явиться причиной появления трещин. Поэтому для разных марок сталей и форм инструмента чаще всего применяется комбинированное охлаждение: сначала в одной среде, а затем в другой.
Охлаждающими средами могут быть: вода, масло, расплавы и растворы солей, щелочей, воздух.
Инструменты из углеродистой стали сложной конфигурации сначала охлаждают в воде до температуры 300—250 °С, а затем в масле. Простые инструменты охлаждают только в воде.
Быстрорежущие инструменты простой формы охлаждают в масле, а небольшого поперечника (3—5 мм) даже на спокойном воздухе или под вентилятором.
Инструменты сложной формы, фасонные, подвергают ступенчатой закалке, т.е. комбинированному охлаждению, с целью снижения деформаций и возможности появления трещин. Сначала инструмент охлаждают в расплавленной калиевой селитре (хуже — в натриевой, разъедает инструмент) до температуры 500—450 °С с выдержкой при этой температуре 2—5 мин, в зависимости от сечения инструмента. Это область температур наибольшей устойчивости аустенита. Затем инструмент охлаждают на воздухе.
Для инструментов особо сложной формы, а также крупных размеров и большой длины рекомендуется изотермическая закачка, значительно уменьшающая внутренние напряжения и деформацию. При этом инструмент сначала охлаждают в соли с температурой 250—300 °С, выдерживают 40—60 мин., а затем на воздухе. Если температура соли 200—250 °С, то выдержка при этой темперагуре 30—40 мин, дальнейшее охлаждение на воздухе. Охлаждающая среда — смесь едких щелочей NaOH и КОН в различной пропорции в зависимости от требуемой температуры. Можно использовать смесь селитр KN03 (56 %) и NaN03 (44 %).
Светлая закалка. Нагрев инструмента обычный, в соляных ваннах, а охлаждение в растворе щелочей: 80 % КОН + 20 % NaOH + + 6 частей воды на 100 частей щелочей. Чтобы поверхность инструмента не была пятнистой, перед нагревом его обезжиривают в горячем растворе следующего состава: на 1 л воды 250 г NaOH и 15 г Na3PG4. Затем инструмент высушивают при температуре 400—500 °С и только после этого переносят в ванну для нагрева под закалку, так как попадание влаги в соляную ванну может вызвать взрыв и выплескивание солей. После охлаждения инструмент промывают в горячей воде для удаления солей и высушивают или сразу же отпускают.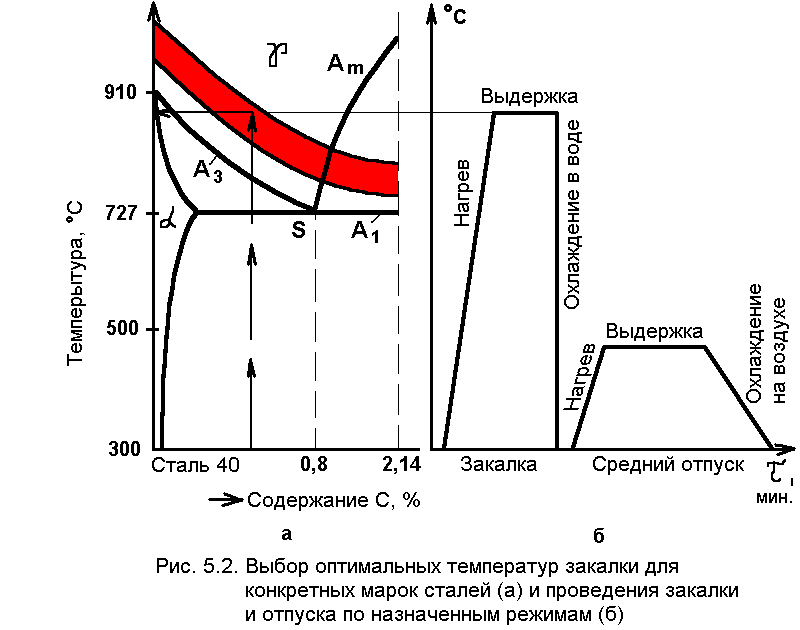 Такая промывка с просушкой предохраняет инструмент от коррозии.
Такая промывка с просушкой предохраняет инструмент от коррозии.
Отпуск.
Нормальный отпуск. После закалки быстрорежущей стали в ее структуре остается около 20 % аустенита. В результате — пониженная твердость инструмента. Кроме того, во время работы инструмента под воздействием температуры резания аустенит как бы самопроизвольно распадается, превращаясь в мартенсит. Казалось бы, это неплохо. Но беда в том, что при таких структурных превращениях изменяется объем стали, причем только в отдельных частях инструмента. Возникают внутренние напряжения, которые, складываясь с напряжениями от действия сил резания, могут привести к поломке инструмента. Таким образом, прочность инструмента понижена. Понижена также и износостойкость, так как аустенит мягкий и быстро размазывается по детали. Поэтому оставшийся после закалки аустенит необходимо перевести в мартенсит. Этой цели служит отпуск. Закаленные инструменты загружают в печь, нагревают до 525—575 °С, выдерживают 1,0—1,5 часа и выгружают для остывания на воздухе. Так повторяют два-три раза, т.е. делают двух-, трехкратный отпуск. В это время происходит превращение остаточного аустенита в мартенсит и выделение мелкодисперсных, устойчивых против коагуляции карбидов, что вызывает дисперсионное твердение, называемое вторичной твердостью. В результате остается 2—3 % аустенита, повышается твердость инструмента на 2—3 единицы HRC3. Во время последнего отпуска окончательно снимаются внутренние напряжения, что является второй задачей отпуска. Первая задача — перевод остаточного аустенита в мартенсит.
Обработка холодом. Сразу после закалки инструмент можно обработать холодом в жидком азоте (-197 °С) или в твердой углекислоте, растворенной в бензине (-80… -100 °С). После такой обработки в стали практически не остается аустенита и можно обойтись только одним отпуском для снятия внутренних напряжений. Кроме того, обработка в жидком азоте даже готового инструмента повышает его стойкость тем значительнее, чем больше нарушен режим термообработки инструмента.
Высокий отпуск. Задние поверхности многих инструментов после закалки и отпуска не шлифуют, как, например, у стандартных фасонных фрез, резьбонарезных гребенчатых фрез, резьбонарезных плашек. Не шлифуют фасонные поверхности инструментов, если в инструментальном цехе конкретного завода по той или иной причине сделать это невозможно. Тем не менее шероховатость таких поверхностей должна быть минимальной, и ее надо обеспечить лезвийной обработкой. Для этой цели делают неполную закалку инструмента с последующим высоким отпуском, нагрев до 920—950 °С, охлаждение на воздухе или в масле и высокий отпуск при температуре 700—720 °С. После отпуска сталь имеет твердость 260—270 НВ, несколько труднее обрабатывается, но обеспечивает меньшую шероховатость обработанной поверхности.
Такой закалке с высоким отпуском подвергают также протяжки перед чистовой лезвийной обработкой, хотя после последующей нормальной закалки и отпуска их шлифуют.
Высокий отпуск делают лапкам конусов инструментов и ушкам ножовочных полотен для понижения их твердости.
Низкий отпуск. Его проводят при температурах 200—250 °С для ответственных режущих инструментов, например, внутренних протяжек, чтобы исключить их поводку во время эксплуатации под действием остаточных внутренних напряжений. Такому отпуску подвергают уже готовые инструменты или инструменты перед чистовым шлифованием.
Смотрите также
металлургия | Определение и история
Использование металлов в настоящее время является кульминацией долгого пути развития, продолжающегося примерно 6 500 лет. Принято считать, что первыми известными металлами были золото, серебро и медь, которые находились в самородном или металлическом состоянии, причем самыми ранними из них, по всей вероятности, были самородки золота, найденные в песках и гравии русел рек. Такие самородные металлы стали известны и ценились за их декоративные и утилитарные ценности во второй половине каменного века.
Ранняя разработка
Золото можно агломерировать в более крупные куски холодным молотком, а самородная медь — нет, и важным шагом на пути к эпохе металлов было открытие, что металлам, таким как медь, можно придавать форму путем плавления и литья в формах; Среди самых ранних известных изделий этого типа — медные топоры, отлитые на Балканах в IV тысячелетии до нашей эры. Следующим шагом стало открытие возможности извлечения металлов из металлосодержащих минералов. Они были собраны, и их можно было отличить по цвету, текстуре, весу, цвету пламени и запаху при нагревании.Заметно больший выход, полученный при нагревании самородной меди с соответствующими оксидными минералами, мог привести к процессу плавки, поскольку эти оксиды легко восстанавливаются до металла в угольном слое при температурах выше 700 ° C (1300 ° F) в качестве восстановителя. , окись углерода, становится все более стабильной. Чтобы осуществить агломерацию и отделение расплавленной или плавленной меди от связанных с ней минералов, необходимо было ввести оксид железа в качестве флюса. Этот дальнейший шаг вперед можно объяснить присутствием госсановых минералов оксида железа в выветрившихся верхних зонах месторождений сульфида меди.
Во многих регионах медно-мышьяковые сплавы, превосходящие медь по свойствам как в литой, так и в деформируемой форме, были произведены в следующий период. Сначала это могло быть случайным из-за сходства цвета и цвета пламени между ярко-зеленым минералом карбоната меди малахитом и выветрившимися продуктами таких минералов сульфида меди и мышьяка, как энаргит, и, возможно, позже за этим последовал целенаправленный соединений мышьяка из-за запаха чеснока при нагревании.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас Содержание мышьяка варьировалось от 1 до 7 процентов, с оловом до 3 процентов. Медные сплавы, практически не содержащие мышьяка, с более высоким содержанием олова — другими словами, настоящая бронза — появились между 3000 и 2500 годами до нашей эры, начиная с дельты Тигра и Евфрата. Ценность олова могла быть открыта благодаря использованию станнита, смешанного сульфида меди, железа и олова, хотя этот минерал не так широко доступен, как основной минерал олова, касситерит, который, должно быть, был конечным источником металла.Касситерит поразительно плотный и встречается в виде гальки в аллювиальных отложениях вместе с арсенопиритом и золотом; в определенной степени это также встречается в упомянутых выше госсанах из оксида железа.
Ценность олова могла быть открыта благодаря использованию станнита, смешанного сульфида меди, железа и олова, хотя этот минерал не так широко доступен, как основной минерал олова, касситерит, который, должно быть, был конечным источником металла.Касситерит поразительно плотный и встречается в виде гальки в аллювиальных отложениях вместе с арсенопиритом и золотом; в определенной степени это также встречается в упомянутых выше госсанах из оксида железа.
Несмотря на то, что бронза могла развиваться независимо в разных местах, наиболее вероятно, что культура бронзы распространилась через торговлю и миграцию народов с Ближнего Востока в Египет, Европу и, возможно, Китай. Во многих цивилизациях производство меди, мышьяковистой меди и оловянной бронзы продолжалось некоторое время вместе.Возможное исчезновение медно-мышьяковых сплавов трудно объяснить. Производство могло быть основано на минералах, которые не были широко доступны и стали дефицитными, но относительный дефицит оловянных минералов не препятствовал существенной торговле этим металлом на значительных расстояниях. Возможно, что в конечном итоге предпочтение было отдано оловянной бронзе из-за вероятности отравления мышьяком от паров, образующихся при окислении содержащих мышьяк минералов.
По мере того, как выветрившиеся медные руды в данных местах разрабатывались, более твердые сульфидные руды под ними добывались и плавились.Используемые минералы, такие как халькопирит, сульфид меди и железа, нуждались в окислительном обжиге для удаления серы в виде диоксида серы и получения оксида меди. Это потребовало не только более высоких металлургических навыков, но и окисления тесно связанного железа, что в сочетании с использованием флюсов оксида железа и более жесткими восстановительными условиями, создаваемыми улучшенными плавильными печами, привело к более высокому содержанию железа в бронзе.
Невозможно провести резкую границу между бронзовым и железным веками.Небольшие куски железа могли быть произведены в медеплавильных печах, поскольку использовались флюсы оксида железа и железосодержащие сульфидные руды меди. Кроме того, более высокие температуры печи создали бы более сильные восстановительные условия (то есть более высокое содержание монооксида углерода в топочных газах). Первый кусок железа, найденный на железнодорожных путях в провинции Дренте, Нидерланды, был датирован 1350 годом до н. Э., Датой, обычно считающейся средним бронзовым веком для этой местности. С другой стороны, в Анатолии железо использовалось еще в 2000 году до нашей эры.Иногда встречаются упоминания о железе и в более ранние периоды, но этот материал имел метеоритное происхождение.
Кроме того, более высокие температуры печи создали бы более сильные восстановительные условия (то есть более высокое содержание монооксида углерода в топочных газах). Первый кусок железа, найденный на железнодорожных путях в провинции Дренте, Нидерланды, был датирован 1350 годом до н. Э., Датой, обычно считающейся средним бронзовым веком для этой местности. С другой стороны, в Анатолии железо использовалось еще в 2000 году до нашей эры.Иногда встречаются упоминания о железе и в более ранние периоды, но этот материал имел метеоритное происхождение.
После того, как была установлена связь между новым металлом, обнаруженным в медных расплавах, и рудой, добавленной в качестве флюса, естественно последовала работа печей для производства одного железа. Конечно, к 1400 г. до н. Э. В Анатолии железо приобрело большое значение, а к 1200–1000 гг. До н. Э. Оно в довольно больших масштабах превращалось в оружие, первоначально лезвия кинжалов.По этой причине 1200 г. до н.э. был принят за начало железного века. Свидетельства раскопок указывают на то, что искусство производства железа зародилось в горной стране к югу от Черного моря, в районе, где преобладали хетты. Позже это искусство, по-видимому, распространилось среди филистимлян, поскольку в Гераре были обнаружены неочищенные печи, датируемые 1200 годом до н.
Плавка оксида железа с древесным углем требовала высокой температуры, и, поскольку температура плавления железа 1540 ° C (2800 ° F) в то время была недостижима, продукт представлял собой просто губчатую массу пастообразных шариков металла, смешанных с полужидкостью. шлак.Этот продукт, позже известный как блюм, вряд ли можно было использовать в том виде, в каком он стоял, но повторный нагрев и обработка горячим молотком удалили большую часть шлака, создав кованое железо, гораздо более качественный продукт.
На свойства железа сильно влияет присутствие небольшого количества углерода, при этом значительное увеличение прочности связано с содержанием менее 0,5%. При достижимых в то время температурах — около 1200 ° C (2200 ° F) — при восстановлении древесным углем получалось почти чистое железо, которое было мягким и имело ограниченное применение в оружии и инструментах, но когда соотношение топлива к руде было увеличено и вытяжка печи усовершенствованный с изобретением более совершенного сильфона, железо поглотило больше углерода.Это привело к появлению блюмов и продуктов из железа с различным содержанием углерода, что затруднило определение периода, в течение которого железо могло быть намеренно упрочнено за счет науглероживания или повторного нагрева металла в контакте с избытком древесного угля.
При достижимых в то время температурах — около 1200 ° C (2200 ° F) — при восстановлении древесным углем получалось почти чистое железо, которое было мягким и имело ограниченное применение в оружии и инструментах, но когда соотношение топлива к руде было увеличено и вытяжка печи усовершенствованный с изобретением более совершенного сильфона, железо поглотило больше углерода.Это привело к появлению блюмов и продуктов из железа с различным содержанием углерода, что затруднило определение периода, в течение которого железо могло быть намеренно упрочнено за счет науглероживания или повторного нагрева металла в контакте с избытком древесного угля.
Углеродсодержащее железо имело еще одно большое преимущество, заключающееся в том, что, в отличие от бронзы и безуглеродистого железа, его можно было сделать еще более твердым путем закалки, то есть быстрого охлаждения путем погружения в воду. Нет никаких доказательств использования этого процесса закалки в раннем железном веке, так что он, должно быть, был либо неизвестен тогда, либо не считался выгодным, поскольку закалка делает железо очень хрупким и должно сопровождаться отпуском или повторным нагревом при температуре более низкая температура для восстановления прочности.То, что, кажется, было установлено на раннем этапе, было практикой многократной холодной ковки и отжига при 600–700 ° C (1100–1300 ° F), температуре, которая достигается естественным путем при простом огне. Эта практика распространена в некоторых частях Африки даже сегодня.
К 1000 году до нашей эры железо стало известно в Центральной Европе. Его использование медленно распространилось на запад. Производство железа было довольно широко распространено в Великобритании во время римского вторжения в 55 г. до н. Э. В Азии железо было известно еще в древности, в Китае около 700 г. до н. Э.
Термическая обработка углеродистых и легированных сталей
При выборе материала для конструкции зубчатой передачи наиболее важным решением является легкость обработки по сравнению с долговечностью материала. Большинство дизайнеров при выборе материала обращают внимание только на максимальную прочность на изгиб. Однако это касается только разрушения шестерни при сдвиге. Более важным для долговечности зубчатой передачи является долговечность поверхности материала. Прочность поверхности шестерни следует рассматривать с точки зрения срока ее службы.Долговечность поверхности определяет количество циклов, в течение которых шестерня может оставаться в рабочем состоянии при определенной нагрузке, с надлежащей смазкой и минимальными вибрациями. Если нагрузка будет превышена, то срок службы сократится. Если за смазкой не ухаживать должным образом, срок ее службы сократится. Долговечность поверхности обычно влияет на шестерню в системе с наименьшим количеством зубцов, поскольку эта шестерня включается чаще, чем другие. Чтобы увеличить долговечность поверхности, необходимо применить соответствующий процесс термообработки, чтобы продлить срок службы этой шестерни.
Большинство дизайнеров при выборе материала обращают внимание только на максимальную прочность на изгиб. Однако это касается только разрушения шестерни при сдвиге. Более важным для долговечности зубчатой передачи является долговечность поверхности материала. Прочность поверхности шестерни следует рассматривать с точки зрения срока ее службы.Долговечность поверхности определяет количество циклов, в течение которых шестерня может оставаться в рабочем состоянии при определенной нагрузке, с надлежащей смазкой и минимальными вибрациями. Если нагрузка будет превышена, то срок службы сократится. Если за смазкой не ухаживать должным образом, срок ее службы сократится. Долговечность поверхности обычно влияет на шестерню в системе с наименьшим количеством зубцов, поскольку эта шестерня включается чаще, чем другие. Чтобы увеличить долговечность поверхности, необходимо применить соответствующий процесс термообработки, чтобы продлить срок службы этой шестерни.
Термическая обработка — это процесс, который контролирует нагрев и охлаждение материала, который выполняется для получения требуемых структурных свойств металлов. Способы нагрева включают нормализацию, отжиг, закалку, отпуск и поверхностную закалку.
Термическая обработка выполняется для улучшения свойств стали, поскольку твердость материала увеличивается при применении последовательных термообработок. Это приводит к увеличению прочности зубчатого колеса вместе с ним, поскольку резко возрастает поверхностная прочность зуба.Как показано в таблице 1, термическая обработка различается в зависимости от количества углерода (C), содержащегося в стали.
Таблица 1Ниже приведены некоторые из различных методов термообработки стали:
Нормализация — это процесс термообработки, применяемый к микроструктуре мелких кристаллов стали для унификации их общей структуры. Эта обработка выполняется для снятия внутренних напряжений или устранения противоречивой волокнистой структуры, которая возникла в процессе формования.
Отжиг — это процесс термообработки, применяемый для размягчения стали, корректировки кристаллической структуры, снятия внутреннего напряжения и модификации материала для холодной обработки и резки. В зависимости от области применения существует несколько типов отжига, таких как полный отжиг, разупрочнение, снятие напряжений, выпрямляющий отжиг и промежуточный отжиг.
- Полный отжиг — это отжиг, используемый для снятия внутренних напряжений без изменения структуры.
- Выпрямляющий отжиг — это отжиг, используемый для фиксации деформаций, которые произошли в стали. Это достигается за счет приложения нагрузки во время нагрева.
- Промежуточный отжиг — это отжиг, который применяется в процессе холодной обработки и применяется для смягчения закаленного материала, чтобы облегчить следующий процесс.
Закалка — это процесс термообработки стали, при котором быстрое охлаждение применяется после нагрева при высокой температуре. В зависимости от условий охлаждения существует несколько видов закалки: закалка в воде, закалка в масле и закалка в вакууме.После закалки обязательно провести отпуск.
Закалка — это процесс термообработки, при котором охлаждение применяется с надлежащей скоростью. После процесса закалки материал снова нагревают, затем проводят отпуск. После закалки необходимо проводить отпуск. Закалка применяется для регулирования твердости, увеличения прочности и снятия внутреннего напряжения. Существует два типа отпуска: один — это высокотемпературный отпуск, а другой — низкотемпературный.Применение отпуска при более высокой температуре позволяет получить большую ударную вязкость, хотя твердость уменьшается. Для термического рафинирования проводится высокотемпературный отпуск. Для индукционной закалки или науглероживания необходимый отпуск, выполняемый после поверхностной закалки, — это низкотемпературный отпуск.
Thermal Refing — это процесс термообработки, применяемый для регулирования твердости, прочности и ударной вязкости стали. Эта обработка включает в себя закалку и высокотемпературный отпуск в сочетании.После выполнения термического рафинирования твердость регулируется с помощью этих обработок, чтобы улучшить обрабатываемые свойства металла.
Эта обработка включает в себя закалку и высокотемпературный отпуск в сочетании.После выполнения термического рафинирования твердость регулируется с помощью этих обработок, чтобы улучшить обрабатываемые свойства металла.
Целевая твердость для термического рафинирования:
- JIS S45C / AISI 1045 (Углеродистая сталь для использования в конструкции машин) 200 — 270 HB
- JIS SCM440 / AISI 4140 (легированная сталь для использования в конструкции машин) 230 — 270 HB
Науглероживание — это процесс термообработки, выполняемый специально для упрочнения поверхности материала, в котором присутствует углерод и проникает через поверхность.Поверхность низкоуглеродистой стали может быть науглерожена (подвергаться проникновению углерода под действием тепла и давления), в результате чего на внешней поверхности образуется слой с высоким содержанием углерода. Этот процесс требует закалки. После закалки применяется низкотемпературный отпуск для регулирования твердости. Не только поверхность, но и внутренняя структура материала также до некоторой степени упрочнены из-за науглероживания, однако он не такой твердый, как поверхность. Если на часть поверхности нанести маскирующий агент, предотвращается проникновение углерода и твердость не изменяется.Целевая твердость на поверхности и глубина закалки:
- Твердость закалки 55-63 HRC
- Эффективная глубина закалки 0,3 — 1,2 мм
Шестерни деформируются из-за науглероживания, и из-за этого всегда снижается класс точности шестерни. После науглероживания рекомендуется выполнять шлифовку зубьев и других критических поверхностей, чтобы повысить точность.
Индукционная закалка — это процесс термообработки, выполняемый для упрочнения поверхности шестерни путем индукционного нагрева стали с минимальным составом 0.3 процента углерода. В этом процессе индукционная катушка размещается вокруг шестерни, и через катушку пропускается ток. Этот электрический ток быстро нагревает сталь с последующей закалкой. Для зубчатых передач индукционная закалка эффективна для упрочнения участков зуба, включая поверхность зуба и вершину, однако в некоторых случаях корень может не закалиться. Как правило, точность зубчатого колеса снижается из-за деформаций, вызванных индукционной закалкой. При индукционной закалке шестерен S45C эффективная твердость и глубина составляют:
Для зубчатых передач индукционная закалка эффективна для упрочнения участков зуба, включая поверхность зуба и вершину, однако в некоторых случаях корень может не закалиться. Как правило, точность зубчатого колеса снижается из-за деформаций, вызванных индукционной закалкой. При индукционной закалке шестерен S45C эффективная твердость и глубина составляют:
- Твердость закалки 45-55 HRC
- Эффективная глубина закалки 1-2 мм
Закалка пламенем — это еще одна закалка поверхности, которая выполняется путем нанесения пламени непосредственно на сталь.Эта обработка обычно выполняется на поверхности для частичного упрочнения, поскольку трудно поддерживать надлежащий уровень нагрева и продолжительность для достижения однородной твердости на широкой части шестерен.
Азотирование — это процесс термообработки, выполняемый для упрочнения шестерни путем введения азота на поверхность стали. Если стальной сплав включает алюминий, хром и молибден, это улучшает азотирование и может быть получена желаемая твердость. Это термообработка, при которой весь стальной материал нагревается до сердцевины, а затем быстро охлаждается, при этом не только поверхность, но и сердцевина упрочняются.
Лазерная закалка — это относительно новый процесс термообработки поверхности. Материал подвергается воздействию лазера мощностью 4 кВт с лучом 40 мм мрад. Этот процесс позволяет достичь твердости 55-65 HRC на глубине 0,3-0,8 мм. Одним из преимуществ лазерной обработки является то, что прочность на изгиб остается неизменной, в отличие от индукционной закалки, которая снижает прочность на изгиб в среднем на 10 процентов. Лазерная обработка может увеличить прочность поверхности в 2,2 раза, тогда как индукционная закалка увеличивается в 2 раза.5-2,6x. Благодаря короткой продолжительности воздействия тепла и отсутствию необходимости в закалке этот метод сводит к минимуму искажения. При параллельном сравнении стойка длиной один метр увеличилась на 0,233 мм после индукционной закалки. Однако при лазерной закалке длина той же стойки увеличилась всего на 0,019 мм.
Однако при лазерной закалке длина той же стойки увеличилась всего на 0,019 мм.
Каждый из этих методов термообработки определяет твердость поверхности, подходящую для выбранного материала и расчетного срока службы. Выбор материала, стоимость и дополнительные операции будут вашим руководством к правильному выбору.
Обзор процесса
Это вещество повсюду.
Это ваша кухня, ваша машина, ваш дом, здания, в которых вы работаете, и мосты, по которым вы ездите.
Что это? То же, что мы использовали для создания цивилизаций тысячи лет:
Сталь.
Начиная с кузнечного дела, человечество так долго работало со сталью, что мы посвятили целые отрасли промышленности нагреванию и формованию стальных смесей в соответствии с нашими потребностями.Сегодня существует бесчисленное множество способов нагрева, гибки, закалки и химического изменения стали, чтобы она соответствовала любой цели, для которой она нужна.
Здесь мы кратко обсудим, как работает термическая обработка стали и почему термическая обработка металлов так жизненно важна в нашем современном мире.
Прочтите, чтобы узнать основы процесса термообработки стали.
Почему обрабатывают стальСталь — одно из самых распространенных веществ в мире, и без нее мы не смогли бы функционировать как общество.
Проще говоря, сталь — это сплав, состоящий из комбинации железа и других элементов. Существуют разные типы стали, в зависимости от того, какие другие элементы используются наряду с железом.
В целях обеспечения качества для того, чтобы сплав назывался сталью, должны присутствовать все следующие элементы:
- Алюминий
- Углерод
- Марганец
- Азот
- Кислород
- Фосфор
- Кремний
- Сера
Можно добавить множество других элементов для изменения свойств стали по желанию, но перечисленные выше элементы должны присутствовать. Точное соотношение всех этих элементов влияет на твердость, долговечность, гибкость стали и т. Д.
Есть также спецификации относительно того, сколько каждого элемента может быть в стальном сплаве, прежде чем его нужно будет назвать как-то иначе.
Например, чугун — это сплав, очень похожий на сталь, который содержит более 2,1% углерода. Кованое железо похоже на сплав чугуна, но по сравнению с ним содержит очень мало углерода, что облегчает его скручивание и сгибание.
Стальспроектирована для конечной цели, начиная с элементов, из которых она изготовлена.Затем этот грубый металлический сплав необходимо подвергнуть термической обработке таким образом, чтобы из него можно было придать форму и нарезать конечный продукт.
Итак, как устроен процесс термообработки?
Методы нагрева и закалкиЗдесь начинается самое интересное.
Сталь имеет критическую температуру, которая делает ее пластичной и начинает изменять ее химическую структуру. Сталь, нагретая выше этой температуры, переходит в так называемую аустенитную фазу.
Оттуда инженеры могут создать сталь нужной формы и нужного качества. Существует множество методов термической обработки стали, включая, помимо прочего:
- Отжиг — Нагрев, а затем медленное охлаждение стали, чтобы улучшить ее и сделать ее более мягкой
- Науглероживание — Добавление углерода к поверхности с помощью тепла и веществ, богатых углеродом
- Цементная закалка — науглероживание и быстрое охлаждение стали, чтобы центральная часть оставалась мягкой, а остальная часть затвердевала.
- Цианидное упрочнение — аналогично цементированию, но с использованием расплавленной цианидной соли для жесткого каркаса вместо углерода
- Обезуглероживание — Удаление углерода из стального сплава нагреванием или окислением
- Азотирование — добавление азота к поверхности стали с помощью тепла и богатой азотом жидкости или газа
- Волочение или отпуск — повторный нагрев стали, которая уже была охлаждена до определенной температуры, для удаления твердости
Обработка нерафинированного стального сплава различными процессами термообработки — единственный способ изготовить все готовые стальные детали, которые мы используем. Не все стальные изделия должны проходить все вышеперечисленные этапы, но вся сталь требует обработки.
Не все стальные изделия должны проходить все вышеперечисленные этапы, но вся сталь требует обработки.
Если вы начинаете ошеломлять, просто помните, что самая грубая легированная сталь проходит три основных этапа:
- Отжиг
- Закалка
- Закалка
Давайте разберемся, что означает каждое из этих слов.
Отжиг и закалка сталиЗдесь многие путаются.
Сталь нагревается до температуры, превышающей критическую для процесса отжига. Высокие температуры, используемые для отжига, переводят сталь в аустенитную фазу. На этом этапе качество зерна стали изменяется.
Когда горячая сталь охлаждается и снова становится твердой, ее нельзя использовать как есть. Термообработанная сталь должна быть отпущена, прежде чем ее можно будет использовать в качестве промышленного материала. При отпуске также происходит нагрев стали, но на этот раз ниже критической температуры.
Закаленная сталь — это способ сделать закаленную сталь менее хрупкой и изменить ее долговечность в соответствии с вашими потребностями.Для каждого проекта стали может потребоваться разный уровень нагрева для отпуска, но отпуск никогда не возвращает сталь обратно в аустенитную фазу.
Закалка (или отверждение) СтальВсе еще со мной?
Закалка — это промышленный термин, обозначающий быстрое охлаждение горячей стали, чтобы снова сделать ее твердой. В зависимости от проекта горячая и ковкая сталь будет погружаться в воду или масло для охлаждения. Это возвращает сталь в твердое состояние и часто делает ее хрупкой.
Термообработанная сталь также может охлаждаться на воздухе.Но, как упоминалось выше на различных этапах термообработки, способ охлаждения стали в значительной степени влияет на ее конечное качество.
Как вы, наверное, уже догадались, одна и та же сталь будет нагреваться и закаляться много раз. Это необходимо для того, чтобы он был готов поддерживать здания, мосты или любые другие сооружения на десятилетия вперед.
Это необходимо для того, чтобы он был готов поддерживать здания, мосты или любые другие сооружения на десятилетия вперед.
Разве вы не рады, что все это предоставлено профессионалам?
Термическая обработка сталиВот и все, ребята.Похоже, вы готовы построить свой собственный небоскреб.
(Шучу)
Резюме:
- Вся сталь представляет собой сплав железа и множества других элементов.
- Вся сталь должна быть обработана, чтобы ее можно было использовать в коммерческих продуктах.
- Термическая обработка стали обычно всегда включает отжиг, закалку и отпуск.
Если вы нашли этот пост в блоге полезным, узнайте, как мы закаливаем и отпускаем нашу сталь прямо здесь, на нашем семейном сталелитейном заводе.
Термическая обработка: что это такое и как работает
Что такое термическая обработка?
Хотя большинство людей не знают, что такое термическая обработка, на самом деле это важная часть производственного процесса. Это связано с тем, что термическая обработка позволяет улучшить металлическую деталь, чтобы материал лучше выдерживал износ. Термическая обработка включает нагрев металла или сплава до определенной температуры, а затем его охлаждение для упрочнения материала.
Термическая обработка может использоваться на разных этапах производственного процесса для изменения определенных свойств этого металла или сплава.Например, вы можете использовать термическую обработку, чтобы сделать его более прочным, твердым, долговечным или более пластичным, в зависимости от того, что требуется материалу для правильной работы.
Некоторые известные отрасли, в которых термическая обработка играет важную роль, включают самолеты, автомобили, оборудование, такое как пилы и топоры, компьютеры, космические корабли, военная и нефтегазовая промышленность.
Как работает термическая обработка?
Для достижения желаемого эффекта металл или сплав нагревают до определенной температуры, иногда до 2400 ° F, выдерживают при этой температуре в течение определенного времени, а затем охлаждают. Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «временем выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, поскольку металл, пропитанный в течение длительного времени, будет претерпевать другие изменения микроструктуры, чем металл, пропитанный. на более короткий период времени.
Пока он горячий, физическая структура металла, также называемая микроструктурой, изменяется, что в конечном итоге приводит к изменению его физических свойств. Время, в течение которого металл нагревается, называется «временем выдержки». Продолжительность выдержки играет важную роль в характеристиках металла, поскольку металл, пропитанный в течение длительного времени, будет претерпевать другие изменения микроструктуры, чем металл, пропитанный. на более короткий период времени.
Процесс охлаждения после выдержки также влияет на металл.Металл можно быстро охладить, что называется закалкой, или медленно в печи, чтобы добиться желаемого результата. Комбинация температуры выдержки, времени выдержки, температуры охлаждения и продолжительности охлаждения играет роль в создании желаемых свойств металла или сплава.
Когда металл подвергается термообработке в процессе производства, также определяется, какие свойства изменяются, а некоторые металлы могут даже обрабатываться несколько раз.
Знать, при каких температурах нагревать и охлаждать металлы, а также сколько времени должен занимать каждый этап процесса для конкретного металла или сплава, чрезвычайно сложно.Из-за этого материаловеды, известные как металлурги, изучают воздействие тепла на металл и сплавы и предоставляют точную информацию о том, как правильно выполнять эти процессы. Производители полагаются на эту информацию, чтобы гарантировать, что их металлические детали будут иметь правильные свойства в конце процесса.
Некоторые распространенные формы термообработки включают:
- Закалка : Когда металл закаливается, он нагревается до такой степени, что элементы в материале превращаются в раствор.Затем дефекты конструкции преобразуются, создавая надежное решение и упрочняя металл. Это увеличивает твердость металла или сплава, делая его менее ковким.
- Отжиг : Этот процесс используется для обработки металлов, таких как медь, алюминий, серебро, сталь и латунь.
 Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до превращения, а затем медленно сушат на воздухе. Этот процесс смягчает металл, делая его более пригодным для обработки и уменьшающим вероятность разрушения или растрескивания.
Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до превращения, а затем медленно сушат на воздухе. Этот процесс смягчает металл, делая его более пригодным для обработки и уменьшающим вероятность разрушения или растрескивания. - Закалка : Некоторые материалы, такие как сплавы на основе железа, очень твердые, что делает их хрупкими. Отпуск может снизить хрупкость и упрочнить металл. В процессе отпуска металл нагревается до температуры ниже критической для уменьшения хрупкости и сохранения твердости.
- Поверхностное упрочнение : материал закаливается снаружи, а внутренняя часть остается мягкой. Поскольку упрочнение может привести к тому, что материалы станут хрупкими, упрочнение используется для материалов, которые требуют гибкости при сохранении прочного слоя износа.
- Нормализация : Подобно отжигу, этот процесс делает сталь более вязкой и пластичной, нагревая материал до критических температур и выдерживая его при этой температуре до тех пор, пока не произойдет превращение.
 Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до превращения, а затем медленно сушат на воздухе. Этот процесс смягчает металл, делая его более пригодным для обработки и уменьшающим вероятность разрушения или растрескивания.
Эти материалы нагревают до определенной температуры, выдерживают при этой температуре до превращения, а затем медленно сушат на воздухе. Этот процесс смягчает металл, делая его более пригодным для обработки и уменьшающим вероятность разрушения или растрескивания.Почему так важна термическая обработка?
Без термической обработки металла, особенно стали, металлические детали для всего, от самолетов до компьютеров, не работали бы должным образом или вообще могли бы вообще не существовать. В частности, детали из цветных металлов будут намного слабее.Алюминиевые и титановые сплавы, а также бронза и латунь упрочняются посредством термической обработки. Многие из этих металлов используются в производстве автомобилей, самолетов и других продуктов, в которых используются прочные металлы не только для рабочих характеристик, но и для обеспечения безопасности.
Поскольку термически обработанные металлы часто бывают прочнее, чем металлы без термической обработки, предварительная обработка металлических деталей предотвращает коррозию, которая не приведет к замене дорогих металлических деталей позже или так часто.Это заставляет машины работать более дешево и эффективно и предотвращает проблемы.
Решения от General Kinematics
General Kinematics предоставляет оптимальное оборудование для улучшения и повышения производительности процесса термообработки и других производственных процессов. При термической обработке металлов существуют различные этапы, компания General Kinematics предоставляет оборудование, предназначенное для помощи в этом процессе и повышения производительности производства.
Конвейеры
General Kinematics Вибрационный спиральный подъемник SPIRA-FLOW ™ идеально подходит для термических обработок, требующих длинного пути транспортировки, но он уплотняет его в спиральную форму, чтобы занимать меньше места.Spiral-Flow отлично подходит для производственных предприятий, которые ограничены в пространстве или хотят оптимизировать использование пространства.
General Kinematics предлагает широкий спектр дополнительных конвейеров для множества задач термообработки. Независимо от того, хотите ли вы переместить свои материалы из точки A в точку B, нагреть, охладить или что-то еще, у GK есть оборудование, необходимое для повышения вашей вычислительной мощности.
Кормушки
Подача материала в требуемый процесс термообработки идеально выполняется с помощью промышленных питателей материала.Двухмассовые вибрационные питатели General Kinematics предназначены для работы в самых тяжелых и сложных условиях. Они способны выдерживать самые сложные нагрузки на материалы, чтобы обеспечить бесперебойную работу вашего процесса. Питатели GK проектируются по заказу и не требуют особого обслуживания, что означает меньшее время простоя и большую производительность.
General Kinematics предлагает широкий выбор высокопроизводительного промышленного оборудования, предназначенного для различных отраслей промышленности. Узнайте, что еще предлагает компания General Kinematics и как наше лучшее в отрасли оборудование может помочь вашей организации.
Обзор методов термообработки и их преимуществ
Термическая обработка — это процесс нагрева и охлаждения металлов с использованием определенных заранее определенных методов для получения желаемых свойств . Как черные, так и цветные металлы перед использованием проходят термическую обработку.
Как черные, так и цветные металлы перед использованием проходят термическую обработку.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или цикла для производства различных марок. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно специфическими физическими и химическими свойствами.
Преимущества
Есть разные причины для проведения термообработки. Некоторые процедуры делают металл мягким, а другие повышают твердость.Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термообработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка — это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла. И микроструктура играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов.К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. Д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этого процесса свойства металла изменятся. Среди этих свойств — электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Отопление
Детали реактивного двигателя, идущие в печьКак мы уже говорили, микроструктура сплавов будет изменяться в процессе термообработки.Нагрев осуществляется в соответствии с заданным термическим профилем.
Сплав может находиться в одном из трех различных состояний при нагревании. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно.Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждый штат приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Холдинг
Во время выдержки или выдержки металл поддерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностная закалка требует только структурных изменений поверхности металла для увеличения твердости поверхности. В то же время для других методов требуются единые свойства. В этом случае период владения больше.
Время замачивания также зависит от типа материала и размера детали. Для более крупных деталей требуется больше времени, если целью является единообразие свойств. Просто требуется больше времени, чтобы сердцевина большой детали достигла необходимой температуры.
Охлаждение
После завершения стадии пропитывания металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться таким же, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться таким же, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Различные среды, такие как рассол, вода, масло или принудительный воздух, регулируют скорость охлаждения. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Рассол быстрее всего поглощает тепло, а воздух — медленнее всего.
Также можно использовать печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
Каждый металлический сплав имеет свою фазовую диаграмму. Как уже было сказано ранее, термическая обработка выполняется согласно этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как это наиболее известная и широко используемая в университетах диаграмма.
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке.По оси абсцисс показано содержание углерода в сплаве, а по оси ординат — температура.
Обратите внимание, что 2,14% углерода — это предел, при котором сталь превращается в чугун,
На диаграмме показаны различные области, где металл находится в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области отмечены границами A1, A2, A3 и Acm. На этих границах раздела фазовые изменения происходят, когда через них проходит значение температуры или содержания углерода.
A1: Верхний предел фазы цементита / феррита.
A2: Предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: граница раздела фаз аустенит + феррит от γ (гамма) аустенитной фазы.
Acm: граница раздела, которая отделяет γ-аустенит от месторождения аустенит + цементит.
Фазовая диаграмма — важный инструмент для определения того, будет ли термообработка полезной или нет. Каждая структура придает конечному продукту определенные качества, и выбор термообработки зависит от этого.
Общие методы термической обработки
Есть несколько методов термообработки на выбор. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
- Отжиг
- Нормализация
- Закалка
- Старение
- Снятие напряжения
- Закалка
- Науглероживание
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем медленно охлаждается.
Отжиг проводится для смягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также улучшает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Имеющиеся пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация — это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40 ° C выше его верхней критической температуры.
Эта температура выше, чем температура, используемая для закалки или отжига. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Закалка, наиболее распространенный из всех процессов термообработки, используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждая, погружая в охлаждающую среду.Можно использовать масло, рассол или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементная закалка — это процесс упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала.В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Индукционная закалка
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
График старения алюминия 6061Старение или дисперсионное твердение — это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, что приводит к изменению свойств.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие стресса
Снятие напряжений особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. Д. Этот метод нагревает металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Закалка
Закалка — это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
температура обычно намного ниже температуры застывания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
науглероживание
Науглероживание корпуса
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Выделившийся углерод абсорбируется поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов — это стали различных марок. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка в растворе, естественное и искусственное старение.Термическая обработка алюминия — это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Термическая обработка стали | Термообработанная сталь | Термическая обработка металлов
Specialty Steel Treating — ведущая компания по прецизионной термообработке стали, которая имеет более чем 60-летний опыт работы с коммерческими клиентами и термообработанной сталью во многих отраслях промышленности. Наша миссия — выполнять высококачественную термообработку с контролируемой точностью для повышения производительности и снижения производственных затрат.
Некоторые из предлагаемых нами услуг по термообработке стали и металлов включают в себя: отпуск стали, цементирование, закалку в масле, термообработку стали, дисперсионную закалку, вакуумную термообработку и многое другое.
Вакуумные процедуры
Во время вакуумной термообработки сталь подвергается аустенитизации за счет приложения к металлу различных высоких температур в сочетании с использованием вакуума с частичным или высоким давлением для защиты материала и сокращения времени обработки. Это делает готовый продукт менее подверженным коррозии, окислению и износу, улучшая при этом прочность и долговечность.
Укрепление гильзы
В процессе нанесения корпуса рассеянный углерод используется для упрочнения стали за счет формирования оболочки, окружающей материал.Это позволяет сделать внешний вид жестким без излишнего затвердевания всего продукта. Обработка корпуса может применяться к различным металлическим деталям, включая детали из высоколегированной и низкоуглеродистой стали.
Закалка в масле
Термическая обработка посредством процесса закалки в масле включает погружение уже должным образом нагретой стали в масло, которое различается в зависимости от типа используемого материала, чтобы металл мог полностью затвердеть. Обычно продукты впоследствии подвергаются процедурам закалки, снятия стресса или старения для достижения желаемого конечного результата.
Вторичные методы лечения
Металлы можно сделать прочнее с помощью ряда вторичных методов. Методы отжига, отпуска, снятия напряжения, глубокой заморозки и криогенизации могут помочь сделать продукты более эластичными и работоспособными.
Термообработанная сталь и как избежать проблем
Нередко возникают проблемы после термической обработки металлов. Хотя это один из последних этапов производственного процесса, он не менее важен.При правильном выполнении термическая обработка может изменить механические и физические свойства металлов без изменения их формы. Если все сделано неправильно, результаты будут менее чем желательными. Вы хотите обеспечить высокое качество материала, избегая проблем с термообработкой стали. Вот некоторая информация об общих проблемах термической обработки и о том, как их избежать.
Перегрев и горениеНизколегированные металлы и обезуглероживание могут вызвать перегрев и возгорание. Температура выше 1200 ° C разрушает сталь и другие низколегированные металлы.Некоторое ухудшение механических свойств может произойти, если термическая обработка проводится перед ковкой и другими механическими процессами. Механические дефекты, возникающие в результате использования слишком большого количества тепла, могут повлиять на ударную вязкость и ударную вязкость обрабатываемого металла. Механический недостаток может вызвать эффект апельсиновой корки. Эффект апельсиновой корки возникает, когда поверхность покрывается твердыми и мягкими пятнами.
Можно обратить вспять эффект перегрева и горения с помощью тщательного контроля температуры.Правильная температура необходима для предотвращения неравномерного нагрева. Другие способы исправить перегрев включают проверку инструментов, чтобы убедиться, что они защищены подходящими растворами против обезуглероживания и металлом, чтобы гарантировать равномерный нагрев. Если металл нагревается неравномерно, обычно из-за того, что предварительного нагрева не произошло, средство состоит в том, чтобы дать металлу медленно остыть перед повторным нагревом и его закалкой.
ХрупкостьХрупкость — еще одна проблема.Эта проблема возникает из-за слишком сильного нагрева. Чтобы исправить проблемы с хрупкостью, может потребоваться отпуск металла на более короткий период времени и снижение температуры закалки. Вы можете исправить хрупкость, увеличив температуру и время затвердевания, если проблема связана с неправильным отпуском и слишком большой твердостью.
Неправильный тип металлаНе все сплавы подходят для термической обработки. Неправильные сплавы создают металл, не обладающий достаточной ударной вязкостью.Имейте в виду, что на ударную вязкость металла могут влиять многие факторы, но не столько, сколько количество и тип содержащихся в нем примесей, состояние его поверхности и применялась ли какая-либо термическая и механическая обработка.
Деформация и деформацияНормализовать обработанный металл перед термообработкой, чтобы избежать коробления. Необходима ровная температура и достаточное время. Поддерживайте температуру печи на протяжении всего процесса обработки. Правильная стабилизация металла для предотвращения движения во время процесса закалки также может помочь предотвратить коробление.Важно рассчитать время каждого шага. Правильная температура достигается, когда вы рассчитываете время каждого шага. Если перед процессом термообработки присутствуют напряжения, они могут создавать проблемы с формированием и короблением. После завершения обработки используйте достаточные меры для снятия напряжения.
Неравномерная твердостьНеравномерная твердость — распространенная проблема, которая возникает, когда в процессе охлаждения образуются пузырьки пара, на инструментах слишком много углерода и поверхность металла не была достаточно очищена перед обработкой.Чтобы решить эту проблему, может потребоваться другой процесс погружения, тщательно очистить все инструменты и металлические поверхности и перемешать ванну перед нагреванием.
Трещины охлажденияТрещины при охлаждении очень часто возникают при неравномерном нагреве, быстром охлаждении и перегреве. Разогрейте металл до нужной температуры, чтобы он нагрелся равномерно. Необходимо учитывать твердость обрабатываемого металла. Выбор инструмента должен происходить на основе способности металла к закалке и формы.
В процессе закалки перед отпуском могут возникнуть трещины, что приведет к неполному превращению. Общие причины включают холодные инструменты и остаточный аустенит. Закалка металла сразу после процесса закалки и завершение превращения обработкой может помочь предотвратить образование трещин при охлаждении.
Предотвращение проблем с термообработкой
Предотвратите проблемы с термообработкой стали, используя следующие методы: вакуумные печи, надлежащая закалка, закалка, отпуск и расплав солей.Окисление и обезуглероживание могут происходить при наличии воздуха, некоторых типов печей или продуктов сгорания. Это приводит к проблемам с качеством поверхности, размеров и прочности.
Свяжитесь с отделом специальной обработки стали, чтобы узнать больше о том, как наши услуги по термообработке металлов могут вам помочь.
Закалка и термическая обработка отпуска :: Bluewater Thermal Solutions
Положения и условия
Введение
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ДАННЫЕ УСЛОВИЯ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА ПЕРЕД ИСПОЛЬЗОВАНИЕМ ДАННОГО САЙТА («ВЕБ-САЙТ»).НАСТОЯЩИЕ УСЛОВИЯ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА («УСЛОВИЯ ИСПОЛЬЗОВАНИЯ») РЕГУЛИРУЮТ ВАШ ДОСТУП И ИСПОЛЬЗОВАНИЕ ВЕБ-САЙТА. ВЕБ-САЙТ ДОСТУПЕН ДЛЯ ВАШЕГО ИСПОЛЬЗОВАНИЯ ТОЛЬКО ПРИ СОГЛАСИИ С УСЛОВИЯМИ ИСПОЛЬЗОВАНИЯ, ИЗЛОЖЕННЫМИ НИЖЕ. ЕСЛИ ВЫ НЕ СОГЛАСНЫ СО ВСЕМИ УСЛОВИЯМИ ИСПОЛЬЗОВАНИЯ, НЕ ДОПУСКАЙТЕ И НЕ ИСПОЛЬЗУЙТЕ ВЕБ-САЙТ. ДОСТУПАЯ ИЛИ ИСПОЛЬЗУЯ ВЕБ-САЙТ, ВЫ И ПРЕДПРИЯТИЕ, КОТОРОЕ ВЫ УПОЛНОМОЧЕНЫ ПРЕДСТАВИТЬ («ВЫ» ИЛИ «ВАШЕ»), ПОДТВЕРЖДАЕТЕ СОГЛАШЕНИЕ ОБ ОБЯЗАТЕЛЬСТВЕ УСЛОВИЙ ИСПОЛЬЗОВАНИЯ.
1. Объем условий использования
Настоящие Условия использования регулируют использование вами веб-сайта и всех приложений, программного обеспечения и услуг (совместно именуемых «Услуги»), доступных через веб-сайт, за исключением случаев, когда такие услуги являются предметом отдельного соглашения.
2. Изменения
Bluewater может пересматривать и обновлять настоящие Условия использования в любое время. Продолжение использования вами веб-сайта после любых изменений настоящих Условий использования будет означать, что вы принимаете эти изменения. Любой аспект веб-сайта может быть изменен, дополнен, удален или обновлен без предварительного уведомления по собственному усмотрению Bluewater. Bluewater может также изменять или взимать плату за продукты и услуги, предоставляемые через веб-сайт, в любое время по своему собственному усмотрению. Bluewater может устанавливать или изменять в любое время общие правила и ограничения в отношении других продуктов и услуг Bluewater по своему собственному усмотрению.
3. Лицензия и право собственности
Все права интеллектуальной собственности («Интеллектуальная собственность»), связанные с Веб-сайтом и его содержимым («Контент»), являются исключительной собственностью Bluewater, ее аффилированных лиц или третьих лиц. Контент защищен законами об авторском праве и другими законами как в США, так и в других странах. Элементы веб-сайта также защищены законами о внешнем виде, коммерческой тайне, недобросовестной конкуренции и другими законами и не могут быть скопированы или имитированы полностью или частично. Вся настраиваемая графика, значки и другие элементы, которые появляются на веб-сайте, являются товарными знаками, знаками обслуживания или товарным знаком («Знаки») Bluewater, его аффилированных лиц или других организаций, которые предоставили Bluewater право и лицензию на использование таких Знаков и могут Запрещается использовать или вмешиваться в работу любого менеджера без явного письменного согласия Bluewater.За исключением случаев, когда иное прямо разрешено настоящими Условиями использования, вы не можете копировать, воспроизводить, изменять, сдавать в аренду, брать взаймы, продавать, создавать производные работы, загружать, передавать или распространять Интеллектуальную собственность Веб-сайта каким-либо образом без Bluewater или предварительное письменное разрешение соответствующей третьей стороны. За исключением случаев, прямо предусмотренных в настоящем документе, Bluewater не предоставляет Вам никаких явных или подразумеваемых прав на Интеллектуальную собственность Bluewater или третьих лиц.
Bluewater предоставляет вам ограниченную, личную, непередаваемую, несублицензируемую, отзывную лицензию на доступ и использование только веб-сайта, Контента и Услуг только в том виде, который представлен Bluewater, только в порядке, прямо разрешенном Bluewater.За исключением этой ограниченной лицензии, Bluewater не выражает интереса к Контенту, Услугам, Веб-сайту или любой другой собственности Bluewater, разрешая Вам доступ к Веб-сайту. За исключением случаев, предусмотренных законом или прямо предусмотренных в настоящем документе, ни один Контент не может подвергаться обратному проектированию, изменению, воспроизведению, переизданию, переводу на любой язык или компьютерный язык, повторной передаче в любой форме и любыми средствами, перепродаже или распространяется без предварительного письменного согласия Bluewater.Вы не можете производить, продавать, предлагать для продажи, изменять, воспроизводить, демонстрировать, публично исполнять, импортировать, распространять, ретранслировать или иным образом использовать Контент каким-либо образом, если это прямо не разрешено Bluewtater.
4. Ограничения использования веб-сайта
В дополнение к другим ограничениям, изложенным в настоящих Условиях использования, вы соглашаетесь с тем, что:
(a) Вы не должны скрывать происхождение информации, передаваемой через веб-сайт, или размещать ложные или вводящие в заблуждение информация на веб-сайте.
(b) Вы не будете использовать или получать доступ к каким-либо услугам, информации, приложениям или программному обеспечению, доступным через веб-сайт, способом, прямо не разрешенным Bluewater.
(c) Вы не будете вводить или загружать на Веб-сайт какую-либо информацию, которая содержит вирусы, троянских коней, червей, бомбы замедленного действия или другие процедуры компьютерного программирования, которые предназначены для повреждения, вмешательства в работу, перехвата или экспроприации любой системы, Веб-сайта. или Информация, или которая нарушает права интеллектуальной собственности (определенные ниже) другого лица.
(d) Некоторые разделы веб-сайта могут быть ограничены для клиентов Bluewater.
(e) Вы не можете использовать или получать доступ к Веб-сайту или Услугам каким-либо образом, который, по мнению Bluewater, отрицательно влияет на производительность или функционирование Услуг или Веб-сайта или мешает авторизованным сторонам получать доступ к Услугам или веб-сайт.
(f) Вы не можете создавать или использовать методы кадрирования для включения какой-либо части или аспекта Содержимого или Информации без явного письменного согласия Bluewater.
5. Ссылки
(a) Исходящие ссылки. Веб-сайт может содержать ссылки на сторонние веб-сайты и ресурсы (совместно именуемые «Связанные сайты»). Эти Связанные сайты предоставляются исключительно для вашего удобства, а не в качестве поддержки Bluewater контента на таких Связанных сайтах. Bluewater не делает никаких заявлений и не дает никаких гарантий относительно правильности, точности, производительности или качества любого контента, программного обеспечения, услуг или приложений, найденных на любом Связанном сайте.Bluewater не несет ответственности за доступность Связанных сайтов, а также за содержание или деятельность таких сайтов. Если вы решите получить доступ к связанным сайтам, вы делаете это на свой страх и риск. Кроме того, использование вами Связанных сайтов регулируется всеми применимыми политиками и условиями использования, включая, помимо прочего, политику конфиденциальности Связанного сайта.
(b) Входящие ссылки. Ссылки на любую страницу веб-сайта, кроме http://www.bluewaterthermal.com, с помощью простой текстовой ссылки строго запрещены при отсутствии отдельного соглашения о размещении ссылок с Bluewater.Любому веб-сайту или другому устройству, которое ссылается на http://www.bluewaterthermal.com или любую доступную на нем страницу, запрещено (а) копировать Контент, (б) использовать браузер или пограничную среду вокруг Контента, (в) подразумевая любая мода, которую Bluewater или ее аффилированные лица поддерживают ее или ее продукты, (d) искажение фактов, включая ее отношения с Bluewater или любыми ее аффилированными лицами, (e) предоставление ложной информации о продуктах или услугах Bluewater, и ( е) использование любого логотипа или товарного знака Bluewater или любой из ее дочерних компаний без явного письменного разрешения Bluewater.
6. Представленные материалы
Вы соглашаетесь с тем, что Bluewater по своему усмотрению может прекратить или приостановить использование вами Веб-сайта, Услуг и Контента в любое время и по любой причине или без таковой по своему собственному усмотрению, даже если доступ и использование продолжаются. быть позволенным другим. После такого приостановления или прекращения вы должны немедленно (а) прекратить использование веб-сайта и (б) уничтожить все сделанные вами копии любой части Контента. Доступ к веб-сайту или услугам после такого прекращения, приостановки или прекращения действия считается нарушением права владения.Кроме того, вы соглашаетесь с тем, что Bluewater не несет ответственности перед вами или любой третьей стороной за прекращение или приостановление вашего доступа к Веб-сайту и / или Услугам.
ОТКАЗ ОТ ГАРАНТИЙ
BLUEWATER НЕ ДАЕТ ЗАЯВЛЕНИЙ О РЕЗУЛЬТАТАХ, ПОЛУЧЕННЫХ ОТ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА ИЛИ СОДЕРЖАНИЯ. ИСПОЛЬЗУЕТЕ ЖЕ НА ВАШ СОБСТВЕННЫЙ РИСК.
ВЕБ-САЙТ, УСЛУГИ И СОДЕРЖАНИЕ ПРЕДОСТАВЛЯЮТСЯ НА УСЛОВИЯХ «КАК ЕСТЬ». BLUEWATER, ЕЕ ЛИЦЕНЗИАРЫ И ЕГО ПОСТАВЩИКИ В САМОЙ ПОЛНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ЗАКОНОМ, ОТКАЗЫВАЮТСЯ ОТ ВСЕХ ГАРАНТИЙ, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, ЗАКОНОДАТЕЛЬНЫХ ИЛИ ИНЫХ УСЛОВИЙ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЕМОЕ ПОДРАЗУМЕВАЕМЫМИ ГАРАНТИЯМИ, ПРАВА ТОВАРА. И ПРИГОДНОСТЬ ДЛЯ КОНКРЕТНОЙ ЦЕЛИ.BLUEWATER И ЕЕ ФИЛИАЛЫ, ЛИЦЕНЗИАРЫ И ПОСТАВЩИКИ НЕ ДЕЛАЮТ НИКАКИХ ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ В ОТНОШЕНИИ ТОЧНОСТИ, ПОЛНОТЫ, БЕЗОПАСНОСТИ ИЛИ СОВРЕМЕННОСТИ СОДЕРЖАНИЯ ИЛИ УСЛУГ, ПРЕДОСТАВЛЯЕМЫХ ПРИ ИСПОЛЬЗОВАНИИ ВЕБ-САЙТА ИЛИ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ. НИКАКАЯ ИНФОРМАЦИЯ, ПОЛУЧЕННАЯ ВАМИ НА ВЕБ-САЙТЕ, НЕ СОЗДАЕТ КАКИХ-ЛИБО ГАРАНТИЙ, ЯВНО НЕ ЗАЯВЛЕННОЙ BLUEWATER В НАСТОЯЩИХ УСЛОВИЯХ ИСПОЛЬЗОВАНИЯ.
В НЕКОТОРЫХ ЮРИСДИКЦИЯХ НЕ ДОПУСКАЕТСЯ ОГРАНИЧЕНИЯ ПОДРАЗУМЕВАЕМЫХ ГАРАНТИЙ, ПОЭТОМУ, ОГРАНИЧЕНИЯ И ИСКЛЮЧЕНИЯ В ДАННОМ РАЗДЕЛЕ МОГУТ НЕ ПРИМЕНЯТЬСЯ К ВАМ. ЕСЛИ ВЫ СОБИРАЕТЕСЬ В КАЧЕСТВЕ ПОТРЕБИТЕЛЯ, НАСТОЯЩИЕ ПОЛОЖЕНИЯ НЕ ОТНОСЯТЕСЬ ОТ ВАШИХ ЗАКОННЫХ ПРАВ, ОТ КОТОРЫХ НЕ МОЖЕТ БЫТЬ ОТКАЗАНО.ВЫ СОГЛАШАЕТЕСЬ И ПРИЗНАЕТЕ, ЧТО ОГРАНИЧЕНИЯ И ИСКЛЮЧЕНИЯ ОТВЕТСТВЕННОСТИ И ГАРАНТИИ, ПРЕДОСТАВЛЯЕМЫЕ В НАСТОЯЩИХ УСЛОВИЯХ ИСПОЛЬЗОВАНИЯ, ЯВЛЯЮТСЯ ЧЕСТНЫМИ И РАЗУМНЫМИ.
9. ОГРАНИЧЕНИЕ ОТВЕТСТВЕННОСТИ
В СТЕПЕНИ, РАЗРЕШЕННОЙ ДЕЙСТВУЮЩИМ ЗАКОНОДАТЕЛЬСТВОМ, И В той степени, в какой BLUEWATER ИНАЧЕ ОБНАРУЖЕН ОТВЕТСТВЕННОСТЬЮ ЗА ЛЮБЫЕ УБЫТКИ, BLUEWATER НЕСЕТ ОТВЕТСТВЕННОСТЬ ЗА ФАКТИЧЕСКИЕ УБЫТКИ ТОЛЬКО В ОТНОШЕНИИ ОТВЕТСТВЕННОСТИ СООТВЕТСТВУЕТ , ЕЕ ЛИЦЕНЗИАРЫ, ЕГО ПОСТАВЩИКИ ИЛИ ЛЮБЫЕ ТРЕТЬИ ЛИЦА, УКАЗАННЫЕ НА ВЕБ-САЙТЕ, НЕСУТ ОТВЕТСТВЕННОСТЬ ЗА ЛЮБЫЕ СЛУЧАЙНЫЕ, КОСВЕННЫЕ, ПРИМЕРНЫЕ, КАРАТНЫЕ И КОСВЕННЫЕ УБЫТКИ, ПОТЕРЯ ПРИБЫЛИ ИЛИ УБЫТКИ, ПРИЧИНЕННЫЕ В РЕЗУЛЬТАТЕ УБЫТКИ ДАННЫХ ИЛИ ВЗАИМОДЕЙСТВИЯ С ДЕЛОМ ДЛЯ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА, УСЛУГ ИЛИ КОНТЕНТА, ОСНОВАННЫХ НА ГАРАНТИИ, КОНТРАКТЕ, ПРАКТИКЕ, НЕЗАВИСИМОСТИ ИЛИ ЛЮБОЙ ДРУГИХ ЮРИДИЧЕСКИХ ТЕОРИЯХ, И ПРЕДОСТАВЛЯЕТСЯ ЛИБО ИЛИ НЕ BLUEWATER о ВОЗМОЖНОСТИ ТАКИХ УБЫТКОВ.В СТЕПЕНИ, РАЗРЕШЕННОЙ ЗАКОНОМ, СРЕДСТВА ЗАЩИТЫ, ПРЕДУСМОТРЕННЫЕ ДЛЯ ВАС НАСТОЯЩИМИ УСЛОВИЯМИ, ЯВЛЯЮТСЯ ИСКЛЮЧИТЕЛЬНЫМИ И ОГРАНИЧИВАЮТСЯ ТОЧНЫМ ОБРАЗОМ, ПРЕДУСМОТРЕННЫМИ НАСТОЯЩИМИ УСЛОВИЯМИ ИСПОЛЬЗОВАНИЯ.
10. Соблюдение закона
Вы соглашаетесь использовать Веб-сайт в строгом соответствии со всеми применимыми законами, постановлениями и постановлениями и таким образом, который, по единоличному мнению Bluewater, не оказывает негативного влияния на репутацию или репутацию Bluewater и не предпринимает никаких действий, которые могут привести к нарушению Bluewater каких-либо законов, постановлений или постановлений, применимых к Bluewater.
11. Применимое право
Настоящие Положения и условия должны регулироваться и толковаться в соответствии с законодательством штата Нью-Йорк без ссылки на его нормы коллизионного права. Вы соглашаетесь с тем, что любые судебные иски, вытекающие из настоящих условий или связанные с ними, должны подаваться только в суды штата или федеральные суды, расположенные в округе Нью-Йорк в штате Нью-Йорк.
12. Общие положения
Вы не можете переуступать настоящие Условия использования или какие-либо из своих интересов, прав или обязательств в соответствии с настоящими Условиями использования.Если какое-либо положение настоящих Условий использования будет признано недействительным каким-либо судом, имеющим компетентную юрисдикцию, недействительность такого положения не повлияет на действительность остальных положений настоящих Условий использования, которые остаются в полной силе. Никакой отказ от любого из настоящих Условий использования не должен считаться дальнейшим или продолжающимся отказом от такого условия или любого другого условия.
13. ПОЛНОЕ СОГЛАШЕНИЕ
ЗА ИСКЛЮЧЕНИЕМ ЯВНО ПРЕДОСТАВЛЕННЫХ В ОТДЕЛЬНОЙ ЛИЦЕНЗИИ ИЛИ ДРУГОМ ПИСЬМЕННОМ СОГЛАШЕНИИ МЕЖДУ ВАМИ И BLUEWATER, НАСТОЯЩИЕ УСЛОВИЯ ИСПОЛЬЗОВАНИЯ СОСТАВЛЯЮТ ПОЛНОЕ СОГЛАШЕНИЕ МЕЖДУ САЙТОМ WEFT ИЛИ ПРОГРАММНЫМ ОБЕСПЕЧЕНИЕМ BLUEWATER С ПОМОЩЬЮ НАС , ИНФОРМАЦИЯ ИЛИ СОДЕРЖАНИЕ, СОДЕРЖАЩИЕСЯ ТАМ, И ЗАМЕНЯЮЩИЕ ВСЕ ОБСУЖДЕНИЯ, СООБЩЕНИЯ, РАЗГОВОРЫ И СОГЛАШЕНИЯ, КАСАЮЩИЕСЯ ПРЕДМЕТА ЗДЕСЬ.
Условия продажи
Стандартные условия продажи («Положения и условия»)
1. Обращаясь к Bluewater с просьбой о предоставлении определенных услуг по термической обработке («Услуги») продукта / материала / товаров клиента («Товары»), клиент настоящим соглашается с настоящими Условиями продажи и Заявлением об ограниченной ответственности. («Условия») применяются, несмотря на любые положения об обратном, содержащиеся в любом документе, предоставленном заказчиком компании Bluewater (ранее или в дальнейшем), включая, помимо прочего, любой запрос коммерческого предложения, заказ (-ы) на поставку, товаросопроводительный документ или предоставленную форму подтверждения. заказчиком или любым из его агентов, и даже если такие документы содержат формулировку, требующую, чтобы положения, содержащиеся в таких документах, имели преимущественную силу или аннулировали любые противоположные положения, содержащиеся в настоящем документе.Оплачивая счета-фактуры Bluewater за оказанные Услуги, заказчик соглашается с тем, что настоящие Условия будут применяться к Услугам, на которые распространяется указанный счет, и что ни одно положение, указанное в настоящем документе, не может быть изменено каким-либо положением в любом документе, представленном клиентом в любое время. Принятие компанией Bluewater любых Услуг для клиента прямо обусловлено согласием клиента с настоящими Условиями. Оказание Bluewater Услуг не считается принятием каких-либо встречных предложений или условий, предоставленных клиентом, и Bluewater не будет связана обязательствами, возражать и отклонять любые дополнительные положения или положения, которые отличаются от настоящих Условий.
2. Плата за оказанные услуги подлежит оплате за 30 дней с даты выставления счета Bluewater без права на изменение, если иное не согласовано в письменной форме и подписано заказчиком и уполномоченным представителем Bluewater, до момента предоставления любых Услуг. оказываются. Плата за обслуживание в размере 1,5% в месяц от полной стоимости оказанных Услуг применяется к просроченным счетам. Bluewater оставляет за собой право на любые просроченные счета (определяемые как счета, оставшиеся просроченными более чем на 60 дней с даты выставления счета) (1) приостановить выполнение любого заказа для клиента и / или приостановить доставку любого из Товаров клиента. , (2) разместить просроченные счета на C.О. статус, (3) требовать сбора оплаты через третью сторону, (4) останавливать любые Товары в пути к покупателю, (5) требовать оплаты за Услуги до отгрузки Товаров покупателю, (6) изменять, изменять или ограничивать условия оплаты или (7) использовать любые другие варианты, необходимые для взыскания. Кроме того, Bluewater имеет право взыскать любые расходы по взысканию, включая разумные гонорары адвокатам или расходы третьих сторон по взысканию, для обеспечения соблюдения настоящих Условий. Все котировки Bluewater открыты для принятия в течение 90 дней с даты выпуска, если не указано иное.Bluewater по своему усмотрению может утверждать кредитные авизо для клиента. Любое кредитовое авизо на сумму менее 10 000 долларов США может быть одобрено генеральным менеджером Bluewater. Любое кредитовое авизо на сумму более 10 000 долларов США должно быть одобрено финансовым директором Bluewater, операционным директором или президентом. Все кредитовые авизо должны быть в письменной форме и подписаны соответствующим представителем Bluewater.
3. ОГРАНИЧЕННАЯ ГАРАНТИЯ. Bluewater гарантирует, что будет предоставлять Услуги качественно и качественно, отражая нашу приверженность обслуживанию клиентов и в соответствии с заказом (имеется в виду обработка продукта, материала, деталей или иным образом), согласованным с клиентом.Заказчик гарантирует, что Товары не будут иметь каких-либо существенных дефектов, которые могли бы негативно повлиять на оказанные Услуги. Клиент обязан осмотреть Товары сразу после их возврата, и обо всех претензиях в соответствии с настоящими Условиями необходимо сообщать до (а) 5 дней после доставки Товаров покупателю или (б) время, когда Товары вводятся в эффективное использование или продаются другим лицам, и до того, как будет выполнена какая-либо дальнейшая обработка, сборка или другие работы с указанными Товарами, такое время не должно превышать 7 дней после отправки из Bluewater («Гарантийный период»).Все претензии, в которых подробно говорится о нарушении гарантии, должны подаваться в Bluewater в письменной форме в течение этого гарантийного срока. Все гарантии считаются недействительными, если (а) Товары подверглись неправильному использованию, неправильному использованию или изменению после доставки покупателю, (б) покупатель использовал Товары после того, как он впервые обнаружил (или должен был быть в состоянии обнаружить или идентифицировать), что такие Товары были повреждены, бракованы или подвергались неправильной обработке / Услугам, (c) Товары неправильно или неправильно хранятся после доставки или получения покупателем, или (d) Товары, доставленные в Bluewater с существенными дефектами.Bluewater не делает никаких заявлений и не дает никаких гарантий относительно чистоты Товаров после оказания Услуг Bluewater без предварительного письменного разрешения должностного лица Bluewater. Поскольку при термической обработке существуют риски, независимо от сложности управления технологическим процессом и / или доступных известных методов, Bluewater не делает никаких заявлений. гарантия, выраженная или подразумеваемая, что Товары, обслуживаемые Bluewater, подлежат продаже или пригодны для определенной цели. Bluewater также не дает никаких других гарантий, явных или подразумеваемых, за исключением случаев, указанных в настоящем документе, и настоящим отказывается от любых других гарантий, которые могут существовать.
4. Bluewater не несет ответственности за какие-либо необычные, случайные, сопутствующие, непреднамеренные, результирующие, штрафные или заранее оцененные убытки в связи с Услугами, оказанными Товарам, или за нарушение каких-либо обязательств перед заказчиком. Как указано выше в пункте 3, заказчик осознает наличие определенных рисков, присущих Услугам, предоставляемым Bluewater. Если юридическая ответственность Bluewater установлена по какой-либо причине или по какой-либо причине, включая, помимо прочего, нарушение гарантии, единственная и исключительная ответственность Bluewater и исключительное средство правовой защиты будут заключаться в Bluewater, по ее единоличному усмотрению, для предоставления клиенту на сумму, равную документально подтвержденному прямому и фактическому ущербу, при условии, что такие убытки не превышают двукратную сумму первоначальной платы за Услуги для Товаров, которые привели к возникновению ответственности или затрат для клиента по замене затронутых Товаров.Bluewater также оставляет за собой право выдавать клиенту кредитовые авизо по любой денежной гарантии или другим обязательствам перед клиентом. Ни один агент или представитель Bluewater не имеет права изменять условия гарантии или денежного возмещения, за исключением случаев, когда это прямо разрешено (письменное согласие и подписано) должностным лицом Bluewater.
5. Bluewater не обязана проводить какие-либо металлургические или лабораторные испытания Товаров на твердость, предел прочности, предел текучести, эластичность, вязкость разрушения, микроструктуру, растрескивание или иное; за все такие испытания несет исключительную ответственность и обязанность покупателя, если должным образом уполномоченный представитель Bluewater не подтвердил в письменной форме, что он проводил такие испытания отдельно.Bluewater не несет ответственности за любые предполагаемые несоответствия в весе или количестве штук Товаров, за исключением случаев, когда претензия предъявляется в течение пяти рабочих дней после получения Товаров покупателем, и только в том случае, если такое несоответствие в весе или количестве товаров, если любой, проверено представителем Bluewater. Bluewater оставляет за собой право пересматривать ценовые предложения и / или покрывать дополнительные расходы или расходы в случае, если Клиент приостанавливает выполнение запрошенных Услуг, оказываемых для Товаров, или в результате несоответствия или неточности инструкций клиента.
6. Товары должны оставаться за счет и на исключительный риск клиента во время транспортировки на объект Bluewater и обратно, во время погрузки и разгрузки, а также при нахождении на территории предприятия Bluewater, выполняющего Услуги. Если компания Bluewater не указала цены и условия доставки, получения и перевозки грузов, все Товары доставляются на условиях франко-борт. Расположение Bluewater. Риск потери любого Товара в пути переходит после доставки на ФОБ. точка. Сторона, принимающая на себя риск потери, несет единоличную ответственность за все расходы по доставке и доставке и должна обеспечивать надлежащую страховку с надежными перевозчиками, покрывающую восстановительную стоимость таких товаров в пути.Заказчик гарантирует, что Товары не будут представлять никакой опасности, окружающей среды, безопасности или иным образом для объектов или персонала Bluewater. Заказчик также гарантирует, что он либо является владельцем Товаров, либо уполномочен владельцем Товаров принять настоящие Условия от имени владельца.
7. Заказчик несет ответственность за все расходы, сборы и любые расходы, связанные с созданием, консультированием, проверкой, согласованием и действием любого аккредитива (-ов), переводом денежных средств в Bluewater и / или выпуском любых товаросопроводительных документов.Стоимость любых изменений или модификаций заказа, запрошенных клиентом после даты принятия заказа, оплачивается клиентом, если такое изменение или модификация принимается представителем Bluewater.
8. Заказчик несет исключительную ответственность за надлежащую упаковку Товаров, чтобы защитить их при транспортировке в Bluewater от неблагоприятных погодных условий, повреждений от ударов и / или любых других рисков при транспортировке. Заказчик должен использовать упаковочные материалы, подходящие для повторного использования компанией Bluewater, где Bluewater несет ответственность за доставку Товаров заказчику, если в письменной форме заказчик и уполномоченный представитель Bluewater не договорились о других способах упаковки Товаров.Компания Bluewater не дает никаких гарантий, что упаковочные материалы, ящики, картонные коробки и поддоны будут возвращены покупателю. Однако по возможности они будут возвращены покупателю вместе с Товарами.
9. Заказчик соглашается уплачивать акцизы, валовые поступления, продажи, использование или профессиональные налоги или другие налоги / тарифы, взимаемые с любых Услуг, контрактов, отгрузки или доставки, связанных с ними, и нести ответственность за соблюдение всех применимых импортных / законы об экспорте США или любой другой страны, откуда товары поступают на предприятие Bluewater или на которые они доставляются после оказания Услуг.
10. Форс-мажор: Bluewater не несет ответственности за невыполнение условий настоящего Соглашения по любой причине или событию, находящемуся вне ее разумного контроля («форс-мажор»), включая, помимо прочего, стихийные бедствия и террористические акты. , пожар, наводнение, стихийное бедствие, невозможность получить материалы по разумным ценам, непостоянство коммунальных расходов, оборудования или транспорта, государственные законы или постановления, несчастные случаи, трудовые споры, забастовки, локауты или нехватка, или другие подобные вопросы.В случае возникновения форс-мажорных обстоятельств Bluewater уведомит клиента и постарается минимизировать продолжительность любого воздействия на его способность оказывать Услуги по заказу из-за такого форс-мажорного события.
11. Законы штата Нью-Йорк регулируют толкование и соблюдение настоящих Условий, за исключением выбора положений законов. Настоящим стороны исключают применение Конвенции ООН о договорах международной купли-продажи товаров (1980 г.) и любых поправок к ней.Любой спор, возникающий из настоящих Условий или в отношении любых Услуг, может быть передан в федеральные суды или суды штата, расположенные в округе Нью-Йорк, штат Нью-Йорк, и обе стороны прямо соглашаются с личной юрисдикцией таких судов и отказываются от любых возражений против юрисдикции. и место проведения. Единый коммерческий кодекс прямо не распространяется на какие-либо заказы, предложения о продаже или любые услуги, предоставляемые в соответствии с настоящим документом.
12. Ни один сотрудник, представитель или агент Bluewater не имеет права изменять, исправлять или отказываться от настоящих Условий или брать на себя какие-либо другие обязательства или ответственность для Bluewater, за исключением случаев, когда это прямо разрешено (письменное согласие и подписано) должностным лицом Bluewater.
13. Выполнение любых Услуг, охватываемых каждым заказом, должно осуществляться в соответствии с Законом о справедливых трудовых стандартах 1938 года с поправками, применимыми к Bluewater.
14. В случае, если какое-либо одно или несколько положений или частей положения, содержащегося в настоящем документе, по какой-либо причине будет признано недействительным или незаконным, такая недействительность, незаконность или неисполнимость не повлияет на какое-либо другое положение или часть положения. настоящего Соглашения, но настоящие Условия (включая, если применимо, любые Дополнительные условия) будут изменены и истолкованы так, как если бы такое недействительное, незаконное или неисполнимое положение или часть положения никогда не содержалось в настоящем документе, и такое положение или часть будут изменены таким образом, чтобы является действительным, законным и имеющим исковую силу при сохранении, в максимально допустимой степени, в максимально возможной степени первоначального намерения положения.
15. Каждая сторона может предоставить другой стороне конфиденциальную информацию. Конфиденциальная информация определяется как такая информация, которая была определена как конфиденциальная и еще не была известна другому лицу, а также не является общедоступной или доступной, кроме как по вине другого, и включает, помимо прочего, коммерческую тайну, проприетарные чертежи. , спецификации и конкретные параметры обработки. Каждая сторона соглашается сохранять конфиденциальную информацию другой стороны в секрете и не раскрывать ее третьим лицам или использовать ее без предварительного письменного согласия другой стороны.Каждая сторона сохраняет за собой право собственности и все права на такую раскрываемую конфиденциальную информацию. Заказчик признает, что бизнес Bluewater в первую очередь заключается в предоставлении Услуг товарам и что Bluewater за многие годы накопила опыт и ноу-хау, которые могут быть полезны при предоставлении Услуг заказчику. Клиент также признает, что Bluewater может предоставлять Услуги и другие услуги (включая услуги, такие же или аналогичные тем, которые предоставляются клиенту, и включая услуги в отношении тех же или аналогичных товаров, что и товары клиента) в ходе обычной деятельности для других клиентов. без ограничений.Bluewater имеет в своем распоряжении формулировку взаимного соглашения о неразглашении, если заказчик пожелает установить такие отношения, которые гарантируют использование.
16. Заказчик должен освободить Bluewater от ответственности и обезопасить Bluewater от любых претензий третьих лиц, предъявленных к Bluewater, в отношении производства, продажи, обработки, распространения или использования Товаров или оказания Услуг, если Товары были подвергнуты предыдущей или дальнейшей обработке, сборке или работе после оказания Услуг компанией Bluewater.
17. Все указанные даты доставки являются приблизительными, и такая доставка Товаров компанией Bluewater зависит от своевременного получения компанией Bluewater (а) заказа, (б) полных и подробных текущих спецификаций (включая любые чертежи или чертежи), приемлемых для производства.