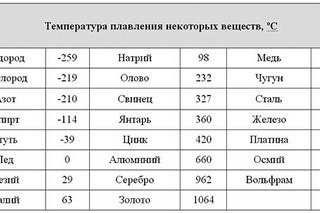
Представьте значение температуры плавления свинца,алюминия и серебра в виде столбчатой
Сергей и Олег должны были вместе набрать рукопись к определенному сроку. После того как было набрано половину рукописи, Олег заболел, и поэтому Сергей … закончил работу на 2 дня позже, чем предполагалось. За сколько дней мог бы набрать рукопись каждый из них самостоятельно, если Сергею на это потребовалось бы на 5 дней меньше, чем Олегу?
. Через первый кран можно наполнить резервуар водой на 24 мин быстрее, чем черезвторой. Если сначала 2/3 резервуара заполнять через первый кран, а зат … емоставшуюся часть — через второй, то затраченное на это время будет на 33 минбольше, чем время заполнения резервуара одновременно через оба крана. За какоевремя можно наполнить резервуар через каждый кран отдельно?
Блоки та поліспасти на яхтах і вітрильникахСРОЧНО НАДО
БЫСТРО ПОЖАЛУЙСТА!!!!!!!!!!!!!! Яку силу потрібно прикласти для рівномірного підйому тіла масою 40 кг по похилій площині висотою 2м і довжиною 6 м, як … що ККД похилої площини дорівнює 70%
помогите пожалуйста !!
Сосуд объёмом 458 см3
наполнен 416,78 г жидкости. Плотность жидкости равна
Плотность жидкости равна
человек поднимается за 16 с из колодца глубиной 8 м ведро воды весом 100Н.Какую мощность он при этом развивает?Помогите
1. Дві однакові кульки підняті на потенціальну енергію? Чому? різну висоту. Яка кулька має більшу
доД(Lрели)1. Піднімаючи вантаж за допомогою легкого рухомого блока так, якпоказано на малюнку 1, людина, за відсутності тертя…а) …не змінює напрям … у дії сили і отримує виграш у силі в два рази;б) … змінює напрям дії сили і отримує виграш у слі в два рази;в) … змінює напрям дії сили і не отримує виграшу в селі.2. Автомобіль з’їжджає з гірського перевалу з незмінною швидкістю. Як змі-нюються за цих умов кінетична (Е) і потенціальна (Е.) енергіі автомобіля?а) Езбільшується, Е, зменшується; б) Е зменшується, Е збільшується;в) Е не змінюється, Е, зменшується,г) Е іE зменшуються.3. Яка потенціальна енергія каменя масою 20 кг відносно поверхні Землі,якщо його підняли на висоту 4 м?n
цветной прокат
АЛЮМИНИЙ
Применения алюминия и его сплавов занимают второе место после железа и его сплавов. Широкое применение алюминия в различных областях техники и быта связано с совокупностью его физических, механических и химических свойств: малой плотностью, коррозионной стойкостью в атмосферном воздухе, высокой тепло- и электропроводностью, пластичностью и сравнительно высокой прочностью. Алюминий легко обрабатывается различными способами — ковкой, штамповкой, прокаткой и др. Сплавы алюминия находят широкое применение в быту, в строительстве и архитектуре, в автомобилестроении, в судостроении, авиационной и космической технике.
Широкое применение алюминия в различных областях техники и быта связано с совокупностью его физических, механических и химических свойств: малой плотностью, коррозионной стойкостью в атмосферном воздухе, высокой тепло- и электропроводностью, пластичностью и сравнительно высокой прочностью. Алюминий легко обрабатывается различными способами — ковкой, штамповкой, прокаткой и др. Сплавы алюминия находят широкое применение в быту, в строительстве и архитектуре, в автомобилестроении, в судостроении, авиационной и космической технике.
| Внешний вид: | Металл серебристо-белого цвета. |
| Плотность: | |
| Температура плавления: | 660 °C |
| Электропроводность: | 37·106 См/м или 65% от меди |
| Теплопроводность: | 203,5 Вт/(м·К) |
| Сплавы | Al — технически чистый алюминий (серия 1ххх) или сплавы А5-А7, АД0, АД1 и другие |
| Al-Cu (+Mg,+Mn,+Si,+Fe) — алюминиево-медные сплавы (серия 2ххх) или сплавы Д1, Д16, Д19, АК, АК4, АК7 и другие | |
| Al+Mn — алюминиево-марганцевы сплавы (система 3ххх) или сплавы АМц и другие | |
| Al+Mg — алюминиево-магниевые сплавы (система 5ххх) или сплавы АМг2, АМг3, АМг5, АМг6, 1561 и другие | |
| Al+Mg+Si (+Mn, Cu) — авиали (серия 6ххх) или сплавы АД31, АД35 и другие | |
| Al-Zn-Mg (+Cu) — серия 7ххх или сплавы 1915, 1925, 1960, 1965, 1980, В95 и другие | |
| Al+Fe+Si — серия 8ххх или сплавы АЖ |
| Алюминий для раскисления, производства ферросплавов и алюминотермии | ГОСТ295-98 |
| Алюминий и сплавы алюминиевые деформируемые | ГОСТ4784-97 |
Алюминий первичный. Марки Марки | ГОСТ11069-2001 |
| Заготовки для теплообменников листовые прокатно-сварные алюминиевые | ГОСТ25001-81 |
| Заготовки и полуфабрикаты из цветных металлов и сплавов | ГОСТ25501-82 |
| Катанка алюминиевая | ГОСТ13843-78 |
| Катанка из алюминиевого сплава | ГОСТ20967-75 |
| Ленты алюминиевые, медные, латунные и мельхиоровые для капсюлей | ГОСТ1018-77 |
| Ленты из алюминия и алюминиевых сплавов | ГОСТ13726-97 |
| Листы алюминиевые для полиграфической промышленности | ГОСТ10703-73 |
| Листы из алюминиевых сплавов для судостроения | ГОСТ56371-2015 |
| Листы из алюминия и алюминиевых сплавов | ГОСТ21631-76 |
| Лом и отходы цветных металлов и сплавов | ГОСТ1639-93 |
| Лом и отходы цветных металлов и сплавов | ГОСТ18978-73 |
| Материалы комбинированные на основе алюминиевой фольги | ГОСТ52145-2003 |
| Отливки из металлов и сплавов | ГОСТ26645-85 |
| Плиты из алюминия и алюминиевых сплавов | ГОСТ17232-99 |
| Полособульб горячекатанный несимметричный для судостроения | ГОСТ21937-76 |
| Проволока алюминиевая и алюминиевых сплавов для холодной высадки | ГОСТ14838-78 |
| Проволока сварочная из алюминия и алюминиевых сплавов | ГОСТ7871-75 |
| ГОСТ18591-91 | |
| Профили прессованные бульбообразные уголкового сечения из алюминия, алюминиевых и магниевых сплавов | ГОСТ13617-97 |
| Профили прессованные из алюминиевых сплавов для светопрозрачных ограждающих конструкций | ГОСТ22233-2001 |
| Профили прессованные из алюминия и алюминиевых сплавов | ГОСТ8617-81 |
| Профили прессованные косоугольные трапециевидного отбортованного сечения из алюминия, алюминиевых и магниевых сплавов | ГОСТ17576-97 |
| Профили прессованные косоугольные уголкового сечения из алюминиевых и магниевых сплавов | ГОСТ50077-92 |
| Профили прессованные косоугольные фитингового уголкового сечения из алюминия, алюминиевых и магниевых сплавов | ГОСТ13618-97 |
| Профили прессованные прямоугольные неравнополочного двутаврового сечения из алюминиевых и магниевых сплавов | ГОСТ29303-92 |
| Профили прессованные прямоугольные неравнополочного зетового сечения из алюминиевых и магниевых сплавов | ГОСТ50067-92 |
| Профили прессованные прямоугольные неравнополочного таврового сечения из алюминиевых и магниевых сплавов | ГОСТ29296-92 |
| Профили прессованные прямоугольные неравнополочного уголкового сечения из алюминиевых и магниевых сплавов | ГОСТ13738-91 |
| Профили прессованные прямоугольные неравнополочного швеллерного сечения из алюминиевых и магниевых сплавов | ГОСТ50066-92 |
| Профили прессованные прямоугольные отбортованного швеллерного сечения из алюминиевых и магниевых сплавов | ГОСТ13624-90 |
| Профили прессованные прямоугольные полосообразного сечения из алюминия, алюминиевых и магниевых сплавов | ГОСТ13616-97 |
| Профили прессованные прямоугольные равнополочного двутаврового сечения из алюминиевых и магниевых сплавов | ГОСТ13621-90 |
| Профили прессованные прямоугольные равнополочного зетового сечения из алюминиевых и магниевых сплавов | ГОСТ13620-90 |
| Профили прессованные прямоугольные равнополочного таврового сечения из алюминиевых и магниевых сплавов | ГОСТ13622-90 |
| Профили прессованные прямоугольные равнополочного уголкового сечения из алюминиевых и магниевых сплавов | ГОСТ13737-90 |
| Профили прессованные прямоугольные равнополочного швеллерного сечения из алюминиевых и магниевых сплавов | ГОСТ13623-90 |
| Профили прессованные прямоугольные таврошвеллерного сечения из алюминиевых и магниевых сплавов | ГОСТ17575-90 |
| Профили прессованные прямоугольные фасонного зетового сечения из алюминия, алюминиевых и магниевых сплавов | ГОСТ13619-97 |
| Профили холодногнутые из алюминия и алюминиевых сплавов для ограждающих строительных конструкций | ГОСТ24767-81 |
| Прутки прессованные из алюминиевых сплавов высокой прочности и повышенной пластичности | ГОСТ51834-2001 |
| Прутки прессованные из алюминия и алюминиевых сплавов | ГОСТ21488-97 |
| Пудра алюминиевая | ГОСТ5494-95 |
| Пудра алюминиевая комкованная | ГОСТ10096-76 |
| Слитки алюминиевые для проволоки | ГОСТ4004-64 |
| Слитки алюминиевые цилиндрические | ГОСТ19437-81 |
| Слитки из алюминия и алюминиевых деформируемых сплавов плоские для проката | ГОСТ9498-79 |
| Слитки цилиндрические из алюминиевого сплава АД31 | ГОСТ23855-79 |
| Сплавы алюминиевые антифрикционные | ГОСТ14113-78 |
| Сплавы алюминиевые деформируемые в чушках | ГОСТ1131-76 |
| Сплавы алюминиевые для производства поршней | ГОСТ30620-98 |
| Сплавы алюминиевые литейные | ГОСТ1583-93 |
| Трубы бурильные из алюминиевых сплавов | ГОСТ23786-79 |
| Трубы прессованные из алюминия и алюминиевых сплавов | ГОСТ18482-79 |
| Трубы сварные прямошовные из алюминиевых сплавов | ГОСТ23697-79 |
| Трубы холоднодеформированные из алюминия и алюминиевых сплавов | ГОСТ18475-82 |
| Фольга алюминиевая для конденсаторов | ГОСТ25905-83 |
| Фольга алюминиевая для технических целей | ГОСТ618-73 |
| Фольга алюминиевая для упаковки | ГОСТ745-2003 |
| Чушки первичного алюминия | ГОСТ11070-74 |
| Шины прессованные электротехнического назначения из алюминия и алюминиевых сплавов | ГОСТ15176-89 |
МЕДЬ
Главное применение меди обусловлено ее высокой электропроводимостью. Более половины добываемой меди используется в электротехнике для изготовления различных проводов, кабелей, токопроводящих частей электротехнической аппаратуры. Из-за высокой теплопроводности медь — незаменимый материал различных теплообменников и холодильной аппаратуры.
Более половины добываемой меди используется в электротехнике для изготовления различных проводов, кабелей, токопроводящих частей электротехнической аппаратуры. Из-за высокой теплопроводности медь — незаменимый материал различных теплообменников и холодильной аппаратуры.
| Внешний вид: | Металл золотисто-розового цвета. |
| Плотность: | 8,92 г/см³ |
| Температура плавления: | 1083 °C |
| Электропроводность: | 55,5-58 МСм/м. 58 МСм/м принято за 100% в электротехнике (уступает только серебру) |
| Удельное сопротивление: | 0,01724-0,0180 мкОм·м |
| Теплопроводность: | 401 Вт/(м·К) |
| Виды полуфабрикатов: | Различные виды полуфабрикатов, производимые прессованием, прокаткой, волочением и т.п. См. |
| Сплавы | Латуни — сплавы меди с цинком, как основным легирующим элементом и прочими элементами |
| Бронзы — сплавы меди с разными легирующими элементами | |
| Медно-никелевые сплавы — сплавы меди с никелем, как основным легирующим элементом и прочими элементами | |
| Al-Cu (+Mg,+Mn,+Si,+Fe) — алюминиево-медные сплавы (серия 2ххх) или сплавы Д1, Д16, Д19, АК, АК4, АК7 и другие | |
Сплавы с небольшим содержанием легирующих элементов (до 2%) исторически могут относится, как к меди, так и к бронзам.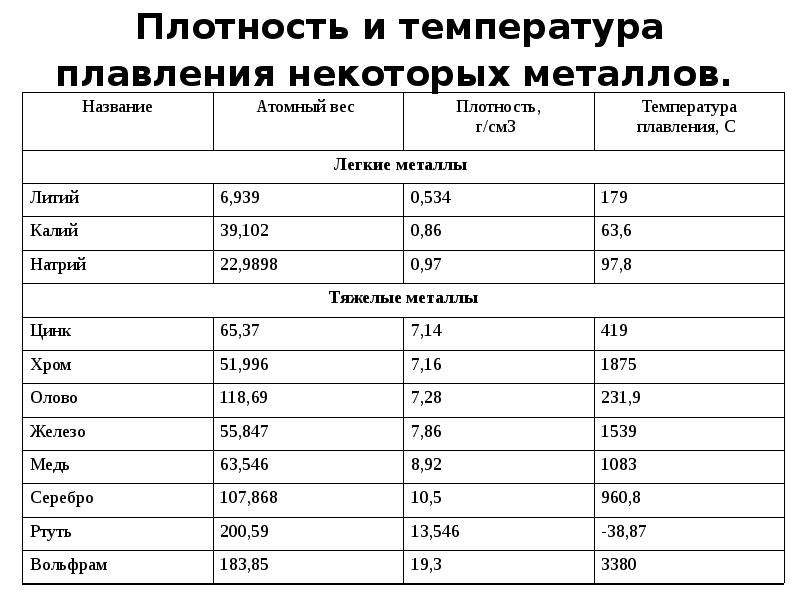 |
| Аноды медные | ГОСТ767-91 |
| Гвозди медные для судостроения | ГОСТ6750-75 |
| Заготовки и полуфабрикаты из цветных металлов и сплавов | ГОСТ25501-82 |
| Катоды медные | ГОСТ546-2001 |
| Ленты алюминиевые, медные, латунные и мельхиоровые для капсюлей | ГОСТ1018-77 |
| Ленты медные | ГОСТ1173-2006 |
| Ленты медные для коаксиальных магистральных кабелей | ГОСТ16358-79 |
| Ленты радиаторные медные и латунные | ГОСТ20707-80 |
| Листы и полосы медные | ГОСТ495-2006 |
| Медь. Марки | ГОСТ859-2001 |
| Отливки из металлов и сплавов | ГОСТ26645-85 |
| Полосы и ленты из бескислородной меди для электронной техники | ГОСТ15471-77 |
| Порошок медный электролитический | ГОСТ4960-2009 |
| Провода контактные из меди и её сплавов | ГОСТ2584-86 |
| Проволока и прутки из меди и сплавов на медной основе сварочные | ГОСТ16130-90 |
| Проволока медная крешерная | ГОСТ4752-79 |
| Проволока прямоугольного сечения и шины медные для электротехнических целей | ГОСТ434-78 |
| Профили из медных сплавов для коллекторов электрических машин | ГОСТ4134-75 |
| Прутки из бескислородной меди для электровакуумной промышленности | ГОСТ10988-75 |
| Прутки медные | ГОСТ1535-2006 |
| Сетка проволочная тканая семянка | ГОСТ3339-74 |
| Сетки металлические проволочные | ГОСТ2715-75 |
| Сетки проволочные тканевые фильтровые | ГОСТ3187-76 |
| Сетки проволочные тканные с квадратными ячейками | ГОСТ6613-86 |
| Сетки проволочные тканые с квадратными ячейками | ГОСТ3826-82 |
| Слитки медные | ГОСТ193-79 |
| Сплавы медно-фосфористые | ГОСТ4515-93 |
| Сплавы на основе тяжелых цветных металлов , обрабатываемых давлением | ГОСТ28873-90 |
| Трубки медные и латунные тонкостенные | ГОСТ11383-75 |
| Трубки радиаторные | ГОСТ529-78 |
| Трубы волноводные медные и латунные прямоугольные | ГОСТ20900-75 |
| Трубы из бескислородной меди | ГОСТ15040-77 |
| Трубы медные | ГОСТ617-2006 |
| Трубы медные и латунные для теплообменных аппаратов | ГОСТ21646-2003 |
| Трубы медные и латунные капиллярные | ГОСТ2624-77 |
| Трубы медные и латунные круглого сечения общего назначения | ГОСТ617-2006 |
| Трубы медные круглого сечения для воды и газа | ГОСТ52318-2005 |
| Трубы медные прямоугольного и квадратного сечения | ГОСТ16774-78 |
| Фольга медная рулонная для технических целей | ГОСТ5638-75 |
| Фольга, ленты, листы и плиты медные | ГОСТ1173-2006 |
ЛАТУНЬ
Латуни используются в общем машиностроении, приборостроении, теплотехнике и многих других отраслях промышленности. Благодаря хорошей обрабатываемости давлением, широкому диапазону свойств, красивому цвету и сравнительной дешевизне латунь — наиболее распространенный медный сплав.
Благодаря хорошей обрабатываемости давлением, широкому диапазону свойств, красивому цвету и сравнительной дешевизне латунь — наиболее распространенный медный сплав.
| Внешний вид: | Золотисто-желтого или красно-желтого цвета в зависимости от химического состава |
| Плотность: | 8,30 — 8,70 г/см³ |
| Температура плавления: | 880 — 950 °C |
| Удельное сопротивление: | (0,07-0,08)·10−6 Ом·м |
| Теплопроводность: | 401 Вт/(м·К) |
| Сплавы: | Существует несколько групп латунных сплавов, связанных с легирующими элементами и отличающиеся технологическими свойствами: |
| Двойные латуни — Cu+Zn — без дполнительных легирующих элементов. Сюда же относятся томпак и полутомпак. | |
Свицовистые латуни — Cu+Zn+Pb — свинец, основной легирующий элемент, кроме цинка. | |
| Прочие, обычно называемые по основному легирующему элементу, кроме цинка. |
| Трубы латунные | ГОСТ494-90 |
| Трубы радиаторные, латунные | ГОСТ529-78 |
| Трубы медные | ГОСТ617-2006 |
| Трубы медные и латунные круглого сечения общего назначения | ГОСТ617-2006 |
| Листы и полосы латунные | ГОСТ931-90 |
| Ленты алюминиевые, медные, латунные и мельхиоровые для капсюлей | ГОСТ1018-77 |
| Латуни литейные в чушках | ГОСТ1020-97 |
| Проволока латунная | ГОСТ1066-90 |
| Прутки латунные | ГОСТ2060-2006 |
| Ленты и полосы томпаковые для плакировки | ГОСТ2205-71 |
| Ленты латунные общего назначения | ГОСТ2208-2007 |
| Фольга, ленты, листы и плиты латунные | ГОСТ2208-2007 |
| Полосы и ленты из бериллиевой бронзы | ГОСТ1789-70 |
| Трубы манометрические из бронзы марки БрОФ4-0,25 и латуни Л63 | ГОСТ2622-75 |
| Трубы медные и латунные капиллярные | ГОСТ2624-77 |
| Трубки радиаторные плоскоовальные бесшовные | ГОСТ2936-75 |
| Ленты и полосы свинцовой латуни | ГОСТ4442-72 |
| Полосы латунные | ГОСТ5362-78 |
| Проволока латунная круглая для обувной промышленности | ГОСТ5529-75 |
| Прутки латунные прямоугольного сечения | ГОСТ6688-91 |
| Ленты томпаковые | ГОСТ8036-79 |
| Трубки медные и латунные тонкостенные | ГОСТ11383-75 |
| Проволока латунная для холодной высадки | ГОСТ12920-67 |
| Сплавы медно-цинковые (латуни), обрабатываемые давлением | ГОСТ15527-2004 |
| Сплавы медно-цинковые (латуни) литейные | ГОСТ17711-93 |
| Проволока из латуни свинцовой марки ЛС63-3 | ГОСТ19703-79 |
| Ленты радиаторные медные и латунные | ГОСТ20707-80 |
| Трубы волноводные медные и латунные прямоугольные | ГОСТ20900-75 |
| Трубы медные и латунные для теплообменных аппаратов | ГОСТ21646-03 |
| Лом и отходы цветных металлов и сплавов | ГОСТ18978-73 |
| Прутки и трубы бронзовые и латунные литые | ГОСТ24301-93 |
| Трубы из легированных латуней для теплообменных аппаратов | ГОСТ51572-2000 |
| Прутки латунные для обработки резанием на автоматах | ГОСТ52597-06 |
| Заготовки и полуфабрикаты из цветных металлов и сплавов | ГОСТ25501-82 |
| Отливки из металлов и сплавов | ГОСТ26645-85 |
| Сплавы на основе тяжелых цветных металлов , обрабатываемых давлением | ГОСТ28873-90 |
БРОНЗА
Бро́нза — сплав меди с разными химическими элементами, главным образом металлами (олово, алюминий, бериллий, свинец, кадмий, хром и др. ). Соответственно, бронза называется оловянной, алюминиевой, бериллиевой и т.п.
). Соответственно, бронза называется оловянной, алюминиевой, бериллиевой и т.п.
Оловянные бронзы
Оловянные бронзы обладают высокими антифрикционными свойствами, нечувствительны к перегреву, морозостойки, немагнитны. Оловянные бронзы легируют цинком, свинцом, никелем, фосфором.
Алюминиевые бронзы
Алюминиевые бронзы легируют железом, никелем, марганцем. Основное применение алюминиевых бронз — для изготовления ответственных деталей машин, работающих при интенсивном изнашивании и повышенных температурах.
Кремнистые бронзы
Кремнистые бронзы применяю для изготовления антифрикционных деталей, пружин, мембран приборов и оборудования.
Свинцовые бронзы
Свинцовые бронзы состоят из кристаллов меди с включениями свинца. Данная структура обеспечивает высокие антифрикционные свойства и теплопроводность сплава.
Бериллиевая бронза
Бериллиевая бронза отличается высокой твердостью и упругостью, износостойкостью и стойкостью к воздействию коррозионных сред, что обеспечивает работоспособность изделий при повышенных температурах. Используется для изготовления деталей, эксплуатируемых при повышенных скоростях перемещения, нагрузках, температуре.
Используется для изготовления деталей, эксплуатируемых при повышенных скоростях перемещения, нагрузках, температуре.
Кадмиевая бронза
Кадмиевую бронзу применяют в качестве контактного провода для электрифицированного транспорта и коллекторных пластин в электрических машинах. Благодаря высокой химической стойкости бронз из них изготавливают арматуру (паровую, водяную). Из бронз изготавливают сложные отливки, вкладыши подшипников.
| Внешний вид: | Золотисто-желтого, красно-желтого, красного цвета в зависимости от химического состава. |
| Плотность: | В зависимости от легирующих элементов |
| Температура плавления: | В зависимости от легирующих элементов |
| Удельное сопротивление: | В зависимости от легирующих элементов |
| Теплопроводность: | В зависимости от легирующих элементов |
| Сплавы | Алюминиевые бронзы |
| Оловянные бронзы | |
| Оловянно-фосфористые бронзы | |
| Бериллиевые бронзы | |
| Хромистые бронзы | |
| Кремниевые бронзы |
Бронзы безоловянные литейные. Марки Марки | ГОСТ493-79 |
| Бронзы безоловянные, обрабатываемые давлением | ГОСТ18175-78 |
| Бронзы литейные в чушках | ГОСТ614-97 |
| Бронзы оловянные литейные. Марки | ГОСТ613-79 |
| Бронзы оловянные, обрабатываемые давлением | ГОСТ5017-2006 |
| Заготовки и полуфабрикаты из цветных металлов и сплавов | ГОСТ25501-82 |
| Ленты и полосы из оловянно-цинково-свинцовой бронзы | ГОСТ15885-77 |
| Ленты из алюминиевой бронзы для пружин | ГОСТ1048-79 |
| Лигатура медно-бериллиевая | ГОСТ23912-79 |
| Лом и отходы цветных металлов и сплавов | ГОСТ1639-93 |
| Лом и отходы цветных металлов и сплавов | ГОСТ18978-73 |
| Отливки из металлов и сплавов | ГОСТ26645-85 |
| Полосы и ленты из алюминиево-марганцевой бронзы | ГОСТ1595-90 |
| Полосы и ленты из бериллиевой бронзы | ГОСТ1789-70 |
| Полосы и ленты из кремнисто-марганцевой бронзы | ГОСТ4748-92 |
| Полосы и ленты из оловянно-фосфористой и оловянно-цинковой бронзы | ГОСТ1761-92 |
| Проволока и прутки из меди и сплавов на медной основе сварочные | ГОСТ16130-90 |
| Проволока из бериллиевой бронзы | ГОСТ15834-77 |
| Проволока из кремнемарганцевой бронзы | ГОСТ5222-72 |
| Проволока из оловянно-цинковой бронзы | ГОСТ5221-2008 |
| Профили из медных сплавов для коллекторов электрических машин | ГОСТ4134-75 |
| Прутки бронзовые | ГОСТ1628-78 |
| Прутки и трубы бронзовые и латунные литые | ГОСТ24301-93 |
| Прутки из бериллиевой бронзы | ГОСТ15835-70 |
| Прутки оловянно-фосфористой бронзы | ГОСТ10025-78 |
| Прутки оловянно-цинковой бронзы | ГОСТ6511-60 |
| Сплавы медно-фосфористые | ГОСТ4515-93 |
| Сплавы на основе тяжелых цветных металлов , обрабатываемых давлением | ГОСТ28873-90 |
| Трубы бронзовые прессованные | ГОСТ1208-90 |
| Трубы манометрические из бронзы марки БрОФ4-0,25 и латуни Л63 | ГОСТ2622-75 |
Анодное поведение сплавов свинца с алюминием в среде NaCl Текст научной статьи по специальности «Технологии материалов»
УДК:669. 715.620.193
715.620.193
АНОДНОЕ ПОВЕДЕНИЕ СПЛАВОВ СВИНЦА С АЛЮМИНИЕМ В СРЕДЕ №С1
© 2013 М.А. Умаров1, И.Н. Ганиев1, Х.А. Махмадуллоев2
1 Таджикский технический университет имени академика М.С. Осими, г. Душанбе 2 Министерство энергетики и промышленности Республики Таджикистан, г. Душанбе
Поступила в редакцию 15.01.2013
Потенцио динамическим методом исследовано коррозионно-электрохимическое поведение сплава свинца, легированного алюминием в среде электролита №С1. Показано, что добавки алюминия уменьшают скорость коррозии свинца в 2 раза в электролите №С1.
Ключевые слова: свинец, алюминий, потенциодинамика, электрохимическое поведение, коррозионная стойкость, электролит №С1, питтингоустойчивость.
По мере расширения сферы и ужесточения условий использования металлов становится все более очевидным, что с помощью одних только эмпирических методов, даже существенно усовершенствованных, можно решить весьма ограниченный круг задач, и что основой дальнейшего прогресса в этой области должны стать фундаментальные исследования процессов коррозии.
Свинец встречается в природе в виде минерала галенита PbS. В электрохимическом ряде напряжений металлов стоит перед водородом. Свинец и его сплавы используют для изготовления защитных оболочек электрических кабелей, оборудования для использования серной кислоты, изготовления подшипников, аккумуляторов, применяют как основу для изготовления типографического материала.
Система Al-Pb характеризуется широкой областью несмешиваемости в жидком состоянии и отсутствием соединений между алюминием и свинцом. В системе имеют место монотектичес-кое и эвтектическое превращения. Температура монотектического превращения близка к температуре плавления алюминия (ниже всего лишь на 1,5 оС). Температура эвтектического превращения близка к температуре плавления свинца (ниже на 0,5 оС). Большая часть исследований посвящена определению положения кривой несмешиваемости двух жидкостей Ж1 и Ж2 при различных температурах [1].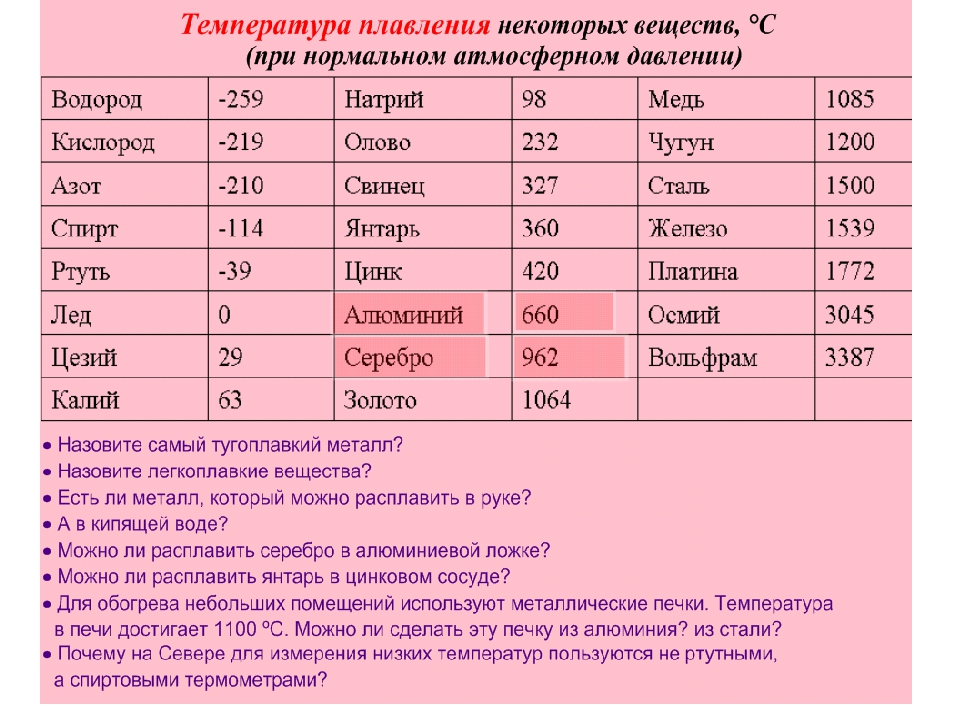
Для приготовления сплавов были использованы: свинец марки C2 (ГОСТ 3778-98), алюми-
Умаров Мирали Ашуралиевич, ассистент кафедры «Технология машиностроения металлорежущие станки и инструменты». E-mail: mu2012@mail.ru Ганиев Изатулло Наврузович, академик АН Республики Таджикистан, доктор химических наук, профессор, заведующий кафедрой «Технология электрохимических производств». E-mail: ganiev48@mail.ru Махмадуллоев Хайрулло Амонуллоевич, заместитель министра. E-mail: sanoat_65@mail.ru
ний марки А995 (ГОСТ 11069-2001). Содержание алюминия в сплавах составляло, мас.%: 0,005; 0,01; 0,05; 0,1; 0,5.
Коррозионно — электрохимические исследование проводили потенциостатическим методом на потенциостате ПИ-50-1 с программатором ПР-8 в среде раствора КаС1 со скоростью развертки потенциала 2мВ • с-1 по методикам, описанным в работе [2]. В качестве электрода сравнения использовали хлорсеребряный, а вспомогательным — платиновый. Все значения потенциалов приведены относительно этого электрода. Результаты исследования представлены в табл. 1, 2 и на рис. 1, 2.
В качестве электрода сравнения использовали хлорсеребряный, а вспомогательным — платиновый. Все значения потенциалов приведены относительно этого электрода. Результаты исследования представлены в табл. 1, 2 и на рис. 1, 2.
В табл. 1 и на рис.1 приведена зависимость потенциала свободной коррозии во времени для свинцового — алюминиевого сплава в средах 0,03%, 0,3% и 3% — ного №С1. Видно, что как для исходного сплава, так и для всех сплавов независимо от времени характерно смещение потенциала свободной коррозии в положительную область в начальном этапе.
При этом, если у чистого свинца стабилизация потенциала свободной коррозии наблюдается в течение 30 -40 мин, то у сплавов свинца с алюминием это происходит в течение 15 — 20 мин, что свидетельствует об относительно высокой их пассивации под воздействием добавок алюминия.
С целью выяснения механизма процесса коррозии и оценки коррозионной стойкости сплавов в растворе №С1 проведены электрохимические исследования.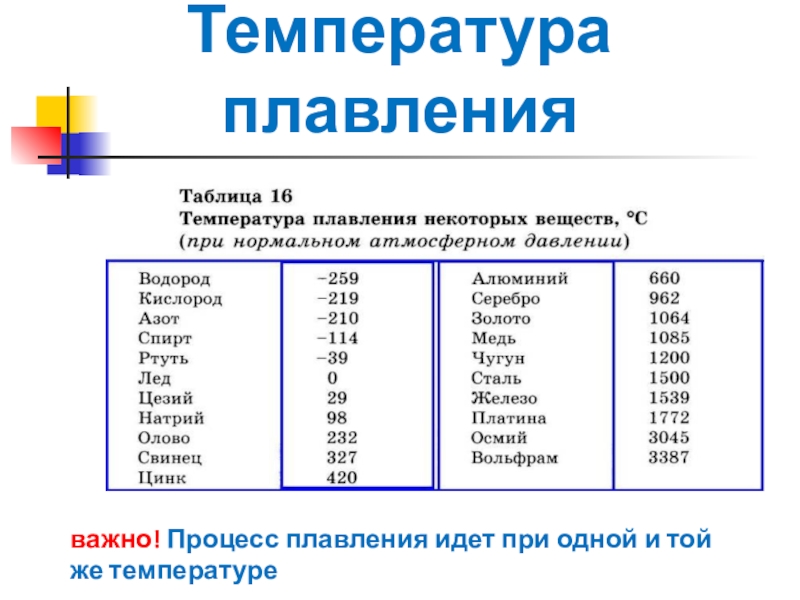 Как следует из табл. 2, с увеличением содержания алюминия в свинце, потенциал свободной коррозии образцов смещается в положительную область. Наиболее положительное значение потенциала(-0,425В) в среде 0,03% №С1 имеет сплав, легированный 0,5 мас.% алюминием. Добавка алюминия независимо от его количество увеличивает потенциал свободной коррозии свинца.
Как следует из табл. 2, с увеличением содержания алюминия в свинце, потенциал свободной коррозии образцов смещается в положительную область. Наиболее положительное значение потенциала(-0,425В) в среде 0,03% №С1 имеет сплав, легированный 0,5 мас.% алюминием. Добавка алюминия независимо от его количество увеличивает потенциал свободной коррозии свинца.
Таблица 1. Временная зависимость потенциала свободной коррозии (-Е,В) свинцово-алюминиевого сплава в 0,03% — ном (числитель) и 3%-ном (знаменатель) растворе №С1
1, минут
0,670 0.693
Содержание алюминия, мас.%
0,005
0.7611 0.580
0,01
~ШТ
0. 570
570
0,05
0,701 0.569
0,1
0,681 0.551
0,661! 0,548
0,646 0,542
0,621
0,5
0,670 0,550
0.650 0,678
0,730 0,570
0.710 0.573
0,680 0,562
0,650 0,545
1/8
0,640 0,648
0,712 0,560
0. 658 0.565
658 0.565
0,658 0,558
0,638 0,538
1/4
0,635 0,632
0,690 0,556
0.665 0.550
0,635 0,543
0,620 0,530
1/2
0,626 0,618
0,670 0,545
0,6 4 У 0.545
0,618 0,537
0,538 0,606
0,590 0,525
0,611 0. 600
600
0,648 0.541
0.632 0.54 0
0.600 0.535
0.532 0.581
0.573 0.522
0.59Ь 0,581
0,622 0,538
0.610 0.538
О.Е7Ь 0,531
0,528 0.Е63
0,5 В 0 0,521
0,570 0,575
0,608 0,537
0.581 0.531
0,557 0,533
0,526 0,546
0,533 0,519
0,550 0,570
0,580 0,535
0. 552 0.532
552 0.532
0,528 0,538
0,522 0,512
0,50/ 0,518
0,545 0,568
0,560 0,533
0.525 0.520
0,506 0,529
0,518 0,498
0,483 0,505
10
0,533 0.566
0,550 0.532
0.505 0.525
04В6 0,527
0. 515
515
0472 0.513
0.458 0,512
0,443 0,518
0,438
0463 0,501
0,440 0,503
ТТлТ
0.500 0,428
15
0.528 0,562
0,532 0,532
0.490 0.521
0.480 0.521
0.471 0.521
0.468
0. 466 0,523
466 0,523
0,462 0,520
0,455 0,519
0,450
20
0,521 0,562
0,510 0,532
30
0,521 0,562
0,505 0,532
40
0,521 0,562
0,521 0,562
0.500 0,532
0.500 0,532
0,510 0,428
0,508 0,425
50
0. 521 0461
521 0461
0,519 0450
0,510 0428
0,508 «0425»
60
0.521
0,519
0,510
0,500
0
1
2
3
4
5
Что касается электрохимических характеристик исследованных сплавов в выше указанных условиях, то можно проследить следующую закономерность: в целом потенциалы коррозии, питтингообразования и репассивации при легировании свинца алюминием смещаются в более положительную область (табл. 2).
2).
Зависимость скорости коррозии свинцового сплава от концентрации алюминия показывает,
что с увеличением концентрации последнего стойкость сплавов к электрохимической коррозии растет. С ростом концентрации хлор — ионов в электролите все потенциалы (Е ., Е , Е ) сме-
Г 4 кор п.о реп.7
щаются в отрицательную область значений, что в целом способствует росту скорости коррозии сплавов (табл. 2).
На рис. 2 представлены анодные ветви потен-циодинамических кривых свинцово-алюминие-
Таблица 2. Коррозионно-электрохимические характеристики свинцово-алюминиевого сплава в среде электролита №С1
Среда Содержание Электрохимические свойства Скорость коррозии
алюминия, мас. рп 1 ‘1вгя- чсор к-юл
рп 1 ‘1вгя- чсор к-юл
В А/м2 г/ м2.час
— 0,524 0,712 0,380 0,450 0,80 15,44
[3 £ 0,005 0,500 0,680 0,360 0,420 0,68 13,12
0,01 0,464 0,648 0,312 0,406 0,55 10,61
0х сп 0,05 0,450 0,635 0,300 0,400 0,48 9,26
о 0,1 0,428 0,628 0,285 0,380 0,44 8,49
0,5 0,425 0,620 0,268 0,374 0,40 7,72
— 0,543 0,720 0,420 0,510 0,85 16,40
[3 0,005 0,514 0,704 0,380 0,430 0,72 13,89
0,01 0,482 0,677 0,340 0,420 0,63 12,59
^ О4 0,05 0,474 0,660 0,320 0,410 0,54 9,82
СЛ О 0,1 0,460 0,642 0,314 0,410 0,50 9,75
0,5 0,436 0,634 0,314 0,400 0,42 8,11
— 0,562 0,780 0,450 0,548 0,98 18,9
0,005 0,530 0,750 0,400 0,480 0,75 14,5
0,01 0,524 0,746 0,388 0,464 0,68 13,1
0,05 0,519 0,690 0,350 0,452 0,55 10,6
СП 0,1 0,510 0,680 0,350 0,450 0,51 9,80
0,5 0,500 0,680 0,345 0,450 0,44 8,50
Рис. 1. Временная зависимость потенциала свободной коррозии сплавов системы РЬ -А1, содержащих алюминия, мас.% : 0 (1), 0,01(2), 0,1(3), 0,5(4) в среде 0,3% — ного №С1
1. Временная зависимость потенциала свободной коррозии сплавов системы РЬ -А1, содержащих алюминия, мас.% : 0 (1), 0,01(2), 0,1(3), 0,5(4) в среде 0,3% — ного №С1
вых сплавов, полученные после предварительной катодной обработки. Из рисунка видно, что легирование сплава алюминием изменяет ход анодных кривых в сторону меньших значений токов и в более положительную область значений потенциалов.
Таким образом, добавки алюминия к свинцу эффективно уменьшают величину плотности тока, коррозии, что связано с образующейся более плотной защитной пленкой на поверхности сплавов.
Рис. 2. Потенциодинамические анодные поляризационные кривые (2мВ/с) сплава свинца, содержащего алюминия, мас.%; 0(1), 0,005(2), 0,01(3), 0,05(4), 0,1(5), 0,5(6), в среде 3% (а), 0,3% (б) и 0,03% (в) — ного №С1
СПИСОК ЛИТЕРАТУРЫ
1. Мандольфо Л.Ф. Структура и свойства алюминиевых сплавов. М.: Металлургия. 1979. 640 с.
Мандольфо Л.Ф. Структура и свойства алюминиевых сплавов. М.: Металлургия. 1979. 640 с.
2. Умарова Т.М., Ганиев И.Н. Коррозия двойных алюминиевых сплавов в нейтральных средах. Душанбе: Дониш, 2007. 258 с.
ANODE BEHAVIOR OF LEAD ALLOY WITH ALUMINUM AMONG NaCl
© 2013 M.A. Umarov1, I.N. Ganiev1, H.A. Mahmadulloev2
1 Tajik Technical University named after Academician M.S. Osimi, Dushanbe 2 Ministry of Energy and Industry of the Republic of Tajikistan, Dushanbe
Potentiodynamic method investigated corrosion — electrochemical behavior of lead alloy doped with aluminum in the medium electrolyte NaCl. Shown that the addition of aluminum to reduce the corrosion rate of lead in 2 times in the electrolyte NaCl.
Keywords: lead, aluminum, potentsiodinamika, electrochemical behavior, corrosion resistance, electrolyte NaCl, pittingoustoychivost.
Mirali Umarov, Assistant Lecturer at the Mechanical Engineering Machine Tools and Instruments Department. E-mail: mu2012@mail.ru
Ganiev Izatullo, Academician of Academy of Sciences of the
Republic Tajikistan, Doctor of Chemistry, Professor, Head at
the Technology of Electrochemical Industry Department.
E-mail: ganiev48@mail.ru
Hairullo Mahmadulloev, Deputy Minister.
E-mail: sanoat 65@mail.ru
Алюминий в чушках | ООО “Урал-Олово”
Алюминий в чушках
ГОСТ 11069-2001
Марка: А0, А35, А5, А6, А7, А8, А85
Форма выпуска: чушка
Вес чушки: 10-15 кг
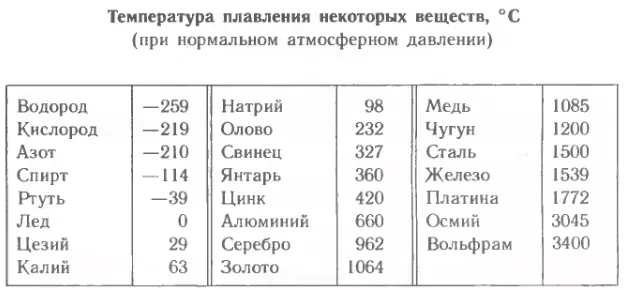
Алюминий — мягкий металл серебристо-белого цвета, относится к группе легких металлов, третий по распространённости химический элемент в земной коре (после кислорода и кремния) и первый по распространённости в земной коре среди металлов.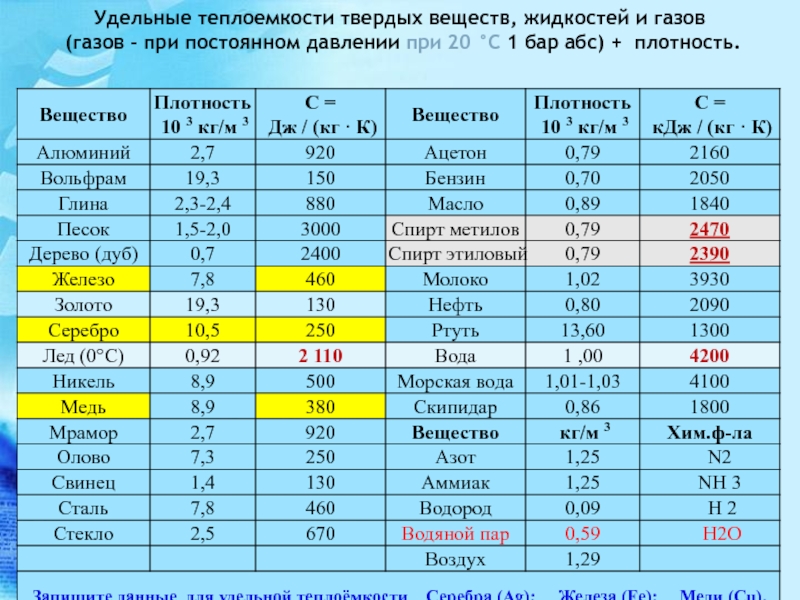 Массовая концентрация алюминия в земной коре оценивается от 7,45% до 8,14%.Температура плавления алюминия составляет 658-660 градусов Цельсия, является среднеплавким металлом.Алюминий хорошо проводит тепло и ток, а так же активно взаимодействует с кислородом, в случае повреждения поверхностной пленки оксида алюминия подвержен коррозии.
Массовая концентрация алюминия в земной коре оценивается от 7,45% до 8,14%.Температура плавления алюминия составляет 658-660 градусов Цельсия, является среднеплавким металлом.Алюминий хорошо проводит тепло и ток, а так же активно взаимодействует с кислородом, в случае повреждения поверхностной пленки оксида алюминия подвержен коррозии.
Используется во всех отраслях промышленности, где используется металл, начиная с производства пищевой посуды и заканчивая созданием фюзеляжей космических кораблей. Главные свойства металла — высокая теплопроводность, ковкость и пластичность, устойчивость к образованию коррозии, небольшой вес и низкое омическое сопротивление. Что напрямую зависит от процентного содержания примесей, входящих в состав алюминия, а также от технологии получения или обогащения. В соответствии с этим выделяют основные виды алюминия.
Химический состав алюминия по ГОСТ 11069-2001:
|
Марка |
Примесь, не более |
|||||||||
|
Кремний |
Железо |
Медь |
Марганец |
Магний |
Цинк |
Галлий |
Титан |
Прочие примеси (каждой в отдель |
Алюминий, не менее | |
| Алюминий высокой чистоты | ||||||||||
| А995 | 0,0015 | 0,0015 | 0,001 | 0,001 | 0,001 | 0,001 | 0,0030 | 0,001 | 0,001 | 99,995 |
| А99 | 0,003 | 0,003 | 0,0020 | 0,002 | 0,0010 | 0,003 | 0,0030 | 0,002 | 0,001 | 99,99 |
| А98 | 0,006 | 0,006 | 0,0020 | 0,002 | 0,002 | 0,003 | 0,003 | 0,002 | 0,001 | 99,98 |
| А97 | 0,015 | 0,015 | 0,005 | 0,002 | 0,005 | 0,003 | 0,003 | 0,002 | 0,002 | 99,97 |
| А95 | 0,020 | 0,025 | 0,010 | 0,002 | 0,005 | 0,005 | 0,003 | 0,002 | 0,005 | 99,95 |
| Алюминий технической чистоты | ||||||||||
| А85 | 0,06 | 0,08 | 0,01 | 0,02 | 0,02 | 0,02 | 0,03 | 0,008 | 0,02 | 99,85 |
| А8 | 0,10 | 0,12 | 0,01 | 0,02 | 0,02 | 0,04 | 0,03 | 0,01 | 0,02 | 99,80 |
| А7 | 0,15 | 0,16 | 0,01 | 0,03 | 0,02 | 0,04 | 0,03 | 0,01 | 0,02 | 99,70 |
| А7Е | 0,08 | 0,20 | 0,01 | - | 0,02 | 0,04 | 0,03 | 0,011) | 0,02 | 99,70 |
| А7Э | 0,10 | 0,20 | 0,01 | 0,03 | - | 0,03 | 0,04 | 0,012) | 0,03 | 99,70 |
| А6 | 0,18 | 0,25 | 0,01 | 0,03 | 0,03 | 0,05 | 0,03 | 0,02 | 0,03 | 99,60 |
| А5Е | 0,10 | 0,353) | 0,02 | - | 0,03 | 0,04 | 0,03 | 0,0151) | 0,02 | 99,50 |
| А5 | 0,25 | 0,30 | 0,02 | 0,05 | 0,03 | 0,06 | 0,03 | 0,02 | 0,03 | 99,50 |
| А35 | 0,65 | Si + Fe4) | 0,05 | 0,05 | 0,05 | 0,10 | - | 0,02 | 0,03 | 99,35 |
| А0 | 0,95 | Si + Fe4) | 0,05 | 0,05 | 0,05 | 0,10 | - | 0,02 | 0,03 | 99,00 |
Классификация и виды алюминия и его сплавов:
- Первичный алюминий.
 Получают путем обработки бокситовой руды. В природе металл в чистом виде не встречается ввиду его высокой химической активности. Марки: А0, А5, А6, А7 и прочие.
Получают путем обработки бокситовой руды. В природе металл в чистом виде не встречается ввиду его высокой химической активности. Марки: А0, А5, А6, А7 и прочие. - Технический алюминий. Металл с содержанием инородных примесей менее 1%. Очень часто его также называют нелегированным. Технические марки алюминия классифицируются по ГОСТ 4784-97. Из-за отсутствия в составе легирующих частиц на поверхности металла образуется защитная оксидная пленка, вследствие чего технический алюминий обладает высокой антикоррозионной стойкостью. Марки: АД, АД1, АД00, АДС и прочие.
- Деформируемый алюминий. К нему относят сплав, который подвергают горячей и холодной обработке давлением: прокату, прессованию, волочению и другим видам. В результате пластических деформаций из него получают полуфабрикаты различного продольного сечения и диаметра: алюминиевый пруток, лист, ленту, плиту, профиль. Марки: АМг2, Д18, АМцС, ВД17 и прочие.
- Литейный алюминий. Алюминий литейных марок используются для производства фасонных изделий. Главной его особенностью является сочетание высокой удельной прочности с низкой плотностью, что позволяет отливать изделия сложных форм без образования трещин, а для повышения эксплуатационных характеристик изделий, его подвергают различным видам термической обработки. Марки: АК12пч, АЛ23-1, АЛ-32, АЛ4-М и прочие.
- Алюминий для раскисления. Качество изготавливаемых изделий зависит и от физических свойств алюминия. Применение марок алюминия с низким содержанием алюминия в основе и с высоким количеством примесей не ограничивается созданием алюминиевых сплавов. Очень часто алюминий используется для раскисления стали — удаления из расплавленного железа кислорода, который растворен в нем и повышает тем самым механические свойства металла. Марки: АВ86, АВ92, АВ91 и прочие.
 Получают путем обработки бокситовой руды. В природе металл в чистом виде не встречается ввиду его высокой химической активности. Марки: А0, А5, А6, А7 и прочие.
Получают путем обработки бокситовой руды. В природе металл в чистом виде не встречается ввиду его высокой химической активности. Марки: А0, А5, А6, А7 и прочие. Главной его особенностью является сочетание высокой удельной прочности с низкой плотностью, что позволяет отливать изделия сложных форм без образования трещин, а для повышения эксплуатационных характеристик изделий, его подвергают различным видам термической обработки. Марки: АК12пч, АЛ23-1, АЛ-32, АЛ4-М и прочие.
Главной его особенностью является сочетание высокой удельной прочности с низкой плотностью, что позволяет отливать изделия сложных форм без образования трещин, а для повышения эксплуатационных характеристик изделий, его подвергают различным видам термической обработки. Марки: АК12пч, АЛ23-1, АЛ-32, АЛ4-М и прочие.Химический состав алюминия по ГОСТ 4784-97:
| Обозначение марок | Массовая доля элементов, % |
Плот- ность, кг/дм3 |
||||||||||||
| по НД* | по ИСО 209-1 | Крем- ний | Железо | Медь |
Марга- нец |
Магний | Хром | Цинк | Титан |
Другие элемен ты |
Прочие элементы |
Алюми ний не менее |
||
| Каждый | Сумма | |||||||||||||
| АД000 | А199,8 | 0,15 | 0,15 | 0,03 | 0,02 | 0,02 | - | 0,06 | 0,02 | - | 0,02 | - | 99,8 | 2,7 |
| АД00 | A199,7 | 0,2 | 0,25 | 0,03 | 0,03 | 0,03 |
- |
0,07 |
0,03 |
- | 0,03 | - | 99,7 | 2,7 |
| АД00Е |
ЕА199,7 |
0,1 | 0,25 | 0,02 | 0,01 | 0,02 | 0,01 | 0,04 | - |
Бор: 0,02 Вана- дий+ титан: 0,02 |
0,02 | 0,1 | 99,7 | 2,7 |
| - | А199,6 | 0,25 | 0,35 | 0,05 | 0,03 | 0,03 | - | 0,05 | 0,03 | Ванадий: 0,05 | 0,03 | - | 99,6 | 2,7 |
| АД 0 | А199,5 | 0,25 | 0,4 | 0,05 | 0,05 |
0,05 |
- | 0,07 | 0,05 | - | 0,03 | - |
99,5 |
2,71 |
| АД0Е | ЕА199,5 | 0,1 | 0,4 | 0,05 | 0,01 | - | 0,01 | 0,05 | - |
Бор: 0,05 Вана-дий+ титан: 0,02 |
0,03 | 0,1 | 99,5 | 2,71 |
| АД 1 | А199,3 | 0,3 | 0,3 | 0,05 | 0,025 |
0,05 |
- |
0,1 |
0,15 |
- | 0,05 | - | 99,3 | 2,71 |
| АД | А199,0 | Крем-ний+ железо: 1,0 | - | 0,1 | 0,1 | - | - | 0,1 | 0,15 | - | 0,05 | 0,15 | 99 | 2,71 |
| АД1пл | - | 0,3 | 0,3 | 0,02 | 0,025 | 0,05 | - | 0,1 | 0,15 | - |
0,02 |
- |
99,3 |
2,71 |
| Обозначение марок | Массовая доля элементов, % |
Плот- ность, кг/дм3 |
|||||||||||||
| по НД* | по ИСО 209-1 | Si | Fe |
Cu |
Mn | Mg | Cr | Zn |
Ti |
Ni |
Другие элемен ты |
Прочие элементы | Al | ||
| Каждый | Сумма | ||||||||||||||
| Д 1 |
AlCu4 MgSi |
0,20-0,8 | 0,7 | 3,5-4,8 | 0,40-1 | 0,40-0,8 | 0,1 | 0,3 | 0,15 | - |
Титан+ цирконий: 0,20 |
0,05 | 0,15 | остальное | 2,8 |
| Д16 | AlCuMgl | 0,5 | 0,5 | 3,8-4,9 | 0,30-0,9 | 1,2-1,8 | 0,1 | 0,25 | 0,15 | - |
Титан+ цирко-ний: 0,20 |
0,05 | 0,15 | то же | 2,77 |
| Д16ч | 2124 | 0,2 | 0,3 | 3,8-4,9 | 0,30-0,9 | 1,2-1,8 | 0,1 | 0,25 | 0,15 | - | - | 0,05 | 0,15 | то же | 2,78 |
| В65 | - | 0,25 | 0,2 | 3,9-4,5 | 0,3-0,5 | 0,15-0,3 | - | 0,1 | 0,1 | - | - | 0,05 | 0,1 | то же | 2,8 |
| Д 18 | AlCu2,5 Mg | 0,5 | 0,5 | 2,2-3 | 0,2 | 0,20-0,5 | 0,1 | 0,1 | - | - | - | 0,05 | 0,15 | то же | 2,74 |
| Д19 | - | 0,5 | 0,5 | 3,8-4,3 | 0,5-1 | 1,7-2,3 | - | 0,1 | 0,1 | - |
Берил-лий: 0,0002-0,005 |
0,05 | 0,1 | то же | 2,76 |
| АК 4 | - | 0,5-1,2 | 0,8-1,3 | 1,9-2,5 | 0,2 | 1,4-1,8 | - | 0,3 | 0,1 | 0,8-1,3 | - | 0,05 | 0,1 | то же | 2,77 |
| АК4-1 | - | 0,35 | 0,8-1,4 | 1,9-2,7 | 0,2 | 1,2-1,8 | 0,1 | 0,3 | 0,02-0,1 | 0,8-1,4 | - | 0,05 | 0,1 | то же | 2,8 |
| АК4-1ч | 2618 | 0,10-0,25 | 0,9-1,3 | 1,9-2,7 | - | 1,3-1,8 | - | 0,1 | 0,04-0,1 | 0,9-1,2 | - | 0,05 | 0,15 | то же | 2,8 |
| 1201 |
AlCu6 Mn |
0,2 | 0,3 | 5,8-6,8 | 0,20-0,4 | 0,02 | - | 0,1 | 0,01-0,1 | - |
Цирко-ний: 0,10-0,25 Вана-дий: 0,05-0,15 |
0,05 | 0,15 | то же | 2,85 |
| АК 6 | - | 0,7-1,2 | 0,7 | 1,8-2,6 | 0,4-0,8 | 0,4-0,8 | - | 0,3 | 0,1 | 0,1 | - | 0,05 | 0,1 | то же | 2,75 |
| АК8 | AlCu4Si Mg | 0,50-1,2 | 0,7 | 3,9-5 | 0,40-1 | 0,20-0,8 | 0,1 | 0,25 | 0,15 | - |
Титан+ цирко-ний: 0,20 |
0,05 | 0,15 | то же | 2,8 |
| 1105 | - | 3 | 1,5 | 2,0-5 | 0,3-1 | 0,4-2 | - | 1 | - | 0,2 |
Титан+ хром+ цирко-ний: 0,2 |
0,05 | 0,2 | то же | 2,8 |
| Обозначение марок | Массовая доля элементов, % |
Плот- ность, кг/дм3 |
|||||||||||
| по НД* | по ИСО 209-1 | Кремний | Железо | Медь | Марганец | Магний | Хром | Цинк | Титан | Прочие элементы |
Алюми- ний |
||
| Каждый | Сумма | ||||||||||||
| ММ |
AlMnMg 0,5 |
0,6 | 0,7 | 0,3 | 1,0-1,5 | 0,20-0,6 | 0,1 | 0,25 | 0,1 | 0,05 | 0,15 |
осталь- ное |
2,72 |
| АМц | AlMnlCu | 0,6 | 0,7 | 0,2 | 1,0-1,5 | 0,2 | - | 0,1 | 0,1 | 0,05 | 0,15 | то же | 2,73 |
| АМцС | - | 0,15-0,35 | 0,25-0,45 | 0,1 | 1,0-1,4 | 0,05 | - | 0,1 | 0,1 | 0,05 | 0,1 | то же | 2,73 |
| Д12 | AlMnlMgl | 0,3 | 0,7 | 0,25 | 1,0-1,5 | 0,8-1,3 | - | 0,25 | - | 0,05 | 0,15 | то же | 2,72 |
| Обозначение марок | Массовая доля элементов, % |
Плот- ность, кг/дм3 |
||||||||||||
| по НД* | по ИСО 209-1 |
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Zn |
Ti |
Другие элемен- ты |
Прочие элементы |
Al |
||
| Каждый | Сумма | |||||||||||||
| АМг 0,5 | - | 0,1 | 0,1 | 0,1 | 0,2 | 0,4-0,8 | - | - | - | - | 0,05 | 0,1 |
осталь- ное |
2,7 |
| AMг1 | AlMg1 | 0,3 | 0,7 | 0,2 | 0,2 | 0,50-1,1 | 0,1 | 0,25 | - | - | 0,05 | 0,15 | то же | 2,69 |
| АМг 1,5 | AlMg1,5 | 0,4 | 0,7 | 0,2 | 0,1 | 1,1-1,8 | 0,1 | 0,25 | - | - | 0,05 | 0,15 | то же | 2,69 |
| АМг 2 | AlMg2 | 0,4 | 0,5 | 0,15 | 0,1-0,6 | 1,8-2,6 | 0,05 | 0,15 | 0,15 | - | 0,05 | 0,15 | то же | 2,69 |
| АМг 2,5 | AlMg2,5 | 0,25 | 0,4 | 0,1 | 0,1 | 2,2-2,8 | 0,15-0,35 | 0,1 | - | - | 0,05 | 0,15 | то же | 2,68 |
| АМг3 | - | 0,5-0,8 | 0,5 | 0,1 | 0,3-0,6 | 3,2-3,8 | 0,05 | 0,2 | 0,1 | - | 0,05 | 0,1 | то же | 2,66 |
| - | AlMg3 | 0,4 | 0,4 | 0,1 | 0,5 | 2,6-3,6 | 0,3 | 0,2 | 0,15 |
Марга нец+ хром: 0,10-0,6 |
0,05 | 0,15 | то же | 2,66 |
| АМг3,5 | AlMg3,5 | 0,25 | 0,4 | 0,1 | 0,1 | 3,1-3,9 | 0,15-0,35 | 0,2 | 0,2 |
Берил-лий: 0,0008 Марга нец+ хром: 0,10-0,50 |
0,05 | 0,15 | то же | 2,66 |
| АМг 4,0 | AlMg4 | 0,4 | 0,5 | 0,1 | 0,20-0,7 | 3,5-4,5 | 0,05-0,25 | 0,25 | 0,15 | - | 0,05 | 0,15 | то же | 2,66 |
| АМг 4,5 | AlMg4,5 | 0,4 | 0,4 | 0,1 | 0,40-1 | 4,0-4,9 | 0,05-0,25 | 0,25 | 0,15 | - | 0,05 | 0,15 | то же | 2,66 |
| - | AlMg5Cr | 0,3 | 0,4 | 0,1 | 0,05-0,2 | 4,5-5,6 | 0,05-0,2 | 0,1 | - | - | 0,05 | 0,15 | то же | 2,65 |
| АМг5 | - | 0,5 | 0,5 | 0,1 | 0,3-0,8 | 4,8-5,8 | - | 0,2 | 0,02-0,1 |
Берил-лий: 0,0002-0,005 |
0,05 | 0,1 | то же | 2,65 |
| АМг 6 | - | 0,4 | 0,4 | 0,1 | 0,5-0,8 | 5,8-6,8 | - | 0,2 | 0,02-0,1 |
Берил-лий: 0,0002-0,005 |
0,05 | 0,1 | то же | 2,64 |
| Обозначение марок | Массовая доля элементов, % |
Плотно сть, кг/дм3 |
||||||||||||
| по НД* | по ИСО 209-1 | Крем-ний | Железо | Медь |
Марга- нец |
Магний | Хром | Цинк | Титан |
Другие элемен ты |
Прочие элементы |
Алюми ний |
||
| Каждый | Сумма | |||||||||||||
| АД31 |
AlMg 0,7Si |
0,20-0,6 | 0,5 | 0,1 | 0,1 | 0,45-0,9 | 0,1 | 0,2 | 0,15 | - | 0,05 | 0,15 |
осталь- ное |
2,71 |
| АД31Е | E- AlMgSi | 0,30-0,7 | 0,5 | 0,1 | 0,03 | 0,35-0,8 | 0,03 | 0,1 | - | Бор: 0,06 | 0,03 | 0,1 | то же | 2,71 |
| АД 33 |
AlMg1 SiCu |
0,40-0,8 | 0,7 | 0,15-0,4 | 0,15 | 0,8-1,2 | 0,04-0,35 | 0,25 | 0,15 | - | 0,05 | 0,15 | то же | 2,7 |
| АД35 |
AlSi1 MgMn |
0,7-1,3 | 0,5 | 0,1 | 0,40-1 | 0,6-1,2 | 0,25 | 0,2 | 0,1 | - | 0,05 | 0,15 | то же | 2,7 |
| АВ | - | 0,5-1,2 | 0,5 | 0,1-0,5 | 0,15-0,35 | 0,45-0,9 | 0,25 | 0,2 | 0,15 | - | 0,05 | 0,1 | то же | 2,7 |
| - | 6151 | 0,6-1,2 | 1 | 0,35 | 0,2 | 0,45-0,8 | 0,15-0,35 | 0,25 | 0,15 | - | 0,05 | 0,15 | то же | 2,7 |
| Обозначение марок | Массовая доля элементов, % | Плотно сть, кг/дм3 | |||||||||||||
| по НД* |
по ИСО 209-1 |
Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Zr | Другие эле менты | Прочие элементы | Al | ||
| Каждый | Сумма | ||||||||||||||
| 1915 | AlZn4,5 Mg1, 5Mn | 0,35 | 0,4 | 0,1 | 0,20-0,7 | 1,0-1,8 | 0,06-0,2 | 3,4-4 | 0,1 | 0,08-0,2 | - | 0,05 | 0,15 |
осталь ное |
2,77 |
| 1925 | AlZnMg 1,5Mn | 0,7 | 0,7 | 0,8 | 0,2-0,7 | 1,3-1,8 | 0,2 | 3,4-4 | 0,1 | 0,1-0,2 | - | 0,05 | 0,1 | то же | 2,77 |
| В95оч | - | 0,1 | 0,15 | 1,4-2 | 0,2-0,6 | 1,8-2,8 | 0,1-0,25 | 5,0-6,5 | 0,07 | - | - | 0,05 | 0,1 | то же | 2,85 |
| В95пч | - | 0,1 | 0,05-0,25 | 1,4-2 | 0,2-0,6 | 1,8-2,8 | 0,1-0,25 | 5,0-6,5 | 0,07 | - | никель: 0,1 | 0,05 | 0,1 | то же | 2,85 |
| В95 | - | 0,5 | 0,5 | 1,4-2 | 0,2-0,6 | 1,8-2,8 | 0,10-0,25 | 5,0-7 | 0,05 | - | никель: 0,1 | 0,05 | 0,1 | то же | 2,85 |
| - | AlZn5,5 MgCu | 0,4 | 0,5 | 1,2-2 | 0,3 | 2,1-2,9 | 0,18-0,28 | 5,1-6,1 | 0,2 | - |
титан+ цир-коний: 0,25 |
0,05 | 0,15 | то же | 2,8 |
| - | 7175 | 0,15 | 0,2 | 1,2-2 | 0,1 | 2,1-2,9 | 0,18-0,28 | 5,1-6,1 | 0,1 | - | - | 0,05 | 0,15 | то же | 2,85 |
| В93пч | - | 0,1 | 0,2-0,4 | 0,8-1,2 | 0,1 | 1,6-2,2 | - | 6,5-7,3 | 0,1 | - | - | 0,05 | 0,1 | то же | 2,84 |
| В95-1 | - | 1,5 | 1 | 1,0-3 | 0,2-0,8 | 0,6-2,6 | 0,25 | 0,8-2 |
титан+ цирко- ний: 0,2 |
- | никель: 0,2 | 0,05 | 0,2 | то же | 2,85 |
| В95-2 | - | 1,5 | 0,9 | 1,0-3 | 0,2-0,8 | 1,0-2,8 | 0,25 | 2,0-6,5 |
титан+ цирко- ний: 0,15 |
- | никель: 0,2 | 0,05 | 0,2 | то же | 2,85 |
| АЦпл | - | 0,3 | 0,3 | - | 0,025 | - | - | 0,9-1,3 | 0,15 | - | - | 0,05 | 0,1 | то же | 2,8 |
Принята буквенно — цифровая система маркировки. Буква, стоящая в начале, означает:
Буква, стоящая в начале, означает:
| А | - | технический алюминий |
| Д | - |
дюралюминий |
| АК | - | алюминиевый сплав, ковкий |
| АВ | - | авиаль |
| В | - | высокопрочный алюминиевый сплав |
| АЛ | - | литейный алюминиевый сплав |
| АМг | - | алюминиево-магниевый сплав |
| АМц | - | алюминиево-марганцевый сплав |
| САП | - | спечённые алюминиевые порошки |
| САС | - | спечённые алюминиевые сплавы |
Вслед за буквами идёт номер марки сплава. За номером марки сплава ставится буква, обозначающая состояние сплава:
За номером марки сплава ставится буква, обозначающая состояние сплава:
| М |
- |
сплав после отжига (мягкий) |
| Т | - | после закалки и естественного старения |
| А | - | плакированный (нанесён чистый слой алюминия) |
| Н | - | нагартованный |
| П | - | полунагартованный |
Маркировка алюминия по ГОСТ расшифровывает первую цифру как металл находящийся в основе, вторую как легирующую систему, третью и последнюю как модификацию марки.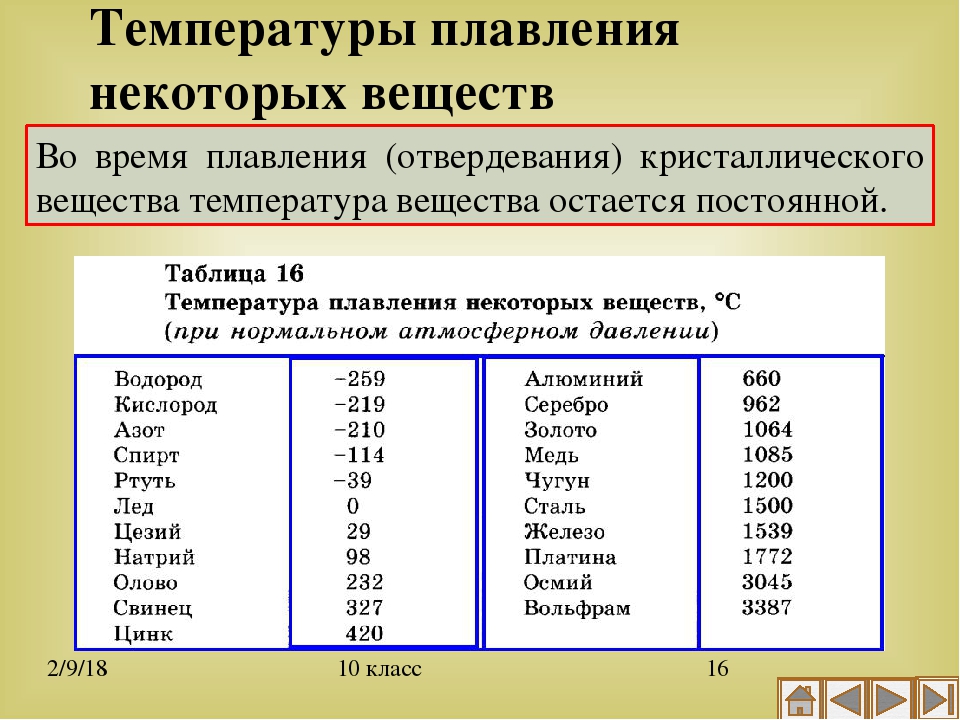
Изоляция кабеля — статьи по кабельной продукции
Изоляция кабеля должна иметь электрическую прочность, исключающую возможность электрического пробоя при напряжении, на которое рассчитан кабель. Для изолирования жил кабелей между собой и от наружных металлических оболочек применяют бумажную, пластмассовую и резиновую изоляцию.
Бумажная пропитанная изоляция жил кабелей имеет хорошие электрические характеристики, продолжительный срок службы, сравнительно высокую допустимую температуру и невысокую стоимость, поэтому находит наибольшее применение. К недостаткам следует отнести гигроскопичность, которая обусловливает необходимость тщательного изготовления и полной герметичности оболочек и муфт кабелей.
Из многослойной упрочненной кабельной бумаги на основе сульфатной целлюлозы марки КМП-120 изготовляют изоляцию для силовых кабелей напряжением до 35 кВ. Можно изготовлять изоляцию из двухслойной бумаги марок К-080, К-120, К-170 или многослойной — КМ-120, КМ-140 и КМ-170. Толщина бумаги соответственно составляет 80, 120, 140 и 170 мкм.
Толщина бумаги соответственно составляет 80, 120, 140 и 170 мкм.
Жилы обматывают бумажными непропитанными лентами. Наиболее распространена обмотка с зазором, которая позволяет в некоторых пределах изгибать кабель без опасности повреждения бумажной изоляции. Во избежание ухудшения электрических характеристик изоляции зазоры между витками соседних лент, расположенных сверху (по вертикали), не должны совпадать. При наложении большого количества лент избежать совпадений зазоров не удается, поэтому число совпадений нормируют. Допускается не более трех совпадений лент бумаги и изоляции «жила — жила» или «жила — оболочка (экран)» в кабелях напряжением 6 кВ, не более четырех для кабелей 10 кВ, не более шести для кабелей 35 кВ.
Бумажная изоляция должна накладываться плотно, без складок и морщин, наличие которых приводит к образованию пустот, воздушных включений, снижающих надежность кабелей. Толщина изоляционного слоя на силовые кабели нормируется ГОСТом и зависит от номинального напряжения и сечения жил кабеля. Для увеличения электрической прочности на поясную изоляцию кабелей напряжением 6 и 10 кВ, на жилы и поверх изоляции кабелей напряжением 20 и 35 кВ накладывают экран из электропроводящей бумаги. Цифровое обозначение или отличительную расцветку имеют в многожильных кабелях верхние ленты изоляции жил. При цифровом обозначении на верхнюю ленту первой жилы наносят цифру 1, второй — 2, третьей — 3, четвертой — 4. При отличительной расцветке номеру 1 соответствует белый или желтый, номеру 2 — синий или зеленый, номеру 3 — красный или малиновый, номеру 4 — коричневый или черный цвета.
Для увеличения электрической прочности на поясную изоляцию кабелей напряжением 6 и 10 кВ, на жилы и поверх изоляции кабелей напряжением 20 и 35 кВ накладывают экран из электропроводящей бумаги. Цифровое обозначение или отличительную расцветку имеют в многожильных кабелях верхние ленты изоляции жил. При цифровом обозначении на верхнюю ленту первой жилы наносят цифру 1, второй — 2, третьей — 3, четвертой — 4. При отличительной расцветке номеру 1 соответствует белый или желтый, номеру 2 — синий или зеленый, номеру 3 — красный или малиновый, номеру 4 — коричневый или черный цвета.
Изолированные жилы многожильных кабелей скручивают, заполняя промежутки между ними изоляционными материалами, до получения круглой формы. На скрученные изолированные жилы накладывают поясную изоляцию бумажными лентами определенной толщины. Бумажную изоляцию кабелей вначале сушат, затем пропитывают маслоканифольными составами: МП-1 для кабелей напряжением 1—10 кВ и МП-2 — 20—35 кВ. Пропиткой достигается увеличение электрической прочности бумажной изоляции.
Пластмассовую изоляцию применяют для силовых кабелей. Ее изготовляют из полиэтилена или поливинилхлорида (ПВХ), Хорошими механическими свойствами в широком интервале температур, стойкостью к действию кислот, щелочей, влаги и высокими электроизоляционными характеристиками обладает полиэтилен. В зависимости от способа получения полиэтилена различают полиэтилен низкой и высокой плотности. Полиэтилен высокой плотности имеет большие по сравнению с полиэтиленом низкой плотности температуру плавления и механическую прочность.
Полиэтилен низкой плотности размягчается при температуре около 105°С, высокой плотности — 140°С. Введение в полиэтилен органических перекисей и последующая вулканизация значительно повышают его температуру плавления и стойкость к растрескиванию. Вулканизирующийся полиэтилен незначительно деформируется при 150°С. Для получения самозатухающего полиэтилена вводят специальные добавки.
Для электропроводящих экранов кабелей с полиэтиленовой изоляцией в полиэтилен добавляют полиизобутилен, ацетиленовую сажу и стеариновую кислоту. Твердый продукт полимеризации — поливинилхлорид (ПВХ) — не распространяет горения. Для повышения эластичности и морозостойкости в него добавляют пластификаторы — каолин, тальк, карбонат кальция, для получения цветного ПВХ вводят окрашивающие добавки. ПВХ стареет под воздействием температуры, солнечной радиации и т.п. за счет улетучивания пластификатора (происходит снижение эластичности и холодостойкости).
Резиновая изоляция состоит из смеси каучука (натурального или синтетического), наполнителя, мягчителя, ускорителя вулканизации, противостарителя, красителя и др. Для изоляции кабелей применяют резину РТИ-1, имеющую в составе 35 % каучука.
Плюсы резиновой изоляции — гибкость и практически полная негигроскопичность. Недостатки — более высокая стоимость и низкая рабочая температура жилы (65°С) по сравнению с другими видами изоляции, что снижает допустимую нагрузку на кабель.
Со временем у изоляционных резин наблюдается значительное снижение эластичности и изменение других физико-механических свойств. Старение резиновой изоляции происходит под воздействием различных факторов и является в основном следствием окислительной деструкции (разрушения) содержащегося в резине каучука. С целью защиты изоляции жил от воздействия света, влаги, различных химических веществ, а также для предохранения ее от механических повреждений кабели снабжают оболочками.
Лучшими материалами для изготовления оболочек кабелей в отношении герметичности и влагонепроницаемости, гибкости и теплостойкости являются металлы — свинец и алюминий. Кабели с невлагоемкой (пластмассовой или резиновой) изоляцией не нуждаются в металлической оболочке, поэтому их обычно изготовляют в пластмассовой или резиновой оболочке. Толщина оболочки нормируется и зависит от материала, из которого она изготовлена, диаметра кабеля и условий эксплуатации.
Свинцовые оболочки изготовляют из свинца марки С-3 (чистого свинца не менее 99,95 %). Свинец принадлежит к числу весьма тяжелых металлов (плотность 11340 кг/м3). Температура плавления — 327,4°С. Свинец обладает малой механической прочностью и значительной текучестью, что приходится учитывать при вертикальных прокладках кабелей в голой свинцовой оболочке. При повышении температуры текучесть свинца увеличивается. Нормальный электрохимический потенциал свинца равен -0,13 В, поэтому он обладает малой химической активностью и высокой коррозионной стойкостью.
Минус свинцовых оболочек — малая стойкость против вибрационных нагрузок, особенно при повышенной температуре. Повышения вибростойкости и механической прочности достигают введением в свинец присадки из сурьмы. Свинцовая оболочка кабелей без защитных покровов изготовляется из свинцово-сурьмянистых сплавов марок ССуМ, ССуМТ. Свинцовые оболочки не должны иметь рисок, царапин и вмятин, выводящих их за пределы минимальных допусков по толщине.
Алюминиевые оболочки изготовляют методом выпрессовывания из алюминия А-5 чистотой не ниже 99,97 %. Плотность алюминия — 2700 кг/м3, предел прочности — 39,3—49,1 МПа. Алюминиевые оболочки в 2—2,5 раза прочнее и в 4 раза легче, чем свинцовые, имеют повышенную стойкость к вибрационным нагрузкам и обладают высокими экранирующими свойствами. Недостатки алюминиевых оболочек — большие технологические трудности наложения их на кабель и малая стойкость к электрохимической коррозии, что объясняется высоким нормальным отрицательным потенциалом алюминия (-1,67 В).
Коррозия сводится к вытеснению из среды, с которой соприкасается алюминий, ионов водорода и переходу самого алюминия в виде ионов в раствор. Поэтому кабели с алюминиевыми оболочками защищают против гниения особо стойкими покровами, не пропускающими к оболочке влагу.
Пластмассовые оболочки изготавливают из шлангового ПВХ-пластиката или полиэтилена. Пластмассовые оболочки сочетают в себе легкость, гибкость и вибростойкость, но через пластмассу постепенно диффундируют водяные пары, что приводит к падению сопротивления изоляции кабелей. Поэтому их применяют в кабелях с негигроскопичной изоляцией из полиэтилена, ПВХ и др. Шланговый пластикат отличается от изоляционного подбором пластификаторов и стабилизаторов, обеспечивающих большую стойкость против светового старения. Для оболочек кабелей применяют ПВХ-пластикат марки 0-40. Оболочки кабелей из ПВХ-пластиката при температуре ниже допустимой становятся жесткими и при ударе могут разрушаться.
Хорошая механическая прочность ПВХ-пластиката позволяет широко применять кабели в оболочке без защитных покровов. Он не распространяет горения, он влаго- и маслостоек, стоек к электрической и химической коррозии. Кабели в такой оболочке просты в производстве и удобны в монтаже.
Резиновые оболочки изготавливают из маслостойкой резины РШН-2, не распространяющей горения. Резиновые оболочки обладают высокой стойкостью к растягивающим, ударным и крутящим нагрузкам.
Защитные покровы состоят из подушки, брони и наружного покрова и предназначены для защиты кабелей от механических повреждений и коррозии. В обозначение марки кабеля, не имеющего защитного покрова, добавляется буква «Г».
Подушки кабеля представляют собой концентрические слои волокнистых материалов и битумного состава или битума поверх оболочки, предназначаются для предохранения оболочек кабеля от повреждения лентами или проволоками брони и защиты ее от коррозии и не имеют обозначения. Усиленную подушку с дополнительной обмоткой двумя пластмассовыми лентами, обеспечивающую защиту от коррозии и блуждающих токов, маркируют буквой «л». Для повышения стойкости против коррозии подушку изготовляют с двумя слоями пластмассовых лент и маркируют цифрой и буквой — «2л». С целью повышения коррозионной и влагостойкости подушки поверх лент из ПВХ-пластиката (и другого равноценного материала) накладывают слой выпрессованного полиэтилена или ПВХ-пластиката. В маркировке этот тип подушки обозначают буквами «п» (полиэтилен) и «в» (ПВХ-пластикат). Защитные покровы без подушки маркируют буквой «б». Минимальная толщина подушки зависит от конструкции, диаметра кабеля и составляет 1,5—3,4 мм.
Броня служит для защиты кабелей от механических повреждений. Для кабелей, не подвергающихся в процессе эксплуатации растягивающим усилиям, применяют ленточную броню, которая состоит из двух стальных лент толщиной от 0,3 до 0,8 мм (в зависимости от диаметра кабеля по оболочке) и накладывается так, чтобы верхняя лента перекрывала зазоры между витками нижней ленты. Для кабелей, которые подвергаются растягивающим усилиям, применяют броню из стальных оцинкованных плоских или круглых проволок. Толщина брони из стальных оцинкованных плоских проволок составляет 1,5—1,7 мм, диаметр круглых проволок — 4—6 мм.
Наружный покров, в который входит слой битумного состава или битума, пропитанная пряжа и покрытия, предохраняющие витки кабеля от слипания, в маркировке обозначения не имеет. Покров с негорючим элементом в маркировке кабеля имеет букву «Н». С выпрессованным полиэтиленовым защитным шлангом покровы имеют обозначение «Шп», а с ПВХ-шлангом — «Шв». Минимальная толщина наружного покрова зависит от диаметра кабеля и составляет 1,9-3 мм.
Алюминиевые сплавы — Температура плавления
Лигатуры должны иметь температуру плавления, близкую к температуре плавления основного сплава, к которому их добавляют, при возможно более высоком содержании тугоплавкого элемента. Так, алюминиевомедная лигатура (67 % А1 + 33 % Си), присаживаемая к алюминиевым сплавам с температурой плавления 650— 700 °С, имеет температуру плавления 548 °С, в то время, как температура плавления чистой меди 1083 °С. [c.244]При стабилизации алюминиевых сплавов необходимо иметь в виду, что температура их плавления находится значительно ниже температуры плавления стали, а следовательно, соответственно снижаются области температур отжига, отпуска и старения. Обычно применяющееся кратковременное искусственное старение алюминиевых сплавов при температурах 150 и 175° С недостаточно способствует стабилизации структуры и снятию внутренних напряжений. Старение для стабилизации размеров алюминиевых и магниевых сплавов желательно производить при более высоких температурах — не ниже 200° С, желательно около 290° С. [c.410]
Компрессорные машины (с горячей камерой давления) выполняются полуавтоматическими и автоматическими. Применяются для отливки сплавов, имеющих температуру плавления выше 450—460° (алюминиевые, магниевые). Снабжаются предохранителями, исключающими пуск воздуха в камеру при неполностью закрытых формах или же при неплотно подошедшем к литниковой втулке мундштуке. Различаются машины с ванной закрытой и открытой. [c.181]
С/с не улучшает свойств. Поэтому при проведении оптимизации режима ТЦО скорости нагревов и охлаждений и максимальную температуру поддерживали постоянной. Выбор максимальной температуры для каждого конкретного случая обусловливался имеющейся информацией о влиянии температуры нагрева под закалку на свойства исследуемого сплава [104, 168], а также результатами предварительных опытов. Для всех алюминиевых сплавов максимальная температура в циклах была ниже на 30—50° температуры плавления неравновесных структурных составляющих сплава. [c.211]
Твердые припои применяют для пайки меди, латуни или бронзы, когда требуется большая механическая прочность. Изготовляют их обычно из меди и цинка. Для пайки контактов прерывателя и распределителя используют твердый припой, содержащий серебро, повышающее электропроводность припоя. Пайку алюминиевых сплавов осуществляют с помощью алюминиево-медных или алюминиево-кремниевых припоев. Температура плавления, твердых припоев составляет более 550 °С. [c.113]
Под давлением получают отливки из алюминиевых сплавов, латуни, бронзы, цинковых и магниевых сплавов, так как пресс-форма, изготовленная из жаростойкого сплава, допускает заполнение ее сплавами с температурой плавления до 1000° С. [c.11]
Если состав металла присадки отличается от состава основного металла, то возникает опасность образования очагов коррозии. Например, при сварке деталей из чистого алюминия и коррозионностойких алюминиевых сплавов следует избегать присадки из алюминиевых сплавов, содержащих тяжелые металлы, например железо. При выборе присадки необходимо учитывать также температуру ее плавления. Так, для сварки чистого алюминия присадки из сплавов алюминия непригодны, так как температура плавления этих сплавов ниже температуры плавления алюминия. [c.75]
В 50-х годах, наряду с изучением механизма воздействия ультразвука на процессы кристаллизации металлов, началась разработка эффективных методов введения колебаний в затвердевающий металл [14]. Ультразвуковой обработке подвергались металлы и сплавы с температурой плавления 1500° С, началось проведение работ по ультразвуковой дегазации алюминиевых сплавов [28], с помощью ультразвука были созданы новые сплавы, состоящие из металлической основы с неметаллическим порошковым наполнителем [22]. [c.429]
Ра1 — удельное сопротивление алюминиевого сплава в момент плавления Лд — высота расплавленного ядра алюминиевого сплава рхг — удельное сопротивление титана при температуре плавления алюминиевого сплава кц — толщина (одной или двух титановых прослоек О/ц — предел текучести холодного алюминие- [c.199]
Электронно-лучевой сваркой изготовляют детали из тугоплавких химически активных металлов и их сплавов (вольфрамовых, танталовых, ниобиевых, циркониевых, молибденовых и т. п.), а также из алюминиевых и титановых сплавов и высоколегированных сталей. Металлы и сплавы можно сваривать в однородных и разнородных сочетаниях, со значительной разностью толщин, температур плавления и других теплофизических свойств. Минимальная толщина свариваемых заготовок составляет 0,02 мм, максимальная — до 100 мм. [c.204]
Сплавы на алюминиевой основе стойки против многих расплавленных солей, имеющих нейтральную реакцию. Расплавленный свинец, имеющий более низкую температуру плавления, чем алюминиевые сплавы, также совершенно не действует па них. [c.272]
Температуры плавления и рекристаллизации, а также атомные связи у сплавов на основе Ре выше, чем у алюминиевых и титановых сплавов, и ниже, чем у никелевых и молибденовых сплавов. В такой же зависимости находится и жаропрочность этих сплавов. [c.201]
Дуги с неплавящимся (тугоплавким) катодом. Если катод сварочной дуги выполнен из материала с высокими температурами плавления и кипения (для вольфрама 7 = 3650 К, = 5645…6000 К для угля Т возг = 4470 К), то он может быть нагрет до столь высокой температуры, при которой основная часть катодного тока обеспечивается термоэлектронной эмиссией. Учитывая, что торированный W-катод представляет собой пленочный катод, а примеси из столба дуги (если изделие, например, алюминиевый сплав) могут также снизить работу выхода, то расчетные значения плотности тока могут быть такими, как в приведенном ниже примере (цифры для простоты расчета взяты округленно). [c.71]
Газовая сварка реализуется за счет оплавления газовым пламенем частей соединяемых деталей и прутка присадочного металла, она используется для соединения деталей из металлов и сплавов с различными температурами плавления при небольшой толщине (до 30 мм), а также для сварки неметаллических деталей. Для ее реализации не требуется источника электроэнергии. Широкое распространение имеет электродуговая сварка, при которой оплавленный (за счет электрической дуги) металл соединяемых элементов вместе с металлом электрода образует прочный шов. Для защиты от окисления шва электрод обмазывают защитным покрытием часто сварку производят под слоем флюса или в защитной среде инертных газов (аргона, гелия). Электродуговой сваркой на сварочных автоматах, полуавтоматах, а также вручную соединяют детали из конструкционных сталей, чугуна, алюминиевых, медных и титановых сплавов. Последние сваривают в среде аргона или гелия. [c.469]
Эвтектическая диффузионная пайка боралюминия. Для соединения деталей из боралюминия между собой или с элементами конструкций из алюминиевых сплавов возможно использование способа эвтектической диффузионной пайки, заключающегося в нанесении тонкого слоя второго металла, образующего в результате взаимной диффузии эвтектику с металлом матрицы. В зависимости от состава матричного алюминиевого сплава могут быть использованы следующие металлы, образующие эвтектику серебро, медь, магний, германий, цинк, имеющие температуры образования эвтектик с алюминием 566, 547, 438, 424 и 382° С соответственно. В результате дальнейшей диффузии металла покрытия в основной металл концентрация его снижается, и температура плавления в зоне соединения постепенно повышается, приближаясь к температуре плавления матрицы. Таким образом, паяные соединения способны работать при температурах, превышающих температуру пайки. Однако необходимость строгого регламентирования толщины покрытия, а также чистоты покрытия и покрываемой поверхности, использование для получения таких покрытий метода вакуумного напыления делают этот процесс экономически нецелесообразным. [c.192]
Большое внимание в настоящее время уделяется исследованию композиционных материалов алюминий — углеродное волокно, обладающих высокой прочностью и малой плотностью. Свойства этих материалов зависят от свойств упрочняющих волокон, а также в значительной степени от метода изготовления и технологических параметров. Так, например, композиционный материал, содержащий 30—40 об. % волокон, при плотности 2 г/см в зависимости от вида упрочнителя и технологии может иметь предел прочности от 50 до 120 кгс/мм [156, 170, 178]. Модуль упругости материала зависит только от величины модуля упругости применяемого волокна и может изменяться в пределах от 9000 до 20 000 кгс/мм [170]. На рис. 83 показано изменение предела прочности композиционного материала на основе алюминиевого сплава А-13 (алюминий + 13% кремния), упрочненного —30 об. % углеродного волокна. Видно, что вплоть до температуры плавления матрицы прочность заметно не меняется. Длительная (100-часовая) прочность подобного материала при 400° С составляет 15—20 кгс/мм [1]. Характеристики усталости материала алюминий — 33—38 об. % углеродного волокна приведены в табл. 47. [c.210]
Введение в сплавы элементов с низкой температурой плавления и присутствующих в сплавах в свободном состоянии (свинец, кадмий) или в виде мягких эвтектик (олово) или чистый графит (следует объяснить стремлением повысить антифрикционные свойства в связи с влиянием указанных добавок на повышение сопротивления к схватыванию алюминиевых сплавов при сухом или полужидкостном треиии. [c.115]
Церий — мягкий металл серо-стального цвета. Плотность 6,66 г/сж , температура плавления 795° С, кипения 3468° С. Окисляется во влажном воздухе, при 160—180° С воспламеняется и горит ослепительным пламенем. Основной компонент мишметалла. Применяется для повышения долговечности сплавов с высоким омическим сопротивлением, износостойкости электроконтактных сплавов, для повышения качества алюминиевых (в том числе вторичных), магниевых и других сплавов, для образования чугуна с шаровидным графитом и т. д. (табл. 63). [c.108]
Неодим — металл серебристо-белого цвета, на воздухе окисляется (желтеет). Плотность 7,0 г/смЗ, температура плавления 1024° С, температура кипения 3300° С. Применяется для повышения качества алюминиевых и магниевых сплавов, износостойкости электроконтактных материалов и для других целей. Выпускается (ЦМТУ 05-142—69) марок (содержание, %) Нм-1 Nd 99,34 и La-1—ЬСе-ЬРг-ЬЗш не более 0,3 Нм-2 — соответственно 98,86 и 0,5 [c.195]
Торий — мягкий металл серовато-белого цвета. Плотность 11,7 г/см , температура плавления 1750° С, кипения 3.500—4200° С. Обладает хорошей пластичностью — куется и прокатывается без нагрева. На воздухе покрывается тонкой пленкой окиси. Применяется для легирования стали, алюминиевых и магниевых сплавов, для повышения прочности твердых сплавов, повышения сопротивления ползучести некоторых легких сплавов и т. д. [c.196]
Температура плавления паяемого алюминиевого сплава в местах легирования его цинком может понизиться до 382° С, т. е. до температуры плавления эвтектики, а в более сложных алюминиевых сплавах и до более низкой температуры. Будучи в жидком состоянии при температурах пайки, эти сплавы при малейшем наклоне изделия будут стекать с его поверхности, делая тонким паяемый материал и приводя его к локальной глубокой эрозии в местах их скопления. [c.407]
Как видно из табл. 7, припои имеют различную температуру плавления. Это необходимо потому, что при сборке сложных узлов с лежащими рядом швами пайка деталей из алюминиевых сплавов [c.277]
Относительно высокие рабочие температуры солей, а также температуры плавления припоев исключают пайку деталей из Д1, Д16, В95 и других алюминиевых сплавов, чувствительных к пережогу или отличающихся низкими температурами плавления. [c.283]
Лигатуры широко применяются главным образом в производстве алюминиевых и магниевых сплавов. Это обусловливается тем, что данные сплавы резко окисляются при перегреве до температур выше 800 и в них нельзя вводить непосредственно тугоплавкие присадки [27]. Лигатуры должны обладать температурой плавления, близкой к температуре плавления металла, к которому они присаживаются, и в то же время иметь высокое содержание тугоплавкого металла. Лигатура, содержащая одну тугоплавкую примесь, называется двойной, а две — тройной. Характеристика различных двойных и тройных лигатур и способы их изготовления указаны в табл. 180 и 181. [c.191]
Прессованным заготовкам — пруткам из алюминиевых сплавов, прессованным на горизонтальных гидравлических прессах Дика прямим методом, присущи типичная дефектная структура, неоднородность величины и формы зерна по сечению прутка и неравномерность расположения составляющих сплава и загрязнения по границам зёрен. Структура прессованных этим методом прутков состоит из крупных равноосных зёрен, расположенных в периферийных слоях, и из строчечной волокнистой структуры внутренних слоев. В отдельных случаях при прессовании образуются расслаивания и трещины между слоями вследствие смещения зёрен относительно друг друга. Увеличение концентрации пористости и загрязнений в средней части слитков, отливаемых в чугунные изложницы, усиливает неравномерность структуры. Рекристаллизация средней зоны с резко выраженным анизотропным строением зерна крайне затруднительна. Прессованные прутки из сплава АК-5 с подобной структурой не обнаружили склонности к рекристаллизации в процессе отжига в течение 3 час. даже при температуре 540° С, т. е. близкой к температуре плавления эвтектики. Прессованная заготовка с нерекристаллизованной структурой, при расположении в штампе направлением волокна перпендикулярно действию деформирующей силы, часто даёт брак в виде трещин. [c.460]
Мягким паянием обеспечивается прочность соединения на разрыв до 10—12 кгс/мм, при этом применяются припои с температурой плавлеггия от 40 до 180° С, припои для алюминиевых сплавов с температурой плавления от 150 до 300°С и некоторые до 500°С, припои оловянно-свинцовые ПОС. [c.50]
Машины с горячими камерами поршневого действия применяются для снла-вов с невысокой точкой плавления —не выше 450—460°, в частности, для оловянно-свинцовых и цинковых сплавов. Для алюминиевых и магниевых сплавов, имеющих температуру плавления выше 450—460°, применяются главным образом машины с холодной камерой давления, работающие по принципу нрессования, а также с камерой давления компрессорного действия. [c.412]
Магниевые сплавы — сплавы на основе магния с добавками алюминия, цинка и марганца. Трудности при нх сварке те же, что й при сварке алюминиевых сплавов. Кроме того, сварка затруднена возможностью воспламенения сплава, поскольку температура плавления чистого магния близка к темпе] туре его воспламеневия. Поэтому газовую сварку выполняют только под слоем флюса. [c.83]
Ранее уже отмечали, что чем выше температура плавления металла, тем выше и температура его рекристаллизации. Поэтому для изготовления жаропрочных деталей применяют металлы с высокой температурой плавления. Так как даже кратковременная прочность быстро падает при приближении к температуре плавления, то практически максимальная абсолютная рабочая температура не может превосходить значений, равных 0,7—0,8 от абсолютной температуры плавления. В связи с этим жаропрочные алюминиевые сплавы предназначаются для рабочих температур не выше 250°С (для алюминия Т п — = 657°С), сплавы на основе железа — не выше 700°С (для железа 7 пл = 1530°С), а сплавы на основе молибдена (для молибдена 7 пл = 2бОО°С) —не выше 1200—1400°С. [c.455]
Наибольшее внимание привлекают алюминиевые сплавы, армированные волокнами из бора, углерода, нержавеющей стали и бериллия титановые сплавы, армированные волокнами молибдена и бериллия, и никелевые сплавы, армированные волокнами вольфрама, молибдена и их сплавов. Данные о прочности некоторых волокон и армированных материалов приведены в табл. 156 и 157. Такие материалы наиболее перспективны для деталей, работающих в условиях, близких к одноосному растяжению, например лопаток турбин я компрессоров. Максимальные рабочие температуры этих материалов близки к температуре плавления матрицы. На рис. 465 в качестве примера показаны температурные зависимости прочности для алюминия, армированного стеклянными и кварцевыми волокнами. Для сравнения на графике приведены свойства дисперсноупроч ненного алюминия и алюминиевого сплава. На рис. 466 показана макро- и микроструктура прутка из сплава нихром, армированного волокнами вольфрама (50%). [c.640]
При способах сварки плавлением, особенно с использованием дуги, происходит интенсивное перемешивание жидкого металла как вследствие его движения из передней части ванны в заднюю, так и под влиянием других воздействий источника теплоты на жидкий металл. Происходит интенсивный теплообмен между отдельными порциями различно нагретого жидкого металла, а также вследствие теплоотвода в твердый металл. По этой причине энергетическое состояние ванны целесообразно характеризовать не только возможными максимальными и минимальными температурами, но и средней температурой жидкого металла. Она зависит от режима сварки (тока, напряжения, скорости сварки), характера подачи присадочного металла, устойчивости дуги и положения ее активного пятна. Например, средняя температура ванны при аргонно-дуговой сварке алюминиевого сплава АМгб может изменяться от 920 до 1050 К при возрастании тока от 300 до 450 А при 14 В и от 1070 до 1200 К при и =8 В, в то время как температура плавления сплава АМгб составляет около 890 К. [c.231]
Комбинированные газоэлектри-ческие печи. В них осуществляют плавление шихтовых материалов за счет тепла от сгорания газа хранение готового расплава при определенной температуре проводят в режиме электронагревателей (рис. 125). Такие печи находят весьма ограниченное применение. Например, в таких печах осуществляется приготовление алюминиевых сплавов для литья заготовок автомобильных двигателей на ОАО «ВАЗ» и ОАО УМГЮ . [c.256]
Баббиты — это мягкие антифрикционные сплавы на оловянной, свинцовой, алюминиевой и цинковой основах, в которых равномерно распределены твердые кристаллы (кристаллы — фазы SnSb или кристаллы сурьмы, иглы меди). Баббиты отличаются низкой твердостью (13-23 НВ), невысокой температурой плавления (340-500°С, алюминиевые бронзы — 630-750°С), отлично прирабатываются и имеют низкий коэффициент трения со сталью, хорошо удерживают фаничную масляную пленку. Мягкая и пластичная основа баббита при трении в подшипнике изнашивается бь[стрее, чем вкрапленные в нее твердые кристаллы других фаз, в результате шейка вала при вращении скользит по этим твердым кристаллам. При этом уменьшается площадь фактического касания трущихся поверхностей, что, в свою очередь, снижает коэффициент трения и облегчает поступление смазки в зону трения. Благодаря хорошей прирабатываемости баббитов все неточности поверхностей трения вследствие механической обработки или установки деталей при сборке в процессе обкатки подшипников быстро устраняются. В табл. 1.6 приведены основные свойства и структура баббитов. [c.22]
Введение в сплавы элементов с низкой температурой плавления (РЬ, d) или добавка графита обеспечивает повышение сопротивления к схватыванию алюминиевых сплавов при сухом или граничном трении. Цинк и магний, имеющие повышенную растворимость в алюминии, вводятся для повышения прочности и нафузочной способности материала. [c.25]
Цинковые сплавы, издавна используемые в качестве антифрикционных материалов, не получили достаточно широкого распространения, в то же время они обладают рядом ценных свойств, которые позволяют применять их во многих случаях взамен бронз и бабитов. Сплавы на цинковой основе (ЦАМ 9-1,5 ЦАМ 10-5) имеют низкую температуру плавления (около 400°) и в большей степени, чем бронзы и алюминиевые сплавы, размягчаются при нагревании и хорошо прирабатываются. [c.25]
Сообщалось также и о так называемых многослойных протекторах из различных протекторных материалов [31]. Такие протекторы должны вначале давать ток большой силы для предварительной поляризации, а затем в течение длительного времени работать с малым током при возможно большей токоотдаче (в ампер-часах). Когда такие протекторы имеют наружную оболочку из магниевого сплава и сердечник из цинка, температура плавления сердечника оказывается более низкой, чем у материала оболочки. Это соответственно усложняет технологический процесс изготовления. Однако та же цель может быть достигнута и проще при сочетании протекторов из различных материалов [132], например при использовании магниевых протекторов для предварительной поляризации и цинковых или алюминиевых протекторов для длительной защиты. [c.195]
Литий — серебристо-белый очень мягкий металл, легко окисляющийся на воздухе. По ГОСТ 8774—75 устанавливаются три марки лития ЛЭ-1 (содержание чистого лития не менее 99,5%), Л9-2(98,8%) и ЛЭ-3 (98,0%). Применяется в машиностроении для дегазации и раскисления стали, чугуна, бронз и латуни, в баббитах — вместо олова для повышения температуры плавления и апти-фрикгцгонных свойств. Повышает качество алюминиевых, магниевых, медных, свинцовых и других сплавов, улучшает их антикоррозионные и литейные свойства и т. д., образует твердые припои для пайки без флюсов. Поставляетс.ч в виде чушек массой до 2,5 кг и хранится в плотно закрытых (запаянных) банках из белой жести (по 12—20 чушек — до 50 кг), залитых смесью трансформаторного масла (50%) и парафина (50%) с надписью Осторожно, от воды загорается . [c.170]
Лантан — металл белого цвета. Плотность 6,17 г/см , температура плавления 920 С, температура кипения 3469° С. Легко окисляется на воздухе и при нагревании сгорает ослепительным пламенем. Применяется в чистом виде, в особенности в виде лигатур, для повышения качества жаропрочных, алюминиевых и магниевых сплавов, для сншкения содержания серы и стали. Применяется также в электротехнике и радиотехнике и т. д. Лаитан электролитический (РЭТУ 1015—62) выпускается трех марок (содержание La, %) Ла-Э-0 (99,48), Ла-Э-1 (98,98) и Ла,Э-2 (97,97). [c.194]
Церий — мягкий металл серо-стального цвета. Плотность 6,76 г/см температура плавления 804° С, температура кипения 3600° С. Окисляется во влажном воздухе, при 160—180° С воспламеняется и горит ослепительным пламенем. Основной компонент мишыеталла. Применяется для повышения долговечности сплавов с высоким омическим сопротивлением, износостойкости электрокон-тактных сплавов, для повышения качества алюминиевых (в том числе вторичных), магниевых и других сплавов, для образования чугуна с шаровидным графитом и т. д. Выпускается в слитках массой 2—5 кг (РЭТУ 1014—62) двух марок (содержание, %) Се-Э-1 (Се не менее 98,98 и 1,0 сумма РЗМ) Се-Э-2 соответственно 97,97 и 2,0. [c.197]
Плавиковый шпат (ручного обогащения по ОСТ НКТП 7633-655). Плавиковый шпат, или флюорит, представляет собой минерал кристаллического строения, содержащий в основной своей массе СаРз. Удельный вес в твёрдом состоянии — 3,18, температура плавления 1378° С. Применяется в качестве флюса а) 2-й и 3-й сорта — при плавке чугуна и стали б) 1-й сорт—при илавке магниевых и алюминиевых сплавов, а также бронз. При плавке магниевых и алюминиевых сплавов может быть использован только в сухом состоянии, получаемом путём сушки и прокаливания. По содержанию составных частей плавиковый шиат ручного обогащения должен отвечать требованиям, приведённым в табл. 26. [c.7]
Сплавы для металлических моделей, [ля тонкостенных ручных и машинных сделай применяется серый чугун арки СЧ 15-32 по ГОСТ 1412-54. Хи-ический состав чугуна (в %) углерода, 5—3,8, кремния 2,4—2,6, марганца, 7—0,9, фосфора 0,3—0,6, серы — до, 1. Для высоких, подвергающихся альному износу моделей машинной ормовки рекомендуется алюминиево-едистый сплав марки АЛ-12 по ГОСТ 385-. S3. Температура плавления сплава 10° С, удельный вес 2,9, усадка 1,2%. ля ручных и машинных моделей всех азмеров пригоден сплав марки АЛ-13 D ГОСТ 2685-.53. Температура плавле-ля 630° С, удельный вес 2,8, усадка 1%. ля отливки моделей по изделию при-еняется безусадочный и легкоплавкий сдельный сплав состава свинца 45%, дсмута 55%. [c.21]
Из числа солей цинка с галогенами хорошо известен на практике хлористый цинк (Zn lg), имеющий температуру плавления 313° С и кипения 730° С он применяется как очиститель при плавке сплавов цветных металлов, главным образом алюминиевых, и в качестве флюса при пайке. [c.207]
Северо-Кавказский горно-металлургический институт > Деятельность > Научная деятельность > Научно-образовательные подразделения > Научно-исследовательский центр «Физика межфазных границ и наноматериалов»
Научно-исследовательский центр «Физика межфазных границ и наноматериалов» (НИЦ ФМГН)
НИЦ ФМГН создан 01.07.2009 приказом ректора №157/ОД от 30 июня 2009г.
Директор НИЦ ФГМН д.ф-.м.н., профессор, заведующий кафедрой физики Созаев Виктор Адыгеевич (e-mail:sozaeff@mail.ru, Тел.: 407 631, 407 432)
НИЦ ФГМН действует на основании устава СКГМИ и положения о НИЦ ФГМН принятого ученым советом СКГМИ от 25 марта 2009г.
Основными задачами НИЦ ФГМН являются:
· проведение фундаментальных исследований в области физики межфазных границ и наноматериалов как основы для создания новых знаний, освоения новых технологий, становления и развития научных школ на важнейших направлениях развития физики поверхности и нанотехнологий.
· проведение прикладных исследований, опытно-конструкторских и технологических работ в области физики межфазных границ и наноматериалов, развитие инновационной деятельности с целью создания наукоемкой научно-технической продукции и конкурентоспособных образцов новой техники, материалов и услуг, ориентированных на рынок высоких технологий;
· разработка, внедрение и развитие новых информационных технологий в научных исследованиях в области физики наноматериалов и нанотехнологий;
· обеспечение подготовки квалифицированных специалистов и научно-педагогических кадров высшей квалификации на основе новейших достижений научно-технического прогресса;
· участие в учебном процессе, обучение студентов и аспирантов СКГМИ с постановкой и разрешением научных и технических проблем и привлечением наиболее способных из них к выполнению научных исследований;
· усиление влияния науки на решение образовательных и воспитательных задач, сохранение и укрепление определяющей роли науки в развитии высшего образования;
· развитие новых, прогрессивных форм научно-технического сотрудничества с Российской академией наук, научными, проектно-конструкторскими, технологическими организациями и промышленными предприятиями с целью совместного решения важнейших научно-технических задач, создания высоких технологий и расширения использования вузовских разработок в производстве;
· создание качественно новой экспериментально-производственной базы, выпуск и реализация наукоемкой и высокотехнологичной продукции области наноматериалов и нанотехнологий;
· развитие финансовой и материально-технической базы исследований и разработок за счет средств бюджетов различных уровней, использования внебюджетных средств и доходов от инновационной, предпринимательской и иной, приносящей доход деятельности;
· консалтинговые услуги;
· организационное, научно-методическое, финансовое обеспечение проведения научных конференций, семинаров школ, выставок, презентаций;
· издание научных трудов, учебников и учебных пособий, научно-методической и научно-популярной литературы;
· формирование фондов научной библиотеки на бумажных и электронных носителях.
Структура НИЦ ФГМН
Директор НИЦ ФГМН | Зав. кафедрой физики Созаев В.А. |
Ученый секретарь | Зам. зав. кафедрой физики Касумов Ю.Н. |
Лаборатория физики межфазных границ инаноматериалов | Зав.лаб. Созаев В.А. |
Лаборатория физики полупроводниковых приборов | Зав. лаб. Касумов Ю.Н. |
Лаборатория физики тонких пленок | Зав. лаб. Манукянц А.Р. |
Лаборатория электронной и атомно-силовой микроскопии | Зав. лаб. Коротков П.К. |
В НИЦ ФГМН выполняются НИР в рамках различных грантов
В 2011г выполнялась НИР по аналитической ведомственной целевой программе «Развитие научного потенциала высшей школы» НИЦ ФМГН, проект №21.1.11929 «Влияние внешних воздействий на размерный эффект температуры фазовых превращений в контакте разнородных металлов»
В 2013г. выигран грант РФФИ №13-02-00079 «Влияние щелочных и щелочноземельных добавок на кинетику высокотемпературного контактного плавления».
В 2014г. выигран грант по проектной части базового финансирования Минобрнауки «Термодинамическое моделирование и экспериментальное изучение поверхностных свойств, кинетики и температуры контактного плавления металлов с целью создания новых композиционных микро- и наноматериалов».
1) Наиболее важные научные результаты НИР: квантово-статистическая теория поверхностной энергии бинарных металлических систем, усовершенствованная методика измерения поверхностного натяжения расплавов, содержащих высокоактивные компоненты, методика измерения углов смачивания, контактное плавление металлов с участием малых добавок щелочных металлов.
2) Разработаны новые припои и системы металлизации керамик. Особенностью этих припоев является то, что они содержат микро и наноразмерные структуры.
В настоящее время ведутся работы по оптимизации технологии получения новых микро- и нанокомпозиционных материалов полученных методом контактного плавления микро- и нанопорошков разнородных металлов; методом пропитки жидкими расплавами микро- и нанопористых структур (получение микро- и нанокомпозиционных припоев, а также катодных материалов методом пористых никеля и меди сплавами на основе легкоплавких металлов с малыми добавками щелочных и щелочноземельных элементов), методом армирования жидкофазной или твердой матрицы тугоплавкими микро- и наночастицами металлов.
Основные работы выполнялись с 2010 по 2016 годы
1. Директор Л.Б., Кашежев А.З., Майков И.А., Мозговой А.Г., Понежев М.Х., Созаев В.А. Влияние малых добавок титана на плотность и поверхностное натяжение жидкого индия // Физика и химия обработки материалов 2010, №2, С. 75-78.
2. Далакова Н.В., Елекоева К.М., Орквасов Т.А., Созаев В.А. Контактное плавление твердого раствора на основе олова с алюминием // Поверхность 2010, №12, С. 1-3
3. Далакова Н.В., Елекоева К.М., Карданова М.С., Орквасов Т.А., Созаев В.А. Рентгенофазовый анализ контактных прослоек образующихся при эвтектоидном плавлении металлов с малыми щелочноземельными добавками // Поверхность 2010, №1, С. 67-71
4. Далакова Н.В., Директор Л.Б., Кашежев А.З., Майков И.Л., Мозговой А.Г., Понежев М.Х., Созаев В.А. Поверхностное натяжение и плотность расплавов олова с малыми добавками бария // Известия РАН, Сер. физическая, 2010, Т. 74, №5, С. 674-676.
5. Лесев В.Н., Созаев В.А. Алгоритм расчета физических параметров малых капель расплавов и керамики в высокотемпературных полях // ISSN 1729-5459. Экологический вестник научных центров ЧЭС, 2010, №1, С. 49-53
6. Кашежев А.З., Понежев М.Х., Созаев В.А. Температурные зависимости углов смачивания меди расплавами олово-серебро. // Известия РАН. Серия физическая, 2010, Т.74, Вып. 8, С. 1236-1237
7. Кашежев А.З., Понежев М.Х., Мозговой А.Г., Созаев В.А., Хасанов А.И. Экспериментальное исследование смачивания реакторных сталей расплавленными свинцом и висмутом // Теплофизика высоких температур, 2010, Т.48, №5, с. 793–796.
8. Елекоева К.М., Коротков П.К., Мусуков Р.А., Созаев В.А. О корреляции между температурами плавления эвтектик и контактного плавления двухслойных металлических пленок // Известия РАН. Серия физическая, 2011, Т.75, №5, С. 742-743
9. Далакова Н. В., Елекоева К. М., Кашежев А. З., Понежев М. Х., Созаев В.А. Температурная зависимость углов смачивания кремния расплавами олово–барий // Известия РАН. Серия физическая, 2011, Т.75, №8, С. 1150-1152
10. Кашежев А. З., Лесев В. Н., Созаев В.А. Применение натурного и вычислительного экспериментов к исследованию малых капель бинарных металлических расплавов на основе олова // ISSN 1729-5459. Экологический вестник научных центров ЧЭС. 2011. №1, c. 37-41
11. Лесев В.Н., Созаев В.А., О новом методе обработки экспериментальных данных для малых капель расплавов // Известия КБГУ, 2011, №2, с. 3-8
12. Далакова Н.В., Елекоева К.М., Кашежев А.З., Понежев М.Х., Созаев В.А. Температурная зависимость углов смачивания кремния расплавами олово-барий // Известия РАН. Серия физическая, 2011, Т.75, №8, с. 1089-1091
13. Кашежев А.З., Кутуев Р.А., Понежев М.Х., Созаев В.А., Хасанов А.И. Политермы плотности и поверхностного натяжения сплавов на основе свинца // Известия РАН, Серия физическая, 2012, Т.76(6), с.881-883
14. Кумыков В.К., Манукянц А.Р., Сергеев И.Н., Созаев В.А., Влияние малых примесей кислорода в инертном газе и его давления на поверхностное натяжение жидкого индия // Известия РАН, 2012, Т.76(7), с. 911-914
15. Камболов Д.А., Кашежев А.З., Кутуев Р.А., Понежев М.Х., Созаев В.А., Шерметов А.Х. Смачивание высоконикелевых и ферритно-мартенситных сталей висмутистым свинцом // Известия РАН, Сер.физическая, 2012, Т.76, №13, с.59-61
16. Ахкубекова С.А., Гудиева О.В., Коротков П.К., Созаев В.А., Чигоев Г.М. Фазовые превращения между микрочастицей цинка и индиевой матрицей при температуре 1500С // Известия РАН, Сер.Физическая, 2012, Т.76, №13, с.39-41
17. Елекоева К.М., Понежев М.Х., Кашежев А.З., Манукянц А.Р., Созаев В.А. «Способ сглаживания поверхности пленки алюминия на кремниевой подложке» // Патент №2477204 Опубл. в бюлл изобр.№ 7 10.03.2013
18. Елекоева К.М., Кашежев А.З., Манукянц А.Р., Понежев М.Х., Прохоренко А.Д., Созаев В.А. «Припой для лужения пленки алюминия на кремнии» // Патент на изобретение №2477206. Опубл. в Бюлл. изобр№7, 10.03.2013
19. Елекоева К.М., Коротков П.К., Мусуков Р.А., Созаев В.А., Хоконов Х.Б. Температура контактного плавления разрыхленных малых частиц и нанопленок. // Известия КБГУ, Т.3, №1, 2013, с. 9-12
20. Хасцаев Б.Д., Созаев В.А., Хасцаев М.Б., Мозговой А.Г. Преобразователь сопротивления пленок // Патент на изобретение №2478214, опубл. 27.03.2013 Бюлл. №9
21. Кашежев А.З., Кутуев Р.А., Понежев М.Х., Созаев В.А. Влияние щелочных и щелочноземельных элементов на поверхностное натяжение свинца, олова и индия // Расплавы, 2013, №5, с. 1-12
22. Кумыков В.К., Сергеев И.Н., Созаев В.А. Влияние температуры и электронного облучения на состав поверхности силикатной полупроводящей глазури. // Поверхность, рентгеновские, синхротронные и нейтронные исследования 2013, №11, с.1-4
23. Коротков П.К., Лайпанов М.З., Манукянц А.Р., Понежев М.Х., Созаев В.А. Микроструктура контактных прослоек, образовавшихся при контактном плавлении меди с алюминием // Поверхность, рентгеновские, синхротронных и нейтронные исследования, 2014, №7, C. 109-112
24. Камболов Д.А., Кашежев А.З., Кутуев Р.А., Понежев М.Х., Созаев В.А., Шерметов А.Х. Политеры плотности, поверхностного натяжения висмутистого свинца и угла смачивания им высоконикелевых и ферритно-мартенситных сталей сплавом Pb-Bi // Теплофизика высоких температур, 2014, №3, Т.52, с.392-396
25. Далакова Н.В., Елекоева К.М., Кашежев А.З., Манукянц А.Р., Прохоренко А.Д., Понежев М.Х., Созаев В.А. Политермы углов смачивания алюминия и алюминий литиевого сплава расплавами на основе олова // Поверхность, рентгеновские, синхротронные и нейтронные исследования, 2014, №4, c.60-63
26 Хасцаев Б.Д., Созаев В.А., Хасцаев М.Б. Способ для измерения импеданса во многих точках объекта и устройство для его осуществления // Патент на изобретение №2510032, от 20.03.2014 Бюл. №8
27. Гринюк В.Н., Гудиева О.В., Касумов Ю.Н., Созаев В.А. Эффективность палладиевых фильтров для очистки водорода от примесей при действии электропереноса в наноситных структурах // Известия РАН. Серия физическая, 2014, Т.78, №4, с. 469–471
28. Далакова Н. В., Елекоева К. М., Кашежев А. З., Манукянц, А. Р. Понежев М. Х., Прохоренко А. Д., Созаев В.А. Политермы углов смачивания алюминиевых пленок на кремнии расплавами олово–стронций до и после фотонного отжига // Известия РАН. Серия физическая, 2014, Т.78, №4, с. 512–514
29. Ахкубеков А. А., Ахкубекова С. Н.,Елекоева К. М., Мусуков Р. А., Созаев В.А.
Связь поверхностных свойств и параметров контактного плавления твердых растворов с металлами // Известия РАН. Серия физическая, 2014, Т.78, №4, с. 426–429
30. Камболов Д.А., Кашежев А.З., Кутуев Р.А., Понежев М.Х., Созаев В.А., Шерметов А.Х. Политермы плотности и поверхностного натяжения расплава цинк-алюминий-молибден-магний // Известия РАН. Серия физическая, 2014, Т.78, №8, с. 1016–1018
31. Tvauri L.V., Khubezhov S.A., Narusov A.T., Grigorina G.S., Demeev Z.S., Bliev A.P., Sozaev V.A., Ashkhotov O.G., Magkoev T.T. Probling the lanthanum – Boron double film by carbon monoxide adsorption // Vacuum 2014, p.1-3
32. Гудиева О.В., Камболов Д.А., Коротков П.К. Созаев В.А. Температура контактного плавления малоразмерных фаз (статья) // Известия РАН. Серия физическая, 2015, том 79, № 6, с. 870–871
33. Гегуева М.М., Гринюк В.Н., Касумов Ю.Н., Лесев В.Н., Созаев В.А. Термодинамическое моделирование процессов при зонной плавке с электро- и термропереносом в жидкой зоне (статья) // Известия РАН. Серия физическая, 2015, том 79, № 6, с. 814–816
34. Атаев Я.Ф., Дедекаева Л.М., Манукянц А.Р., Понежев М.Х., Пунис В.С., Созаев В.А. Тепло и электропроводность микро(нано)композиционного материала медь-алюминий (статья) // Известия РАН. Серия физическая, 2015, том 79, № 11, с. 1577-1579
35. Ахкубеков А.А., Ахкубекова С.Н., Багов А.М., Зубхаджиев М.-А.В., Коротков П.К., Лайпанов М.З., Понежев М.Х., Созаев В.А. Влияние геометрии образцов на кинетику и структуру контактных прослоек (статья) // Известия РАН. Серия физическая, 2015, том 79, № 11, с. 1548-1552
36. Камболов Д.А., Кашежев А.З., Кутуев Р.А., Коротков П.К., Манукянц А.Р., Понежев М.Х., Созаев В.А. Смачивание расплавами олово-свинец поверхности алюминия и меди (статья) // Поверхность. Рентгеновские синхротронные и нейтронные исследования, 2015, № 6, с. 95-99
37. Tvauri I.V., Gergieva B.E., Magkoeva V.D., Grigorkina G.S., Bliev A.P., Ashkhotov O.G., Fukutani K., Magkoev T.T., Sozaev V.A. Carbon monoxide oxidation on lithium fluoride supported gold nanoparticles: A significance of F-centers (статья) // Solid State Communications. 2015. Vol. 213-214. pp. 42-45
38. Рамонова А.Г., Тваури И.В., Хубежев С.А., Туриев А.М., Гергиева Б.Э., Магкоева В.Д., Григоркина Г.С., Блиев А.П., Ашхотов О.Г., Магкоев Т.Т., Созаев В.А. Фотоиндуцированный распад органических молекул PTCDA и десорбция их фрагментов с пленок, сформированных на поверхности GaAs(110) (статья) // Журнал Физической химии, 2015, Т. 89, № 10, с. 1-5
39. Кашежев А.З., Кутуев Р.А., Понежев М.Х., Хасанов А.И., Созаев В.А., Шерметов А.Х. Политермы углов смачивания поверхности стали 12Х18Н9Т расплавом свинец-висмут эвтектического состава (статья) // Коллективная монография участников Всероссийской научно-практической конференции «Актуальные проблемы современного материаловедения», 2015г. г. Грозный, с. 115-123
40. Дадашев Р.Х., Куктуев Р.А., Созаев В.А. Поверхностные свойства сплавов на основе свинца, олова, индия, кадмия / М.: Физматлит, 2016, 207с. (монография).
металлургия | Определение и история
Использование металлов в настоящее время является кульминацией долгого пути развития, продолжающегося примерно 6 500 лет. Принято считать, что первыми известными металлами были золото, серебро и медь, которые существовали в самородном или металлическом состоянии, причем самыми ранними из них, по всей вероятности, были самородки золота, найденные в песках и гравиях русел рек. Такие самородные металлы стали известны и ценились за их декоративные и утилитарные ценности во второй половине каменного века.
Ранняя разработка
Золото можно агломерировать в более крупные куски холодным молотком, а самородная медь — нет, и важным шагом на пути к эпохе металлов было открытие, что металлам, таким как медь, можно придавать форму путем плавления и литья в формах; Среди самых ранних известных изделий этого типа — медные топоры, отлитые на Балканах в IV тысячелетии до нашей эры. Следующим шагом стало открытие возможности извлечения металлов из металлосодержащих минералов. Они были собраны, и их можно было отличить по цвету, текстуре, весу, цвету пламени и запаху при нагревании.Заметно больший выход, полученный при нагревании самородной меди с соответствующими оксидными минералами, мог привести к процессу плавки, поскольку эти оксиды легко восстанавливаются до металла в угольном слое при температурах выше 700 ° C (1300 ° F) в качестве восстановителя. , окись углерода, становится все более стабильной. Чтобы осуществить агломерацию и отделение расплавленной или плавленной меди от связанных с ней минералов, необходимо было ввести оксид железа в качестве флюса. Этот дальнейший шаг вперед можно объяснить присутствием госсановых минералов оксида железа в выветрившихся верхних зонах месторождений сульфида меди.
Во многих регионах медно-мышьяковые сплавы, превосходящие медь по свойствам как в литой, так и в деформируемой форме, были произведены в следующий период. Сначала это могло быть случайным из-за сходства цвета и цвета пламени между ярко-зеленым минералом карбоната меди малахитом и выветрившимися продуктами таких минералов сульфида меди и мышьяка, как энаргит, и, возможно, позже за этим последовал целенаправленный отбор. соединений мышьяка из-за запаха чеснока при нагревании.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчасСодержание мышьяка варьировалось от 1 до 7 процентов, до 3 процентов олова. Медные сплавы, практически не содержащие мышьяка, с более высоким содержанием олова — другими словами, настоящая бронза — появились между 3000 и 2500 годами до нашей эры, начиная с дельты Тигра и Евфрата. Ценность олова могла быть открыта благодаря использованию станнита, смешанного сульфида меди, железа и олова, хотя этот минерал не так широко доступен, как основной минерал олова, касситерит, который, должно быть, был конечным источником металла.Касситерит поразительно плотный и встречается в виде гальки в аллювиальных отложениях вместе с арсенопиритом и золотом; в определенной степени это также встречается в упомянутых выше госсанах из оксида железа.
Несмотря на то, что бронза могла развиваться независимо в разных местах, наиболее вероятно, что культура бронзы распространилась через торговлю и миграцию народов с Ближнего Востока в Египет, Европу и, возможно, Китай. Во многих цивилизациях производство меди, мышьяковистой меди и оловянной бронзы продолжалось некоторое время вместе.Возможное исчезновение медно-мышьяковых сплавов трудно объяснить. Производство могло быть основано на минералах, которые не были широко доступны и стали дефицитными, но относительная нехватка оловянных минералов не помешала существенной торговле этим металлом на значительных расстояниях. Возможно, что в конечном итоге предпочтение было отдано оловянной бронзе из-за вероятности отравления мышьяком от паров, образующихся при окислении минералов, содержащих мышьяк.
По мере того, как выветрившиеся медные руды в данных местах разрабатывались, более твердые сульфидные руды под ними добывались и плавились.Используемые минералы, такие как халькопирит, сульфид меди и железа, нуждались в окислительном обжиге для удаления серы в виде диоксида серы и получения оксида меди. Это потребовало не только более высокого металлургического мастерства, но и окисления тесно связанного железа, что в сочетании с использованием флюсов из оксида железа и более жесткими восстановительными условиями, создаваемыми улучшенными плавильными печами, привело к более высокому содержанию железа в бронзе.
Невозможно провести резкую границу между бронзовым и железным веками.Небольшие куски железа могли быть произведены в медеплавильных печах, поскольку использовались флюсы оксида железа и железосодержащие сульфидные руды меди. Кроме того, более высокие температуры печи создали бы более сильные восстановительные условия (то есть более высокое содержание монооксида углерода в топочных газах). Первый кусок железа, найденный на железнодорожных путях в провинции Дренте, Нидерланды, был датирован 1350 годом до н. Э., Датой, обычно считающейся средним бронзовым веком для этой местности. С другой стороны, в Анатолии железо использовалось еще в 2000 году до нашей эры.Иногда встречаются упоминания о железе и в более ранние периоды, но этот материал имел метеоритное происхождение.
После того, как была установлена связь между новым металлом, обнаруженным в медных расплавах, и рудой, добавленной в качестве флюса, естественно последовала работа печей для производства одного железа. Конечно, к 1400 г. до н. Э. В Анатолии железо приобрело большое значение, а к 1200–1000 гг. До н. Э. В довольно широких масштабах превратилось в оружие, первоначально лезвия кинжалов.По этой причине 1200 г. до н.э. был принят за начало железного века. Свидетельства раскопок указывают на то, что искусство производства железа зародилось в горной стране к югу от Черного моря, в районе, где преобладали хетты. Позже это искусство, по-видимому, распространилось среди филистимлян, поскольку в Гераре были обнаружены неочищенные печи, датируемые 1200 годом до н. Э., Вместе с рядом железных предметов.
Плавка оксида железа с древесным углем требовала высокой температуры, и, поскольку температура плавления железа 1540 ° C (2800 ° F) была недостижима в то время, продукт представлял собой просто губчатую массу пастообразных глобул металла, смешанных с полужидкостью. шлак.Этот продукт, позже известный как блюм, вряд ли можно было использовать в том виде, в каком он стоял, но многократный повторный нагрев и обработка горячим молотком удалили большую часть шлака, в результате чего кованое железо стало гораздо более качественным продуктом.
На свойства железа сильно влияет присутствие небольшого количества углерода, при этом значительное увеличение прочности связано с содержанием менее 0,5%. При достижимых в то время температурах — около 1200 ° C (2200 ° F) — при восстановлении древесным углем получалось почти чистое железо, которое было мягким и имело ограниченное применение в оружии и инструментах, но когда соотношение топлива к руде было увеличено и вытяжка печи усовершенствованный с изобретением более совершенного сильфона, железо поглотило больше углерода.Это приводило к появлению блюмов и продуктов из железа с различным содержанием углерода, что затрудняло определение периода, в течение которого железо могло быть намеренно упрочнено за счет науглероживания или повторного нагрева металла в контакте с избытком древесного угля.
Углеродсодержащее железо имело еще одно большое преимущество, заключающееся в том, что, в отличие от бронзы и безуглеродистого железа, его можно было сделать еще более твердым путем закалки, то есть быстрого охлаждения путем погружения в воду. Нет никаких доказательств использования этого процесса закалки в раннем железном веке, так что он, должно быть, был либо неизвестен тогда, либо не считался выгодным, поскольку закалка делает железо очень хрупким и должно сопровождаться отпуском или повторным нагревом в более низкая температура для восстановления прочности.То, что, кажется, было установлено на раннем этапе, было практикой многократной холодной ковки и отжига при 600–700 ° C (1100–1300 ° F), температуре, которая достигается естественным путем при простом огне. Эта практика распространена в некоторых частях Африки даже сегодня.
К 1000 году до нашей эры железо стало известно в Центральной Европе. Его использование медленно распространилось на запад. Производство железа было довольно широко распространено в Великобритании во время римского вторжения в 55 г. до н. Э. В Азии железо было известно еще в древности, в Китае около 700 г. до н. Э.
Что-то странное происходит с температурой плавления металла под давлением
Поделиться
Артикул
Вы можете поделиться этой статьей в соответствии с международной лицензией Attribution 4.0.
Новое исследование предполагает, что с температурой плавления металлов под чрезвычайно высоким давлением происходит нечто неожиданное.
Вообще говоря, температура плавления металла имеет тенденцию повышаться с давлением, говорит Аксель ван де Валле, профессор инженерной школы Университета Брауна, который руководил новым исследованием. Но появляется все больше свидетельств того, что у щелочных металлов (группа, которая включает натрий и литий) температура плавления фактически начинает снижаться выше определенного критического давления, и это явление называется возвратным плавлением.
Новое исследование показывает, что возвратное плавление, вероятно, выходит далеко за рамки щелочной группы.
«В этой статье мы показываем, что возвратное плавление на самом деле является особенностью многих — и, возможно, большинства — металлических элементов», — говорит ван де Валле. «Эти результаты удивительны, потому что снижение температуры плавления с давлением означает, что жидкость становится более плотной, чем твердое тело. Это явление хорошо известно в случае воды, но не было предсказано для плотных металлов ».
Для исследования, которое появилось в Physical Review B, , исследователи использовали квантово-механические вычислительные методы для моделирования поведения атомов в металле при различных температурах и давлениях.Расчеты показали, что для щелочных металлов, таких как натрий, возвратное плавление начинается при давлении около 30 гигапаскалей (примерно в 300 000 раз больше атмосферного давления Земли).
Но исследование также впервые показало, что другой металл теоретически может подвергаться возвратному плавлению при экстремальных давлениях. Например, магний будет подвергаться обратному плавлению при температуре около 300 гигапаскалей. Для алюминия давление около 3500 гигапаскалей вызовет возвратный нагрев.
Удивительно, что даже относительно плотные металлы могут иметь жидкую фазу более плотную, чем твердая, говорят исследователи.
«Металлические элементы обычно имеют настолько плотно упакованную структуру, что кажется невозможным, чтобы жидкая фаза была плотнее, чем твердая — до тех пор, пока эти плотности не будут вычислены», — говорит Цицзюнь Хун, научный сотрудник Brown.
По словам исследователей, в настоящее время на Земле нет возможности достичь экстремальных давлений, которые вызывают возвратный нагрев в любых металлах, кроме щелочей. Но результаты могут иметь значение для понимания состава больших экзопланет — планет за пределами нашей солнечной системы.
«Это увеличивает вероятность того, что внутреннего давления больших планет может быть достаточно, чтобы вызвать возвратное плавление», — говорит ван де Валле. «Это означает, что их ядра будут состоять из слоев в последовательности жидкость-твердое тело-жидкость, а не из более распространенной последовательности жидкость-твердое тело».
Исследование финансировалось Национальным научным фондом и Управлением военно-морских исследований.
Источник: Brown University
Плавление сплава— обзор
Аспекты поверхности во время легирования
Для рассматриваемых здесь тугоплавких сплавов селективное растворение ниже критического потенциала, то есть в области металлической пассивации, естественно ограничивается несколькими или несколькими более высокими значениями. атомные поверхностные слои.При комбинированном действии растворения и поверхностной диффузии удаление сплава, то есть здесь избирательное растворение выше критического потенциала, также является полностью управляемым поверхностью процессом. Реактивные элементы растворяются из самого верхнего слоя сплава, подверженного воздействию электролита. Помимо очень сложного и важного вопроса понимания поведения образования структуры в нанометровом масштабе, многие приложения, и в частности каталитические реакции, требуют знания самых верхних поверхностных слоев и критически зависят от детальной структуры и состава поверхности.Очевидно, что наше понимание каталитических процессов на чистых и легированных нанопористых металлах затруднено из-за их в значительной степени неизвестного детального состава и химически разрешенной морфологии и наноструктуры.
Большинство элементарных компонентов сплавов, используемых для удаления легирования, в чистом виде образуют различные структуры. Одним из заметных исключений является AgAu. Элементарные Au и Ag кристаллизуются в гранецентрированной кубической структуре с параметрами решетки 0,4078 и 0,4079 нм соответственно, то есть почти идентичными.Поэтому моделирование методом KMC для AgAu обычно использует фиксированную решетку для движения атомов, что хорошо оправдывается идентичной решеткой сплава AuAg и Au. Реконструкцией поверхности можно пренебречь, поскольку плоские участки, необходимые для их образования, скорее всего, слишком малы для образующихся связок. Тем не менее, интересно помнить, что также чистый Au демонстрирует реконструкции — так называемую реконструкцию «елочкой» на Au (111) и гексагональную реконструкцию на Au (001). Эти реконструированные поверхности состоят из одного монослоя наверху, который более плотен, чем соответствующие слои в массе.Создавая участки с более низкой координацией между верхним и вторым атомными слоями, такая геометрия может хорошо способствовать усиленной восходящей диффузии, которая может быть уравновешена более высокой кажущейся скоростью растворения при моделировании. Cu также имеет ГЦК-структуру (0,3615 нм), как и в основном Cu 3 Au (параметр решетки 0,3753 нм и упорядоченность L1 2 , то есть с особым упорядочением различных элементов на основной решетке с ГЦК). Таким образом, между Cu 3 Au и верхней пленкой Au ожидается значительное рассогласование решеток.
Очень полезен в этом контексте подход к электрохимии, основанный на науке о поверхности, где конкретные аспекты и подробные вопросы могут быть решены с помощью четко определенных монокристаллических и тонкопленочных модельных систем. Для нашего понимания удаления легирования такие исследования включают, например, а также поверхности сплавов с составом ниже предела разделения или легирование и удаление легирования ультратонких пленок на чистых металлах. В частности, использование in situ, электрохимической сканирующей туннельной микроскопии (СТМ) или атомно-силовой микроскопии (АСМ), как это предусмотрено, например, для монослойных осажденных пленок на Au и Cu исследовательскими группами Гевирта, Аллонге или Магнуссена, выявляет много дополнительных идеи.Серадски обратился к STM с проблемой предельного разделения поверхности сплава AgAu с низким содержанием Ag, а Eckstein, Rohwerder и Stratmann рассмотрели поверхности из сплава CuAu с высоким содержанием Cu, то есть составы, превышающие предел разделения. Сплав с низким содержанием Ag AgAu показал зарождение островков вакансий на террасах, а работа СТМ по удалению сплава ниже критического потенциала CuAu с высоким содержанием меди выявила значительное шероховатость ниже критического потенциала E c и признаки межслоевого обмена атомами. между самыми верхними слоями.Работа СТМ была нечувствительна к задействованным химическим элементам.
Специально для CuAu с большими различиями в параметрах решетки, например, между Cu 3 Au и Au поверхностно-чувствительная дифракция рентгеновских лучей (SXRD) может выявить удивительные детали. При начальном растворении Cu из неповрежденного Cu 3 Au (111) можно проследить за поверхностно-обогащенными слоями Au, формирующими до трех протяженных монослоев (ML) при низких перенапряжениях значительно ниже E c . Система 3MLAu на Cu 3 Au (111) демонстрирует своеобразную инверсию упаковки в ориентации пленки Au.По этой разной ориентации поверхностной пленки с ГЦК-Au по сравнению с подложкой L1 2 / ГЦК пленку можно четко различить на дифракционных данных (рис. 5А). В пределах точности таких измерений наблюдается только повернутая структура или перевернутая наложенная пленка, что является четким признаком высокой поверхностной диффузии. Такая ориентация структуры пленки наблюдалась в науке о поверхности вакуума для нескольких систем, среди которых Au на Ni (111), AgO / Ag (111) или при электрохимическом окислении, например NiO / Ni (111).Однако во всех последних системах наблюдается только предпочтительная ориентация. Обратное наложение пленки Au на Cu3Au (111) при комнатной температуре недавно стало энергетически понятным из ab initio расчетов. Сопутствующее крупномасштабное моделирование Embedded-Atom показало, кроме того, образование дислокаций вакансий несоответствия на границе Au / Cu 3 Au (рис. 5B). Подобные структуры были обнаружены Якобсеном, Безенбахером и Нёрсковым методом СТМ 1ML-Au / Ni (111) в вакууме.При увеличении приложенного потенциала, все еще ниже E c , эксперимент по дифракции in situ показывает последующее образование гораздо более толстых островков Au толщиной 10–15 ML, которые также можно наблюдать с помощью АСМ ex situ после сушки образца. Дифракция ясно показывает, что почти чистые островки Au образуются после перевернутой упаковки исходной пленки. Интересно, что при приближении к E c структура Au становится видимой при дифракции, которая затем следует исходной ориентации подложки сплава, в то время как почти вся поверхность покрывается пленкой Au с противоположной ориентацией.По-видимому, новая структура Au появляется под исходной пленкой и регулируется другим механизмом, который мы интерпретируем как начало механизма межслойной диффузии (выход Cu или вакансии внутри), ведущего к той же ориентации, что и подложка, а не к продолжению роста. настоящего фильма на поверхности.
Рис. 5. Эксперимент по дифракции рентгеновских лучей на месте (A), показывающий верхний слой с обращенным наложением 3 ML Au на Cu 3 Au (111). Моделирование встроенного атома 3ML-Au / Cu 3 Au (111), обнаруживающее сетку вакансионных дислокаций на скрытой границе раздела (B).Иллюстрация модифицированной тиолом поверхности Cu 3 Au (111) (C).
Для дальнейшего решения проблемы начального удаления сплава исходный сплав может быть модифицирован самоорганизующимся монослоем молекул тиола или любой другой специфически адсорбирующей ингибирующей молекулой, такой как, например, селениды. Эти молекулы образуют ковалентную связь предпочтительно с Au в подложке, что приводит к сегрегации монослоя Au. В то же время, из-за сильного ван-дер-ваальсова взаимодействия между углеводородными цепями молекул тиола внутри плотной, самоорганизующейся молекулярной пленки, в остальном высокая поверхностная диффузия ад-атомов Au в значительной степени уменьшается и подавляется.При увеличении приложенного потенциала выше значения растворения Cu появляется идентичная пленка Au с обращенной упаковкой, но с тиольной модификацией на этот раз не появляется дальнейший рост более толстых островков Au при более высоких потенциалах, но ультратонкий инвертированный слой становится немного толще, чем наблюдаемый без тиолов и до образования островков примерно до 4–5 монослоев (чистого) Au на поверхности подложки. Появление критического потенциала смещено примерно на 50–100 мВ к более высоким значениям и имеет ярко выраженный гистерезис.Во втором и последующих циклах наблюдаемое значение E c , по-видимому, снова меньше. Причиной является образование локализованных пятен отслаивания с первым увеличением выше E c , после открытия процесс отслаивания может протекать незащищенным образом внутри образовавшихся ямок. В удаленном объеме наблюдается объемная усадка и выраженные трещины. На рис. 6А показаны такие углубления для удаления сплава с четко видимой выемкой на поверхности углублений и образованными трещинами для поверхности Cu 3 Au (111) на снимке, полученном с помощью СЭМ-обзора под углом.На рис. 6В показан вид сверху вниз на сканирующем электронном микроскопе поверхности Cu 3 Au (001). Оба изображения показывают четкую ориентацию трещин на соответствующих поверхностях. Это индуцированное тиолом звездообразное кристаллографическое растрескивание фактически представляет собой уникальный способ механического тестирования стабильности нанопористых частиц, поскольку в противном случае макроскопические испытания нанопористых монокристаллических материалов Au недоступны. Нанесенная тиоловая пленка может быть дополнительно модифицирована для контроля морфологии поверхности во время удаления сплава. Показана также частично удаленная пленка тиола (с помощью импульса окислительного напряжения).Видимое удаление сплава и связанное с ним уменьшение объема ограничено областями с предположительно удаленной тиоловой монослойной пленкой (рис. 6C и D). Для полноты картины мы хотим упомянуть еще об одном способе модификации процесса удаления сплава: осаждением соли. При использовании, например, более высоких концентраций KI в электролите и более высокого потенциала растворения, приводящего к более высокой межфазной концентрации ионов Cu, на поверхности осаждается тонкая пленка CuI, что приводит к неоднородному удалению легирования и изменению морфологии удаленной нанопористой поверхности. (Рисунок.6E и F). Слой осаждения соли CuI образует хорошо ориентированный эпитаксиальный осадок на поверхности.
Рис. 6. СЭМ под углом и вид сверху локализованного деаллорирования и трещин на (A) Cu 3 Au (111) и (B) Cu 3 Au (001), демонстрирующих кристаллографические трещины в np-Au. Влияние тиоловых пятен (C, D) и осаждения солей.
С помощью описанных процессов удаления легирования можно получить множество различных морфологий нанопористых металлов, как показано на рис. 7. Многие детали механизмов образования для докритических поверхностей, а также для объемных нанопористых пленок и объемных материалов до сих пор полностью не изучены. но крайне важно понять.В частности, механическая стабильность, а также подробный состав и остаточное содержание реактивных частиц на поверхности связок в виде монослоев, осадков или тонких пленок, а также распределение внутри связок имеют важное значение для приложений.
Рис. 7. Модификации поверхности и морфология поверхности нанопористых пленок Au, полученных путем деалегирования.
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности.Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с вашим системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Меры по контролю за переносом переносимых по воздуху токсичных веществ при плавлении цветных металлов (ATCM)
Предпосылки
Современное индустриальное общество критически зависит от машин, устройств и продуктов, которые сделаны из различных металлов и смесей металлов, называемых сплавами.При производстве металлов и сплавов, а также во многих процессах, используемых для производства изделий из металла, металлы плавятся при высоких температурах. Из-за высоких температур некоторые металлы, входящие в состав сплавов или присутствующие в качестве загрязнителей в других металлах, испаряются и выделяются в виде газов или дыма из расплавленного металла. Когда испаренные металлы охлаждаются, они становятся твердыми и принимают форму частиц, также известных как твердые частицы. Другие металлы могут попадать в воздух при плавлении металлов непосредственно в виде твердых частиц.
Некоторые металлы, которые могут выделяться при плавлении металлов, были определены как токсичные загрязнители воздуха: мышьяк, кадмий, никель, свинец и шестивалентный хром. Все эти металлы (или их соединения, а в некоторых случаях и то и другое) могут вызывать рак; некоторые имеют другие серьезные неблагоприятные последствия для здоровья человека.
Закон об идентификации и контроле токсичных загрязнителей воздуха (AB 1807, Tanner 1983) создал программу Калифорнии по снижению воздействия токсичных веществ в воздух. AB 1807 требует от Совета по воздушным ресурсам Калифорнии (CARB) выявлять вещества, представляющие опасность для жителей Калифорнии, и снижать их воздействие до минимально возможного уровня с учетом затрат и рисков.
CARB провела оценку цветных металлов при плавлении металлов и впоследствии приняла меры по контролю над токсичными выбросами в воздухе (КСДА) для сокращения выбросов цветных металлов (свинца, меди, цинка, кадмия, мышьяка и алюминия и их сплавов) при плавлении металлов. операции. КСДА включает требования по контролю и соблюдению для предприятий по плавке определенных цветных металлов.
Раздел 93107, Раздел 17, Свод правил Калифорнии
Проблемы с доступом к материалам
Свяжитесь с нами, если возникнут какие-либо трудности с доступом к материалам, чтобы можно было исправить проблему и / или предоставить информацию в альтернативном формате.Сообщайте о любых проблемах доступности, связавшись с CARB Web Accessibility по телефону (800) 242-4450.
неорганическая химия — Почему температура плавления оксида магния выше, чем у оксида алюминия?
неорганическая химия — Почему температура плавления оксида магния выше, чем у оксида алюминия? — Обмен химического стекаСеть обмена стеков
Сеть Stack Exchange состоит из 176 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
Посетить Stack Exchange- 0
- +0
- Авторизоваться Зарегистрироваться
Chemistry Stack Exchange — это сайт вопросов и ответов для ученых, преподавателей, преподавателей и студентов в области химии.Регистрация займет всего минуту.
Зарегистрируйтесь, чтобы присоединиться к этому сообществуКто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 11к раз
$ \ begingroup $Есть график температур плавления оксидов третьего периода.Температура плавления оксида магния на несколько сотен Кельвин выше, чем у оксида алюминия. Я не могу найти этому объяснения ни в Интернете, ни в каком-либо из моих учебников A-level — возможно, это что-то более сложное, чего я не встречал.
Причина, по которой я сомневаюсь в значении его температуры плавления, заключается в том, что я ожидаю, что оксид алюминия будет выше. Алюминий — это ион 3+, тогда как магний только 2+. Алюминий также является ионом меньшего размера, поэтому эффективное электростатическое притяжение валентных электронов должно быть больше.Я также почти уверен, что оксид алюминия имеет больший ковалентный фрахтовщик, чем оксид магния. Все это наводит меня на мысль, что у него более высокая температура плавления, так как же объяснить ее меньшую температуру?
andselisk ♦3,7k1313 золотых знаков106106 серебряных знаков1
бронзовых знаков
Создан 15 апр.
Майкл Хардинг, Майкл Хардинг19111 золотой знак22 серебряных знака99 бронзовых знаков
$ \ endgroup $ 2 $ \ begingroup $Две идеи для рассмотрения:
Оксид алюминия не является полностью ионным.То же самое и с магнезией, но магнезия имеет более ионный характер, и мы можем видеть наибольшее ионное притяжение в магнезии по сравнению с глиноземом, который менее ионный, или содой, которая имеет только однозарядные катионы.
При плавлении оксидов металлов не обязательно образуются свободные ионы металлов и оксидов. Как описано Shi et al. [1], расплавленный оксид алюминия сохраняет в основном четырех- и пятикоординацию кислорода по отношению к алюминию, а не образует «свободные» ионы алюминия и оксида, а также в отличие от шести-координации алюминия в твердой фазе головоломки.Предположительно, магнезия будет вести себя аналогично оксиду алюминия при плавлении, но более сильный характер ионной связи в оксиде магния делает снижение координации менее благоприятным и, таким образом, способствует сохранению полностью октаэдрически координированной твердой фазы.
Номер ссылки
1. Цайцзюань Ши, Оливер Л. Г. Олдерман, Диана Берман, Джинченг Ду, Йорг Нойфейнд, Энтони Тамалонис, Дж. К. Ричард Вебер, Джинглин Ю и Крис Дж. Бенмор, «Структура аморфного и сильно переохлажденного жидкого оксида алюминия», Фронт.Матер. 6:38 (19 марта 2019 г.), https://doi.org/10.3389/fmats.2019.00038.