Температура плавления припоя. Свойства припоев и подшипниковых материалов
Температура плавления и другие свойства припоев на основе олова и свинца
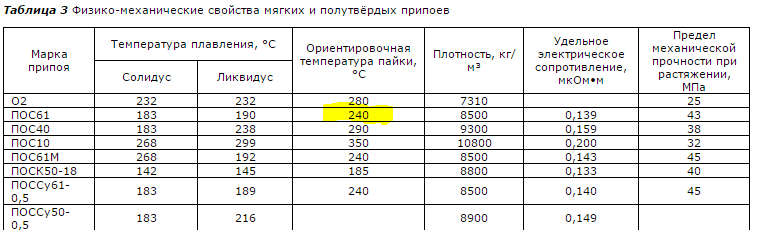
В таблице представлена температура плавления припоев распространенных марок на основе олова и свинца, а также их теплофизические и механические свойства. Свойства припоев даны при комнатной температуре.
В таблице приведены следующие свойства: температура плавления припоев (солидус и ликвидус) в градусах Цельсия, плотность припоев, удельное электрическое сопротивление, коэффициент теплопроводности, временное сопротивление разрыву, относительное удлинение, ударная вязкость, твердость по Бринеллю, HB.
Температура плавления припоев (ликвидус — жидкое состояние припоя) на основе свинца и олова находится в диапазоне от 145 до 308°С. Следует отметить, что температура плавления припоя, равная 145°С, соответствует припою ПОСК 50-18, который относится к категории легкоплавких припоев. При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
Рассмотрены свойства следующих припоев: ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М, ПОСК 50-18, ПОССу61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5, ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6.
По данным таблицы видно, что плотность припоев меняется в пределах от 7300 до 11200 кг/м3. Припоем с минимальной плотностью является оловянно-свинцовый припой ПОСу 95-5. Наиболее тяжелым из рассмотренных припоев является припой ПОССу 5-1 — плотность такого припоя имеет величину 11200 кг/м3.
Теплопроводность припоев в таблице дана в размерности ккал/(см·с·град). Припоями с максимальной теплопроводностью являются ПОС 90 и ПОСК 50-18 — их теплопроводность равна 0,13 ккал/(см·с·град).
Температура плавления припоев на основе серебра, их плотность и удельное электрическое сопротивление
К серебряным припоям относятся такие припои, как ПСр72, ПСр71, ПСр70, ПСрМО68-27-5, ПСр65, ПСр62, ПСр50, ПСр50КД, ПСрМЦКд45-15-16-24, ПСрКДМ50-34-16, ПСр45, ПСр40, ПСр37,5, ПСр25, ПСр25Ф, ПСр15, ПСр12М, ПСр10, ПСр010-90, ПСрОСу8 (Впр-6), ПСрМО5 (Впр-9), ПСрОС 3,5-95, ПСр3, ПСрО 3-97, ПСрОС3-58, ПСр3Кд, ПСр2,5, ПСр2,5С, ПСр2, ПСрОС2-58, ПСр1,5, ПСр1.
Плотность припоев на основе серебра изменяется в пределах от 7400 до 11400 кг/м3. Низкая плотность припоя, содержащего серебро, свойственна таким припоям, как: ПСрОСу8, ПСрМО5, ПСрОС 3,5-95 и ПСр010-90. Наиболее тяжелый припой — это ПСр3, его плотность равна 11,4 г/см3.
Температура плавления припоев на основе серебра находится в диапазоне от 183 до 860°С. Припоем с наименьшим удельным электрическим сопротивлением является серебряный припой ПСр72 — его электросопротивление равно 2,1 мкОм·см.
Удельное электрическое сопротивление припоев значительно изменяется в зависимости от марки припоя. Оно может иметь значение в интервале от 2,1 (у припоя ПСр72) до 37,2 мкОм·см — у ПСр37,5.
Примечание: плотность и удельное электрическое сопротивление припоев указаны при комнатной температуре.
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С. В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов. Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.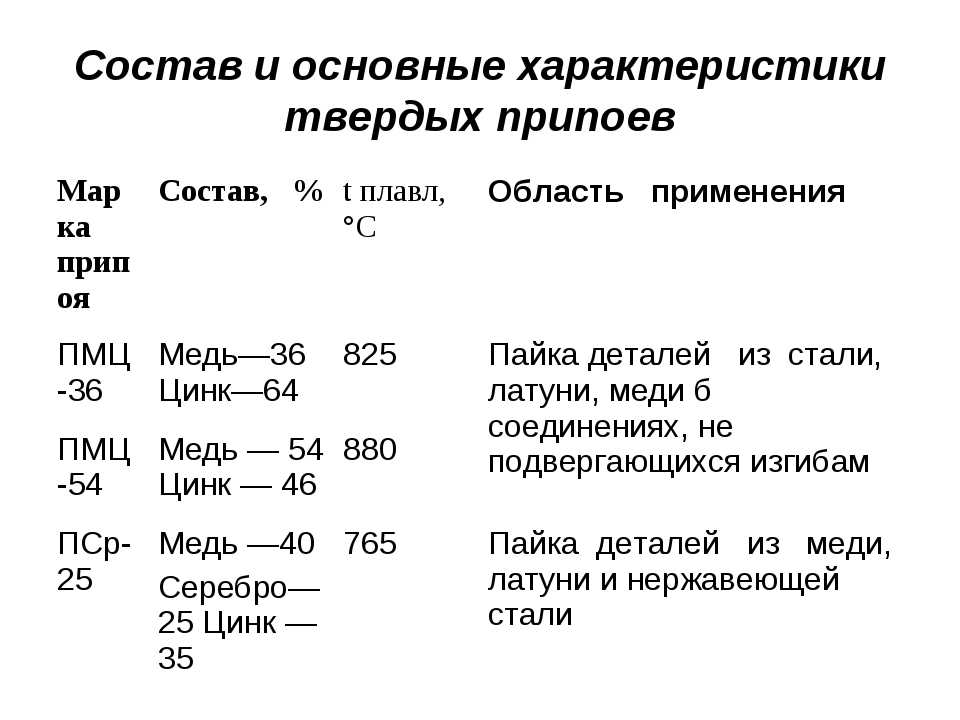
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Наиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
Источники:
- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.
- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.
Таблица температур плавления припоев: теплопроводность припоев
Основным расходным материалом во время пайки является припой. Это тот сплав металла, который наплавляется на поверхность основного материала. Но делает это так, чтобы не расплавлять то место, на котором происходит пайка. Это достигается благодаря тому, что температура плавления припоя оказывается более низкой. Данный параметр является одним из основополагающие при определении характеристик, во время выбора марки для наплавки и прочих нюансах использования. Ведь по такому параметру происходит основная классификация, которая выделяет мягкие и твердые припои.
Ведь по такому параметру происходит основная классификация, которая выделяет мягкие и твердые припои.
Припой для пайки
К мягким относятся все те, которые плавятся при значении ниже 300 градусов Цельсия. Как правило, это все те вещи, что используются в домашних условиях, так как с ними можно справиться обыкновенными инструментами. Качество их соединения далеко не всегда хорошо, как у представителей другой группы, но простота применения и улучшенное схватывание зачастую это компенсируют. К твердым относятся те, у которых плавление проходит на отметке выше 300 градусов Цельсия. С такими уже сложнее работать, так как тут нужен не только специальный флюс, но и особые инструменты. Некоторые из таких материалов плавятся при температуре выше 700 градусов, так что обыкновенным паяльником здесь не обойтись и нужна уже более мощная горелка.
Мягкий припой с температурой плавления ниже 300 градусов Цельсия
Стоит отметить, что имеется несколько значений в данном параметре. Есть начальная температура плавления, при которой материал только начинает переходить в жидкое состояние, а есть уже окончательная, при которой сплав полностью становится жидким.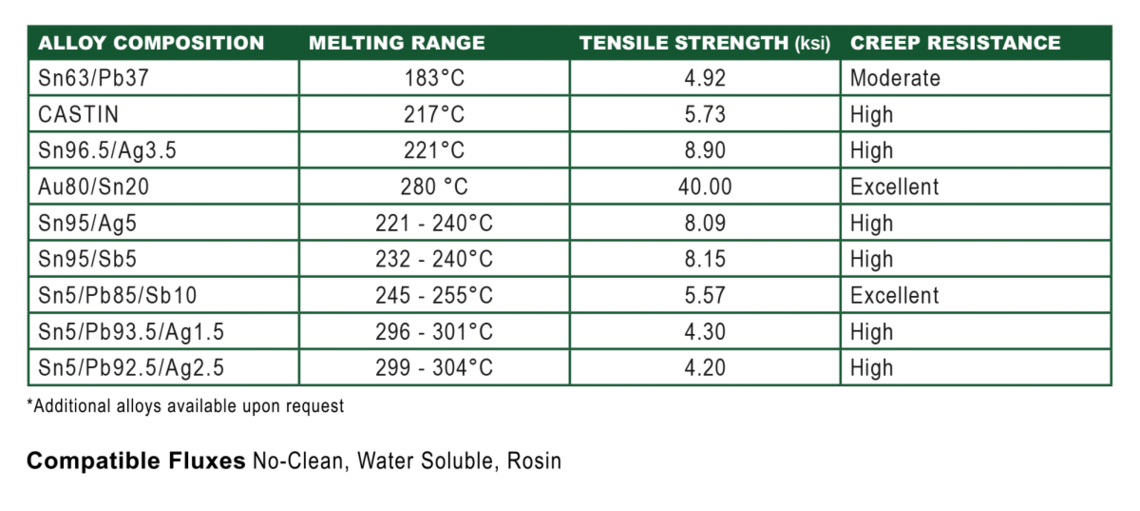 Для пайки берется первый вариант, так как он помогает сохранить вязкость материала, что делает работу более легкой и удобной.
Для пайки берется первый вариант, так как он помогает сохранить вязкость материала, что делает работу более легкой и удобной.
Свойства
Стоит отметить, что от того при какой температуре плавится припой зависят многие его свойства. Это обусловлено составом, ведь если в него входят тугоплавкие металлы, которые в своем чистом виде имеют высокую прочность, то и при добавлении в сплав они сохраняют эти качества, пусть и не в полной мере. Таким образом, прямая зависимость прочности соединения от точки расплавления практически всегда оказывается верной. Простым примером является сплав Вуда, который является одним из самых легкоплавких вариантов. На практике он оказывается очень хрупким и может треснуть или слететь от небольших температурных воздействий.
Здесь же наблюдается зависимость с тем, какую температуру будет выдерживать полученное соединение. Температура плавления припоя должна быть меньше, чем у основного металла, иначе это был бы уже процесс сварки. Пайка высокотемпературными припоями сама происходит при высокой температуре, соответственно и соединение будет лучше сопротивляться такому воздействию. Теплопроводность припоя также является важным фактором, ведь если она на низком уровне, то это помогает лучше переносить воздействие высоких температур и защищает деталь от перегревания.
Теплопроводность припоя также является важным фактором, ведь если она на низком уровне, то это помогает лучше переносить воздействие высоких температур и защищает деталь от перегревания.
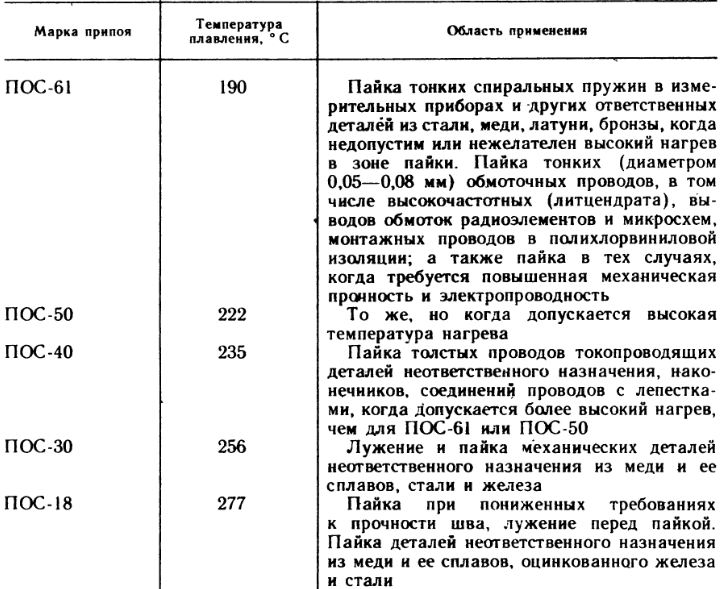
Температура плавления припоев
Различия в температуре могут быть очень сильными, что видно на примере таблицы. Причем это касается даже соседних марок в одной серии, так как многое определяется добавками в составе и прочими нюансами. Здесь приведены основные данные к самым распространенным маркам:
Наименование припоя | Температура плавления, градусы Цельсия |
Сплав Вуда | 70 |
Сплав Розе | 90 |
ПСРЗИ | 141 |
ПОЗИ 30 | 170 |
ПСР | 235 |
ПСР 1,5 | 280 |
ПСР 2 | 248 |
ПОС 50 | 245 |
ПОС 61 | 192 |
ПОС 10 | 299 |
ПОС 40 | 238 |
ПОС 61 | 190 |
О2 | 232 |
ПОССУ 95-5 | 240 |
Рекомендации по температуре
Температура плавления мягких припоев хоть и не превышает 300 градусов, тогда как в твердых марках разброс намного больше, то все равно, даже в этом случае получается разница более чем в три раза. Таким образом, стоит подбирать инструменты для температурной обработки, которые бы имели ту мощность, что требуется для достижения нужных параметров. Более высокая или низкая температура может оказаться неподходящей, так что это может стать одной из причин, почему припой не липнет к паяльнику. Отклонение при выборе температурного режима допускается в небольших пределах, около 10-20 градусов Цельсия, причем желательно в более высокую сторону. Ведь далеко не всегда есть возможность точно выставить рабочие параметры, особенно на простых паяльниках.
Таким образом, стоит подбирать инструменты для температурной обработки, которые бы имели ту мощность, что требуется для достижения нужных параметров. Более высокая или низкая температура может оказаться неподходящей, так что это может стать одной из причин, почему припой не липнет к паяльнику. Отклонение при выборе температурного режима допускается в небольших пределах, около 10-20 градусов Цельсия, причем желательно в более высокую сторону. Ведь далеко не всегда есть возможность точно выставить рабочие параметры, особенно на простых паяльниках.
Возможность безвредного повышения температуры инструмента обуславливается тем, что у припоя есть первоначальная точка плавления, когда он из твердого перетекает в жидкое. В это время жидкость получается относительно вязкой и достаточно пластичной для применения. Далее следует вторая точка плавления, когда материал уже становится максимально жидким. Здесь уже сложнее работать, так что выбор режима должен быть как раз между этими двумя показателями.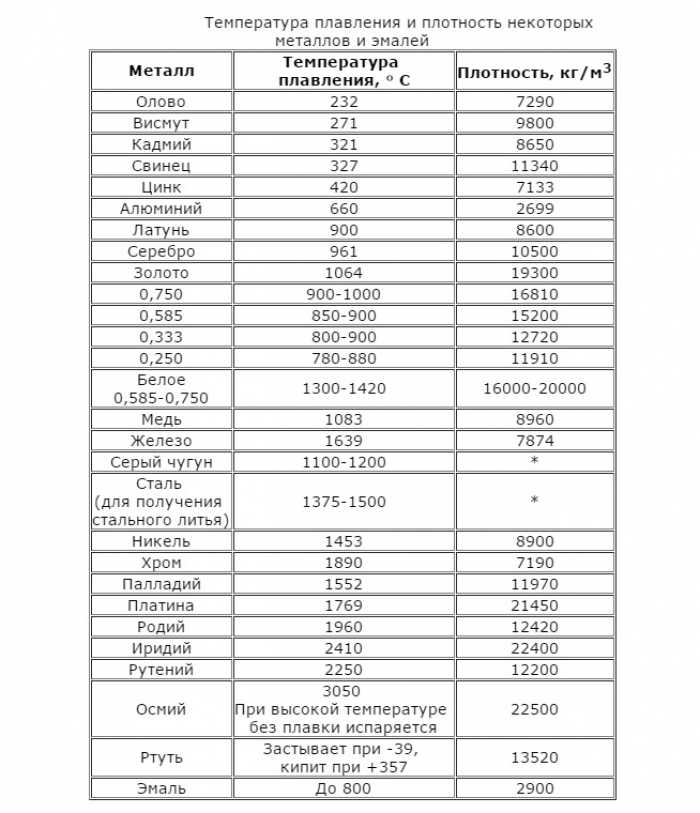
Страница не найдена | Техник Инк
Перейти к основному содержаниюАнглийский немецкий Китайский упрощенный Корейский Японский Китайский традиционный итальянский
Поиск
Английский немецкий Китайский упрощенный Корейский Японский Китайский традиционный итальянский
Химия
Библиотека ресурсов
Полезные инструменты
Отраслевые партнеры
Свяжитесь с нами
Наверх
- Приложения
- Полупроводник
- Химия производства и упаковки
- Медь
- Никель и олово
- Драгоценные металлы
- Инструмент для снятия фоторезиста
- травители для металлов
- Чистящие средства
- Полупроводниковое оборудование
- Семкон 1000
- Фонтан Семкон
- Семкон 2000
- Семкон 2500
- Химия высокой чистоты
- Химия производства и упаковки
- Компоненты, свинцовые рамы, соединители
- Химия электронных компонентов
- Соединители
- Применение свинцовых рамок/светодиодных подложек
- Активные и пассивные компоненты
- Оборудование для отделки электронных компонентов
- Химия электронных компонентов
- Печатные платы
- Химия
- Окончательная отделка
- ЭНИГ И ЭНЕПИГ
- Электролитическая медь
- Электролитический никель и драгоценные металлы
- Микротравители
- Окончательная отделка
- Продукты для обработки изображений
- Управление технологическим процессом — ЕВА
- Оборудование
- Химия
- промышленный
- Предварительная обработка
- Чистящие средства
- Активаторы
- травители
- электролитическое покрытие
- никель
- Банка
- Серебряный
- Медь
- Цинк (только для ЕС)
- Электрохимическое покрытие
- Погружение
- Лечение после
- Антикоррозийное / обесцвечивающее покрытие
- Анти потускнение
- пассивация
- Покрытия
- стриптизерши
- Промышленное оборудование
- Оборудование для анодирования
- Предварительная обработка
- Солнечная
- Химия осаждения
- Покрытие сопротивляется солнечной энергии
- Специализированная пудра и хлопья
- Декоративный
- Предварительная обработка
- Замочите чистящие средства
- Электролитические очистители
- Травильные решения
- Химия покрытия
- Золото/золотой сплав
- Серебряный
- Белая бронза
- Никель/никелевый сплав
- Медь
- Палладий/палладиевый сплав
- Латунь
- Покрытия и окраска
- Катафорезные лаки
- Цветовые процедуры
- Лечение после
- Стеклянное травление
- Оборудование
- Предварительная обработка
- Медицинский
- Химия
- Оборудование
- 3D-печать
- Химия
- Оборудование
- Поддержка приложения
- Руководства по применению
- Примечания по применению
- Полупроводник
- Оборудование
- Автоматизированные системы
- Подъемные системы
- Кантилевер/боковое оружие
- Рельс/Rim Runner
- Подъемный подъемник
- Подъемная автоматизация
- Модернизация подъемников
- Пакетные системы
- Бочки
- Технология СБЕ
- Системы обработки незакрепленных деталей
- Один кусок (MP500)
- Отдельные партии (MP300)
- Селективный PIN-код (CDP2000)
- Вырезанная полоса (лидфреймы)
- Панели (MP100)
- Непрерывный
- Катушка к катушке
- Рулон в рулон (MP200)
- Под ключ
- Подъемные системы
- Ручные линии
- Мокрые скамейки/модули
- Резервуарные линии
- Лаборатория и НИОКР
- Мини Линии
- Высокоскоростные испытательные ячейки с катушки на катушку
- Испытательные ячейки для покрытия вафель
- Оборудование для анодирования
- Мини-завод анодирования
- Модульное оборудование для анодирования Apex
- Оборудование для анодирования на заказ
- Оборудование для анодирования титана
- Ресурсы по анодированию
- Какая система анодирования подходит мне.

- Какая система анодирования подходит мне.
- Запчасти, расходные материалы и аксессуары
- Консоли, рабочие станции, вытяжки, скамейки и столы
- Планетарные миксеры Mazerustar
- Демонстрационные видео
- Поддержка оборудования
- Поставщик отделочного оборудования
- Передовые инженерные системы
- Поставщик отделочного оборудования
- Счетчики ампер-часов, таймеры и дозаторы химикатов
- Аноды, корзины, сумки и крючки
- Фильтрация
- Восстановление драгоценных металлов
- Выпрямители
- Резервуары и вспомогательное оборудование
- Ультразвуковые и водные очистители и сушилки
- Селективное покрытие
- Процесс
- Анодирование
- Электрополировка
- Автоматизированные системы
- Инженерные порошки
- Товары
- Глобальные представители
- Оборудование
- Аппарат для проверки проводимости
- Приспособление для нанесения ленты
- Аппарат для проверки проводимости
- Новости инженерных порошков
- Паспорта безопасности (SDS)
- Ежедневные цены на металлы
- Запрос отчета о конфликтных минералах
- Сертификация ISO 9001:2015
- Свяжитесь с нами
- Аналитический контроль
- Возможности
- Электроаналитические методы
- Анализ данных
- Объемный анализ
- Продукты управления технологическим процессом
- Анализатор реального времени (RTA)
- РТА 3D
- РТА Классик
- ТУЗ
- SSF RTA 3D
- Вариант ПХД
- ЭВА
- ЭВА 3D
- EBA 3D: дополнительная опция
- ЭВА Классик
- Анализатор Technic Elevate
- Автоматический титратор
- Маэстро
- Поддержка NextChem Analyzer
- Анализатор реального времени (RTA)
- Аппаратура для электрохимических исследований
- Возможности
- О
- Свяжитесь с нами
- Новости и события
- Предстоящие выставки
- Недавние торговые выставки
- Технические вебинары
- Защита окружающей среды
- Отраслевые партнеры
- Отчетность о конфликтных минералах
- Ресурсы
- Библиотека ресурсов
- Видео
- Полезные инструменты
- Ежедневные цены на металлы
- Часто задаваемые вопросы
- Карьера
- Научный сотрудник по исследованиям и разработкам порошков
- Старший менеджер по работе с ключевыми клиентами, Specialty Chemical Semiconductor (Европа)
- Разработчик аппаратного обеспечения электрического управления
- Специалист по поддержке продаж
- Глобальные объекты
- Дистрибьюторы ЕС
- Технический доступ к паспортам безопасности

Какова температура плавления припоя?
Температура плавления припоя – это температура, при которой припой меняет свое состояние с твердого на жидкое. Типичная температура плавления обычного припоя находится в диапазоне от 90 до 450 °C (от 190 до 840 °F | от 360 до 720 K) .
Типичная температура плавления обычного припоя находится в диапазоне от 90 до 450 °C (от 190 до 840 °F | от 360 до 720 K) .
Припой представляет собой легкоплавкий клейкий металлический материал, плавящийся при нагревании и затвердевающий при охлаждении. Он используется в области электроники для соединения выводов компонентов с контактными площадками на печатной плате. Он соединяет два металла электрически и механически после охлаждения.
Припой доступен в широком диапазоне составов сплавов. % массы композиций сплава определяет температуру плавления припоя. Здесь приведены некоторые составы бессвинцовых припоев и температуры их плавления.
Solder alloy compositions (% weight) | Composition detail | Melting temperature | Eutectic solder |
95. | TIN-SILVER-ZINC | 218 ° C-221 ° C | NO |
95%.0003 | Tin-Silver | 221°C – 240°C | No |
96% Sn/4% Ag | Tin-Silver | 221°C — 225°C | No |
97.5% Sn/2.5% Ag | Tin-Silver | 221°C – 226°C | No |
97 % Sn/2 % Cu/0,8 % Sb/0,2 % Ag | Tin-Copper-Silver | 226 ° C-228 ° C | NO |
97% SN/3% | |||
97% SN/3% | |||
97%/3% | |||
 °C – 300°C °C – 300°C | No | ||
95% Sn/5% Sb | Tin-Antimony | 232°C – 240°C | No |
91,5% Sn/8,5% Sb | Tin-Antimony | 232°C – 240°C | No |
95.6Sn3.5Ag0.9Cu | Tin-Silver-copper | 217° C | Yes |
95.5Sn3.9Ag0.6Cu | Tin-Silver-copper | 217°C | Yes |
97In3Ag | Indium –Silver | 143 °C | Yes |
65Sn25Ag10Sb | Tin-Silver- Antimony | 233°C | Yes |
95Zn5Al | Zinc — Aluminium | 382°C | Yes |
91Sn9Zn | Tin – Zinc | 199°C | Yes |
58Bi42Sn | Bismuth – Tin | 138°C | Yes |
 5% Sn/3.5 % Ag/1% Zn
5% Sn/3.5 % Ag/1% Zn Припой может быть классифицирован как припой на основе свинца (изготовленный из смеси свинца и олова) и бессвинцовый припой (изготовленный из смеси других металлов, таких как олово с серебром, кроме свинца).