65Г :: Металлические материалы: классификация и свойства
Сталь 65Г ГОСТ 14959-79
Группа стали – легированная
Массовая доля элементов, % | |||||||
Углерод | Кремний | Марганец | Хром | Ванадий | Вольфрам | Никель | Бор |
0,62-0,70 | 0,17-0,37 | 0,90-1,20 | до 0,25 | — | — | — | — |
Ac1 | Ac3(Acm) | Ac3(Arcm) | Ar1 | Mн |
721 | 745 | 720 | 670 | 270 |
термически необработанного (категории 1Б, 2Б, 3Б, 4Б, 3Г) | термически обработанного (категории 1А, 2А, 3А, 3Б, 4А) |
НВ, не более | НВ, не более |
285 | 241 |
| Режим термической обработки | ||||||
Температура закалки, оС | Закалочная среда | Температура отпуска, оС | Предел текучести σт, Н/мм2 (кгс/мм2) | Временное сопротивление, σв, Н/мм2 (кгс/мм2) | Относительное удлинение δ5, % | Относительное сужение φ,% |
830 | Масло | 470 | 785(80) | 980(100) | 8 | 30 |
Температура отпуска, ºС | Предел текучести ,σ0,2 МПа | Временное сопротивление σв, МПа | Относительное удлинение δ5 | Относительное сужение ψ | KCU, Дж/см2 | HRCЭ |
% | ||||||
200 400 600 | 1790 1450 850 | 2200 1670 880 | 8 15 | 30 48 51 | 5 29 76 | 61 46 30 |
Температура испытания, ºС | Предел текучести ,σ0,2 МПа | Временное сопротивление σв, МПа | Относительное удлинение δ5 | Относительное сужение ψ |
% | ||||
200 300 400 | 1370 1220 980 | 1670 1370 1000 | 15 19 20 | 44 52 70 |
Температура, ºС | Термообработка | ||||
20 | 0 | -20 | -30 | -70 | |
Ударная вязкость KCU, Дж/см2(кгс·м/см2) | |||||
110 | 69 | 27 | 23 | 12 | Закалка
830 ºС. |
 Отпуск 480 ºС
Отпуск 480 ºСПредел выносливости | Состояние стали или термообработка | |
σ-1, МПа | τ-1, МПа | |
725 480 578 647 725 | 431 284 — — — | Закалка 810 ºС, масло, отпуск 400 ºС Закалка 810 ºС, масло, отпуск 500 ºС σ0,2=1220 МПа, σв=1470 МПа, HB 393-454 σ0,2=1280 МПа, σв=1420 МПа, HB 420 σ0,2=1440 МПа, σв=1690 МПа, HB 450 |
Расстояние от торца, мм | |||||||||
1,5 | 3 | 4,5 | 6 | 9 | 12 | 15 | 18 | 27 | 39 |
58,5-66 | 56,5-65 | 53-64 | 49,5-62,5 | 41,5-56 | 38,5-51,5 | 35,5-50,5 | 34,5-49,5 | 35-47,5 | 31-45 |
Количество мартенсита, % | Критическая твердость НRCЭ | Критический диаметр, мм | |
в воде | в масле | ||
50 90 | 52-54 59-61 | 30-57 до 38 | 10-31 до 16 |
Заменитель – стали: 70,У8А, 70Г, 60С2А, 9ХС, 50ХФА,
60С2, 55С2.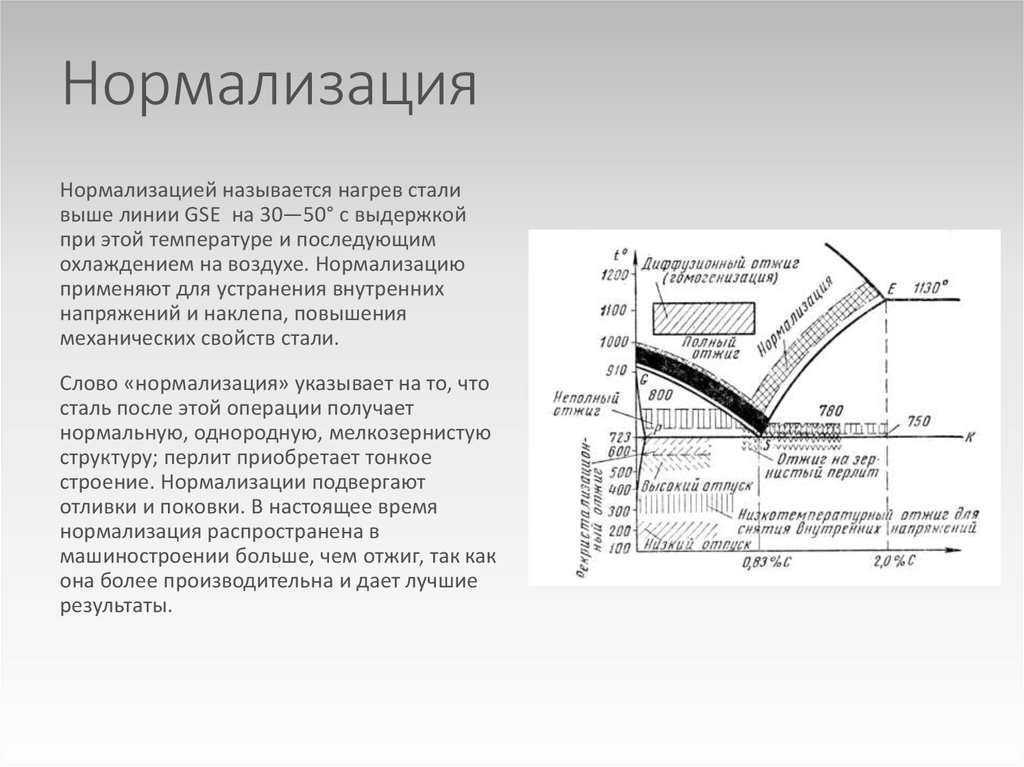
Температура ковки, ºС:
начала 1250,
конца 780-760.
Охлаждение заготовок сечением до 100 мм производится на воздухе, сечения 101-300 мм – в мульде.
Свариваемость – не применяется для сварных конструкций. КТС – без ограничений.
Обрабатываемость резанием – в закаленном и отпущенном состоянии при HB 240 и σв=820 МПа, КV т.в. спл =0,85, КV б. ст =0,80
Флокеночувствительность – малочувствительна.
Склонность к отпускной хрупкости – склонна при содержании Мn1%.
Назначение: пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпусы подшипников, зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок.
Назначение проката
Категория по нормируемым характеристикам | Назначение проката |
2, 2А, 2Б, 3А, 3Б, 3В, 3Г 3А, 3Б, 3В, 3Г 1, 1А, 1Б, 4, 4А, 4Б | Для
изготовления упругих элементов-рессор, пружин, торсионов и т. Для изготовления автомобильных рессор и пружин Для использования в качестве конструкционного |
 п.
п.Сортамент проката и предельные отклонения по размерам должны соответствовать требованиям:
проката категорий 1, 1А, 1Б, 4, 4А, 4Б для:
горячекатаной круглой – ГОСТ 2590-88,
горячекатаной квадратной – ГОСТ 2591-88,
горячекатаной шестигранной – ГОСТ 2879-88,
горячекатаной полосовой – ГОСТ 103-76,
кованой круглой и квадратной – ГОСТ 1133-71,
полосовой горячекатаный и кованый – ГОСТ 4405-75;
горячекатаного или горячекатаного с обточенной или шлифованной поверхностью проката категорий 2, 2А, 2Б, 3, 3А, 3Б, 3В, 3Г – ГОСТ 7419.0-78 – ГОСТ 7419.8-78;
калиброванного круглого – ГОСТ 7417-75,
калиброванного квадратного –ГОСТ 8559-75,
калиброванного шестигранного –ГОСТ 8560-78;
серебрянки – ГОСТ 14955-77
Сталь марки 65г, её характеристики, ГОСТ и основные сферы применения
Что из себя представляет сталь марки 65 г? Она является многокомпонентной сталью, которую обычно используют как хороший конструкционный материал.
Как правило, пускается в ход в промышленности: в производство пружин рессоров, а также некоторых других изделий. Если же уходить от темы промышленного производства, то можно отметить изготовление спортивных метательных ножей и клинков для мечей.
- Описание марки стали 65г
- Технические характеристики и ГОСТ
- Производство пружин
- Отпуск
- Малоразмерные пружины
- Отпуск малоразмерных пружин
- Пружины из отожжённого металла
Описание марки стали 65г
65 — содержание углерода в сплавах в сотых, а «г» — марганец (легирующий элемент).
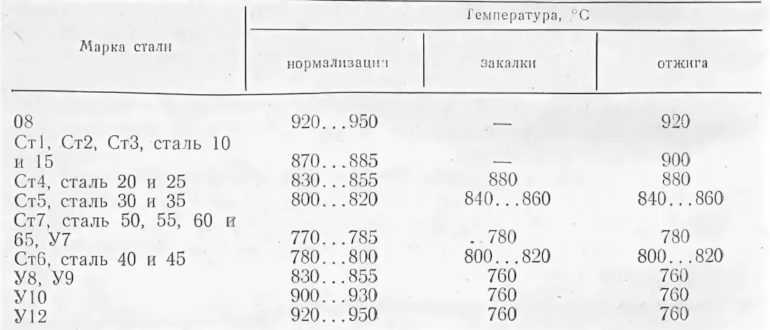
Температура ковки стали: начала — 1250 °C, конца — 760−780°C.
65 г представляет собой износостойкий, вязкий, прочный, упругий материал, с хорошим сопротивлением разрыву и стойкостью к ударным нагрузкам.
Механические свойства стали — следующих категорий:
- 3;
- 3а;
- 3б;
- 3в;
- 3 г;
- 4;
- 4а;
- 4б.

Температура закалки — 830 °C, масляная. Температура отпуска — 470 °C.
Существует несколько видов поставки стали 65 г, одним из них является следующий:
ГОСТ 14959–79 — фасонный и сортовой прокат.
Технические характеристики и ГОСТ
Если это крайне необходимо, допускается замена стали 65 г, характеристики следующих марок достаточно похожи: 70, 70 г и некоторых других. А также материал имеет зарубежные аналоги, например: китайский аналог 65Mn, болгарский 65G, американские 1066, 1566, G15660 и некоторые другие.
Согласно ГОСТу 14959−79, в химическом составе этого металла содержатся следующие вхождения:
- углерод (C) — до 0,7% ;
- марганец (Mn) — до 1,2%;
- кремний (Si) — до 0,4%;
- и другие элементы, процентные доли которых составляют менее 0,035%.
В основу легировки данного вида стали ложится такой элемент, как марганец. Его доля в стали 65 г составляет от 0,9 процента до 1,2 процента.
Марганец необходим для того, чтобы: во-первых, устранять окислы железа, образующиеся при производстве литой стали, а во-вторых, — для увеличения твёрдости, повышения предела упругости и сопротивления разрыву. Также его наличие увеличивает плотность, что достаточно важно для пружинно-рессорной стали.
Также в составе стали 65 г есть кремний (от семнадцати сотых до четырёх десятых процента), который отвечает за повышение упругих свойств стали, и хром (до двадцати пяти десятых процента), в свою очередь, затрудняющий рост зерна при нагреве и повышающий механические свойства стали при таких нагрузках, как статические и ударные.
Из технологических характеристик стали можно отметить то, что она имеет низкую свариваемость, в связи с чем она не используется как элемент для свариваемых конструкций. КТС (контактно-точечная сварка) — без ограничений.
Способы применения стали:
Спиральные пружины, листовые и пружинные шайбы.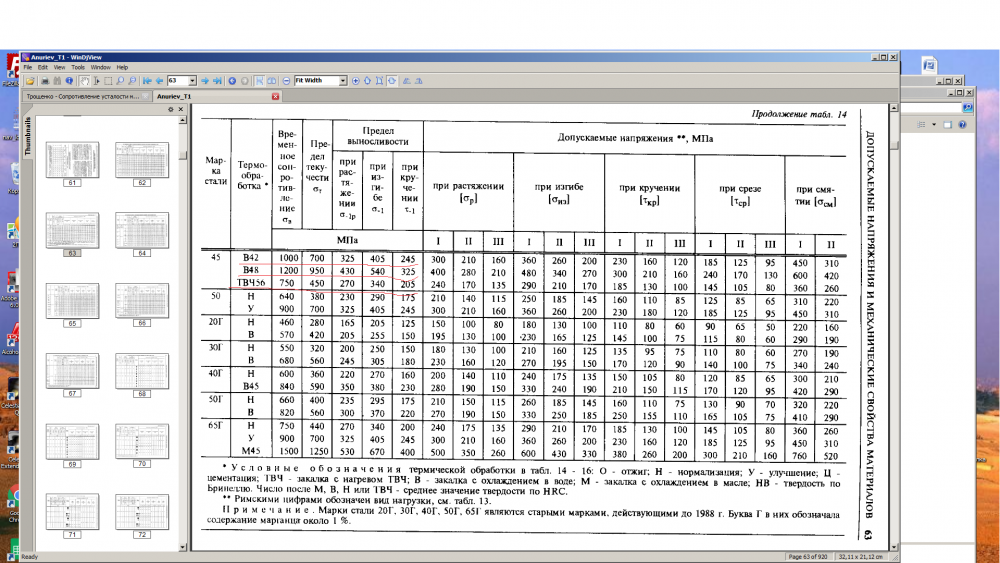 Их твёрдость — Rc = 40−50. При приёме пружин обычно производится проверка их основных показателей — твёрдости и упругости. Проверка должна происходить максимально приближенной к обычным условиям работы пружин (растяжению, сжатию и изгибу).
Их твёрдость — Rc = 40−50. При приёме пружин обычно производится проверка их основных показателей — твёрдости и упругости. Проверка должна происходить максимально приближенной к обычным условиям работы пружин (растяжению, сжатию и изгибу).
Производство пружин
Отпуск
Основная сфера применения стали — использование при производстве пружинных изделий. Поступление металла производится обычно в виде прутьев, но возможны и другие варианты, такие, как листы и проволока, а также кованые заготовки.
На характеристики и качество готового продукта достаточно сильно влияет её термообработка.
При производстве изделий из сверхпрочной проволоки имеется необходимость подвергнуть элементы отпуску при температуре от 250 °C до 350 °C, эта процедура выполняется для снятия созданного при производстве внутреннего напряжения и, конечно, для повышения упругости витков изделия.
Вышеописанная процедура, как правило, осуществляется в селитровых ваннах, но может производится и в камерных электрических или нефтяных печах.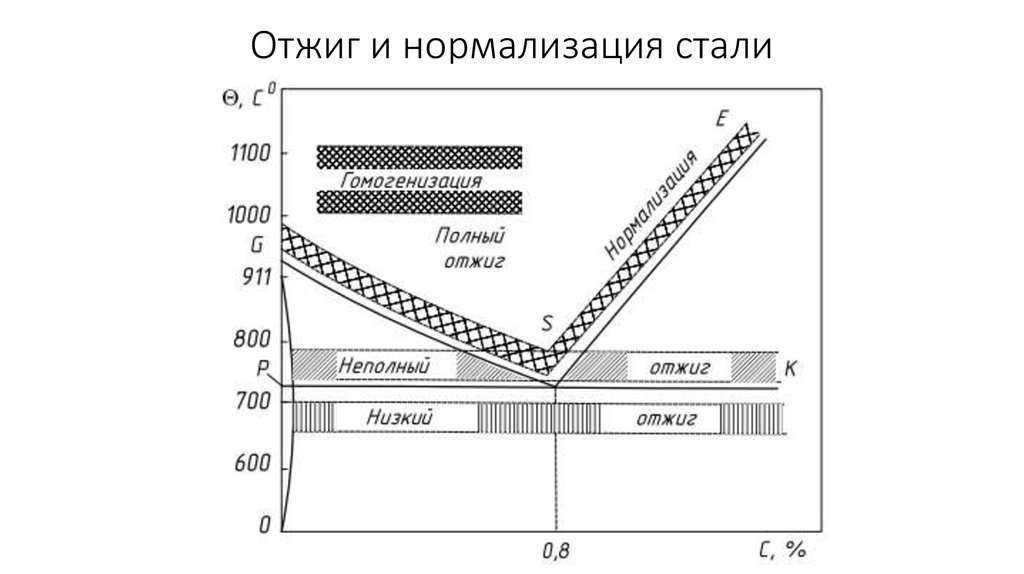 В случае с электрическими печами время удержания составляет 10 минут, а в нефтяных — 40 минут.
В случае с электрическими печами время удержания составляет 10 минут, а в нефтяных — 40 минут.
Чтобы нагреть пружины для закалки, их помещают в заранее нагретые до определённой температуры соляные ванны или камерные печи. Во избежание деформации крупноразмерных изделий они подвергаются нагреву в приспособлении, специально для этого предназначенном.
Малоразмерные пружины
Малоразмерные пружины для закалки в печи помещают на специальном противне. Необходимо сократить время выдержки в печи до минимума для того, чтобы предотвратить окисление и обезуглероживание. Чтобы уменьшить время пребывания мелких пружин в печи, их кладут на заранее разогретый до определённой температуры противень.
Если в печи отсутствует защитная атмосфера, пружины подлежат упаковке в изолирующей среде, а также выполняется заброс небольшим количеством древесного угля.
Охлаждение пружин производится в масле. В воде охлаждать крайне не рекомендуется, так как могут возникнуть трещины на поверхности. Если охлаждение в воде необходимо, то время выдержки должно составлять 2−3 секунды, после чего нужно поместить готовый продукт в масло.
Отпуск малоразмерных пружин
Перед тем как отпустить пружины, их необходимо очистить от масла методом промывки содовым раствором или методом протирки в опилках. Если после очистки на поверхности пружин останется неудаленное масло, то при отпуске оно может вспыхнуть и изменять условия процедуры отпуска. Рекомендуемая температура отпуска — от 300 до 420 градусов по Цельсию. Крайние витки необходимо отжигать в свинцовой ванне.
Перед отпуском крупные пружины необходимо надеть на толстые трубы во избежание коррозии при нагреве.
Необходимо обращать внимание на поверхность материала, предназначенного для изготовления пружин. Всевозможные дефекты могут привести к трещинам, а обезуглероживание верхнего слоя приводит к снижению упругости изделия.
Всевозможные дефекты могут привести к трещинам, а обезуглероживание верхнего слоя приводит к снижению упругости изделия.
Зачастую при использовании антикоррозийных покрытий, иногда используемых для нанесения, пружины становятся хрупкими из-за перенасыщения стали водородом. Очень сильно это замечается на пружине из проволоки или из лент малых сечений. Такая хрупкость называется травильной и исправляется путём нагрева готового продукта в сушильном шкафу при температуре 150−180 градусов по Цельсию в течение 1,5−2 часов.
При большом времени травления происходит настолько сильное насыщение металла водородом, что температурная обработка не помогает устранить хрупкость и возникает необходимость отжига пружин. Чтобы избежать перенасыщения стали водородом, следует отказаться от травления перед процессом покрытия, а необходимо подвергнуть их очистке струёй песка и нагревать только после покрытия методом, описанным выше.
Пружины из отожжённого металла
Если пружины будут изготавливаться из отожжённого металла, то тогда, скорее всего, может быть необходимо не только закалить металл, так как основную роль будет играть его твёрдость. Например, при использовании в производстве толстой (более 6 мм) проволоки есть необходимость производить отпуск при температуре около 720 градусов по Цельсию. Делается это для того, чтобы придать готовому изделию прочности и только затем произвести закалку. Касаемо тех деталей, что навиваются в разогретом виде: в любом случае, здесь необходима нормализация, которая выполняется в самом начале обработки металла, перед остальными процессами.
Сталь 65Г / Ауремо
ВСт6пс ВСт5сп ВСт3кп ВСт4кп ВСт6сп ВСт2кп вст4пс St0 ВСТ2ПС ВСт3пс ВСт5пс ВСт2сп ВСт3сп 18К 08пс 10 пс 15 тыс. 18кп 20пс 35 55 05кп 08У 15кп 20 (20А) 22К 40 58 (55ПП) 08 10 (Статья 10) 12К 15пс 20 тыс. 25 45 60 08кп 10кп 15 16К 20кп 30 50 0sV 60С2 60S2XA 50HFA 60С2А 60С2ХФА 65С2ВА 85 55HGR 65 70С3А 55С2 60G 60С2Н2А 65G 70 75 SHX15 Шх25СГ SHX4 А12 А20 А40Г А30 10ХНДП 14G2AF 15G2AFDps 17ГС 18G2AFps 09G2 10G2BD 10HSND 12ГС 15Г2СФД 16ГС 35ГС 14ХГС Сталь 15ХСНД 20ХГ2Ц 09Г2С 10Г2С1 14G2 16G2AF 17Г1С 25Г2С 10G2 14Х2ГМР 15HF 18Х2Н4МА 20G 20Х2Н4А 20HGR 20ХН2М (20ХНМ) 30G 30HGS 30ХН2МА 34ХН3М 35X 38Х2х4М 38ХА 38XMA 3Х3М3Ф 40X 40ХФА 45ХН 50G2 12ХН2 15X 20ХГСА 20ХН3А 25ХГСА 30ХГСА 30Хh3МФА 33HS 35ХН1М2ФА 38Х2НМ 40G 40Х2Н2МА 40XH 45G 45XN2MFA 50X 12ХН2А 18HGT 20ХГНР 20XN4FA 25HGT 30X 30ХГСН2А 30ХН3А 34ХН1М 35G 36Х2Н2МФА 38X2НМФ 38ХГН 38ХН3МА 40G2 40ХН2МА 45Г2 47ГТ 50XH 12Х2х5А 12ХН3А 15G 18Х2Н4ВА 20X 20XH 20ХНР 30HGT 30ХН3М2ФА 35Г2 35ХГСА 38Х2х3МА 38ХН3МФА 40ХС 45X 50G
Описание
Сталь 65Г
Сталь 65Г : марка сталей и сплавов. Ниже приводится систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — характеристики стали 65г.
Ниже приводится систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — характеристики стали 65г.
Общевойсковая сталь 65Г
| Сменная марка |
| стали: 70, У8А, 70Г, 60С2А, 9Хс, 50ХФА, 60С2, 55С2. |
| Тип поставки |
Лист 65г, лента 65г, круг 65г, проволока 65г, полоса 65г, сортовой прокат, в том числе фасонный: ГОСТ 14959-79, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 28796 , ГОСТ 7419.0-78 — ГОСТ 7419.8-78. Пруток калиброванный ГОСТ 14959-79, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Пруток полированный и слиток серебра ГОСТ 14955-77, ГОСТ 7419.0-78 — ГОСТ 7419.8-78. Толстый лист ГОСТ 1577-81. Лента ГОСТ 1530-78, ГОСТ 2283-79, ГОСТ 21996-76, ГОСТ 21997-76, ГОСТ 10234-77, ГОСТ 19039−73. Полоса ГОСТ 103-76, ГОСТ 4405-75. Проволока ГОСТ 11850-72. Поковки и кованые заготовки ГОСТ 1133-71. |
| Применение |
| пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпуса подшипников, зажимные и подающие цанги и другие детали, требующие повышенной износостойкости и детали, работающие без ударных нагрузок. |
Химический состав стали 65Г
| Химический элемент | % |
| Кремний (Si) | 0,17−0,37 |
| Марганец (Mn) | 0,90−1,20 |
| Медь (Cu), не более | 0,20 |
| Никель (Ni), не более | 0,25 |
| Сера (S), не более | 0,035 |
| Углерод (С) | 0,62−0,70 |
| Фосфор (P), не более | 0,035 |
| Хром (Cr), не более | 0,25 |
Механические свойства стали 65Г
Механические свойства
| Термообработка в состоянии поставки | Сечение, мм | σ 0,2 , МПа | σ B , МПа | δ 5 ,% | ψ, % | HRC e |
Категории стали: 3. 3A, 3B, 3V, 3G, 4.4A, 4B. Закалка 830°С, масло, отпуск 470°С. 3A, 3B, 3V, 3G, 4.4A, 4B. Закалка 830°С, масло, отпуск 470°С. | Образцы | 785 | 980 | 8 | тридцать | |
| Листы нормализованные и горячекатаные | 80 | 730 | 12 | |||
| Закалка 800-820°С, масло. Отпуск 340−380°С, воздух. | 20 | 1220 | 1470 | пять | десять | 44−49 |
| Закалка 790−820 °С, масло. Отпуск 550−580°С, воздух. | 60 | 690 | 880 | 8 | тридцать | 30−35 |
Механические свойства при повышенных температурах
| t испытаний, °С | σ 0,2 , МПа | σ B , МПа | δ 5 ,% | ψ, % | ||||||||||
| Закалка 830°С, масло. Отпуск 350°С | ||||||||||||||
| 200 | 1370 | 1670 | пятнадцать | 44 | ||||||||||
| 300 | 1220 | 1370 | 19 | 52 | ||||||||||
| 400 | 980 | 1000 | 20 | 70 | ||||||||||
Механические свойства в зависимости от температуры отпуска
| t отпуска, °С | σ 0,2 , МПа | σ B , МПа | δ 5 ,% | ψ, % | KCU, Дж/м 2 | HRC e | ||||||||
Закалка 830°С, масло. | ||||||||||||||
| 200 | 1790 | 2200 | 4 | тридцать | пять | 61 | ||||||||
| 400 | 1450 | 1670 | 8 | 48 | 29 | 46 | ||||||||
| 600 | 850 | 880 | пятнадцать | 51 | 76 | тридцать | ||||||||
Технологические свойства стали 65Г
| Температура ковки | |
| Начало 1250, конец 780-760. Охлаждение заготовок сечением до 100 мм осуществляется на воздухе, сечением 101-300 мм — в кристаллизаторе. | |
| Свариваемость | |
| не применяется для сварных конструкций. КТС — без ограничений. | |
| Обрабатываемость резанием | |
| В закаленном и отпущенном состоянии при HB 240 и σ B = 820 МПа K υ тв.пл. = 0,85, K υ б.ст. = 0,80. | |
| Тенденция к высвобождению способности | |
| склонность к содержанию Mn> = 1% | |
| Стол0014 | |
| Критическая точка | °С |
| Ас1 | 721 |
| Ас3 | 745 |
| Ar3 | 720 |
| Ар1 | 670 |
| Мн | 270 |
Ударная вязкость стали 65Г
Ударная вязкость, KCU, Дж/см 2
| Состояние поставки, термообработка | +20 | 0 | -20 | — тридцать | -70 |
Отпуск 830 С. Отпуск 480 С. Отпуск 480 С. | 110 | 69 | 27 | 23 | 12 |
Предел выносливости стали 65Г
| σ -1 , МПа | τ -1 , МПа | σ B , МПа | σ 0,2 , МПа | Термическая обработка, состояние стали |
| 725 | 431 | Гюншинг 810 С, масло. Отпуск 400 С. | ||
| 480 | 284 | Гюншинг 810 С, масло. Отпуск 500 С. | ||
| 578 | 1470 | 1220 | HB 393−454 | |
| 647 | 1420 | 1280 | HB 420 | |
| 725 | 1690 | 1440 | HB 450 |
Hardenability of steel 65G
Hardening 800 ° C.
| Distance from the end, mm / HRC e | |||||||||||
1. 5 5 | 3 | 4,5 | 6 | девять | 12 | пятнадцать | восемнадцать | 27 | 39 | ||
| 58,5−66 | 56,5−65 | 53−64 | 49,5−62,5 | 41,5−56 | 38,5−51,5 | 35,5−50,5 | 34,5−49,5 | 35−47,5 | 31−45 | ||
| Количество мартенсита, % | Крит. Диам. в воде, мм | Крит. Диам. в масле, мм | Крит. твердость, HRCэ |
| 50 | 30−57 | 10−31 | 52−54 |
| 90 | До 38 | До 16 | 59−61 |
Физические свойства стали 65Г
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Нормальный модуль упругости, Е, ГПа | 215 | 213 | 207 | 200 | 180 | 170 | 154 | 136 | 128 | |
| Модуль упругости при кручении G, ГПа | 84 | 83 | 80 | 77 | 70 | 65 | 58 | 51 | 48 | |
| Плотность стали, pn, кг/м 3 | 7850 | 7830 | 7800 | 7730 | ||||||
| Коэффициент теплопроводности Вт/(м°С) | 37 | 36 | 35 | 34 | 32 | 31 | тридцать | 29 | 28 | |
| Температура испытания, °С | 20−100 | 20−200 | 20−300 | 20−400 | 20−500 | 20−600 | 20−700 | 20−800 | 20−900 | 20−1000 |
| Коэффициент линейного расширения (а, 10−6 1/°С) | 11,8 | 12,6 | 13,2 | 13,6 | 14.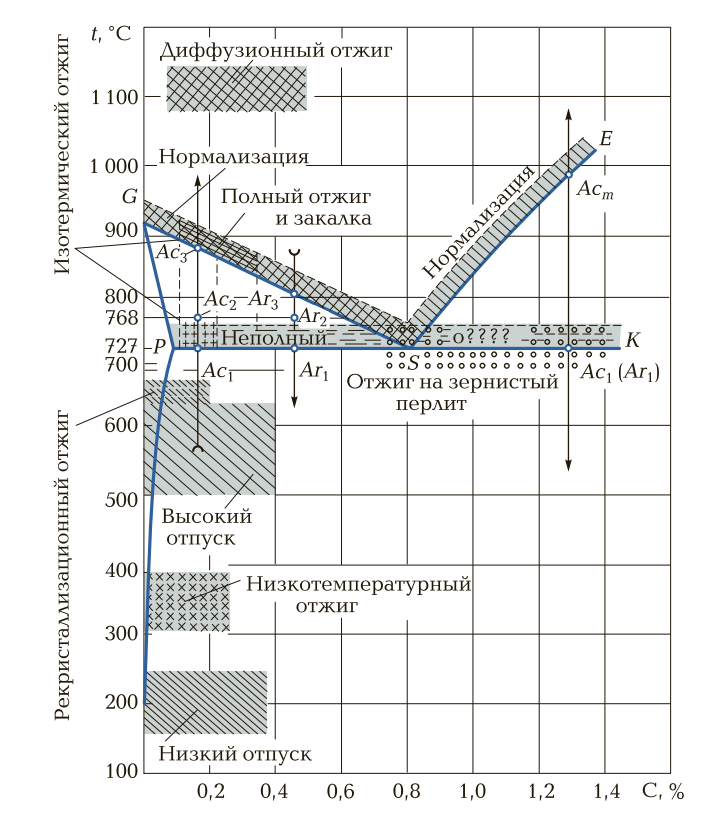 1 1 | 14,6 | 14,5 | 11,8 | ||
| Удельная теплоемкость (С, Дж/(кг°С)) | 490 | 510 | 525 | 560 | 575 | 590 | 625 | 705 |
Источник: Марка сталей и сплавов
Источник: www.manual-steel.ru/65G.html


 термообработка) ,
термообработка) ,  13
13  54
54