Технологии сварки металлоконструкций | ООО «Завод Строительных Конструкций»
Сварка металла — это способ соединения металлических элементов в единую конструкцию. Широко используется в качестве бытовых работ и в масштабах промышленности.
Сварка должна обеспечить создание надежной и долговечной конструкции, соответствующей заданным размерам. Риск деформации при этом должен быть сведен к нулю. Для этого потребуется выполнение ряда технологических требований.
- При создании шва без использования кондуктора, перед сваркой следует между скрепляемыми элементами оставить зазор, соответствующий норме.
- Перед поступлением заготовки на стапель каждая из них требует соответствующей подготовки.
- Параметры всех элементов должны в точности соответствовать деталям спроектированного объекта.
- При ручной дуговой сварке корневые слои шва нужно создавать электродами не более 0,3 ‒ 0,4 см.
-
Металлические конструкции должны быть расположены так, чтобы была возможность наложения швов в нижнем положении.

- Углы конструкции должны соответствовать проектным документам. Для их измерения применяется кондуктор и специнструмент.
- Углы между соединяемыми элементами в большинстве случаев должны быть прямые (исключение, если в проекте отражены другие показатели). В ином случае неизбежен перекос и нарушение целостности объекта.
- У готовой металлоконструкции должна быть самая минимальная усадка. Чтобы соблюсти это требование, сварку следует проводить в стабильном рабочем режиме. Погрешность заданной величины напряжения и тока на дуге не должна превышать 5%.
- Если работы выполняются в условиях пониженной температуры воздуха, перед их началом необходимо сделать образец спайки.
- В случае сваривания частей ответственных объектов из нового стального сплава либо с использованием новых расходных материалов, сварщику следует предварительно сделать контрольный образец с использованием того же аппарата и расходников, в том же пространственном местоположении, что и при создании будущей металлоконструкции. После этого мастер сможет в полной мере оценить ситуацию перед проведением основного процесса. Это исключит риск допущения технологических ошибок.
 После этого мастер сможет в полной мере оценить ситуацию перед проведением основного процесса. Это исключит риск допущения технологических ошибок.
После этого мастер сможет в полной мере оценить ситуацию перед проведением основного процесса. Это исключит риск допущения технологических ошибок.Заметим, что на качество формируемых соединений влияет не только мастерство и опыт специалиста, но и технические характеристики сварочной установки. Проверенные временем модели, как правило, являются надежными помощниками сварщика на всех этапах производства металлических конструкций.
Вышеуказанные требования должны быть соблюдены, еще начиная с этапа предварительной сборки элементов. Рекомендации особенно актуальны, когда при производстве металлических конструкций применяется технология с автоматическим режимом, при которой корректировка допущенных ошибок будет практически невозможна.
Обратившись к услугам производственной компании ООО «ЗСК» можно заказать изготовление металлоконструкций с применением традиционной и инновационных технологий сварки.
 youtube.com/embed/jiZrIDLcqYo» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/jiZrIDLcqYo» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Классический метод сварки конструкций из металла
Это традиционный способ сварочных работ, позволяющий получить надежное сцепление деталей в конструкциях из металла с учетом наиболее рациональных видов сечения. Технология проста и может быть использована не только в бытовых целях, но и в более широких масштабах. Для производства металлических конструкций по классическому методу в качестве источников энергии используются:
- газовое пламя;
- электрическая дуга.
Обе методики предусматривают три способа создания швов.
- Ручной. Метод предполагает проведение сварочных работ без использования автоматизированных аппаратов. Вручную выполняется электродная сварка либо обычная под флюсом, или же спаивание газосварочным оборудованием. Используется преимущественно в бытовых целях.
- Полуавтоматический. Согласно этой технологии, подача электродов производится автоматически, а соединения создаются вручную. Отличительной особенностью такого метода будет более высокая производительность. Предусматривает применение сварной проволоки, неплавких электродов и газового флюса. Широко используется при монтаже объектов из железобетона, в автомобилестроении и в быту.
- Автоматический. Не предполагает участие человека в сварочном процессе. Всю работу выполняет аппарат, настроенный на необходимый режим с учетом вида проводимой операции. Данный вариант подразумевает применение электрошлаковой и контактной сварки.

Инновационные методы сварки
Классическая технология со временем претерпела серьезные изменения и усовершенствования. Профессионалами постепенно разрабатывались все новые способы спайки металлических частей.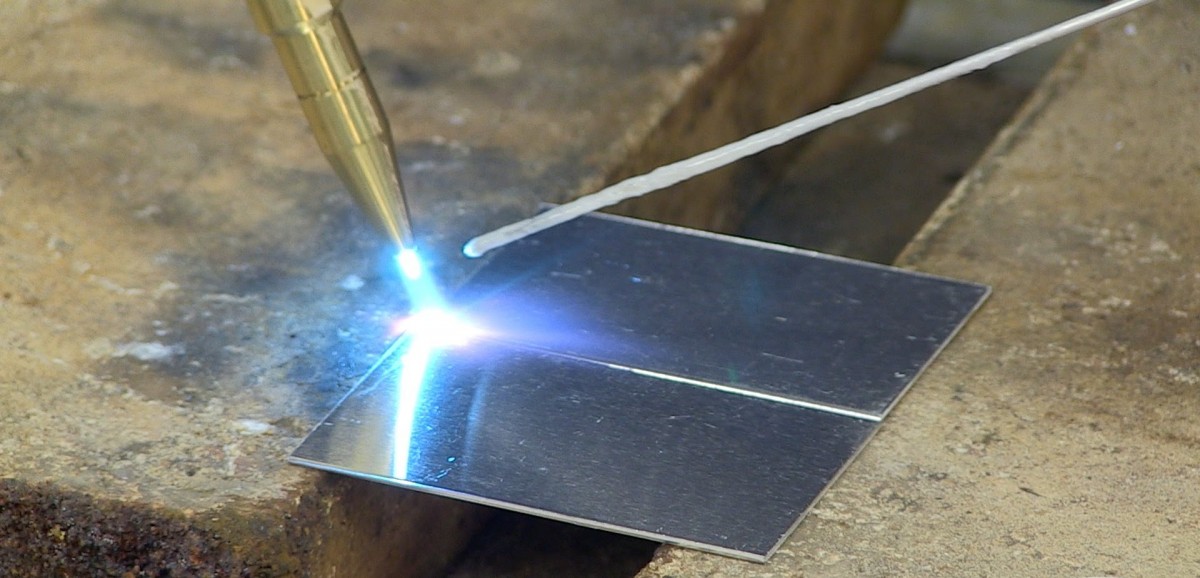 На свет появились методики с использованием теплового эффекта, ультразвуковых волн, лазерных аппаратов и пр.
На свет появились методики с использованием теплового эффекта, ультразвуковых волн, лазерных аппаратов и пр.
Подобные нововведения ускорили и существенно облегчили сварные работы при производстве металлоконструкций. Непрекращающиеся исследования и разработки новейших технологий ведутся и по сей день.
- снижение коробления металлических деталей;
- повышение скорости сварных работ;
- сокращение расходов и ресурсов на работы по зачистке сварных швов;
- возможность сварки тонких металлических листов;
- снижение затрат на приобретение расходных материалов.
К наиболее продуктивным и эффективным методам (с учетом экономичности и качества получаемых швов) относятся следующие виды сварки.
1. Термитная — предусматривает создание швов с помощью нанесения в процессе горения специального состава на место спайки элементов.
2. Электронно-лучевая сварка эффективна при создании глубоких спаек (до 200 мм). Шов формируется в вакууме, поэтому ее применение в бытовых условиях практически исключается. Используется преимущественно в узкопрофильном производстве.
3. Плазменная технология предусматривает использование ионизированных газов, выполняющих роль дуги и пропускаемых через электроды, имеющие высокие технологические характеристики. В отличие от электронного, для данного метода характерны наиболее широкие возможности, поскольку с его помощью можно сварить или разрезать металл практически любой ширины.
4. Аргонодуговой орбитальный метод выполняется с использованием вольфрамового электрода. Нашел применение в работе со сложными металлическими элементами. К примеру, он эффективен при формировании неповоротных стыков труб, имеющих диаметр от 2 см до 1,44 м. При выполнении сварки флюс наносится с расчетом 1 грамм на метр шва. Метод дает возможность решить несколько технологических задач:
При выполнении сварки флюс наносится с расчетом 1 грамм на метр шва. Метод дает возможность решить несколько технологических задач:
- сварные работы могут быть автоматизированы без разделки кромки;
- дуга, оказывая давление на жидкий металл, обеспечивает создание качественного шва вне зависимости от его расположения в пространстве;
- позволяет снизить массу и объем сварной ванны благодаря работе с пониженным током.
5. Щадящие методы сварки в Ar+O2+CO2 и Ar+CO2. Применение такой технологии позволяет создать швы более высокого качества (если сравнивать со сваркой в СО2). Немалым преимуществом будет существенное сокращение расходных материалов и возможность плавного перехода к спаиваемым элементам металлической конструкции. Расход материалов снижается благодаря неразбрызгиванию электродов.
Заметим, что каждая из перечисленных технологий имеет свои достоинства и недостатки, а наличие различных технологических особенностей позволяет использовать их в разных операциях. При соблюдении всех требований, предъявляемых к выполнению сварки металлических конструкций, объекту будет обеспечена прочность и долговечность за счет качественных швов, устойчивых к внешнему воздействию. Для этого подойдет как классическая технология, так и одна из новейших. Профессионалы специализированной компании ООО «ЗСК» в совершенстве владеют навыками и самым современным оборудованием для высококачественной сварки металлоконструкций.
При соблюдении всех требований, предъявляемых к выполнению сварки металлических конструкций, объекту будет обеспечена прочность и долговечность за счет качественных швов, устойчивых к внешнему воздействию. Для этого подойдет как классическая технология, так и одна из новейших. Профессионалы специализированной компании ООО «ЗСК» в совершенстве владеют навыками и самым современным оборудованием для высококачественной сварки металлоконструкций.
Прогресс не стоит на месте и в ближайшем будущем мы станем свидетелями появления все более новых материалов и способов сварки, с программным управлением и использованием нано-технологий.
Технология сварки
Сеть профессиональных контактов специалистов сварки
Технология сварки в разделе «Технология»:
1. Технологический процесс сварки.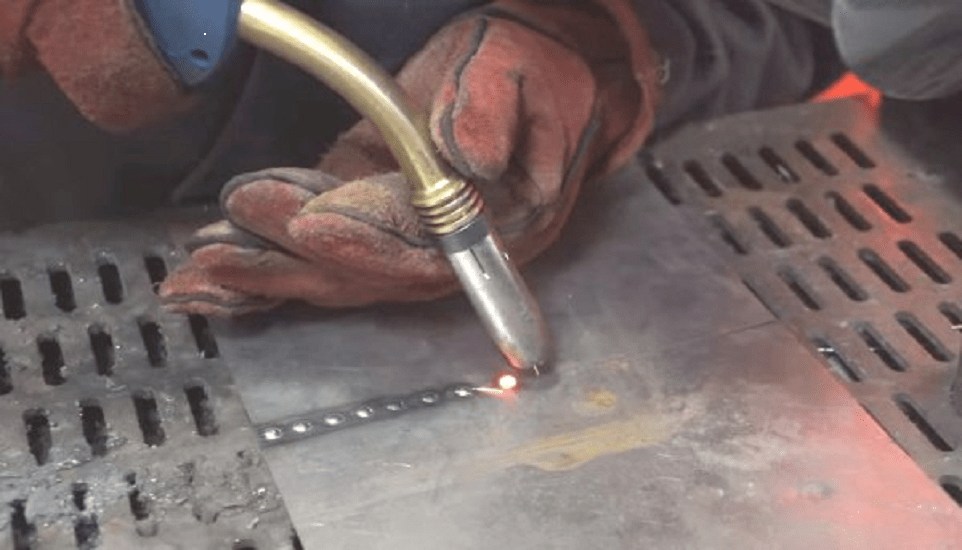 Описаны принципы проектирования технологического процесса сварки, основные этапы типового техпроцесса.
Описаны принципы проектирования технологического процесса сварки, основные этапы типового техпроцесса.
2. Технологическая карта на сварочные работы. Приведена форма типовой карты, перечислено содержание её граф, коды сборочно-сварочных операций, вносимых в карту, условные обозначения и значки, примеры заполнения.
3. Нормативно-техническая документация на сварочные технологические процессы. Какие документы спец. назначения применяются при описании технологического процесса, общего назначения и вспомогательные документы. Общие правила заполнения нормативно-технической документации на сварочные работы.
4. Сварка трением с перемешиванием. Отрасли применения технологии сварки трением, в каких изделиях она применяется. Виды применяемого оборудования, его производители. Свойства сварочных соединений.
5. Контактная электрическая сварка. Краткое описание технологии контактной сварки, способы получения сварных швов, параметры силы тока и усилия сжатия.
6. Особенности сварки углеродистых, в том числе литых сталей. Что должна технология сварных соединений на сталях с повыш. содержанием углерода, как выполняется сварка ответственных узлов и ответственных конструкций.
Что должна технология сварных соединений на сталях с повыш. содержанием углерода, как выполняется сварка ответственных узлов и ответственных конструкций.
7. Сварка стали с титаном и титановыми сплавами. Особенности применения различных технологий для сварки титановых сплавов со сталью: сварки взрывом, сварки прокаткой, диффузионной сварки, контактной, ультразвуковой.
8. Термитная сварка. Описание технологии. Рассмотрена в качестве примера термитная сварка арматуры.
9. Сварка алюминия и меди. Описание нескольких технологий, применяемых при сварке этих материалов и их сплавов.
10. Плазменная сварка и наплавка Описание и схема технологического процесса, схема плазм. наплавления порошка.
11. Лазерная технология. История развития этого метода. Лазерная сварка, резка, наплавка.
12. Кристаллизация сварочной ванны (кристаллизация металла шва).
13. Образование кристаллизационных трещин.
14. Особенности сварки меди.
15. Особенности сварки углеродистых сталей.
16. Особенности сварки чугуна.
17. Особенности сварки алюминия.
18. Виды сварочных дуг.
19. Повышение производительности сварки. Семь основных факторов повышения производительности.
20. Вольт-амперная характеристика сварочной дуги.
21. Сварка закрытой сжатой дугой — описание разновидности плазменной сварки.
22. Сварка потолочных швов — особенности, общие рекомендации при сварке потоловніх швов, конкретно о крне шва, заполению разделки, сварке лицевого слоя.
23. Сварка вертикальных швов : техника выполнения.
24. Сварка горизонтальных швов — техника выполнения.
25. Холодная сварка — описание возможностей этого вида сварки, технологических схем.
26. Технология холодной сварки. Какие операции эта технология включает в себя, описание подготовки поверхностей, выбора основных параметров режима холодной сварки.
27. Холодная сварка, видео — подборка видеороликов с описанеим холодной сварки.
28. Лазерная сварка.
29. Сварка трением.
Сварка трением.
30. Виды сварных конструкций (классификация конструкций)
31. Электронно-лучевая сварка.
32. Рельефная сварка. Описание, достоинства и недостатки, какие материалы сваривабтся, какие рельефы используются и т.д.
33.Электрошлаковая сварка — описание метода.
34. Стыковая сварка.
35. Точечная сварка — описание.
36. Шовная сварка.
37. Ультразвуковая сварка.
38. Технология сварки титана.
Технология сварки в разделе «Оборудование»:
1. Применение САПР в сварочном производстве.
Технология сварки в разделе «Аттестация»:
1. Подраздел Аттестация сварочных технологий
Технология сварки в разделе «Нормативная база»:
1. ГОСТ 3.1705-81 Единая система технологической документации Правила записи операций и переходов Сварка.
2. ГОСТ 2.312-72 ЕСКД Условные изображения и обозначения швов сварных соединений.
3. ГОСТ 2601-84 СВАРКА МЕТАЛЛОВ Термины и определения основных понятий.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Что такое сварка? — Определение, процессы и типы сварных швов
Сварка – это производственный процесс, при котором две или более деталей сплавляются друг с другом с помощью тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Некоторые материалы требуют использования определенных процессов и методов. Число считается ‘ несвариваемый , термин, обычно не встречающийся в словарях, но полезный и описательный в технике.
Соединяемые детали называются исходным материалом . Материал, добавляемый для облегчения формирования соединения, называется наполнитель или расходный материал . По форме эти материалы могут называться основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. д. , но бывают случаи, например, при сварке хрупких чугунов, когда применяют присадку с самым другим составом и, следовательно, свойствами. Такие сварные швы называются неоднородными.
По форме эти материалы могут называться основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. д. , но бывают случаи, например, при сварке хрупких чугунов, когда применяют присадку с самым другим составом и, следовательно, свойствами. Такие сварные швы называются неоднородными.
Готовое сварное соединение может обозначаться как сварное соединение .
Состав:
- Как работает сварка?
- Общие конфигурации соединений
- Типы сварных соединений
- Источники энергии
- Различные типы и для чего они используются
- Услуги
- Где используется?
Соединение металлов
В отличие от пайки твердым припоем, при которых основной металл не плавится, сварка представляет собой высокотемпературный процесс, при котором основной материал плавится.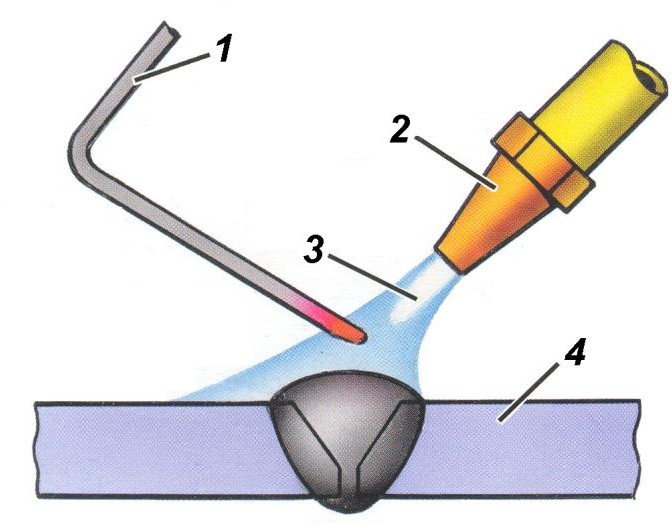 Обычно с добавлением наполнителя.
Обычно с добавлением наполнителя.
Нагрев при высокой температуре приводит к образованию сварочной ванны из расплавленного материала, который при охлаждении образует соединение, которое может быть прочнее основного металла. Давление также может использоваться для создания сварного шва, как вместе с нагревом, так и отдельно.
Он также может использовать защитный газ для защиты расплавленных и присадочных металлов от загрязнения или окисления.
Соединение пластмасс
Сварка пластмасс также использует тепло для соединения материалов (хотя и не в случае сварки растворителем) и выполняется в три этапа.
Сначала поверхности подготавливаются перед применением тепла и давления, и, наконец, материалы охлаждаются для плавления. Методы соединения пластмасс можно разделить на методы внешнего или внутреннего нагрева, в зависимости от конкретного используемого процесса.
Соединение древесины
Сварка древесины использует тепло, выделяемое при трении, для соединения материалов. Соединяемые материалы подвергаются большому давлению, прежде чем линейное фрикционное движение создает тепло для соединения заготовок вместе.
Соединяемые материалы подвергаются большому давлению, прежде чем линейное фрикционное движение создает тепло для соединения заготовок вместе.
Это быстрый процесс, позволяющий соединить древесину без клея или гвоздей за считанные секунды.
Соединение встык
Соединение между концами или кромками двух частей, образующих угол друг к другу 135-180° включительно в области соединения.
Т-образное соединение
Соединение между концом или краем одной детали и лицевой стороной другой детали, причем части образуют друг с другом угол от 5 до 9 градусов включительно0° в области сустава.
Угловое соединение
Соединение между концами или краями двух частей, образующих угол друг к другу более 30, но менее 135° в области соединения.
Кромочное соединение
Соединение между кромками двух деталей, образующими угол друг к другу от 0 до 30° включительно в области стыка.
Крестообразный шарнир
Соединение, при котором две плоские пластины или два стержня привариваются к другой плоской пластине под прямым углом и на одной оси.
Соединение внахлестку
Соединение между двумя перекрывающимися частями, образующими угол друг к другу 0-5° включительно в области сварного шва или сварных швов.
Сварные швы в зависимости от конфигурации дыра.
Пробковый сварной шов
Сварка, выполненная путем заполнения отверстия в одном из компонентов заготовки присадочным металлом таким образом, чтобы соединить его с поверхностью компонента внахлест, выходящего через отверстие (отверстие может быть круглым или овальным).
На основе проплавления
Сварной шов с полным проплавлением
Сварное соединение, в котором металл шва полностью проникает в соединение с полным сплавлением корня. В США предпочтительным термином является сварной шов с полным проплавлением (CJP, см. AWS D1.1).
Сварка с частичным проплавлением
Сварка, в которой глубина проплавления преднамеренно меньше, чем полная. В США предпочтительным термином является сварка с частичным проплавлением (PJP).
Сварные швы на основе доступности
Особенности заполненных сварных швов
Batt Weld
Filet Weld
Parent Melal
Filet WeldMATLEAR
. пайка.Присадочный металл
Металл, добавляемый во время сварки, сварки твердым припоем, пайки твердым припоем или наплавки.
Металл сварного шва
Весь металл расплавился во время выполнения сварного шва и остался в сварном шве.
Зона термического влияния (ЗТВ)
Часть основного металла, подвергшаяся металлургическому воздействию тепла сварки или термической резки, но не расплавившаяся.
Линия сплавления
Граница между металлом шва и ЗТВ при сварке плавлением. Это нестандартный термин для сварного соединения.
Зона сварки
Зона, содержащая металл сварного шва и ЗТВ.
Поверхность сварного шва
Поверхность сварного шва плавлением, открытая со стороны, с которой был выполнен сварной шов.
Корень сварного шва
Зона на стороне первого прохода, наиболее удаленной от сварщика.
Стык сварного шва
Граница между поверхностью сварного шва и основным металлом или между проходами. Это очень важная характеристика сварного шва, поскольку выступы являются точками высокой концентрации напряжений и часто являются точками зарождения различных типов трещин (например, усталостных трещин, холодных трещин).
Чтобы уменьшить концентрацию напряжения, пальцы должны плавно переходить в поверхность основного металла.
Избыточный металл сварного шва
Металл сварного шва, лежащий за пределами плоскости соединения пальцев. Другие нестандартные термины для этого признака: армирование, перелив.
Примечание: термин «усиление», хотя и широко используется, неуместен, поскольку любой избыток металла сварного шва над поверхностью основного металла не делает соединение более прочным.
Фактически, толщина, учитываемая при проектировании сварного компонента, представляет собой расчетную толщину шва, которая не включает избыточный металл шва.
Прогон (проход)
Металл, расплавленный или осажденный за один проход электрода, горелки или паяльной трубки.
Слой
Слой металла шва, состоящий из одного или нескольких проходов.
Различные процессы определяются используемым источником энергии, при этом доступно множество различных методов.
До конца 19 века применялась только кузнечная сварка, но с тех пор были разработаны более поздние процессы, такие как дуговая сварка. Современные методы используют газовое пламя, электрическую дугу, лазеры, электронный луч, трение и даже ультразвук для соединения материалов.
Эти процессы требуют осторожности, так как они могут привести к ожогам, поражению электрическим током, ухудшению зрения, облучению или вдыханию ядовитых сварочных дымов и газов.
Существует множество различных процессов со своими собственными технологиями и приложениями для промышленности, в том числе:
Arc
Эта категория включает ряд общих ручных, полуавтоматических и автоматических процессов. К ним относятся сварка металлом в среде инертного газа (MIG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка металлическим активным газом (MAG), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и плазменная дуговая сварка.
К ним относятся сварка металлом в среде инертного газа (MIG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка металлическим активным газом (MAG), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и плазменная дуговая сварка.
Эти методы обычно используют присадочный материал и в основном используются для соединения металлов, включая нержавеющую сталь, алюминий, никелевые и медные сплавы, кобальт и титан. Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и других.
Трение
Методы сварки трением соединяют материалы с помощью механического трения. Это может быть выполнено различными способами на различных сварочных материалах, включая сталь, алюминий или даже дерево.
Механическое трение выделяет тепло, которое размягчает материалы, которые смешиваются, образуя связь при охлаждении. Способ соединения зависит от конкретного используемого процесса, например, сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW) и вращающаяся сварка трением (RFW).
Сварка трением не требует использования присадочных металлов, флюса или защитного газа.
Трение часто используется в аэрокосмической промышленности, так как оно идеально подходит для соединения легких алюминиевых сплавов, которые иначе не свариваются.
Процессы трения используются в промышленности, а также изучаются как метод склеивания древесины без использования клея или гвоздей.
Электронный луч
В этом процессе соединения материалов используется пучок высокоскоростных электронов. Кинетическая энергия электронов преобразуется в тепло при столкновении с заготовками, в результате чего материалы сплавляются друг с другом.
Электронно-лучевая сварка (ЭЛС) выполняется в вакууме (с использованием вакуумной камеры) для предотвращения рассеяния луча.
Существует много распространенных применений EBW, которые можно использовать для соединения толстых профилей. Это означает, что его можно применять в ряде отраслей, от аэрокосмической до атомной энергетики, от автомобилестроения до железнодорожного транспорта.
Лазер
Используемый для соединения термопластов или кусков металла, этот процесс использует лазер для получения концентрированного тепла, идеально подходящего для сварных швов, глубоких швов и высокой скорости соединения. Поскольку этот процесс легко автоматизируется, высокая скорость сварки делает его идеальным для применения в больших объемах, например, в автомобильной промышленности.
Лазерная сварка может выполняться на воздухе, а не в вакууме, например, при сварке электронным лучом.
Сопротивление
Это быстрый процесс, обычно используемый в автомобильной промышленности. Этот процесс можно разделить на два типа: контактная точечная сварка и контактная шовная сварка.
Этот процесс можно разделить на два типа: контактная точечная сварка и контактная шовная сварка.
При точечной сварке используется тепло, передаваемое между двумя электродами, которое воздействует на небольшую площадь при сжатии заготовок.
Шовная сварка аналогична точечной сварке, за исключением того, что электроды заменены вращающимися колесами, что обеспечивает непрерывный сварной шов без утечек.
TWI предлагает один из самых обширных наборов услуг.
Соответствующие часто задаваемые вопросы (FAQ)
Сварка листового металла: общие методы и советы по сварке
После резки металлических деталей до желаемых размеров необходимо соединить их, чтобы они соответствовали желаемой форме и спецификациям. Таким образом, сварка листового металла является важным аспектом производства металла.
Существуют различные методы сварки листового металла, но знаете ли вы, какой из них лучше всего подходит для вашего промышленного применения?
В этой статье подробно рассматриваются различные методы, используемые при сварке листового металла, включая их преимущества и области применения. Он также содержит важные советы, которые следует учитывать при сварке тонких листов металла для получения наилучших результатов.
Он также содержит важные советы, которые следует учитывать при сварке тонких листов металла для получения наилучших результатов.
Теперь давайте подробно рассмотрим некоторые методы сварки металлических листов.
1.
Сварка МИГСварка металлов в среде инертного газа (МИГ), также известная как дуговая сварка металлом в среде защитного газа. Он заключается в подаче непрерывного сплошного проволочного электрода в сварочную ванну с помощью сварочного пистолета. Расплавленная проволока в бассейне вызывает соединение металлических частей. Защитный газ в сварочной горелке предотвращает атмосферное загрязнение сварочной ванны.
Сварка MIG обеспечивает высококачественные сварные швы и подходит для большинства листовых металлов, таких как алюминий, сталь и нержавеющая сталь.
Этот метод сварки широко используется в автомобильной и бытовой промышленности. Кроме того, это экономичный метод, поскольку он не требует сложных машин.
Кроме того, это экономичный метод, поскольку он не требует сложных машин.
Вольфрам в среде инертного газа (ВИГ) представляет собой дуговую сварку, которая включает использование неплавящегося вольфрамового электрода на постоянном или переменном токе для получения сварного шва. Как и при сварке MIG, в ней используется инертный защитный газ — аргон или гелий, чтобы предотвратить загрязнение атмосферы и окисление электрода и сварочной ванны.
Сварка ВИГ подходит для сварки цветных металлов, таких как алюминий, титан, медь, никель, магний, хром и т. д. Это ценный метод для авиационной и аэрокосмической промышленности. Также он идеально подходит для изготовления рам для мотоциклов, дверей и кормушек.
Этот метод сварки обеспечивает сварщику лучший контроль, что позволяет получить аккуратный и прочный шов. Однако это может занять много времени и требует опыта со стороны сварщика.
[Дополнительная литература: Руководство по выбору между сваркой MIG и сваркой TIG]
Сварка электродом Сварка электродом называется дуговой сваркой защищенным металлом. Это процесс ручной дуговой сварки, в котором в качестве электрода используется палочка, покрытая флюсом. Электрический ток от источника сварочного тока образует дугу между деталями, соединяющими металлы, и электродом. Он подходит для твердых металлов, таких как железо и сталь.
Это процесс ручной дуговой сварки, в котором в качестве электрода используется палочка, покрытая флюсом. Электрический ток от источника сварочного тока образует дугу между деталями, соединяющими металлы, и электродом. Он подходит для твердых металлов, таких как железо и сталь.
В процессе не используется защитный газ. При выделении тепла он разрушает флюс, покрывающий электрод, образуя шлак, который защищает сварочную ванну от загрязнения.
Этот метод сварки, пожалуй, самый удобный, так как его оборудование компактно и портативно — его легко носить с собой. Это распространенный метод в строительстве, судостроении и сталелитейной промышленности.
Плазменно-дуговая сварка Плазменно-дуговая сварка похожа на сварку ВИГ тем, что в ней используется вольфрамовый электрод. Однако он использует небольшую дугу и позволяет размещать электрод на корпусе сварочной горелки. Газ под давлением образует горячую плазму, которая сплавляет металлы, образуя прочные сварные швы.
Этот метод сварки требует малой мощности и работает на высокой скорости. Кроме того, он обеспечивает точные сварные швы, что делает его широко применяемым в авиационной и морской промышленности.
Как и сварка TIG, плазменно-дуговая сварка не требует присадочных материалов. Кроме того, он производит высококачественные сварные швы с меньшей потребностью в чистовой обработке.
Электронно-лучевая и лазерная сваркаКак следует из названия, лазерная и электронно-лучевая сварка использует лазеры и электронные лучи в качестве источника тепла для сплавления и соединения металлических частей. В отличие от большинства других методов, этот метод сварки требует сложной машины или автоматизированных роботов.
Это высокоточная технология сварки, что делает ее пригодной для операций со сложными деталями. Лазерные лучи могут фокусироваться на мельчайших веществах для сверхточной сварки.
Кроме того, он подходит для сварки таких прочных металлов, как углеродистая сталь, титан, нержавеющая сталь и алюминий. Этот метод также подходит для термопластов. Этот метод позволяет получать продукты с большой эстетической привлекательностью, сокращая потребности в постобработке.
Газовая сварка является одной из традиционных форм сварки теплом. Он включает в себя использование тепла, выделяемого при сжигании топлива (бензина), кислорода или оксиацетилена, для соединения кусков металлов вместе. При сжигании этих видов топлива возникало очень горячее пламя, которое расплавляло металлические поверхности во время соединения.
Этот метод остается одним из наиболее часто используемых методов сварки в промышленности. Имеет широкую сферу применения, подходит как для черных, так и для цветных металлов. Также он эффективен и эффективен при сварке труб и труб, ремонте систем вентиляции и кондиционирования и т. д.
В отличие от многих других методов сварки, не требует электричества. Кроме того, он портативный, очень экономичный и не требует услуг специалистов.
Вы не уверены, будете ли вы соединять детали из листового металла с помощью сварки или клепки? Если это так, у нас есть руководство о том, как выбрать между сваркой и клепкой.
Учитывайте поверхность при выборе Сварка листового металла МетодыНиже приведены поверхности, с которыми вы можете столкнуться при сварке металлических листов, и лучшие методы их работы.
Плоская поверхностьСварка плоской поверхности называется плоской сваркой. Сварщик приближается к этой поверхности с верхней стороны соединения, позволяя силе тяжести способствовать потоку расплава.
Чтобы получить хороший сварной шов на плоской поверхности, сварщику необходимо расположить наконечник под углом 45 градусов к металлической поверхности, осторожно направляя пламя к месту соединения.
Методы сварки MIG и TIG лучше всего подходят для плоских поверхностей. Подача проволоки и газовые потоки отлично работают в плоской установке.
В горизонтальной конфигурации металлические листы кажутся сварщику горизонтальными. Однако он может существовать в двух формах.
- Угловой сварной шов: Сварка выполняется на верхнем конце горизонтальной поверхности относительно вертикальной поверхности. Зона соединения представляет собой соединение двух металлических частей, перпендикулярных друг другу, в форме буквы «L».
- Сварной шов с разделкой кромок: Поверхность сварки расположена в вертикальной плоскости. Обе соединяемые металлические детали находятся в одной плоскости.
Сварка электродом лучше всего подходит для работы на горизонтальной поверхности, где трудно добиться идеального баланса между сваркой TIG и MIG.
Вертикальная поверхность Вертикальное положение сварочного вала — это в основном вертикальная поверхность, обращенная к сварщику. Расплавленный металл имеет тенденцию течь вниз и скапливаться при сварке. Следовательно, сварщику необходимо контролировать поток металла. Это включает в себя направление сварочного пистолета под углом 45 градусов к листу и удержание электрода между пламенем и сварочной ванной.
Лучшим методом для вертикальных поверхностей является сварка электродом. Часто сварщики просто пытаются отрегулировать ось сварного шва так, чтобы она выглядела плоской или горизонтальной для большего удобства.
Потолочная поверхностьСварка материалов на потолочной поверхности является наиболее сложной задачей. Как следует из названия, он предполагает сварку заготовки, расположенной над вашей головой. Расплавленный металл имеет тенденцию капать, когда вы пытаетесь сварить.
Чтобы упростить потолочную сварку, сведите к минимуму сварочную ванну. Кроме того, убедитесь, что используется достаточное количество присадочного материала, чтобы получился хороший сварной шов.
Сварка стержнем является наиболее подходящим методом для этой конфигурации. Сварка потолочных поверхностей относительно редко встречается на предприятиях по производству листового металла на заказ.
8
Советы по сварке листового металлаПри сварке металлических листов цель состоит в том, чтобы обеспечить сохранение механических свойств свариваемых деталей, достаточных для применения. Ниже приведены советы, которые следует учитывать при выполнении сварочных работ.
1.
Выберите присадочный металлКрайне важно использовать подходящий присадочный металл , который соответствует механическим характеристикам вашего производства. Наполнитель должен быть тоньше листового металла. Например, при сварке тонкого металла толщиной 1 мм оптимальным выбором будет припой 0,6 мм.
Чем тоньше проволока, тем меньше тепла требуется для ее плавления. Следовательно, меньше рисков чрезмерного накопления тепла и больше шансов получить наилучшие результаты сварки.
Кроме того, правильный выбор присадочного металла снизит риск появления ржавчины, растрескивания и других возможных дефектов.
2.
Использование технологии сварки с пропускамиМетод сварки с переходами включает в себя серию стежков или коротких сварных швов в критических точках для удержания тонкого листового металла на месте. Дав ему остыть в течение нескольких минут, сварщик может продолжить сварку ранее пропущенных мест.
Пропускная сварка помогает избежать деформации и коробления металла, часто вызванных неравномерным распределением тепла.
Также при сварке избегайте перекосов сварочной горелки; это также может привести к чрезмерному нагреву. Вместо этого быстро перемещайте факел по прямой траектории.
3.
Использование техники прихваткиПрихватка — еще один превосходный метод для снижения риска чрезмерного нагрева и прожога.
Прихватки – это мелкие и временные сварные швы, используемые для скрепления металлических деталей до окончательной сварки. Чтобы не прожечь отверстия, держите куски металла близко друг к другу встык с расстоянием между ними 1 мм. Затем создайте небольшие прихваточные швы, пока соединение не будет полностью закрыто.
4.
Используйте проволоку малого диаметраПри сварке электродом из сплошной проволоки, например, при сварке MIG, используйте проволоку наименьшего доступного диаметра. Маленькие проволоки дают сварщику лучший контроль и больше шансов исправить ошибку, поскольку они производят меньше отложений.
Кроме того, чем тоньше проволока, тем меньше тепла требуется для плавления. Следовательно, меньше проблем с чрезмерным нагревом.
Обычно при работе с тонколистовым металлом рекомендуется толщина 0,023 или 0,024 дюйма. Тем не менее, 0,030-дюймовая проволока может быть идеальной при сварке 18 гаражных или более толстых металлов.
5.
Используйте малый электрод Убедитесь, что используется стержень, толщина которого меньше толщины вашего металла. Используйте электроды меньше ⅛ дюйма. Меньший электрод будет превосходно работать при более низком нагреве и силе тока, тем самым уменьшая прожог и позволяя вам обтачивать электрод до небольшой площади, чтобы получить плотную дугу.
6.
Зажим опорного стержняПрижим опорного стержня к обрабатываемому металлу обеспечивает более быстрое рассеивание тепла, чем простое ожидание охлаждения. Опорный стержень отводит тепло от металла, тем самым снижая риск коробления или прожога.
Металлические стержни обычно изготавливаются из меди или алюминия, поскольку они лучше всего рассеивают тепло благодаря своей высокой теплопроводности. Убедитесь, что опорный стержень плотно прижат к заготовке для адекватной теплопередачи.
7.
Используйте защитный газ с высоким содержанием аргонаПри сварке используйте защитный газ с высоким содержанием аргона. Примером этого является типичное сочетание аргона и углекислого газа в соотношении 75 к 25 соответственно.
Предпочтителен защитный газ с высоким содержанием аргона, поскольку аргон выделяет меньше тепла. При сварке алюминия методом TIG или MIG может потребоваться использование чистого аргона в качестве защитного газа.
8.
Сборка и проектирование соединенийСварка тонколистового металла может быть сложной задачей. Это требует плотной и прочной подгонки, так как права на ошибку мало. Убедитесь, что зазоры между двумя соединяемыми металлами минимальны, чтобы предотвратить прожоги, так как отверстия могут поглощать тепло.
Как правило, сварщики должны дважды отмерить и один раз отрезать. В некоторых случаях вам может потребоваться изменить конструкцию соединений, чтобы обеспечить более высокую термостойкость.
Стыковое соединениеПод стыковым соединением понимается два куска металла, помещенные рядом друг с другом для сварки.
Облицовочная поверхность – это участок, который плавится во время сварки. Крайне важно провести подготовку кромок на поверхности для повышения прочности сварного шва. Сварщику, возможно, придется согнуть одну из сторон, чтобы они могли хорошо входить друг в друга для прочного сварного шва.
Стыковой шов относительно легко подготовить, и он выдерживает нагрузку лучше, чем другие сварные соединения. Вот почему это наиболее распространенный сварочный шов при изготовлении конструкций. Однако существуют и другие виды сварных соединений.
Соединение внахлесткуСоединение внахлестку является типичной модификацией стыкового соединения. Они идеально подходят для сварки листового металла различной толщины.
В соединении внахлест два куска металла соединяются внахлест – один накладывается на другой. Основным недостатком соединения внахлестку является то, что соединение двух металлов подвержено ржавчине.
Т-образное соединениеКак видно из названия, Т-образное соединение происходит там, где два куска металла пересекаются перпендикулярно, образуя прямой угол в форме буквы «Т». Они считаются формой углового сварного шва.
При использовании этого соединения убедитесь в достаточном проникновении в крышу сварного шва. Вам также может понадобиться добавить пробку, чтобы уменьшить ограничения соединения, часто возникающие в точке соединения. Т-образное соединение распространено в конструкциях с системами трубопроводов и труб.
Угловое соединение несколько похоже на Т-образное соединение в том, что они оба образуют перпендикулярный угол. Однако соединяющиеся металлы имеют разную ориентацию. В угловых соединениях металлы встречаются в углу, образуя единый прямой угол в форме буквы «L». Угловые соединения являются стандартными для изготовления деталей, особенно рам и коробов.
Кромочное соединениеВ краевом соединении листы укладываются рядом и привариваются к одной кромке. Это происходит в заготовке с отбортовкой кромок. Сварщику может потребоваться согнуть край одной металлической детали под нужным углом, чтобы они могли хорошо входить в другую, чтобы получить прочный сварной шов.
RapidDirect: Ваш заказ Сварка листового металла Partner Вам нужны первоклассные сварочные работы для Изготовление листового металла на заказ ? Или вы не знаете, как сварить листовой металл для ваших производственных нужд? RapidDirect – это именно то, что вам нужно. Мы предлагаем одни из лучших услуг в различных отраслях, от сварки до лазерной резки и других смежных технологий.
RapidDirect предоставляет первоклассные и профессиональные услуги по обработке листового металла. Мы просто требуем, чтобы вы загрузили свои файлы дизайна. Вы получаете бесплатный аналитический отчет DfM о производстве ваших деталей из листового металла. Что еще? Мы гарантируем высокое качество при конкурентоспособных ценах и короткие сроки выполнения заказов.
Часто задаваемые вопросыКакая сварка подходит для тонких металлов?
Сварка ВИГ наиболее подходит для сварки тонких металлических листов. Процесс сварки TIG отличается высокой точностью и не отклоняется от того, на чем следует сосредоточить сварку. Следовательно, вы получаете гладкую и деликатную поверхность сварных деталей.
Можно ли использовать переменный или постоянный ток для сварки алюминия методом MIG?
Для алюминия подходит как сварка MIG на переменном, так и на постоянном токе.