Пайка медных труб водопровода своими руками: технология пайки и видео
Установка системы трубопроводов из меди похожа на монтаж любого домашнего трубопровода, как, к примеру, из металлопластика или полипропилена. Но один из основных вопросов, как паять медные трубы своими руками, требует более подробного рассмотрения.Сегодня технологии предоставляют большой ассортимент стройматериалов для сантехнических работ: медь, сталь, пластик разных видов и т. д. Их отличают стоимость, физические свойства, возможности применения и особенности монтажа, но определить худший или лучший материал невозможно. Трубы из меди для трубопровода довольно дороги, и требуют к себе большего внимания во время эксплуатации, но надежны, экологически безопасны и универсальны, а также удобны для монтажа своими руками.
Монтаж медного трубопровода
Установка отопительной системы или трубопровода из меди, практически ничем отличается монтажа отопления или трубопровода из других материалов.
На начальном этапе нужна продуманная схема трассы, с тщательно выверенными соединениями и углами. Не забывайте: схема обязана иметь соединение с трубами главного стояка через дополнительные выводы для будущей сантехники, приборы учета, шаровые краны.
Выбор размеров и типов медных труб: неотожженные и отожженные, с резьбой 3/4 либо 3/8, со стенками разной толщины. От этих показателей будет зависеть масса медной трубы, а соответственно, и вес всей конструкции трубопровода в общем, но смысл монтажа в целом не поменяется.
Выбор техники крепления: обжимные фитинги или пайка. Выбор будет только за вами, но коротко скажем: надежность крепления фитингов не отличается хорошими показателями. Это крепление все время требует контроля, а фитинги – периодической подтяжки, при этом, если паять медные трубы – это значит обеспечить им непременную герметичность и долговременную.
Основное различие – это технология пайки при помощи мягкого припоя: она требует специального оборудования и определенных навыков.
Техника пайки мягким припоем
Прежде чем паять, нужно сказать пару слов о теории: если процедура пайки будет осознанной, то и многие нюансы будут ясными в процессе выполнения работ, поэтому есть смысл посмотреть пайка медных труб видео.В домашних условиях при монтаже трубопровода применяется так называемая «мягкая» пайка: участки пайки разогреваются до 240-310С, что дает возможность мягкому припою (как правило, олову) расплавиться, но такие температуры небезопасны и для меди, потому это действие обязано быть недолговременным и направленным.
Зачистка перед процессом пайки – это не просто эстетическая манипуляция, а непременное условие, которое даст возможность удалить продукты окисления на металле и наиболее эффективно сделать пайку меди.
При мягкой пайке появляется капиллярный эффект, когда раскаленный припой, мягкий для пайки, равномерно растекается по всей плоскости соединения вне зависимости от того, в каком положении установленная деталь – вертикальном или горизонтальном.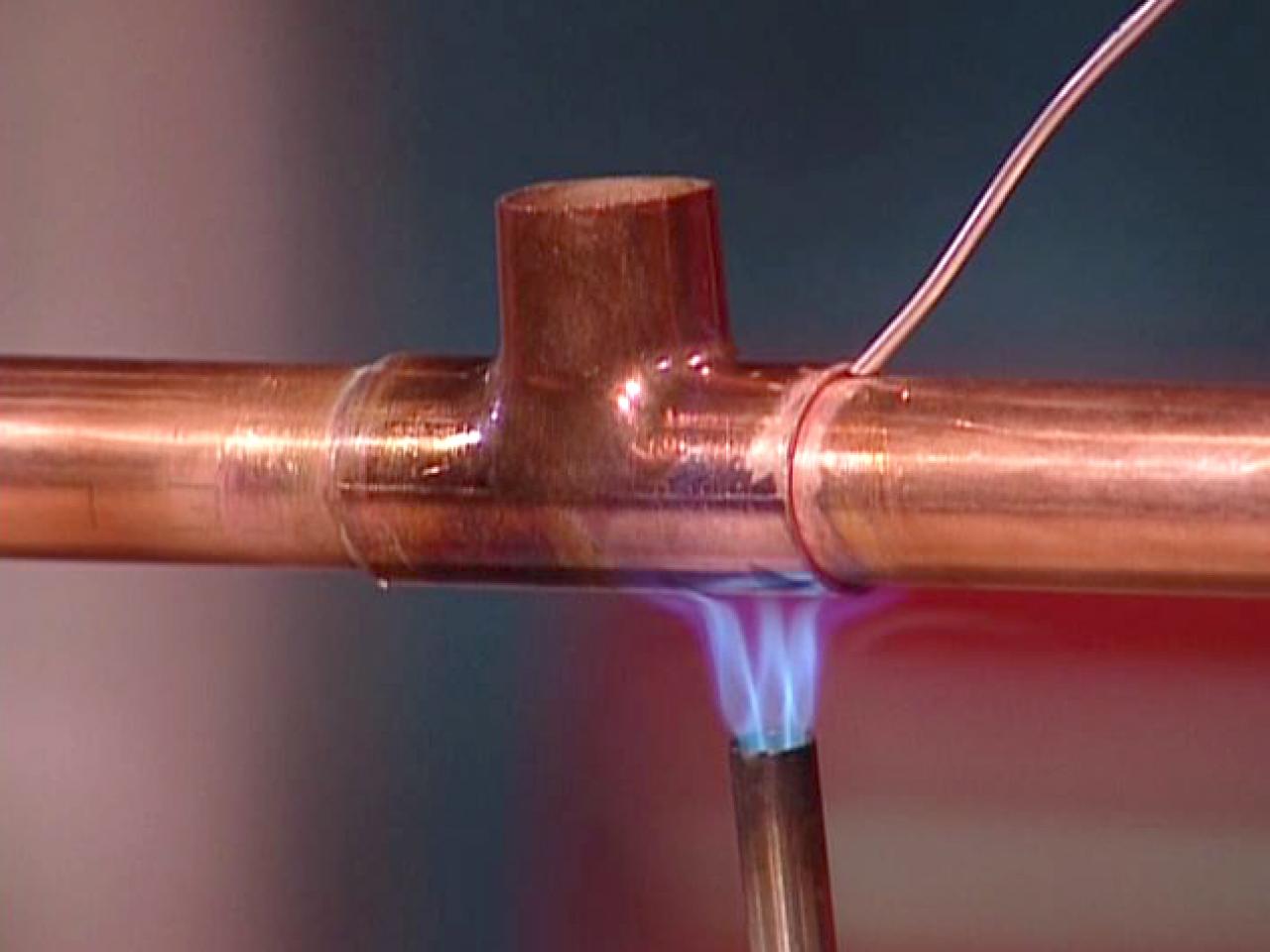
Оптимальный зазор между стенками фитинга и трубы строго регламентирован – 0,10-0,15 миллиметров: расстояние больше, потребует большего количества припоя либо не создаст капиллярного эффекта, меньшая – образует препятствие для нормального растекания олова.
Материалы и инструменты для пайки
Газовая горелка – это основной инструмент для пайки. Есть множество видов горелок, выбор лучше всего остановить на горелке с пьезоподжигом и возможностью регулировать пламя. Также понадобятся:
- Флюс для пайки – это паста, которой обрабатывают поверхность фитинга и трубных изделий, чтобы она разъела оксидные пленки на поверхности соединяемых частей, защитила медное основание от окисления при нагревании и обеспечила влажность поверхностей во время растворения припоя.
- Припой для пайки – как правило, это олово в форме катушек или прутков проволоки.
- Труборез и труборасширитель – устройство для увеличения диаметра труб при установленных деталях одна в одну.

- Фаскосниматель – инструмент для удаления фаски, избавления от вероятных заусенцев.
- Фитинги – соединительные части разных конфигураций.
- Стальная щетка и ершик для чистки внешней и внутренней сторон труб и фитингов.

Инструмент для пайки труб из меди не отличается исключительностью и дороговизной. Но требует определенных усилий, чтобы получить навыки по использованию: лучше всего потренироваться на кусках труб, чтобы понять тонкости метода и технологии.
Инструкция пайки мягким припоем
Внимание: край трубы и непосредственно труба обязаны быть идеально ровными и прямыми – от этого будет зависеть качество крепления деталей, потому для резки труб лучше всего использовать труборез.
- При помощи труборасширителя сделайте больше диаметр фитинга, при помощи фаскоснимателя – очистите края трубы.
- Ершиком отполировать внутреннюю часть фитинга, щеткой наружную часть трубы.
- Кисточкой нанести на фитинг и трубу пасту для пайки – флюс – и тут же присоединить детали, избегая попадания какого-либо вида загрязнений.
- Горелкой для пайки аккуратно прогревать соединение, перемещаясь по всей плоскости. Критерий хорошего прогрева – изменение цвета пасты.
- Завершить нагревание соединяемых деталей, нанести припой по всей поверхности соединения. Пламенем горелки нельзя трогать проволоку припоя: припой обязан расплавиться на медной поверхности трубы, именно от ее температуры без вмешательства огня.
- Подождать естественного остывания стыка – без каких-либо средств для охлаждения.
- Непременно убрать остатки пасты с труб влажной губкой. Ее воздействие нужно лишь при пайке: она разрушает защитный слой основания меди.

Внимание: детали при пайке и временно после нее обязаны быть хорошо зафиксированы, так как паять трубы из меди можно лишь в неподвижном положении.
Стык на месте крепления деталей обязан быть плотным и ровным. Проверить результат можно будет лишь при включении достаточного давления воды в трубопроводе, но, если пайка прошла хорошо, надежность соединения никак не снижается от температуры воды, вероятных перепадов давления или от времени.
Крепление медных труб с другими материалами
Существует несколько важных нюансов, связанных с возможностями соединения медных конструкций с изделиями из других металлов:
- Крепление меди и оцинкованной стали может негативно сказаться на состоянии трубопровода из оцинкованной стали: химические реакции между цинком и медью приводят к разрушению первого.
- Крепления меди со сталью, пластиком и латунью безопасны и не образуют коррозии металлов.
Потому если есть необходимость крепления медной и оцинкованной труб, то его можно сделать лишь с помощью латунного фитинга и лишь в одном направлении: по циркуляции воды от оцинкованной в медную трубы.
Медные трубы крепятся с пластиковыми или стальными лишь с помощью латунных отжимных фитингов. Основное крепление системы происходит с помощью зажимного кольца и зажимной гайки фитинга: они прикручиваются на стандартное количество оборотов, указанное в техническом сопровождении фитинга, и непременно периодически проверяются во время эксплуатации на наличие вероятных протечек или ослаблений.
Мифы о медном трубопроводе
Из-за отсутствия привычки к меди в роли материала для систем газо-, водоснабжения и отопления, у современного отечественного потребителя есть определенное недоверие к данному металлу. Есть два мифа:
- Трубы из меди опасны при контакте с хлорированной водой. Безусловно, медь, начиная реакцию с элементами хлора, окисляется, но появляющаяся внутри трубопровода пленка, наоборот, защищает трубы от различных химических действий и абсолютно безопасна для организма человека.
- Медный трубопровод дорого стоит и непрактичен, невзирая на высокую стоимость. Непрактичность объясняют вероятным окислением наружной стороны труб, при этом внутри медные трубы также окисляются, но коррозии совершенно неподвержены. Более дорогая цена медных труб с лихвой покрывается долговечностью материалов и простотой установки своими руками.
Но такие мифы можно разрушить только многолетней практикой. Не зря этот металл применяли в системах водопровода еще несколько веков назад, и до сих пор в европейских странах медь имеет заслуженное признание. За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
За счет удобства установки и качества материалов, медные трубы для домашнего водопровода более предпочтительны, и непременно найдут новых почитателей в нашей стране.
Пайка медных труб своими руками
При монтаже медных труб часто прибегают к пайке. Технология пайки медных труб своими руками предполагает использование твердого и мягкого припоя. Рассмотрим подробно, чем отличаются эти два вида припоя друг от друга, как совершается пайка медных труб и какие инструменты потребуются в процессе работы.
Необходимые для пайки медных труб инструменты и материалы:
— припой;
— флюс;
— труборез;
— фаскосниматель;
— газовая горелка. Горелку нужно использовать только ту, которая имеет узконаправленное пламя;
— металлическая шерсть. Она необходима для зачистки медной поверхности.
Виды припоя для медных труб
В процессе соединения медных труб с помощью пайки обязательно нужно использовать твердый или мягкий припой:
1. Мягкий припой. Пайка медных труб мягким припоем приводится при температуре не больше 300 градусов Цельсия. Выпускает данный вид припоя в виде проволоки, имеющей диаметр от двух до трех миллиметров. При помощи мягкого припоя осуществляется низкотемпературная пайка, проводимая в бытовых условиях. Изготавливается он из сплавов свинца и олова. Также в состав мягкого припоя включено серебро.
2. Твердый припой. Пайка медных труб мягким припоем осуществляется при температуре до 900 градусов Цельсия. С помощью твердого припоя, выпускающегося в виде профильных стержней, удается создать высокопрочное соединение. Такие соединения способны выдержать не только воздействие высоких температур, но и сильное давление. Твердая пайка используется в процессе монтажа систем газоснабжения, отопления и водопровода.
Процесс пайки медных труб
Спайка медных труб производится следующим образом:
1. Сначала медная труба режется с помощью трубореза.
2. Затем край ее, подлежащий пайке, обрабатывается при помощи фаскоснимателя.
3. Далее нужно подобрать подходящий по размеру фитинг. Если фитинг не используется, то второй край трубы, подлежащей спайке, просто обрабатывается труборасширителем.
4. После примерки концов труб и фитинга необходимо нанести небольшое количество флюса.
5. Соединение медных труб нагревается при помощи горелки до нужной температуры. Флюс должен, в итоге, расплавиться.
Весь процесс пайки медных труб должен совершаться в течении максимум пяти минут.
6. Теперь в место зазора наносится припой. Припой должен расплавиться не от огня, а от раскаленной медной трубы.
7. Чтобы удалить остатки флюса после соединения медных труб можно использовать влажную ветошь.
Не так страшна пайка медных труб, как ее малюют: учимся на практике
Медные трубы вошли в обиход относительно недавно, но уже хорошо зарекомендовали себя в системах водоснабжения и отопления.
Чем хороша медь: как преимущества перевешивают недостатки
Качественная медь – один из самых удобных для пайки металлов. Медные поверхности легко очищаются от окислов, обеспечивая отличное сцепление, многократно усиленное за счёт капиллярного эффекта – во время пайки припой растекается по всем направлениям, заполняя все зазоры.
Грамотно смонтированный медный трубопровод способен долгое время выдерживать высокое давление и воздействие агрессивных сред, практически не нуждаясь в ремонте и сервисном обслуживании.
 Прокладывая сети отопления и водоснабжения, необязательно продумывать доступ к коммуникациям – медные трубы можно заштукатурить, залить раствором и замаскировать стеновыми панелями, не опасаясь вреда для системы.
Прокладывая сети отопления и водоснабжения, необязательно продумывать доступ к коммуникациям – медные трубы можно заштукатурить, залить раствором и замаскировать стеновыми панелями, не опасаясь вреда для системы.Единственное замечание – в период изменения температурных режимов трубопроводы становятся уязвимыми к механическим воздействиям. Но с этим недостатком меди легко справиться, если использовать при разводке сетей прокладочные материалы с амортизирующими свойствами – полимерные гофры или ПВХ-изоляцию.
При таком наборе достоинств медные трубы, разумеется, не могут стоить дёшево, однако при прокладке коммуникаций есть возможность сэкономить на фитингах. При расчёте на один погонный метр смонтированной системы стоимость медных трубопроводов ненамного выше стоимости пластиковых аналогов.
Собираем паяльный инструмент
Правильно подобранный инструмент заметно упрощает монтаж отопительной системы или водопровода. Медь относится к числу мягких металлов: сильный нажим может повлечь за собой деформации, нарушающие герметичность швов, поэтому резать трубы следует только при помощи качественного трубореза.
Медь относится к числу мягких металлов: сильный нажим может повлечь за собой деформации, нарушающие герметичность швов, поэтому резать трубы следует только при помощи качественного трубореза.
Поскольку для разводки коммуникаций обычно заказывают комплект труб одного типоразмера, одну из труб придётся расширить, поэтому в арсенал также следует включить труборасширитель. В качестве припоя чаще всего используют олово, а источником открытого огня обычно выступают газовые горелки с пьезоподжигом или компактные модели, работающие от газовых баллонов.
Ради соблюдения точности соединений монтаж систем водоснабжения и отопления выполняется при помощи уровня, рулетки, маркера и молотка, а для подготовки рабочих поверхностей также потребуются для удаления окислов и других загрязнений, препятствующих адгезии.
Подготовка труб к пайке: расчищаем поле действия
В основе удачного монтажа трубопроводов лежит грамотная разработка проекта системы водоснабжения и отопления: чем тщательнее проработана схема, тем ниже вероятность ошибки.
Сборка медного трубопровода начинается с подготовки отрезков нужной длины. Во время резки важно держать трубу перпендикулярно труборезу – тогда кромка получится ровнее. После нарезки с отрезков снимают фаску, чтобы образовавшиеся при резке заусенцы не мешали трубам плотно заходить друг в друга. Затем сложите на полу все отрезки трубопровода согласно схеме и начинайте паять трубы по месту расположения стыков. При этом шаровые краны располагают на подготовленных элементах с резьбой, после чего монтируют их в систему уже в собранном виде.
Следующий этап – подготовка рабочих поверхностей. Проще всего зашлифовать трубу наждаком, но это не самое удачное решение, так как внутри отрезка могут остаться мелкие абразивные частицы, нарушающие сцепление. Для обработки внутренней поверхности труб лучше воспользоваться щёткой, а затем пройтись по ней ёршиком. Вторую трубу расширяют до необходимого диаметра при помощи труборасширителя и молотка, затем вставляют один отрезок в другой так, чтобы оставался небольшой зазор, после чего зачищают края и внутреннюю поверхность расширенной трубы щёткой и ёршиком.
Флюс-пасту наносят на отрезок меньшего сечения, аккуратно растушёвывая её кистью, чтобы состав ложился ровным слоем. Не стоит накладывать слишком много флюса, иначе при нагреве внутрь трубопровода попадёт припой, а образующиеся капли производят лишний шум. Теперь трубы можно вставить одна в другую, удаляя избытки пасты увлажнённой материей.
Испытание огнём для медных труб: как правильно выполнить соединение
Каждое новое соединение следует прогревать горелкой, следя за равномерным обогревом паяемых поверхностей. Когда флюс окрасится в серебристые тона, пламя гасят и подносят припой к месту стыка, который тут же расплавится и начнёт растекаться, заполняя пустоты. Когда на поверхностях труб выступят капельки припоя, пайку прекращают, не допуская перегрева, так как при чрезмерном высокотемпературном воздействии не проявляется капиллярный эффект, ради которого всё и затевалось. Для полноценного разогрева соединений, как правило, достаточно 15–20 секунд.
Когда медь потемнеет, пайку немедленно прекращают и дают швам остыть, после чего промокают свежий шов влажной тканью. Смонтированный трубопровод промывают горячей водой под мощным напором, убирая остатки флюс-пасты и припоя. Качество соединений проверяют, заполняя систему водой под максимальным рабочим давлением.
Если у вас недостаёт опыта пайки, поначалу стоит потренироваться на обрезках труб – обычно необходимые навыки вырабатываются со второй-третьей попытки. Немного терпения – и всё получится!
Пайка медных труб – СтройМастерская
Как соединить медные трубы при помощи пайки, какие необходимы инструменты, фотографии и видео процесса пайки медной трубы и фитингов…
Водопроводом из меди уже ни кого не удивишь, однако, медный водопровод считается одним из самых надежных, и он легко реализуем в бытовых условиях.
Сегмент рынка медных фитингов и труб достаточно широко представлен в нашей торговле.
Соединения фитингов из меди могут быть как под опрессовку, так и рассчитанные для пайки.
В этом материале рассмотрим соединение трубы и фитингов из меди при помощи пайки с капиллярным эффектом.
Для проведения работ по пайке медной трубы нам понадобятся следующие инструменты
1. Переносная газов ая горелка
2. Припой
3. Металлическая губка или мелкая наждачная бумага
4.Приспособление для снятия фаски (грата)
5.Паста для пайки
6.Труборез для медных труб
7.Ерш металлический
8. Кисточка для нанесения паяльной пасты
С помощью трубореза отрезаем трубу необходимой длинны. Место среза должно быть прямое и ровное, а труба иметь правильную геометрию.
Приспособлением для снятия грата тщательно снимаем фаску как с внутренней, так и с наружней части трубы.
Металлической губкой или мелкой наждачной бумагой зачищаем внешнюю посадочную часть трубы ( место куда будет одеваться фитинг).
При помощи металлического ерша зачищаем внутреннюю часть фитинга (место куда будет вставляться труба). Если в этом фитинге имеются отводы, то пайку всех ответвлений фитинга желательно производить одновременно. Для этого подготавливаются все элементы труб (отрезанные по длине, зачищенные и обработанные паяльной пастой вставляются в фитинг) .
На зачищенную часть трубы и фитинга наносим тонким слоем паяльную пасту.
Вставляем в фитинг трубу (или несколько отрезков трубы). Излишки пасты удаляем при помощи ткани.
Разогреваем газовой горелкой фитинг с трубой, стараясь равномерно распределять тепло по всей площади фитинга. Как только температура нагрева фитинга станет достаточной — при прикосновении прутком припоя к месту пайки, припой начнет плавиться, и под воздействием капиллярного эффекта припой сам втянется в зазор между трубой и фитингом.
Горячий припой в виде подтеков и капель можно тут же удалить,протерев влажной тканью еще горячее соединение.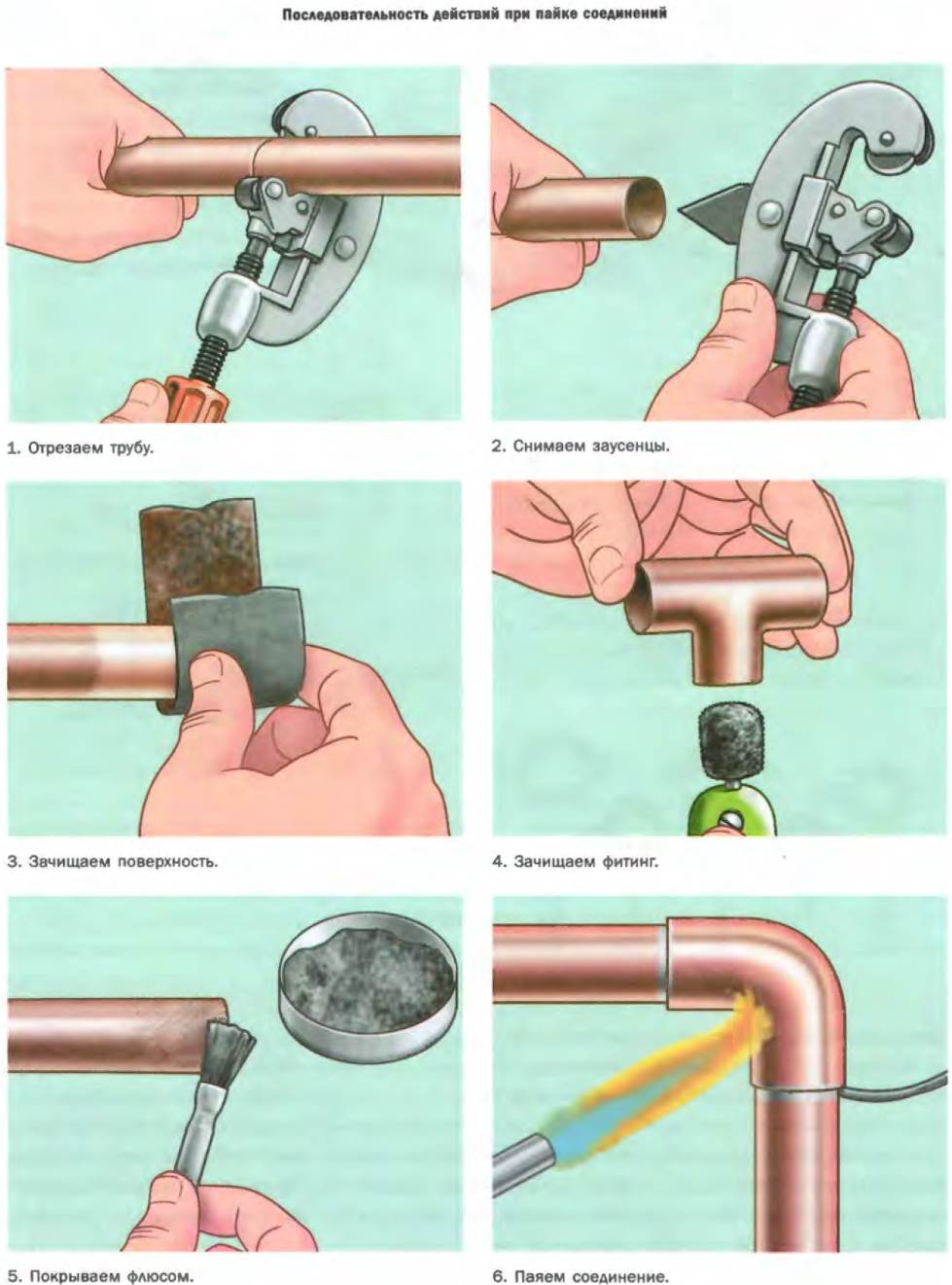 Соединению необходимо время для охлаждения, поэтому место пайки желательно не трогать, дав какое-то время для затвердения припоя.
Соединению необходимо время для охлаждения, поэтому место пайки желательно не трогать, дав какое-то время для затвердения припоя.
При нагреве фитинга и трубы будте внимательны, чрезмерный и длительный перегрев может повлечь за собой деформацию медных деталей.
При недогреве припой не будет втягиваться в зазор, он будет ложиться неровными фрагментами, не растекаясь как ему положено.
Для более быстрого остывания соединенных частей к месту пайки можно приложить мокрую ткань.
stroimasterskaya.ru
Смотреть видео, как паять медные трубы и фитинги
Читаем по теме:
статья — Технология монтажа обжимных фитингов
статья — Металлопластик, трубы и фитинги
статья — Как спрятать трубы в ванной?
Показать еще статьи из рубрики — СантехникаПОСЛЕДНИЕ СТАТЬИ
Как влияет изменение давления на процесс обратного осмоса Применение процесса обратного осмоса давно используется при очистке воды и других жидкостей. |
Как сэкономить на отделке фасада Многих владельцев частных строений волнует вопрос, чем отделать дешево фасад домов. Подробнее |
Полимерные канализационные колодцы Что такое пластиковые колодцы для канализации и в чем их отличия от бетонных изделий… Подробнее |
Покупаем газонокосилку Колесные газонокосилки, как правильно выбрать газонокосилку, их конструктивные особенности, различия, плюсы и минусы… Подробнее |
Главные преимущества термодома В последнее время все большее число людей стремится заниматься самостоятельным возведением жилья. При этом многие задаются вопросом о том, какие материалы необходимо подобрать. Для успешного выполнения всех работ, нужно обратить внимание на новую, но достаточно популярную технологию – термодом. |
Как спрятать трубы в ванной? Чаще всего трубы не украшают помещение. Исключение составляют лишь авторские дизайн-проекты. В обычном доме водопровод лучше убирать в специальные короба. Как это сделать правильно, давайте узнаем подробней… Подробнее |
Скважинные насосы от производителей из Европы Независимо от того для каких целей скважину необходимо сделать, для подачи воды из недр используют скважинные насосы. От сроков службы и качества этих механизмов зависит бесперебойность водоснабжения и автономность подачи ее в дома… Подробнее |
Художественная и декоративная обработка дерева Дерево – тот уникальный материал, который используется человеком на протяжении тысячелетий и, несмотря на это, не теряет своей популярности. |
Основные виды кровли Наиболее распространенные виды кровельных покрытий. Описание положительных и отрицательных качеств самых используемых кровельных материалов… Подробнее |
Какое покрытие выбрать для кухонного пола Для получения на кухне хорошего и добротного пола, следует позаботиться о тщательном выборе напольного покрытия… Подробнее |

 ..
..
технология и виды соединений, монтаж, инструменты для установки и ремонта
Медные коммуникации постоянно пользовались устойчивым спросом. Для кого-то они являются признаком состоятельности, кого-то привлекает долговечность таких систем. Но какой бы не была причина, у таких систем не отберешь самого главного — отличных эксплуатационных характеристик при простоте монтажа.
Для получения качественного неразъемного соединения чаще всего применяется опрессовывание или сварка медных труб методом капиллярной пайки.
Правила безопасности при пайке медных труб
Любые работы по сварке или пайке, тем более с применением источников открытого пламени, должны вестись после ознакомления с основными мерами безопасности.
- Работы должны вестись только в хорошо проветриваемых помещениях.
- Исполнитель должен быть обеспечен средствами защиты, предотвращающими ожоги от нагретого или расплавленного металла или источника открытого пламени.
- Так как технология сварки медных труб требует применения газобаллонного оборудования, необходимо выполнение всех требований, связанных с его эксплуатацией.
Оборудование и материалы, необходимые для пайки
Как и любой технологический процесс, пайка требует применения специальных приспособлений и средств. В первую очередь, необходимы следующие инструменты для пайки труб из меди.
Горелка. Она может быть различной конструкции. При выборе стоит учитывать, с каким припоем вы собираетесь работать, ведь для каждого из них нужна определенная температура.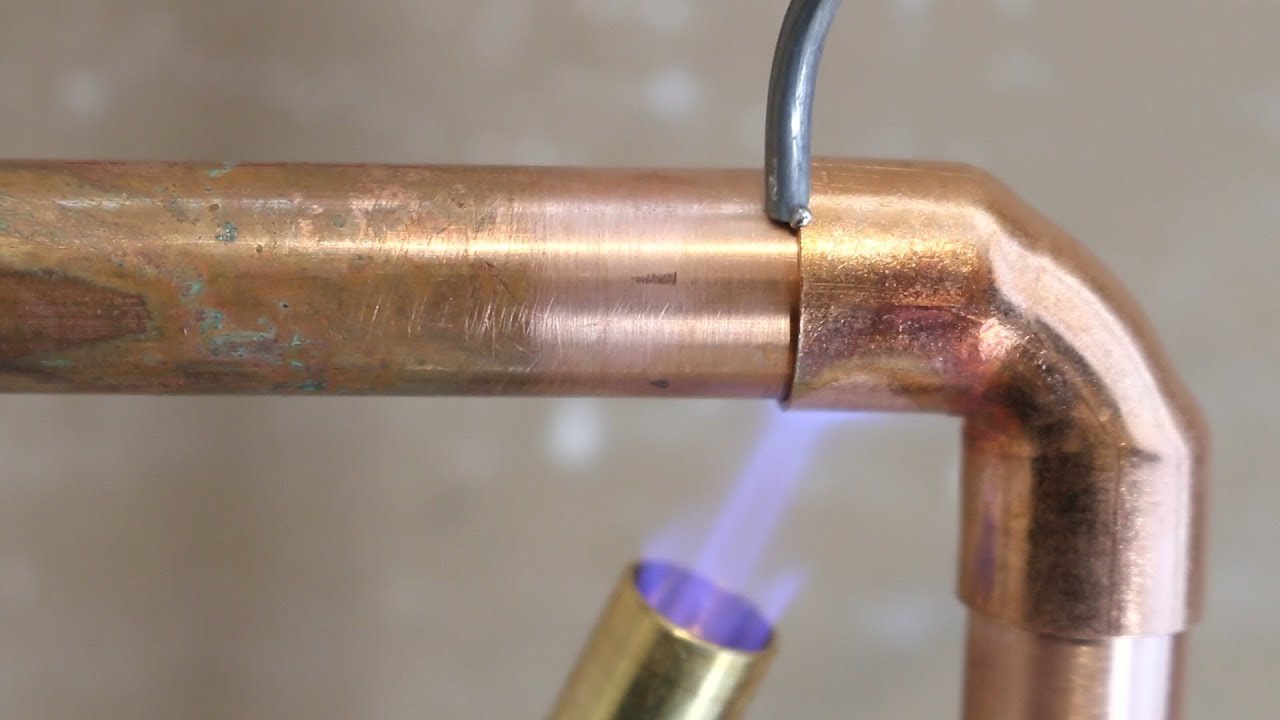
Конструктивно, горелки могут работать:
- от одноразовых баллончиков с горючим газом (более компактный вариант),
- от стандартных заправляемых баллонов.
Труборез для медных трубВ качестве газа обычно выступает смесь кислорода с ацетиленом или обычный пропан, это опять же зависит от требуемой температуры горения.
Для резки заготовок лучше всего применять специальные труборезы. В принципе, можно обойтись и простой ножовкой, но с ней очень проблематично выполнить обрезку в некоторых тяжело доступных местах, да и чистота реза будет невысокой. Стоимость инструмента напрямую зависит от диаметра труб, которые им можно обрезать.
Соединение медных труб без дорогостоящих фитингов, методом телескопической стыковки (одна трубка входит в другую, имеющую несколько больший диаметр), с последующей капиллярной пайкой твердым припоем, можно вполне осуществить для бытовых водопроводных и отопительных сетей, температура воды в которых не превышает 110 градусов. Для этого нужен специальный труборасширитель.
Для этого нужен специальный труборасширитель.
Помните, что длина стыка не должна быть меньше диаметра заготовки.
Для устранения заусениц и задиров на обрезе заготовки необходимо устройство для снятия фаски, они также выпускаются в различных модификациях.
Для пайки трубопроводов различного назначения, а тем более элементов, которые будут работать в особо ответственных условиях, необходимы специальные припои.
- Стандартный. Применяется наиболее часто, но не рекомендован для применения в системах питьевого водоснабжения.
- Мягкий припой. Расходный материал, применяемый для пайки фитингов и изделий из красной бронзы, широко применяется для соединения медной трубы посредством латунных фитингов.
- Твердые припои. Наиболее востребованные припои при соединении медных труб. Его применение при капиллярной пайке практически любых коммуникаций, даже газовых линий, обеспечивает надежное соединение. Такие припои, относящиеся к категории медно-фосфорных серебросодержащих расходных материалов для пайки, не требуют дополнительного применения флюса. Однако, не рекомендуются при соединении изделий из алюминиевой бронзы и сплавов, содержащих больше чем 10% никеля, это обусловлено некоторой хрупкостью припоя.
- Серебряные припои являются наиболее дорогими, но с их помощью можно выполнять соединения различных цветных материалов.
 Однако, не рекомендуются при соединении изделий из алюминиевой бронзы и сплавов, содержащих больше чем 10% никеля, это обусловлено некоторой хрупкостью припоя.
Однако, не рекомендуются при соединении изделий из алюминиевой бронзы и сплавов, содержащих больше чем 10% никеля, это обусловлено некоторой хрупкостью припоя.Для предотвращения образования окислов в месте пайки, при применении стандартных и мягких припоев, обязательна обработка флюсом.
Теоретические основы пайки капиллярным методом
Такой вид пайки основан на применении эффекта капиллярного (поверхностного) натяжения жидкостей. Суть этого явления заключается в следующем.
При наличии минимальных зазоров, (расстояние между стенками труб составляет от 0,025 до 0,4 мм в зависимости от диаметра заготовок), расплавленный припой (фактически жидкость), за счет силы смачивания, сам растекается по всему соединению.
При этом возможно даже движение припоя снизу вверх, как по капилляру. Пайка медных труб при помощи данного метода обеспечивает максимальную надежность соединения.
Технология пайки медных труб
Итак, уяснив кое-что из теории пайки, вооружившись необходимыми инструментами и материалами, можно приступать непосредственно к процессу.
В случае необходимости произвести ремонт медных труб с частичной заменой, при помощи трубореза вырезаем пришедший в негодность участок.
Как уже говорилось, для бытовых сетей возможна пайка без фитингов. Для этого, при помощи труборасширителя, увеличиваем объем одной из заготовок.
При этом следует помнить, необходимо максимальное соблюдение точности размеров, в противном случае рискуете получить брак, припой не растечется, как следует.
Длина стыка не должна быть меньше внутреннего диаметра соединяемых частей.
Снимаем фаску с заготовок, удаляем грязь и окислы при помощи специальных щеток или ершиков (применение абразивных веществ или инструментов для этих целей не допускается). От качества этого этапа также зависит, насколько успешным выйдет у вас монтаж медных труб своими руками
При необходимости обрабатываем края флюсом, соединяем заготовки.
Приступаем к прогреву соединяемых элементов при помощи горелки. Для большей эффективности процесса рекомендуется применять специальные отражатели, закрепленные на горелке. С их помощью прогревается весь массив трубок.
Весь стык должен быть прогрет до температуры, несколько превышающей температуру плавления припоя. Не допускается нагревание отдельных участков трубы до значений, соизмеримых с точкой плавления меди. Именно поэтому монтаж медных трубопроводов должен осуществляться при наличии определенной сноровки.
Оптимальная температура определяется следующим образом. Предварительно прогретый припой при касании поверхности нагретой трубки должен начинать плавиться. При выполнении этого условия можно начинать пайку. Расплавленный припой, при соблюдении всех условий, будет практически всасываться в соединение.
После того, как весь стык будет пропаян, заготовку необходимо уложить на ровную поверхность, при этом не допускается деформация или прогиб. Продолжать работу с элементом можно только после полного остывания, но не ранее чем через час.
Продолжать работу с элементом можно только после полного остывания, но не ранее чем через час.
Хотелось бы заметить один момент, установка медных труб, конечно, требует наличия определенных навыков. Но при наработке опыта, чаще всего, случается ошибка, с ним не связанная, особенно это касается пайки деталей, состоящих из нескольких соединяемых при помощи фитингов заготовок. Обычно, в стремлении пропаять стык как можно быстрее, из виду теряется правильное расположение деталей по отношению друг к другу. Поэтому, обращайте на это особое внимание.
Процедуры пайки труб и трубок
ОБРЕЗАТЬ ТРУБА ПЛОЩАДЬ
Отрежьте до необходимой длины с помощью труборез или ножовки. Если используется ножовка, также следует использовать приспособление для распиловки, чтобы обеспечить прямоугольные пропилы. Удалите все внутренние и внешние заусенцы с помощью развертки, напильника или другого инструмента для зачистки кромок. Если труба некруглая, ее следует довести до нужного размера и округлости с помощью калибровочного инструмента.
Если труба некруглая, ее следует довести до нужного размера и округлости с помощью калибровочного инструмента.
ЧИСТЫЙ КОНЦ ТРУБКИ И ВНУТРЕННЯЯ ПОВЕРХНОСТЬ ФИТИНГА
Поверхности стыков должны быть чистыми и свободными от масел, смазок или оксидов.Поверхности можно должным образом очистить перед пайкой, протерев щеткой из нержавеющей стали или сильно потерев наждачной бумагой или Scotch Brite®. Если присутствует масло или жир, очистите его коммерческим растворителем. Не забудьте удалить мелкие инородные частицы, например, наждачную пыль, протерев чистой сухой тканью. Поверхность стыка ДОЛЖНА быть чистой.
ВЫБОР ПЕЧИ
См. Руководство по выбору присадочного металла Harris для получения информации о рекомендуемом выборе припоя.При пайке меди с медью рекомендуются такие сплавы, как Dynaflow®, Stay-Silv® 5 или Stay-Silv® 15. Эти сплавы содержат фосфор и самофлюсуются на меди. При пайке латунных или бронзовых фитингов с этими сплавами требуется белый флюс Stay-Silv®. При пайке чугуна, стали или других черных металлов выберите один из припоев Stay-Silv®, например, Safety-Silv® 45 или Safety-Silv® 56 с белым припоем Safety-Silv®. Не используйте фосфорсодержащие сплавы, так как соединение может быть хрупким.Чтобы оценить необходимое количество припоев, обратитесь к таблице Harris Estimating Brazing Alloys.
При пайке чугуна, стали или других черных металлов выберите один из припоев Stay-Silv®, например, Safety-Silv® 45 или Safety-Silv® 56 с белым припоем Safety-Silv®. Не используйте фосфорсодержащие сплавы, так как соединение может быть хрупким.Чтобы оценить необходимое количество припоев, обратитесь к таблице Harris Estimating Brazing Alloys.
НАДЛЕЖАЩАЯ ФЛЮСОВАЯ важна, потому что флюс поглощает оксиды, образующиеся при нагревании, и способствует течению присадочного металла. При использовании белого флюса Stay-Silv® наносите его только кистью. Чтобы предотвратить избыточный остаток флюса внутри охлаждающих трубопроводов, нанесите тонкий слой флюса только на охватываемые трубки. Вставьте трубку в фитинг и, если возможно, поверните фитинг на трубке один или два раза, чтобы обеспечить равномерное покрытие.Белый флюс для пайки Stay-Silv® доступен в банках на 7 унций, 1/4 фунта, 1/2 фунта, 1 фунт, 5 фунтов, 25 фунтов и 60 фунтов.
СБОРКА ТРУБКИ И ФИТИНГОВ
Вставьте конец трубки с флюсом в фитинг. Поддерживайте опору, чтобы обеспечить правильное выравнивание, пока припой не затвердеет. После пайки поддерживайте опору в течение нескольких секунд (или больше) в зависимости от размера области соединения.
Поддерживайте опору, чтобы обеспечить правильное выравнивание, пока припой не затвердеет. После пайки поддерживайте опору в течение нескольких секунд (или больше) в зависимости от размера области соединения.
Теперь сборка готова к пайке с использованием припоя в виде прутка, проволоки или катушки, вручную подаваемой в соединение.
НАСТРОЙКА ПЛАМЕНИ ФАКЕРА
Кислород / ацетилен. Для большинства работ по пайке с использованием кислородно-ацетиленовых газов следует использовать науглероживающее или нейтральное пламя. Нейтральное пламя имеет четко выраженный внутренний конус. См. Диаграмму. Избегайте окислительного пламени. Избыток ацетилена удаляет поверхностные оксиды из меди. Медь будет казаться яркой, а не тусклой или почерневшей из-за неправильного окислительного пламени.
Воздух / ацетилен с использованием наконечников вихревого сгорания.
Пайка с использованием воздушно-ацетиленовой горелки — популярная альтернатива кислородной смеси топливного газа. Поток топливного газа всасывает воздух в смеситель, который содержит внутреннюю лопатку, которая вращает газ для улучшения сгорания и повышения температуры пламени.
Поток топливного газа всасывает воздух в смеситель, который содержит внутреннюю лопатку, которая вращает газ для улучшения сгорания и повышения температуры пламени.
Если в резервуаре есть манометр нагнетания, установите давление нагнетания 14-15 фунтов на квадратный дюйм. Если в баке есть только манометр содержимого, давление подачи предварительно настроено на заводе, поэтому полностью откройте регулировочный винт регулятора, повернув его по часовой стрелке до упора.«
Откройте значение резака. Открытие примерно на 3/4 оборота обеспечит подачу достаточного количества топливного газа. Не пытайтесь измерить давление (уменьшить пламя) с помощью клапана ручки горелки. Если требуется более высокое или более низкое пламя, замените наконечник на другой размер.
ОБОГРЕВ СОЕДИНЕНИЯ
Всегда держите резак в коротком движении. Тогда …
1. Начните нагревать трубку, сначала направив пламя в точку, непосредственно примыкающую к фитингу. Поочередно работайте пламенем вокруг трубки и фитинга, пока они не достигнут температуры пайки, прежде чем наносить припой.
2. Когда используется флюс, он будет хорошим ориентиром для температуры. Продолжайте нагревать трубку до тех пор, пока флюс не перейдет в температурный диапазон «пузырьков» и не станет бесшумным, полностью жидким и прозрачным и не будет иметь вид чистой воды.
3. Направьте пламя от трубки к основанию фланца фитинга и нагрейте до тех пор, пока флюс, остающийся в фитинге, также не станет полностью жидким.
4. Проведите пламенем вперед и назад вдоль оси собранного соединения, трубы и фитинга, чтобы получить и затем поддерживать равномерный нагрев в обеих частях.
ПРИМЕНЯЙТЕ ПАТРИТНЫЙ СПЛАВ
Заправьте сплав в стык между трубкой и фитингом. Только после того, как основные металлы будут нагреты до температуры пайки, следует добавлять присадочный металл. В это время пламя может быть обнаружено на мгновение до кончика присадочного металла, чтобы начать процесс плавления. Всегда поддерживайте нагревание как фитинга, так и трубки, направляя пламя на трубку и фитинг, когда припой втягивается в соединение. Припой будет диффундировать и полностью заполнить все области соединения. Не продолжайте подачу припоя после заполнения области стыка. Лишние галтели не улучшают качество или надежность пайки и являются отходами материала.
Припой будет диффундировать и полностью заполнить все области соединения. Не продолжайте подачу припоя после заполнения области стыка. Лишние галтели не улучшают качество или надежность пайки и являются отходами материала.
ПРИ ВЫПОЛНЕНИИ ВЕРТИКАЛЬНЫХ СПЛАВНЫХ СОЕДИНЕНИЙ сначала нагрейте трубку, затем нагрейте фитинг. Важно равномерно нагреть оба куска. Держите пламя направленным к арматуре. Если труба перегрета, припой может стекать по трубе, а не в стык.
ПРИ ВЫПОЛНЕНИИ ГОРИЗОНТАЛЬНЫХ СОЕДИНЕНИЙ сначала нагрейте трубу по окружности, а затем нагрейте фитинг. Решение о том, где начать подачу сплава, будет зависеть от размера трубы и предпочтений оператора. Однако на трубе большого диаметра иногда лучше всего начинать с нижней части трубы. Когда сплав затвердевает, он создает «заслонку» и помогает предотвратить вытекание припоя из стыка по мере заполнения оставшейся части соединения. При добавлении сплава убедитесь, что и труба, и фитинг прогреты.
ОЧИСТКА ПОСЛЕ ПРЕЙТИ
Все остатки флюсов необходимо удалить для осмотра и испытаний под давлением. Сразу после схватывания припоя закалите его или нанесите влажной кистью или тампоном на трещину и удалите остатки флюса. При необходимости используйте наждачную бумагу или металлическую щетку.
Как ПРАВИЛЬНО паять (СЕРЕБРЯНЫЙ ПАЙ) медную трубу: 5 шагов (с изображениями)
Инструменты и типы присадочных материалов варьируются от паяного до паяного, поэтому давайте рассмотрим их оба вместе.
При пайке трубопроводов для питьевой воды вы будете использовать этот тип припоя, который называется 95/5. Этот тип припоя нельзя использовать при пайке, поэтому вам понадобится присадочный материал. На рынке представлено множество типов наполнителей, и вам нужно будет выбрать подходящий в зависимости от того, какую работу вы выполняете. В случае каких-либо сомнений, продукция Harris предоставляет очень четкую диаграмму того, какой тип прутка для пайки использовать для различных типов соединяемых материалов. Для этой демонстрации я буду использовать Stay-silv 15, который содержит 80% меди, 15% серебра и 5% фосфора.Вам понадобится стержень, содержащий фосфор, поскольку они самофлюсуются, что избавляет от необходимости наносить флюс на трубу.
Для этой демонстрации я буду использовать Stay-silv 15, который содержит 80% меди, 15% серебра и 5% фосфора.Вам понадобится стержень, содержащий фосфор, поскольку они самофлюсуются, что избавляет от необходимости наносить флюс на трубу.
Если серебряный припой плавится при гораздо более высокой температуре, вам потребуется больше тепла, чем для обычного паяного соединения.
Пайка труб меньшего размера возможна с помощью небольшой пропановой горелки, но для труб большего размера, например от 1 дюйма и выше, требуется больше тепла, поэтому рекомендуется использовать кислородно-ацетиленовую систему с соответствующей горелкой, так как серебряный припой плавится при более высокой температуре обычный припой.Кислородно-ацетилен горит намного сильнее, при температуре 3500 * C или 6330 * F, по сравнению с пропаном, который горит примерно при 1995 * C или 3620 * F.
И, наконец, фонарик. При пайке используется такая горелка, так как нужен только один газ. Кроме того, пропановые горелки не излучают столько тепла, как кислородно-ацетиленовые горелки.
Я использую этот кислородно-ацетиленовый комплект для подключения резака от Harris, электротехнической компании Lincoln, который отлично подходит для таких легких задач пайки, как эта. Он поставляется в сумке для переноски и имеет 2 бака, 1 для кислорода и 1 для ацетилена, также есть 2 регулятора для каждого газа и собственно горелка.Вы также заметите наконечники для фонарей, которые идут в комплекте, но мы поговорим об этом позже в видео. Вы можете использовать такую простую установку воздух / ацетилен, как эта, но она значительно длиннее и не дает вам чистого стыка, как это делает комплект кислород / ацетилен. Однако они более экономичны и их легче носить с собой в ограниченном пространстве, поэтому используйте то, что лучше для вас.
Еще кое-что, о чем вы можете подумать, — это убедиться, что в вашем фонаре есть пламегасители для кислорода и ацетилена. Большинство новых фонарей имеют встроенные фонари.Раньше они были отдельными, и их нужно было устанавливать на самом шланге. Так что просто убедитесь, что они есть в вашем комплекте, так как они не позволят пламени попасть в ваш резервуар, чего вы на самом деле не хотите.
Так что просто убедитесь, что они есть в вашем комплекте, так как они не позволят пламени попасть в ваш резервуар, чего вы на самом деле не хотите.
Еще кое-что, о чем я упомяну в видео, — это проволочные щетки, смотровое зеркало и огнетушитель.
Хорошо, так что давайте начнем
Пайка меди — Weld Guru
Пайка меди применяется, когда требуется большая прочность соединения или для систем, работающих при температуре 350 градусов или выше.
Типичное использование:
- Противопожарная защита
- Кондиционирование и охлаждение
- Распределение топливного газа
- Водоснабжение
Паять как кислородсодержащую, так и бескислородную медь можно для получения соединения с удовлетворительными свойствами. Полная прочность паяного соединения отожженной меди будет достигнута с помощью соединения внахлест.
Используемое пламя должно быть слегка науглероженным. Все серебряные припои можно использовать с соответствующими флюсами. Со сплавами медь-фосфор или медь-фосфор-серебро паяное соединение может быть выполнено без флюса, хотя использование флюса приведет к лучшему внешнему виду соединения.
Со сплавами медь-фосфор или медь-фосфор-серебро паяное соединение может быть выполнено без флюса, хотя использование флюса приведет к лучшему внешнему виду соединения.
Видеоинструкции по пайке медных труб
Медная пайка против пайки
Большая часть пайки производится при температуре от 350 до 600 градусов. Выполняется пайка меди, например, для пайки швов при температуре от 1100 до 1500 градусов.
Медные паяные соединения
Медные паяные соединения используются, когда требуется большая прочность соединения или когда система, в которой используются соединения, работает под углом более 350 градусов.
Стыковые, нахлесточные и косые соединения используются в операциях пайки, независимо от того, являются ли соединительные элементы плоскими, круглыми, трубчатыми или неправильными сечениями.
Зазоры для проникновения присадочного металла, за исключением стыков труб большого диаметра, не должны превышать 0,002–0,003 дюйма (0,051–0,076 мм).
Зазоры для соединений труб большого диаметра могут составлять от 0,008 до 0,100 дюйма (от 0,203 до 2,540 мм).
Соединение может быть выполнено со вставками из присадочного металла или же присадочный металл может подаваться снаружи после того, как соединение будет нагрето до надлежащей температуры.
Соединение косой кромкой используется для соединения ленточных пил и для соединений, где двойная толщина нахлеста нежелательна.
Инструкции по пайке медных труб
Выполните все эти шаги в тот же день. Смотрите видео в верхней части этой страницы для получения полных инструкций.
- Отметьте трубку нужной длины.
- Обрежьте трубу ножовкой, труборезом или другим предпочтительным способом.
- Разверните концы отрезанной трубки, чтобы удалить металлические зазубрины. Инструменты, которые могут развернуть трубу, включают лезвие для развёртывания (есть на труборезах), полукруглый напильник или инструмент для удаления заусенцев
- Подготовьте стыки, очистив участки для пайки от окислов и масла. Используйте песчаную ткань или абразивную подушку. Расстояние между трубкой и фитингом должно составлять 0,004 дюйма.
Подготовка к пайке меди путем испытания посадки трубы.
- Вставьте трубку в фитинг, чтобы обеспечить плотное прилегание, но при этом также остается достаточно места для капиллярного действия припоя.Около 0,0004 дюйма. Если возможно, переверните трубку. Прочно поддерживайте трубку.
Пайка медных труб
- Держите пламя перпендикулярно трубке и предварительно нагрейте трубку и чашку фитинга. Не перегревайте, так как это может вызвать возгорание флюса. Предпочтительно использовать кислородную горелку с нейтральным пламенем. Держите пламя в движении и не задерживайтесь на какой-либо части трубки. Если вы используете флюс для удаления и растворения оксида, используйте перчатки, не наносите его голыми руками. Беречь от порезов, рта и глаз.Обратите внимание, что при пайке медных трубок для заворачивания медных фитингов с использованием припоя BCuP можно использовать припой, но это не обязательно.
При использовании флюса нагрейте его равномерно, пока флюс не станет прозрачным (следуйте указаниям производителя).
Обратите внимание, что на трубках с большей окружностью труднее поддерживать требуемую однородную температуру. Необходим предварительный нагрев всей арматуры. Вторая горелка также может помочь поддерживать необходимое тепло. - Коснитесь присадочным металлом стыка, который должен начать плавиться.Наносите в точке, где трубка входит в гнездо фитинга. Когда наплавленный металл расплавится, приложите источник тепла к основанию чашки. Если соединение находится в горизонтальном положении, нанесите припой немного не по центру внизу. Вставьте припой прямо в соединение, удерживая горелку у основания фитинга и прямо перед точкой нанесения припоя. (см. видео выше) Держите пламя подальше от присадочного металла. Температура самого стыка должна расплавить присадочный металл. Пламя должно быть немного впереди нанесения присадочного металла.Выполните ту же процедуру для вертикальных стыков.
Прекратите нагревание, как только увидите готовое филе.
- Дайте стыку остыть без использования воды. После охлаждения удалите флюс влажной тряпкой.
 Инструменты, которые могут развернуть трубу, включают лезвие для развёртывания (есть на труборезах), полукруглый напильник или инструмент для удаления заусенцев
Инструменты, которые могут развернуть трубу, включают лезвие для развёртывания (есть на труборезах), полукруглый напильник или инструмент для удаления заусенцев Беречь от порезов, рта и глаз.Обратите внимание, что при пайке медных трубок для заворачивания медных фитингов с использованием припоя BCuP можно использовать припой, но это не обязательно.
Беречь от порезов, рта и глаз.Обратите внимание, что при пайке медных трубок для заворачивания медных фитингов с использованием припоя BCuP можно использовать припой, но это не обязательно. Температура самого стыка должна расплавить присадочный металл. Пламя должно быть немного впереди нанесения присадочного металла.Выполните ту же процедуру для вертикальных стыков.
Температура самого стыка должна расплавить присадочный металл. Пламя должно быть немного впереди нанесения присадочного металла.Выполните ту же процедуру для вертикальных стыков.Обратите внимание на то, что некоторые установки для пайки, такие как системы медицинского газа и ACR, требуют использования инертного газа во время процесса пайки меди.
Это исключает возможность образования оксида на внутренней поверхности трубы.
Ссылки для пайки меди
Ассоциация производителей меди
Назад в будущее с пайкой меди
Помните, когда медь широко использовалась в мобильных системах кондиционирования воздуха? Ганс Фернквист знает. Он является ведущим техническим экспертом по климатическим системам кондиционирования воздуха в Volvo Car Corp. и уже почти 20 лет активно участвует в разработке и написании стандартов SAE и ISO по мобильному кондиционированию воздуха (MAC). По его словам, в старых автомобилях Volvo кондиционеры были сделаны из механически расширенных медных трубок, которые защищали от неприятных запахов от бактерий и грибков.
По его словам, в старых автомобилях Volvo кондиционеры были сделаны из механически расширенных медных трубок, которые защищали от неприятных запахов от бактерий и грибков.
Автор: Найджел Коттон Отредактировано Джессикой Шапиро Ключевые моменты Сплавы меди не разработаны • теряют прочность после пайки. Resources CuproBraze Alliance, cuprobraze.com , имеет Справочник CuproBrazing, видеообъяснения и список поставщиков. Copper Development Association, Copperinfo. |
«Медно-латунный охлаждающий сердечник, наконец, может решить проблему кондиционирования воздуха с неприятным запахом», — отметил он в недавней статье.
Помимо запаха, алюминий имеет более низкую теплопроводность и прочность, чем медь.Возникает вопрос: почему он был прекращен за последние 30 лет?
Возвращение меди?
Ранние кондиционеры, начиная с дебютной модели AC в 1939 году, изготавливались из меди и латуни. Высокая теплопроводность меди сделала ее естественным выбором для пластин и теплообменников. Однако большинство этих систем были спаяны сплавами олова и свинца.
Хотя к 1969 году более половины всех проданных автомобилей были оснащены кондиционерами, в 1970-е годы производители стремились исключить свинец из своей продукции и переходили на алюминиевые компоненты, которые можно было паять с использованием новых на тот момент процессов.Пайка алюминия не требует отдельного присадочного материала. Вместо этого высокореакционные соединения фтора при высоких температурах удаляют пассивирующий Al 2 O 3 перед пайкой.
Вместо этого высокореакционные соединения фтора при высоких температурах удаляют пассивирующий Al 2 O 3 перед пайкой.
Для медных сплавов пайка и пайка требуют плавления присадочного металла, заливки его в соединение и связывания с основным металлом. Однако припои плавятся при температуре ниже 450 ° C, тогда как при пайке по определению используются присадочные металлы с более высокими температурами плавления. При температурах пайки присадочный металл сплавляется с основным металлом, но основной металл не плавится, как при сварке.
Медные сплавы в то время были значительно ослаблены воздействием температуры пайки. Алюминий в целом был слабее, но мог выдерживать более высокие температуры без разрушения.
Новаторская конструкция алюминиевых теплообменников позволила более низкопрочному материалу с более низкой теплопроводностью превзойти по характеристикам медные конструкции предыдущего поколения. Алюминий также имел репутацию чудо-металла, который, по утверждениям производителей, исключит токсичные материалы из производства.
Спустя десятилетие после отказа от лидерства у отрасли МАК возникли более серьезные химические проблемы: хлорфторуглероды (CFC) разъедают озоновый слой. По мере того как озоновая дыра уменьшалась, регулирующие органы обратили внимание на потенциал глобального потепления (ПГП) гидрофторуглеродных хладагентов, пришедших на смену ХФУ. Хладагенты с низким ПГП, в том числе CO 2 высокого давления, требуют некоторой модернизации систем MAC. Например, охлаждающая жидкость CO 2 , также известная как R744, требует давления 133 бара по сравнению с 30 барами для обычных гидрофторуглеродов.
Стремление к снижению энергопотребления — еще одна движущая сила модернизации MAC. Производители хотят компактные, легкие конструкции теплообменников, которые обладают такой же охлаждающей способностью при меньшей нагрузке на автомобильные двигатели или аккумуляторы. Под легким весом подразумеваются тонкие калибры и материалы с высокой удельной прочностью. Более низкая площадь поперечного сечения материалов из тонких материалов также позволяет воздуху более свободно проходить через сердечники теплообменника. В результате более низкий перепад давления повышает эффективность и экономию топлива.
В результате более низкий перепад давления повышает эффективность и экономию топлива.
Эффективные конструкции МАП часто нагреваются сильнее, чем конструкции предыдущего поколения.Сплавы, которые в настоящее время рассматриваются для изготовления латунных труб и медных ребер в теплообменниках, имеют предел прочности на разрыв от 340 до 400 МПа при 25 ° C и сохраняют от 70 до 75% своей прочности при 250 ° C. Алюминиевые сплавы для того же применения имеют прочность при 25 ° C от 150 до 180 МПа и сохраняют только 25-50% своих свойств при 250 ° C.
Водители тоже проводят больше времени в своих машинах. В то время как MAC стал необходимостью для комфорта и стоимости при перепродаже, неприятные запахи, которые могут исходить от алюминиевых систем MAC, отвлекают от восприятия качества потребителями и вызывают беспокойство о бактериях или спорах плесени в воздухе автомобиля.
В марте 2008 года Агентство по охране окружающей среды США признало растущий объем исследований, частично финансируемых Международной ассоциацией меди и Ассоциацией разработки меди, показывающих, что медные поверхности замедляют или устраняют активность бактерий и грибков. Агентство теперь позволяет торговцам продавать медь и некоторые из ее сплавов на основании их антимикробных свойств, первый твердый материал, позволивший такое требование.
Наконец, изначальный недостаток меди — необходимость пайки на основе свинца — был устранен в последние годы с разработкой экологически безопасного процесса пайки медно-латунных компонентов.Процесс Cupro-Braze был специально разработан для производства теплообменников для автомобилей, грузовиков большой грузоподъемности и промышленных теплообменников с использованием недорогих и экологически чистых технологий. Международная медная ассоциация бесплатно лицензирует технологию CuproBraze для производителей.
В усовершенствованных теплообменниках используются плоские трубы для отвода горячей рабочей жидкости от двигателя или турбокомпрессора. Геометрия обеспечивает максимальный контакт между жидкостью и стенками трубки. Эти стенки, в свою очередь, контактируют с ребрами, которые отводят тепло от рабочей жидкости.Высокая теплопроводность и хорошая прочность медных ребер позволили дизайнерам сделать их более тонкими, сохранив при этом характеристики алюминия. Боковые опоры, коллекторы и резервуары завершают ядро системы.
Для создания типичного теплообменника с помощью высокочастотного индукционного нагрева (или высокочастотной сварки) трубы изготавливаются из латунной ленты. ВЧ сварка работает на стенках с толщиной стенки 110 мкм и более и не оставляет неровностей шва, мешающих сборке сердечника. Трубообразователь также обрезает трубки по длине, прежде чем трубный распылитель нанесет припой на внешний диаметр труб.Новые конструкции многоканальных труб из лент из медного сплава также оцениваются для использования в компонентах систем кондиционирования воздуха.
Гофроагрегат преобразует медные полосы в ребра, которые затем разрезаются по длине и собираются для передачи в зону сборки. Там рабочие или полуавтоматика вставляют между трубками сложенные ребра.
Затем прикрепляются боковые опоры, и специализированное оборудование вставляет концы труб узлов труб и ребер в отверстия в пластинах коллектора, которые удерживают узел вместе.Машины для нанесения шлама коллектора покрывают отверстия паяльной пастой. Равномерное нанесение пасты повышает надежность системы. Наконец, вся сборка отправляется в печь для пайки при температуре от 600 до 650 ° C.
Сплавы, используемые в обычных медных и латунных радиаторах, предназначены для пайки при температуре ниже 450 ° C. Длительное воздействие высоких температур приводит к эффективному отжигу металлов, что снижает их предел текучести при комнатной температуре. Стандартная текучесть латуни составляет около 310 Н / мм 2 при 25 ° C, но этот показатель падает до примерно 80 Н / мм 2 после 2-минутного отжига при 650 ° C.
Свойства ухудшаются, потому что во время температурного воздействия атомы металла перемещаются через свою решетку посредством твердотельной диффузии. Механизм излечивает дислокации решетки и другие дефекты, которые обрабатываются холодной обработкой металла для его укрепления.
Отжиг зависит от времени и температуры. Эффект становится более выраженным, когда температуры приближаются к температуре плавления металлов, хотя они могут значительно потерять прочность и при более низких температурах. Таким образом, несмотря на то, что пайка обещает прочные соединения, конструкторы теплообменников не могли воспользоваться ею до тех пор, пока не были разработаны устойчивые к отжигу медные сплавы.Новые латунные сплавы, например, имеют предел текучести 350 Н / мм 2 при 25 ° C и теряют около 50 Н / мм 2 после отжига при 650 ° C.
Сплавы
Устойчивая к отжигу медь для ребер MAC основана на добавках хрома, которые образуют интерметаллические соединения меди и хрома. Сплав литейно-прокатный. Прокатка деформирует металл и заставляет хром образовывать когерентные осадки, то есть островки хрома все еще связаны с кристаллической структурой меди, хотя и деформируют решетку.
В этой форме хром снижает электропроводность сплава при поставке примерно до 60% от того, что было бы для нелегированной отожженной меди, 3,48 × 107 См / м по сравнению с 5,80 × 10 7 См / м или 100 % IACS для чистого металла. Пропорционально падает теплопроводность.
На островках хрома образуются более крупные некогерентные выделения, средний диаметр которых составляет 3 нм, во время пайки при температуре от 640 до 650 ° C. Выделения препятствуют размягчению сплава при этих температурах.После осаждения электропроводность сплава восстанавливается до 92% IACS (5,34 × 107 См / м). Теплопроводность достигает 377 Вт / м-К после пайки по сравнению с 222 Вт / м-К для сплавов с алюминиевым оребрением.
Обычная латунь, используемая для радиаторных трубок, содержит от 65 до 70% меди и от 30 до 35% цинка. Он плавится при температуре от 920 до 960 ° C. В латунных трубках CuproBraze, соединенных при более высоких температурах, используется сплав C66420, который содержит 85% меди и 14% цинка и плавится при температуре от 1010 до 1025 ° C. Высокое содержание меди защищает от коррозионного растрескивания и децинкования.Добавление примерно 0,9% железа приводит к образованию выделений размером 200 нм, которые сопротивляются перекристаллизации и помогают сплаву сохранять мелкие зерна диаметром порядка 3 мкм.
Материал для коллекторов, боковых опор и резервуаров — латунь Cu64ZnNi3 с обозначением C74400. Упрочнение в растворе из-за добавки никеля сохраняет механические свойства после операции пайки. Материал обладает хорошей прочностью даже при повышенных температурах. Кроме того, он хорошо формуется, поэтому идеально подходит для операций штамповки и прошивки при производстве жатки.
Хотя обсуждаемые здесь сплавы устойчивы к высокотемпературной пайке, большинство присадочных сплавов, обычно используемых для пайки, расплавляются при слишком высокой температуре, чтобы их можно было использовать в приложениях MAC. Только наполнители семейства CuSnNiP плавятся при достаточно низких температурах, от 590 до 650 ° C, для успешной пайки труб и ребер с использованием процесса CuproBraze. Два из этих сплавов имеют обозначения OKC 600 и VZ 2255.
Сплав OKC 600 запатентован (номер патента США 5 378 294), но на него распространяется бесплатная лицензия производителям высококачественного порошка для автомобильных и тяжелых промышленных теплообменников. .Он состоит из 4,2% никеля, 15,6% олова, 5,3% фосфора и 74,9% меди. Он плавится при температуре от 600 до 610 ° C.
VZ 2255 содержит 7% никеля, 9,3% олова, 6,5% фосфора и 77,2% меди. Его температура плавления составляет от 600 до 630 ° C. Эти сплавы не допускают холодной штамповки, поэтому плакирование трубы или ребра, соединяемых присадочным металлом, невозможно. Вместо этого наполнители могут поставляться в виде порошков, полученных путем газового распыления расплавленного материала на мелкозернистые сферы в атмосфере азота.Средний размер частиц составляет от 15 до 30 мкм, при просеивании частиц более 90 мкм. OKC600 доступен только в виде порошка, который можно смешивать с паяльными пастами.
VZ 2255 обычно поставляется в виде не содержащей органических веществ фольги толщиной от 20 до 40 мкм, полученной путем одностадийного быстрого затвердевания. Скорость процесса придает сплаву аморфную структуру с высокой пластичностью.
Чтобы упростить нанесение порошка для пайки, он поставляется предварительно смешанным со связующим на основе растворителя для образования пасты. Связующие разлагаются или чисто испаряются при температуре ниже температуры пайки, не оставляя следов на спаянных образцах.Соединения трубы с ребром, трубы с коллектором и резервуара с коллектором хорошо сочетаются с паяльной пастой.
Рабочие могут наносить пасты распылением, заливкой, окунанием, нанесением покрытия валиком и другими методами. Перед обжигом пасты на основе растворителей необходимо высушить, обычно на воздухе при температуре от 50 до 130 ° C. Более высокие температуры могут ухудшить свойства пайки пасты. После высыхания пасты тюбики или другие покрытые компоненты можно хранить в чистой среде до нескольких месяцев.
Смешивание порошков для пайки со связующими означает, что пользователи должны определять покрытие металла по весу, а не по толщине.Покрытие трубки должно добавить от 150 до 250 г / м 2 после высыхания. Хотя трубы и ребра с жесткими допусками хорошо соединяются с более тонкими слоями, может быть полезно начать с более толстого покрытия и при необходимости уменьшить его.
Паста, которая соединяет трубы с коллекторами, представляет собой более рыхлый раствор, наносимый на воздушную сторону коллектора. Наполнитель составляет около половины объема суспензии, поэтому следует наносить от 0,5 до 1,8 г в зависимости от ширины трубки. Пользователи также могут добавить небольшое количество флюса к пасте такого типа, чтобы компенсировать слегка окисленные компоненты.
Паяльная фольга может заменить или дополнить паяльную пасту; два типа наполнителей могут быть спаяны вместе и обеспечивать одинаковые свойства соединения. Фольга без связующего особенно полезна для пайки внутренних соединений, где пары от выгорания связующего могут задерживаться и нарушать паяные соединения.
Пайка
Печи периодического, полунепрерывного или непрерывного действия могут одинаково хорошо паять детали. Паяльные печи должны иметь возможность нагреваться до 700 ° C, контролировать свои температурные изменения и проводить продувку азотом.Помимо этих основных факторов, выбор печи в значительной степени определяется размером детали, объемом производства и тем, будут ли паяться все соединения детали за один проход.
Однокамерная печь периодического действия подходит для небольшой производственной линии. Трехкамерная печь с режимом работы двойной вход-выход позволяет более эффективно использовать среднюю камеру (паяльную), где время выдержки минимально. Для крупносерийного производства лучшим выбором является печь непрерывного действия, в которой детали загружаются на движущуюся ленту.
Обычно такая печь рассчитана на пайку 1500 кг / час с максимальной высотой 350 мм на ленте шириной 1200 мм. Автоматизированная система управления обеспечивает гибкость при пайке деталей различной конфигурации и массы. Четыре зоны регулирования температуры печи настроены на нагрев ядра до 650 ° C.
При повышении температуры от комнатной до 650 ° C арматура и различные части детали могут подвергаться разной степени теплового расширения. Чтобы свести к минимуму эти различия, паяльные приспособления должны иметь небольшую массу, чтобы их температура уравновешивалась с температурой сердечника радиатора во время цикла нагрева.Дизайнеры также предпочитают нержавеющую сталь простой стали в качестве инструмента, потому что коэффициент теплового расширения нержавеющей стали ближе к коэффициенту теплового расширения латуни. Они также могут выбрать слегка гибкие приспособления, которые механически реагируют на расширение и сжатие детали.
Брейзеры также должны быть внимательны к окислению во время и после цикла нагрева. Поскольку в CuproBrazing используется мало флюса или он не используется вовсе, печи для этого процесса должны продувать атмосферу азотом до тех пор, пока не останется менее 20 ppm кислорода.Больше кислорода позволяет паяльному порошку окисляться при повышенных температурах после сгорания защитного связующего. Окисленные порошки не могут полностью сплавиться с основной частью и ухудшают конечную прочность соединения.
Эффективная продувка азотом при медленном выгорании связующих позволяет выравнивать состав газа по всей детали. Медленный нагрев также помогает деталям, наполнителю и приспособлениям термически расширяться с той же скоростью, чтобы минимизировать деформацию.
При выгорании связующего образуются технологические выбросы, а постоянный поток азота вытесняет их из атмосферы пайки.Местные правила и тип связующего будут определять, нужно ли сжигать эти выбросы в кислородной атмосфере за пределами печи или разбавлять окружающей атмосферой.
Когда температура детали приближается к температуре плавления присадочного металла, эксперты рекомендуют более крутой температурный диапазон. Многие инженеры-технологи устанавливают свои печи с пропорциональным регулированием на превышение температуры пайки в этот момент, поэтому деталь может нагреваться со скоростью более 30 ° C / мин. Основной металл плавится на 300 ° C выше, чем присадочный, поэтому не стоит беспокоиться о том, что небольшое превышение температуры может повредить адгезии.
Реакция легирования начинается, как только наполнитель расплавится, но для полного смачивания некоторым соединениям может потребоваться температура от 650 до 670 ° C. Кроме того, время пайки должно быть достаточно продолжительным, чтобы сплавить присадочный материал и детали, не позволяя атомам наполнителя проникать слишком далеко в основной металл. Длительное воздействие температур пайки может ухудшить высокотемпературные свойства соединения. Небольшие блоки MAC могут быть полностью спаяны за 2–4 мин.
Детали должны охлаждаться медленно, со скоростью около 1 ° C / сек, по крайней мере, до тех пор, пока максимальная температура не достигнет 550 ° C и присадочный металл не затвердеет.Хранение деталей в инертной атмосфере до тех пор, пока они не остынут до 150 ° C или ниже, если окружающий воздух влажный, предотвращает обесцвечивание. Паяльные печи Cupro-Braze могут соединяться с секциями конвекции азота для охлаждения деталей, сохраняя при этом короткую длину печи или освобождая ее для следующего цикла. Любое изменение цвета — это только косметический эффект, а не признак слабого сустава.
Печь для пайки меди в газообразном водороде
Применение в условиях высокого вакуума (UHV) и высоких температур
Медь — это вакуумно-совместимый материал с отличными электрическими и теплопроводными свойствами.Он используется во многих сверхвысоковакуумных, высоковакуумных и высокотемпературных приложениях, а также практически во всех высокочастотных, ионно-лучевых и электронных устройствах, таких как линейные ускорители, рентгеновские трубки и лампы бегущей волны. Это также один из наиболее часто используемых паяемых металлов, которые наши клиенты покупают в нашей службе пайки в Altair Technologies. Хотя мы действительно выполняем вакуумную пайку с различными припоями, мы в основном используем водородную пайку, потому что это, возможно, лучший процесс для склеивания металлов и керамики независимо от области применения.
Кроме того, у нас есть собственные возможности обжига в сверхвысоком вакууме, используемые в качестве этапа предварительной обработки, чтобы лучше обслуживать всех наших заказчиков компонентов UHV, LINAC и RF.
Каков наилучший процесс для пайки медиПайка в печи в газообразном водороде — лучший способ припаять медь к самой себе или к другим металлам, таким как нержавеющая сталь, для обеспечения точности, прочности соединений и высокого вакуума. В результате всегда получается чистая и красивая деталь, потому что газообразный водород помогает уменьшить количество оксидов, удаляет углеводородные загрязнения и улучшает капиллярное действие (впитывание) наполнителя в шов.Метод пайки припоем или пайки горелкой использует припой через пруток для промышленного / коммерческого применения и является наиболее примитивным и загрязненным методом.
Какой тип меди лучше всего подходит для пайкиВодородная пайка требует специальной вакуумной меди OFE 101 для предотвращения образования водяного пара в водородной печи, которое приводит к вздутию или вздутию.
Процесс пайки в печи Альтаира
Здесь, в Altair Technologies, большая часть нашей продукции предназначена для применения в условиях высокого вакуума, и поэтому мы делаем большую часть нашей пайки в газообразном водороде или в атмосфере высокого вакуума.Во время процесса пайки, когда сборки нагреваются до температуры пайки, в «колпак» печи наблюдается постоянный поток газообразного водорода. Этот процесс продолжается до тех пор, пока температура деталей не опустится ниже определенной температуры, после чего колпак заполняется газообразным азотом. Продукты или узлы, которые обычно паяются водородом, включают рентгеновские трубки, трубки бегущей волны, линейные ускорители для медицинских, исследовательских и охранных приложений и аналогичные ионные или электронно-лучевые устройства. По причинам, которые будут объяснены ниже, водородная пайка, возможно, является лучшим процессом для склеивания металла и керамики независимо от области применения.
Предотвращение деформации материала, пузырей и вздутий
Возможно, наиболее важным аспектом или уроком, который следует извлечь из этой публикации, является использование специальной вакуумной меди OFE 101, как описано выше, для уменьшения возможности образования пузырей, выпуклостей или шероховатых поверхностей.
За прошедшие годы мы узнали, что не вся медь OFE одинакова и, что более важно, не все поставщики заслуживают уважения. Здесь, в Altair Technologies, мы напрямую поставляем все наши материалы для использования в условиях высокого вакуума.Когда используется материал, не содержащий OFE, оксидные включения образуют водяной пар, который создает пузыри, выпуклости или шероховатую поверхность, а припой / наполнитель исчезает в открытых границах зерен, как показано ниже. В этом случае утечки вакуума неизбежны, и следует отметить, что утечки газа легко обнаружить, но их трудно или невозможно точно определить.
- Выпуклость или пузыри на меди, не относящейся к OFE
- Нарушение границ зерен с включениями меди
Снижение загрязнения и окисления водородом
Водородный газ (H 2 ) действует как флюс, восстанавливая естественные оксиды и удаляя углеводородные загрязнения, создавая сверхчистую поверхность необработанного металла.Многие оксиды, такие как оксид железа и оксид меди, легко восстанавливаются с помощью H 2 , тогда как многие другие, такие как алюминий, бериллий, титан и кремний, могут быть очень стойкими и не будут паяться или восстанавливаться должным образом во влажном или сухом состоянии H 2 .
Сборки в печи для водородной пайкиРешение о пайке в «влажном» или «сухом» водороде может зависеть от нескольких важных аспектов, таких как используемые материалы основы или подложки и / или тип присадочного сплава, а также от требований к применению или производительности. В случаях, когда удаление оксидов преимущественно важно или необходимо, используется сухой водород, а если пользователь больше озабочен удалением углеводородных загрязнений, рекомендуется паять во влажном водороде.
Медь обычно паяется во влажном водороде, однако, в зависимости от других припаиваемых к ней материалов, например нержавеющей стали, где необходимо удаление оксидов, можно использовать сухой водород. Здесь у нас есть реактивное семейство элементов, которые могут образовывать нежелательные соединения и поэтому обычно паяются в высоком вакууме или с другими инертными газами, такими как гелий или аргон.
Хром (Cr), который является крупным компонентом нержавеющей стали (SST), находится в середине пространства равновесия окисления / восстановления, которое могут образовывать водородные печи.При желании мы можем образовать оксид хрома или восстановить этот оксид до точки росы атмосферы для температур выше 800 ºC. Нержавеющую сталь с высоким содержанием хрома (SST) мы паяем в атмосфере сухого водорода или, если она покрыта никелем или другим подходящим металлом, мы можем поочередно паять во влажной атмосфере водорода.
В приведенной ниже таблице показаны температура и / или точка росы, при которых можно восстановить естественные оксиды различных металлов. К вашему сведению, точки росы ниже -60 C недостижимы.
Cr2O3 стабильна даже в сухом h3
Равновесия металл-оксид металла в атмосфере h3 / h30Прочность и требования к паяным соединениям
Правильная конструкция паяных соединений, обработка поверхности, плоскостность и многое другое имеют первостепенное значение для обеспечения прочного паяного соединения за счет отличного капиллярного действия, обеспечивающего смачивание и текучесть пайки.Прочтите нашу статью о смачивании, течении пайки и распределении наполнителя в отношении конструкции паяных соединений, подготовки материала и прочности. Если конструкция паяного шва и подготовка материала превосходны, то само соединение будет прочнее, чем основной материал.
- Пайка меди в водородной печи
- Пайка меди в нержавеющую сталь
Индукционная пайка UltraFlex медной трубки на стержне в течение 40 секунд при выходной мощности 1600 F (871 ° C)
На недавней испытательной установке UltraFlex Power Technologies продемонстрировала скорость и качество индукционной пайки для производственных целей.
На недавней испытательной установке UltraFlex Power Technologies продемонстрировала скорость и качество индукционной пайки для производственных целей.
Испытательная установка была запрошена потенциальным заказчиком — ведущим производителем, которому необходимо было заменить существующие методы пайки горелкой для увеличения объемов производства, стабильности и повторяемости. UltraFlex является производителем передовых индукционных нагревателей с цифровым управлением и часто выполняет тестовые приложения для клиентов, оценивающих переход на решения для индукционного нагрева.
Заказчик поставил задачу производить пайку 3000 штук в месяц без брака, что предъявляло высокие требования к скорости и качеству процесса пайки. Принимая во внимание элементы для пайки — медную капиллярную трубку 5/32 дюйма (3,96 мм) и гальванический стержень 9/16 дюйма (14,28 мм) — инженеры UltraFlex сочли индукционный нагреватель UltraFlex серии UltraHeat SM идеальным индукционным оборудованием. для этого случая. UltraHeat SM — это компактный индукционный нагреватель мощностью 5 кВт, который работает с удаленной тепловой станцией с водяным или воздушным охлаждением.Его можно очень легко настроить на широкий диапазон нагрузок и катушек, а его компактный дизайн может поместиться в любом пространстве.
Процесс пайки начинается с размещения деталей в катушке и их скрепления. Флюс наносили на место пайки, а припой вручную подавали, когда была достигнута целевая температура пайки 1600 F (871 ° C).
При выходной мощности 4,5 кВт запрограммированная пайка заняла всего 40 секунд. Проведенная оценка пайки подтвердила высокое качество и надежность соединений.Автоматизация процесса пайки гарантировала, что заказчик получит стабильные результаты, если процесс пайки будет реализован на производственной линии. Наконец, благодаря такому короткому времени нагрева можно легко достичь цели в 3000 паяных деталей в месяц.
Эта демонстрация UltraFlex доказала, что замена пайки горелкой индукционной пайкой позволяет легко удовлетворить все требования заказчиков по повышению производительности и превосходному качеству. Индукционная пайка не только экономит время и не требует затрат, но и является полностью безопасным процессом — как для оператора, так и для окружающей среды благодаря отсутствию открытого пламени, дыма и загрязнения.
Хотите узнать больше?
Узнайте больше на:
https://ultraflexpower.com/
Свяжитесь с нами по:
+1.631.467.6814
[email protected]
О UltraFlex Power Technologies:
UltraFlex Power Technologies (ultraflexpower.com) предлагает самое современное и инновационное оборудование для индукционного нагрева с цифровым управлением в отрасли. Его компактные модульные и гибкие системы подходят для широкого спектра задач индукционного нагрева, литья и плавления.
HVACR Пайка труб Пайка — Системы охлаждения
Очень высокая температура — Пайка
Пайка в HVAC выполняется с помощью кислородно-ацетиленовых горелок, которые нагревают трубу до температур, приближающихся к 6000 ° F. Хотя большинство припоев плавится намного ниже этой температуры, это важно соблюдать осторожность при пайке. Важно отметить, что при пайке труб HVAC следует соблюдать все меры безопасности, включая защитные очки и оборудование для пожаротушения. Безопасность всегда на первом месте при выполнении любой работы в HVAC, особенно при работе с кислородно-ацетиленовым оборудованием и пайкой.Согласно определению Американского сварочного общества, пайка считается пайкой, если температура плавления припоя (присадочного металла) превышает 842 ° F, и считается пайкой, если она плавится ниже этой температуры.
Clean & Flux с любым типом пайки
Существует множество типов припоев, доступных как для пайки, так и для пайки твердым припоем, и каждый тип имеет свою скорость течения или температуру плавления. Для каждого типа припоя может потребоваться флюс, а для некоторых может не потребоваться флюс. Всегда начинайте с чистой трубы.Перед пайкой или пайкой защитите трубу, чтобы в нее попали отметины. Чистота — это абсолютная необходимость, особенно при охлаждении. Никогда не оставляйте конец трубы незащищенным. Используйте ленту или заглушку, чтобы закрыть концы, чтобы в трубу не попал мусор, мусор или влага. На улице любой ценой избегайте пайки холодильных трубопроводов во время дождя. Влага — враг современных холодильных систем. Рекомендуется всегда использовать флюс, поскольку он предотвращает окисление.Окисление будет оставлять остатки внутри трубы, если при соединении труб не соблюдаются надлежащие методы пайки и пайки. Как указано ниже, поток азота также снизит возможность окисления и уменьшит вероятность того, что остатки останутся внутри трубы.
В холодильных трубопроводах, а также в других типах трубопроводов, обслуживающих механическое оборудование, очень важно правильно разрезать трубопровод. Никогда не используйте пилу, например, ножовку. Используйте ножницы для труб, чтобы сделать гладкий ровный обрезанный конец трубы.В некоторых случаях вам также потребуется развернуть трубу, чтобы избавиться от шероховатостей. Всегда тщательно очищайте трубу внутри и снаружи. Маленькие кусочки меди могут повредить механическое оборудование и вызвать сбои. Повторюсь еще раз: убедитесь, что труба тщательно очищена, и внутри нее нет грязи, мусора, влаги или металлических частиц. Чистые трубопроводы имеют решающее значение для правильной установки, включая процесс сборки и пайки трубопроводов.
Трубка слева чистая, так как при пайке использовался поток азота.Трубка справа имеет внутри черные хлопья, потому что азот не использовался.
Перед пайкой или пайкой любой трубы важно установить трубу и очистить ее. Такая настройка пайки гарантирует, что работа будет выполнена правильно. Отрежьте трубу до нужной длины с помощью ножниц и убедитесь, что она хорошо прилегает. После проверки посадки и правильной длины очистите место пайки трубы. После очистки нанесите флюс на внутренние и внешние стыки. Используя баллон с азотом с очень слабым потоком азота, позвольте азоту затопить трубу, вымыв весь кислород из трубы.Поддерживайте небольшой поток азота в открытом холодильном контуре до тех пор, пока вы не будете готовы выполнить тройное охлаждение. Азот предотвращает окисление внутри холодильного трубопровода.
Важно равномерно распределить тепло по стыку и нагреть трубу перед нанесением припоя. После того, как труба нагреется, нанесите припой на стык и дайте ему раствориться в стыке. Не используйте горелку для нагрева припоя, а используйте тепло на трубе, чтобы равномерно расплавить припой.Если все сделать правильно, то кажется, что припой будет всасываться в соединение. Это называется капиллярным притяжением и является целью или желаемой целью пайки или пайки твердым припоем. Не используйте слишком много припоя, потому что припой может перемещаться внутри трубы и вызывать закупорку трубы или маленькие шарики припоя могут образовываться внутри трубы, и эти маленькие шарики припоя будут мигрировать через систему охлаждения и экраны заглушек, дозирующие устройства, и, возможно, повредить компрессор. Не используйте слишком много тепла, так как вы можете расплавить основной металл — медную трубу, которую вы пытаетесь соединить.
Испытание под давлением азота — Пайка труб HVACR Пайка
После того, как труба будет припаяна и завершена, нанесите влажную тряпку или воду для соединения и тщательно осмотрите соединение на предмет равномерности припоя вокруг и внутри соединения. Используйте зеркало для незаметных суставов. После того, как осмотр будет завершен и вы убедитесь, что все паяные соединения полностью герметичны, выполните испытание под давлением азотом для проверки на утечки. Используйте мыльные пузыри, когда труба находится под давлением, и ищите пузыри вокруг недавно спаянного соединения.