Карта технологического процесса сварки
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений.
Технологическая карта по сварке должна содержать следующие данные:
1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
При строительстве объекта на производстве должен находиться комплект технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
Образец заполнения технологической карты на сварочные работы
Выполнение сварочных работ включает большое количество этапов. Необходимо каждый из них продумать до мельчайших деталей. Удержать большое количество параметров и предустановок в голове сложно, поэтому была изобретена технологическая карта. Здесь отображаются все шаги и действия специалиста, что способствует улучшению качества результата. Из нее сварщик черпает всю необходимую информацию о требованиях по сварочным работам, что позволяет ему выбрать оптимальный вид расходных материалов и сварочного оборудования. Благодаря такому подходу намного снизилось количество брака на производстве и улучшился контроль над качеством сварного шва.
Удержать большое количество параметров и предустановок в голове сложно, поэтому была изобретена технологическая карта. Здесь отображаются все шаги и действия специалиста, что способствует улучшению качества результата. Из нее сварщик черпает всю необходимую информацию о требованиях по сварочным работам, что позволяет ему выбрать оптимальный вид расходных материалов и сварочного оборудования. Благодаря такому подходу намного снизилось количество брака на производстве и улучшился контроль над качеством сварного шва.
СОДЕРЖАНИЕ
- Что такое технологическая карта сварки
- Данные для техкарты
- Особенности
- Пример технологической карты сварки
- Выводы
Что такое технологическая карта сварки
Стоит в деталях рассмотреть вопрос о том, что представляет собой технологическая карта сварочных работ. Простыми словами, она является своеобразной пошаговой инструкцией, где прописана вся история выполнения работ.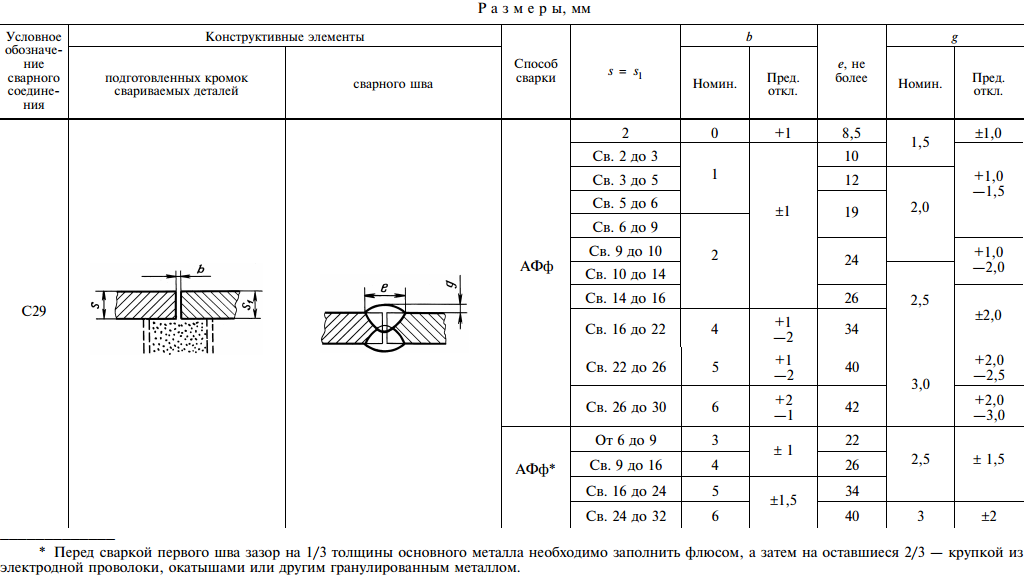 Помимо сварщика техкартой пользуются и специалисты, контролирующие рабочие процессы и качество конструкций. В документе прописывается буквально все: от вида работы до точных размеров уже готовой конструкции.
Помимо сварщика техкартой пользуются и специалисты, контролирующие рабочие процессы и качество конструкций. В документе прописывается буквально все: от вида работы до точных размеров уже готовой конструкции.
Если исключить все специфические термины, то можно определить, что технологическая карта является сборником технических моментов, которые определяют конечный результат. Поэтому разработка данного документа является важным этапом на пути к готовому изделию, поскольку напрямую влияет на его качество. Помимо этого, он позволяет повысить продуктивность работы сварщика, эффективнее использовать рабочее время.
Типовая операционная технологическая карта в производственный процесс была внедрена в конце 80-х годов прошлого столетия. Это было вызвано развитием технологии сварки: появилось новое оборудование, стали доступными для работы многие металлы и процесс стал более сложным в исполнении.
Данные для техкарты
Документ в обязательном порядке содержит данные о металлах, которые требуется соединять; информацию о разделке заготовок и очистке поверхности, размеры сварного соединения. Если требуется прогрев металла, то об этом тоже есть информация. Описана и последовательность формирования сварных швов. Подобные инструктивные материалы просто необходимы при выполнении сложных работ, например, при сварке трубопроводов.
Если требуется прогрев металла, то об этом тоже есть информация. Описана и последовательность формирования сварных швов. Подобные инструктивные материалы просто необходимы при выполнении сложных работ, например, при сварке трубопроводов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Когда для выполнения работы можно использовать разное оборудование, то указывается конкретный вид сварочных аппаратов и расходных материалов. Дополнительно вносится информация о том, какие параметры нужно выставить на сварочном оборудовании: сила тока, напряжение, полярность. Задается скорость формирования шва и прочие важные данные. Здесь же определяется форма сварного шва и предполагаемые методы контроля качества.
Особенности
На больших производственных объединениях составлением технологической карты занимаются инженеры. На небольших предприятиях эту работу сварщики делают сами. Независимо от личности составителя работа начинается с внимательного анализа материала, который требуется сварить. Именно материал определяет выбор типа сварочного оборудования, расходных материалов и рабочих параметров. Если металл был изначально проанализирован правильно, то в дальнейшем не возникнет неожиданностей в работе, а конечный результат будет качественным.
Независимо от личности составителя работа начинается с внимательного анализа материала, который требуется сварить. Именно материал определяет выбор типа сварочного оборудования, расходных материалов и рабочих параметров. Если металл был изначально проанализирован правильно, то в дальнейшем не возникнет неожиданностей в работе, а конечный результат будет качественным.
Каждой технологической карте присваивается оригинальный шифр. Он нужен, чтобы идентифицировать карту среди прочих архивных материалов. Этот номер фиксируется в технической документации на готовую конструкцию. Карта подписывается специалистом, который ее составил.
Пример технологической карты сварки
Ниже представлена фотокопия технологической карты. Она может служить как образец заполнения:
Первая графа в документе регламентирует способ сварки. В ней обозначается выбранный для конкретного вида работ тип сварки: полуавтомат, контактная, ручная дуговая сварка и т.п.; использование защитной среды.
Наиболее распространенные коды сварки и их значения:
- 141 – сварочные работы выполняются ручной аргонодуговой сваркой неплавящимся электродом;
- 131 – применяются плавящиеся электроды и аргонодуговая сварка механизированная;
- 135 – работы выполняются в среде активного газа с использованием механизированной сварки и плавящихся электродов.
После этого расположена графа, информирующая о марке основного материала. Здесь вносятся данные о марке металла, который будет обрабатываться. Как правило, эти данные есть в проекте готового изделия. Оттуда можно их взять и перенести в технологическую карту. Дополнительно указывается группа металлов. Данные приведены в таблице ниже:
В графе «Наименование (шифр) НТД» указывается перечень нормативных документов, которые послужили в качестве первоисточника для заполнения технологической карты. Не составит трудностей внесение информации и в остальные графы.
Выводы
Операционная технологическая карта является обязательным атрибутом сварочных работ, выполняемых на производстве. Сложно рассчитывать, что без нее специалист положит правильный сварочный шов. Становится невозможным и контроль качества, поскольку нет явных требований к сварочному процессу. Соответственно, и сопоставлять нечего.
Необходимо обратить внимание на то, что сварочные карты существуют и на отдельные технологические операции. К примеру, существует документ на ультразвуковой контроль сварных соединений. К таким приемам составители прибегают в тех случаях, когда работа очень сложная и сопровождается большим количеством данных.
К примеру, технологическая карта на сварку стальных труб может быть одна, а техкарта на сварку металлоконструкций сложной конфигурации состоит из нескольких отдельных документов. Собирать всю информацию в одну технологическую карту нецелесообразно, поскольку это только усложнит исполнение. Десятки таблице и большой объем информации неудобно изучать и руководствоваться ими в работе.
Собирать всю информацию в одну технологическую карту нецелесообразно, поскольку это только усложнит исполнение. Десятки таблице и большой объем информации неудобно изучать и руководствоваться ими в работе.
Образец заполнения технологической карты на сварочные работы
Оцените, пожалуйста, статью
12345
Всего оценок: 28, Средняя: 2
Объяснение настроек сварочного аппарата MIG (с таблицей)
Растущее движение «сделай сам» означает, что сейчас сваркой занимается гораздо больше людей.
Я думаю, это здорово, но есть один недостаток…
Есть много людей со сварочными аппаратами, у которых нет специального образования.
Это означает, что некоторые люди не понимают некоторых мелких деталей, которые сварщики изучают в школе.
Одной из таких деталей является настройка правильных параметров вашего нового сварочного аппарата MIG для выполняемой работы.
Вероятно, вы здесь по этой причине, поэтому я объясню основные настройки MIG и то, как их следует настраивать.
Теперь давайте правильно настроим аппарат…
Перед настройкой элементов управления MIG
Это больше, чем просто взять аппарат MIG и повернуть ручки.
Ваши настройки MIG, как и настройки любого сварочного процесса, сильно зависят от выполняемой вами работы.
Не существует универсального набора настроек, которые всегда применимы. Сварка — это индивидуальное ремесло, и оно зависит от множества переменных.
Какой у тебя материал?
Различные материалы имеют разные характеристики, связанные с теплом и электричеством. Очень важно, какой материал вы свариваете. Характеристики мягкой стали сильно отличаются от характеристик алюминия.
Алюминий не плавится при той же температуре, что и мягкая сталь, и не проводит электричество и не удерживает тепло в той же степени, что нержавеющая сталь или титан.
Прежде чем вы сможете начать, вы должны выбрать правильный процесс и позаботиться о механической и технической настройке. Выбор проволоки, защитный газ и настройки машины зависят от материала.
Выбор проволоки, защитный газ и настройки машины зависят от материала.
Мягкая сталь, алюминий, нержавеющие или никелевые сплавы чаще всего используются в процессе MIG. Это основной металл, который можно найти дома и в автомобилях.
Насколько толстый металл?
Знайте толщину металла, чтобы знать, достаточно ли у вашего сварщика мощности для выполнения работы, вы можете выбрать правильную электродную проволоку и подходящий защитный газ.
Вы можете спланировать свой подход к проекту, касающийся зажима, угла подхода, охлаждения, режима работы вашего сварочного аппарата и других практических решений.
Вы устанавливаете силу тока в зависимости от толщины металла. Поэтому вы должны знать, насколько толстый ваш металл.
Общее эмпирическое правило: вам нужен 1 ампер мощности на каждые 0,001 дюйма стали.
Нержавеющая сталь потребляет на 10-15 процентов меньше тока, а алюминий требует примерно на 25 процентов больше.
Итак, сколько ампер нужно для сварки стали 3/8?
Для низкоуглеродистой стали толщиной 1/8 дюйма и толщиной 0,125 дюйма хорошим стартом будет 125 ампер.
Толщина 3/8 дюйма составляет 0,375 (3 x 0,125), так что вам действительно нужно для этого 375 ампер? Некоторые сварочные аппараты заявляют, что сваривают сталь диаметром 3/8 дюйма только при силе тока 170-200 ампер. Как это возможно?
Во-первых, эти цифры приблизительны. Они только поместили тебя на стадион.
Во-вторых, производители прибегают к небольшому волшебству, чтобы заставить эти цифры рекламировать производительность. Они срезают края шва, чтобы уменьшить толщину. Таким образом, меньший ток может выполнить тот же сварной шов за один проход.
Защитный газ и электродная проволока
Для получения хороших результатов необходимо использовать правильный защитный газ и электрод. Выбор зависит от состава и толщины материала.
Некоторые комбинации проволоки и газа, обычно используемые при сварке MIG:
- Мягкая/углеродистая сталь – проволока ER70s и соотношение аргона и CO2 75/25 процентов
- Нержавеющая сталь – проволока ER308L и 98 % аргона с 2 % CO2
- Алюминий – проволока ER4043 и экранирование из 100% аргона
Сечение провода выбираете по силе тока, которая, в свою очередь, зависит от толщины материала. Вот наиболее часто используемые размеры проволоки при сварке MIG.
Вот наиболее часто используемые размеры проволоки при сварке MIG.
Обратите внимание, что эти размеры перекрываются в каждом текущем диапазоне. Это дает вам некоторый выбор в отношении того, что лучше всего подходит для вашего сварщика и вашей техники.
- 0,023 – 30-130 А
- 0,030 – 40-145 А
- 0,035 – 50-180 А
- 0,045 – 75-250 А
Рекомендации по оборудованию
Качественное сварочное оборудование упрощает работу. Например, для сварки алюминия сварочным аппаратом MIG лучше установить шпульный пистолет для бесперебойной подачи проволоки. Убедитесь, что ваш баллон с защитным газом полон, а соединения чистые и затянуты.
Некоторые сварочные аппараты MIG автоматизируют большую часть процесса настройки, что упрощает настройку.
Встроенные цифровые меню и входные параметры, такие как тип и толщина материала, автоматически настраивают сварочный аппарат MIG.
Вам все равно нужно будет правильно подключить провод и газ, но некоторые сложные настройки будут выполнены за вас.
Информацию о некоторых из этих аппаратов см. в нашем Руководстве для сварщиков MIG.
Подготовьте заготовку
Для получения отличных результатов сварки, которые воспроизводятся, ваш металл должен быть готов к работе.
Подготовительные работы по металлу включают:
- очистку
- удаление накипи
- шлифовка
- обезжиривание
- зажим
Настройки не обеспечивают хороших сварных швов; они просто делают возможным хороший сварной шов. Но только если вы сделаете все остальное.
Три вещи, которые следует помнить при подготовке шва:
- Чистый шов, чистый шов
- Настройки для грязного металла не применяются к чистому металлу
- Меньше масла или краски, которые могут загореться, означает меньше думать о
Настройки сварки MIG для малоуглеродистой стали
Теперь… давайте сделаем некоторые настройки…
Для простоты я буду придерживаться настроек для малоуглеродистой стали по большей части, потому что это самый свариваемый металл на планете. .
.
Я буду упоминать алюминий или другие материалы, когда это уместно.
Какие настройки MIG наиболее важны?
Хотя у вашего сварочного аппарата может быть хороший выбор регулировок, важно понимать, что большинство из них предназначены для тонкой настройки.
Три основных параметра определяют остальные. Эти основные настройки:
- Уровень напряжения
- Скорость подачи проволоки (WFS)
- Тип и скорость защитного газа
Вы хотите создать правильный температурный режим в месте сварки, чтобы получить плавную дугу, исключить разбрызгивание и максимально увеличить проплавление.
Эти настройки также определяют тип переноса для напыления металла. Подробнее о типах передачи MIG читайте здесь.
1. Уровень напряжения
Источник питания MIG представляет собой систему постоянного напряжения. Как только оно установлено на заданном уровне, напряжение не будет сильно отклоняться. Напряжение определяет длину дуги, а также высоту и ширину валика.
Точная настройка напряжения — это процесс проб и ошибок. Проверяется путем осмотра борта на наличие дефектов. Я включил таблицу ниже, чтобы помочь вам выбрать напряжение, осмотрев шарик.
2. Скорость подачи проволоки
Скорость подачи проволоки (WFS) влияет на уровень нагрева. Измеряется в дюймах в минуту (IPM). Если скорость подачи мала, область сварки может стать слишком холодной для хорошего проплавления.
Более высокая скорость подачи обеспечивает лучший контакт между проволокой и сварочной ванной. Увеличение текущего уровня и выделение слишком большого количества тепла приводит к разбрызгиванию.
Уровень напряжения и скорость подачи должны быть сбалансированы друг с другом.
Если повсюду летят искры и брызги размером со сварочную проволоку или больше, возможна одна из двух ситуаций:
- Слишком много WFS для настройки напряжения
- Слишком низкое напряжение для настройки WFS.
Если дуга снова загорается внутри наконечника, это может быть одной из двух ситуаций:
- Слишком высокое напряжение для настройки WFS
- Foo small WFS для настройки напряжения».


Есть еще один критический фактор для скорости подачи проволоки: расстояние, на которое электродная проволока выступает из контактного наконечника горелки MIG.
Это расстояние называется вылетом электрода (ESO) и является ограничивающим фактором. Вам необходимо поддерживать постоянное расстояние над изделием во время сварки, иначе вы не сможете получить стабильные результаты от своих настроек. Выработайте привычку часто проверять расстояние ESO.
3. Тип и расход газа
Расход, объем и тип защитного газа определяют тип переноса в сочетании с напряжением и скоростью подачи проволоки.
Более высокие концентрации гелия или аргона делают дугу более горячей. Весь смысл защитного газа заключается в том, чтобы защитить дугу и сварочную ванну от кислорода. Природа потока сжатого газа подразумевает экспериментирование и анализ. Другими словами, методом проб и ошибок.
Прочтите также : Настройка давления газа для сварки MIG
Газ измеряется в кубических футах в минуту (CFM), и на результаты влияют сквозняки, ветерок или температура баллона.
Возможно, когда все будет спокойно, 5 CFM будет достаточно, чтобы правильно защитить сварной шов. Но оставьте дверь открытой, и сквозняк может сдуть газ с такой скоростью, поэтому вам нужно, например, перейти на 35 CFM.
Однако, если давление газа на сварном шве слишком велико, вы можете втягивать кислород в плазму дуги и загрязнять валик, вызывая пористость.
Таблица настроек сварки MIG — скорость подачи проволоки и напряжение
Таблица настроек сварки MIG на основе выбора проволоки – Загрузите полноразмерный PDF-файл для печати здесь.Существует множество таблиц настроек сварки MIG, доступных от производителей, и все они различаются.
Вот таблица настроек, которую я составил. Это общее руководство для начала работы. Помните, что это всего лишь руководство.
Всегда проверяйте настройки на куске металла. Возможно, вам придется набрать их, в зависимости от вашей настройки.
Что сварной шов говорит вам о настройках MIG
Внешний вид сварного шва сообщит вам, нужно ли вам изменить настройки Еще один способ проверить настройки MIG — проверить сварной шов. Он скажет вам, что ему нужно. Вам просто нужно обратить внимание…
Он скажет вам, что ему нужно. Вам просто нужно обратить внимание…
- Обычный валик : Хорошее проникновение в основание, плоский профиль, подходящая ширина, хорошо завязывается на концах.
- Установлен слишком низкий ток : Узкий, возможно, выпуклый валик с плохой врезкой на концах.
- Слишком высокий ток : Плохое начало дуги, слишком широкий валик, прожоги, большое количество брызг и плохое проплавление.
- Слишком быстрое движение : Слишком быстрое движение рукой по дуге приводит к узкому выпуклому валику, неадекватной врезке на концах, плохому проникновению и непостоянному валику.
- Слишком медленное движение : Слишком медленное движение добавляет слишком много тепла, что приводит к слишком широкому буртику и плохому проникновению.
- Слишком длинная дуга : Вызвано слишком высоким напряжением. Длинная, тонкая дуга, плохой провар и турбулентность сварочной ванны.
- Отсутствие защитного газа : Недостаток защитного газа приводит к пористости и появлению микроотверстий в буртике.
Теперь вы знаете
Некоторых может разочаровать то, что нет быстрого и простого ответа на вопросы, с которыми вы сталкиваетесь. Боюсь, когда дело доходит до сварки, это характер игры.
Воспринимайте эту информацию и эти диаграммы не как евангелие и не как науку. Это просто место для начала. Остальное ваше ремесло зависит от вас. Это только рекомендации. Наблюдайте за сварочной ванной и осматривайте валики.
Вы занялись ремеслом. По самой своей природе рукоделие не является научным. Это вызов, и в большинстве случаев единственная награда — это тихая победа над вашей последней вредной привычкой.
Символы сварки: как их понять (с таблицами)
Последнее обновление
Загрузить руководство по символам сварки в формате .
PDF:Вам нужно учиться на ходу? Загрузите таблицу символов в формате .PDF здесь.
Становление профессиональным сварщиком вознаграждает и дает пожизненную возможность получать удовольствие от работы по всему миру. На этом пути есть много проблем, и большинство из них основаны на практических навыках. Однако рано или поздно вы столкнетесь с чертежами, по которым требуется сварка. Если ваш опыт похож на мой, вы обнаружите, что некоторые рисовальщики могут усложнить жизнь своими попытками рисования.
Некоторые из них лучше других, но вы неизбежно столкнетесь с несколькими, которые доставят вам лишь головную боль на бумаге. Полезно понимать символы сварки, чтобы при работе со сложными чертежами символы были на одно препятствие меньше.
Тест по сварочным символам
Существуют также различные теоретические тесты, которые вам может потребоваться пройти в течение вашей карьеры, включая квалификационные и сертификационные тесты. Не менее важно освоить эти символы сварки, чтобы получить квалификацию. Хотя некоторые тестовые символы просты, вы не можете доверять только своему опыту работы. Изучение этого руководства по символам сварки поможет вам стать на шаг ближе к сдаче следующего экзамена.
Хотя некоторые тестовые символы просты, вы не можете доверять только своему опыту работы. Изучение этого руководства по символам сварки поможет вам стать на шаг ближе к сдаче следующего экзамена.
Символы сварки (с диаграммами)
Некоторые символы сварки кажутся сложными, но если их разобрать, вы увидите, что они довольно просты. Символы сварки представляют собой изображение сварного шва, если смотреть сбоку, как в поперечном сечении. Каждый символ сварного шва поясняется отдельно, рядом с ним указывается его профиль сварного шва.
Существуют две системы, которые используются для интерпретации, и четыре раздела различных символов, описанных в этой статье: базовая платформа, базовые символы стыкового сварного шва, другие базовые символы и дополнительные символы. Каждый раздел стоит отдельно, если вам нужно сосредоточиться на одном наборе символов сварки, но чтение всех четырех даст вам полезное представление об общей системе.
1. Базовая платформа
Этот символ представляет собой простую платформу для отображения характеристик и окружающих деталей ваших сварных швов.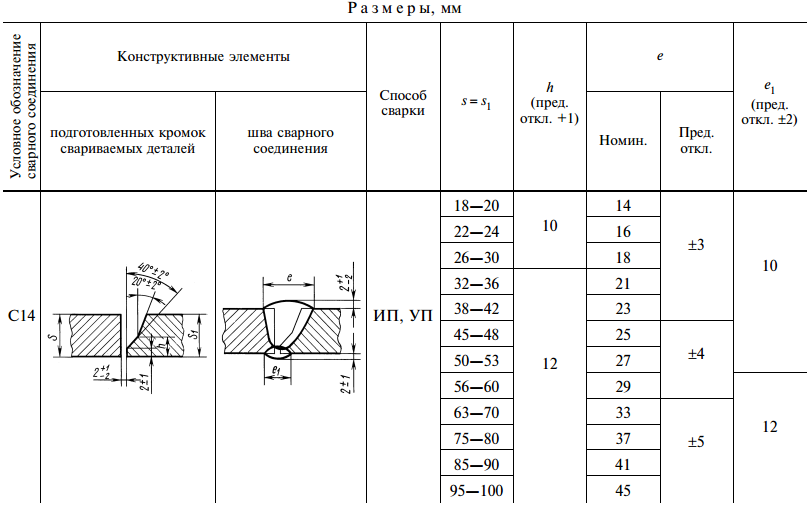 Он состоит из трех частей:
Он состоит из трех частей:
- Линия стрелки: указывает на общее расположение сварного шва.
- Базовая линия: здесь размещаются сведения о типе сварного шва и конкретном месте.
- Хвост: здесь размещаются дополнительные детали, отдельные от специфики. Это включает в себя стандарты сварки, типы материалов и требуемый процесс сварки.
Две системы рисования
Существуют две системы, в которые входит основной символ сварки, и каждая из них интерпретируется по-разному. Конкретная система будет указана на планах, и обе системы не будут включены в один чертеж.
Система A System B
Базовая система A
Базовая система A отличается линии панели под контрольной линией. Как показано на рисунке, когда символ сварки находится со стороны пунктирной линии, сварной шов должен быть на стороне, противоположной стрелке. Когда символ сварки находится над опорной линией, сварной шов должен быть на той же стороне, что и стрелка. Иногда чертежи бывают очень полными, поэтому это правило необходимо, если нет места для базового символа, расположенного со стороны сварного шва.
Иногда чертежи бывают очень полными, поэтому это правило необходимо, если нет места для базового символа, расположенного со стороны сварного шва.
Базовая система B
Базовая система B распознается по отсутствию черточек под контрольной линией. Здесь, когда символ сварки находится на нижней стороне контрольной линии, сварной шов находится на стороне, на которую указывает стрелка. Когда символ находится на верхней стороне контрольной линии, сварной шов находится на противоположной стороне указателя.
Таблица символов стыковой сварки основания
Как следует из названия, эти соединения отличаются тем, что они соединяются встык друг с другом встык. Например, две пластины лежат плоско на своих поверхностях, выровненных параллельно и прямо по их вершинам, и они сварены с одной или обеих сторон в зависимости от символа.
Односторонние стыковые швы
Эти соединения свариваются только с одной стороны и легко распознаются как односторонние по их символу. Символы показывают требуемую подготовку к сварке, а тип необходимого сварного шва определяется другими символами.
Символы показывают требуемую подготовку к сварке, а тип необходимого сварного шва определяется другими символами.
Квадратный стык
Это соединение не имеет подготовки под сварку. Обе пластины имеют квадратные концы, так же как символ сварки отображает два квадратных угла.
Одиночный V-образный стык
Одинарное V-образное стыковое соединение имеет разделку под сварку под углом 45° на одной стороне каждой пластины на всю глубину материала. Соединяемые пластины образуют V-образную форму, как указывает символ.
Одиночный V-образный стык с широкой притупленной поверхностью
Подобно одинарному V-образному стыку, эта подготовка под сварку имеет угол 45° с одной стороны каждой пластины от верхней части металла до не более ¾ длины вниз глубины плиты, оставляя часть материала внизу. Соединение имитирует символ Y.
Стык с одинарным скосом
Эта стыковая заготовка имеет вырез под углом 45° на всю глубину на одной стороне одной пластины, а другой конец имеет квадратную форму, как показано на символе.
Стык с одинарным скосом и широкой притупленной поверхностью
С одним квадратным концом и скосом под углом 45° на другой стороне, только частично проходящим через пластину, подготовка под сварку будет выглядеть, как ее символ, в виде строчной буквы r без дуги.
Одинарный U-образный стык
Обе пластины имеют угол, вырезанный в форме ¼ луны глубиной около ¾ толщины пластины, образуя U-образную часть соединяемых секций, как показывает символ сварного шва.
Одинарный J встык
Одна пластина имеет квадратный конец, а другая имеет угол, вырезанный в форме ¼ луны на части толщины пластины, образуя при соединении плавную букву J, как вы можете видеть на символе .
Двусторонние стыковые соединения
Эти сварные швы точно такие же, как и односторонние стыковые соединения, за исключением того, что обе стороны предварительно подготовлены и сварены, как показано в таблице обозначений сварных швов ниже.
Двусторонний V-образный стык
Оба конца каждой пластины имеют скошенный под углом 45° вырез, соединяющийся посередине пластины и образующий острие. При соединении точки встречаются. Это создает X, как показано на символе, на всю глубину соединения.
Двусторонняя фаска встык
Одна пластина не имеет разделки под сварку, углы остаются прямыми. Другая сторона имеет два скоса под 45°, заканчивающиеся посередине, чтобы сделать точку. При отображении символа соединенные пластины образуют букву K.
Двусторонний U-образный стык
На обеих сторонах двух пластин вырезается ¼ лунки, оставляя участок примерно от одной четверти до половины толщины пластины в центре между двумя разделками под сварку. Соединившись вместе, они образуют букву U поверх буквы n, как вы видите на символе.
Прочие базовые символы
Стыковые и угловые сварные швы являются наиболее распространенными типами швов. Однако, в отличие от большинства стыковых швов, различные виды угловых швов обозначаются дополнительными символами, добавленными к символу углового шва. Ниже приведены все другие базовые обозначения сварки, которые не являются стыковыми сварными швами, включая обозначение углового шва.
Однако, в отличие от большинства стыковых швов, различные виды угловых швов обозначаются дополнительными символами, добавленными к символу углового шва. Ниже приведены все другие базовые обозначения сварки, которые не являются стыковыми сварными швами, включая обозначение углового шва.
Угловой шов
Этот символ имеет прямоугольный треугольник, так как чаще всего угловой шов выполняется между двумя пластинами под прямым углом друг к другу. Обычно это между 90° суставом или где-то рядом.
Заглушка
Одна пластина с отверстием устанавливается поверх другой плоской пластины. Сварка пробкой соединяет две пластины вместе, а сварной шов внутри полностью заполняет отверстие. Его символ наименее четкий из всех, но он отображает отверстие заглушки в поперечном сечении верхней пластины.
Точка сопротивления
Две пластины сплавлены друг с другом за счет создания тепла за счет электрического сопротивления между пластинами с помощью аппарата для точечной сварки сопротивлением. Его символ — круг, такой же формы, как точечный сварной шов.
Его символ — круг, такой же формы, как точечный сварной шов.
Контактный шов
Это похоже на контактную точечную сварку, только электрическое сопротивление создает длинный шов, а не одиночное пятно. Подобно символу точечной сварки, сварной шов имеет две параллельные линии, проходящие через окружность, символизирующие шовный шов, имеющий длину, подобную форме прорези. Резистивный шов создает форму круга, растянутого в длину.
Дополнительные символы
Эти символы добавляются к основным символам для уточнения типа требуемого сварного шва. Они включают в себя характеристики сварного шва, способ и место его сварки, а также необходимые отделочные характеристики.
Заподлицо
Этот символ сварного шва означает, что сварной шов необходимо обработать или отшлифовать заподлицо с остальной частью листа. Его символ — прямая линия, показывающая, как будет выглядеть готовая поверхность.
Выпуклая
Выпуклая поверхность сварного шва изгибается наружу, как воздушный шар, от сварного шва, как показывает его символ.
Вогнутость
Символ вогнутости изогнут в направлении, противоположном выпуклости, что означает, что сварной шов должен быть закончен с изгибом внутрь, как внутренняя часть чаши. Это часто отделка, используемая с угловыми сварными швами.
Стеллажный сварной шов
Это когда в нижней части разделки под сварку, такой как V или U, требуется небольшой первоначальный сварной шов в основании разделки перед ее полной сваркой. Это дает возможность полностью сварить шов без продувки из-за чрезмерного нагрева, когда остается только тонкий участок материала. Его символ в виде изогнутой линии помещается под или поверх основного символа сварки, в зависимости от того, на какой стороне базовой линии находится базовый символ.
- См. также: Что такое CAD-сварка и как она работает?
Расходуемая вставка
Внутри разделки под сварку снизу вставляется расходуемая заглушка, где между двумя секциями есть пространство. Вставка сплавляется со сварным швом и предотвращает выдувание днища. Его символом является форма круглой вставки, смотрящей на нее сбоку.
Вставка сплавляется со сварным швом и предотвращает выдувание днища. Его символом является форма круглой вставки, смотрящей на нее сбоку.
Сварить полностью вокруг
Этот символ обводит угол базовой платформы, чтобы показать, что указанная секция требует сварки по всей окружности, как круг.
Сварка между точками
На чертеже будут показаны две точки, такие как X и Y, например, между секциями, требующими сварки. Стрелки символа между двумя буквами указывают на то, что сварной шов должен проходить по всей длине между двумя метками.
Сварка на месте
Этот символ имеет флажок, указывающий, что сварку необходимо выполнять на месте, а не в мастерской. Подобно тому, как флаг ставится для обозначения территории страны, этот флаг указывает на то, что он должен быть приварен на площадке проекта.
Ступенчатая прерывистая сварка
Для этого необходимо, чтобы сварные швы располагались в шахматном порядке поперек первой и второй стороны секции. Не сваривайте по всей длине с обеих сторон. Вместо этого сварите ровные стежки поперек первой стороны. Затем имитируйте сварные швы вдоль второй стороны, но между швами первой стороны, не совмещая их.
Не сваривайте по всей длине с обеих сторон. Вместо этого сварите ровные стежки поперек первой стороны. Затем имитируйте сварные швы вдоль второй стороны, но между швами первой стороны, не совмещая их.
Z-образный символ с линией, проходящей через его центр, отображает эффект семерки в зеркале. На нем показаны две семерки с одинаковыми пропорциями, но перевернутые, образующие букву Z. Аналогично, ступенчатый прерывистый сварной шов одинаковый с обеих сторон элемента, но перевернутый, так что сварные швы располагаются в разных местах, но с одинаковыми промежутками.
Заключение
Как видите, система символов сварки не слишком сложна. Большинство символов основаны на поперечном сечении суставов, которые они представляют. Обязательно загрузите PDF-версию этого руководства по символам сварки, чтобы обращаться к нему в процессе работы и убедиться, что ваши сварные швы соответствуют чертежу.
Не стесняйтесь оставлять комментарии ниже с любыми вопросами, которые могут у вас возникнуть.