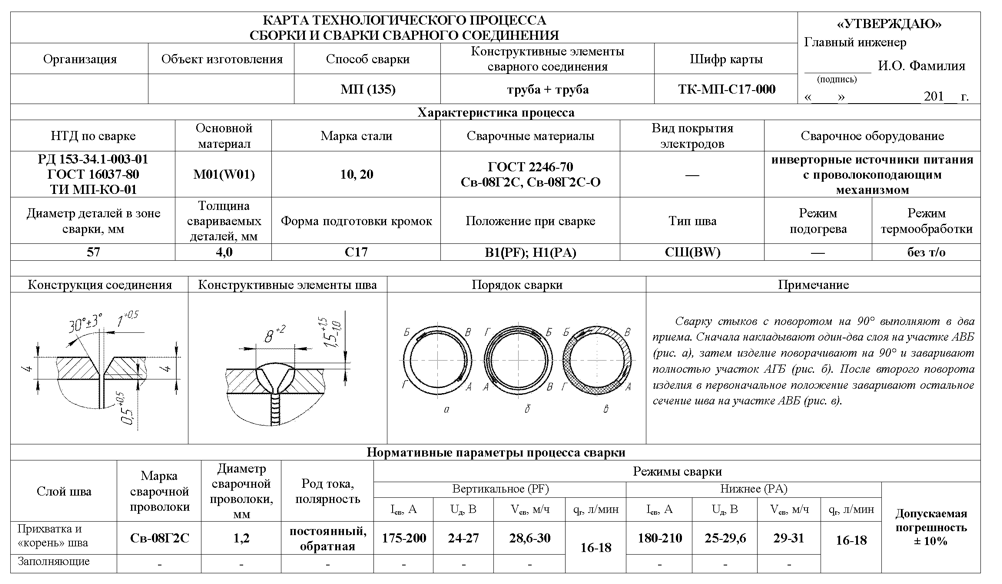
Образец заполнения технологической карты на сварочные работы
Выполнение сварочных работ включает большое количество этапов. Необходимо каждый из них продумать до мельчайших деталей. Удержать большое количество параметров и предустановок в голове сложно, поэтому была изобретена технологическая карта. Здесь отображаются все шаги и действия специалиста, что способствует улучшению качества результата. Из нее сварщик черпает всю необходимую информацию о требованиях по сварочным работам, что позволяет ему выбрать оптимальный вид расходных материалов и сварочного оборудования. Благодаря такому подходу намного снизилось количество брака на производстве и улучшился контроль над качеством сварного шва.
Что такое технологическая карта сварки

Стоит в деталях рассмотреть вопрос о том, что представляет собой технологическая карта сварочных работ. Простыми словами, она является своеобразной пошаговой инструкцией, где прописана вся история выполнения работ. Помимо сварщика техкартой пользуются и специалисты, контролирующие рабочие процессы и качество конструкций. В документе прописывается буквально все: от вида работы до точных размеров уже готовой конструкции.
Если исключить все специфические термины, то можно определить, что технологическая карта является сборником технических моментов, которые определяют конечный результат. Поэтому разработка данного документа является важным этапом на пути к готовому изделию, поскольку напрямую влияет на его качество. Помимо этого, он позволяет повысить продуктивность работы сварщика, эффективнее использовать рабочее время.
Типовая операционная технологическая карта в производственный процесс была внедрена в конце 80-х годов прошлого столетия. Это было вызвано развитием технологии сварки: появилось новое оборудование, стали доступными для работы многие металлы и процесс стал более сложным в исполнении.
Данные для техкарты
Документ в обязательном порядке содержит данные о металлах, которые требуется соединять; информацию о разделке заготовок и очистке поверхности, размеры сварного соединения. Если требуется прогрев металла, то об этом тоже есть информация. Описана и последовательность формирования сварных швов. Подобные инструктивные материалы просто необходимы при выполнении сложных работ, например, при сварке трубопроводов.
Когда для выполнения работы можно использовать разное оборудование, то указывается конкретный вид сварочных аппаратов и расходных материалов. Дополнительно вносится информация о том, какие параметры нужно выставить на сварочном оборудовании: сила тока, напряжение, полярность. Задается скорость формирования шва и прочие важные данные. Здесь же определяется форма сварного шва и предполагаемые методы контроля качества.

Особенности

На больших производственных объединениях составлением технологической карты занимаются инженеры. На небольших предприятиях эту работу сварщики делают сами. Независимо от личности составителя работа начинается с внимательного анализа материала, который требуется сварить. Именно материал определяет выбор типа сварочного оборудования, расходных материалов и рабочих параметров. Если металл был изначально проанализирован правильно, то в дальнейшем не возникнет неожиданностей в работе, а конечный результат будет качественным.
Каждой технологической карте присваивается оригинальный шифр. Он нужен, чтобы идентифицировать карту среди прочих архивных материалов. Этот номер фиксируется в технической документации на готовую конструкцию. Карта подписывается специалистом, который ее составил.
Пример технологической карты сварки
Ниже представлена фотокопия технологической карты. Она может служить как образец заполнения:

Первая графа в документе регламентирует способ сварки. В ней обозначается выбранный для конкретного вида работ тип сварки: полуавтомат, контактная, ручная дуговая сварка и т.п.; использование защитной среды. После этого обозначается код сварки, в нашем примере – 111.
Наиболее распространенные коды сварки и их значения:
- 131 – применяются плавящиеся электроды и аргонодуговая сварка механизированная;
- 135 – работы выполняются в среде активного газа с использованием механизированной сварки и плавящихся электродов.
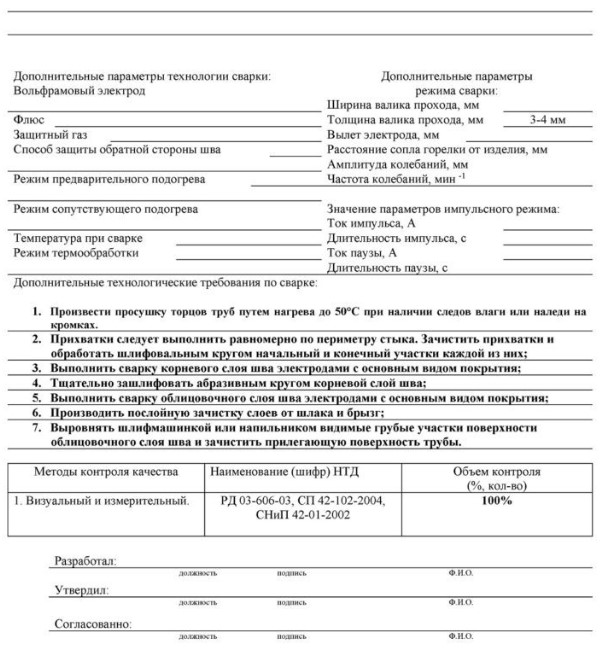
После этого расположена графа, информирующая о марке основного материала. Здесь вносятся данные о марке металла, который будет обрабатываться. Как правило, эти данные есть в проекте готового изделия. Оттуда можно их взять и перенести в технологическую карту. Дополнительно указывается группа металлов. Данные приведены в таблице ниже:


В графе «Наименование (шифр) НТД» указывается перечень нормативных документов, которые послужили в качестве первоисточника для заполнения технологической карты. Не составит трудностей внесение информации и в остальные графы. Их наименования дают исчерпывающую информацию о характере вносимых данных.
Выводы

Необходимо обратить внимание на то, что сварочные карты существуют и на отдельные технологические операции. К примеру, существует документ на ультразвуковой контроль сварных соединений. К таким приемам составители прибегают в тех случаях, когда работа очень сложная и сопровождается большим количеством данных.
К примеру, технологическая карта на сварку стальных труб может быть одна, а техкарта на сварку металлоконструкций сложной конфигурации состоит из нескольких отдельных документов. Собирать всю информацию в одну технологическую карту нецелесообразно, поскольку это только усложнит исполнение. Десятки таблице и большой объем информации неудобно изучать и руководствоваться ими в работе.
Технологическая карта сварки: образец заполнения
Техпроцесс состоит из множества этапов, каждый из которых должен быть просчитан с точностью до миллиметра. Все эти данные сложно запомнить или кратко записать, поэтому была придумана карта технологического процесса сварки. Она позволяет улучшить качество работ: сварщик получит полую информацию о типе сварки, специалисты проведут тщательный контроль сварного соединения, будет выбран оптимальный комплект оборудования и комплектующих. Соответственно снизится количество брака и завод понесет меньшие убытки. И все это возможно, если у вас есть технологическая карта на сварку.

В этой статье мы расскажем, что это такое, как составляется техкарта для сварочных работ, приведем пример, благодаря которому вы научитесь быстро и легко читать технологические карты, а впоследствии и составлять их.
Содержание статьи
Определение
Что такое технологическая карта на сварочные работы (она же ттк на сварку, технологическая карта сварки или просто техкарта)? Говоря простыми словами, это просто документ-инструкция, выдаваемая сварщику для правильного выполнения работ. Также техкартой может пользоваться специалист по контролю качества. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Проще говоря, техкарта — это «сборник» всех технологических особенностей, которые нужно учесть при сварке. Правильно разработанная техкарта позволяет улучшить качество сварного соединения и, в целом, сделать работу сварщика или прочих специалистов продуктивнее и лучше.
Технологическая карта была придумана и внедрена не так уж давно, а именно в конце 80-х годов прошлого века. Это связано с большим технологическим прорывом в сфере сварки, когда появились новые современные технологии и стали доступны редкие металлы.
Данные в техкарте
Итак, в технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет использоваться и какие комплектующие необходимы для выполнения сварки. Некоторые мастера уверены, что оборудование и комплектующие можно подбирать, основываясь на своем опыте или тематических журналах, но это неверно. Позже мы расскажем, как подбирается комплект оборудования.
Дополнительно нужно указать, какой тип сварки будет использовать в работе, а также какие параметры нужно установить (значение сварочного тока, напряжения, полярности, скорость сварки и так далее). Также указывается, какая будет форма у сварного соединения и какие будут использоваться методы проверки качества сварных швов.
Особенности
На крупных производствах (например, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные специалисты, а на мелких заводах эту работу часто поручают сварщикам. Тем не менее, любая разработка техкарты должна начинаться с тщательного анализа металла, который нужно сварить. Именно от металла зависит выбор типа сварки, комплектующих и прочие параметры. Если вы с самого начала правильно проанализируете металл, то затем у вас не возникнет никаких ошибок. Режим сварки подбирается по нормативным документам, а не по опыту варщика. Это тоже важно понимать.
Каждая технологическая карта по сварке металлоконструкций должна иметь свой индивидуальный номер (шифр), с помощью которого ее можно будет найти в архиве. Также этот номер будет указываться при разработке полной техдокументации и в характеристиках проекта на сварку. Также на техкарте должна стоять подпись специалиста, который эту кару составлял.
Пример технологической карты
Ниже вы можете видеть образец заполнения технологической карты. Сейчас мы подробнее разберем все, что тут написано, а вы запомните (или лучше запишите) то, что прочтете.

 Образец взят с сайта zibon.ru
Образец взят с сайта zibon.ruИтак, первая графа «Способ сварки». Здесь, как не трудно догадаться, нужно написать, такой тип сварки был выбран для выполнения работ (ручная дуговая, контактная, полуавтоматом в среде газа и т.д.). В нашем случае мы указали «ручная дуговая сварка покрытыми электродами». Далее указаны цифры «(111)», это код сварки. Его можно указывать в техкарте, чтобы не писать подробно словами.
Мы приведем несколько наиболее распространенных кодов:
- 141 — ручная аргонодуговая сварка неплавящимся электродом
- 131 — механизированная аргонодуговая сварка плавящимся электродом
- 135 — механизированная сварка плавящимся электродом в среде активного газа
Далее графа «Основной материал (марка)». Здесь пишем марку металла, который нам нужно сварить. Обычно марка указывается в проекте детали, оттуда ее можно переписать в техкарту. Дополнительно укажите группу металлов. Ниже таблица с основными группами.




Затем идет графа «Наименование (шифр) НТД». Здесь вы должны указать, какие нормативные документы были использованы при разработке данной технологической карты. Остальные графы заполняются подобным образом, думаем, все логически понятно.
В нашем случае заполняется типовая технологическая карта на сварку газовых трубопроводов. Но если вам нужна техкарта на другие работы (например, на сварку стальных труб), то она будет заполняться таким же образом, просто поменяется заголовок.
Вместо заключения
Операционная технологическая карта сборки и ручной дуговой сварки (или любого другого типа сварки) — обязательный элемент любых профессиональных сварочных работ. Без нее вы наверняка сделаете шов неправильно, поскольку не будете знать всех нюансов. А специалисты по контролю качества не смогут предъявить к работе необходимые требования.
Кстати, существуют и технологические карты не на весь сварочный процесс, а на его отдельные этапы. Например, есть технологическая карта ультразвукового контроля сварных соединений (также технологическая карта узк). Это необходимо, если работа сложная и состоит из огромного количества информации, которую нужно указать в техкарте. Если бы в таком случае техкарта была одна на всю сварку, то она состояла бы из десятков страниц, что неудобно.
[Всего: 5 Средний: 2.4/5]
Сварка вертикальных резервуаров
Главная / Проектировщику / Справочная информация – ГОСТ СНИП ПБ / Приказ 780 Руководство по безопасности вертикальных цилиндрических стальных резервуаров для нефти и нефтепродуктов / Версия для печати7.1. Общие рекомендации
7.1.1. При проектировании металлоконструкций резервуара в КМ рекомендуется определять требования к механическим свойствам сварных соединений и дифференцированно, в зависимости от уровня расчетных напряжений и условий работы соединений, назначен класс сварных швов (допускаемые размеры, вид и количество допускаемых внешних и внутренних дефектов). Кроме того, рекомендуется назначить назначить объем контроля физическими методами различных сварных соединений резервуара.
7.1.2. Рекомендуется, чтобы технологические процессы заводской и монтажной сварки обеспечивали получение сварных соединений, в полной мере удовлетворяющих требованиям КМ по всему комплексу физико-механических характеристик, а также соответствующих нормам по предельно допустимым размерам и видам дефектов с учетом коэффициентов концентрации напряжений. Рекомендуется применять технологии сварки аттестованные в соответствии с Порядком применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов (РД 03-615-03), утвержденным постановлением Госгортехнадзора от 19 июня 2003 года N 103.
7.1.3. Монтажную сварку металлоконструкций резервуара рекомендуется выполнять в соответствии с указаниями ППР, в котором предусматриваются:
- наиболее эффективные способы сварки монтажных соединений с учетом их пространственного положения;
- сварочные материалы, удовлетворяющие требованиям КМ по уровню механических свойств;
- требуемая форма подготовки кромок монтируемых элементов под сварку;
- последовательность сварки и порядок выполнения каждого шва, обеспечивающих минимальные деформации и перемещения свариваемых элементов;
- режимы и указания по технике сварки обеспечивающие необходимый уровень механических свойств сварных соединений, а также получение требуемых структур металла шва и околошовных зон;
- технологическая оснастка и оборудование для выполнения сварных соединений;
- мероприятия по обеспечению требуемого качества подготовки и сборки под сварку свариваемых кромок;
- допускаемая температура металла, при которой возможна сварка соединений без их подогрева, а также допускаемая скорость ветра в зоне сварки;
- указания по технологии производства сварочных работ в зимних условиях (если это предусматривается в соответствии с графиком работ).
7.1.4. Рекомендуется в ППР предусмотреть мероприятия, направленные на обеспечение требуемой геометрической точности металлоконструкций резервуара, включая меры по компенсации или подавлению термодеформационных процессов усадки сварных швов, которые могут привести к потере устойчивости тонкостенной оболочки корпуса резервуара и образованию вмятин и выпуклостей его поверхности.
7.1.5. В случаях, когда в КМ предусмотрена термическая обработка каких-либо сварных соединений резервуара, в ППР рекомендуется разработать технологию ее выполнения, включая способ, режимы термообработки, указания по контролю качества термообработанных соединений.
7.1.6. Руководство по безопасности сварочными работами рекомендуется возложить на специалиста, имеющего специальное образование и прошедшего аттестацию на знание настоящего Руководства по безопасности и Правил аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99), утвержденных постановлением Госгортехназора от 30 октября 1998 года N 63. Рекомендуется, что руководитель сварочными работами назначается приказом монтажной организации.
7.1.7. Руководителю сварочных работ перед началом монтажа резервуа рарекомендуется:
- изучить проектную документацию на монтаж и сварку резервуара;
- укомплектовать объект в соответствии с ППР оборудованием и материалами;
- отобрать сварщиков, имеющих допуск к сварке ответственных металлоконструкций резервуара, провести их инструктаж и организовать сварку каждым сварщиком пробных образцов соединений, которые им предстоит выполнять.
7.1.8. Сварщики аттестуются в соответствии с Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства (РД 03-495-02), утвержденным постановлением Госгортехнадзора от 25 июня 2002 года N 36 и Правилами аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99), утвержденных постановлением Госгортехназора от 30 октября 1998 года N 63.
Окончательное решение о допуске сварщиков к сварке соответствующих типов сварных соединений на резервуаре принимается руководителем сварочных работ на основании результатов контроля образцов, выполненных каждым сварщиком.
Каждому сварщику, допущенному к сварке резервуаров, приказом монтажной организации присваивается личное клеймо.
7.2. Рекомендуемые способы сварки
7.2.1. Рекомендуется, чтобы применяемые способы и технология сварки металлоконструкций резервуара обеспечивали:
- высокую производительность и экономическую эффективность сварочных процессов с учетом объемов выполнения сварки;
- высокий уровень однородности и сплошности металла сварных соединений с учетом конкретных условий и требуемого уровня комплекса механических свойств: прочности, пластичности, твердости, ударной вязкости и хладостойкости;
- минимальный уровень деформаций свариваемых металлоконструкций резервуара.
7.2.2. При заводском изготовлении металлоконструкций резервуара основными способами сварки являются автоматизированная сварка под флюсом для листовых конструкций, механизированная сварка в углекислом газе или в смеси газов на основе аргона и механизированная сварка порошковой проволокой.
7.2.3. Рекомендуемые способы сварки для различных типов сварных соединений при сооружении резервуаров из рулонных заготовок, а также резервуаров, монтируемых полистовым методом, приведены в таблице 26 настоящего Руководства по безопасности.
Таблица 26. Рекомендуемые способы монтажной сварки резервуаров
| Сварное соединение | Рекомендуемый способ сварки |
|---|---|
| 1. Стыковые соединения окраек днища |
1.1. Механизированная сварка в углекислом газе.
1.2. Механизированная сварка порошковой проволокой |
| 2. Соединения элементов центральной части днища |
2.1. Автоматизированная сварка под флюсом.
2.2. Механизированная сварка порошковой проволокой. 2.3. Механизированная сварка в углекислом газе |
| 3. Монтажные стыки стенки из рулонированных полотнищ | 3.1. Механизированная сварка в углекислом газе |
| 4. Вертикальные соединения стенки полистовой сборки |
4.1. Автоматизированная сварка с принудительным формированием шва порошковой или активированной проволокой.
4.2. Механизированная сварка в углекислом газе |
| 5. Горизонтальные соединения стенки полистовой сборки |
5.1. Автоматизированная сварка под флюсом.
5.2. Механизированная сварка в углекислом газе. 5.3. Сварка порошковой проволокой с полупринудительным формированием шва |
| 6. Уторные швы в сопряжении стенки и днища |
6.1. Механизированная сварка в углекислом газе.
6.2. Механизированная сварка порошковой проволокой. 6.3. Автоматизированная сварка под флюсом |
| 7. Сварные соединения каркаса крыши при укрупнении в блоки | 7.1. Механизированная сварка в углекислом газе |
| 8. Соединения люков, патрубков, усиливающих листов на стенке и на крыше | 8.1. Механизированная сварка в углекислом газе |
| 9. Сварные соединения опорных узлов в сопряжении крыши со стенкой и колец жесткости |
9.1. Механизированная сварка в углекислом газе.
9.2. Ручная дуговая сварка |
| 10. Сварные соединения настила крыши |
10.1. Механизированная сварка в углекислом газе.
10.2. Механизированная сварка порошковой проволокой |
| 11. Сварные соединения понтонов или плавающих крыш |
11.1. Механизированная сварка в углекислом газе.
11.2. Механизированная сварка порошковой проволокой |
|
Примечания:
1. При сварке в углекислом газе в условиях ветра необходимо применять технологию, обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра. 2. Для всех типов сварных соединений возможно применение ручной дуговой сварки. |
|
7.2.4. Учитывая, что ручная дуговая сварка характеризуется относительно высоким уровнем удельного тепловложения, приводящего к повышенным сварочным деформациям, а также сравнительно низкой производительностью, применение этого способа сварки при сооружении резервуаров не рекомендуется.
7.3. Рекомендации к подготовке и сборке металлоконструкций под сварку
7.3.1. До начала сварочных работ любые соединения резервуаров рекомендуется контролировать и принимать под сварку по следующим конструктивным и технологическим критериям:
- геометрические параметры кромок элементов, подготовленных под сварку (величина угла скоса кромок, зазор в стыке, величина притупления, смещение кромок), укладывались в поле допусков, предусмотренных проектной документацией;
- поверхность кромок, а также прилегающие к ним зоны шириной 20 мм зачищались от любых загрязнений;
- сборочные приспособления, закрепляющие кромки свариваемых элементов, обеспечивали достаточную прочность и жесткость, и исключали чрезмерную усадку швов и перемещения свариваемых элементов.
7.3.2. Рекомендуется закрепление кромок свариваемых элементов выполнять преимущественно с помощью сборочных приспособлений.
Электроприхватки на монтажных стыках стенки располагаются с противоположной стороны от части сечения шва, выполняемой первой. Размер прихваток выбирать минимально необходимым. При выполнении зачистки корня шва такие прихватки удаляются.
Прихватки, выполняемые в угловых и нахлесточных соединениях, перевариваются только после их зашлифовки и визуального контроля качества, при этом такие прихватки выполняются квалифицированными сварщиками.
7.3.3. Рекомендуется, что приемку сварных стыков под сварку осуществляет руководитель сварочных работ, о чем делается соответствующая запись в журнале пооперационного контроля монтажно-сварочных работ при сооружении вертикального цилиндрического резервуара Приложения N 5 к настоящему Руководству по безопасности.
7.4. Рекомендации к технологии выполнения сварных соединений
7.4.1. Рекомендуемые способы, режимы и техника сварки металлоконструкций резервуара:
- уровень механических свойств сварных соединений, предусмотренный КМ;
- однородность и сплошность металла сварных соединений;
- оптимальная скорость охлаждения выполняемых сварных соединений, которая зависит от марки стали, углеродного эквивалента, толщины металла, режима сварки (погонной энергии), конструкции сварного соединения, а также температуры окружающей среды;
- минимальная величина сварочных деформаций и перемещений свариваемых элементов;
- коэффициент формы каждого наплавленного шва (прохода) в пределах от 1,3 до 2,0 (при сварке со свободным формированием шва).
7.4.2. При сварке металлоконструкций резервуара в зимнее время рекомендуется систематически контролировать температуру металла. Температура и схема подогрева определяются в ППР. Рабочие диапазоны скоростей охлаждения сталей, а также минимальные температуры, не требующие подогрева кромок при сварке, которые зависят от углеродного эквивалента, толщины металла, способа сварки и погонной энергии, указываются в технологических картах на сварку. При осуществлении подогрева кромок рекомендуется нагревать металл на всю толщину в обе стороны от стыка на ширину 100 мм.
При сварке в зимнее время, независимо от температуры воздуха и марки стали, свариваемые кромки необходимо просушивать от влаги.
7.4.3. При использовании способов сварки с открытой дугой в зоне производства сварочных работ рекомендуется систематически контролировать скорость ветра. Допускаемая скорость ветра в зоне сварки указывается в ППР в зависимости от применяемых способов сварки и марок сварочных материалов. При превышении допускаемой скорости ветра сварку рекомендуется прекратить или оборудовать соответствующие защитные укрытия.
7.4.4. Сварка производится при стабильном режиме. Не рекомендуется подключать сварочное оборудование к сети колебания величины сварочного тока и напряжения в которой превышают 5%.
7.4.5. Последовательность выполнения всех сварных соединений резервуара и схема выполнения каждого сварного шва в отдельности соблюдаются в соответствии с указаниями ППР исходя из условий обеспечения минимальных сварочных деформаций и перемещений элементов металлоконструкций резервуара.
7.4.6. Не допускается выполнение каких-либо сварочных работ по поверхностям или соединениям, покрытых влагой, маслом, скоплениями окалины, шлака или другого рода загрязнениями. Не допускается выполнение сварочных работ на резервуаре при дожде, снеге, если кромки элементов, подлежащих сварке, не защищены от попадания влаги в зону сварки.
7.4.7. Все сварные соединения на днище и стенке резервуаров при ручной или механизированной сварке рекомендуется выполнять, не менее чем в два слоя. Каждый слой сварных швов проходит ВИК, а обнаруженные дефекты устраняются. Не рекомендуется возбуждать дугу и выводить кратер на основной металл за пределы шва.
7.4.8. Удаление дефектных участков сварных швов проводится механическим методом (шлифовальными машинками или пневмозубилом) или воздушно-дуговой строжкой с последующей зашлифовкой поверхности реза.
7.4.9. Заварку дефектных участков сварных швов рекомендуется выполнять способами и материалами, предусмотренными технологией. Исправленные участки сварного шва рекомендуется подвергать повторному контролю физическими методами. Если в исправленном участке вновь будут обнаружены дефекты, ремонт сварного шва выполняется при контроле всех технологических операций руководителем сварочных работ.
Информация о выполненных ремонтных работах сварных соединений заносится в журнал пооперационного контроля монтажно-сварочных работ при сооружении вертикального цилиндрического резервуара по образцу 7 Приложения N 5 к настоящему Руководству по безопасности.
Выполнение троекратного ремонта сварных соединений в одной и той же зоне основных конструкций группы А рекомендуется согласовать с разработчиком технологического процесса.
7.4.10. Удаление технологических приспособлений, закрепленных сваркой к корпусу резервуара, рекомендуется производить механическим способом или кислородной резкой с последующей зачисткой мест их приварки заподлицо с основным металлом и контролем качества поверхности в этих зонах. Вырывы основного металла или подрезы в указанных местах недопустимы.
7.4.11. После сварки швы и прилегающие зоны очищаются от шлака и брызг металла.
7.4.12. Идентификация сварных соединений осуществляется клеймлением или составлением исполнительных схем с подписями сварщиков. Каждый сварщик ставит личное клеймо на расстоянии от 40 до 60 мм от границы выполненного им шва сварного соединения: одним сварщиком в одном месте; при выполнении несколькими сварщиками — в начале и в конце шва.
Руководителем сварочных работ по каждому резервуару ведется журнал сварочных работ в соответствии с приложением N 2 СНиП 3.03.01-87 «Несущие и ограждающие конструкции», утвержденного постановлением Госстроя СССР от 4 декабря 1987 года N 280.
7.5. Рекомендации к механическим свойствам сварных соединений
7.5.1. Механические свойства (кроме твердости) металла угловых, нахлесточных и тавровых соединений рекомендуется определять на образцах, вырезанных из стыковых сварных соединений-имитаторов. Стыковые соединения-прототипы рекомендуется выполнять с использованием марок сталей, сварочных материалов и оборудования, предназначенных для сварки указанных выше типов соединений.
7.5.2. Рекомендации к прочностным характеристикам.
Металл сварных соединений выбирается равнопрочным основному металлу. Испытания рекомендуется проводить на трех образцах типа XII или XIII по ГОСТ 6996-66 «Сварные соединения. Методы определения механических свойств», утвержденному постановлением Госстандарта СССР от 3 марта 1996 года N 4736. К металлу сварного шва сопряжения стенки с днищем (уторного шва) рекомендуется дополнительно проверить на равнопрочность с основным металлом по нормативному значению предела текучести.
7.5.3. Рекомендации к ударной вязкости сварных соединений.
Рекомендуемая ударная вязкость при установленной температуре испытаний указана в разделе 2.6 настоящего Руководства по безопасности.
Температуру испытаний устанавливают в соответствии с положениями пункта 2.6.2 настоящего Руководства по Безопасности.
Испытания на ударный изгиб (ударную вязкость) рекомендуем проводить для металла сварного шва и зоны термического влияния стыковых соединений основных конструкций групп А и Б. При этом рекомендуем определить ударную вязкость металла шва и зоны термического влияния на трех поперечных образцах (по шву — три образца; по зоне термического влияния — три образца) с острым надрезом типа IХ (для толщины основного металла 11 мм и более) и типа Х (для толщины основного металла от 6 до 10 мм) по ГОСТ 6996-69* «Сварные соединения. Методы определения механических свойств», утвержденного постановлением Госстандарта СССР от 3 марта 1996 года N 4736.
________________
* Вероятно, ошибка оригинала. Следует читать: «ГОСТ 6996-66». — Примечание изготовителя базы данных.
7.5.4. Рекомендации к технологическим испытаниям на изгиб сварных соединений.
Рекомендуемое средне-арифметическое значение угла изгиба шести поперечных образцов при испытаниях сварных соединений на статический изгиб (тип XXVII по ГОСТ 6996-69* «Сварные соединения. Методы определения механических свойств», утвержденного постановлением Госстандарта СССР от 3 марта 1996 года N 4736) не менее 120°, а минимальное значение угла изгиба одного образца — не ниже 100°. При толщине основного металла до 12 мм включительно испытания рекомендуется проводить изгибом образца с корнем шва внутрь (на трех образцах) и корнем шва наружу (на трех образцах), а при толщине основного металла более 12 мм — изгибом образцов «на ребро» (на шести образцах).
________________
* Вероятно, ошибка оригинала. Следует читать: «ГОСТ 6996-66». — Примечание изготовителя базы данных.
<< назад / к содержанию Приказа № 780 / вперед >>
Технологическая карта сварки вертикальных швов стенки резервуара — МегаЛекции
(МП-03-ОХНВП/С25)
Наименование | Обозначения (показатели) | |||||||
Нормативный документ | СТО-СА-03-002-2009 | |||||||
Способ сварки | МП | |||||||
Основной материал (марки) | 09Г2С-15 (С345) | |||||||
Основной материал (группа) | 1 | |||||||
Сварочные материалы | Св-08Г2С, СО2 | |||||||
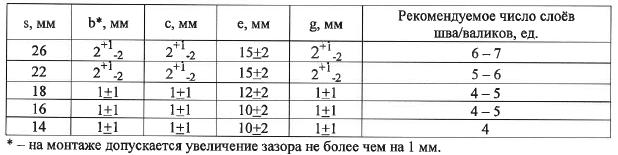
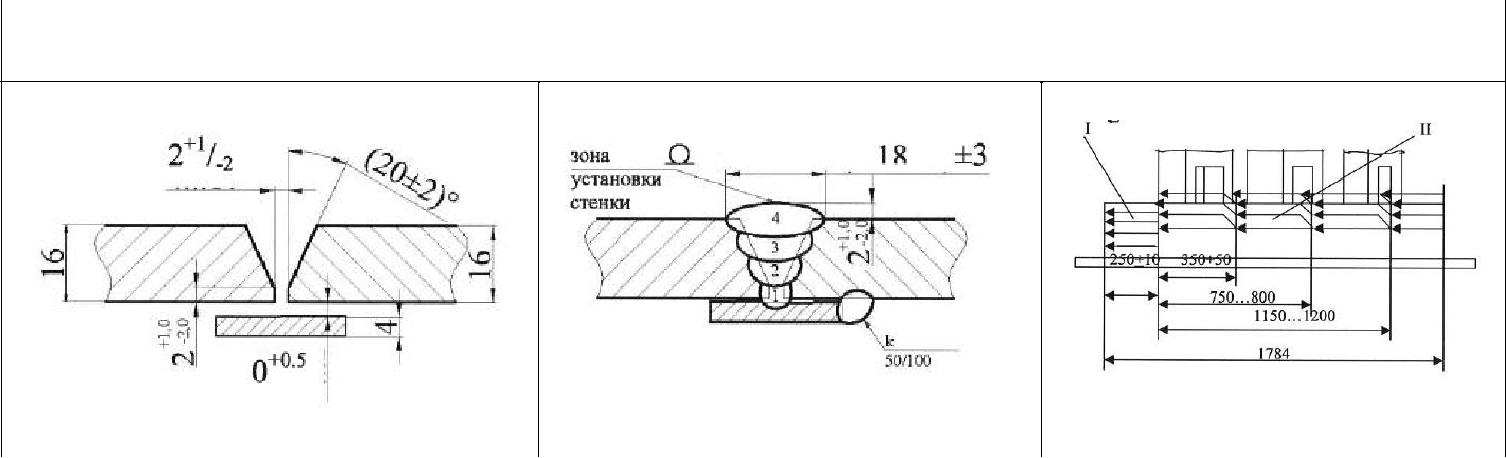
Толщина свариваемых деталей, мм | (26+26), (22+22), (18+18), (16+16), (14+14) | |||||||
Диаметр деталей в зоне сварки, мм | лист | |||||||
Тип шва | СШ | |||||||
Тип соединения | С | |||||||
Вид шва соединения | дс (бз) | |||||||
Форма подготовки кромок | С25 | |||||||
Положение при сварке | В1 | |||||||
Режимы подогрева | Без подогрева | |||||||
Режимы термообработки | Без термообработки | |||||||
Дополнительные параметры | нет | |||||||
| ||||||||
| Конструкция соединения | Конструктивные элементы шва | Порядок сварки | ||||||
| 1-й и 2-й пояса | 3-й – 6-ой пояса | |||||||
Сварочное оборудование (тип): Kempomig 3200 (ПДУ)
Метод подготовки и очистки: механический с наружной и с тыльной стороны на ширину 20мм.
Требования к сборке и прихватке: вертикальный стык закрепить с помощью монтажных
138
Проект Р НОСТРОЙ 12-2014
приспособлений, без прихваток в стыке. Перед сваркой установить выводные пластины.
Технологические параметры сварки
Номер | Диаметр | Род и | Вылет | Скорость | Скорост | Расход | |||
Сварочны | Напряжени | подачи | ь | ||||||
слоя | проволоки | полярность | электрод | защитного | |||||
й ток, А | е дуги, В | провлоки, | сварки, | ||||||
(валика) | , мм | тока | а, мм | газа, л/мин. | |||||
м/мин. | м/ч | ||||||||
| 1 | 1,2 | Постоянный, | 140-180 | 19-22 | 10-15 | 3,2-3,5 | 15-18 | 20-60 | |
2 и т.д. | обратная | 160-220 | 22-24 | 3,5-4,1 | |||||
Технологические требования к сварке
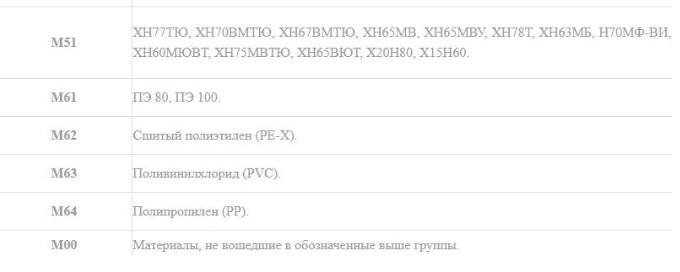
Стык сварить прихватками длиной 20-30 мм, высотой 3-5 мм через 150-300 мм. Установить на верхней кромке стыка выводную планку из стали Ст3 или ей равноценной, сварить с кромкой стенки.
Сварку выполнять обратноступенчатым способом каждого участка (I-IV). Длина ступени 200-300 мм. После заполнения разделки с внутренней стороны стенки скобы убрать, зачистить корень шва. Сварку внешней половины швов производить по аналогии со сваркой с внутренней стороны.
Перед гашением дуги заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 10-15 мм. Последующее зажигание дуги производить на металле шва на расстоянии 12-18 мм от кратера или на выводных планках.
Стык сваривать без перерыва. До полного окончания сварки стыка нельзя подвергать его механическим воздействиям.
После завершения сварки корневого слоя шва следует выполнить визуальный осмотр его поверхности. Участки с излишней выпуклостью (или с поверхностными дефектами) зашлифовать, обеспечив одинаковую высоту валика по всей длине сварного соединения. Обработать шлифмашинкой (при необходимости) обратную сторону корневого слоя. При сварке облицовочных слоев следить за соблюдением требуемой геометрии шва. По окончании сварки каждого слоя производить очистку швов от шлака и брызг металла. В процессе сварки увод кромок регулировать с помощью сборочных приспособлений.
При обнаружении дефектов дефектное место удалить механическим способом до «чистого» металла и заварить вновь.
При сварке высота валика должна быть 2-4 мм, ширина 5-8 мм.
При сварке на сквозняке расход защитного газа необходимо увеличить в 1,5 раза.
При сварке в защитном газе перед возбуждением сварочной дуги следует обдуть место сварки защитным газом для вытеснения воздуха из зоны сварки с целью предупреждения образования пор в начале шва.
После окончания сварки обрывать дугу следует после заплавления кратера. Кратер необходимо обдувать защитным газом до полного затвердевания металла, что исключает возможность
139
Проект Р НОСТРОЙ 12-2014
вредного влияния воздуха на металл шва. Произвести очистку швов от шлака и брызг металла, проставить клейма сварщиков.
Требования к контролю сварных соединений
№ | Наименование (шифр) НД | Объем контроля | |||||||||
Метод контроля | По методике | (%, кол-во | |||||||||
п/п | По оценке качества | ||||||||||
контроля | образцов) | ||||||||||
1 | Визуальный и | РД 03-606-03 | СТО-СА-03-002-2009, п.19.4, | 100% | |||||||
измерительный | п.19.5 | ||||||||||
В соответствии | |||||||||||
| 2 | Радиографический | ГОСТ 7512 | СТО-СА-03-002-2009, п.19.7 | с нормативным | |||||||
документом | |||||||||||
|
| ||||||||||
Организация (предприятие) | ФИО | Подпись | Дата | ||||||||
|
| ||||||||||
Утвердил | Главный инженер | ||||||||||
|
| ||||||||||
Проверил | Ведущий инженер | ||||||||||
| |||||||||||
Разработал | Технолог | ||||||||||
140
Проект Р НОСТРОЙ 12-2014
Библиография
| [1] | Правила | Правила аттестации сварщиков и специалистов | ||||||
| безопасности | сварочного производства | |||||||
| ПБ-03-273-99 | ||||||||
| [2] | Руководящий документ | Технологический | регламент | проведения | аттестации | |||
| РД 03-495-02 | сварщиков и специалистов сварочного производства | |||||||
| [3] | Руководящий документ | Правила | аттестации | персонала | в | области | ||
| ПБ 03-440-02 | неразрушающего контроля | |||||||
| [5] | Стандарт организации | Правила проектирования, изготовления и монтажа | ||||||
| СТО-СА-03-002-2009 | цилиндрических стальных резервуаров для нефти и | |||||||
нефтепродуктов»; | ||||||||
| [6] | Руководящий документ | Порядок применения сварочных материалов при | ||||||
| РД 03-613-03 | изготовлении, монтаже, ремонте и реконструкции | |||||||
технических | устройств | для | опасных | |||||
производственных объектов | ||||||||
| [7] | Руководящий документ | Порядок применения сварочного оборудования при | ||||||
| РД 03-614-03 | изготовлении, монтаже, ремонте и реконструкции | |||||||
технических | устройств | для | опасных | |||||
производственных объектов | ||||||||
| [8] | Руководящий документ | Порядок применения сварочных технологий при | ||||||
| РД 03-615-03 | изготовлении, монтаже, ремонте и реконструкции | |||||||
технических | устройств | для | опасных | |||||
производственных объектов | ||||||||
[9] Строительные нормы иБезопасность труда в строительстве. Часть 2.
| правила | Строительное производство | ||||
| СНиП 12-04-2002 | |||||
| [10] | Ведомственные | Монтаж стальных | вертикальных | цилиндрических | |
| строительные нормы | резервуаров для хранения нефти и нефтепродуктов | ||||
| ВСН 311-89 | объемом от 100 до 50000 м3 | ||||
| [11] | Стандарт организации | Сварочные работы. Правила, контроль выполнения и | |||
СТО НОСТРОЙ 2.10.64- требования к результатам работ | |||||
| 2012 | |||||
| [4] | Руководство по | Руководство | по | безопасности | вертикальных |
141
Проект Р НОСТРОЙ 12-2014
безопасности цилиндрических стальных резервуаров для нефти и
нефтепродуктов (приказ Федеральной службы по
экологическому, технологическому и атомному
надзору №780 от 26.12.12г.)
142
Проект Р НОСТРОЙ 12-2014
Приложение Е
(рекомендуемое)
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденные Показать действующие Показать частично действующие Показать не действующие Показать проекты Показать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
Технологическая карта сварки стыковых соединений окраечных листов днищ резервуара (МП-01-ОХНВП/С19)
Наименование | Обозначения (показатели) | ||||||||
Нормативный документ | СТО-СА-03-002-2009 | ||||||||
Способ сварки | МП | ||||||||
Основной материал (марки) | 09Г2С-12 (С345) | ||||||||
Основной материал (группа) | 1 | ||||||||
Сварочные материалы | Св-08Г2С, СО2 | ||||||||
Толщина свариваемых деталей, мм | 16 | ||||||||
Диаметр деталей в зоне сварки, мм | лист | ||||||||
Тип шва | СШ | ||||||||
Тип соединения | С | ||||||||
Вид шва соединения | ос (сп) | ||||||||
Форма подготовки кромок | С19 | ||||||||
Положение при сварке | Н1 | ||||||||
Режимы подогрева | Без подогрева | ||||||||
Режимы термообработки | Без термообработки | ||||||||
Дополнительные параметры | нет | ||||||||
| |||||||||
Конструкция соединения | Конструктивные элементы | Порядок сварки | |||||||
шва | |||||||||
I- первый этап
II – второй этап
Сварочное оборудование (тип): Kempomig 3200 (ПДУ)
Метод подготовки и очистки: механический, на ширину 20 мм в обе стороны от стыка Требования к сборке и прихватке: закрепление стыка выполнить сборочными скобами и поперечными гребенками. В качестве выводных планок использовать удлиненные подкладные пластины. Количество прихваток длиной 20-30 мм и высотой до 5 мм – 3-4 шт. равномерно проставленные по длине.
Технологические параметры сварки
| Номер | Диаметр | Род и | Вылет | Скорость | Скорост | Расход | |||
слоя | Сварочны | Напряжени | подачи | защитног | |||||
проволоки | полярность | электрода | ь сварки, | ||||||
(валика | й ток, А | е дуги, В | проволоки | о газа, | |||||
, мм | тока | , мм | м/ч | ||||||
) | , м/мин. | л/мин. | |||||||
| 1 | 1,2 | Постоянный | 140-210 | 19-22 | 10-15 | 3,2-3,5 | 15-18 | 20-60 | |
| 133 |
Проект Р НОСТРОЙ 12-2014
| 2 | , обратная | 180-320 | 22-28 | 3,5-4,1 |
Технологические требования к сварке:
Сварка окрайки:
1-ый этап. Выполнить сварку начального участка стыков окраек зоны расположения элементов
стенки ниточными валиками обратноступенчатым способом.
2-ой этап. Выполнить после последовательного выполнения операций сборки, сварки и контроля качества полотен центральной части днища, сборки, сварки вертикальных и горизонтальных швов между полосами и контролем качества не менее 3-х поясов стенки.
После окончания сварки всего стыка и его остывания удалить гребенки и скобы, а места их крепления зашлифовать. По окончании сварки первого слоя шва зачистить его от шлака и брызг и произвести визуальный контроль. Обнаруженные дефекты вышлифовать и отремонтировать. Аналогично выполнить второй и третий слои с очисткой их от шлака.
Перед гашением дуги заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 10-15 мм. Последующее зажигание дуги производить на металле шва на расстоянии 12-18 мм от кратера или на выводных планках.
Стык сваривать без перерыва. Не прекращать сварку до заполнения половины высоты разделки по всей длине. До полного окончания сварки стыка нельзя подвергать его механическим воздействиям.
При обнаружении дефектов дефектное место удалить механическим способом до «чистого» металла и заварить вновь.
При сварке высота валика должна быть 2-4 мм, ширина 5-8 мм.
При сварке на сквозняке расход защитного газа необходимо увеличить в 1,5 раза.
При сварке в защитном газе перед возбуждением сварочной дуги следует обдуть место сварки защитным газом для вытеснения воздуха из зоны сварки с целью предупреждения образования пор в начале шва.
После окончания сварки обрывать дугу следует после заплавления кратера. Кратер необходимо обдувать защитным газом до полного затвердевания металла, что исключает возможность вредного влияния воздуха на металл шва. Произвести очистку швов от шлака и брызг металла, проставить клейма сварщиков.
Требования к контролю сварных соединений
№ | Наименование (шифр) НД | Объем контроля | |||
Метод контроля | (%, кол-во | ||||
п/п | По методике контроля | По оценке качества | |||
образцов) | |||||
Неразрушающие | |||||
1 | Визуальный и | РД 03-606-03 | СТО-СА-03-002-2009, п.п.19.4, | 100% | |
измерительный | 19.5 | ||||
2 | Радиографический | ГОСТ 7512 | СТО-СА-03-002-2009, п.19.7 | В соответствии с | |
разделом 7 | |||||
134
Проект Р НОСТРОЙ 12-2014
Приложение 2
(рекомендуемое)
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
Карта технологического процесса сварки
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 30 лет назад. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта по сварке должна содержать следующие данные:
 1. Сведения о основном металле.
1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
При строительстве объекта на производстве должен находиться комплект технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы. Некоторые предприятия не могут позволить себе содержание дорогостоящего инженерного состава сварочного производства. Инженерный центр «Mavego» минимизирует Ваши затраты на содержание инженерно-технических работников и на основании договора и технического задания, в кратчайшие сроки разработает комплект технологических карт сварки, а также подберет оборудование и материалы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
Спецификация процедуры сварки (WPS) — Скачать PDF бесплатно
Европейские стандарты сварки
 Европейские стандарты сварки John Dyson 15 марта 2004 г. Гармонизированные европейские стандарты Гармонизированы не все стандарты EN, а только те, которые считаются соответствующими требованиям ESR в директивах по продукции.
Европейские стандарты сварки John Dyson 15 марта 2004 г. Гармонизированные европейские стандарты Гармонизированы не все стандарты EN, а только те, которые считаются соответствующими требованиям ESR в директивах по продукции.
Сварка труб противопожарной защиты 101
 Автор: Вальтер Дж. Сперко, P.E. Sperko Engineering Services, Inc. 4803 Archwood Drive Greensboro, NC 27406 USA www.sperkoengineering.com 336-674-0600 Факс 336-674-0202 [email protected] Часть 1 Процедуры сварки
Автор: Вальтер Дж. Сперко, P.E. Sperko Engineering Services, Inc. 4803 Archwood Drive Greensboro, NC 27406 USA www.sperkoengineering.com 336-674-0600 Факс 336-674-0202 [email protected] Часть 1 Процедуры сварки
Supercored 70NS ТИП: с металлическим сердечником
 0
0
02 MIG FCW Supercored 70NS 1,2 мм Hyundai 003 MIG FCW Supercored 70NS 1,4 мм Hyundai 현대 핸드북 (영문) _5- 수정 2013.7.24 12:51 페이지 205 백제 2 번 2540DPI 200LPI 024 MIG FCW Supercored 70NS 1,6 мм Hyundai Дополнительная информация Наплавка бурильной трубы
 Наплавка бурильных труб ГЛОБАЛЬНАЯ ЗАЩИТА ОТ ИЗНОСА И РАЗРЫВА Кислородноацетиленовые стержни Порошковая и порошковая проволока Электроды PTA — Сварка Кислородно-ацетиленовая сварка и напыление Порошки Распыление пламенем Дуговое напыление FLSP
Наплавка бурильных труб ГЛОБАЛЬНАЯ ЗАЩИТА ОТ ИЗНОСА И РАЗРЫВА Кислородноацетиленовые стержни Порошковая и порошковая проволока Электроды PTA — Сварка Кислородно-ацетиленовая сварка и напыление Порошки Распыление пламенем Дуговое напыление FLSP
Дополнительная информация ТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ
THOMAS — G-FLEX GFLEX TECH SPEC ПОДКЛЮЧЕНИЕ ИННОВАЦИЙ ЙОХАННЕСБУРГ ТЕЛ: +27 11 794 7594 КЕЙПТАУН ТЕЛ: +27 21 556 5258 ПОЛОКВАНЕ ТЕЛ: 015 298 9142 ДИЗАЙНЕР, ПРОИЗВОДИТЕЛЬ И ДИСТРИБЬЮТОР ТРУБОПРОВОДОВ 9000
Дополнительная информация
ASME Раздел IX, издание 2007 г., Дополнения 2009 г.По материалам журнала Welding Journal, октябрь 2009 г. Подготовлено
Сводка изменений в разделе IX ASME, издание 2007 г., дополнения 2009 г. Как опубликовано в Welding Journal, октябрь 2009 г. Подготовлено Walter J. Sperko, P.E. Sperko Engineering Services, Inc 4803 Archwood Drive
Дополнительная информация ** СЕВЕРНЫЙ ДУРАХРОМ **
** СЕВЕРО-ЗАПАДНЫЙ ДУРАХРОМ ** ЧТО ТАКОЕ ДУРАХРОМ? Norwest Durachrome — это долговечная отливка с высоким содержанием хрома, отлитая по форме инструмента, на котором она применяется.Хромовый сплав составляет от 26% до
Дополнительная информация Руководство по сварке MIG для новичков
Руководство по сварке MIG для новичков Названия сварки MIG Сварка MIG, или MIG, является аббревиатурой от слова «сварка металла в инертном газе». MIG — широко используемый и общепринятый сленговый термин, который использовался, когда процесс
Дополнительная информация СОВЕТЫ ПО СВАРКЕ TIG от Тома Белла
(Этот документ состоит из двух частей: сначала общая сварка TIG, а затем одна, посвященная алюминию.СОВЕТЫ ПО СВАРКЕ TIG от Тома Белла 1. Чем больше стержень, тем легче его подавать. Используйте стержни большего диаметра (3/32
Дополнительная информация Ассортимент плазменных / TIG-аппаратов
Ассортимент аппаратов для плазменной / TIG-сварки Решения для PLASMA / TIG-сварки часто используются для сварки сосудов или труб в различных областях, таких как пищевая, транспортная, нефтехимическая или авиационная промышленность. Air Liquide Welding предлагает
Дополнительная информация Руководство по процедуре сварки
Руководство по процедуре сварки Простое в использовании руководство по подготовке технических паспортов процедуры сварки Copyright 2008 CWB Group — Industry Services Copyright CWB Group — Industry Services Revised September
Дополнительная информация Типовые решения для TIG-плазмы
Типовые плазменные решения 2228-005 2003-670 Решения для производителей котлов 2004-257 1210-064 1210-067 64 3638-008 2008-400 1415-014 2000-169 2003-204 1467-003 2000-343 2000-160 Решения для трубопроводов или плазменная сварка
Дополнительная информация Глава 5 — Сварка самолетов
Глава 5 — Сварка самолетов Глава 5 Раздел A Вспомогательные вопросы Заполните пропуски 1.Существует 3 вида сварки: и, сварка. 2. Получено пламя оксиацетилена с температурой Фаренгейта
Дополнительная информация DNVGL-OS-C401 Издание июль 2015 г.
ОФШОРНЫЙ СТАНДАРТ DNVGL-OS-C401 Издание июль 2015 г. Изготовление и тестирование морских сооружений Электронная версия этого документа в формате pdf, которую можно найти на сайте http://www.dnvgl.com, является официально обязательной
Дополнительная информация ПАРТНЕРЫ и ОБЯЗАННОСТИ
Местоположение Основные факты Основная деятельность Разработка и управление производством тяжелых металлоконструкций и компонентов для сталелитейной промышленности.Объем продаж до 40 млн. Человек. Персонал 190 человек. Площадь магазинов 35.000 м²
.
Дополнительная информация Генеральный каталог дугового оборудования
Главный каталог дугового оборудования MMA — TIG — MIG / MAG — Плазменная резка Главный каталог дугового оборудования 2008/2009 www.oerlikon-welding.com 2006-93 2008-204 2008-205 2008-206 OERLIKON является частью Air Liquide
Дополнительная информация Руководство по проверке сварочных работ в полевых условиях
Руководство по инспекции сварки в полевых условиях Содействие в интерпретации любых спецификаций или вопросов, касающихся вопросов сварки в полевых условиях, можно получить в Управлении материаловедения, структурная сварка
Дополнительная информация 8.МЕТАЛЛУРГИЯ И СВАРКА
8.1 Основные материалы 8. МЕТАЛЛУРГИЯ И СВАРКА 8.1.1 Стали Разработчики должны указать материалы, которые легко доступны для строительства зданий и которые обеспечат подходящую пластичность и свариваемость
Дополнительная информация ПРОЦЕСС КВАЛИФИКАЦИИ СВАРОК
ПРОЦЕСС КВАЛИФИКАЦИИ ОБОРУДОВАНИЯ СВАРКИ В ОБЛАСТИ КОНСТРУКЦИЙ Отдел проектирования металлических конструкций Апрель 2007 г. Изменено в октябре 2008 г. Содержание Номер страницы Описание 1 Введение 2-6 Требования к квалификационным испытаниям
Дополнительная информация Сварка конструкционной стали
Курс PDH S150 Сварка конструкционной стали Semih Genculu, P.Д. 2007 Центр PDH 2410 Дакота Лейкс Драйв Херндон, Вирджиния 20171-2995 Телефон: 703-478-6833 Факс: 703-481-9535 www.pdhcenter.com Утвержденный продолжающийся
Дополнительная информация T5 LongLast. ПАСПОРТ GE Lighting
GE Lighting T5 LongLast ТЕХНИЧЕСКИЙ ПАСПОРТ Линейные люминесцентные лампы T5 LongLast High Efficiency 14 Вт, 21 Вт, 28 Вт, 35 Вт T5 LongLast High Output 24 Вт, 39 Вт, 49 Вт, 54 Вт, 8 Вт Информация о продукте Лампы T5 LongLast трифосфорные
Дополнительная информация GEDİK TECHNOLOGY DAYS
GEDİK TECHNOLOGY DAYS 10 фев.2015 Pendik Green Park Hotel, Стамбул ТЕХНОЛОГИЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ ПРИРОДНОГО ГАЗА Д-р Дидем ГЕНКАН ГЕДИК Развитие сварочного бизнеса и ответственный спрос проекта
Дополнительная информация OD1651 СВАРОЧНЫЕ ОПЕРАЦИИ, I
ПОДКУРС OD1651 ИЗДАНИЕ 8 СВАРОЧНЫЕ ОПЕРАЦИИ, I СВАРОЧНЫЕ ОПЕРАЦИИ, I ПОДКУРС № OD1651 Командование поддержки общевойсковой армии США в Форт-Ли, Вирджиния 23801-1809 6 кредитных часов ОБЩАЯ ИНФОРМАЦИЯ Цель
Дополнительная информация ЗАЩИТА СТАЛЬНАЯ
СТАЛЬНАЯ СТАЛЬНАЯ СТОЙКА Стойки ограждения, соответствующие требованиям сертификации материалов, оцениваются и проверяются на: 1.Приемка размеров 2. Результаты физических испытаний a. Химическая b. Физический 3. Оцинкованное или окрашенное покрытие
Дополнительная информация CV (Curriculum Vitae)
CV (Curriculum Vitae) Личная информация: Имя СЕРГЕЙ АЗАРОВ Адрес K. KÄRBERI 4-129, TALLINN 13812, ESTONIA Телефон 0037255999964 Факс Электронная почта [email protected] Гражданство EST Дата рождения 29.01.1979
Дополнительная информация 2350-012.Глава 3 Сварка МИГ / МАГ
250-012 Глава Сварка МИГ / МАГ 2000-489 Сварка МИГ / МАГ Перенос металла Горелка Сопло Контактный наконечник Газовая защита Расплавленный металл Электродная проволока Сварной валик Обзор и руководство по выбору сварки МИГ / МАГ
Дополнительная информация 2350-011. Глава 2 Сварка TIG
350-011 Глава Сварка TIG Сварка TIG Обзор и руководство по выбору сварки TIG Схема ручной установки для сварки TIG Шлем / маска Защитная одежда Металлический стержень с наполнителем Зажим заземления Отвод дыма
Дополнительная информация Стандартные толстопленочные чип-резисторы
Стандартные толстопленочные чип-резисторы ХАРАКТЕРИСТИКИ Стабильность R / R = 1% в течение 00 ч при 70 ° C, вариант упаковки с шагом 2 мм для размера Контакты под припой из чистого олова на никелевом барьерном слое обеспечивает совместимость с не содержащим свинца (Pb)
Дополнительная информация . WPS и PQR Демистификация: Ресурсы: American Welding Society
Демистификация WPS и PQR
-
- , Эдуардо Герра
Несколько членов группы образовательных услуг AWS недавно имели возможность посетить несколько семинаров CWI под руководством инструкторов. За это время мы смогли пообщаться со студентами и получить некоторое представление о том, как у них дела.В совокупности мы обнаружили, что большинство студентов хотя бы в некоторой степени были знакомы с большей частью информации, которая обсуждалась во время семинара. Однако была одна тема, которая снова и снова вызывала у студентов полный пробел: Спецификации процедур сварки и Протоколы квалификации процедур.
«Что такое WPS?» «Что такое PQR?» «Почему они важны?» «Как мне их использовать?»
Если эти вопросы заставляют вас пожать плечами, не волнуйтесь, мы собираемся немного разобрать для вас эти сбивающие с толку сокращения.Основываясь на нашей популярной серии Сварочные символы, состоящей из четырех частей (Часть I, Часть II, Часть III, Часть IV), давайте займемся WPS и PQR.
Что такое WPS?
Спецификация процедуры сварки, или WPS, представляет собой документ, который служит руководством для эффективного создания сварного шва, соответствующего всем применимым требованиям норм и стандартам производства. Думайте о WPS как о рецепте для сварщиков. Точно так же, как рецепт торта указывает, какие ингредиенты и в каком количестве вам понадобятся, WPS содержит сведения, необходимые для создания желаемого сварного шва.Сюда входит такая информация, как марка основного металла, классификация присадочного металла, диапазон силы тока, состав защитного газа, а также температуры предварительного нагрева и промежуточного прохода. Идея состоит в том, что если группа сварщиков соблюдает все детали WPS, каждый из них должен иметь возможность производить сварные швы с достаточно похожими механическими свойствами.
Что такое PQR?
Чтобы ответить на этот вопрос, нам нужно сделать шаг назад. Видите ли, прежде чем будет составлен проект WPS, необходимо разработать предварительный набор процедур и материалов.Эта начальная процедура используется для создания серии сварных швов, которые затем подвергаются механическим испытаниям, чтобы убедиться, что они соответствуют всем применимым требованиям. Процедуры создания и испытания образцов сварных швов, а также окончательные результаты документируются в протоколе аттестации процедуры или PQR. Если результаты испытаний приемлемы, PQR утверждается и может затем служить основой для разработки одного или нескольких WPS. Короче говоря, PQR служит доказательством того, что данный WPS действительно может быть использован для получения приемлемого сварного шва.
В чем важность WPS и PQR?
-
- Выдержка из Свода знаний для экзамена CWI. Часть B состоит из 5 отдельных областей обучения.
Начнем с того, что WPS и PQR — это схемы для создания повторяемых, эффективных и безопасных сварных швов. Если вам нужно больше доказательств того, что WPS и PQR имеют большое значение, не ищите ничего, кроме Свода знаний для экзамена CWI.Этот документ предлагает приблизительную разбивку тем, которые рассматриваются в каждой части теста. Часть B посвящена практическому применению проверки и широко известна как практическая часть экзамена. Вы заметите, что как минимум 28% вопросов в Части B относятся к процедуре и квалификации сварщика. Чтобы ответить на эти вопросы, вам нужно знать, как читать WPS и PQR, извлекать из них соответствующую информацию и делать оценки на основе этой информации.Я могу сказать вам, что инструкторы семинаров CWI отлично справляются с описанием WPS и PQR на собственном опыте. Однако, если вы впервые видите WPS во время семинара CWI или, что еще хуже, самого экзамена CWI, вы действительно копаете себя в яме.
Совет для профессионалов: если это особенно актуально для вас, не стесняйтесь проверить образцы WPS и PQR в книге спецификаций AWS. Их можно найти в приложениях в конце документа.
Как использовать WPS и PQR?
Это отличный вопрос. Это также требует гораздо большего количества времени и подробностей, чем я могу предоставить в этом месте. Как я упоминал ранее, WPS и PQR довольно широко освещаются во время живых семинаров CWI. Однако, если вы хотите стать лучше, вы можете рассмотреть интерактивный онлайн-курс AWS Learning «WPS / PQR: Explained». Этот курс был создан в ответ на постоянную обратную связь от студентов и преподавателей и охватывает тонкости спецификаций сварочных процедур и квалификационных записей процедур.Это включает в себя все: от их цели, того, как они составлены, какую информацию они содержат и как использовать эту информацию.
Курс также охватывает процесс квалификации процедуры, включая подробную информацию о свойствах материалов, а также общие неразрушающие и разрушающие испытания. На протяжении всего курса инструкции представлены в виде серии коротких модулей, позволяющих усваивать информацию постепенно, а не сразу. Каждый модуль основан на концепциях, представленных в предыдущем, и включает в себя викторины и интерактивные практические вопросы, которые помогут вам по-настоящему усвоить материал.
Итак, что теперь?
Важно помнить, что мы здесь лишь поверхностно. WPS и PQR — важная часть базы знаний CWI, но они далеко не единственное. Имея это в виду, если вы готовы сделать следующий шаг и узнать больше о WPS и PQR, обязательно загляните на страницу «WPS / PQR: объяснение» в AWS Learning. Пока вы там, вы можете ознакомиться с некоторыми другими нашими образовательными предложениями. Если вы хотите узнать о новой теме или освежить в памяти уже знакомую, набор онлайн-курсов AWSL — отличное место для начала.
Как всегда, если у вас есть какие-либо вопросы или у вас есть предложение по теме, которую вы хотите, чтобы мы обсудили в следующем блоге, позвоните нам или напишите нам в разделе комментариев ниже!
. Распространенные проблемы при сварке проволокой
Есть правильный и неправильный способ сварки. И даже если все сделано правильно, важно знать о других факторах, которые могут саботировать работу.
Сварка обычно является наиболее критическим и тщательно контролируемым процессом изготовления изделий, сварных деталей и единиц оборудования. Целостность любого готового изделия, требующего сварки, зависит от качества сварных швов, соединяющих вместе различные компоненты и материалы.Из-за этого критического характера все проверки и требования по обеспечению качества вращаются вокруг сварочных операций.
Как и в любом процессе изготовления, сварка бывает правильной и неправильной. И даже если все сделано правильно, важно знать о других факторах, которые могут саботировать работу.
Сварка сплошной проволокой и сварка порошковой проволокой
Один из часто выполняемых видов сварки — это сварка сплошной проволокой. Преимущества этого типа сварки заключаются в том, что он дает очень чистый сварной шов и лучше подходит для тонкого металла.Сплошная проволока не образует луж и не течет, как это необходимо для равномерного заполнения стыка, что делает ее непригодной для более толстых металлов. Также сложнее точно нанести сварное соединение, поскольку оно имеет тенденцию прилипать к одной стороне соединения больше, чем к другой. Если сплошная проволока должна использоваться для более толстого материала, вам может потребоваться несколько сварочных проходов, а затем строжка или шлифовка предыдущих сварочных проходов до полного расплавления сварного шва.
Другой вид сварки — порошковая сварка, при которой полая проволока заполняется флюсом.Преимущества этого процесса заключаются в том, что он лучше подходит для толстого металла, он равномерно и точно течет в сварные швы, более щадящий, равномерно плавится и обеспечивает хорошее проплавление швов.
Недостатками являются то, что порошковая проволока образует лужи и выходит слишком плоско и быстро при использовании этого метода для более тонких металлов. Флюс горит, оставляя обугленные пятна на сварном шве, которые требуют тщательной чистки щеткой и очистки для удаления. Если вам необходимо использовать порошковую проволоку для обработки тонкого материала, обязательно используйте приварные выступы в начале и конце сварного шва, чтобы создать «перемычки», которые помогут предотвратить выход сварного шва из шва.
Проволока Сварка одинаковых и разнородных материалов
Независимо от марки свариваемого материала, а также от того, соединяете ли вы похожие или разнородные металлы, при соблюдении надлежащих процедур у вас не должно возникнуть проблем с получением качественного шва. Лучший способ добиться хороших сварных швов — это разработать подробный план сварки для конкретного проекта. Начните с самого начала и последовательно выполняйте необходимые шаги до завершения.
Во-первых, изучите планы и чертежи, чтобы определить все типы сварных швов, марки соединяемых материалов и необходимую подготовку стыка.Во-вторых, изготовьте образцы сварных швов, имитирующие сварные швы, которые вам понадобятся. Затем вы можете отправить эти купоны в лабораторию для испытаний на изгиб / разрыв либо через стороннего сертифицированного инспектора по сварке (CWI), либо через собственный CWI. Наконец, создайте отчет о квалификации процедуры (PQR) и спецификацию процедуры сварки (WPS) для каждого типа сварного шва, необходимого для проекта.
PQR и WPS определяют параметры сварки, которые необходимо выполнить, такие как ток, вольт, скорость перемещения, электрод, толщина металла, тип соединяемого материала и конфигурация сварного шва.Это лишь несколько важных пунктов, перечисленных в этих отчетах и спецификациях; они также содержат дополнительную информацию, которой вам необходимо следовать.
Что делает сварной шов плохим?
Достаточно одного неверного шага, чтобы поставить под угрозу качество сварного шва. Некоторые примеры используют неподходящий присадочный металл для соединяемых материалов; невыполнение процессов предварительного или последующего нагрева; использование неправильного защитного газа; запуск провода с неправильной скоростью; использование усилителя или напряжения вне допустимого диапазона; неправильная совместная подготовка; и даже что-то столь же простое, как вентилятор, дующий в сторону сварочной станции, который может сдувать защитный газ.Все эти факторы могут привести к плохому сварному шву.
Если для толстого материала необходимо использовать сплошную проволоку, может потребоваться несколько сварочных проходов, а затем строжка или шлифовка предыдущих проходов до полного расплавления сварного шва.
Что делает сварной шов плохим? Слишком много наплавленного шва, подрезы, точечные отверстия, пористость, неправильное проплавление, трещины, отсутствие плавления и чрезмерное разбрызгивание сварочного шва. Например, все на сварном шве может выглядеть хорошо визуально, даже если вы используете неподходящий присадочный металл или электрод.Однако проблемы могут возникнуть на более позднем этапе эксплуатации продукта. Во время работы, вибрации, горячего и холодного расширения и сжатия металла и сварных швов неподходящий присадочный металл может иметь меньшее или большее расширение, чем металлы, которые он соединял вместе. Эта разница может привести к разрыву сварных швов, что приведет к выходу продукта из строя и физическому или финансовому ущербу для конечного пользователя.
Контроль качества
Надлежащая сертификация сварщиков является требованием для контроля качества сварки.Квалификация сварщика аналогична аттестации процедуры сварки (WPQ), в которой испытательные образцы свариваются вместе. Купон проходит испытание на изгиб / разрыв, и при удовлетворительных результатах сварщик получает сертификат после его сдачи. Сертифицированным сварщикам выдается номер штампа, который используется в процессе производства для идентификации того, кто выполнял сварку. Это инициирует подотчетность и прослеживаемость, которые повышают качество сварщика.
Кроме того, правильная калибровка сварочных аппаратов является важным фактором контроля качества.Со временем сварочные аппараты теряют свою калибровку и производительность. В этом случае обратитесь к специалисту по калибровке, который может периодически проверять машины, чтобы убедиться, что выходная мощность соответствует настройкам, введенным в машину. Правильно откалиброванный сварочный аппарат необходим для обеспечения надлежащей работы.
Наконец, убедитесь, что провод, который вы используете, в хорошем состоянии. Существуют процедуры обеспечения качества, которым необходимо следовать при покупке и хранении новых и бывших в употреблении катушек сварочной проволоки.Влага и прохладная погода могут повредить сварочную проволоку, тогда как ржавчина и другие загрязнения могут повредить качество и целостность присадочного металла. По этой причине храните сварочную проволоку в шкафу с регулируемой температурой, когда она не используется.
Стивен Гисгонд — генеральный директор Ci Metal Fabrication, 6205 Сент-Луис-Стрит, Меридиан, MS 39307, 601-483-6281, www.cimetalfab.com.
Лучший способ добиться хороших сварных швов — это разработать подробный план сварки для конкретного проекта.Начните с самого начала и последовательно выполняйте необходимые шаги до завершения.
. Спецификация процедуры сварки (WPS), Протокол аттестации процедуры сварки (WPQR), Аттестация качества сварки (WPQ)
Введение
Применяется сварная конструкция, требования к качеству при проектировании, производстве и использовании. Поэтому клиенты в нефтегазовой и химической промышленности заявляют об утвержденных процедурах сварки. Сварка требует навыков. Для определения того, «как сваривать», помимо множества других факторов, необходимы знания о свариваемых материалах и процессе сварки.Из-за большого количества переменных, знания инженера-сварщика и навыки сварщика должны быть подтверждены серией тестов.
Эта информация задокументирована в Разделе IX Кодекса ASME по котлам и сосудам под давлением (BPVC) по адресу:
- Технические условия на процедуру сварки (WPS)
- Протокол аттестации процедуры сварки (WPQR)
- Квалификация качества сварки (WPQ)
Технические условия на сварку
Спецификация процедуры сварки является обязательным документом для всех кодов сварки.Ваш клиент прямо или косвенно указывает, на какой код должна соответствовать ваша компания. На WPS указаны все параметры, необходимые для выполнения сварочной операции.
Короче говоря, WPS — это рецепт вашей сварочной операции. Он описывает используемый процесс или процессы сварки, используемые основные материалы, конструкцию и геометрию соединения, газы и расход, положение сварки и включает все условия и параметры процесса. Каждый код имеет рекомендуемый формат.
Протокол аттестации процедуры сварки
Протокол аттестации процедуры сварки — это документ, который квалифицирует Спецификацию процедуры сварки.Чтобы квалифицировать ваш WPS, приваривается аттестационная пластина процедуры в соответствии с требованиями норм. Фактические параметры испытаний записываются во время сварки, чтобы гарантировать соблюдение WPS. Как правило, любая сопроводительная документация, такая как спецификации материалов, характеристики электродов и защитного газа, включается в состав WPQR. Все необходимые испытания, как неразрушающие, так и разрушающие, также записываются. Эти тесты обычно включают рентгеновские исследования, ультразвуковые исследования, испытания на растяжение, испытания на изгиб и, при необходимости, испытания на удар.
WPQR объединяет всю информацию о WPS и добавляет результаты испытаний, чтобы предоставить полный документ, удостоверяющий спецификации сварки. Этот документ также требуется для всех кодексов, если вы не соответствуете спецификациям Американского общества сварки (AWS). При определенных условиях WPS может считаться прошедшим предварительную квалификацию, в которых WPQR не требуется.
Квалификация сварщика
Этот документ требуется по всем правилам для всех сварщиков.В нем подробно описывается и обобщается следующая информация: Указывает на WPS, на который ссылаются во время квалификационного испытания. Идентифицирует сварщика по имени и / или номеру часов. Перечисляет основные параметры, которые были во время этого испытания. Отчеты о результатах требуемых квалификационных испытаний. кодов существует ограничение по времени, связанное с квалификационным тестом сварщика.
Однако Американское сварочное общество предоставляет неограниченный квалификационный период при соблюдении определенных условий.Как и в случае с WPS и WPQR, каждый код имеет рекомендуемый формат.
.
24 MIG FCW Supercored 70NS 1,6 мм Hyundai Дополнительная информация Наплавка бурильной трубы
Наплавка бурильных труб ГЛОБАЛЬНАЯ ЗАЩИТА ОТ ИЗНОСА И РАЗРЫВА Кислородноацетиленовые стержни Порошковая и порошковая проволока Электроды PTA — Сварка Кислородно-ацетиленовая сварка и напыление Порошки Распыление пламенем Дуговое напыление FLSP
Дополнительная информация ТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ
THOMAS — G-FLEX GFLEX TECH SPEC ПОДКЛЮЧЕНИЕ ИННОВАЦИЙ ЙОХАННЕСБУРГ ТЕЛ: +27 11 794 7594 КЕЙПТАУН ТЕЛ: +27 21 556 5258 ПОЛОКВАНЕ ТЕЛ: 015 298 9142 ДИЗАЙНЕР, ПРОИЗВОДИТЕЛЬ И ДИСТРИБЬЮТОР ТРУБОПРОВОДОВ 9000
Дополнительная информация
ASME Раздел IX, издание 2007 г., Дополнения 2009 г.По материалам журнала Welding Journal, октябрь 2009 г. Подготовлено
Сводка изменений в разделе IX ASME, издание 2007 г., дополнения 2009 г. Как опубликовано в Welding Journal, октябрь 2009 г. Подготовлено Walter J. Sperko, P.E. Sperko Engineering Services, Inc 4803 Archwood Drive
Дополнительная информация ** СЕВЕРНЫЙ ДУРАХРОМ **
** СЕВЕРО-ЗАПАДНЫЙ ДУРАХРОМ ** ЧТО ТАКОЕ ДУРАХРОМ? Norwest Durachrome — это долговечная отливка с высоким содержанием хрома, отлитая по форме инструмента, на котором она применяется.Хромовый сплав составляет от 26% до
Дополнительная информация Руководство по сварке MIG для новичков
Руководство по сварке MIG для новичков Названия сварки MIG Сварка MIG, или MIG, является аббревиатурой от слова «сварка металла в инертном газе». MIG — широко используемый и общепринятый сленговый термин, который использовался, когда процесс
Дополнительная информация СОВЕТЫ ПО СВАРКЕ TIG от Тома Белла
(Этот документ состоит из двух частей: сначала общая сварка TIG, а затем одна, посвященная алюминию.СОВЕТЫ ПО СВАРКЕ TIG от Тома Белла 1. Чем больше стержень, тем легче его подавать. Используйте стержни большего диаметра (3/32
Дополнительная информация Ассортимент плазменных / TIG-аппаратов
Ассортимент аппаратов для плазменной / TIG-сварки Решения для PLASMA / TIG-сварки часто используются для сварки сосудов или труб в различных областях, таких как пищевая, транспортная, нефтехимическая или авиационная промышленность. Air Liquide Welding предлагает
Дополнительная информация Руководство по процедуре сварки
Руководство по процедуре сварки Простое в использовании руководство по подготовке технических паспортов процедуры сварки Copyright 2008 CWB Group — Industry Services Copyright CWB Group — Industry Services Revised September
Дополнительная информация Типовые решения для TIG-плазмы
Типовые плазменные решения 2228-005 2003-670 Решения для производителей котлов 2004-257 1210-064 1210-067 64 3638-008 2008-400 1415-014 2000-169 2003-204 1467-003 2000-343 2000-160 Решения для трубопроводов или плазменная сварка
Дополнительная информация Глава 5 — Сварка самолетов
Глава 5 — Сварка самолетов Глава 5 Раздел A Вспомогательные вопросы Заполните пропуски 1.Существует 3 вида сварки: и, сварка. 2. Получено пламя оксиацетилена с температурой Фаренгейта
Дополнительная информация DNVGL-OS-C401 Издание июль 2015 г.
ОФШОРНЫЙ СТАНДАРТ DNVGL-OS-C401 Издание июль 2015 г. Изготовление и тестирование морских сооружений Электронная версия этого документа в формате pdf, которую можно найти на сайте http://www.dnvgl.com, является официально обязательной
Дополнительная информация ПАРТНЕРЫ и ОБЯЗАННОСТИ
Местоположение Основные факты Основная деятельность Разработка и управление производством тяжелых металлоконструкций и компонентов для сталелитейной промышленности.Объем продаж до 40 млн. Человек. Персонал 190 человек. Площадь магазинов 35.000 м²
.
Дополнительная информация Генеральный каталог дугового оборудования
Главный каталог дугового оборудования MMA — TIG — MIG / MAG — Плазменная резка Главный каталог дугового оборудования 2008/2009 www.oerlikon-welding.com 2006-93 2008-204 2008-205 2008-206 OERLIKON является частью Air Liquide
Дополнительная информация Руководство по проверке сварочных работ в полевых условиях
Руководство по инспекции сварки в полевых условиях Содействие в интерпретации любых спецификаций или вопросов, касающихся вопросов сварки в полевых условиях, можно получить в Управлении материаловедения, структурная сварка
Дополнительная информация 8.МЕТАЛЛУРГИЯ И СВАРКА
8.1 Основные материалы 8. МЕТАЛЛУРГИЯ И СВАРКА 8.1.1 Стали Разработчики должны указать материалы, которые легко доступны для строительства зданий и которые обеспечат подходящую пластичность и свариваемость
Дополнительная информация ПРОЦЕСС КВАЛИФИКАЦИИ СВАРОК
ПРОЦЕСС КВАЛИФИКАЦИИ ОБОРУДОВАНИЯ СВАРКИ В ОБЛАСТИ КОНСТРУКЦИЙ Отдел проектирования металлических конструкций Апрель 2007 г. Изменено в октябре 2008 г. Содержание Номер страницы Описание 1 Введение 2-6 Требования к квалификационным испытаниям
Дополнительная информация Сварка конструкционной стали
Курс PDH S150 Сварка конструкционной стали Semih Genculu, P.Д. 2007 Центр PDH 2410 Дакота Лейкс Драйв Херндон, Вирджиния 20171-2995 Телефон: 703-478-6833 Факс: 703-481-9535 www.pdhcenter.com Утвержденный продолжающийся
Дополнительная информация T5 LongLast. ПАСПОРТ GE Lighting
GE Lighting T5 LongLast ТЕХНИЧЕСКИЙ ПАСПОРТ Линейные люминесцентные лампы T5 LongLast High Efficiency 14 Вт, 21 Вт, 28 Вт, 35 Вт T5 LongLast High Output 24 Вт, 39 Вт, 49 Вт, 54 Вт, 8 Вт Информация о продукте Лампы T5 LongLast трифосфорные
Дополнительная информация GEDİK TECHNOLOGY DAYS
GEDİK TECHNOLOGY DAYS 10 фев.2015 Pendik Green Park Hotel, Стамбул ТЕХНОЛОГИЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ ПРИРОДНОГО ГАЗА Д-р Дидем ГЕНКАН ГЕДИК Развитие сварочного бизнеса и ответственный спрос проекта
Дополнительная информация OD1651 СВАРОЧНЫЕ ОПЕРАЦИИ, I
ПОДКУРС OD1651 ИЗДАНИЕ 8 СВАРОЧНЫЕ ОПЕРАЦИИ, I СВАРОЧНЫЕ ОПЕРАЦИИ, I ПОДКУРС № OD1651 Командование поддержки общевойсковой армии США в Форт-Ли, Вирджиния 23801-1809 6 кредитных часов ОБЩАЯ ИНФОРМАЦИЯ Цель
Дополнительная информация ЗАЩИТА СТАЛЬНАЯ
СТАЛЬНАЯ СТАЛЬНАЯ СТОЙКА Стойки ограждения, соответствующие требованиям сертификации материалов, оцениваются и проверяются на: 1.Приемка размеров 2. Результаты физических испытаний a. Химическая b. Физический 3. Оцинкованное или окрашенное покрытие
Дополнительная информация CV (Curriculum Vitae)
CV (Curriculum Vitae) Личная информация: Имя СЕРГЕЙ АЗАРОВ Адрес K. KÄRBERI 4-129, TALLINN 13812, ESTONIA Телефон 0037255999964 Факс Электронная почта [email protected] Гражданство EST Дата рождения 29.01.1979
Дополнительная информация 2350-012.Глава 3 Сварка МИГ / МАГ
250-012 Глава Сварка МИГ / МАГ 2000-489 Сварка МИГ / МАГ Перенос металла Горелка Сопло Контактный наконечник Газовая защита Расплавленный металл Электродная проволока Сварной валик Обзор и руководство по выбору сварки МИГ / МАГ
Дополнительная информация 2350-011. Глава 2 Сварка TIG
350-011 Глава Сварка TIG Сварка TIG Обзор и руководство по выбору сварки TIG Схема ручной установки для сварки TIG Шлем / маска Защитная одежда Металлический стержень с наполнителем Зажим заземления Отвод дыма
Дополнительная информация Стандартные толстопленочные чип-резисторы
Стандартные толстопленочные чип-резисторы ХАРАКТЕРИСТИКИ Стабильность R / R = 1% в течение 00 ч при 70 ° C, вариант упаковки с шагом 2 мм для размера Контакты под припой из чистого олова на никелевом барьерном слое обеспечивает совместимость с не содержащим свинца (Pb)
Дополнительная информация . WPS и PQR Демистификация: Ресурсы: American Welding Society
Демистификация WPS и PQR
-
- , Эдуардо Герра
Несколько членов группы образовательных услуг AWS недавно имели возможность посетить несколько семинаров CWI под руководством инструкторов. За это время мы смогли пообщаться со студентами и получить некоторое представление о том, как у них дела.В совокупности мы обнаружили, что большинство студентов хотя бы в некоторой степени были знакомы с большей частью информации, которая обсуждалась во время семинара. Однако была одна тема, которая снова и снова вызывала у студентов полный пробел: Спецификации процедур сварки и Протоколы квалификации процедур.
«Что такое WPS?» «Что такое PQR?» «Почему они важны?» «Как мне их использовать?»
Если эти вопросы заставляют вас пожать плечами, не волнуйтесь, мы собираемся немного разобрать для вас эти сбивающие с толку сокращения.Основываясь на нашей популярной серии Сварочные символы, состоящей из четырех частей (Часть I, Часть II, Часть III, Часть IV), давайте займемся WPS и PQR.
Что такое WPS?
Спецификация процедуры сварки, или WPS, представляет собой документ, который служит руководством для эффективного создания сварного шва, соответствующего всем применимым требованиям норм и стандартам производства. Думайте о WPS как о рецепте для сварщиков. Точно так же, как рецепт торта указывает, какие ингредиенты и в каком количестве вам понадобятся, WPS содержит сведения, необходимые для создания желаемого сварного шва.Сюда входит такая информация, как марка основного металла, классификация присадочного металла, диапазон силы тока, состав защитного газа, а также температуры предварительного нагрева и промежуточного прохода. Идея состоит в том, что если группа сварщиков соблюдает все детали WPS, каждый из них должен иметь возможность производить сварные швы с достаточно похожими механическими свойствами.
Что такое PQR?
Чтобы ответить на этот вопрос, нам нужно сделать шаг назад. Видите ли, прежде чем будет составлен проект WPS, необходимо разработать предварительный набор процедур и материалов.Эта начальная процедура используется для создания серии сварных швов, которые затем подвергаются механическим испытаниям, чтобы убедиться, что они соответствуют всем применимым требованиям. Процедуры создания и испытания образцов сварных швов, а также окончательные результаты документируются в протоколе аттестации процедуры или PQR. Если результаты испытаний приемлемы, PQR утверждается и может затем служить основой для разработки одного или нескольких WPS. Короче говоря, PQR служит доказательством того, что данный WPS действительно может быть использован для получения приемлемого сварного шва.
В чем важность WPS и PQR?
-
- Выдержка из Свода знаний для экзамена CWI. Часть B состоит из 5 отдельных областей обучения.
Начнем с того, что WPS и PQR — это схемы для создания повторяемых, эффективных и безопасных сварных швов. Если вам нужно больше доказательств того, что WPS и PQR имеют большое значение, не ищите ничего, кроме Свода знаний для экзамена CWI.Этот документ предлагает приблизительную разбивку тем, которые рассматриваются в каждой части теста. Часть B посвящена практическому применению проверки и широко известна как практическая часть экзамена. Вы заметите, что как минимум 28% вопросов в Части B относятся к процедуре и квалификации сварщика. Чтобы ответить на эти вопросы, вам нужно знать, как читать WPS и PQR, извлекать из них соответствующую информацию и делать оценки на основе этой информации.Я могу сказать вам, что инструкторы семинаров CWI отлично справляются с описанием WPS и PQR на собственном опыте. Однако, если вы впервые видите WPS во время семинара CWI или, что еще хуже, самого экзамена CWI, вы действительно копаете себя в яме.
Совет для профессионалов: если это особенно актуально для вас, не стесняйтесь проверить образцы WPS и PQR в книге спецификаций AWS. Их можно найти в приложениях в конце документа.
Как использовать WPS и PQR?
Это отличный вопрос. Это также требует гораздо большего количества времени и подробностей, чем я могу предоставить в этом месте. Как я упоминал ранее, WPS и PQR довольно широко освещаются во время живых семинаров CWI. Однако, если вы хотите стать лучше, вы можете рассмотреть интерактивный онлайн-курс AWS Learning «WPS / PQR: Explained». Этот курс был создан в ответ на постоянную обратную связь от студентов и преподавателей и охватывает тонкости спецификаций сварочных процедур и квалификационных записей процедур.Это включает в себя все: от их цели, того, как они составлены, какую информацию они содержат и как использовать эту информацию.
Курс также охватывает процесс квалификации процедуры, включая подробную информацию о свойствах материалов, а также общие неразрушающие и разрушающие испытания. На протяжении всего курса инструкции представлены в виде серии коротких модулей, позволяющих усваивать информацию постепенно, а не сразу. Каждый модуль основан на концепциях, представленных в предыдущем, и включает в себя викторины и интерактивные практические вопросы, которые помогут вам по-настоящему усвоить материал.
Итак, что теперь?
Важно помнить, что мы здесь лишь поверхностно. WPS и PQR — важная часть базы знаний CWI, но они далеко не единственное. Имея это в виду, если вы готовы сделать следующий шаг и узнать больше о WPS и PQR, обязательно загляните на страницу «WPS / PQR: объяснение» в AWS Learning. Пока вы там, вы можете ознакомиться с некоторыми другими нашими образовательными предложениями. Если вы хотите узнать о новой теме или освежить в памяти уже знакомую, набор онлайн-курсов AWSL — отличное место для начала.
Как всегда, если у вас есть какие-либо вопросы или у вас есть предложение по теме, которую вы хотите, чтобы мы обсудили в следующем блоге, позвоните нам или напишите нам в разделе комментариев ниже!
. Распространенные проблемы при сварке проволокой
Есть правильный и неправильный способ сварки. И даже если все сделано правильно, важно знать о других факторах, которые могут саботировать работу.
Сварка обычно является наиболее критическим и тщательно контролируемым процессом изготовления изделий, сварных деталей и единиц оборудования. Целостность любого готового изделия, требующего сварки, зависит от качества сварных швов, соединяющих вместе различные компоненты и материалы.Из-за этого критического характера все проверки и требования по обеспечению качества вращаются вокруг сварочных операций.
Как и в любом процессе изготовления, сварка бывает правильной и неправильной. И даже если все сделано правильно, важно знать о других факторах, которые могут саботировать работу.
Сварка сплошной проволокой и сварка порошковой проволокой
Один из часто выполняемых видов сварки — это сварка сплошной проволокой. Преимущества этого типа сварки заключаются в том, что он дает очень чистый сварной шов и лучше подходит для тонкого металла.Сплошная проволока не образует луж и не течет, как это необходимо для равномерного заполнения стыка, что делает ее непригодной для более толстых металлов. Также сложнее точно нанести сварное соединение, поскольку оно имеет тенденцию прилипать к одной стороне соединения больше, чем к другой. Если сплошная проволока должна использоваться для более толстого материала, вам может потребоваться несколько сварочных проходов, а затем строжка или шлифовка предыдущих сварочных проходов до полного расплавления сварного шва.
Другой вид сварки — порошковая сварка, при которой полая проволока заполняется флюсом.Преимущества этого процесса заключаются в том, что он лучше подходит для толстого металла, он равномерно и точно течет в сварные швы, более щадящий, равномерно плавится и обеспечивает хорошее проплавление швов.
Недостатками являются то, что порошковая проволока образует лужи и выходит слишком плоско и быстро при использовании этого метода для более тонких металлов. Флюс горит, оставляя обугленные пятна на сварном шве, которые требуют тщательной чистки щеткой и очистки для удаления. Если вам необходимо использовать порошковую проволоку для обработки тонкого материала, обязательно используйте приварные выступы в начале и конце сварного шва, чтобы создать «перемычки», которые помогут предотвратить выход сварного шва из шва.
Проволока Сварка одинаковых и разнородных материалов
Независимо от марки свариваемого материала, а также от того, соединяете ли вы похожие или разнородные металлы, при соблюдении надлежащих процедур у вас не должно возникнуть проблем с получением качественного шва. Лучший способ добиться хороших сварных швов — это разработать подробный план сварки для конкретного проекта. Начните с самого начала и последовательно выполняйте необходимые шаги до завершения.
Во-первых, изучите планы и чертежи, чтобы определить все типы сварных швов, марки соединяемых материалов и необходимую подготовку стыка.Во-вторых, изготовьте образцы сварных швов, имитирующие сварные швы, которые вам понадобятся. Затем вы можете отправить эти купоны в лабораторию для испытаний на изгиб / разрыв либо через стороннего сертифицированного инспектора по сварке (CWI), либо через собственный CWI. Наконец, создайте отчет о квалификации процедуры (PQR) и спецификацию процедуры сварки (WPS) для каждого типа сварного шва, необходимого для проекта.
PQR и WPS определяют параметры сварки, которые необходимо выполнить, такие как ток, вольт, скорость перемещения, электрод, толщина металла, тип соединяемого материала и конфигурация сварного шва.Это лишь несколько важных пунктов, перечисленных в этих отчетах и спецификациях; они также содержат дополнительную информацию, которой вам необходимо следовать.
Что делает сварной шов плохим?
Достаточно одного неверного шага, чтобы поставить под угрозу качество сварного шва. Некоторые примеры используют неподходящий присадочный металл для соединяемых материалов; невыполнение процессов предварительного или последующего нагрева; использование неправильного защитного газа; запуск провода с неправильной скоростью; использование усилителя или напряжения вне допустимого диапазона; неправильная совместная подготовка; и даже что-то столь же простое, как вентилятор, дующий в сторону сварочной станции, который может сдувать защитный газ.Все эти факторы могут привести к плохому сварному шву.
Если для толстого материала необходимо использовать сплошную проволоку, может потребоваться несколько сварочных проходов, а затем строжка или шлифовка предыдущих проходов до полного расплавления сварного шва.
Что делает сварной шов плохим? Слишком много наплавленного шва, подрезы, точечные отверстия, пористость, неправильное проплавление, трещины, отсутствие плавления и чрезмерное разбрызгивание сварочного шва. Например, все на сварном шве может выглядеть хорошо визуально, даже если вы используете неподходящий присадочный металл или электрод.Однако проблемы могут возникнуть на более позднем этапе эксплуатации продукта. Во время работы, вибрации, горячего и холодного расширения и сжатия металла и сварных швов неподходящий присадочный металл может иметь меньшее или большее расширение, чем металлы, которые он соединял вместе. Эта разница может привести к разрыву сварных швов, что приведет к выходу продукта из строя и физическому или финансовому ущербу для конечного пользователя.
Контроль качества
Надлежащая сертификация сварщиков является требованием для контроля качества сварки.Квалификация сварщика аналогична аттестации процедуры сварки (WPQ), в которой испытательные образцы свариваются вместе. Купон проходит испытание на изгиб / разрыв, и при удовлетворительных результатах сварщик получает сертификат после его сдачи. Сертифицированным сварщикам выдается номер штампа, который используется в процессе производства для идентификации того, кто выполнял сварку. Это инициирует подотчетность и прослеживаемость, которые повышают качество сварщика.
Кроме того, правильная калибровка сварочных аппаратов является важным фактором контроля качества.Со временем сварочные аппараты теряют свою калибровку и производительность. В этом случае обратитесь к специалисту по калибровке, который может периодически проверять машины, чтобы убедиться, что выходная мощность соответствует настройкам, введенным в машину. Правильно откалиброванный сварочный аппарат необходим для обеспечения надлежащей работы.
Наконец, убедитесь, что провод, который вы используете, в хорошем состоянии. Существуют процедуры обеспечения качества, которым необходимо следовать при покупке и хранении новых и бывших в употреблении катушек сварочной проволоки.Влага и прохладная погода могут повредить сварочную проволоку, тогда как ржавчина и другие загрязнения могут повредить качество и целостность присадочного металла. По этой причине храните сварочную проволоку в шкафу с регулируемой температурой, когда она не используется.
Стивен Гисгонд — генеральный директор Ci Metal Fabrication, 6205 Сент-Луис-Стрит, Меридиан, MS 39307, 601-483-6281, www.cimetalfab.com.
Лучший способ добиться хороших сварных швов — это разработать подробный план сварки для конкретного проекта.Начните с самого начала и последовательно выполняйте необходимые шаги до завершения.
. Спецификация процедуры сварки (WPS), Протокол аттестации процедуры сварки (WPQR), Аттестация качества сварки (WPQ)
Введение
Применяется сварная конструкция, требования к качеству при проектировании, производстве и использовании. Поэтому клиенты в нефтегазовой и химической промышленности заявляют об утвержденных процедурах сварки. Сварка требует навыков. Для определения того, «как сваривать», помимо множества других факторов, необходимы знания о свариваемых материалах и процессе сварки.Из-за большого количества переменных, знания инженера-сварщика и навыки сварщика должны быть подтверждены серией тестов.
Эта информация задокументирована в Разделе IX Кодекса ASME по котлам и сосудам под давлением (BPVC) по адресу:
- Технические условия на процедуру сварки (WPS)
- Протокол аттестации процедуры сварки (WPQR)
- Квалификация качества сварки (WPQ)
Технические условия на сварку
Спецификация процедуры сварки является обязательным документом для всех кодов сварки.Ваш клиент прямо или косвенно указывает, на какой код должна соответствовать ваша компания. На WPS указаны все параметры, необходимые для выполнения сварочной операции.
Короче говоря, WPS — это рецепт вашей сварочной операции. Он описывает используемый процесс или процессы сварки, используемые основные материалы, конструкцию и геометрию соединения, газы и расход, положение сварки и включает все условия и параметры процесса. Каждый код имеет рекомендуемый формат.
Протокол аттестации процедуры сварки
Протокол аттестации процедуры сварки — это документ, который квалифицирует Спецификацию процедуры сварки.Чтобы квалифицировать ваш WPS, приваривается аттестационная пластина процедуры в соответствии с требованиями норм. Фактические параметры испытаний записываются во время сварки, чтобы гарантировать соблюдение WPS. Как правило, любая сопроводительная документация, такая как спецификации материалов, характеристики электродов и защитного газа, включается в состав WPQR. Все необходимые испытания, как неразрушающие, так и разрушающие, также записываются. Эти тесты обычно включают рентгеновские исследования, ультразвуковые исследования, испытания на растяжение, испытания на изгиб и, при необходимости, испытания на удар.
WPQR объединяет всю информацию о WPS и добавляет результаты испытаний, чтобы предоставить полный документ, удостоверяющий спецификации сварки. Этот документ также требуется для всех кодексов, если вы не соответствуете спецификациям Американского общества сварки (AWS). При определенных условиях WPS может считаться прошедшим предварительную квалификацию, в которых WPQR не требуется.
Квалификация сварщика
Этот документ требуется по всем правилам для всех сварщиков.В нем подробно описывается и обобщается следующая информация: Указывает на WPS, на который ссылаются во время квалификационного испытания. Идентифицирует сварщика по имени и / или номеру часов. Перечисляет основные параметры, которые были во время этого испытания. Отчеты о результатах требуемых квалификационных испытаний. кодов существует ограничение по времени, связанное с квалификационным тестом сварщика.
Однако Американское сварочное общество предоставляет неограниченный квалификационный период при соблюдении определенных условий.Как и в случае с WPS и WPQR, каждый код имеет рекомендуемый формат.
.
 Наплавка бурильных труб ГЛОБАЛЬНАЯ ЗАЩИТА ОТ ИЗНОСА И РАЗРЫВА Кислородноацетиленовые стержни Порошковая и порошковая проволока Электроды PTA — Сварка Кислородно-ацетиленовая сварка и напыление Порошки Распыление пламенем Дуговое напыление FLSP
Наплавка бурильных труб ГЛОБАЛЬНАЯ ЗАЩИТА ОТ ИЗНОСА И РАЗРЫВА Кислородноацетиленовые стержни Порошковая и порошковая проволока Электроды PTA — Сварка Кислородно-ацетиленовая сварка и напыление Порошки Распыление пламенем Дуговое напыление FLSP THOMAS — G-FLEX GFLEX TECH SPEC ПОДКЛЮЧЕНИЕ ИННОВАЦИЙ ЙОХАННЕСБУРГ ТЕЛ: +27 11 794 7594 КЕЙПТАУН ТЕЛ: +27 21 556 5258 ПОЛОКВАНЕ ТЕЛ: 015 298 9142 ДИЗАЙНЕР, ПРОИЗВОДИТЕЛЬ И ДИСТРИБЬЮТОР ТРУБОПРОВОДОВ 9000
Дополнительная информация
THOMAS — G-FLEX GFLEX TECH SPEC ПОДКЛЮЧЕНИЕ ИННОВАЦИЙ ЙОХАННЕСБУРГ ТЕЛ: +27 11 794 7594 КЕЙПТАУН ТЕЛ: +27 21 556 5258 ПОЛОКВАНЕ ТЕЛ: 015 298 9142 ДИЗАЙНЕР, ПРОИЗВОДИТЕЛЬ И ДИСТРИБЬЮТОР ТРУБОПРОВОДОВ 9000
Дополнительная информация  Сводка изменений в разделе IX ASME, издание 2007 г., дополнения 2009 г. Как опубликовано в Welding Journal, октябрь 2009 г. Подготовлено Walter J. Sperko, P.E. Sperko Engineering Services, Inc 4803 Archwood Drive
Сводка изменений в разделе IX ASME, издание 2007 г., дополнения 2009 г. Как опубликовано в Welding Journal, октябрь 2009 г. Подготовлено Walter J. Sperko, P.E. Sperko Engineering Services, Inc 4803 Archwood Drive ** СЕВЕРО-ЗАПАДНЫЙ ДУРАХРОМ ** ЧТО ТАКОЕ ДУРАХРОМ? Norwest Durachrome — это долговечная отливка с высоким содержанием хрома, отлитая по форме инструмента, на котором она применяется.Хромовый сплав составляет от 26% до
** СЕВЕРО-ЗАПАДНЫЙ ДУРАХРОМ ** ЧТО ТАКОЕ ДУРАХРОМ? Norwest Durachrome — это долговечная отливка с высоким содержанием хрома, отлитая по форме инструмента, на котором она применяется.Хромовый сплав составляет от 26% до Руководство по сварке MIG для новичков Названия сварки MIG Сварка MIG, или MIG, является аббревиатурой от слова «сварка металла в инертном газе». MIG — широко используемый и общепринятый сленговый термин, который использовался, когда процесс
Руководство по сварке MIG для новичков Названия сварки MIG Сварка MIG, или MIG, является аббревиатурой от слова «сварка металла в инертном газе». MIG — широко используемый и общепринятый сленговый термин, который использовался, когда процесс (Этот документ состоит из двух частей: сначала общая сварка TIG, а затем одна, посвященная алюминию.СОВЕТЫ ПО СВАРКЕ TIG от Тома Белла 1. Чем больше стержень, тем легче его подавать. Используйте стержни большего диаметра (3/32
(Этот документ состоит из двух частей: сначала общая сварка TIG, а затем одна, посвященная алюминию.СОВЕТЫ ПО СВАРКЕ TIG от Тома Белла 1. Чем больше стержень, тем легче его подавать. Используйте стержни большего диаметра (3/32 Ассортимент аппаратов для плазменной / TIG-сварки Решения для PLASMA / TIG-сварки часто используются для сварки сосудов или труб в различных областях, таких как пищевая, транспортная, нефтехимическая или авиационная промышленность. Air Liquide Welding предлагает
Ассортимент аппаратов для плазменной / TIG-сварки Решения для PLASMA / TIG-сварки часто используются для сварки сосудов или труб в различных областях, таких как пищевая, транспортная, нефтехимическая или авиационная промышленность. Air Liquide Welding предлагает Руководство по процедуре сварки Простое в использовании руководство по подготовке технических паспортов процедуры сварки Copyright 2008 CWB Group — Industry Services Copyright CWB Group — Industry Services Revised September
Руководство по процедуре сварки Простое в использовании руководство по подготовке технических паспортов процедуры сварки Copyright 2008 CWB Group — Industry Services Copyright CWB Group — Industry Services Revised September Типовые плазменные решения 2228-005 2003-670 Решения для производителей котлов 2004-257 1210-064 1210-067 64 3638-008 2008-400 1415-014 2000-169 2003-204 1467-003 2000-343 2000-160 Решения для трубопроводов или плазменная сварка
Типовые плазменные решения 2228-005 2003-670 Решения для производителей котлов 2004-257 1210-064 1210-067 64 3638-008 2008-400 1415-014 2000-169 2003-204 1467-003 2000-343 2000-160 Решения для трубопроводов или плазменная сварка Глава 5 — Сварка самолетов Глава 5 Раздел A Вспомогательные вопросы Заполните пропуски 1.Существует 3 вида сварки: и, сварка. 2. Получено пламя оксиацетилена с температурой Фаренгейта
Глава 5 — Сварка самолетов Глава 5 Раздел A Вспомогательные вопросы Заполните пропуски 1.Существует 3 вида сварки: и, сварка. 2. Получено пламя оксиацетилена с температурой Фаренгейта ОФШОРНЫЙ СТАНДАРТ DNVGL-OS-C401 Издание июль 2015 г. Изготовление и тестирование морских сооружений Электронная версия этого документа в формате pdf, которую можно найти на сайте http://www.dnvgl.com, является официально обязательной
ОФШОРНЫЙ СТАНДАРТ DNVGL-OS-C401 Издание июль 2015 г. Изготовление и тестирование морских сооружений Электронная версия этого документа в формате pdf, которую можно найти на сайте http://www.dnvgl.com, является официально обязательной Местоположение Основные факты Основная деятельность Разработка и управление производством тяжелых металлоконструкций и компонентов для сталелитейной промышленности.Объем продаж до 40 млн. Человек. Персонал 190 человек. Площадь магазинов 35.000 м²
Местоположение Основные факты Основная деятельность Разработка и управление производством тяжелых металлоконструкций и компонентов для сталелитейной промышленности.Объем продаж до 40 млн. Человек. Персонал 190 человек. Площадь магазинов 35.000 м² Главный каталог дугового оборудования MMA — TIG — MIG / MAG — Плазменная резка Главный каталог дугового оборудования 2008/2009 www.oerlikon-welding.com 2006-93 2008-204 2008-205 2008-206 OERLIKON является частью Air Liquide
Главный каталог дугового оборудования MMA — TIG — MIG / MAG — Плазменная резка Главный каталог дугового оборудования 2008/2009 www.oerlikon-welding.com 2006-93 2008-204 2008-205 2008-206 OERLIKON является частью Air Liquide Руководство по инспекции сварки в полевых условиях Содействие в интерпретации любых спецификаций или вопросов, касающихся вопросов сварки в полевых условиях, можно получить в Управлении материаловедения, структурная сварка
Руководство по инспекции сварки в полевых условиях Содействие в интерпретации любых спецификаций или вопросов, касающихся вопросов сварки в полевых условиях, можно получить в Управлении материаловедения, структурная сварка 8.1 Основные материалы 8. МЕТАЛЛУРГИЯ И СВАРКА 8.1.1 Стали Разработчики должны указать материалы, которые легко доступны для строительства зданий и которые обеспечат подходящую пластичность и свариваемость
8.1 Основные материалы 8. МЕТАЛЛУРГИЯ И СВАРКА 8.1.1 Стали Разработчики должны указать материалы, которые легко доступны для строительства зданий и которые обеспечат подходящую пластичность и свариваемость ПРОЦЕСС КВАЛИФИКАЦИИ ОБОРУДОВАНИЯ СВАРКИ В ОБЛАСТИ КОНСТРУКЦИЙ Отдел проектирования металлических конструкций Апрель 2007 г. Изменено в октябре 2008 г. Содержание Номер страницы Описание 1 Введение 2-6 Требования к квалификационным испытаниям
ПРОЦЕСС КВАЛИФИКАЦИИ ОБОРУДОВАНИЯ СВАРКИ В ОБЛАСТИ КОНСТРУКЦИЙ Отдел проектирования металлических конструкций Апрель 2007 г. Изменено в октябре 2008 г. Содержание Номер страницы Описание 1 Введение 2-6 Требования к квалификационным испытаниям Курс PDH S150 Сварка конструкционной стали Semih Genculu, P.Д. 2007 Центр PDH 2410 Дакота Лейкс Драйв Херндон, Вирджиния 20171-2995 Телефон: 703-478-6833 Факс: 703-481-9535 www.pdhcenter.com Утвержденный продолжающийся
Курс PDH S150 Сварка конструкционной стали Semih Genculu, P.Д. 2007 Центр PDH 2410 Дакота Лейкс Драйв Херндон, Вирджиния 20171-2995 Телефон: 703-478-6833 Факс: 703-481-9535 www.pdhcenter.com Утвержденный продолжающийся GE Lighting T5 LongLast ТЕХНИЧЕСКИЙ ПАСПОРТ Линейные люминесцентные лампы T5 LongLast High Efficiency 14 Вт, 21 Вт, 28 Вт, 35 Вт T5 LongLast High Output 24 Вт, 39 Вт, 49 Вт, 54 Вт, 8 Вт Информация о продукте Лампы T5 LongLast трифосфорные
GE Lighting T5 LongLast ТЕХНИЧЕСКИЙ ПАСПОРТ Линейные люминесцентные лампы T5 LongLast High Efficiency 14 Вт, 21 Вт, 28 Вт, 35 Вт T5 LongLast High Output 24 Вт, 39 Вт, 49 Вт, 54 Вт, 8 Вт Информация о продукте Лампы T5 LongLast трифосфорные GEDİK TECHNOLOGY DAYS 10 фев.2015 Pendik Green Park Hotel, Стамбул ТЕХНОЛОГИЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ ПРИРОДНОГО ГАЗА Д-р Дидем ГЕНКАН ГЕДИК Развитие сварочного бизнеса и ответственный спрос проекта
GEDİK TECHNOLOGY DAYS 10 фев.2015 Pendik Green Park Hotel, Стамбул ТЕХНОЛОГИЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ ПРИРОДНОГО ГАЗА Д-р Дидем ГЕНКАН ГЕДИК Развитие сварочного бизнеса и ответственный спрос проекта ПОДКУРС OD1651 ИЗДАНИЕ 8 СВАРОЧНЫЕ ОПЕРАЦИИ, I СВАРОЧНЫЕ ОПЕРАЦИИ, I ПОДКУРС № OD1651 Командование поддержки общевойсковой армии США в Форт-Ли, Вирджиния 23801-1809 6 кредитных часов ОБЩАЯ ИНФОРМАЦИЯ Цель
ПОДКУРС OD1651 ИЗДАНИЕ 8 СВАРОЧНЫЕ ОПЕРАЦИИ, I СВАРОЧНЫЕ ОПЕРАЦИИ, I ПОДКУРС № OD1651 Командование поддержки общевойсковой армии США в Форт-Ли, Вирджиния 23801-1809 6 кредитных часов ОБЩАЯ ИНФОРМАЦИЯ Цель СТАЛЬНАЯ СТАЛЬНАЯ СТОЙКА Стойки ограждения, соответствующие требованиям сертификации материалов, оцениваются и проверяются на: 1.Приемка размеров 2. Результаты физических испытаний a. Химическая b. Физический 3. Оцинкованное или окрашенное покрытие
СТАЛЬНАЯ СТАЛЬНАЯ СТОЙКА Стойки ограждения, соответствующие требованиям сертификации материалов, оцениваются и проверяются на: 1.Приемка размеров 2. Результаты физических испытаний a. Химическая b. Физический 3. Оцинкованное или окрашенное покрытие") CV (Curriculum Vitae) Личная информация: Имя СЕРГЕЙ АЗАРОВ Адрес K. KÄRBERI 4-129, TALLINN 13812, ESTONIA Телефон 0037255999964 Факс Электронная почта [email protected] Гражданство EST Дата рождения 29.01.1979
CV (Curriculum Vitae) Личная информация: Имя СЕРГЕЙ АЗАРОВ Адрес K. KÄRBERI 4-129, TALLINN 13812, ESTONIA Телефон 0037255999964 Факс Электронная почта [email protected] Гражданство EST Дата рождения 29.01.1979 250-012 Глава Сварка МИГ / МАГ 2000-489 Сварка МИГ / МАГ Перенос металла Горелка Сопло Контактный наконечник Газовая защита Расплавленный металл Электродная проволока Сварной валик Обзор и руководство по выбору сварки МИГ / МАГ
250-012 Глава Сварка МИГ / МАГ 2000-489 Сварка МИГ / МАГ Перенос металла Горелка Сопло Контактный наконечник Газовая защита Расплавленный металл Электродная проволока Сварной валик Обзор и руководство по выбору сварки МИГ / МАГ 350-011 Глава Сварка TIG Сварка TIG Обзор и руководство по выбору сварки TIG Схема ручной установки для сварки TIG Шлем / маска Защитная одежда Металлический стержень с наполнителем Зажим заземления Отвод дыма
350-011 Глава Сварка TIG Сварка TIG Обзор и руководство по выбору сварки TIG Схема ручной установки для сварки TIG Шлем / маска Защитная одежда Металлический стержень с наполнителем Зажим заземления Отвод дыма Стандартные толстопленочные чип-резисторы ХАРАКТЕРИСТИКИ Стабильность R / R = 1% в течение 00 ч при 70 ° C, вариант упаковки с шагом 2 мм для размера Контакты под припой из чистого олова на никелевом барьерном слое обеспечивает совместимость с не содержащим свинца (Pb)
Стандартные толстопленочные чип-резисторы ХАРАКТЕРИСТИКИ Стабильность R / R = 1% в течение 00 ч при 70 ° C, вариант упаковки с шагом 2 мм для размера Контакты под припой из чистого олова на никелевом барьерном слое обеспечивает совместимость с не содержащим свинца (Pb)
