Технологические карты для выполнения практических работ по дисциплине «Технология ручной дуговой сварки»
Технологические карты для выполнения практических работ по ТРДС.
Тема. «Подготовительные операции при производстве сварочных работ».
Порядок включения источника питания.1.Убедится, что пусковой рубильник выключен.
2.Осмотреть источник питания, проверить правильность подключения проводов, качество защитного заземления, надёжность всех электрических контактов и изоляцию сварочных проводов.
3.Установить силу сварочного тока ручками регулятора
сварочного тока.
4.Включить пусковой рубильник. Зажечь дугу, проверить режим сварки на пробной пластине.
Зажигание дуги.
1. 2.
Выполняется легким прикосновением конца электрода к изделию двумя способами:
1- «впритык» или 2- «чирканьем» с небольшим наклоном электрода к изделию. Замыкание электрода должно быть кратковременным
Сварка начинается с зажигания дуги и разогрева электрода.
Подготовка металла к сварке.
1. 2.
3.
4. 5.
6. 7.
Очистить металл от грязи, ржавчины, масла, применяя
инструмент сварщика:
1. Металлическая щётка.
2. Молоток-шлакоотделитель.
3. Напильник.
4. Молоток.
5. Зубило.
6. Набор шаблонов.
Установка режима сварки.
Выбор электрода
Ток сварки I св. = К. Д.э.
Ток наплавки I напл. = 0,9 К.д.
Где Дэ.- диаметр электрода, равен толщине металла.
К — коэффициент зависит от Дэ.
При толщине металла более 6 мм, сваривают многопроходными, многослойными швами, с разделкой кромок. Дэ. = 4 – 5 мм.Наплавка отдельных валиков.
Правила наплавки отдельных валиков:
1. Зажечь дугу.
3. Начинать наплавку отдельных валиков только
разогретым электродом.
Контроль качества наплавки.
. Очистить валик от шлака и брызг металла. Осмотреть валик на наличие наружных дефектов, проверить геометрические размеры валика шаблоном.
При толщине металла более 6 мм, сваривают многопроходными, многослойными швами Дэ. = 4 – 5 мм.
Тема. «Наплавка валиков в нижнем положении шва».
Очистить металл от грязи, ржавчины, масла,применяя инструмент сварщика
I напл. = 0,9 К. Д э.
Ток наплавки меньше тока сварки на 10 %
I напл. = 90 – 120 А. Д э = 3 – 4 мм.
К = 30 – 40
Техника наплавки валиков.
Основные правила наплавки валиков:
Разогреть электрод на пробной пластине, проверить установку силы сварочного тока.
Начинать наплавку только разогретым электродом.
1.Равномерно подавать электрод в зону сварки, добиваясь поддержания постоянного зазора 3 – 5 мм.
2.Равномерно перемещать электрод вдоль шва, не допуская затекания шлака впереди дуги.
3.Совершать колебательные движения.
4.Правильно выполнить окончание наплавки.
Медленно удлинять дугу до её обрыва.
Технические требования:
1.Зажигание дуги при первом касании.
2.Отсутствие пропусков в наплавленных валиках.
3. Отсутствие прожогов и пережогов металла.
4.Прямолинейность валика.
5.Равномерное сечение валика.
6.Ширина валика (2-4) • Д э = 10 – 12 мм.
7. Высота валика 2-3 мм, глубина провара 3-4 мм.
Контроль качества наплавки.
.
Тема. «Сварка стыковых швов в нижнем положении».
Подготовка металла к и сварке.Очистить металл от грязи, ржавчины, масла на расстоянии 2см по обе стороны шва (инструмент сварщика).
Установка режима сварки.
I св. = К. Д.э.
Д э = 3 – 5 мм. К = 30 — 50; (I св. = 90 – 250 А).
Д э — выбирают равным толщине металла.
Д э. = 4 — 5 мм (К = 50)
Сборка на прихватки.
Прихватки устанавливаются с обратной стороны
от первого шва.
Длина прихватки L пр. = 10-30 мм.
Зависит от толщины металла, чем толще металл, тем
длиннее прихватка.
Техника сварки.
30°
II.
3-5 I.
IV. 90° III.
Основные правила сварки:
Разогреть электрод на пробной пластине, проверить правильность установки силы тока.
1. Поддерживать дугу постоянной длины (3-5мм).
2. Равномерно перемещать электрод вдоль шва, недопуская затекания шлака перед дугой.
3.Совершать колебательные движения.
4. Одинаково прогревать обе кромки пластин,
изменяя угол наклона и положение электрода.
5.Заварить кратер в конце шва, медленно удлиняя дугу.
6. При толщине металла более 7 мм, производят разделку кромок (К. или V- образную) и сваривают многослойными и многопроходными швами, с зазором
2 – 3 мм. Д э. = 4 — 5 мм (К = 50)
Технические требования:
1. Ширина шва 10 – 12 мм.
2.Отсутствие пропусков в сварном шве.
3.Провар металла по всей толщине.
4.Отсутствие прожогов и пережогов металла.
5.Прямолинейность шва.
6.Равномерное сечение сварного шва.
Контроль качества сварки.
Очистить шов от шлака и брызг металла. Осмотреть шов на наличие наружных дефектов, проверить геометрические размеры шва (шаблоном, и линейкой). Дефекты устранить. При необходимости шов переварить.
Тема . «Сварка угловых швов в нижнем положении».
Подготовка металла к сварке.Очистить металл от грязи, ржавчины, масла на 2см по обе стороны шва (инструмент сварщика).
Установка режима сварки.
Ток сварки I св. = 1,1 К. Д.э.
При сварке угловых швов ток увеличивают на 10%
по сравнению с током сварки стыковых швов.
Сборка на прихватки.
Прихватки устанавливаются с обратной стороны
от первого шва.
Длина прихватки L пр. = 10-30 мм.
Зависит от толщины металла, чем толще металл, тем
длиннее прихватка.
Техника сварки.
Сварка в «лодочку».
Сварка углом назад (слева направо).
Дуга горит позади электрода.
Основные правила сварки:
Разогреть электрод на пробной пластине, проверить правильность установки силы тока.
1.Равномерно перемещать электрод вдоль шва.
2.Поддерживать дугу постоянной длины (3-5мм)
3.Совершать колебательные движения.
4. Одинаково прогревать обе кромки пластин,
изменяя угол наклона и положение электрода.
5.Заварить кратер в конце, медленно удлиняя дугу.
6.При толщине металла более 7 мм сваривают
многослойными и многопроходными швами.
Технические требования:
1.Катет шва равен толщине металла (2 — 8 мм),
2. Отсутствие пропусков в сварном шве.
3.Провар металла по всей толщине.
4.Отсутствие прожогов и пережогов металла,
пор, шлаковых включений
5.Прямолинейность шва.
6.Равномерное сечение сварного шва.
.
Контроль качества сварки.
Очистить шов от шлака и брызг металла. Осмотреть шов на наличие наружных дефектов, проверить геометрические размеры шва (шаблоном, и линейкой). Дефекты устранить. При необходимости шов переварить.
Тема. «Наплавка валиков в вертикальном положении».
Подготовка металла к наплавке.
Очистить металл от грязи, ржавчины, масла, применяя инструмент сварщика.
Установка режима наплавки.
I напл. = 0,9 К. Д.э.
При наплавке вертикальных валиков ток уменьшают на 10%, по сравнению с током сварки в нижнем
положении (Д э = 3 – 4 мм)
Техника наплавки. «Снизу вверх»
I этап.
20°
45-60
II этап.
45°
45°
На I этапе.
Наплавляют валики на наклонную пластину под углом
45° к горизонту «Снизу вверх», затем на пластину под углом 60°, постепенно усложняя наплавку.
На II этапе.
Производят наплавку валиков на вертикальную поверхность.
Основные правила наплавки:
1. Наплавка короткими сварочными точками.
2. Дугу зажигают в нижней точке.
После частичной кристаллизации ванны образуется площадка, на неё устанавливают электрод, не допуская стекания металла.
3.Электрод наклоняют под углом 45º к горизонту.
4.Дуга короткая, горит вверх, над сварочной ванной.
5.Колебательные движения полумесяцем, без длительной концентрации тепла.
6.Сварочная ванна равномерно перемещается снизу вверх
Технические требования:
1. Ширина валика 10 – 12 мм.
Выпуклость валика 2-3 мм.
2.Отсутствие пропусков в сварном шве.
3.Отсутствие прожогов и пережогов металла,
пор, шлаковых включений
4.Прямолинейность валика
5.Равномерное сечение валика.
Контроль качества сварки.
Очистить валики от шлака и брызг металла. Осмотреть валики на наличие наружных дефектов, проверить геометрические размеры валиков (шаблоном, и линейкой). Дефекты устранить. При необходимости валики переварить.
Тема. « Сварка вертикальных швов сверху вниз».
Подготовка металла к сварке.Очистить металл от грязи, ржавчины, масла на 2см по обе стороны шва (инструмент сварщика).
Установка режима сварки.
I св. = 0,9 К. Д.э.
При сварке вертикальных швов ток уменьшают на 10%
по сравнению с током сварки в нижнем положении.
Д э = 3 – 4 мм.
Сборка на прихватки.
Прихватки устанавливаются с обратной стороны
от первого шва.
Длина прихватки L пр. = 10-30 мм.
Зависит от толщины металла, чем толще металл, тем
длиннее прихватка.
Техника сварки. «Сверху вниз».
Технологическая карта Технологическая карта на монтаж металлоконструкций АТС методом дуговой сварки
МИНИСТЕРСТВО СВЯЗИ СОЮЗА ССР
СПЕЦИАЛИЗИРОВАННОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ
БЮРО СТРОИТЕЛЬНОЙ ТЕХНИКИ СВЯЗИ
УТВЕРЖДАЮ
Зам. начальника ГРСС
А. И. Польников
«27» марта 1989 г.
ТЕХНОЛОГИЧЕСКАЯ КАРТА
НА МОНТАЖ МЕТАЛЛОКОНСТРУКЦИЙ АТС МЕТОДОМ
ДУГОВОЙ СВАРКИ
МОСКВА — 1989
1.1. Технологическая карта разработана на монтаж металлоконструкций АТС методой дуговой сварки с применением сварочного оборудования и приспособления. Технологическая карта может применяться в качестве руководства для технологически правильного выполнения работ при сварке узлов и деталей различных назначений в автозале, кроссе, шахте и электропитающих установках.
1.2. В состав работ, выполняемых при монтаже металлоконструкций АТС методом сварки, рассматриваемых в технологической карте, входят:
— сварка желобов открытого типа на прямых участках в стык и приварка их к настенным кронштейнам или угольникам;
— сварка желобов открытого типа под углом в 90°, приварка желобов к настенным угольникам при проходе через стену, приварка желобов вертикально на кронштейнах в стене;
— сварка желобов открытого типа при их спусках в каркасном ряду и при проходе через перекрытие пола;
— установка и сварка кронштейнов в шахте;
— монтаж металлоконструкций методом сварки в шахте и кроссе;
— крепление методом сварки магистральных желобов к рядовым желобам и магистрального желоба в пролете до 2,5 м;
— крепление методом сварки воздушных желобов открытого типа для кроссировочных проводов и рамок с испытательными гнездами в абонентском кроссе.
1.3. Работы по сварке узлов и деталей металлоконструкций могут выполняться в помещениях автозала, шахты, кросса, выпрямительной и аккумуляторной. При выполнении сварочных работ, особенно в зимний период, должна быть включена проточно-вытяжная вентиляция, а при выполнении сварочных работ в помещении шахты рекомендуется применять переносные вентиляционные устройства.
В помещении аккумуляторной работы по сварке узлов металлоконструкций должны быть закончены до начала установки аккумуляторных сосудов. При выполнении сварочных работ в помещениях с установленным оборудованием оборудование должно быть предохранено от попадания капель металла и окалины.
1.4. При привязке технологической карты к конкретному объекту и условиям строительства уточняются объемы работ, калькуляция трудовых затрат, технико-экономические показатели и средства механизации с учетом максимального использования наличного парка монтажных механизмов и приспособлений.
2.1.1. Подготовьте технические помещения, в которых будет производиться монтаж узлов металлоконструкций при помощи сварки, в соответствии с ГОСТ 12.3.003-75, ГОСТ 12.2.007-75 и оборудуйте их противопожарным инвентарем.
2.1.2. Доставьте необходимые конструкции и детали на места производства работ и разложите их в соответствии с технологической последовательностью выполнения монтажных работ.
2.1.3. Ознакомьтесь с условиями производства работ и, при необходимости, оборудуйте зону выполнения работ в соответствии с «Правилами техники безопасности и пожарной безопасности» (
эксплуатация сварочного аппарата, производственные инструкции
При любом производстве составляется технологическая карта, представляющая собой своеобразный план, согласно которому должно проходить поэтапное выполнение необходимых операций. Производственные инструкции по сварке не являются исключением.
Такой документ предназначен для непосредственного исполнителя и контролера качества продукции. При работе инструкция по сварке помогает учитывать все технологические особенности производственного процесса, что облегчает работу и способствует получению качественного шва.
Что содержится в технологической карте
Инструкция по сварочным работам в краткой форме содержит указания о сварке конкретных или однотипных соединений. В этом нормативном документе указываются характеристики оборудования, которое рекомендуется применять, последовательность проведения этапов процесса, контроль каждого этапа и окончательный. Может быть указано не определенное оборудование, а предложен выбор на усмотрение руководителя работ.
Технологическая инструкция по сварке разрабатывается на основании имеющихся стандартов и нормативных материалов в этой области. Также учитываются руководящие документы и технические условия.
Инструкция на сварочные работы содержит несколько разделов. В начале документа обозначается область его применения. Также содержатся ссылки на руководящие документы. В одном из начальных разделов даются указания о том, какая подготовка перед началом процесса должна быть проведена. Затем указывается последовательность переходов между различными операциями. В заключение даются указания контроля сварного соединения и методы исправления дефектов при их обнаружении.
В руководящем документе обязательно должны быть указаны марки свариваемых металлических изделий и способы, применимые к данному виду. Также указывается тип сварного шва, который в результате должен получиться, его размеры и конфигурация. В состав технологических карт входят чертежи, на которых должны использоваться условные обозначения, указанные в нормативных документах. На чертежах должны быть проставлены допускаемые отклонения.
Также указывается положение, в котором должны находиться свариваемые детали, требования к прихваткам, количество слоев, параметры сварки: скорость, напряжение, сила тока, диаметр электрода или проволоки, вид защитного газа, полярность тока, угол наклона электрода и подобные параметры и характеристики.
Также указываются надежные способы фиксации свариваемых металлических элементов. Сообщаются сведения о необходимом количестве исполнителей для данной работы и расчетное время для выполнения каждой операции. Приводится расчет необходимого количества расходных материалов. Важной составляющей является перечень последовательности всех действий, совершаемых во время процесса. Поскольку сварка является действием повышенной опасности, при изучении технологической инструкции особое внимание следует обратить на указанные там меры безопасности.
Кем разрабатывается документ и где он хранится
Технологическая инструкция по сварке должна разрабатываться специалистами в этой области, имеющими профильное образование. Кроме высшего наличия высшего образования необходим практический опыт работы на производстве. Внизу документа должна быть указана должность и фамилия разработчика и проставлена его подпись и дата выпуска.
Разработка документа производится на основе тщательного анализа свариваемого металла и требований к надежности сварного соединения. На основании этого подбирается тип сварки и применяемое для этого оборудование.
Утверждается этот документ руководителем организации, силами которой производятся сварочные работы. В отделе главного сварщика должны храниться все технологические карты, разработанные для разных типов сварочных соединений. При необходимости в них вносятся коррективы и выпускаются извещения об изменениях. Каждой карте присваивается идентификационный номер, который заносится в каталог. В дальнейшем этот номер заносится в техническую документацию.
При выходе на смену сварщику вручаются технологические карты на те типы сварочных работ, которые ему необходимо выполнить. При контроле специалисты этого профиля также используют этот документ. Контроль может производиться на нескольких этапах процесса. При обнаружении отступления от техпроцесса составляется соответствующий акт.
Требования к сварочному оборудованию
Инструкция по эксплуатации сварочного аппарата должна содержать характеристики применяемого оборудования, его устройство, особенности размещения, способы подключения к источнику тока.
К технологической карте должна быть приложена инструкция сварочного аппарата. Это поможет грамотно выполнять имеющиеся указания.
Интересное видео
ППР сварочных работ и технологические карты сварки : ППСР ✅
Сварочное производство в строительстве (прокладка магистральных, внутриквартальных трубопроводов, монтаж зданий и др.) и на производстве (заводы по производству металлоконструкций, сварка каркасов машин и др.) требует организационной подготовки. В зависимости от требований Заказчика и условий производства работ требуется разработка организационно-технологической документации. К ней относятся:
- проекты производства сварочных работ ППСР;
- технологические карты на сварочно-монтажные работы;
- операционно-технологические карты сборки и сварки стыковых соединений;
- технологические инструкции по сварке.
Проект производства сварочных работ ППСР
Разработка проекта производства сварочных работ ППСР необходима при строительстве объектов с применением сварки. На участке строительства обычно входит в состав общего ППР на объект, выделяется отдельный раздел. Приводятся общие данные об объекте проведения работ, организации сварочного-монтажного участка, сведения о применяемом оборудовании, их количестве.
Основными решениями в ППСР являются организация сварочного поста. Учитываются сроки выполнения работ по календарному графику и, отталкиваясь от них, определяется количество постов для сварки, их комплектность. В графики поставки материалов включаются требуемые сварочные материалы в зависимости от принятой технологии сварки (полуавтоматическая, ручная, автоматическая).
От качества разработанного ППР на сварочные работы зависит весь технологический процесс производства работ. Доверьтесь нам и будьте спокойны в правильности и полноты составления проекта.
Технологические карты ТК сварки
Технологическая карта ТК сварки — документ в составе проекта производства сварочных работ ППСР, по которому выполняются все технологические операции сборки и сварки сварных соединений при монтаже трубопроводов, металлоконструкций. В нем отражается вся последовательность выполнения сварочно-монтажных работ: степень подготовки и подготовка сварных соединений, сборка, сварка, подготовка стыков к проведению неразрушающего контроля. На месте проведения работ сварщик в обязательном порядке должен руководствоваться техкартой и соблюдать все ее требования.
Технологическая карта сварки описывает подготовительные операции, выбор сварочного оборудования и методы сварки, а так же заключительные операции по объему проведения неразрушающего контроля. Приложением к ней являются ОТК по типам сварных стыков. Состав и содержание такие же как и у обычной технологической карты в строительстве.
Операционно-технологические карты сборки и сварки
Операционно-технологические карты ОТК сборки и сварки предназначены для настройки сварочного оборудования, выбора режимов работы применяемого оборудования, отражаются операции сборки и процесса выполнения сварочных соединений.
Состав операционно-технологической карты:
- параметры сварного соединения с указанием способа сварки, типа сварного соединения и шва, толщины стенки элементов
- применяемые сварочные материалы
- раздел предварительного подогрева стыковых соединений перед и во время выполнения работ
- геометрические размеры разделки кромок
- параметры сварного соединения
- конструктивные элементы, размеры и отклонения соединений
- параметры сварки
- последовательность наложения валиков при многоваликовой проходке
- очистка элементов конструкций
- подготовка элементов свариваемых кромок и поверхности под сварку
- подгорев кромок и прилегающей поверхности
- сборка элементов конструкций
- сварка свариваемых элементов
- маркировка сварных соединений
- объемы контроля качества
При допуске сварщиков на объект проводится допуск с выполнением допускных контрольных сварных соедниений КСС по ОТК на их сварку, включаемых в состав ТК. Количество и размерность элементов определяется на основании действующей нормативной документации.
Для каждой операции приводятся требуемые для ее проведения материалы, оборудование и инструмент. По такой ОТК сварка любого типа свариваемых элементов (трубы, двутавра, уголков, листов и др.) проходит у сварщика без лишних вопросов к техническому персоналу. Все этапы расписываются в полном объеме в плоть мелочей.
Сборка соединений по ОТК в зависимости от диаметра свариваемых труб может выполняться с применением наружных и внутренних центраторов, а металлоконструкций при помощи струбцин и других сборочных приспособлений. В разделе «Параметры сварного соединения» содержит все данные о соединяемых элементах: тип с указанием ГОСТа или другого нормативного документа.
Разработка технологических карт ТК и ОТК сварки
Разработкой технологических карт и ОТК сборки и сварки должен заниматься главный сварщик или инженерный персонал, имеющий удостоверение и протокол НАКС не ниже 3 уровня. Сложность разработки операционно-технологических карт сборки и сварки обуславливается специфичностью выполняемых работ и наличием соответствующих знаний у разработчика.
Обратившись к нам Вы можете быть уверены в правильности составления ТК и ОТК. Опыт работы в сварочном производстве на трубопроводах, сварке металлоконструкций, полипропиленовых труб наших специалистов составляет более 10 лет.
ОТК составляются на все технологии: ручная дуговая покрытыми электродами РД; ручная аргонодуговая РАД; механизированная в защитных газах проволокой сплошного сечения МП, самозащитной порошковой проволокой МПС; автоматическая проволокой сплошного сечения в защитных газах ААДП (двухсторонняя сварка), АПГ, порошковой проволокой АПИ, автоматическая под флюсом АФИ и др.
Операционно-технологические карты составляются так же на ремонт учитывая различные его методы (с его полной вырезки или вышлифовкой отбракованного участка и др. в зависимости от требований нормативных документов).
Так же для предприятий, проводящих сварочные работы мы разрабатываем технологические инструкции.
Технологическая инструкция по сварке
Технологическая инструкция по сварке необходима для производства сварочных работ на строительном участке или в заводских условиях на производственной базе. Содержит описание подготовительных и основных процессов, а так же заключительные этапы по приемке соединений. В подготовительном периоде указывают требования по аттестации к руководящему персоналу и сварщикам, применяемого оборудования и сварочных материалов, порядок и методы устранения отбракованных по результатам контроля стыков.
Технологическая карта на сварочные работы — Студопедия.Нет
Типовая технологическая карта на сборочно-сварочные работы (МК/КТП) представлена в табл. 1.
Кодовое обозначение операции указывают в МК, КТП (КТТП) в графе «Код, наименование операции» на строке с символом «А», в ОК в графе «Код операции», в ВО (ВОб) на строке с символом «В» в графе «Код, наименование операции».
Кодовое обозначение операции соответствует структуре:
Кодовые обозначения сборочно-сварочных операций (поз. 1 — 4) приведены в табл. 2.
Поз. 5, 6 устанавливают конкретизацию признаков классификации и кодов (в соответствии со спецификой отрасли).
В графе «Обозначение документа» указывают обозначения нормативных документов, применяемых при выполнении данной операции.
Таблица 1. Технологическая карта сборочно- сварочных работ МК/КТП.
Карта МК/КТП содержит строки А, Б, К1М, Р (А — название операции и ее номер; Б описание оборудования; КIМ — комплектация/ материалы; Р — режим).
Информация, вносимая в строку с символом «А». В графах «Цех», «Уч.», «РМ» строки указывают соответственно номер (код) цеха, участка, рабочего места, где выполняется операция (или их буквенные наименования).
В графу «Опер.» заносят номер операции. В графе «Код, наименование операции» указывают унифицированное обозначение операции ТП.
Информация, вносимая в строку с символом «Б». В графу «Код, наименование оборудования» вписывают его код, краткое наименование или модель и инвентарный номер.
Остальные графы характеризуют трудозатраты.
В графе «СМ» — «Степень механизации» указывают степень механизации кодом или индексами: РС — ручная сборка, МС — механизированная сборка, в приспособлении, сборка по разметке.
В графе «Проф.» приводят код профессии рабочего (сборщик или сварщик).
В графе «Р» дают разряд рабочего.
В графу «УТ» — «Условия труда» — вписывают индекс: легкие (Л) или вредные (В).
В графе «КР» — «Количество работающих » — указывают число занятых на операции рабочих.
В графе «КОИД» — «Количество одновременно изготовляемых деталей» — вносят число деталей при выполнении одной операции.
В графе «ЕН» — «Единица нормирования » — называют норму расхода материала или норму времени.
В графе «ОП» — «Объем партию) — указывают ее объем в условиях серийного производства в штуках.
Графа «Кшт» — «Коэффициент штучного времени» — соответствует многостаночному обслуживанию, и для сварочных работ ее не заполняют.
В графах «Тп .-з» и «Тшт» указывают нормы подготовительно-заключительного и штучного времени на выполнение операций, выбираемые на основе общемашиностроительных и отраслевых нормативов.
Информация, вносимая в строку с символом «К». В графе «Наименование деталю) дают ее название по ЕСТд, допускается указывать в этой графе марку материала.
Графы «Обозначение, код» и «ОПП» (откуда поступает партия) заполняют в соответствии с ЕСТД, обычно в графе «ОПП» сообщают номер цеха.
В графе «ЕМ» — «Единица измерения массы» — приводят массу изделия в килограммах.
В графе «ЕН» — «Единица нормирования» — указывают норму расхода материала в килограммах.
В графу «КИ» вписывают число изготовляемых изделий.
В графе «Нрасх » указывают норму расхода материалов.
Информация, вносимая в строку с символом «М». В графе «Материал» указывают сортамент, марку материала, размер, обозначение стандарта или ТУ.
При сварке в этой графе дают также марку, диаметр присадочного материала, размер электродов, а при пайке — марку, вид припоя (проволока, фольга, порошок), диаметр и толщину припоя, данные о флюсах, средах.
При раскрое материалов в этой графе указывают профиль и размер исходной заготовки, общее число получаемых из нее деталей, коэффициент раскроя материала заготовки, норму расхода материала и Т.П.
Информация, вносимая в строку с символом «Р». В соответствующие графы вписывают информацию о технологических параметрах режима сварки: тип шва, катет и длину шва в миллиметрах, положение шва, полярность тока, напряжение, ток и скорость подачи проволоки.
Таблица 2. Коды сборочно-сварочных операций в технологической карте
| Форма записи операции | Код |
| Сварка | 9000 |
| Контактная сварка | 9010 |
| Диффузионная сварка | 9020 |
| Дуговая сварка | 9030 |
| Дуговая сварка: | |
| — покрытым электродом | 9031 |
| — порошковой проволокой | 9034 |
| — сварка под флюсом | 9035 |
| — в инертных газах плавящимся электродом | 9039 |
| — в инертных газах неплавящимся электродом с присадочным металлом | 9041 |
| — в инертных газах неплавящимся электродом без присадочного металла | 9042 |
| — сварка в углекислом газе сплошной проволокой | 9043 |
| — в углекислом газе порошковой проволокой | 9044 |
| — в углекислом газе неплавящимся электродом с присадочным металлом | 9045 |
| — в углекислом газе неплавящимся электродом без присадочного металла | 9046 |
| — в смеси инертных и активных газов плавящимся электродом | 9051 |
| — в вакууме плавящимся электродом | 9056 |
| — в вакууме неплавящимся электродом с присадочным металлом | 9057 |
| — в вакууме неплавящимся электродом без присадочного металла | 9058 |
| Электрошлаковая сварка | 9061 |
| Электронно-лучевая сварка | 9062 |
| Плазменная сварка | 9063 |
| Газовая сварка | 9068 |
| Резка: | |
| — кислородная | 9172 |
| — кислородно-флюсовая | 9176 |
| — плазменно-дуговая | 9176 |
| Операция: | |
| -сборочно-подготовительная | 8862 |
| — сборочно-монтажная | 8863 |
| — слесарно-сборочная | 8864 |
| Термическая обработка | 5000 |
| Комплексный контроль геометрических параметров | 0260 |
| Контроль неразрушающий: | |
| — акустический | 0376 |
| — вихретоковый | 0377 |
| -магнитный | 0378 |
| — радиационный | 0382 |
| — проникающими веществами | 0386 |
| Испытания: | |
| — механические | 0620 |
| — на герметичность | 0675 |
| Перемещение | 0400 |
| Транспортирование | 0401 |
| Складирование | 0440 |
| Правка | 2156 |
| Комплектование | 0418 |
| Крепление | 0112 |
| Базирование | 8801 |
| Разметка | 0101 |
| Гибка | 2129 |
При записи применяют условные обозначения, приведенные в табл. 3.
Таблица 3. Буквенные обозначения и значки в технологической карте на сварочно-сборочные работы
| Показатель | Обозначение |
| Длина | L,l |
| Ширина | В,b |
| Высота, глубина | H,h |
| Толщина | S |
| Диаметр | D,d |
| Радиус | R,r |
| Межосевое и межцентровое расстояния | А,а |
| Углы | α, β, γ и др. |
| Ширина шва | В |
| Выпуклость шва | G |
| Шаг прерывистого шва | T |
| Катет углового шва | |
| Вогнутость углового шва | |
| Расчетная высота углового шва | P |
| Толщина углового шва | A |
| Сила тока | I |
| Напряжение дуги | Uд |
| Напряжение холостого хода источника питания | Uхх |
| Скорость: | |
| -сварки | Vсв |
| — подачи проволоки | Vп. п |
| Количество | N,n |
| Плотность | ρ |
| Количество наплавленного металла | Qн |
| Коэффициент наплавки | αн |
| Притупление кромок | С |
| Положение шва: | |
| -в лодочку | Л |
| -нижнее | Н |
| — горизонтальное | Г |
| — полугоризонтальное | ПГ |
| — полупотолочное | ПП |
| — вертикальное | В |
| — полувертикальное | Пв |
| Полярность: | |
| -прямая | П |
| -обратная | О |
| Коэффициент загрузки оборудования | Кз |
Задание 1: Заполнить карту технологического процесса сварки
Для чего нужна технологическая карта сварочных работ
Реализация проектов в различных сферах производства (строительстве, машиностроении или любой другой сфере) сопряжена с необходимостью последовательного выполнения ряда технологических процедур.
Все условия и порядок выполнения каждой такой процедуры должны быть исчерпывающе описаны в рабочем проекте. Рабочий проект часто представляет собой многотомный документ, содержащий большой объем текстовой и графической информации. Поэтому составляют технологическую карту, которая помогает представить информацию более компактно, сжато и доходчиво.
Она, по сути, является заранее разработанной и утвержденной инструкцией по сварке конкретного изделия.
Назначение
Работа исполнителей с проектной документацией оказывается затруднительной ввиду обилия информации и разрозненности сведений. По этой причине возникает необходимость создания компактного и ёмкого документа, определяющего порядок выполнения той или иной технологической операции в конкретных условиях. Применительно к сварочным процедурам составляется карта технологического процесса сварки.
 Выполнение сварочных работ на производстве осуществляют рабочие бригады сварщиков под руководством мастеров.
Выполнение сварочных работ на производстве осуществляют рабочие бригады сварщиков под руководством мастеров.
При выдаче производственного задания на сварку, как правило, чётко документируется объём работ, подробно расписываются условия их выполнения, применяемое оборудование и материалы.
Это помогает рабочему персоналу соблюсти технологию операции сварки, а руководителю среднего звена легко контролировать процесс её выполнения.
Необходимые для этого данные содержит технологическая карта сварки, которая подготавливается технологами предприятия. В этом документе сконцентрирована вся необходимая информация, содержащаяся в рабочем проекте.
Кроме этого, та часть информации, которая присутствует в проекте в виде ссылки на какой-либо ГОСТ, в технологической карте полностью раскрывается и конкретизируется.
То есть, в карте может не указываться номер ГОСТа, требования которого необходимо выполнить, но подробно расписываются сами требования, касающиеся порядка выполнения сварки.
Содержание
Единой формы технологической карты сварки, которой обязаны придерживаться все без исключения организации, не существует.
Поэтому, если предприятие столкнулось с потребностью в таком документе, а какие-либо отраслевые нормы вышестоящих организаций в этой части отсутствуют, технологическую карту сварки можно разработать и утвердить самостоятельно.
 Поскольку документ такого рода подлежит обязательному утверждению, карта должна содержать шапку, в которой указываются наименования предприятия и объекта, где планируются сварочные работы.
Поскольку документ такого рода подлежит обязательному утверждению, карта должна содержать шапку, в которой указываются наименования предприятия и объекта, где планируются сварочные работы.
В разделе изложения технологии все однотипные сварочные швы для удобства следует объединить, снабдив их общим описанием, содержащим исчерпывающую технологическую информацию.
Кроме информации чисто технологического характера, карта может содержать некоторые нормативно-технические данные. К ним относятся количественный и качественный состав бригады, выполняющей работу, а также время выполнения операционного задания.
Также в карте могут быть указаны трудозатраты общего объема работ с разбивкой их на отдельные этапы и обозначением контрольных сроков их выполнения.
Кроме трудозатрат на сварку объекта, может быть приведен общий расчет затрачиваемых ресурсов. К ним относится стоимость электрической и тепловой энергии, расходных материалов, затраты на заработную плату.
Отдельный раздел технологической карты может содержать сведения о мерах безопасности при выполнении сварки, мероприятиях по подготовке рабочих мест.
Данные о сварных соединениях
По каждой группе сварных соединений, выполняемых в процессе сборки объекта, должны указываться следующие технологические данные:
 информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;
информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;- данные о необходимости предварительной подготовки деталей к сварке. Если должен быть применен скос кромок, необходимо привести точное описание геометрических характеристик, форму скоса и необходимые значения углов;
- описание применяемой технологии электродуговой сварки и конкретных аппаратов, посредством которых должна быть выполнена сварка. Указывается режим выполнения сварного соединения, перечень применяемых расходных материалов. Например, при применении ручной дуговой сварки указывается марка и диаметр применяемых электродов, ток при котором осуществляется сваривание, если предусмотрена аргонодуговая сварка, приводится форма применяемого электрода, род и полярность тока, расход газа.
 информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;
информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;Технологическую карту составляют по результатам исследовательской работы, в которую входят расчеты, эксперименты, подбор оптимальных материалов и многое другое.
Существует огромное количество шаблонов, позволяющих упростить составление карты. Разработанная технология не должна противоречить всем существующим нормам и правилам.
ФИО сварщика | Основной материал – Сталь листовая, уголок — группа М01 марка Ст.3сп | |||
Вид (способ) сварки (наплавки) – РД | Заготовки для КСС | |||
Пластины 250х30х3мм 3 шт. | ||||
| ||||
Типы шва – Стыковые Угловые | Способ сборки – на прихватках | |||
Тип соединения по ГОСТ 5264 Стыковые, Тавровые | Требования к прихватке – длина прихватки от 5 до 10 мм, количество 3 шт. (равномерно распределить прихватки по длине стыка) | |||
Присадочные материалы (тип, марка, диаметр) – электроды: АНО-4 Ø 3 мм,
| ||||
Сварочное оборудование – инверторный источник питания, трансформатор | ||||
№ п/п | Операция | Содержание операции и требования | Применяемое оборудование | |
1 | 2 | 3 | 4 | |
1 | Подготовка кромок КСС | 1. Получить заготовки для КСС (со скосом и без скоса кромки.), произвести их осмотр, проверить геометрию кромок и прилегание кромок | Линейка металлическая, шаблон сварщика УШС-3 | |
2. Зачистить кромки, прилегающие к сварному шву на ширине 20 мм с обеих сторон пластин до металлического блеска. | Металлическая щетка, напильник, шлифмашинка с металлической дисковой щеткой | |||
2 | Сборка КСС | 3. Сборку осуществлять на рабочем столе кабины в приспособлении. Положение приспособления при сборке КСС нижнее. Заготовки КСС собрать закрепляя пластины струбцинами. Зазор между кромками от 0 до 3,0 мм должен соответствовать эскизу 1. | Приспособление для сборки и сварки. Шаблон сварщика УШС-3, | |
4. Наложить по 3 прихватки на один стык длиной от 5 до 10 мм, количество 3 шт. распределив их равномерно по длине стыка. Электроды – АНО-4, Ø 3,0 мм | Сварочный пост | |||
5. Зачистить прихватки и свариваемые кромки до металлического блеска | Металлическая щетка, напильник, шлифмашинка: металлическая дисковая щетка, шлифовальный круг | |||
3 | Сварка КСС | 6. Выполнить сварку швов № _______ (чертеж 1) в нижнем положении электродами АНО -4, Ø 3,0 мм | Сварочный пост, | |
7. Выполнить сварку швов № _______ (чертеж 1) в горизонтальном положении электродами АНО -4, Ø 3,0 мм | Сварочный пост, | |||
8. Выполнить сварку швов № _______ (чертеж 1) в вертикальном положении электродами АНО -4, Ø 3,0 мм | Сварочный пост | |||
9. Зачистить облицовочный слой шва от шлака и брызг. Устранение дефектов зубилом, шлифовальным кругом, сваркой на облицовочном шве не допускается. | Металлическая щетка, | |||
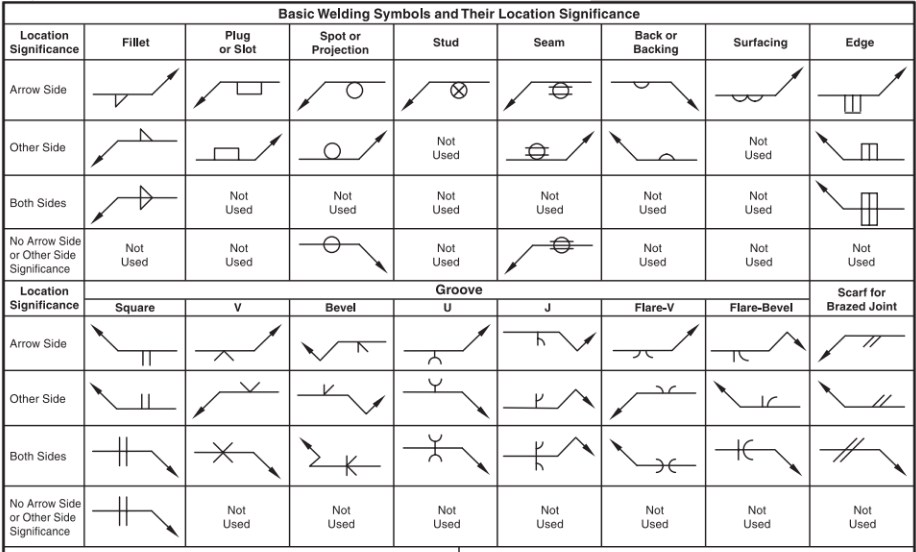
Руководство по символам сварки и диаграмма Соединение всех типов (угловой шов и сварной шов с канавкой)
Руководство по символам сварки и диаграмма Угловой шов и шов с разделкой кромкой — Живые существа изобрели язык для общения с другими людьми. Язык может помочь людям достичь того, чего они хотят, а более широкому сообществу — достичь чудес. Благодаря человеческому языку мы, люди, можем достичь вершины развития, с которой в настоящее время не может соперничать ни одно другое существо.
Даже у нас (людей) развитие может быть разным и зависит от множества факторов, включая язык, используемый в обществе.Развитое сообщество часто имеет сложную языковую структуру (например, английский, немецкий и арабский), которая помогает членам сообщества взаимодействовать друг с другом, избегая недопонимания.
Сложность языка также проявляется в конкретной деятельности. Например, когда одно и то же слово используется по-разному, когда мы занимаемся разными делами. Доказано, что использование языка для определенной цели более эффективно, чем использование языка в целом.
В такой области работы, как инженерия, существует так много терминов, которые заставят ученых почесать головы в замешательстве, не обязательно потому, что они глупы, а потому, что они не привыкли к тому, как применяется язык. Кроме того, инженерная сфера помимо самих слов включает рисунки и символы. Дать вам достаточно информации о том, почему так важно эффективное и действенное общение.
Таблица символов сварных швов AWS для всех типов соединений:
КОНКРЕТНЫЙ ЯЗЫК ПРИ СВАРКЕ.
Теперь в сварке есть набор языка, который нужно освоить самому, это символы сварки. Символ сварки — это эффективный способ сообщить рабочим о необходимости сварки. Символ, содержащий несколько линий, какую-то странную форму, достаточно слов, но так много информации. Хотя могут быть небольшие различия в другом регионе, синтаксис обычно выглядит следующим образом:
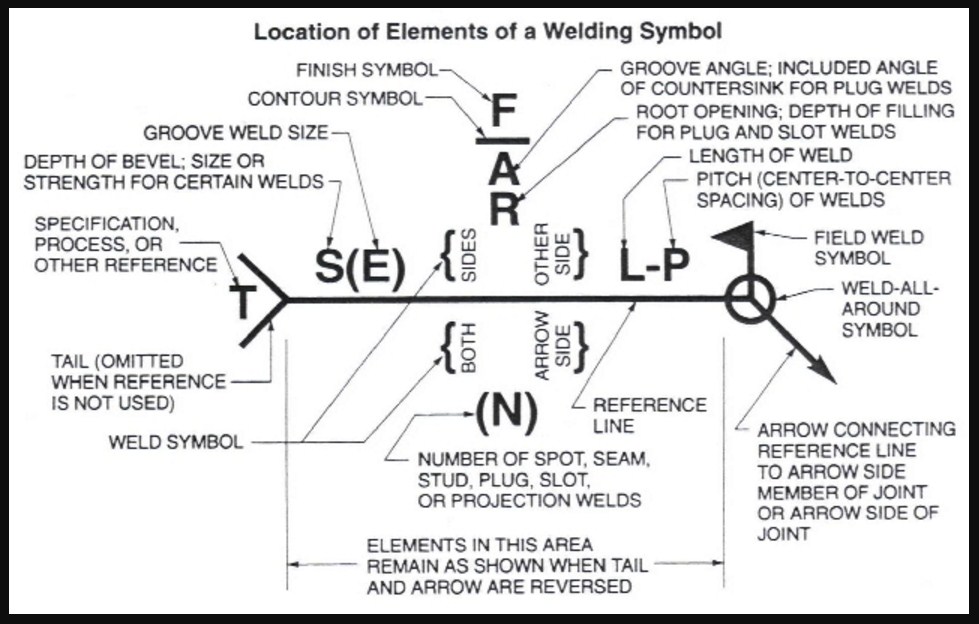 Рисунок 1. Элементы символов сварки
Рисунок 1. Элементы символов сваркиВыглядит довольно безумно, правда? Представьте, что если так много информации записано словами, на это могут уйти страницы, поэтому на написание и больше часов на интерпретацию уйдут часы, что сделает работу менее эффективной по времени и, в конце концов, продлит производственный процесс.
ЭЛЕМЕНТЫ СИМВОЛОВ СВАРКИ
Теперь мы знаем, что информация о сварке так сильно сжата в символах сварки. Нам нужно изучить различные аспекты каждого отдельного элемента, чтобы избежать неправильного толкования. В основном, есть 3 части сварочного символа:
со стрелкамистрелок той части, которая определяет местоположение сварки на одном конце и соединено с опорной линией в других. Сегмент стрелки содержит следующее:
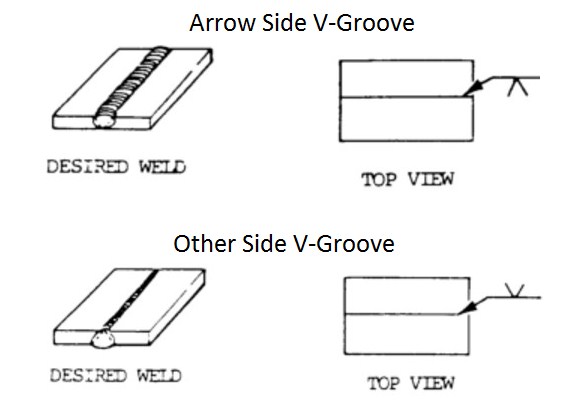 Символы стрелок и других боковых сварных швов с канавкой
Символы стрелок и других боковых сварных швов с канавкой 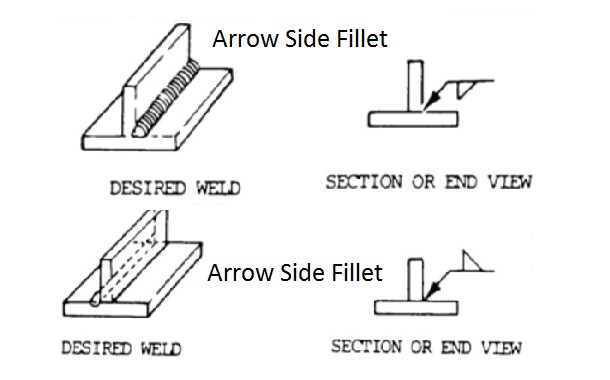 Символы стрелок и других боковых угловых швов
Символы стрелок и других боковых угловых швовСправочная линия.
Справочная строка содержит дополнительную информацию о деталях сварки, таких как конструкция соединения, размер сварного шва, образец сварного шва и многое другое. Верхняя и нижняя часть контрольной линии имеет одинаковые элементы для каждой стороны, разница в том, на какой стороне должна производиться сварка.
Нижняя часть — это узкая сторона, это означает, что сторона, указанная стрелкой, должна быть сварена, как указано в элементах. Подобно верхней части, с той лишь разницей, что элементы объясняют другую сторону стыка.
Это особенно полезно, когда две стороны имеют разные детали соединения, и это также помогает избежать использования слишком большого количества символов сварки в одном соединении. Другая важная вещь независимо от того, где стрелка или хвост, положение элементов должно быть таким же, как изображается на рисунке 1. Сегмент опорная линия содержит следующее:
См: Тип сварных соединений
Хвост Сварка Символ.
Даже если кажется, что стрелка и контрольная линия покрывают всю необходимую информацию о сварном соединении.По-прежнему можно вставить дополнительную информацию, такую как процесс сварки, процесс проверки, справочный документ (Спецификация процедуры сварки) и т. Д.
Такая информация помещается в конец символа сварки, хвост. Хвост не всегда есть, это зависит от необходимости вставки дополнительной информации или нет, поэтому его можно опустить, когда такая информация не требуется для сустава. Посмотрите на рисунок 5 для примера.
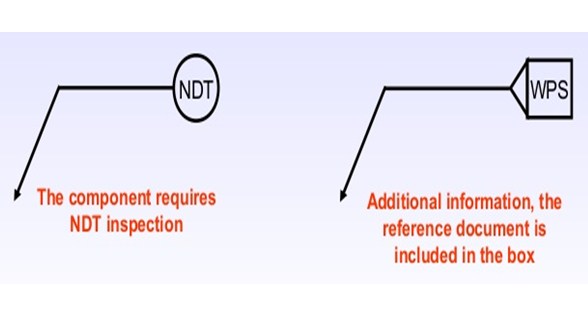 Рисунок 5. Применение хвостовой части
Рисунок 5. Применение хвостовой частиЗАКЛЮЧЕНИЕ
Информация в этой статье может дать ответ только на вопрос о сварочном обозначении в целом.Потому что есть другие переменные, которые не упомянуты выше, такие как изогнутая линия стрелки и некоторые другие.
Другой распространенный вариант — это символ сварки для ступенчатого и прерывистого шва и двойные контрольные линии в одном значке сварки. Но пока вам лучше сначала переварить столько информации, прежде чем искать другую.
 AWS Таблица символов сварки
AWS Таблица символов сваркиЕсли вы не возражаете несколько советов, понимание символа сварки похоже на изучение любого другого языка.Где вам нужно много практиковаться, чтобы понять и знать, как правильно его использовать. Итак, следующим шагом будет практика расшифровки любой сварки
.Расположение элементов символа сварки | IDEF9 Standard | Машиностроение
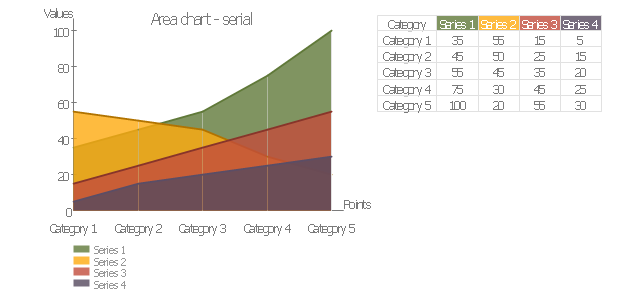
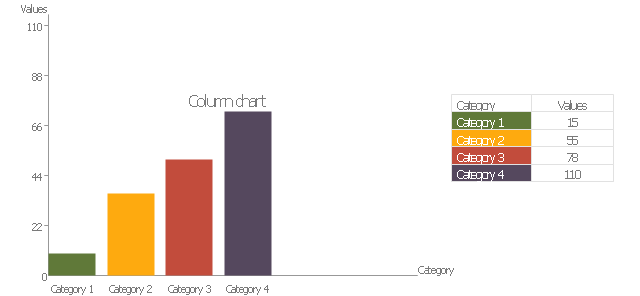
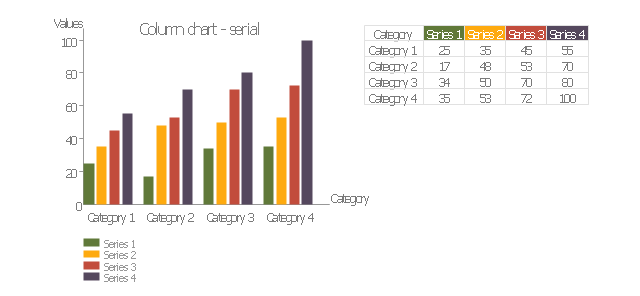
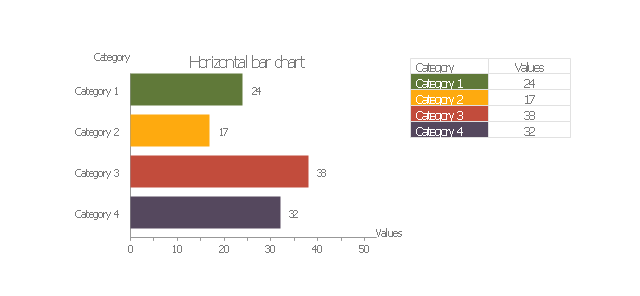
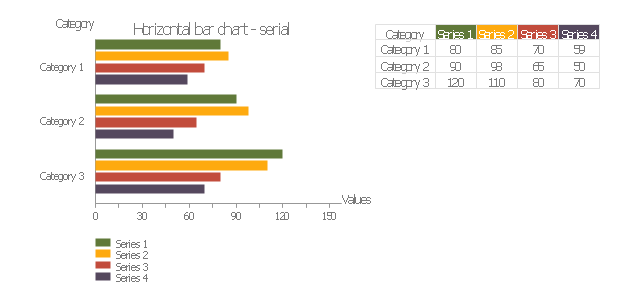
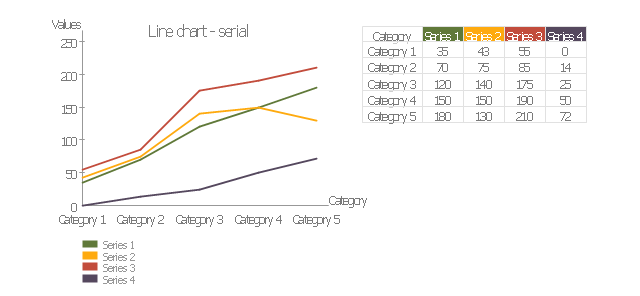
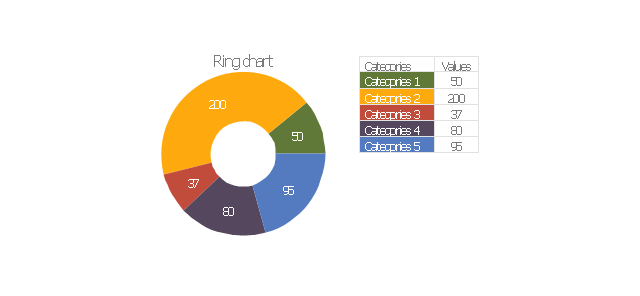
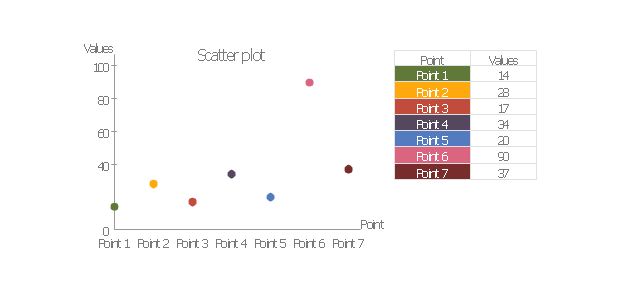
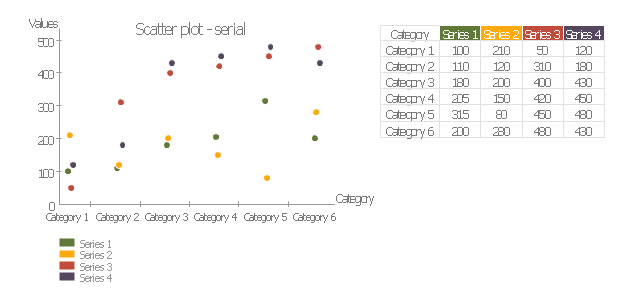
Библиотека векторных трафаретов «Образовательные диаграммы» содержит 12 графиков и диаграмм: диаграмма с областями, столбчатая диаграмма, разделенная гистограмма, гистограмма, горизонтальная гистограмма, линейная диаграмма, круговая диаграмма, кольцевая диаграмма, точечная диаграмма.
Используйте его для создания своей образовательной инфограммы в программе ConceptDraw PRO для построения диаграмм и векторной графики.
Библиотека векторных трафаретов «Образовательные диаграммы» включена в решение «Инфографика для образования» из области «Бизнес-инфографика» пакета решений ConceptDraw.
Диаграмма с площадью — серийный
Гистограмма
Горизонтальная диаграмма — серийный номер
Разделенная гистограмма

Гистограмма частот
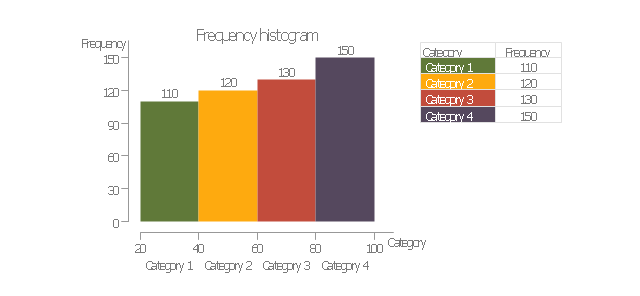
Горизонтальная гистограмма
Горизонтальная гистограмма — серийный номер
Линейный график — серийный номер
Круговая диаграмма
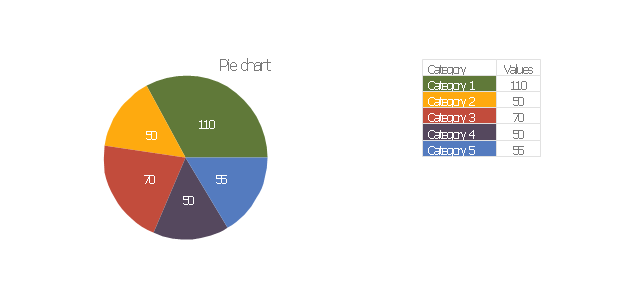
Таблица колец
Точечная диаграмма
Точечная диаграмма — серийный номер
 .
.Виды сварочных процессов
02 сентября 2016 г. | 5 комментариевРабота с металлом может быть пугающей, но в то же время она может придавать сил. Производители стали способны превратить одни из самых прочных материалов в мире в различные формы и изделия. Сварка — это процесс сплавления материалов, таких как металлы или термопласты, для их бесшовного соединения. Процесс сварки включает в себя приложение тепла и давления к соединяемым материалам в дополнение к фильтрующему материалу.
С появлением технологий процесс сварки с годами эволюционировал. Однако важно понимать различия между всеми существующими методами сварки, чтобы принять обоснованное решение, когда дело доходит до выбора правильной техники сварки для работы. Сегодня многие процессы можно выполнять с помощью автоматизированного оборудования, однако для некоторых проектов требуется профессиональная помощь, чтобы вручную настроить продукт. Сварка требует работы и практики, и ее лучше всего усвоить с помощью и под руководством профессиональных производителей стали.
Для вашего понимания вы можете узнать о различных типах сварочных процессов:
Сварка MIG (металл в инертном газе) или GMAW (газовая дуговая сварка металла):
Принцип соединения двух металлических частей с помощью проволоки, соединенной с током электрода, называется сваркой в среде инертного газа (MIG). В этом типе процесса сварки вдоль проволочного электрода используется защитный газ, который нагревает два соединяемых металла. Для этого метода требуется источник постоянного напряжения и постоянного тока, и это наиболее распространенный промышленный процесс сварки.Процессы MIG или GMAW подходят для плавления низкоуглеродистой стали, нержавеющей стали, а также алюминия.
Дуговая сварка или SMAW (дуговая сварка защищенного металла):
Дуговая сварка также называется дуговой сваркой защищенного металла или просто «палкой». Это самый простой из всех видов сварки. Сварочный стержень использует электрический ток для образования электрической дуги между стержнем и соединяемыми металлами. Для сварки чугуна и стали этот тип сварки часто используется при строительстве стальных конструкций и в промышленном производстве.Сварку палкой можно применять при производстве, строительстве и ремонте.
TIG (вольфрамовый инертный газ) или GTAW (газовая дуговая сварка вольфрамом):
В сварочном процессе этого типа используется неплавящийся вольфрамовый электрод. Этот вольфрамовый электрод используется для нагрева основного металла и образования сварочной ванны. Сплавив два куска металла вместе, можно создать автогенный шов. Для этого типа сварки сварщик должен обладать большим опытом, поскольку это очень сложный процесс.Этот процесс сварки используется для выполнения высококачественных работ, когда требуется высококачественная стандартная отделка, без необходимости чрезмерной очистки путем шлифования или шлифования.
FCAW (порошковая сварка):
В качестве альтернативы защитной сварке была разработана порошковая сварка. Этот процесс сварки очень похож на процесс MIG или GMAW, за исключением того факта, что в FCAW используется специальная трубчатая проволока, заполненная флюсом, а защитный газ не всегда требуется, в зависимости от наполнителя.Этот вид сварки известен тем, что он чрезвычайно дешев и прост в освоении. Однако его применение имеет несколько ограничений, и результаты часто не являются эстетически приятными, как при использовании некоторых других методов сварки. Полуавтоматическая дуга часто используется в строительных проектах благодаря высокой скорости сварки и портативности.
Профессиональные производители металлоконструкций в Northern Weldarc хорошо обучены изготовлению конструкционной стали для различных проектов в различных отраслях промышленности.Конструкционная сталь может быть преобразована для различных целей, а также может использоваться для ряда применений. Мы в Northern Weldarc используем высокотехнологичное оборудование для производства стали и ее изготовления для различных нужд. Если вы хотите узнать больше о нашей работе и проектах, которые мы реализовали для наших клиентов, свяжитесь с нами сегодня!
Теги: Профессиональные изготовители стали, Типы сварочных процессов, Процесс сварки
Опубликовано в изготовление конструкционной стали, изготовление конструкционной стали, Уроки конструкционной стали, Без категории | 5 комментариев »
типов сварки в блок-схеме | Блок-схема заявки на материалы. Примеры блок-схем | Машиностроение
Угловая стрелка
Стрела дуги
Арки стрела
Вилка стрелы
Петля для стрелы
Стрела изогнутая
Шевронная стрелка
Круговая стрелка
Круговые стрелки
Стрелка по часовой стрелке
Стрелка угловая
Стрелка против часовой стрелки
Перечеркнутые стрелки
Изогнутая стрелка влево
Изогнутая стрелка вправо
Изогнутая стрелка направления
Стрелка цикла
Диагональная стрелка
Двойная дуговая стрелка
Двунаправленная стрела
Стрела полукруглая двуглавая
Стрелка вниз
Стрела с двойной короткой дугой
Колено стрелы
Толстая стрела
Стрелка назад
Стрелки взаимодействия
Г-образная стрела
Стрелка влево
Молния стрела
Длинная дуговая стрела
Петли стрелы
Стрелки слияния
Стрелка вниз
Стрелка вверх
Стрелки для вторичной переработки
Стрелки обновления
Стрела из ленты
Стрелка вправо
Вращающиеся стрелки
Стрела S-образная
Секторная стрелка
Стрелка полукруглая
Короткая дуговая стрелка
Стрела односторонняя
Стрела маленькая
Стрелка разрезная
Стрела прямая
Треугольная стрелка
Стрелка поворота налево
Стрелка поворота направо
Стрелка поворота круглая
Стрела поворотная
Стрелка вверх
Стрела U-образная
Вертикальная подвижная стрелка
Стрела волнистая