Сварка в нижнем положении | Тиберис
0
На сумму: 0 р.
При сварке в нижнем положении существуют следующие разновидности соединений:
- Стыковые (применяется сварной шов стыкового соединения)
- Угловые (применяется сварной шов углового, нахлестного или таврового соединений).
3.1 Сварка стыкового соединения
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения. При двухсторонней сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются с одной стороны. Прочность сварных стыковых соединений определяется глубиной проплавления, а она зависит от диаметра электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
| Односторонние соединения без скоса кромок, выполняют электродами диаметром равным толщине металла, если она не превышает 4 мм. | |
| Листы диаметром от 4 до 8 мм сваривают двусторонним швом. | |
|
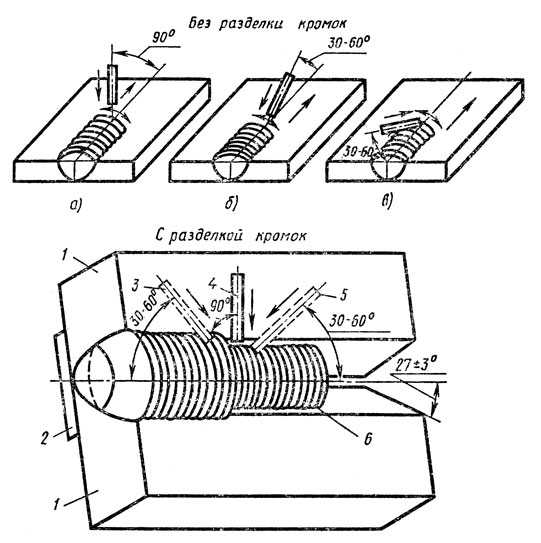
Металл толщиной более 8 мм сваривают с разделкой кромок под углом около 30 градусов. Во избежании прожогов сварку ведут на съемных подкладках (медных или стальных) в несколько проходов. Для первого прохода рекомендуется использовать электрод толщиной не более 4 мм, для последующих — применять электроды с большим диаметром. На рисунке видно, что при первом проходе корневой шов заваривают электродом меньшего размера. Для первого шва важна достаточная глубина провара и его точность (проплавленный метал не должен выходить за кромки). При втором и последующих проходах используется больший по диаметру электрод, его нужно с небольшой скоростью продвигать вперед по шву, при этом делая колебательные движения электрода из стороны в сторону для полного заполнения выемки между кромок. |
3.2 Сварка углового соединения
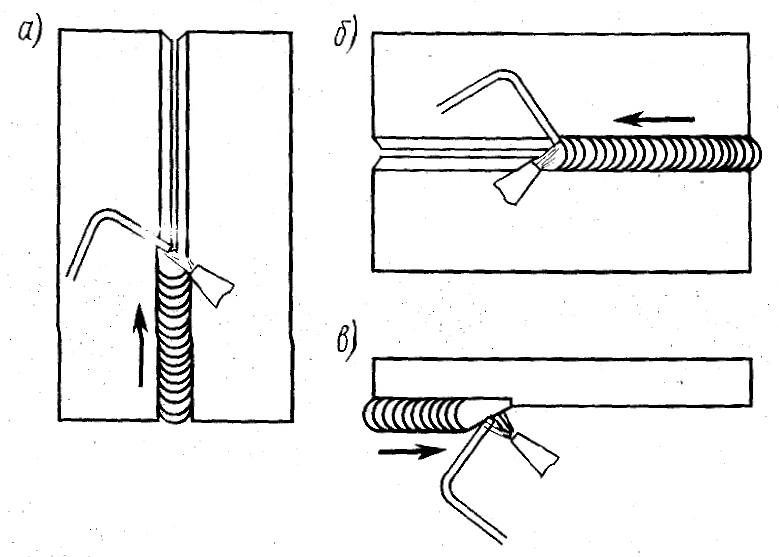
Хорошие результаты при сварке угловых швов обеспечиваются установкой плоскостей соединяемых элементов «в лодочку», т.е. под углом 45 градусов к горизонтали (возможны варианты с меньшим радиусом угла). При этом достигается хорошее проплавление стенок и угла элементов, а опасность непровара или подреза невелика. Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
|
Сварка в симметричную «лодочку» производится при высоких значениях сварочного тока (как обратной, так и прямой полярности) Сварку в симметричную «лодочку» при обратной полярности рекомендуется проводить на максимально короткой дуге. При таком методе меньше вероятность подрезов одной стенки и наплывов на другой, чем при несимметричной «лодочке» |
|
|
Сварка в несимметричную «лодочку» осуществляется при наклоне под углом 60 и 30 градусов. Метод хорош при работе в труднодоступных местах за счет небольшой амплитуды движений электрода. |
 Электрод должен направлять сварочную дугу прямо в корень сварного шва. Главное — чтобы сварочная дуга не вышла на поверхность пластины за пределами формирующегося шва. Не допускается наплавка слишком большого количества металла за один проход.
Электрод должен направлять сварочную дугу прямо в корень сварного шва. Главное — чтобы сварочная дуга не вышла на поверхность пластины за пределами формирующегося шва. Не допускается наплавка слишком большого количества металла за один проход.Сварку в «лодочку» лучше всего применять при взаимном расположении свариваемых изделий под углом в 90 градусов при длине угловых швов 8 мм и более.
3.3 Сварка углового соединения (таврового типа)
Обычно при сварке тавровых соединений в нижнем положении нужно несколько проходов. Однопроходные угловые швы допустимы при сварке простых конструкций, но при этом они должны иметь стороны, образующие угол в 45 градусов при угловом сварном шве, и не превышать диаметр используемого электрода более чем на 1,5-3,0 мм.
При многопроходной сварке угловых швов, первый проход всегда выполняется электродом большего размера, чем будут использоваться при повторных проходах.
|
Важно – при сварке угловых соединений таврового типа дугу следует возбуждать на горизонтальной полке, а не на вертикальной. Все угловые швы без скоса кромок со сторонами образующими угол в 90 градусов и со стенками толщиной не больше 10 мм нужно выполнять в один слой поперечными движениями электрода треугольником с небольшой задержкой в корне шва. |
3.4 Сварка углового соединения (нахлесточного типа)
|
Для сварки нахлесточного соединения в нижнем положении при прямой полярности требуется поддерживать короткую сварочную дугу, а при обратной полярности — максимально короткую. |
 Дуга должна быть направлена в корень соединения и расположена по направлению к горизонтальной поверхности пластины (свариваемого изделия). Во время сварки необходимо совершать небольшие возвратно-поступательные движения электродом. Эти колебания будут разогревать всю сварную область, что поможет равномерно заполнить всю сварочную ванну и получить полноразмерный выпуклый шов.
Дуга должна быть направлена в корень соединения и расположена по направлению к горизонтальной поверхности пластины (свариваемого изделия). Во время сварки необходимо совершать небольшие возвратно-поступательные движения электродом. Эти колебания будут разогревать всю сварную область, что поможет равномерно заполнить всю сварочную ванну и получить полноразмерный выпуклый шов.Угловые сварные швы в нижнем горизонтальном положении, при нахлесточном соединении образуют, угол в 90 градусов и при низкой высоте стенок угла до 10 мм, следует применять электроды диаметром до 10 мм, а так же не стоит производить поперечные колебания электрода из стороны в сторону. Для стенок углов свыше 10 мм применять метод описанный ранее.
Спасибо за подписку!
Техника сварки в нижнем положении
Техника сварки в нижнем положении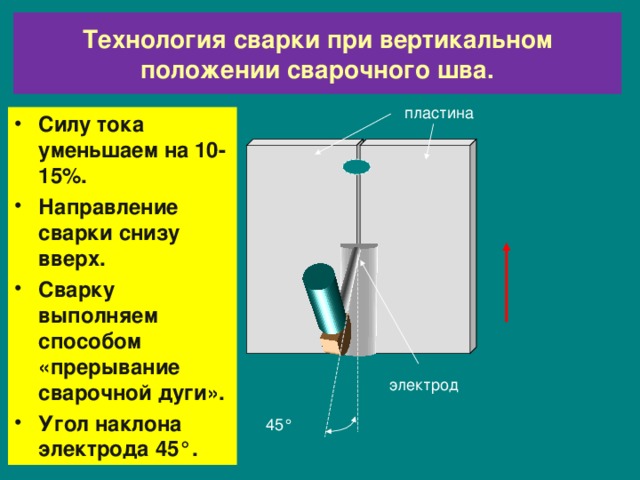 Сечение шва можно заполнить в один проход, многослойно и в несколько проходов. Сечение шва можно заполнить в один проход, многослойно и в несколько проходов.Однопроходная сварка с v-образной разделкой кромок выполняется с поперечными колебаниями электрода на всю ширину, с выходом дуги со скоса кромок на необработанную поверхность (рис. 108). Если число слоев равно числу проходов дуги, то шов называют многослойным. Если слой выполняется за несколько проходов, шов называют многопроходным. При сварке шва с v-образной разделкой за несколько проходов можно обеспечить гораздо лучший провар первого слоя в корне разделки (рис. 109). Сварку ведут без поперечных колебаний с помощью электродов диаметром 3-4 мм. В зависимости от толщины металла последующие слои выполняют электродами большего диаметра, с поперечными колебаниями. Необходимо тщательно очищать от шлака и брызг металла все предыдущие слои: это обеспечит хороший провар и высокое качество шва. Разделку кромок можно заполнять швами с шириной на всю разделку или отдельными валиками. Вышеперечисленные виды швов нашли свое применение в различных соединениях: многослойные швы в стыковых, многопроходные — в угловых и тавровых соединениях. Протяженность швов варьируется от 300 до 1000 мм. В зависимости от этого все швы подразделяются на три группы: короткие — до 300 мм, средние — 300-1000 мм, длинные — свыше 1000 мм. Рис. 107. Виды поперечных движений электрода при различных режимах прогрева: а — при слабом прогреве кромок; при усиленном прогреве кромок; в — при усиленном прогреве одной кромки; г — при хорошем прогреве корня Рис. 109. Многослойное сечение стыкового шва Рис. 110. Многопроходное сечение стыкового шва На выбор того или иного способа сварки влияют протяженность шва, свойства свариваемого материала и качество сварных соединений. Выполнение коротких швов (до 300 мм) относят к наиболее простому способу. Швы, имеющие большую протяженность, можно варит как обратноступенчатым способом, так и вразброс. Направление сварки каждого участка не должно совпадать с общим направлением сварки (рис. 111, в). Швы конструкций, несущих большую нагрузку и имеющих значительную толщину свариваемых поверхностей, обычно сваривают способом «каскад» (рис. 111, г) или «горка» (рис. 111, д). Чтобы в зоне сварки не возникали объемные напряжения, ведущие к образованию трещин, необходимо во время работы поддерживать в ней высокую температуру. Величина сварочного тока влияет на толщину шва свариваемых деталей из низкоуглеродистой стали. Она может колебаться от 3 до 5 мм. При силе тока, равной 100 А, происходит расплавление металла на глубину 1 мм с термической обработкой нижнего слоя на глубину 1-2 мм. Если сила тока достигав ет 200 А, то толщина слоя возрастает до 4 мм. При этощ происходит термическая обработка нижнего слоя на глу, бину 2-3 мм. Если сварка ведется на весу (рис. 112), то необходимо обеспечить максимальный провар корня шва и сформиро. вать качественный обратный валик. В этом случае хорошо зарекомендовал себя способ сварки на съемной медной (рис. 113) или остающейся стальной подкладке (рис. 114). При этом в медной подкладке делается формирующая канавка. Чтобы расплавленный металл не вытекал из сварочной ванны, необходимо обеспечить плотное обжатие подкладок к свариваемым кромкам. Остающиеся подкладки не всегда технологичны, так как увеличивают расход металла. Если допустима выпуклость обратной стороны, то допускается подварка корня шва с последующей укладкой основного шва (рис. 115). Читать далее: |

 сварка ведется от середины к концу (рис. 111, б) или обратнс ступенчатым способом.
сварка ведется от середины к концу (рис. 111, б) или обратнс ступенчатым способом.
|
© 2007 «Строй-сервер. |
© Права защищены. |
 ру». — информационная система по ремонту и строительству.
ру». — информационная система по ремонту и строительству. 10 советов и рекомендаций по сварке вверх ногами!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Если вы часто занимаетесь сваркой, будь то работа, хобби или ремонт сломанного или поврежденного предмета для кого-то, есть большая вероятность, что рано или поздно вам придется сваривать над головой или вверх ногами вниз.
К сожалению, нам обычно не везет, когда и где выходит из строя компонент или часть оборудования. Скорее всего, когда что-то сломается, оно окажется в самом неудобном месте и в самое неудобное время.
Никто никогда не говорил, что жизнь сварщика была гламурной, и не всем посчастливится получить сварочную работу, когда они целый день сидят за верстаком и сваривают детали в удобном положении.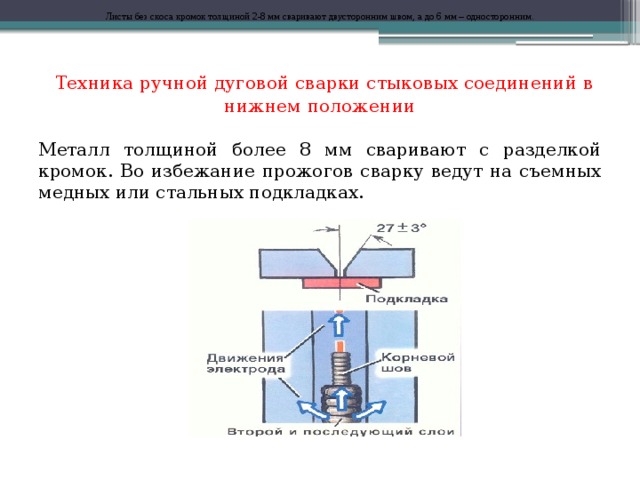
Сварка вверх ногами или потолочная сварка — одно из самых сложных и неудобных положений для сварки, в которых вы можете оказаться. Жарко, неудобно, и вы будете пытаться сваривать, маневрируя тяжелой сварочной горелкой. В потолочной сварке нет ничего забавного, но есть что-то приятное в том, что вы можете освоить технику потолочной сварки и выполнить несколько высококачественных проходов в этом положении.
В следующей статье мы рассмотрим десять советов по потолочной сварке, которые эффективно и безопасно помогут вам освоить технику, необходимую для сварки вверх ногами. Конечно, как и в любой технике сварки, ничто не заменит опыт. Так что не расстраивайтесь, если вам потребуется немного времени, чтобы отточить техники до совершенства.
Некоторым сварщикам требуются годы, чтобы довести до совершенства потолочную сварку, и, как и в любой технике сварки, повторение является ключом к успеху. Чем чаще вы это делаете, тем лучше у вас это получается!
10 советов и рекомендаций по безопасной и эффективной сварке над головой
В этом разделе статьи мы рассмотрим десять советов по овладению искусством сварки вверх ногами. Не отчаивайтесь, если ваши первые несколько попыток не сработают так, как вы планировали. Потребуется немного времени, чтобы освоить технику.
Не отчаивайтесь, если ваши первые несколько попыток не сработают так, как вы планировали. Потребуется немного времени, чтобы освоить технику.
Лучшее место, где можно попрактиковаться в сварке над головой, сидя или стоя в удобном месте на скамейке, где у вас достаточно места для движения. Всегда полезно попрактиковаться в своей технике и настроить параметры температуры и скорости проволоки на куске металлолома, прежде чем переходить к фактической работе.
Очевидно, что это не всегда возможно, но будет на 100% легче научиться сваривать над головой, когда вы находитесь в удобном положении, а не впадать в глубь, когда вам говорят сварить что-то над головой в тесное, неудобное, плохо освещенное и проветриваемое помещение.
В следующем разделе мы рассмотрим скорость перемещения, скорость подачи проволоки, напряжение, силу тока, размер электрода, расход защитного газа, угол наклона сварочной горелки, методы сварки и защитное оборудование.
1. Скорость движения Когда дело доходит до потолочной сварки, первое, что вам нужно помнить, это то, что вы боретесь с гравитацией. Если ваша скорость движения слишком низкая, гравитация станет вашим самым большим врагом, и вы быстро обнаружите, что расплавленная сварочная ванна хочет выпасть из сварного шва.
Если ваша скорость движения слишком низкая, гравитация станет вашим самым большим врагом, и вы быстро обнаружите, что расплавленная сварочная ванна хочет выпасть из сварного шва.
Вы должны быть уверены, что накладываете валик сварного шва как можно быстрее и эффективнее. Если гигантская капля расплавленного металла упадет со сварного шва и приземлится на вас, она очень быстро прожжет любую защитную одежду, которую вы свариваете.
Очевидно, вам нужно найти баланс между скоростью вашего передвижения. Слишком медленно, и ваш сварной шов выпадет. Слишком быстро, и ваш сварной шов не будет правильно сплавляться с обеими частями пластины, и вы упустите важный провар.
2. Скорость подачи проволоки Скорость подачи проволоки должна быть достаточной для поддержания скорости перемещения выше средней при сварке над головой, но не настолько, чтобы возникало много брызг и отскоков дуги. Когда вы выполняете сварку над головой, вы быстро заметите, что сопло вашего сварочного пистолета гораздо быстрее забивается брызгами.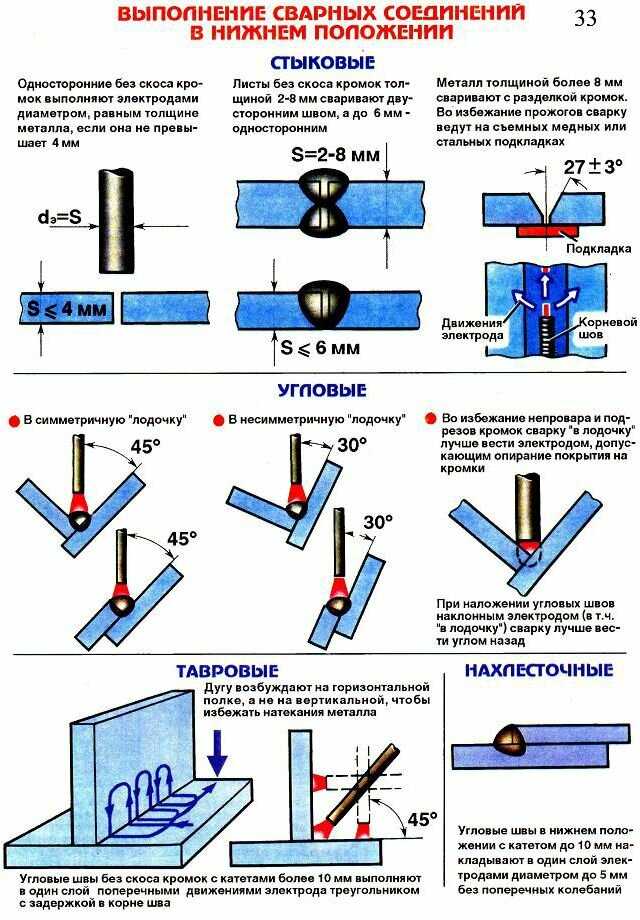
Если вы получите слишком много сварочных брызг, вам не только придется чаще чистить сопло, но вы также потеряете часть защитного газа, так как конец сопла засорится.
Потребуется некоторое время, чтобы привести скорость проволоки в соответствие со скоростью движения, поэтому лучше заранее потренироваться на обрезках материала. Поиск меток скорости проводной сети может занять некоторое время, но как только вы наберете номер, вы будете готовы к следующему разу.
3. Напряжение Следующий шаг в этом процессе — научиться контролировать напряжение. Как только вы правильно установите напряжение, вы уменьшите длину дуги. Это позволяет вам уменьшить количество брызг, которые вы создаете, а также наложить сплошной валик сварного шва. Когда вы уменьшаете напряжение, вы также уменьшаете длину дуги, что дает вам гораздо больший контроль над сварочной ванной, делая ее меньше и проще в управлении. С помощью потолочной сварки вы быстро научитесь тому, что сохранение контроля является критически важным элементом для получения высококачественного потолочного шва.
Когда вы используете высокую силу тока, ваш сварочный аппарат выделяет больше тепла, что приводит к увеличению сварочной ванны, более значительному сварному шву и большему количеству тепла, выделяемому на кусок металла. Контроль температуры и поддержание ее на минимальном уровне значительно облегчит вам сварочные работы.
Если вы попробуете уменьшить силу тока, вы можете обнаружить, что ваш сварной шов стал немного меньше, а время, необходимое для охлаждения, сократилось. Это может значительно снизить вероятность выпадения всего этого расплавленного металла. Очевидно, вам все еще нужно достаточно тепла в настройках, чтобы получить хорошее проникновение и сплавление, поэтому не уменьшайте силу тока слишком низко, иначе вы получите недостаточное слияние корней.
5. Размер электрода Если вы выполняете сварку стержнем или ARK над головой, то размер электрода, который вы выберете, будет играть важную роль в том, как пройдет ваша потолочная сварка.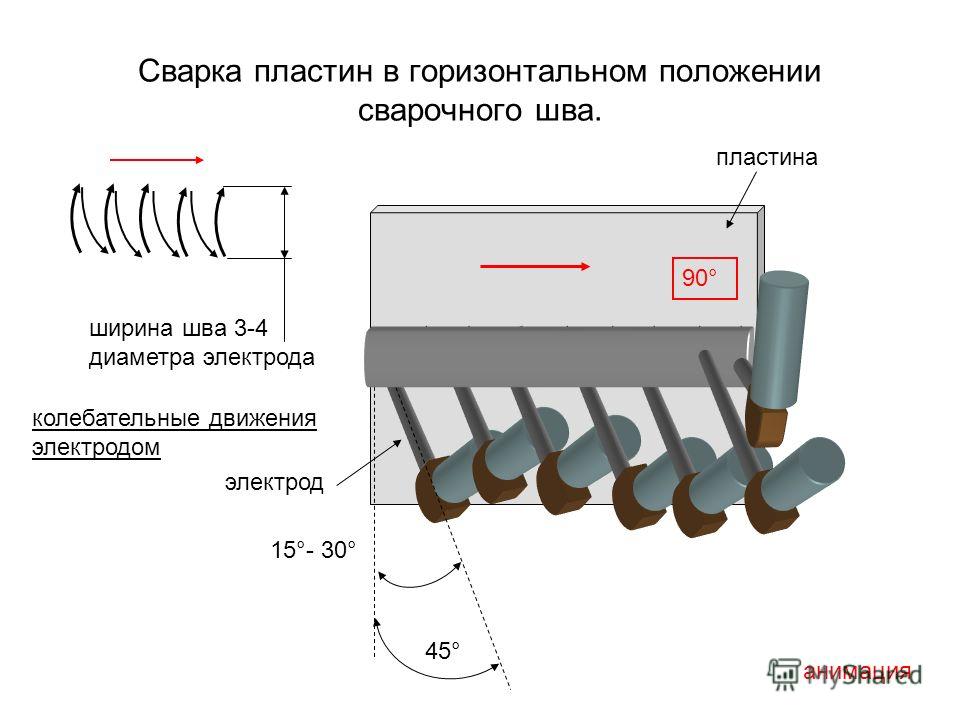 Если электрод слишком большой, то сварочная ванна будет намного больше и ее будет сложнее контролировать, и вам потребуется увеличить скорость перемещения, чтобы компенсировать это.
Если электрод слишком большой, то сварочная ванна будет намного больше и ее будет сложнее контролировать, и вам потребуется увеличить скорость перемещения, чтобы компенсировать это.
Используя электрод меньшего диаметра, вы сможете уменьшить размер сварочной ванны и поддерживать более удобную скорость перемещения, что приведет к более контролируемому сварному шву меньшего размера.
6. Расход защитного газаПри сварке над головой большая часть защитного газа будет подниматься вверх и удаляться от сварочной ванны, потому что защитный газ легче воздуха, который он пытается заменить. Увеличивая поток газа, вы сможете обеспечить достаточное газовое покрытие сварного шва.
Вы можете отрегулировать расход газа на своем регуляторе, но хороший способ точно проверить расход газа — установить расходомер на сопло. Это точно скажет вам, какой поток газа у вас есть в точке сварки, а не в резервуаре или на сварочном аппарате.
7. Угол наклона сварочной горелки
Угол наклона сварочной горелки Как и в случае любого другого типа сварки, то, как вы держите сварочную горелку, имеет решающее значение для успешного выполнения сварного шва. Вы хотите поддерживать плавный и постоянный угол на всем протяжении сварного шва, и если вы посмотрите на переднюю часть сопла и на то, какое газовое покрытие вы получаете, это будет хорошим ориентиром. Вы должны увидеть ровные линии газового покрытия по обеим сторонам сварного шва.
Если одна сторона сварного шва хорошо покрывается газом, а другая нет, слегка отрегулируйте угол сопла для компенсации.
Еще одна вещь, о которой следует помнить, если вы выполняете сварку MIG над головой, заключается в том, что ваша горелка работает с большей нагрузкой, чтобы подавать проволоку. Таким образом, вы хотите убедиться, что у вас есть хороший плавный поток вместе с вашим пистолетом без каких-либо перегибов, которые могут препятствовать скорости проволоки.
Если у вас хорошее газовое покрытие и хороший угол распыления и угол наклона сопла, меньше вероятность того, что в сопле будет много брызг, очистка которых может занять много времени и заставить вас пройти больше сварочные насадки, чем это необходимо.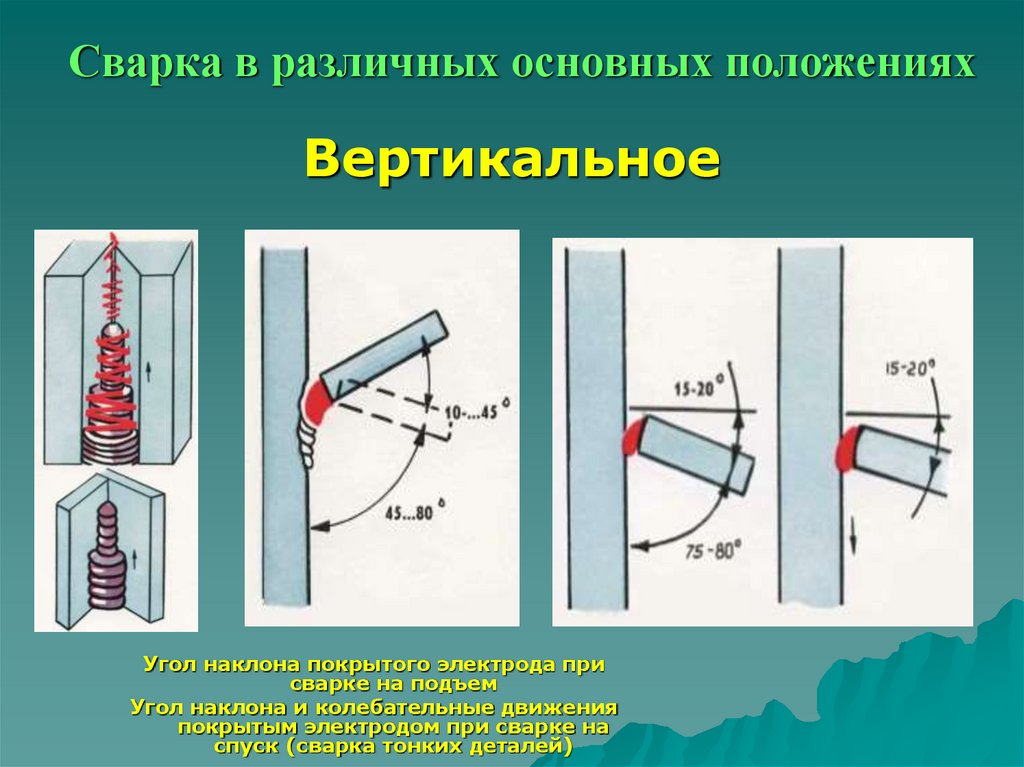 Если вы устали бороться с брызгами, есть несколько спреев и растворов против брызг, которые помогут уменьшить количество брызг, скапливающихся в сопле.
Если вы устали бороться с брызгами, есть несколько спреев и растворов против брызг, которые помогут уменьшить количество брызг, скапливающихся в сопле.
В зависимости от того, что вы свариваете, и от требуемого типа сварного шва, вы можете рассмотреть возможность сварки по круговой схеме или плетения шва. Например, когда вы свариваете алюминий, вы обычно плетете сварной шов в виде треугольника, останавливаясь в каждой точке треугольника. С другой стороны, если вы свариваете мягкую сталь, вы можете попробовать плетение по круговой схеме.
Однако, если вы выполняете сварку в соответствии с требованиями инженера, важно проверить, какой тип сварки указал инженер. В то время как плетение может привести к увеличению сварного шва, многие сварщики согласны с тем, что плетение не обеспечивает такого же провара и может снизить эффективность и прочность сварного шва.
9. Несколько проходов Как и при сварке шва, выполнение нескольких проходов или валиков может помочь увеличить объем сварного шва и компенсировать меньшие проходы. Если вы собираетесь делать несколько сварных швов, вы хотите уложить первый проход по центру, следующий проход по нижней части исходного прохода, а затем последний проход поверху. Наращивание от первых двух заездов даст вашему лучшему забегу хорошее приземление и обеспечит вам гладкое завершение вашего тройного прохода.
Если вы собираетесь делать несколько сварных швов, вы хотите уложить первый проход по центру, следующий проход по нижней части исходного прохода, а затем последний проход поверху. Наращивание от первых двух заездов даст вашему лучшему забегу хорошее приземление и обеспечит вам гладкое завершение вашего тройного прохода.
Однако, если вы выполняете сварку в соответствии с требованиями инженера, важно проверить, какой тип сварки указал инженер. Многократная сварка может увеличить вес проекта, увеличить время, а также увеличить количество тепла, что может повлиять на структурную целостность металла из-за увеличения зоны термического влияния, что со временем может привести к усталости металла.
Позвольте мне помочь вам улучшить свои навыки сварки!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
10. Защитное снаряжение и положение Во-первых, давайте поговорим о том, как занять удобное положение. Ключом к выполнению длинных и плавных сварочных работ является удобное положение. Чем меньше начальных остановок у вас есть при сварке, тем чище будет сварной шов и тем меньше времени вам потребуется на шлифовку и шлифовку начальных остановок.
Ключом к выполнению длинных и плавных сварочных работ является удобное положение. Чем меньше начальных остановок у вас есть при сварке, тем чище будет сварной шов и тем меньше времени вам потребуется на шлифовку и шлифовку начальных остановок.
Найдите удобное положение и, не нажимая на спусковой крючок и не ударяя дугой, проведите пистолетом по всей длине сварного шва. Когда вы свариваете над головой, ползунок, на который можно положить руку, — отличный способ сохранить контроль, а также получить хороший ровный сварной шов.
Когда вы займёте удобное положение, подумайте, куда будут падать брызги от верхнего сварного шва. Опять же, вы хотите, чтобы вам было удобно, но не прямо под потолочным сварным швом, если это возможно.
Для сварки над головой требуется немного больше средств защиты, чем для сварки вручную или сидя на верстаке. Пара кожаных сварочных рукавов или кожаная сварочная куртка помогут защитить вас от большей части падающих на вас брызг. Также неплохо надеть защитные очки, сварочный щиток, способный выдержать большие капли расплавленного металла, сварочные перчатки, средства защиты органов слуха, огнеупорный сварочный капюшон и гетры поверх ботинок. Последнее, что вам нужно, это большие капли расплавленного металла, прожигающие кожу посреди сварного шва.
Последнее, что вам нужно, это большие капли расплавленного металла, прожигающие кожу посреди сварного шва.
10 советов и рекомендаций по сварке вверх ногами! – Заключение
Надеемся, что благодаря советам и рекомендациям, которые мы упомянули выше, ваша следующая потолочная сварка пройдет намного ровнее. Но помните, как и при любой сварке, повторение и практика жизненно важны. Чем больше вы будете это делать, тем легче это будет получаться и тем лучше у вас это получится!
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Положения сварки: 4 основных типа
Вертикальное положение (3F или 3G)
При сварке в вертикальном положении ось сварного шва приблизительно вертикальна.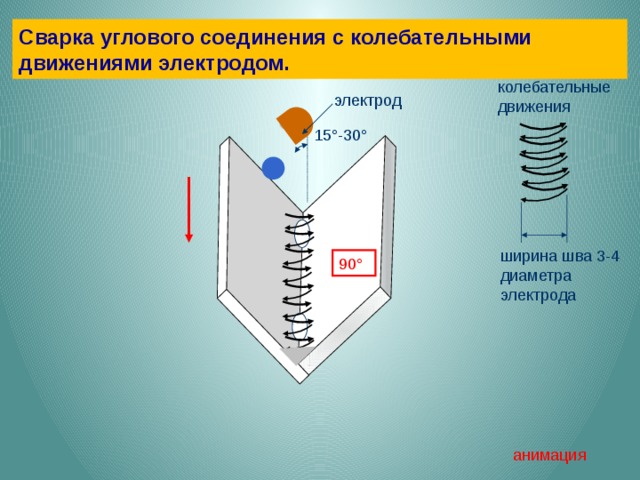
Когда сварка выполняется на вертикальной поверхности, расплавленный металл имеет тенденцию стекать вниз и скапливаться.
Угловой шов внахлестку в вертикальном положенииПоток металла можно контролировать, направляя пламя вверх под углом 45 градусов к пластине и удерживая стержень между пламенем и расплавленной ванной (см. выше).
Манипуляции с горелкой и присадочным стержнем предотвращают провисание или падение металла и обеспечивают хорошее проплавление и сплавление в месте соединения.
И горелку, и сварочный стержень следует колебать, чтобы наплавить равномерный валик. Сварочный стержень следует держать немного выше центральной линии стыка, а сварочное пламя должно проносить расплавленный металл по стыку, чтобы распределить его равномерно.
Вертикальное стыковое соединениеСтыковые соединения, сваренные в вертикальном положении, должны быть подготовлены к сварке таким же образом, как и для сварки в плоском положении.
Потолочное положение (4F или 4G)
Потолочная сварка выполняется с нижней стороны соединения.
При потолочной сварке наплавленный металл имеет тенденцию падать или провисать на листе, в результате чего валик имеет высокую выпуклость.
Чтобы преодолеть эту трудность, лужа расплава должна быть небольшой, и необходимо добавить достаточное количество присадочного металла, чтобы получить хороший сплав с некоторым армированием на валике. Если лужа становится слишком большой, пламя следует на мгновение убрать, чтобы металл сварного шва застыл.
При сварке легких листов размер ванны можно регулировать путем подачи тепла в равной степени к основному металлу и присадочному стержню.
Угловой шов соединения внахлестку в потолочном положенииПламя должно быть направлено на расплавление обоих краев соединения. Необходимо добавить достаточное количество присадочного металла, чтобы поддерживать адекватную ванну с достаточным армированием.
Сварочное пламя должно поддерживать расплавленный металл, а мелкая сварка во избежание горения производится из одного распределения его по стыку.
Требуется только небольшая лужа, поэтому следует использовать стержень. Следует позаботиться о контроле тепла через пластины.
Это особенно важно, когда сварка выполняется только сбоку.
Потолочное стыковое соединениеПозиции для сварки труб
Сварные швы труб выполняются в соответствии со многими различными требованиями и в различных условиях сварки. Работа диктует положение сварки.
Обычно положение фиксированное, но в некоторых случаях его можно перевернуть для работы в горизонтальном положении. Позиции и порядок сварки труб описаны ниже.
Труба зафиксирована под наклоном (45 градусов + 5 градусов) и не поворачивается во время сваркиГоризонтальный сварной шов для труб
Выровняйте стык и прихватите шов или зафиксируйте его стальными мостовыми зажимами, установив трубу на подходящие ролики. Начните сварку в точке C (рисунок ниже), продвигаясь вверх к точке B. Когда точка B будет достигнута, поверните трубу по часовой стрелке, пока точка остановки сварного шва не окажется в точке C, и снова сварите вверх до точки B. Когда труба вращается, горелка должна удерживаться между точками B и C, а труба должна вращаться мимо него.
Когда труба вращается, горелка должна удерживаться между точками B и C, а труба должна вращаться мимо него.
Положение горелки в точке А такое же, как и при вертикальном шве. По мере приближения к точке В сварной шов принимает почти плоское положение, и углы приложения горелки и стержня слегка изменяются, чтобы компенсировать это изменение.
Сварку следует останавливать непосредственно перед корнем начальной точки, чтобы оставалось небольшое отверстие. Затем начальную точку повторно нагревают, чтобы область точки соединения имела однородную температуру. Это обеспечит полное сплавление продвигающегося шва с начальной точкой.
Если боковая стенка трубы имеет толщину более 1/4 дюйма (0,64 см), необходимо выполнить многопроходный сварной шов.
Сварка в фиксированном положении для горизонтальной трубы
После прихватки труба устанавливается таким образом, чтобы прихватки были ориентированы примерно, как показано ниже.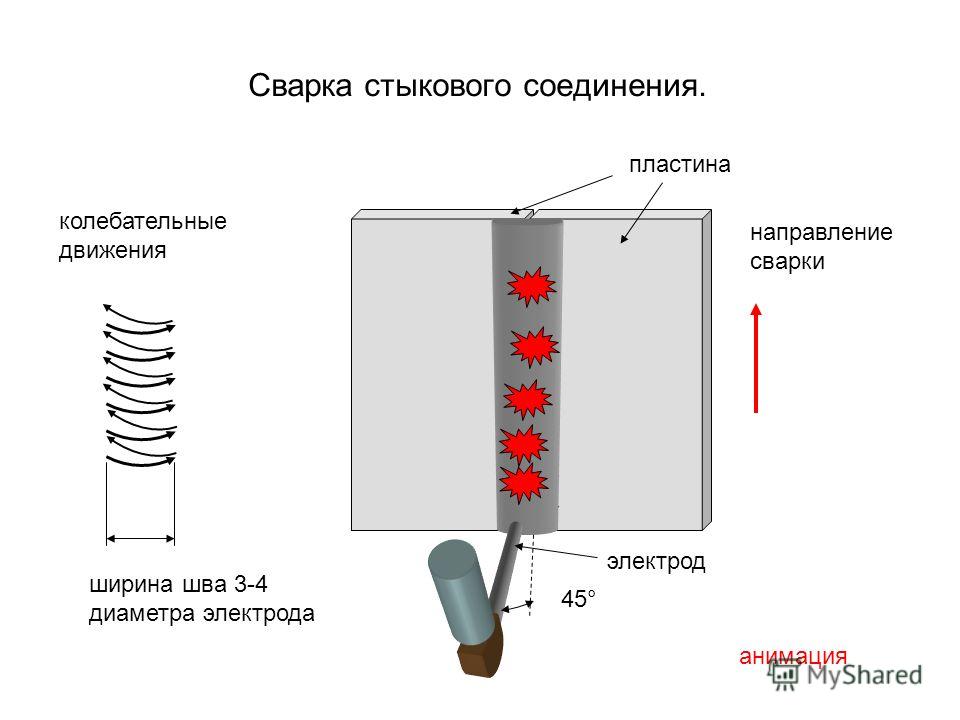 После начала сварки трубу нельзя перемещать в любом направлении.
После начала сварки трубу нельзя перемещать в любом направлении.
При сварке в горизонтальном фиксированном положении труба сваривается в четыре этапа, как описано ниже.
- Начиная снизу или в положении на 6 часов, сваривайте вверх до положения на 3 часа.
- Начиная снизу, приварите вверх до положения «9 часов».
- Начиная с положения «3 часа», приварите к верху.
- Начиная с положения «9 часов», приварите вверх к верху, перекрывая валик.
При сварке снизу шов выполняется в два этапа. Начните сверху (см. ниже) и двигайтесь вниз по одной стороне к низу, затем вернитесь наверх и двигайтесь вниз по другой стороне, чтобы соединиться с предыдущим сварным швом внизу. Метод нисходящей сварки особенно эффективен при дуговой сварке, поскольку более высокая температура электрической дуги позволяет использовать более высокие скорости сварки. При дуговой сварке скорость примерно в три раза выше, чем при сварке снизу вверх.
Сварка обратным методом применяется для соединений трубопроводов из низкоуглеродистой или низколегированной стали, которые могут быть прокатаны или находятся в горизонтальном положении. Один проход используется для толщины стенок, не превышающих 3/8 дюйма (0,95 см), два прохода для стенок толщиной от 3/8 до 5/8 дюймов (0,95 до 1,59 см), три прохода для стенок толщиной от 5/8 до 7 /8 дюйма (от 1,59 до 2,22 см) и четыре прохода для стенок толщиной от 7/8 до 1-1/8 дюйма (от 2,22 до 2,87 см).
Сварка вертикальной трубы в фиксированном положении
Труба в таком положении, при котором стык горизонтальный, чаще всего сваривается обратным способом. Сварку начинают с прихватки и непрерывно проводят вокруг трубы.
Сварка в фиксированном положении вертикальной трубы методом обратной сваркиМногопроходная дуговая сварка
Корневой валик
Если используется выравнивающий зажим, корневой валик (см. ниже) начинается в нижней части канавки, пока зажим находится в нужном положении. Если опорное кольцо не используется, следует позаботиться о создании небольшого валика на внутренней стороне трубы. Если используется опорное кольцо, корневой валик следует тщательно наплавить на него. Перед снятием зажима необходимо наложить столько корневого валика, сколько позволяют стержни выравнивающего зажима. Завершите бусину после снятия зажима.
Если опорное кольцо не используется, следует позаботиться о создании небольшого валика на внутренней стороне трубы. Если используется опорное кольцо, корневой валик следует тщательно наплавить на него. Перед снятием зажима необходимо наложить столько корневого валика, сколько позволяют стержни выравнивающего зажима. Завершите бусину после снятия зажима.
Присадочные валики
Необходимо следить за тем, чтобы присадочные валики (см. схему, вид B выше) вплавлялись в корневой валик, чтобы удалить любые подрезы, вызванные отложением корневого валика. Обычно требуется один или несколько наполнителей вокруг трубы.
Накладные швы
Накладные швы (см. схему С выше) накладываются поверх накладных швов для завершения шва. Обычно это плетеная бусина около 5/8 дюйма (1,59 дюйма).см) в ширину и примерно на 1/16 дюйма (0,16 см) над внешней поверхностью трубы после завершения. Готовый сварной шов показан на виде D выше.