Основные положения техники безопасности при проведении сварочных работ
Главная / Библиотека / Общие вопросы сварки / Основные положения техники безопасности при проведении сварочных работ
Нарушение техники безопасности при проведении сварочных работ нередко приводит к самым печальным последствиям – пожарам, взрывам и, как следствие, травмам, а то и гибели людей.
Также при сварке возможны следующие травмы: поражение электрическим током, ожоги от шлака и капель металла, травмы механического характера.
Для предотвращения всех этих положений важно неукоснительно соблюдать следующие меры предосторожности.
1. Надежная изоляция всех, проводов, связанных с питанием источника тока и сварочной дуги, наличие геометрически закрытых включающих устройств, заземление корпусов сварочных аппаратов. Заземлению подлежат: корпуса источников питания, аппаратного ящика, вспомогательное электрическое оборудование. Сечение заземляющих проводов должно быть не менее 25 мм2. Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы.
Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы.
2. Применение в источниках питания автоматических выключателей высокого напряжения, которые в момент холостого хода разрывают сварочную цепь и подают на держатель напряжение 12 В.
3. Надежное устройство электрододержателя с хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих частей электрододержателя со свариваемым изделием или руками сварщика (ГОСТ 14651-69). Электрододержатель должен иметь высокую механическую прочность и выдерживать не менее 8000 циклов зажима электродов.
4. Работа в исправной сухой спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков, источников освещения с напряжением не свыше 6-12 В.
5. При работе на электронно-лучевых сварочных установках необходимо максимально полная защита от воздействий жесткого рентгеновского излучения, связанного с горением дуги. Особую опасность для представляет и световой луч квантовых генераторов (лазеров), так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, однако лишь при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках.
Особую опасность для представляет и световой луч квантовых генераторов (лазеров), так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, однако лишь при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках.
Защитные стекла, вставленные в щитки и маски, снаружи закрывают простым стеклом для предохранения их от брызг расплавленного металла. Щитки изготовляют из изоляционного металла — фибры, фанеры и т.д. По форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ 1361-69).
Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
При работе вне кабины для защиты зрения работающих сварщиков и вспомогательных рабочих должны применяться переносные щиты и ширмы.
Предотвращение опасности поражения брызгами расплавленного металла и шлака.
Образующиеся при дуговой сварке брызги расплавленного металла имеют температуру до 1800 градусов Цельсия, при которой одежда из обычной ткани разрушается. Для защиты от таких брызг обычно используют спецодежду (брюки, куртку и рукавицы) только из специальной ткани. Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с влажной, холодной землей и снегом, а также с холодным металлом при наружных работах и в помещении сварщики должны обеспечиваться теплыми подстилками, матами, подколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Предотвращение отравления вредными газами и аэрозолями, выделяющимися при сварке.
Высокая температура дуги (6000-8000 °С) неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние.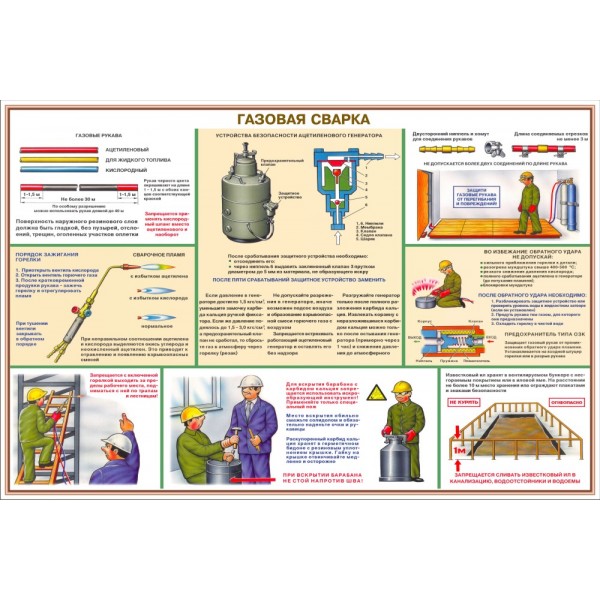 Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которого по дисперсности приближаются к дымам и легко попадают в органы дыхания сварщиков. Эти аэрозоли представляют одну из главных профессиональных опасностей труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов.
Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которого по дисперсности приближаются к дымам и легко попадают в органы дыхания сварщиков. Эти аэрозоли представляют одну из главных профессиональных опасностей труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов.
Существуют строгие требования и к обеспечению вентиляции и очистке воздуха при сварочных работах. Для улавливания сварочного аэрозоля на стационарных постах (а там, где это возможно, и на нестационарных) необходимо устанавливать местные отсосы в виде вытяжного шкафа, вертикальной или наклонной панели равномерного всасывания для стола с подрешеточным отсосом и др. При сварке крупногабаритных серийных конструкций на кондукторах, манипуляторах и т. п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, а также при электрошлаковой сварке применяют устройства с местным отсосом газов.
п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, а также при электрошлаковой сварке применяют устройства с местным отсосом газов.
Меры взрыво- и пожарной безопасности
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности: не бросать баллоны, не устанавливать их вблизи нагревательных приборов, не допускать совместного хранения баллонов с кислородом и горючими газами. Газовые баллоны следует хранить в вертикальном положении. При замерзании влаги в редукторе баллона с СО2 необходимо отогревать его только посредством специального электроподогревателя, либо обкладывая ветошью, пропитанной горячей водой. Категорически запрещается отогревать любые баллоны со сжатыми газами открытым пламенем, так как это почти неизбежно приводит к взрыву баллона.
Взрывоопасность существует и при выполнении работ в помещениях, имеющих большое количество пылевидных органических веществ (пищевой муки, торфа, каменного угля). Эта пыль при определенной концентрации может давать взрывы большой силы. Помимо тщательной вентиляции для производства сварочных работ в таких помещениях требуется специальное разрешение органов пожарной охраны.
Эта пыль при определенной концентрации может давать взрывы большой силы. Помимо тщательной вентиляции для производства сварочных работ в таких помещениях требуется специальное разрешение органов пожарной охраны.
Предотвращение пожаров от расплавленного металла и шлака. Опасность возникновения пожаров по этой причине существует в тех случаях, когда сварку выполняют по металлу, закрывающему дерево либо горючие изолировочные материалы, на деревянных лесах, вблизи легко воспламеняющихся материалов и т. п. Все указанные варианты сварки не должны допускаться.
Профилактика травматизма при сборке и транспортировке сварных узлов
Предотвращение травм, связанных со сборочными и транспортными операциями (травмы механического характера). Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Основные причины травматизма при сборке и сварке:
- отсутствие транспортных средств для транспортировки тяжелых деталей и изделий; неисправность транспортных средств;
- неисправность такелажных приспособлений; неисправный инструмент: кувалды, молотки, гаечные ключи, зубила и т.
 п.;
п.; - отсутствие защитных очков при очистке швов от шлака;
- отсутствие спецодежды и других защитных средств.
 п.;
п.;Меры безопасности в этом случае:
- все указанные средства и инструменты следует периодически проверять;
- такелажные работы должны производить лица, прошедшие специальный инструктаж;
- от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах;
- использование средств индивидуальной вентиляции (где это необходимо) и т. д.
Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
| ← Влияние рода тока на дугу. Статическая вольт-амперная характеристика дуги | Пути легирования металла шва при сварке покрытыми электродами → |
|---|
Поделиться ссылкой:
Меры безопасности при сварочно-наплавочных работах
- Подробности
- Категория: Правила
- ремонт
- правила
- безопасность
Содержание материала
- Правила техники безопасности при ремонте и содержании железнодорожного пути и сооружений
- Общие требования безопасности труда при производстве работ на железнодорожных путях
- Меры безопасности при сварочно-наплавочных работах
- Меры безопасности при работе с ядохимикатами по уничтожению растительности на железнодорожных путях
- Меры безопасности при работах на искусственных сооружениях
- Меры безопасности при выполнении работ с применением путевых машин и механизмов
- Меры безопасности при производстве погрузочно-разгрузочных работ
- Меры безопасности при выполнении работ на производственной базе ПМС
- Содержание территории производственных баз ПМС И дистанций пути
- Окончание
- Перечень правил, инструкций и стандартов системы безопасности труда
- Приложения 3, 4, 5
- Извлечения из правил, касающиеся подготовки и проверки знаний по технике безопасности
Страница 3 из 13
3. МЕРЫ БЕЗОПАСНОСТИ ПРИ СВАРОЧНО-НАПЛАВОЧНЫХ РАБОТАХ
МЕРЫ БЕЗОПАСНОСТИ ПРИ СВАРОЧНО-НАПЛАВОЧНЫХ РАБОТАХ
3.1. Общие положения
3.1.2. Ответственность за соблюдение правил и требований техники безопасности, пожарной безопасности и производственной санитарии при производстве сварочно-наплавочных работ возлагается на инженерно-технического работника, а именно: в рельсосварочных поездах — на начальника и главных инженеров, а также на старших мастеров, мастеров цехов и наплавочных колонн;
в дистанциях пути — на начальников и главных инженеров дистанций, начальников и мастеров дистанционных мастерских и руководителей сварочно-наплавочных бригад.

3.1.3. Ответственность за соблюдение электробезопасности возлагается на инженерно-технического работника, имеющего квалификационную группу не ниже IV, о чем должен быть издан приказ по предприятию.
3.1.5. Электросварщикам, производящим работу сидя или лежа на свариваемых конструкциях, должны выдаваться резиновые диэлектрические ковры в соответствии с ГОСТ 4997 — 75.
3.1.6. При работе электросварщики должны обеспечиваться спецодеждой, спецобувью и средствами индивидуальной защиты в соответствии с Нормами бесплатной выдачи спецодежды, спецобуви и других средств индивидуальной защиты рабочим и служащим железных дорог и приказами МПС.
Лица, допускаемые к эксплуатации электросварочных машин, должны иметь квалификационную группу по электробезопасности не ниже II и квалификационное удостоверение.

3.2. Меры безопасности при контактно-стыковой сварке
3.2.1. Контактно-стыковые сварочные машины должны быть оборудованы защитными экранами.
3.2.2. Переключение ступеней контактной машины должно производиться только при выключенном пускателе сварочного тока.
3.2.3. Не допускается касание руками стыкуемых рельсов и губок машины в момент зажатия свариваемых изделий.
3.2.5. На рабочем месте сварочной бригады не должно быть воспламеняющихся веществ, материалов и захламленности.
3.3. Меры безопасности при газосварочных работах
3.3.1. Работа должна осуществляться в соответствии с Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов и Правилами пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства.
3.3.2. Перед началом работ газосварщик должен проверить:
плотность и прочность присоединения газовых шлангов к горелке и газопроводу;
состояние запорных вентилей на трубопроводах, проводящих газ и кислород.
3.3.3. Оборудование, работающее с газообразным кислородом, должно отвечать требованиям безопасности ГОСТ 12.2.052 — 81.
3.3.4. Шланги с кислородом должны быть расположены от электропроводов на расстоянии не менее 0,5 м, а шланги с ацетиленом и другими газами — не менее 1 м.
3.3.5. При газосварочных работах не допускаются перемещение газосварщика с зажженной горелкой за пределы рабочего места, ремонт горелок и другой аппаратуры.
3.3.6. При транспортировке ацетиленовых, пропановых и кислородных баллонов по фронту работ должны применяться рессорные тележки.
3.3.8. В летнее время баллоны с газом должны быть защищены от действия прямых солнечных лучей.
3.4. Меры безопасности при электросварочных и наплавочных работах
3.4.1. Работами по наплавке рельсовых концов и крестовин стрелочных переводов, лежащих в пути, руководит бригадир пути и мастер наплавочной колонны.
Работами по приварке рельсовых соединителей (в установленном МПС порядке) руководит бригадир пути.
3.4.2. Во время производства работ мастер наплавочной колонны должен следить за надежностью изоляции сварочных кабелей.
3.4.3. Металлические корпусы электросварочных установок должны быть заземлены. Заземление должно удовлетворять требованиям, установленным ПТЭ и ПТБ при эксплуатации электроустановок потребителей.
3.4.4. При производстве работ по приварке рельсовых соединителей сварочным аппаратом, находящимся на дрезине, корпус сварочного аппарата должен быть соединен с рамой дрезины.
3.4.5. Сварочные агрегаты, наплавочные станции, вспомогательное оборудование и материалы должны быть уложены и закреплены в пределах габарита приближения строений.

3.4.7. Не допускается привлечение к работе вспомогательных рабочих без средств защиты глаз светозащитными фильтрами.
3.5. Меры безопасности при выполнении работ с применением передвижной рельсосварочной машины (ПРСМ)
3.5.1. Работы с применением передвижных рельсосварочных машин должны производиться при закрытом для движения поездов перегоне.
3.5.3. Осмотр оборудования, находящегося под платформой ПРСМ, должен выполняться при заторможенной платформе и с подложенными тормозными башмаками. На время осмотра электрошкафы должны быть закрыты.
3.5.4. При транспортировке передвижной рельсосварочной машины нахождение обслуживающего персонала и других лиц на открытой части платформы запрещается.
3.5.5. Перед сваркой стыка под колесные пары рельсосварочной машины должны быть поставлены тормозные башмаки.
3.5.6. На время прохода поезда по соседнему пути работа рельсосварочной машины должна быть прекращена.

3.5.7. При подъеме или опускании сварочной головки производить какие-либо работы со стыком рельсов, а также находиться в зоне распространения искр и частиц расплавленного металла рельсов запрещается.
3.5.8. При перемещении по фронту работ на расстояние не более 25 м сварочная головка должна быть поднята над уровнем головки рельса на 40 — 50 мм.
При движении на большее расстояние сварочная головка, должна устанавливаться на пол платформы и быть закреплена.
3.5.9. При подтягивании рельсов или рельсошпальной решетки запрещается находиться на расстоянии менее 10 м от натянутого каната.
- Назад
- Вперёд
- Назад
- Вперёд
Близкие публикации:
- Правила техники безопасности и производственной санитарии при ремонте паровозов в депо
- Правила по охране труда при техобслуживании и текущем ремонте тягового подвижного состава
- Правила техники безопасности и производственной санитарии при погрузочно-разгрузочных работах на железнодорожном транспорте
- Правила пользования средствами защиты
- Правила по технике безопасности и производственной санитарии для работников химико-технических лабораторий железнодорожного транспорта
© 2009-2022 — lokomo. ru, железные дороги.
ru, железные дороги.
Необходимые проверки безопасности и меры предосторожности
Безопасность судов в море зависит от знаний, навыков и уверенности в своих силах экипажа при выполнении работ по техническому обслуживанию и ремонту во время рейса и между постановкой в сухой док. Для своих владельцев суда также зависят от здоровой и компетентной команды, чтобы свести к минимуму производственные травмы, непредвиденные расходы и сдачу судна в аренду.
Выполнение технического обслуживания во время рейса является неотъемлемой частью работы члена экипажа, и такие задачи, как сварка на борту, являются обычными. Тем не менее, крайне важно, чтобы бригада, выполняющая сварку на борту, выполняла ее в соответствии со строгими принципами безопасности. Последствия несоблюдения правил техники безопасности или несоблюдения технического обслуживания оборудования могут быть очень серьезными. Для экипажа существует риск получения травм и долговременной опасности для здоровья.
Для судна риски для безопасности и целостности оборудования столь же серьезны, и, в конечном счете, если судно повреждено или отклонено из-за проблем со здоровьем или оборудованием, последствия могут быть и финансовыми. Крайне важно, чтобы сварочное оборудование и газы использовались безопасным и надежным образом — безопасность при эксплуатации всегда должна быть приоритетом. Вот проверки безопасности и меры предосторожности, которые экипаж должен соблюдать до и во время электродуговой сварки на борту.
Крайне важно, чтобы сварочное оборудование и газы использовались безопасным и надежным образом — безопасность при эксплуатации всегда должна быть приоритетом. Вот проверки безопасности и меры предосторожности, которые экипаж должен соблюдать до и во время электродуговой сварки на борту.
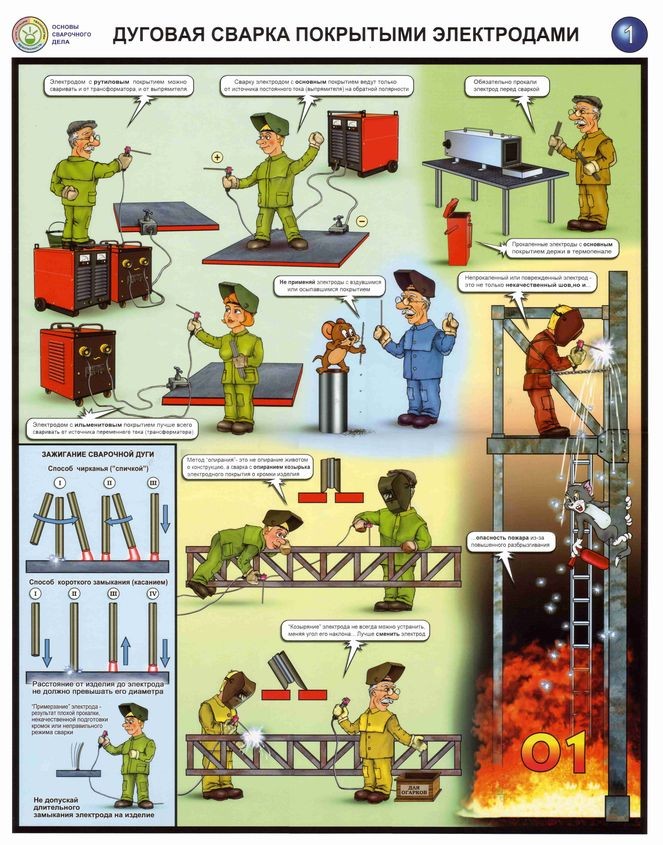
Переменный ток
Переменный ток (AC) всегда будет доступен на борту от корабельной сети, но экипаж должен учитывать оборудование, которое им предлагается использовать, и принимать соответствующие решения.
Доступны два типа сварочных аппаратов; трансформатор, который принимает переменный ток и подает переменный ток, но с более низким напряжением, и выпрямительные / инверторные машины, которые преобразуют переменный ток в постоянный ток (DC) на выходе с более низким напряжением.
Мы советуем экипажу избегать использования переменного тока при выполнении сварочных работ на борту судна. Это связано с тем, что в случае случайного поражения электрическим током переменный ток проходит через тело человека, потенциально вызывая судороги, которые могут привести к остановке сердца.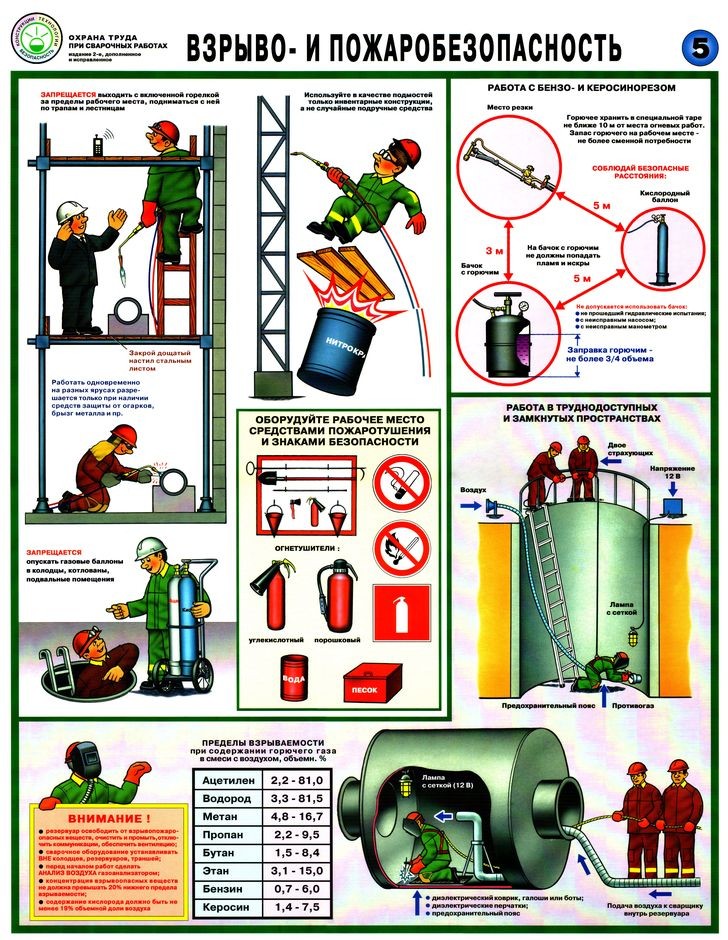 Напротив, постоянный ток будет течь по поверхности сварщика, если он случайно станет частью электрической цепи.
Напротив, постоянный ток будет течь по поверхности сварщика, если он случайно станет частью электрической цепи.
Напряжение и частота
Основной задачей всех сварочных аппаратов является снижение высокого напряжения до приемлемого безопасного рабочего напряжения. Рабочее напряжение сварочного аппарата называется напряжением разомкнутой цепи (OCV) или иногда называется напряжением без нагрузки. Определение OCV — это напряжение между клеммами сварочного аппарата, который включен, но не используется.
В Кодексе безопасных методов работы для моряков торгового флота Агентства морской и береговой охраны Великобритании указано, что максимальное напряжение должно быть следующим:
Для выпрямителей и инверторов постоянного тока: Макс. 70 В пост. тока
Для трансформаторов, вырабатывающих переменный ток Макс. 25 В перем. . На большинстве сварочных аппаратов это указано на заводской табличке.
WSS также рекомендует экипажу избегать использования сварочных аппаратов, использующих высокие частоты (ВЧ) для запуска процесса сварки вольфрамовым инертным газом (TIG).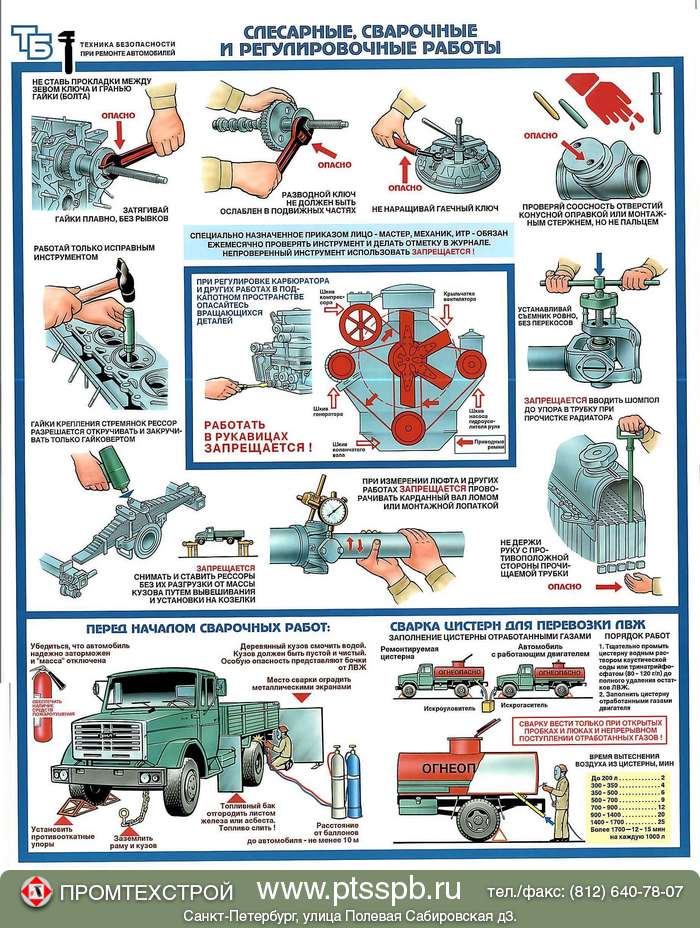 ВЧ может создавать помехи для оборудования радиосвязи, а также может мешать элементам управления пуском/остановом оборудования с электронным управлением, например, насосов. Имеются низковольтные системы запуска TIG, использующие процесс «подъемной дуги», что делает ненужным использование ВЧ для запуска процесса сварки.
ВЧ может создавать помехи для оборудования радиосвязи, а также может мешать элементам управления пуском/остановом оборудования с электронным управлением, например, насосов. Имеются низковольтные системы запуска TIG, использующие процесс «подъемной дуги», что делает ненужным использование ВЧ для запуска процесса сварки.
Соответствие
В пределах Европейского Союза и на судах, плавающих под флагом государств-членов ЕС, экипаж также должен проверить, соответствует ли машина маркировке соответствия Европейскому стандарту (CE). Это форма «паспорта», которая позволяет товарам свободно ввозиться в Европу и по всей Европе, а также гарантирует, что машина соответствует электрическим директивам и стандартам ЕС.
Стандарты, которым должно соответствовать сварочное оборудование в странах-членах ЕС, следующие:
EN 60974-10 Европейский стандарт электромагнитной совместимости.
EN 60974-1/5 Европейский стандарт для аппаратов для дуговой сварки: источники тока для сварки.
Операторы также должны обращать внимание на маркировку «S», указывающую на то, что оборудование подходит для использования в зонах с повышенной опасностью поражения электрическим током. Это особенно важно при работе в потенциально сырых, влажных и тесных местах, таких как двойное дно или балластные танки.
Обратный кабель
Еще одна область, требующая определенности, — использование таких терминов, как «земля» и «земля». Обратный кабель сварочного аппарата часто называют землей или землей, но это не так.
Термины «земля» и «заземление» используются в электротехнике США для обозначения электрического оборудования, которое надежно заземлено по соображениям безопасности. В Великобритании эквивалентными терминами являются «земля» и «заземление».
Обратный кабель аппарата для дуговой сварки пропускает такой же ток, как и сам сварочный кабель. И сварочный, и обратный кабели являются частью электрической цепи. В результате для безопасной сварки член бригады должен использовать возвратный зажим и кабель, которые должны располагаться как можно ближе к месту сварки.
Размещение возвратного зажима на ближайшей лампочке приведет к тому, что корпус корабля окажется в этой области, что создаст риск поражения электрическим током. Сварщик фактически будет стоять на обратном пути, возможно, в некачественной обуви, в грязных перчатках, в сырых условиях, возможно, в соленой воде (отличный проводник электричества).
Если он лежит на животе или на спине в потном комбинезоне, он подвергает воздействию живую палубу большие части тела. Если сварочный кабель плохо изолирован, то использование корпуса в качестве обратной линии также может привести к короткому замыканию, искрообразованию и риску взрыва. Этот вид операции в сочетании с использованием трансформатора, подающего переменный ток с высоким OCV, может быть фатальным для сварщика.
Следует также помнить, что подключение обратного кабеля непосредственно к корпусу корабля также может привести к тому, что ток будет проходить через шарикоподшипники и поршни, вызывая повреждения. При сварочных работах на двигательном оборудовании бригадир всегда должен прокладывать обратный кабель и зажим к месту сварки и закреплять его как можно ближе к месту сварки.
Обезопасьте себя при сварке
Во избежание поражения электрическим током и риска поражения электрическим током, а также для обеспечения безопасной работы судовой персонал должен принимать следующие меры предосторожности:
- Используйте только источники питания постоянного тока с OCV ниже 70 вольт;
- Поместите возвратный зажим и кабель как можно ближе к месту сварки;
- Помните, что по обратному кабелю протекает такой же ток, как и по сварочному кабелю;
- Использование корпуса в качестве обратного проводника противоречит правилам государства флага;
- Носить сухую утепленную защитную одежду и перчатки в хорошем состоянии, меняя их по мере необходимости, чтобы они оставались сухими;
- Изолируйте себя от обрабатываемой детали и обратного кабеля, надев обувь на резиновой подошве или встав на сухой изолирующий коврик. Не прикасайтесь к возврату какой-либо другой частью тела;
- Используйте полностью изолированные электрододержатели;
- Не используйте изношенные, поврежденные, недостаточного размера или плохо сращенные кабели;
- Не оборачивайте кабели с током вокруг тела;
- Не прикасайтесь к электроду под напряжением голыми руками;
- Выключать все оборудование, когда оно не используется;
- Используйте только исправное оборудование. Отремонтируйте или замените поврежденные детали перед дальнейшим использованием;
- Следует избегать влажных условий работы. Даже пот человека может снизить сопротивляемость организма к поражению электрическим током.
 Отремонтируйте или замените поврежденные детали перед дальнейшим использованием;
Отремонтируйте или замените поврежденные детали перед дальнейшим использованием;Эти моменты могут показаться очевидными, но по нашему опыту часто бывают случаи, когда экипаж работает небезопасно. Последствия могут быть серьезными – и наиболее серьезными для экипажа.
Пример из практики 1
Судовой слесарь устанавливал свое сварочное оборудование и, когда он устанавливал хлыст на механизм подачи, одной рукой коснулся металлического наконечника хлыста, а другой рукой коснулся проволоки из механизма подачи. Это замкнуло электрическую цепь, которая позволила 80-вольтовому электричеству пройти через его грудь. Сотрудник получил ожоги рук и был доставлен в больницу для оказания медицинской помощи.
Пример 2
Судовой механик прибыл на борт корабля в начале смены и обнаружил на палубе воду после ночного ливня. Он знал об опасности удара током, поэтому встал на комингс вокруг дверного проема, прежде чем потянуться за сварочным аппаратом. К сожалению, и его ботинки, и рабочие перчатки уже промокли. Когда работник прикоснулся к сварочному аппарату, он замкнул цепь, и через него прошел ток, что привело к травмам, потребовавшим госпитализации.
Он знал об опасности удара током, поэтому встал на комингс вокруг дверного проема, прежде чем потянуться за сварочным аппаратом. К сожалению, и его ботинки, и рабочие перчатки уже промокли. Когда работник прикоснулся к сварочному аппарату, он замкнул цепь, и через него прошел ток, что привело к травмам, потребовавшим госпитализации.
Пример 3
Член экипажа вернулся на палубу корабля после ливня. Он торопился передвинуть сварочный аппарат и закончить работу до обеда. Слесарь знал, что нельзя стоять в воде при работе с электрооборудованием, но он не заметил, что тонкая фанера, на которой он стоял, погрузилась в воду, как только он наступил на нее. Его одежда и ботинки уже промокли от непогоды. Когда он коснулся оборудования, цепь замкнулась, и по его телу прошел ток. Его тоже пришлось госпитализировать для лечения.
Посетите наш каталог сварочной продукции
Сварка: риски для безопасности при сварке
Работа в замкнутом пространстве
Основным риском при работе в замкнутом пространстве является недостаток кислорода. Вы можете работать в определенном ограниченном пространстве, но вы также должны знать, может ли ваше рабочее место стать замкнутым пространством во время сварки.
Вы можете работать в определенном ограниченном пространстве, но вы также должны знать, может ли ваше рабочее место стать замкнутым пространством во время сварки.
Инертные газы и некоторые распространенные химические реакции (например, ржавление) могут уменьшить количество кислорода внутри замкнутых пространств, таких как резервуары, трубы и ямы. Работать в этих местах опасно.
Спланируйте, прежде чем войти в замкнутое пространство:
- подумайте, есть ли способ выполнить работу, не заходя в
- если вам нужно войти, используйте безопасную систему работы. Замкнутые пространства: краткое руководство по безопасной работе дает дополнительные рекомендации по этому .
- убедитесь, что вы знаете план экстренного спасения
- никогда не используйте кислород для «подслащивания» воздуха (это очень серьезный риск возгорания)
Сварочные газы, такие как аргон, двуокись углерода, азот и гелий, могут вытеснять воздух в закрытых помещениях. Аргон и углекислый газ являются относительно «тяжелыми» газами. Они могут объединяться в местах, где вы обычно не ожидаете возникновения проблем, например, в ямах для осмотра транспортных средств.
Аргон и углекислый газ являются относительно «тяжелыми» газами. Они могут объединяться в местах, где вы обычно не ожидаете возникновения проблем, например, в ямах для осмотра транспортных средств.
Иногда для преднамеренной замены воздуха используются инертные газы, чтобы предотвратить окисление сварного шва или снизить риск возгорания. Газы также могут накапливаться, поскольку они используются в процессе сварки. Если вы не соблюдаете безопасную систему работы и попадаете в зону с большим количеством инертного газа, вы рискуете умереть от удушья.
Если количество инертного газа достаточно велико, вы не будете кашлять, плеваться, дышать или чувствовать одышку. Вы просто потеряете сознание. Это происходит так быстро, что вы не сможете спасти себя. Опасность удушья при сварке и родственных процессах дает больше указаний по этому поводу.
Если инертный газ лишь частично заменил воздух, вы можете почувствовать сильную слабость, усталость и спутанность сознания. Скорее всего, вы обнаружите, что не можете выполнять простые задачи, включая поиск выхода. Если вас не спасут и вы не начнете дышать обычным воздухом в течение нескольких минут, вы, вероятно, потеряете сознание и в конце концов умрете.
Скорее всего, вы обнаружите, что не можете выполнять простые задачи, включая поиск выхода. Если вас не спасут и вы не начнете дышать обычным воздухом в течение нескольких минут, вы, вероятно, потеряете сознание и в конце концов умрете.
Большинство сварочных газов, включая все инертные газы, не имеют запаха.
Существуют специальные методы работы в ограниченном пространстве. Замкнутые пространства: краткое руководство по безопасной работе содержит полезный список моментов, которые следует учитывать. Опасные вещества и взрывоопасные атмосферы дают дополнительные рекомендации по системам допуска к работе.
Предотвращение пожара и взрыва
Уберите дерево, ткань, картон и другие легковоспламеняющиеся материалы перед началом сварочных работ. Тепло, искры и капли металла и шлака могут распространяться на значительное расстояние и вызывать пожары в соседних помещениях.
В тех случаях, когда огневые работы не могут быть выполнены в безопасной зоне или когда горючие материалы не могут быть удалены из рабочей зоны, во время и после огневых работ следует вести пожарную вахту. Это наблюдение должно продолжаться не менее 30 минут после завершения огневых работ, но если непреднамеренное воспламенение трудно обнаружить или оно развивается медленно, может потребоваться увеличить это время до 60 минут.
Это наблюдение должно продолжаться не менее 30 минут после завершения огневых работ, но если непреднамеренное воспламенение трудно обнаружить или оно развивается медленно, может потребоваться увеличить это время до 60 минут.
Сварка и резка внутри кораблей и других закрытых помещений особенно опасны, так как дым от пожаров не может выйти наружу и быстро одолевает людей, работающих поблизости.
Более подробная информация размещена на страницах НИУ ВШЭ по вопросам пожаров и взрывов.
Горячие работы на резервуарах и бочках, в которых могли находиться легковоспламеняющиеся жидкости
Если вы собираетесь сваривать или резать пламенем бочки и баки, сначала опорожните и очистите внутреннюю часть бака или бочки, чтобы предотвратить риск возгорания и взрыва. В руководстве по ОТОСБ огневые работы на бочках и резервуарах дается простое описание безопасного способа выполнения этих работ.
Перевозка ацетилена в фургоне
Ацетилен очень взрывоопасен даже в небольших количествах. Утечка ацетилена в заднюю часть фургона может привести к серьезному взрыву. Если вы перевозите газовый баллон в автомобиле, всегда закрывайте главный вентиль баллона, чтобы предотвратить утечку.
Утечка ацетилена в заднюю часть фургона может привести к серьезному взрыву. Если вы перевозите газовый баллон в автомобиле, всегда закрывайте главный вентиль баллона, чтобы предотвратить утечку.
Британская ассоциация производителей сжатых газов опубликовала соответствующее руководство.
Опасность поражения электрическим током
Для процесса дуговой сварки требуется электрическая цепь под напряжением. Это означает, что все дуговые сварщики, использующие ручное оборудование, подвергаются риску поражения электрическим током и электрических ожогов. Риск при сварке MIG/MAG и TIG намного меньше, поскольку сварочный ток обычно включается и выключается с помощью курка или ножного переключателя.
Для всех видов дуговой сварки убедитесь, что:
- сварочное оборудование соответствует соответствующим международным (ISO) или британским (BS) стандартам
- установка стационарного сварочного оборудования осуществляется лицом соответствующей квалификации и подключается в соответствии с рекомендациями производителя
- изоляция сварочного и обратного проводов не повреждена, а толщина проводника достаточна для безопасного прохождения тока
- все разъемы чистые, неповрежденные и правильно рассчитаны на требуемый ток
- изоляция сварочных кабелей, вилок, зажимов или держателя горелки/электрода на сварочном оборудовании не повреждена
- сварщики используют соответствующие средства индивидуальной защиты для работы
Сварщик несет ответственность за ежедневную проверку оборудования и сообщение о дефектах. Работодатели должны иметь программу регулярных проверок стационарных и мобильных сварочных аппаратов. Дополнительную информацию по обслуживанию электрооборудования можно найти на веб-странице HSE по обслуживанию электрооборудования и в публикации HSE «Техническое обслуживание переносного и переносного электрооборудования».
Работодатели должны иметь программу регулярных проверок стационарных и мобильных сварочных аппаратов. Дополнительную информацию по обслуживанию электрооборудования можно найти на веб-странице HSE по обслуживанию электрооборудования и в публикации HSE «Техническое обслуживание переносного и переносного электрооборудования».
Блуждающие сварочные токи
Для большинства сварочных операций лучше закрепить обратный кабель рядом с местом сварки.
Блуждающие сварочные токи — это электрические токи, которые возвращаются к сварочному агрегату по путям, отличным от обратного сварочного кабеля. Блуждающие токи могут быть значительными и сравнимы со сварочным током, что может привести к поражению электрическим током, ожогам и повреждению имущества. Блуждающие токи более вероятны, если обратная линия сварки имеет высокое электрическое сопротивление, например, обратная линия прижата к ржавой поверхности, а не к чистому металлу.
При сварке крупных конструкций и трубопроводов избегайте зажима сварочного возврата к поручням, трубам или раме конструкции, если только они не являются частью самой заготовки.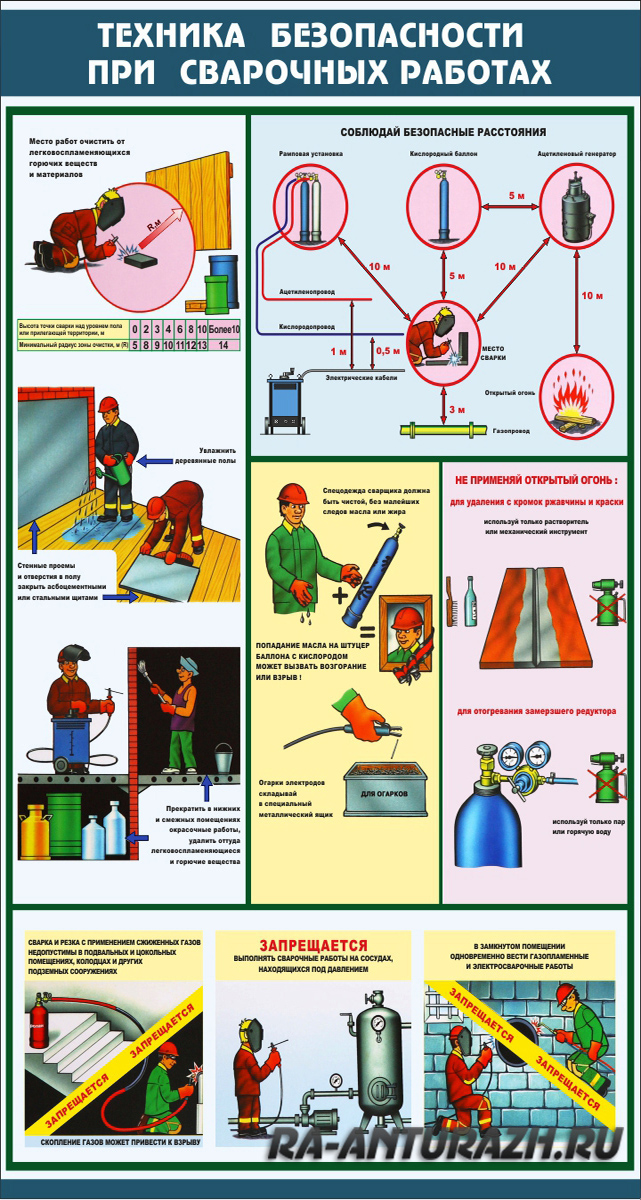
Некоторые старые сварочные аппараты MMA созданы специально для использования кабеля заземления, который является общим для нескольких сварочных аппаратов. Эти наборы были распространены в судостроительной и судоремонтной промышленности, и в них должно было использоваться только оборудование, предназначенное для такого использования. Текущий обратный путь должен быть как можно короче. Возможно, вам придется тщательно спланировать обратный путь, чтобы свести к минимуму риск.
Трехфазное электроснабжение
При использовании 3-фазных сварочных цепей или однофазных цепей, полученных от разных фаз сетевого питания, разделяйте места сварки, подключенные к разным фазам или трансформаторам, перегородками или расстоянием, когда это целесообразно. Это снижает возможность поражения электрическим током при одновременном контакте с любыми частями двух разных систем, независимо от напряжения каждой из них относительно земли.
Сварка с повышенным риском поражения электрическим током
Если вы управляете операциями, где необходимо:
- сварка во влажных или мокрых условиях
- разместить сварочный аппарат внутри металлической конструкции, например внутри резервуара
- расположите сварочный аппарат на металлической заготовке
вам может понадобиться изолирующий коврик или другая сухая платформа, чтобы сварщики не находились в прямом контакте с влажными или токопроводящими поверхностями. Часто бывает достаточно деревянного поддона или резинового напольного коврика. Коврик должен быть достаточно большим, чтобы защитить сварщиков, если они встают на колени или ложатся для выполнения задачи.
Часто бывает достаточно деревянного поддона или резинового напольного коврика. Коврик должен быть достаточно большим, чтобы защитить сварщиков, если они встают на колени или ложатся для выполнения задачи.
Сварщики должны носить чистые, сухие сварочные перчатки и спецодежду. Следует носить комбинезон или другую одежду, чтобы свести к минимуму количество обнаженной кожи, особенно на руках и ногах.
СИЗдля сварщиков не предназначены для защиты от поражения электрическим током, но обеспечивают некоторую защиту. Электрическое сопротивление влажной или загрязненной одежды может быть значительно снижено, что повышает риск поражения электрическим током.
При сварке ММА лучше использовать сварочный комплект с устройством ограничения напряжения холостого хода (напряжения без нагрузки). Эти устройства снижают риск поражения электрическим током при непреднамеренном контакте с электродом.
На веб-страницах по электробезопасности НИУ ВШЭ есть дополнительная информация, в частности, на странице по работе с электрооборудованием.