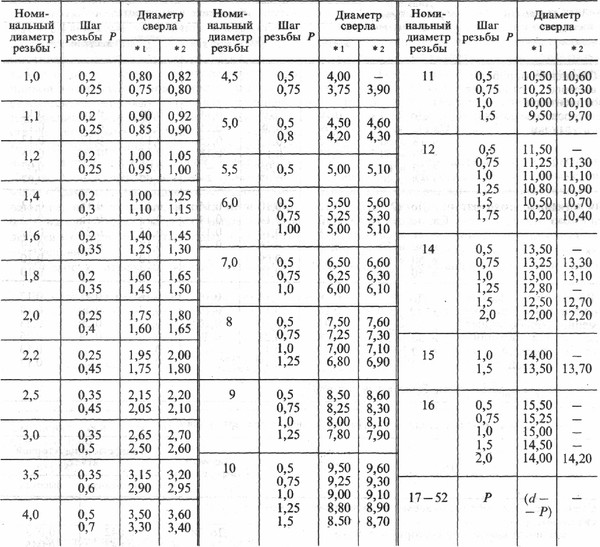
Таблица резьбы
DN |
Metryczne M |
Calowe BSP |
JIC — UNF |
|||
M |
S |
G |
S |
G |
S |
|
| 06 | M12x1,5 M14x1,5 |
14 17 |
1/4″ | 19 | 7/16″x20 1/2″x20 9/16″x18 |
17 19 |
| 08 | M14x1,5 M16x1,5 M18x1,5 |
17 19 22 |
3/8″ | 22 | 1/2″x20 9/16″x18 3/4″x16 |
17 19 22 |
| 10 | M18x1,5 M20x1,5 M22x1,5 |
22 24 27 |
3/8″ | 22 | 1/2″x20 9/16″x18 3/4″x16 |
17 19 22 |
| M22x1,5 M24x2 M27x1,5 |
27 30 32 |
1/2″ | 27 | 3/4″x16 7/8″x14 17/16″x12 |
22 27 32 |
|
| 16 | M27x1,5 M27x2 M30x2 |
32 32 36 |
5/8″ | 30 | 7/8″x14 17/16″x12 19/16″x12 |
27 32 36 |
| 20 | M33x1,5 M33x2 |
36 41 41 |
3/4″ | 32 | 17/16″x12 19/16″x12 21/16″x12 |
32 36 41 |
| 25 | M33x2 M36x2 M39x2 |
41 41 46 |
1″ | 41 | 19/16″x12 21/16″x12 |
36 41 |
| 32 | M45x2 | 50 | 1 1/4″ | 50 | 13/8″x12 | 50 |
Таблица определения типа резьбы | Фольц Юкрейн, Volz Ukraine
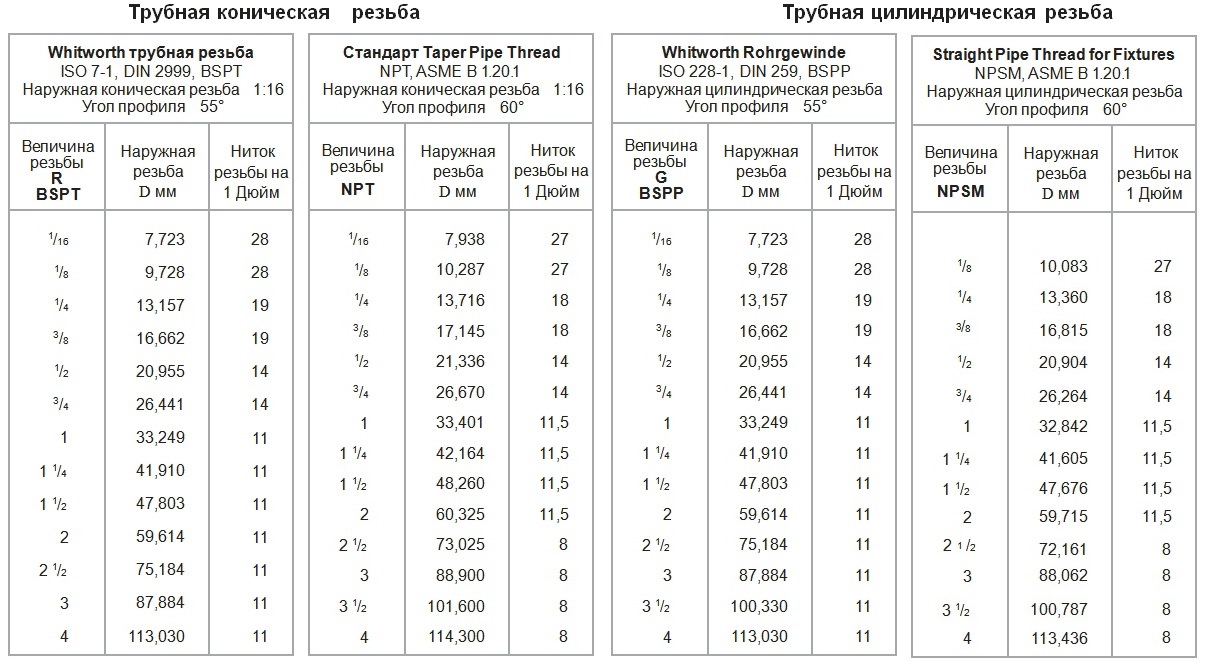
Для того что бы определить тип резьбы на вашем фитинге, вам понадобится штанген-циркуль.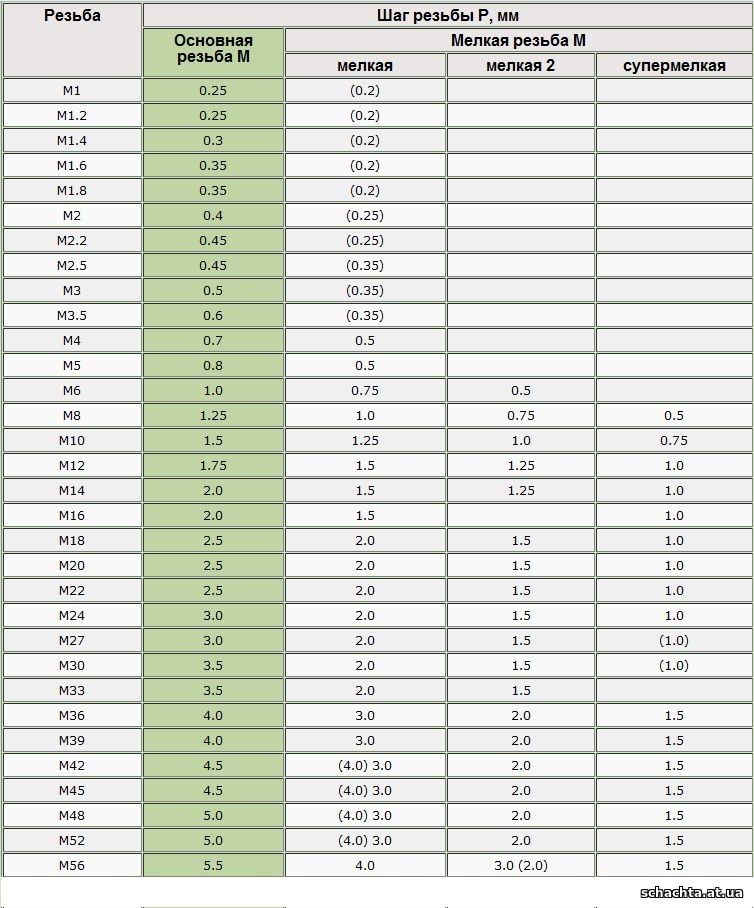
Необходимо как можно точнее замерить диаметр резьбы в миллиметрах, а затем воспользоваться данной таблицей.
Ниже на рисунке показан правильный способ замера с помощью штанген-циркуля.
| Наружный диаметр, мм | Внутренний мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм, UNF | Дюйм, NPT |
|---|---|---|---|---|---|---|---|
| 9,3-9,7 | 8,5-8,9 | 28 | 1/8″ | ||||
| 9,3-9,7 | 8,5-8,9 | 27 | 1/8″ | ||||
| 9,7-9,9 | 8,2-8,6 | 1,5 | M10x1,5 | ||||
| 10,9-11,1 | 9,7-10,0 | 20 | 7/16″-20 | ||||
| 11,6-11,9 | 10,2-10,6 | 1,5 | M12x1,5 | ||||
| 12,4-12,7 | 11,3-11,6 | 1/2″-20 | |||||
| 12,9-13,1 | 11,4-11,9 | 19 | 1/4″ | ||||
| 12,9-13,1 | 11,4-11,9 | 18 | 1/4″ | ||||
| 13,6-13,9 | 12,2-12,6 | 1,5 | M14x1,5 | ||||
| 14,0-14,3 | 12,7-13,0 | 18 | 9/16″-18 | ||||
| 15,6-15,9 | 14,2-14,6 | 1,5 | M16x1,5 | ||||
| 16,3-16,6 | 14,9-15,4 | 19 | 3/8″ | ||||
| 16,3-16,6 | 14,9-15,4 | 18 | 3/8″ | ||||
| 17,6-17,9 | 16,2-16,6 | 1,5 | M18x1,5 | ||||
| 18,7-19,0 | 17,3-17,6 | 16 | 3/4″-16 | ||||
| 19,6-19,9 | 18,2-18,6 | 1,5 | M20x1,5 | ||||
| 20,5-20,9 | 18,6-19,0 | 14 | 1/2″ | ||||
| 20,7-21,1 | 18,3-18,7 | 14 | 1/2″ | ||||
| 21,6-21,9 | 20,2-20,6 | 1,5 | M22x1,5 | ||||
| 22,0-22,2 | 20,2-20,5 | 14 | 7/8″-14 | ||||
| 22,6-22,9 | 20,6-21,0 | 14 | 5/8″ | ||||
| 23,6-23,9 | 22,2-22,6 | 1,5 | M24x1,5 | ||||
| 25,6-25,9 | 24,2-24,6 | 1,5 | M26x1,5 | ||||
| 26,1-26,4 | 24,1-24,5 | 14 | 3/4″ | ||||
| 26,3-26,7 | 23,7-24,1 | 14 | 3/4″ | ||||
| 26;6-26,9 | 24,3-24,7 | 12 | 1,1/16″-12 | ||||
| 29,6-29,9 | 27,4-27,8 | 2 | M30x2 | ||||
| 29,8-30,1 | 27,6-27,9 | 12 | 1,3/16″-12 | ||||
| 29,6-29,9 | 28,2-28,6 | 1,5 | |||||
| 32,6-32,9 | 30,5-30,9 | 2 | M33x2 | ||||
| 33,0-33,2 | 30,3-30,8 | 11 | 1″ | ||||
| 33,0-33,3 | 30,8-31,2 | 12 | 1,5/16″-12 | ||||
| 32,9-33,4 | 30,3-30,8 | 11,5 | 1″ | ||||
| 35,6-35,9 | 33,4-33,8 | 2 | M36x2 | ||||
| 37,6-37,9 | 36,2-36,6 | 1,5 | M38x1,5 | ||||
| 40,9-41,2 | 38,7-39,1 | 12 | 1,5/8″-12 | ||||
| 41,6-41,9 | 39,4-39,8 | 2 | M42x2 | ||||
| 41,5-41,9 | 39,0-39,5 | 11 | 1,1/4″ | ||||
| 41,4-42,0 | 39,2-39,6 | 11,5 | 1,1/4″ | ||||
| 44,6-44,9 | 42,4-42,8 | 2 | M45x2 | ||||
| 44,6-44,9 | 43,2-43,6 | 1,5 | M45x1,5 | ||||
| 47,3-47,6 | 45,1-45,5 | 12 | 1,7/8″-12 | ||||
| 47,4-47,8 | 44,8-45,3 | 11 | 1,1/2″ | ||||
| 47,3-47,9 | 45,1-45,5 | 11,5 | 1,1/2″ | ||||
| 51,6-51,9 | 49,4-49,6 | 2 | M52x2 | ||||
| 51,6-51,9 | 50,2-50,6 | 1,5 | M52x1,5 | ||||
| 59,4-59,8 | 56,5-56,8 | 11 | 2″ | ||||
| 59,9-60,2 | 56,4-56,7 | 11,5 | 2″ | ||||
| 63,3-63,6 | 61,3-61,8 | 12 | 2,1/2″-12 |
Смотрите также: Резьба метрическаяЕдиницы измерения давления и производительностиТаблица соответствия дюйм — миллиметрГОСТ 16093-81Таблица определения типа резьбыСоответствия нержавеющих марок сталейИНСТРУКЦИЯ ПО СБОРКЕ СОЕДИНЕНИЙ В СООТВЕТСТВИИ С DIN 3859Основные требования к трубам из нержавеющей сталиСервис мобильной гидравликиРезьба цилиндрическая трубная BSP (BSPP)
Спиcок каталогов, доступных для скачивания:
Как определить тип резьбы на фитинге?
Определение типа резьбы
Как правило, резьба на разных фитингах выглядит похоже, что затрудняет визуальное определение типа резьбы.
Для того что бы определить какой тип резьбы на вашем фитинге, вам понадобится:
| штангельциркуль | и резьбовой калибр |
Существует резьбовые калибры: с клеймом М 60° — для метрических резьб с углом профиля 60° и с клеймом Д 55° — для дюймовой и трубной резьб с углом профиля 55°. На каждой гребенке резьбомера для метрических резьб выбита цифра указывающая шаг резьбы в мм для дюймовых и трубных резьб — число шагов на длине 25,4 мм (1» = 25,4 мм).
Необходимо как можно точнее замерить диаметр резьбы в миллиметрах, а затем воспользоваться данной таблицей.
|
Наружный диаметр, мм |
Внутренний диаметр, мм |
Шаг резьбы, витков на дюйм |
Шаг резьбы |
Дюйм BSP |
Метрика |
Дюйм UNF |
Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 |
|
1/8″ |
|
|
|
| 9,3-9,7 | 8,5-8,9 | 27 |
|
|
|
|
1/8″ |
| 9,7-9,9 | 8,2-8,6 |
|
1,5 |
|
M10x1,5 |
|
|
| 10,9-11,1 | 9,7-10,0 | 20 |
|
|
|
7/16″-20 |
|
| 11,6-11,9 | 10,2-10,6 |
|
1,5 |
|
M12x1,5 |
|
|
| 12,4-12,7 | 11,3-11,6 |
|
|
|
|
1/2″-20 |
|
| 12,9-13,1 | 11,4-11,9 | 19 |
|
1/4″ |
|
|
|
| 12,9-13,1 | 11,4-11,9 | 18 |
|
|
|
|
1/4″ |
| 13,6-13,9 | 12,2-12,6 |
|
1,5 |
|
M14x1,5 |
|
|
| 14,0-14,3 | 12,7-13,0 | 18 |
|
|
|
9/16″-18 |
|
| 15,6-15,9 | 14,2-14,6 |
|
1,5 |
|
M16x1,5 |
|
|
| 16,3-16,6 | 14,9-15,4 | 19 |
|
3/8″ |
|
|
|
| 16,3-16,6 | 14,9-15,4 | 18 |
|
|
|
|
3/8″ |
| 17,6-17,9 | 16,2-16,6 |
|
1,5 |
|
M18x1,5 |
|
|
| 18,7-19,0 | 17,3-17,6 | 16 |
|
|
|
3/4″-16 |
|
| 19,6-19,9 | 18,2-18,6 |
|
1,5 |
|
M20x1,5 |
|
|
| 20,5-20,9 | 18,6-19,0 | 14 |
|
1/2″ |
|
|
|
| 20,7-21,1 | 18,3-18,7 | 14 |
|
|
|
|
1/2″ |
| 21,6-21,9 | 20,2-20,6 |
|
1,5 |
|
M22x1,5 |
|
|
| 22,0-22,2 | 20,2-20,5 | 14 |
|
|
|
7/8″-14 |
|
| 22,6-22,9 | 20,6-21,0 | 14 |
|
5/8″ |
|
|
|
| 23,6-23,9 | 22,2-22,6 |
|
1,5 |
|
M24x1,5 |
|
|
| 25,6-25,9 | 24,2-24,6 |
|
1,5 |
|
M26x1,5 |
|
|
| 26,1-26,4 | 24,1-24,5 | 14 |
|
3/4″ |
|
|
|
| 26,3-26,7 | 23,7-24,1 | 14 |
|
|
|
|
3/4″ |
| 26;6-26,9 | 24,3-24,7 | 12 |
|
|
|
1,1/16″-12 |
|
| 29,6-29,9 | 27,4-27,8 |
|
2 |
|
M30x2 |
|
|
| 29,8-30,1 | 27,6-27,9 | 12 |
|
|
|
1,3/16″-12 |
|
| 29,6-29,9 | 28,2-28,6 |
|
1,5 |
|
M30x1,5 |
|
|
| 32,6-32,9 | 30,5-30,9 |
|
2 |
|
M33x2 |
|
|
| 33,0-33,2 | 30,3-30,8 | 11 |
|
1″ |
|
|
|
| 33,0-33,3 | 30,8-31,2 | 12 |
|
|
|
1,5/16″-12 |
|
| 32,9-33,4 | 30,3-30,8 | 11,5 |
|
|
|
|
1″ |
| 35,6-35,9 | 33,4-33,8 |
|
2 |
|
M36x2 |
|
|
| 37,6-37,9 | 36,2-36,6 |
|
1,5 |
|
M38x1,5 |
|
|
| 40,9-41,2 | 38,7-39,1 | 12 |
|
|
|
1,5/8″-12 |
|
| 41,6-41,9 | 39,4-39,8 |
|
2 |
|
M42x2 |
|
|
| 41,5-41,9 | 39,0-39,5 | 11 |
|
1,1/4″ |
|
|
|
| 41,4-42,0 | 39,2-39,6 | 11,5 |
|
|
|
|
1,1/4″ |
| 44,6-44,9 | 42,4-42,8 |
|
2 |
|
M45x2 |
|
|
| 44,6-44,9 | 43,2-43,6 |
|
1,5 |
|
M45x1,5 |
|
|
| 47,3-47,6 | 45,1-45,5 | 12 |
|
|
|
1,7/8″-12 |
|
| 47,4-47,8 | 44,8-45,3 | 11 |
|
1,1/2″ |
|
|
|
| 47,3-47,9 | 45,1-45,5 | 11,5 |
|
|
|
|
1,1/2″ |
| 51,6-51,9 | 49,4-49,6 |
|
2 |
|
M52x2 |
|
|
| 51,6-51,9 | 50,2-50,6 |
|
1,5 |
|
M52x1,5 |
|
|
| 59,4-59,8 | 56,5-56,8 | 11 |
|
2″ |
|
|
|
| 59,9-60,2 | 56,4-56,7 | 11,5 |
|
|
|
|
2″ |
| 63,3-63,6 | 61,3-61,8 | 12 |
|
|
|
2,1/2″-12 |
|
Как определить размер болта, гаек, шпилек, винтов
Определение размера крепежного изделия часто вызывает сложности. Без необходимых знаний и навыков потребуется много времени, чтобы выбрать подходящий метиз. На первый взгляд достаточно найти показатели толщины, длины и диаметра изделия. Но даже при выборе простых болтов и гаек возникают различные вопросы.
Без необходимых знаний и навыков потребуется много времени, чтобы выбрать подходящий метиз. На первый взгляд достаточно найти показатели толщины, длины и диаметра изделия. Но даже при выборе простых болтов и гаек возникают различные вопросы.
Главными параметрами, с помощью которых определяется вид и размер крепежного элемента, считаются длина, толщина и диаметр (в некоторых случаях высота).
Диаметр изделия обозначается буквой “D”, допускается написание как заглавной, так и маленькой (от сокращенного “diameter”). Соответственно, длина — это “lenght”, поэтому для обозначения используется буква “L”. Для толщины применяется понятие “stoutness” — “S”. Если понадобилось указать высоту, то указывается буква “H”, что означает “high”.
Перейдем к некоторым особенностям, которые встречаются при измерении основных видов метизов.
Определение размеров болта
Если болты имеют метрическую резьбу на стержне, то в прилагающейся документации используется формат MDxPxL. Обозначение расшифровывается следующим образом:
Обозначение расшифровывается следующим образом:
- M — указание метрической резьбы;
- D — показатель диаметра изделия;
- P — данные о шаге резьбы (виды отличаются, встречается мелкий, крупный, особо мелкий), при особо крупном значение не добавляется;
- L — показатель длины метиза.
Все перечисленные параметры указываются в миллиметрах.
Для того, чтобы узнать тип и размеры какого-либо болта, потребуется определить его вид. Рекомендуется руководствоваться отечественными стандартами ГОСТ или европейским ISO. Также допускается применение немецкого DIN. После того, как тип будет известен, можно определять размеры.
Диаметр крепежного элемента определяется с помощью различных инструментов — штангенциркуль, шаблонная линейка, а также микрометр. При этом точность измерений контролируется калибрами типа “ПР-НЕ”. Название приспособления расшифровывается как “проход-непроход”. Первая часть при накручивании на болт не требует прикладывания усилий, вторую деталь невозможно закрутить совсем.
Для измерения показателя длины также применяется линейка или штангенциркуль. Если потребовалось узнать шаг резьбы, то для крепежного элемента используется специальный инструмент шагомер. При отсутствии нужного приспособления допускается замер расстояния между парой витков с применением штангенциркуля.
Инструмент подойдет и предоставит точные показатели только в том случае, если измеряется крупный диаметр резьбы. Более правильные параметры получаются в результате проверки нескольких витков вместо двух. Полученный результат необходимо разделить на количество витков, используемых для измерения.
Если число, полученное в результате проверки, совпадает с каким-либо значением резьбового ряда, то это является справочным значением и искомый шаг присутствует. Если измерение не принесло необходимого результата, то вероятно перед вами дюймовый тип резьбы. В таком случае потребуется дополнительное уточнение для точного определения шага.
Болты имеют определенные разновидности, которые определяются геометрической формой метиза. Поэтому методы измерения для каждой группы отличается. Различают 2 варианта:
Поэтому методы измерения для каждой группы отличается. Различают 2 варианта:
- с выступающей формой головки;
- потайной вид головки.
Для определения длины крепежных элементов с выступающей головкой не требуется задействовать саму головку.
- метизы с шестигранной головкой, соответствующие нормативам ГОСТ 7805-70, 7798-70, 15589-70, 10602-94;
- варианты с уменьшенными размерами головки и шестью гранями, изготовленные по стандартам ГОСТ 7808-70, 7796-70, 15591-70;
- крепежные элементы с высокой прочностью ГОСТ 22353-77;
- высокопрочные метизы с шестью гранями и увеличенным размером под ключ ГОСТ Р 52644-2006;
- болты, которые имеют шестигранную головку, а также дополнены направляющим подголовком ГОСТ 7811-70, 7795-70, 15590-70;
- головка метиза уменьшена, имеет 6 граней и применяется для монтажа в отверстия из-под развертки ГОСТ 7817-80;
- головка является увеличенной, также предусмотрен ус ГОСТ 7801-81;
- рым-болт, соответствующий отечественному стандарту ГОСТ 4751-73;
- варианты с полукруглой головкой увеличенных размеров, а также оснащенные квадратным подголовком ГОСТ 7802-81.


Если перед вами болт с потайной головкой, то потребуется измерять длину с учетом ее размеров:
- шинные метизы ГОСТ 7787-81;
- с потайной головкой, оснащенные усом и соответствующие нормативам ГОСТ 7785-81;
- стандартный вариант с квадратным подголовком и потайной разновидностью головки ГОСТ 7786-81.
Для определения вида болта и соответствующего ему стандарта применяется размер головки. Например, “под ключ” для головок с шестью гранями, если болт оснащен цилиндрической головкой, то используется диаметр.
Как правильно определить размер дюймового болта
Если рассматривать различную документацию для дюймовых болтов, то встречается аббревиатура для обозначения конструкции в виде D”-NQQQxL. Расшифровывается она следующим образом:
- D” — показатель диаметра резьбы, которая может быть указана как целое число, а также в формате дроби или номера, если метиз представлен с малым диаметром;
- N — обозначение, сколько витков находится на одном дюйме;
- QQQ — встречаются как 3, так и 4 буквы, которые означают дюймовую резьбу;
- L — показатель длины крепежного элемента, также измеряется в дюймах.
Если вам потребовалось узнать резьбовой диаметр для дюймового болта, то необходимо полученные показатели разделить на 25,4 мм. Значение в результате соответствует дюймовому. Затем цифры сопоставляются с подходящим в таблице UNC.
Для точного определения шага резьбы метиза нужно посчитать число витков, расположенных на дюйме крепежного элемента. Облегчить задачу можно с помощью дюймового резьбомера.
Показатели длины по методу измерения практически не отличаются от метрического варианта. Единственная разница в том, что полученный результат обязательно делится на 25,4 мм. Число также сравнивается, как резьбовой диаметр, с данными в таблице.
Как узнать размер винта
Винт с метрической резьбой, как и соответствующие болты, имеет аббревиатуру MDxPxL. Расшифровка тоже не отличается от стандартной:
- M — обозначается показатель метрической резьбы;
- D — показатель диаметра метиза;
- P — обозначение резьбы;
- L — данные о длине крепежного элемента.
Прежде чем начать измерения, определите, к какому стандарту относится винт, а также ознакомьтесь с разновидностью метиза. Диаметр резьбы конструкции получается соответственно методу, который применяется для измерения болтов.
Всего насчитывается 4 группы крепежных элементов:
- которые имеют выступающую головку;
- полупотайные;
- потайные;
- головка у винта отсутствует.
Для каждого варианта используются соответствующие отечественные стандарты:
- метизы, которые имеют головку в форме цилиндра и внутренний шестигранник, изготавливаются по ГОСТ 11738-84;
- для крепежных изделий, оснащенных полукруглой головкой, применим ГОСТ 17473-80;
- варианты с полупотайным типом головки соответствуют ГОСТ 17474-80;
- если перед вами винт, оснащенный потайной головкой, то для него используется ГОСТ 17475-80;
- установочная разновидность, которая отличается от других наличием прямого шлица, регулируется несколькими стандартами — ГОСТ 1476-93, 1477-93, 1478-93, 1479-93;
- метизы, относящиеся к категории установочных, для которых применяется шестигранник, соответствуют ГОСТ 8878-93, 11074-93, 11075-93;
- менее распространенные метизы с квадратным типом головки производят по стандартам ГОСТ 1482-84, 1485-84.
Технология измерения размеров шпилек
Шпильки, как и другие метизы, отличаются наличием метрической резьбы, поэтому имеют соответствующую аббревиатуру MDxPxL. Расшифровка тоже не отличается от предыдущих крепежных элементов:
- M — буквой обозначается метрическая резьба метиза;
- D — применяется для указания диаметра;
- P — разновидность шага, показатель в миллиметрах;
- L — данные о длине рабочей части конструкции.
Вид измерения выбирается в соответствии с подходящим нормативом ГОСТ, а также типом шпильки. Всего существует 2 больших группы для определения принадлежности метиза:
- конструкции, которые используются для монтажа в гладкие отверстия;
- крепежные элементы с концом, который завинчивается в отверстие.
В первом случае рабочая часть представлена по всей длине метиза, во втором случае используется только хвостовик, при этом конец для закручивания не учитывается.
Шпильки, как и другие метизы, производят по стандартам:
- метизы с резьбой DIN 975;
- размерный вариант, соответствующий DIN 976-1;
- конструкции, предназначенные для установки в гладкие участки, регулируются ГОСТ 22042-76, 22043-76;
- метизы для создания фланцевого прочного соединения ГОСТ 9066-75.

Также есть другие варианты, которые отличаются закручиваемым концом и показателем длины. Для них применяются прочие нормативы ГОСТ.
Как узнать размер заклепки
Полнотелые заклепки, оснащенные замыкающей головкой и устанавливающиеся с помощью молотка представлены в документах в виде аббревиатуры DxL. Расшифровка следующая:
- D — показатель диаметра тела;
- L — показатель длины.
В зависимости от используемых нормативов ГОСТ и конструкции полнотелой заклепки, возможна разница между способами определения длины метиза, поэтому предусмотрено 3 отдельных группы по видам:
- с выступающей головкой;
- крепежный элемент с потайной головкой;
- вариант с полупотайной головкой.
При изготовлении применяются разные ГОСТы:
- для метизов с головкой в форме цилиндра ГОСТ 10303-80;
- варианты с потайной головкой производятся согласно ГОСТ 10300-80;
- метизы с полукруглой формой головки ГОСТ 10299-80;
- полупотайной вариант ГОСТ 10301-80.

Также встречаются отрывные заклепки, монтаж которых производится за счет пистолета. Метизы в этом случае тоже обозначаются, как и предыдущие.
Если рассматривать стандарты производства, то можно выделить следующие:
- отрывные крепежные элементы с цилиндрической формой головки DIN 7337, ISO 15977, ISO 15979, ISO 15981, ISO 15983, ISO 16582;
- вариант, оснащенный потайным вариантом головки DIN 7337, ISO 15978, ISO 15980, ISO 15984.
Способы для измерения размера шплинта
Предусмотрено три варианта шплинтов, при этом для каждого применяется свой метод измерения.
У разводных шплинтов в число размеров входит условный диаметр. Значение параметра определяется показателем диаметра отверстия, предназначенного для монтажа. Примечательно, что реальный диаметр крепежного элемента имеет меньшие размеры, чем условный. Возможная разница между ними указана в ГОСТ 397-79.
Для нахождения длины разводного шплинта существует специальный способ. Метиз отличается коротким и длинным концом, поэтому требуется измерить участок от изгиба ушка крепежного элемента до окончания с короткой стороны.
Метиз отличается коротким и длинным концом, поэтому требуется измерить участок от изгиба ушка крепежного элемента до окончания с короткой стороны.
Игольчатый вариант шплинтов характеризуется фиксированной длиной, регулируемой нормативом DIN 11024. Чтобы узнать размер метиза, требуется проверить показатели диаметра шплинта.
Быстросъемные метизы, оснащенные кольцом, тоже отличаются фиксированной длиной. Для конструкций применяется DIN 11024. Чтобы узнать размер крепежного элемента, воспользуйтесь полученными показателями диаметра.
Как измерять гайку
Большинство гаек имеют метрическую резьбу. Для измерения показателя диаметра резьбы потребуется чуть больше действий, чем в остальных случаях. По возможности рекомендуется проверять размер не самой гайки, а болта или винта, используемого для нее. Так можно добиться более точного результата.
Значение, которое получилось после измерения внутренней резьбы, является показателем внутреннего диаметра dвн.
Для того, чтобы точно определить диаметр метрической резьбы метиза, потребуется узнать соответствие dвн наружному диаметру используемого болта. Это производится с помощью специальной таблицы.
Это производится с помощью специальной таблицы.
Точность контролируется за счет применения определенных калибров “проход-непроход”. Одна часть должна хорошо соединяться с гайкой, вторая часть наоборот, не должна.
Гайки отличаются по своему виду, и его легко определить при детальном осмотре. Чтобы узнать стандарт крепежного элемента, может потребоваться измерение высоты метиза, поскольку встречаются высокие, низкие, особо высокие и другие варианты.
Также для классификации шестигранных гаек используются габариты “под ключ”. Это объясняется тем, что метизы также различаются своими видами.
Для точного измерения шага резьбы допускается применение способа, рассматриваемого в случае с болтом. Понадобится резьбомер или придется посчитать количество витков на необходимом промежутке.
Определение размеров дюймовых гаек
Чтобы проверить размеры резьбы дюймовой гайки, необходимо рассмотреть резьбу болта или другого метиза, используемого с ней. Если подходящего нет под рукой, но есть информация о наличии дюймовой резьбы, то воспользуйтесь соответствующим резьбомером. При этом не забывайте разделять полученное значение на 25,4 мм.
При этом не забывайте разделять полученное значение на 25,4 мм.
Определение размеров шайбы
Для шайб используется короткое обозначение в виде D, что расшифровывается как диаметр метрической резьбы метиза, который применяется для крепежного элемента.
Чтобы точно измерять показатели, подойдет линейка или штангенциркуль. В результате получается значение, которое немного превышает показатель в обозначении. Это объясняется тем, что при монтаже требуется свободный ход, для чего выполняется небольшой зазор.
Данные крепежа — ТАБЛИЦА РЕЗЬБЫ 10b
Винтовая резьбаДетали резьбы резьбовых креплений с восемью диаграммами и видео, показывающим изготовление резьбы со ссылкой на историю резьбы.
нажмите на изображения
быстрый просмотр
Процесс накатки резьбы 9007
не расходует материал
Цилиндрическая заготовка, имеющая внешний диаметр между большим и меньшим диаметрами готовой резьбы, вращается между закаленными стальными штампами с обратной формой резьбы.
Резьба фильеры проникает в поверхность заготовки, образуя впадины резьбы, и смещает материал радиально наружу, образуя гребни. Металл не удаляется и не тратится, а вытесняется.
Повышенная прочность на растяжение, сопротивление сдвигу и усталостиСтруктура зерна резьбы не нарушена; вместо этого он формируется непрерывными непрерывными линиями по контуру резьбы. Накатанные резьбы обладают повышенным сопротивлением отслаиванию, потому что такие сбои вынуждены происходить поперек, а не вместе с потоком зерна.
Резьба изготавливается с полированными основанием и боковыми поверхностями, без поверхностных дефектов, которые могут стать отправной точкой для усталостного разрушения. Поверхностные слои нити, особенно в корнях, подвергаются сжатию. Эти сжимающие напряжения должны быть преодолены, прежде чем могут возникнуть растягивающие напряжения, вызывающие усталостное разрушение.
ОЧЕНЬ КОРОТКОЕ ВИДЕО ПРОКАТКИ С ДВУМЯ РЕЗЬБОЙ
 youtube.com/embed/2o4ZXV1dOIo?rel=0″/>
youtube.com/embed/2o4ZXV1dOIo?rel=0″/>
ОЧЕНЬ КОРОТКОЕ ВИДЕО ПРОКАТКИ ПЛОСКОЙ РЕЗЬБЫ
придумал калибр для винторезных станков в 1569 году.В 1641 году винторезное нарезание было усовершенствовано Хиндли из Йорка, Англия. В 1760 году Иов и Уильям Вятт продвинулись еще дальше. Генри Крам запатентовал ту же машину Wyatt в США 76 лет спустя, в 1836 году. Карьера Генри Модсли началась в 1789 году в качестве кузнеца, производящего машины для знаменитого слесаря Джозефа Брамы. Когда Генри Модслей позже основал свою собственную компанию, на его работу повлияла точность. В начале восемнадцатого века машины были примитивными, не было стандартных мер, детали должны были быть индивидуально спроектированы, гайки и болты должны были соответствовать парам и не были взаимозаменяемыми.Генри Модслей был одним из первых, кто осознал важность стандартизации и взаимозаменяемости деталей машин.
 Его главным инженерным вкладом стал большой токарно-винторезный станок. Токарный станок Генри Модсли был намного лучше любого из своих предшественников, и поэтому он стал широко использоваться. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модсли в качестве отправной точки для того, что должно было стать его очень успешной карьерой. Джозеф Уитворт
Его главным инженерным вкладом стал большой токарно-винторезный станок. Токарный станок Генри Модсли был намного лучше любого из своих предшественников, и поэтому он стал широко использоваться. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модсли в качестве отправной точки для того, что должно было стать его очень успешной карьерой. Джозеф Уитворт Модсли взял в ученики Джозефа Уитворта, который оказался исключительно талантливым.Затем он работал в Джозефе Клементсе, где они пытались построить вычислительную машину Бэббиджа, первый компьютер, и, наконец, основал себе мастерскую как инструментальщик.
Витворт поставил перед собой задачу разработать стандарт для потоков. Он также собрал болты со всей Англии, отмечая, какие размеры оказались наиболее полезными, и результаты различных форм резьбы. В 1841 году он предложил в качестве стандарта форму резьбы с включенным углом 55 °, а вершины и основания резьбы закруглены с радиусом, равным 0. 1373 раза больше шага.
1373 раза больше шага.
Отчасти из-за огромного престижа, который Уитворт приобрел благодаря демонстрации своих машин на выставке Crystal Palace в 1851 году, система Уитворта стала широко использоваться в Великобритании к 1860 году. Позже была выпущена вторая серия с более тонкими нитями (BSF British Standard Fine ) был добавлен.
Уильям СеллерсАмериканцы столкнулись с теми же проблемами из-за отсутствия стандартизации потоков, что и Великобритания.Вызов принял Уильям Селлерс из выдающейся семьи американских технических специалистов. В 1864 году комитет Института Франклина рекомендовал использовать систему винтовой резьбы Продавца. Форма резьбы стала известна как «резьба Франклина» или, чаще, «резьба продавца», позже как «стандартная резьба Соединенных Штатов». и единый поток.
Основное отличие формы резьбы Продавца от формы Витворта состоит в том, что вершина и основание резьбы (гребни и корни) сплющены. Плоский корень — плохой выбор. Такие угловые конфигурации в металлическом концентрате напряжения и в процессе производства в любом случае приводят к высоким напряжениям в основании резьбы. Результат — трещины и сломанный крепеж. Эта проблема не была так заметна в повседневной жизни продавца, так как корни резьбы в любом случае имеют тенденцию закругляться, поскольку инструменты, которые заставляют болты, изнашиваются. Круглые корни в настоящее время являются нормой в США, и резьба описывается в UNRC, UNRF буквой «R» для круглого корня.
Плоский корень — плохой выбор. Такие угловые конфигурации в металлическом концентрате напряжения и в процессе производства в любом случае приводят к высоким напряжениям в основании резьбы. Результат — трещины и сломанный крепеж. Эта проблема не была так заметна в повседневной жизни продавца, так как корни резьбы в любом случае имеют тенденцию закругляться, поскольку инструменты, которые заставляют болты, изнашиваются. Круглые корни в настоящее время являются нормой в США, и резьба описывается в UNRC, UNRF буквой «R» для круглого корня.
Немцы, швейцарцы и французы разработали свои собственные формы метрической резьбы.Метрический мир в конечном итоге согласился, но не формализовал в 1898 году серию метрической резьбы Systeme Internationale (SI) с углом резьбы 60 градусов.
Стандартные размеры резьбы для велосипедов
Обновлено: 09.09.2020.
Стандарт ISO определяет размеры резьбы — по диаметру и шагу. В этом посте представлен список стандартов, наиболее часто используемых для велосипедов, с объяснением наиболее распространенного использования. Инструменты, наиболее часто используемые для (откручивания) болтов и гаек в соответствии с данными стандартами, также будут отмечены (также по стандарту ISO) как для шестигранных (шестигранных), так и для шестигранных («стандартных») ключей.
Инструменты, наиболее часто используемые для (откручивания) болтов и гаек в соответствии с данными стандартами, также будут отмечены (также по стандарту ISO) как для шестигранных (шестигранных), так и для шестигранных («стандартных») ключей.
Перед установкой всегда готовьте резьбу с помощью соответствующей монтажной пасты .
| Размер ISO | Обычное использование | Шестигранник | Шестигранный болт | |||||||
| Задний болт обычно | ||||||||||
| Задний ограничитель M3 x старинные велосипеды | 2,5 мм | |||||||||
M4 x 0. 7 мм 7 мм | редко когда-либо для держателей для бутылок с водой | 3 мм | 7 мм | |||||||
| M5 x 0,8 мм | держатели для бутылок с водой, крепления стойки и брызговика, болты штока, болты седла, болты подседельного штыря | 4 мм | 8 мм, 9 мм | |||||||
| M6 x 1 мм | болт крепления тормозного суппорта, анкерный болт тросов тормоза и переключения, болты крепления переключателя, крепление рычага тормоза и переключателя, болты штока, болты седла , болты подседельного штыря | 5 мм | 10 мм, 9 мм | |||||||
| M8 x 1.25 мм | Болт стержня гусеницы, болты подседельного штыря | 6 мм | 13 мм | |||||||
| M10 x 1 мм (мелкая резьба) | Болт крепления заднего переключателя | 5 мм | ||||||||
 Размеры червячной резьбы модуля
Размеры червячной резьбы модуля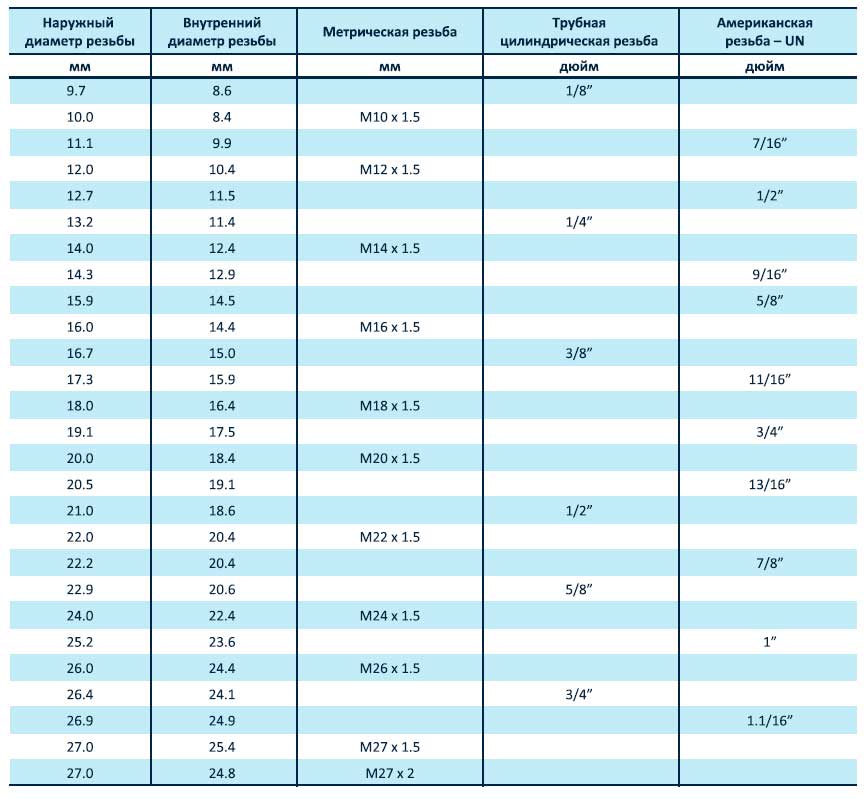 167, Hi-Lead
167, Hi-Lead 200, верхний вывод
200, верхний вывод 000, Torqspline
000, Torqspline 000, Hi-Lead
000, Hi-Lead 667, Акме
667, Акме 000, Torqspline
000, Torqspline 000, трапециевидный
000, трапециевидный 125, рециркуляция
125, рециркуляция 100, Hi-Lead
100, Hi-Lead 167, Hi-Lead
167, Hi-Lead 250, Hi-Lead
250, Hi-Lead 333, Torqspline
333, Torqspline 400, Hi-Lead
400, Hi-Lead 000, Torqspline
000, Torqspline 000, трапециевидная форма
000, трапециевидная форма 000, трапециевидная форма
000, трапециевидная форма 500, рециркуляция
500, рециркуляция Все права защищены.
| Время выполнения заказа и информация о запасах
| Политика возврата
Все права защищены.
| Время выполнения заказа и информация о запасах
| Политика возврата| Серия с крупной резьбой — UNC | Серия с мелкой резьбой — UNF | 8-резьбовая серия — 8UN | ||||||||
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел на малом диаметре. | Площадь растягивающего напряжения | Номинальный размер и резьба на дюйм | Диаметр основного шага. | Профиль @ Малый диам. | Площадь растягивающего напряжения | Номинальный размер и резьба на дюйм | Диаметр основного шага. | Профиль @ Малый диам. |
| дюйм. | кв. Дюйм | кв. Дюйм | дюйм. | кв. Дюйм | кв. Дюйм | дюйм. | кв. Дюйм | |||
| 3 ⁄ 8 — 16 | 0,3344 | 0,0678 | 0,0775 | 3 ⁄ 8 -24 | 0,3479 | 0.0809 | — — | – | – | |
| 7 ⁄ 16 — 14 | 0,3911 | 0,0933 | 0,1063 | 7 ⁄ 16 — 20 | 0,405 | 0,109 | — — | – | – | |
| 1 ⁄ 2 -13 | 0,45 | 0,1257 | 0,1419 | 1 ⁄ 2 — 20 | 0.4675 | 0,1486 | — — | – | – | |
| 9 ⁄ 16 — 12 | 0,5084 | 0,162 | 0,182 | 9 ⁄ 16 -18 | 0,5264 | 0,189 | — — | – | – | |
| 5 ⁄ 8 -11 | 0,566 | 0,202 | 0,226 | 5 ⁄ 8 -18 | 0. 5889 5889 | 0,24 | — — | – | – | |
| 3 ⁄ 4 — 10 | 0,685 | 0,302 | 0,334 | 3 ⁄ 4 -16 | 0,7094 | 0,351 | — — | – | – | |
| 7 ⁄ 8 — 9 | 0,8028 | 0,419 | 0,462 | 7 ⁄ 8 — 14 | 0.8286 | 0,48 | — — | – | – | |
| 1-8 | 0,9188 | 0,551 | 0.606 | 1-12 | 0,9459 | 0,625 | 1-8 | 0,9188 | 0,551 | |
| 1 1 ⁄ 8 — 7 | 1.0322 | 0,693 | 0,763 | 1 1 ⁄ 8 — 12 | 1,0709 | 0.812 | 1 1 ⁄ 8 — 8 | 1. 0438 0438 | 0,728 | |
| 1 1 ⁄ 4 — 7 | 1,1572 | 0,89 | 0,969 | 1 1 ⁄ 4 — 12 | 1,1959 | 1.024 | 1 1 ⁄ 4 — 8 | 1,1688 | 0,929 | |
| 1 3 ⁄ 8 — 6 | 1.2667 | 1.054 | 1,155 | 1 3 ⁄ 8 — 12 | 1,3209 | 1,26 | 1 3 ⁄ 8 — 8 | 1,2938 | 1,155 | |
| 1 1 ⁄ 2 — 6 | 1,3917 | 1,294 | 1.405 | 1 1 ⁄ 2 — 12 | 1,4459 | 1,521 | 1 1 ⁄ 2 — 8 | 1.4188 | 1.405 | |
| — — | – | – | — — | – | – | – | 1 5 ⁄ 8 — 8 | 1,5438 | 1,68 | |
| 1 3 ⁄ 4 — 5 | 1,6201 | 1,74 | 1,90 | — — | – | – | – | 1 3 ⁄ 4 — 8 | 1. 6688 6688 | 1,98 |
| — — | – | – | — — | – | – | – | 1 7 ⁄ 8 — 8 | 1.7938 | 2,3 | |
| 2 — 4 1 ⁄ 2 | 1,8557 | 2,3 | 2,50 | — — | – | – | – | 2-8 | 1,9188 | 2.65 |
| 2 1 ⁄ 4 -4- 1 ⁄ 2 | 2,1057 | 3,02 | 3,25 | — — | – | – | – | 2 1 ⁄ 4 — 8 | 2,1688 | 3,42 |
| 2 1 ⁄ 2 — 4 | 2,3376 | 3,72 | 4,00 | — — | – | – | – | 2 1 ⁄ 2 — 8 | 2.4188 | 4,29 |
| 2 3 ⁄ 4 — 4 | 2,5876 | 4,62 | 4,93 | — — | – | – | – | 2 3 ⁄ 4 — 8 | 2,6688 | 5,26 |
| 3-4 | 2,8376 | 5,62 | 5,97 | — — | – | – | – | 3–8 | 2. 9188 9188 | 6,32 |
| 3 1 ⁄ 4 — 4 | 3,0876 | 6,72 | 7,10 | — — | – | – | – | 3 1 ⁄ 4 — 8 | 3,1688 | 7,49 |
| 3 1 ⁄ 2 — 4 | 3,3376 | 7,92 | 8,33 | — — | – | – | – | 3 1 ⁄ 2 — 8 | 3.4188 | 8,75 |
| 3 3 ⁄ 4 — 4 | 3,5876 | 9,21 | 9,66 | — — | – | – | – | 3 3 ⁄ 4 — 8 | 3,6688 | 10,11 |
| 4-4 | 3,8376 | 10,61 | 11,08 | — — | – | – | – | 4–8 | 3.9188 | 11,57 |
(внутренняя / внешняя) — Xometry
Вот стандартные размеры резьбы и ограничивающие геометрии, рекомендованные Xometry.
Внутренняя резьба | ||
| Резьба | Диаметр отверстия (дюймы) | Макс.глубина резьбы (дюймы) |
| UNC / UNF | ||
| 0-80 UNC | 0.047 | 0,157 |
| 1-64 UNC | 0,059 | 0,177 |
| 2-56 UNC | 0,070 | 0,306 |
| 2-64 UNF | 0,070 | 0,306 |
| 4-40 UNC | 0,089 | 0,394 |
| 4-48 UNF | 0,094 | 0,394 |
| 5-40 UNC | 0,102 | 0,438 |
| 5-44 UNF | 0.104 | 0,438 |
| 6-32 UNC | 0,107 | 0,481 |
| 6-40 UNF | 0,113 | 0,481 |
| 8-32 UNC | 0,136 | 0,525 |
| 8-36 UNF | 0,136 | 0,525 |
| 10-24 UNC | 0,150 | 0,612 |
| 10-32 UNF | 0,159 | 0,612 |
| 1 / 4-20 UNC | 0. 201 201 | 0,750 |
| 1 / 4-28 UNF | 0,213 | 0,750 |
| 5 / 16-18 UNC | 0,257 | 0,844 |
| 5 / 16-24 UNF | 0,272 | 0,844 |
| 3 / 8-16 UNC | 0,313 | 0,938 |
| 3 / 8-24 UNF | 0,332 | 0,938 |
| 7 / 16-14 UNC | 0,368 | 1,078 |
| 7 / 16-20 UNF | 0.391 | 1,078 |
| 1 / 2-13 UNC | 0,422 | 1,242 |
| 1 / 2-20 UNF | 0,453 | 1,242 |
| 9 / 16-12 UNC | 0,484 | 1,250 |
| 9 / 16-18 UNF | 0,500 | 1,250 |
| 5 / 8-11 UNC | 0,531 | 1,250 |
| 5 / 8-18 UNF | 0,563 | 1,250 |
| 3 / 4-10 UNC | 0.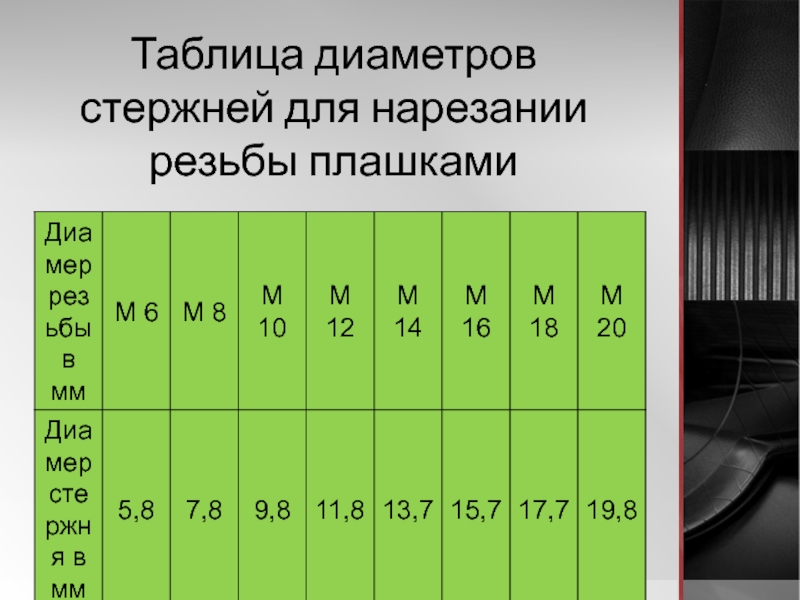 656 656 | 1,250 |
| 3 / 4-16 UNF | 0,688 | 1,250 |
| Метрическая | ||
| M2x0,4 | 0,063 | 0,306 |
| M2,5 × 0,45 | 0,081 | 0,350 |
| M3x0,5 | 0,098 | 0,438 |
| M3,5 × 0,6 | 0,114 | 0,481 |
| M4x0.7 | 0,130 | 0,525 |
| M5x0,8 | 0,165 | 0,612 |
| M6x1.0 | 0,197 | 0,750 |
| M8x1,25 | 0,264 | 0,900 |
| M10x1,5 | 0,335 | 0,938 |
| M12x1,75 | 0,402 | 1,242 |
| STI Резьба | ||
| 2-56 UNC | 0.091 | 0,306 |
| 4-40 UNC | 0,118 | 0,394 |
| 4-48 UNF | 0,118 | 0,394 |
| 5-40 UNC | 0,134 | 0,438 |
| 6-32 UNC | 0,146 | 0,481 |
| 8-32 UNC | 0,172 | 0,525 |
| 8-36 UNF | 0,172 | 0,525 |
| 10-24 UNC | 0.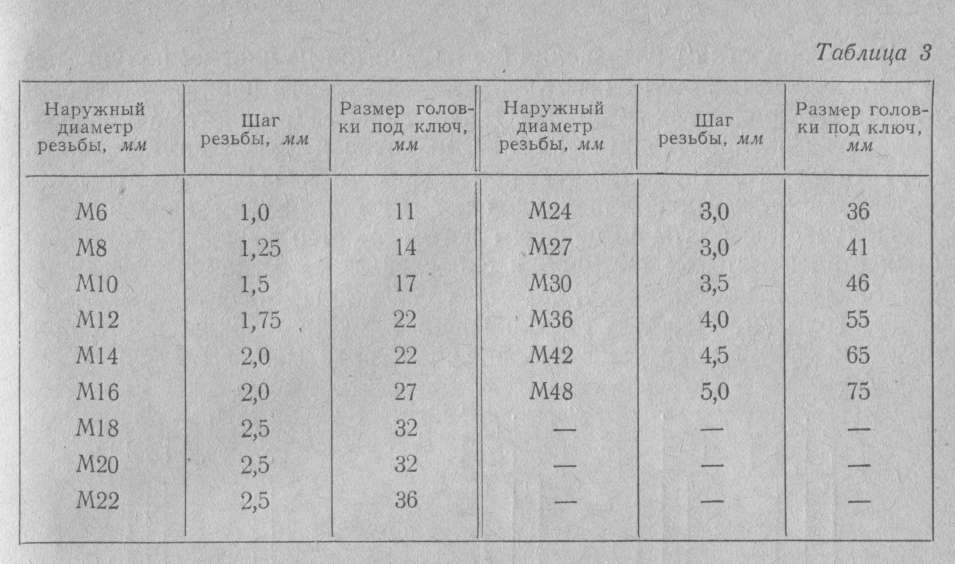 201 201 | 0,612 |
| 10-32 UNF | 0,201 | 0,612 |
| 1 / 4-20 UNC | 0,264 | 0,750 |
| M2x0,4 | 0,083 | 0,306 |
| M2,5 × 0,45 | 0,104 | 0,350 |
| M3x0,5 | 0,126 | 0,438 |
| M4x0,7 | 0,167 | 0,525 |
| M5x0.8 | 0,209 | 0,612 |
| M6x1.0 | 0,248 | 0,750 |
| M8x1,25 | 0,331 | 0,900 |
| M10x1,5 | 0,413 | 0,938 |
| M12x1,75 | 0,492 | 1,242 |
Наружная резьба | ||
| Резьба | Диаметр бобышки (дюймы) | Макс.длина резьбы (дюймы) |
| UNC / UNF | ||
| 2-56 UNC | 0. 086 086 | 0,20 |
| 2-64 UNF | 0,086 | 0,20 |
| 4-40 UNC | 0,112 | 0,22 |
| 4-48 UNF | 0,112 | 0,22 |
| 5-40 UNC | 0,125 | 0,25 |
| 5-44 UNF | 0,125 | 0,25 |
| 6-32 UNC | 0,138 | 0,28 |
| 6-40 UNF | 0.138 | 0,28 |
| 8-32 UNC | 0,164 | 0,33 |
| 8-36 UNF | 0,164 | 0,33 |
| 10-24 UNC | 0,190 | 0,38 |
| 10-32 UNF | 0,190 | 0,38 |
| 1 / 4-20 UNC | 0,250 | 0,50 |
| 1 / 4-28 UNF | 0,250 | 0,50 |
| 5 / 16-18 UNC | 0.313 | 0,675 |
| 5 / 16-24 UNF | 0,313 | 0,675 |
| 3 / 8-16 UNC | 0,375 | 0,75 |
| 3 / 8-24 UNF | 0,375 | 0,75 |
| 7 / 16-14 UNC | 0,438 | 0,875 |
| 7 / 16-20 UNF | 0,438 | 0,875 |
| 1 / 2-13 UNC | 0,500 | 1,00 |
| 1 / 2-20 UNF | 0. 500 500 | 1,00 |
| 9 / 16-12 UNC | 0,563 | 1,25 |
| 9 / 16-18 UNF | 0,563 | 1,25 |
| 5 / 8-11 UNC | 0,625 | 1,25 |
| 5 / 8-18 UNF | 0,625 | 1,25 |
| 3 / 4-10 UNC | 0,750 | 1,50 |
| 3 / 4-16 UNF | 0,750 | 1,50 |
| 7 / 8-9 UNC | 0.875 | 2,00 |
| 7 / 8-14 UNF | 0,875 | 2,00 |
| 1 ″ -8 UNC | 1.000 | 2,50 |
| 1 ″ -12 UNF | 1.000 | 2,50 |
| Метрическая | ||
| M2x0,4 | 0,079 | 0,276 |
| M2,5 × 0,45 | 0,098 | 0,276 |
| M3x0.5 | 0,118 | 0,276 |
| M3,5 × 0,6 | 0,138 | 0,276 |
| M4x0,7 | 0,157 | 0,500 |
| M5x0,8 | 0,197 | 0,500 |
M6x1. 0 0 | 0,236 | 0,500 |
| M8x1,25 | 0,315 | 0,500 |
| M10x1,5 | 0,394 | 1.000 |
| M12x1.75 | 0,472 | 1.000 |
| M14x2,0 | 0,551 | 1,500 |
| M16x2,5 | 0,630 | 1,500 |
| M24x3.0 | 0,945 | 2.000 |
Основные сведения о размерах резьбы, конструкции и материалах
27 июня 2017 г. Чарли Крейвен
[Эта история первоначально появилась под названием «Запутанная путаница» в феврале. -Мар. Выпуск Fly Fisherman за 2017 г.]
-Мар. Выпуск Fly Fisherman за 2017 г.]
Существует много полезной информации о привязке мух. Среди книг, журналов и Интернета нет недостатка в адекватных инструкциях и советах почти по всем аспектам вязания мух. За исключением явного пасынка вязания мух: нитки. Многое из того, что написано об этом важном инструменте, ложно или вводит в заблуждение.
Обратите внимание, что я использовал слово «инструмент», а не материал. На мой взгляд, поток — это инструмент, выбранный для выполнения определенной задачи.У меня есть не менее 1000 катушек с нитками самых разных размеров, цветов и конфигураций, и хотя каждая из них подходит для чего-то, ни одна не подходит для всего. Большой выбор позволяет мне выбрать подходящий инструмент для работы в каждом конкретном случае. Вам не нужна 1000 катушек с нитками, но, надеюсь, я смогу помочь прояснить детали того, почему нитки разные и что эти различия значат для вас.
Держим вместе
Прежде чем я начну разбирать различия в резьбе, давайте поговорим о воске. Почти вся вязальная нить идет на заводе вощеной, и если вам нужна невощеная нить, вам придется использовать шелк, GSP, кевлар или специальную нить, например, восковую монокорд 3/0 Danville. Вощеная нить не заменяет тонировочный воск и наносится на нить в процессе производства просто для того, чтобы нить не изнашивалась и не разматывалась при обрыве.
Почти вся вязальная нить идет на заводе вощеной, и если вам нужна невощеная нить, вам придется использовать шелк, GSP, кевлар или специальную нить, например, восковую монокорд 3/0 Danville. Вощеная нить не заменяет тонировочный воск и наносится на нить в процессе производства просто для того, чтобы нить не изнашивалась и не разматывалась при обрыве.
Размер — еще один источник путаницы для многих потребителей. Исторически сложилось так, что размер нити для завязывания мух рассчитывался с использованием архаичной системы, которая первоначально пришла из проклейки шелковых хирургических швов и до сих пор используется для этой цели.Используя ноль в качестве базовой линии и дополнительные нули для обозначения меньших размеров, точное число описывает относительный размер на основе диапазона диаметров и прекрасно работает в эпоху органических материалов, где точность не всегда была возможна. Многие вязальные нити до сих пор измеряются таким образом, например, 000000 или 6/0 (шесть сот) меньше 000 или 3/0 (три соты).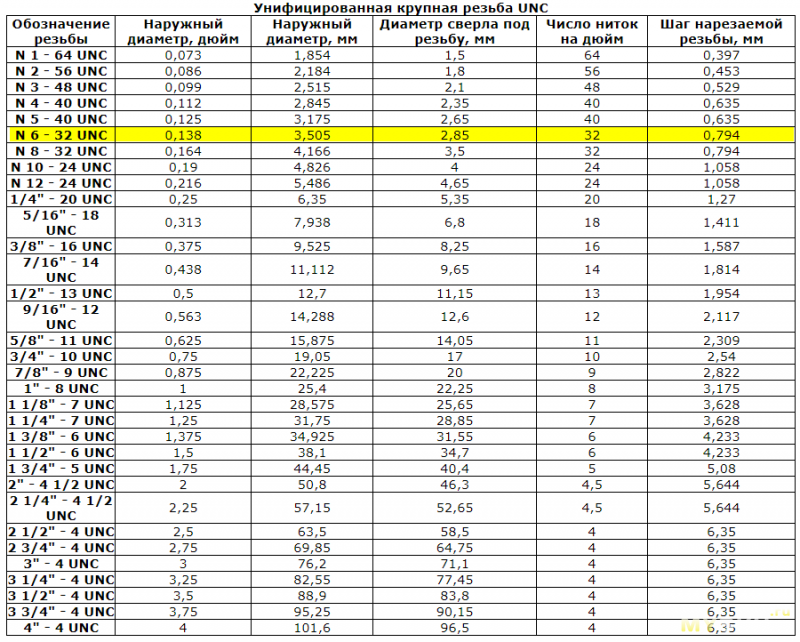
Компания Danville Chenille без проблем использовала эту систему для завязывания ниток в течение 50 лет, но в 1990-х годах компания UNI Products вышла на рынок вязания.В то время как UNI также использовала какую-то систему, чтобы различать большую и меньшую резьбу, компания использовала другой базовый диаметр, и здесь все пошло к черту. Используя любую систему, уровни предполагали, что новый UNI-Thread 8/0 меньше, чем 6/0 Danville. И 6/0 UNI-Thread казался намного сильнее, чем 6/0 Danville. Несмотря на цифры на катушке, эти сравнения были несправедливыми, потому что два потока совсем не одного размера.
Компания Wapsi Fly отошла от запутанной и архаичной системы, когда представила UTC Ultra Thread и использовала стандарт измерения денье в индустрии ниток.Денье — это вес в граммах 9000 метров нити. Это реальный физический вес длины нити. Здесь ничего не говорится о конфигурации резьбы, материале или прочности. UTC Ultra Thread выпускается в размерах 70, 140, 210 и 280 денье и в значительной степени упрощен размер потока. Достаточно просто математически вычислить, что нить 140 денье в два раза тяжелее нити 70 денье, 210 в три раза тяжелее и так далее. Использование системы денье задним числом говорит нам, что 8/0 UNI-Thread составляет 72 денье, 6/0 Danville Flymaster — ровно 70 денье, и, что удивительно, UNI-Thread 6/0 составляет 135 денье — неудивительно, что он казался намного сильнее; почти вдвое тяжелее!
Достаточно просто математически вычислить, что нить 140 денье в два раза тяжелее нити 70 денье, 210 в три раза тяжелее и так далее. Использование системы денье задним числом говорит нам, что 8/0 UNI-Thread составляет 72 денье, 6/0 Danville Flymaster — ровно 70 денье, и, что удивительно, UNI-Thread 6/0 составляет 135 денье — неудивительно, что он казался намного сильнее; почти вдвое тяжелее!
Не существует постоянного базового уровня, используемого всеми производителями для четкой и точной маркировки своей резьбы.Что касается уровней, мы все должны знать, что поток UTC Ultra Thread 70 денье, Flymaster 6/0 Danville и UNI-Thread 8/0 имеют примерно одинаковый вес, но мы также должны знать, что эти три потока все еще очень разные из-за как материалы, использованные для их изготовления, так и конфигурация (круглая или плоская, если смотреть в поперечном сечении).
Большинство ниток для вязания «мух» изготовлено из нейлона или полиэстера. Полиэстер немного тяжелее нейлона и имеет больший денье для длины того же диаметра.Полиэстер тоже немного прочнее. Существуют также нити, изготовленные из других материалов, таких как гелевый полиэтилен (GSP), кевлар, шелк и моноволокно, но они предназначены для очень специфического использования — большинство нитей общего назначения — это нейлон или полиэстер.
Полиэстер немного тяжелее нейлона и имеет больший денье для длины того же диаметра.Полиэстер тоже немного прочнее. Существуют также нити, изготовленные из других материалов, таких как гелевый полиэтилен (GSP), кевлар, шелк и моноволокно, но они предназначены для очень специфического использования — большинство нитей общего назначения — это нейлон или полиэстер.
Danville и UTC Ultra Thread изготовлены из нейлона. Нейлон довольно растягивается (от 25 до 30 процентов), естественно лежит ровно, имеет шелковистую гладкую поверхность и глянцевый блеск. Нейлоновые нити позволяют дублированию скользить больше, чем полиэфирные нити, и, хотя они все еще идеально подходят для дублирования, вы должны ожидать худшего сцепления с гладкой нитью.
Обе эти нити плоские и наматываются на крючок, как лента. Они состоят из нескольких нитей, скрепленных вместе, и связующей нити, скрученной вокруг центральных нитей, чтобы скрепить нить. Нить UTC Ultra расположена на крючке более плоско, потому что она скрепляется связующей нитью, которая обвивается вокруг основного сердечника со скоростью всего один оборот на дюйм.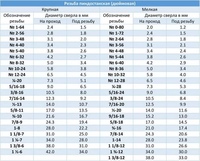 Эта открытая скрутка позволяет нити растягиваться и ровно ложиться на стержень челнока. У Danville’s связующая нить с большим числом оборотов, чем у UTC Ultra Thread, поэтому она не такая плоская.
Эта открытая скрутка позволяет нити растягиваться и ровно ложиться на стержень челнока. У Danville’s связующая нить с большим числом оборотов, чем у UTC Ultra Thread, поэтому она не такая плоская.
Эти плоские нити особенно полезны для мушек с нитями или мух, которым требуется гладкая нижняя часть, поскольку они создают шелковистые, бесшовные конусы и основы. Мне нравятся обе эти темы для Black Beauties, Copper Johns и Humpys. В случае Black Beauty и Copper John это связано с тем, что гладкая текстура и небольшой объем позволяют мне создавать гладкие тела и днища без выступов. И наоборот, мой друг Джей Циммерман предпочитает 8/0 UNI-Thread для Black Beauty, так как он считает, что ребристая нить удерживает ребро проволоки на месте более надежно.
В случае с Humpy, я считаю, что эти нити идеально подходят для создания как вертикально разделенных крыльев с приплюснутой нитью, чтобы они не расширялись, так и для наращивания выступа резьбы для создания ярко окрашенного и гладкого днища. Я скручиваю обе эти нити в шнур (вращая шпульку), когда впервые прикрепляю волосы к крючку, так как я обнаруживаю, что круглые нити захватывают, сжимают и сжимают твердые волосы лучше, чем плоскую нить.
Я скручиваю обе эти нити в шнур (вращая шпульку), когда впервые прикрепляю волосы к крючку, так как я обнаруживаю, что круглые нити захватывают, сжимают и сжимают твердые волосы лучше, чем плоскую нить.
Мне нравятся нити большего размера — нить UTC Ultra Thread 140 денье, нить UNI-Thread 6/0 и старая добрая 3/0 Danville’s Monocord (рассчитанная на 140, 135 и 116 денье соответственно) — для стримеров и морских мух.Я считаю, что немного более узкий характер 3/0 Danville особенно полезен для стримеров, таких как Baby Gonga и Dirty Hippy, но, опять же, цвета здесь несколько ограниченные и мутные.
UNI-Thread 6/0 похож на Danville 3/0, и я использую его во многих из тех же случаев. Это одна из моих любимых ниток для таких мух, как Crazy Charlies, так как круглая форма впивается в D-образное ребро верхней части тела, а также в жесткое крыло для более надежного крепления. Средние морские мухи, такие как мои Ragin ‘Craven и Flip Flop, используют нить UTC Ultra Thread плотностью 140 ден, так как есть место для дополнительного объема на более крупных рисунках, и эта более плоская нить создает гладкий чистый профиль вокруг утяжеленных глаз.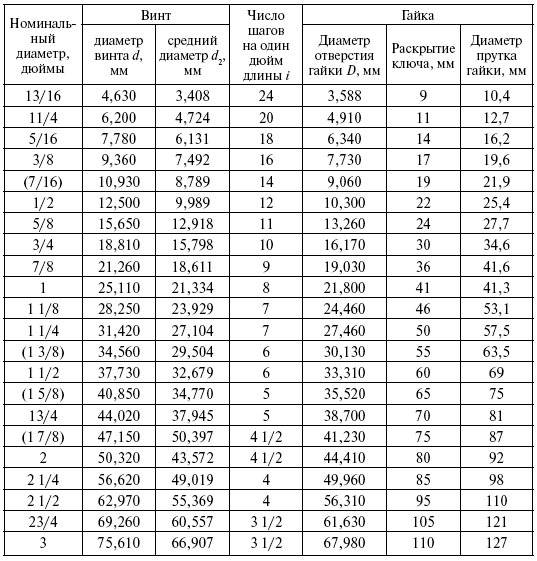
Я использую только потоки UTC самого большого размера, 210 и 280 денье, на мушках, которые требуют быстрого и плотного покрытия нитей, таких как Pigsticker, или для горячей головы на киловаттах Клиффа Уоттса. В этих случаях первостепенное значение имеет поток, который создается и покрывается быстро и плавно, но в остальном эти потоки, откровенно говоря, излишни.
Полиэфирная нить UNI-Thread меньше растягивается (15 процентов), имеет более грубую текстуру и более округлая или закрученная на крючке. Более грубая текстура особенно хорошо держит дубляж.Цвета обычно немного более приглушенные и нежные у полиэстера, чем у нейлона, с более матовой и менее блестящей поверхностью.
UNI-Thread можно слегка сплющить, осторожно разматывая ее или наматывая левую сторону. Да, вы правильно прочитали. Большинство ниток скручены так, что, поскольку правый ярус оборачивает их вокруг крючка, они вносят свой вклад в заводское скручивание нити. У левых ярусов есть непреднамеренное преимущество в том, что, оборачивая эти потоки, мы их раскручиваем.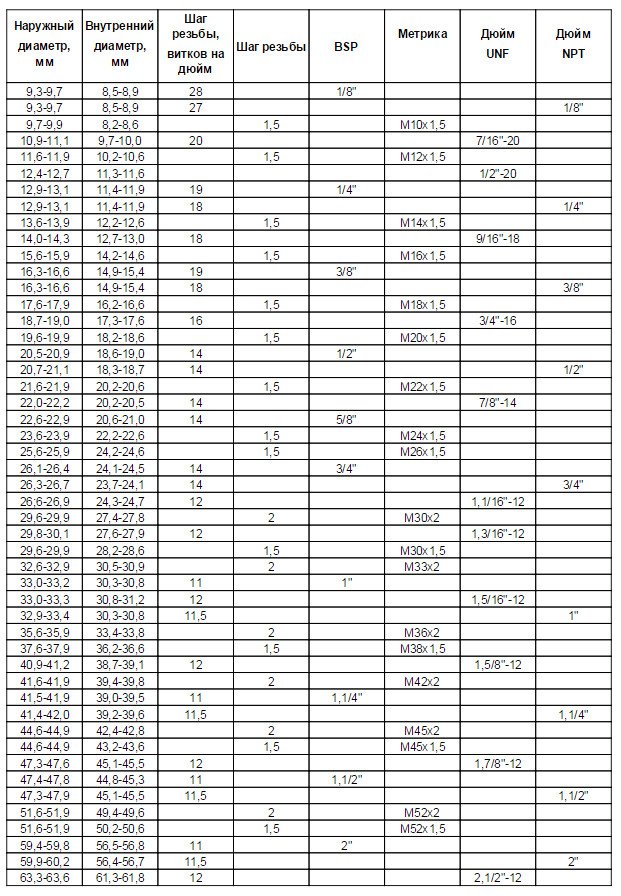 .. заставляя их лежать гораздо более плоско, чем когда их ранили наши друзья-правши.
.. заставляя их лежать гораздо более плоско, чем когда их ранили наши друзья-правши.
UNI-Thread — это склеенная нить, армированная несколькими связующими нитями, которые скручиваются вокруг основных нитей с гораздо большей скоростью, чтобы получить округлую форму. Из-за этой формы UNI-Thread имеет тенденцию наращивать объем вертикально на стержне челнока, а не горизонтально, как это делают нейлоновые нити. Круглое поперечное сечение в сочетании с меньшим растяжением и более текстурированной поверхностью этой полиэфирной нити позволяет немного больше «прикусить» и «схватиться» за нить при завязке.Круглая нить врезается в жесткие волосы оленя, лося и лося и расширяет их лучше, чем плоская нить.
Более грубая текстура полиэфирных ниток также лучше удерживает дублирование, чем гладкий нейлон. Из-за этого и моей врожденной левши мне нравится 8/0 UNI-Thread и я использую его на многих своих выкройках форели. Его способность сплющиваться или скручиваться в шнур, а также более твердый характер полиэстера по сравнению с нейлоном, делают его отличным выбором для небольших расклешенных мух, таких как Compara-dun или X-Caddis, или для чего-либо, сделанного преимущественно из дубляжа. Моя самая большая проблема с UNI-Thread — это не такие яркие цвета, как у нейлоновых нитей, но это просто вопрос моих предпочтений. . . рыбам, кажется, наплевать. Я должен упомянуть здесь, что прозрачная нить 14/0 Gordon Griffith (72 денье) также сделана из полиэстера, но по своей конструкции больше похожа на нитку Danville 6/0, представляя собой хороший компромисс между твердой круглой полиэфирной нитью и более плоским нейлоном.
Моя самая большая проблема с UNI-Thread — это не такие яркие цвета, как у нейлоновых нитей, но это просто вопрос моих предпочтений. . . рыбам, кажется, наплевать. Я должен упомянуть здесь, что прозрачная нить 14/0 Gordon Griffith (72 денье) также сделана из полиэстера, но по своей конструкции больше похожа на нитку Danville 6/0, представляя собой хороший компромисс между твердой круглой полиэфирной нитью и более плоским нейлоном.
Veevus — это новый бренд, который недавно вышел на сцену и стал довольно популярным.Это единственная восковая нить современной эпохи. Все нити среднего размера Veevus (8/0, 10/0, 12/0 и 14/0) построены обычным способом с небольшим скручиванием, но с возможностью красивого сглаживания путем разматывания, в то время как обе их Самый большой и самый маленький размеры (6/0 и 16/0) состоят всего из двух переплетенных нитей, повернутых против часовой стрелки. Эти нити также хорошо сглаживаются или скручиваются, а в случае нитки 16/0 создают незначительный объем при завязке. Оба этих размера прекрасно подходят для дублирования с разделением потоков, если вам это нравится.Как ни странно, небольшое онлайн-исследование показывает, что потоки Veevus 6/0, 8/0 и 10/0 имеют рейтинг 110 денье, а 12/0 и 14/0 — 70 денье с рейтингом 16/0. на штраф 50 денье. Я не могу понять, как им удалось сделать нити совершенно разных размеров из материала одного и того же денье, но у них это получилось. Резьба 12/0 и 14/0 явно разного размера. Они лежат плоскими или скрученными по прихоти яруса, у них удивительно хорошая прочность, а цвета более чем подходят для всех завязок, которые я делаю.
Оба этих размера прекрасно подходят для дублирования с разделением потоков, если вам это нравится.Как ни странно, небольшое онлайн-исследование показывает, что потоки Veevus 6/0, 8/0 и 10/0 имеют рейтинг 110 денье, а 12/0 и 14/0 — 70 денье с рейтингом 16/0. на штраф 50 денье. Я не могу понять, как им удалось сделать нити совершенно разных размеров из материала одного и того же денье, но у них это получилось. Резьба 12/0 и 14/0 явно разного размера. Они лежат плоскими или скрученными по прихоти яруса, у них удивительно хорошая прочность, а цвета более чем подходят для всех завязок, которые я делаю.
Speciality Threads
GSP (гелевое полиэтиленовое волокно) очень гладкие, прочные для своего размера, очень мало растягиваются (3 процента) и плоско ложатся на крючок.Их обычно используют для прядения оленьей шерсти или для синтетических материалов, для которых требуется ненормально прочная нить небольшого диаметра. Нить GSP хорошо держится за зубастую рыбу и создает прочные мушки. Однако гладкость может быть недостатком в других приложениях, в частности, в ретенции при дублировании, а краситель, используемый для их окраски, не так стабилен на нитках GSP, как на других материалах, поэтому я использую только белый цвет.
Кевлар был своего рода предшественником GSP. Он лежит довольно ровно, невероятно прочен и бывает только одного размера (200 денье).Чаще всего он используется в больших узорах из оленьей шерсти, таких как окуни. Краска также нестабильна в этом материале и может растекаться при нанесении цемента на головку, поэтому я использую только эту нить естественного бледно-желтого цвета. Нет ничего хуже, чем привязать идеального белого окуня и наблюдать, как нить выщелачивает краситель, когда вы добавляете последнюю каплю цемента для головы.
Нет ничего хуже, чем привязать идеального белого окуня и наблюдать, как нить выщелачивает краситель, когда вы добавляете последнюю каплю цемента для головы.
Эти две специальные резьбы в основном взаимозаменяемы. Нить GSP намного более гладкая, и ее трудно разрезать ножницами для вязания.Я слышал ужасные истории о том, что обе эти нити поедают катушечные трубки, но после почти 40 лет завязывания я никогда не видел этого. Нить GSP бывает более широкого диапазона размеров, от 30 денье до 200. Мононити
— это именно то, на что они похожи: тонкие, круглые, однониточные нейлоновые моноволокна — такие же, как материал для палантинов. Используйте мононити, если вы хотите, чтобы нить скрылась под слоем эпоксидной смолы или цемента на головке при связывании Surf Candies или EP Minnows. Однониточная конструкция приводит к чрезмерному скручиванию в процессе связывания, и необходимо управлять им, чтобы контролировать и раскручивать эту скрутку, пока вы их используете.Мононити тоже не особо прочные.
Шелк был первой нитью, использованной для завязывания мух, и до сих пор остается прекрасным материалом. Для создания этой нити используются две скрученные нити, а шелк можно легко раскрутить, чтобы сплющить или скрутить по своему усмотрению. Он отошел на второй план по многим причинам, в основном потому, что он не очень прочный и не сохраняет свой истинный цвет во влажном состоянии. Он по-прежнему полезен в исторических приложениях, и я использую его для шаблонов с мягким взломом, а также в некоторых случаях для ребристости, но в качестве общей связующей нити его превзошли.
После всех этих указаний все еще полезно купить несколько разных видов ниток и размеров и посмотреть, что лучше всего подходит вам и вашей вязке. Хотя более последовательная, понятная и последовательная система калибровки была бы прекрасным достижением, этого вряд ли произойдет.
Если вы теперь настоящий фанат резьбовых соединений и хотите еще глубже понять размеры резьбы, материалы и прочность на разрыв, ознакомьтесь с фантастической таблицей резьбы Мартина Йоргенсена на веб-сайте Global Flyfisher (globalflyfisher. com / tie-better / fly-ting-thread-table). Я использую эту таблицу для справки о размерах и диаметрах денье для всех марок нитей и считаю ее бесценной.
com / tie-better / fly-ting-thread-table). Я использую эту таблицу для справки о размерах и диаметрах денье для всех марок нитей и считаю ее бесценной.
Чарли Крэйвен является совладельцем Charlie’s Fly Box в Арваде, штат Колорадо, и является представителем двух DVD-дисков «Рыболовы нахлыстом»: Warmwater Fly Tying и Saltwater Fly Tying. Его последняя книга — «Связывание нимф: основные мухи и методы создания топовых узоров», доступная в Stackpole Books / Headwater Books (2016).
Таблица нитейBSW / Витворта
BSW / Таблица нитей Уитворта | Британские метрикиBSW
55 градусов резьбы
 0620
0620 1160
1160 1860
1860 3460
3460 88
88 65
65 8400
8400 93
93 4940
4940