Метчики для глухих отверстий короткие + спир. сверла для отверстий под резьбу M3-12
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 500 МПа
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 750 Мпа
Предназначено для обработки натурального и искусственного камня
Предназначено для обработки закаленных сталей твердостью до 55 HRC
Предназначено для обработки титана и титановых сплавов
Рекомендуется использование СОЖ
Предназначено для обработки коррозионно-стойких сталей
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 900 МПа
Предназначено для обработки древесины
Предназначено для обработки алюминиевых и магниевых сплавов
Универсальное применение
Предназначено для обработки твердых сплавов
Предназначено для обработки закаленных сталей твердостью до 67 HRC
Рекомендуется обработка без СОЖ
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 1400 Мпа
Предназначено для обработки полимеров
Предназначено для обработки серых чугунов и высокопрочных чугунов
Предназначено для обработки поверхностей покрытых лаками и красками
Предназначено для обработки латуни и бронзы
Предназначено для обработки меди
Рекомендуется охлаждение сжатым воздухом
Предназначено для обработки латуни
Предназначено для обработки латуни и медно-никелевых сплавов
Предназначено для обработки сотовых материалов Honeycomb
Предназначено для обработки металломатричных композитных материалов (MMC)
Предназначено для обработки обработки полиметилметакрилата
Предназначено для обработки закаленных сталей с твердостью до 65 HRC
Предназначено для обработки жаропрочных никелевых сплавов
Предназначено для обработки инструментальных сталей Toolox твердостью 33 HRC
Предназначено для обработки полиэфирэфиркетона с 30%-ым содержанием стекловолокна
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 500 МПа
Предназначено для обработки оловянной бронзы
Предназначено для обработки низколегированных медных сплавов
Предназначено для обработки сталей Hardox 500 с пределом прочности до 1600 Мпа
Предназначено для обработки чугуна с пределом прочности более 800 Мпа
Предназначено для обработки бериллиевой бронзы
Предназначено для обработки углепластика
Допускается обработка цветных металлов, термопластов, длинная сливная стружка
Предназначено для обработки стекло- и углепластика
Допускается обработка полиамида
Предназначено для обработки инструментальных сталей Toolox твердостью 44 HRC
Предназначено для обработки медно-свинцово-цинковых сплавов
Предназначено для обработки медно-никель-цинковых сплавов
Предназначено для обработки литейных алюминиевых сплавов
Предназначено для обработки коррозионно-стойких сталей с пределом прочности более 900 МПа
Предназначено для обработки поливинилиденфторида с 20%-ым содержанием стекловолокна
Предназначено для обработки полиэфирэфиркетона с 30%-ым содержанием углеволокна
Рекомендуется обработка с применением СОЖ мелкодисперсного разбрызгивания
Предназначено для обработки низколегированных медно-кремниевых сплавов
Предназначено для обработки стеклопластика
Предназначено для обработки вольфрамово-медных сплавов
Предназначено для обработки полиэтилена высокой плотности
Предназначено для обработки литейной бронзы
Предназначено для обработки закаленных сталей с твердостью до 50 HRC
Предназначено для обработки полиамида с 30%-ым содержанием стекловолокна
Предназначено для обработки графита, стекло- и углепластика
Предназначено для обработки титановых сплавов с пределом прочности более 850 МПа
Предназначено для обработки графита
Предназначено для обработки оловянной бронзы
Предназначено для обработки алюминиевых сплавов дающих короткую стружку
Предназначено для обработки коррозионно-стойких сталей с пределом прочности до 900 МАа
Предназначено для обработки бронз повышенной прочности
Предназначено для обработки свинцовых бронз
Предназначено для обработки высокопрочных чугунов
Предназначено для обработки углеродистых и легированных сталей с пределом прочности до 1100 МПа
Предназначено для обработки полиэфирэфиркетона
Предназначено для обработки композитных материалов
Предназначено для обработки арамида
Предназначено для обработки алюминиево-медных сплавов
Предназначено для обработки полиметиленоксида с 25%-ым содержанием стекловолокна
Предназначено для обработки фенолформальдегидной смолы
Предназначено для обработки закаленных сталей твердостью до 70 HRC
Предназначено для обработки алюминиево-никелевых бронз
Предназначено для обработки серых чугунов
Предназначено для обработки меди и медных сплавов
Рекомендуется использование масел или эмульсии
Предназначено для обработки алюминиевых сплавов, дающих длинную (сливную) стружку
Рекомендуется использовать в условиях непрерывного резания
Рекомендуется использовать в условиях на удар
Рекомендуется использовать в нестабильных условиях резания
cccp3d.
 ru | Нарезка резьбы после сверла
ru | Нарезка резьбы после сверлафрезеровать нереально длину 35, тем более на токарном.
140 шт вручную я уже давно не универсал, тем более только налаживаю этот станочек. По старой памяти помню,, что 1й, 2й метчик отличаются не только полосками от машинных метчиков, но ещё говённым материалом. По нержавейки даже не стоит применять.
Смазку дали хлорпарафин. Я настаивал на смеси олеинки с серой, ну может эта лучше. Вот только надо детали делать без резьбы, чтобы эмульсия не подмешивалась. Сделать отдельную операцию резьбонарезания.
потом сделать внешний диаметр (база — диам.
4,3)

Чувствуется универсал. Прогонит в центрах 140 штук за час.
Нет универсальных станков и универсалов. Нет центров. Вся загвоздка — где взять нормальное сверло. А знаете ли, что охлаждение ухудшается с глубиной сверления. Там вообще паровой пузырь образуется. Сверлить длинные отверстия лучше с 2х сторон.
Таким образом, убираются несоосности, ломающие метчик.
Та нет, до соосности дело не добралось. Сломалось раньше.
Теперь что на сегодня: удлинили метчик с резьбового комплекта, вроде Гюринг. Пока всё равно.
Шлифанули 3.9 хвостовик на длину 50. Сделал треугольник на конце, зажал в сверлильном патроне. Патрон имеет небольшой подпружиненный ход вперёд за счёт адаптера и болтов, его крепящих.
Поставил условие, по 5 мм, 1й раз 12. Пошло, но по 5 много, стружка гонится назад по канавкам, а канавок то нет до конца, потому что короткое. Ну фиг с ним, остановил поблочно, дай думаю уменьшу, поставил 1мм заход, чтоб стружка была короткой. Перезапустил — эта свинья по 2му разу не попадает в нитку. Что с фанука возьмёшь, деталь выкину, начну новую, циклы надо самому писать. Запустил 3й раз, поставил первый заход максимально 20, сколько спиральные канавки позволяют. 20 не прошло, начало потрескивать, поскрипывать и с успехом обломилось по тонкому месту после режущей части.
Из почерпнутого опыта такие выводы: гнать стружку впереди метчика, В шпиндель вставить стружкосборник. Метчик обточить грамотно, может даже сточить нитки через одну. Сверло попробовать 4.4.
Непонятки с раскатными метчиками — может выход. Ещё смазка.
Пластическое сверление и формирование резьбы в тонкостенных металлических конструкциях
Пластическое сверление и формирование резьбы в тонкостенных металлических конструкциях
Из истории
Ещё в 1923 году Жан Клод де Вальере в небольшом сарае во Франции смастерил необычный инструмент, с помощью которого отверстия в тонких стальных листах стало возможным выполнять посредством теплоты трения, а не сверления как ранее. Многочисленные опыты были в большинстве своём успешны, однако наладить его промышленное использование было невозможно по ряду причин из-за отсутствия:
Многочисленные опыты были в большинстве своём успешны, однако наладить его промышленное использование было невозможно по ряду причин из-за отсутствия:
– твёрдого металла, необходимого для инструмента,
– знаний о правильной геометрии инструмента,
– алмазных шлифовальных кругов для обработки твёрдых материалов,
– станков для шлифования сложных профилей.
Поэтому прошло ещё 60 лет, прежде чем все эти проблемы были решены, и стало возможным и выгодным использование выдавливающих свёрл. Таким образом, в промышленности появились новые нережущие выдавливающие свёрла.
Выдавливающие свёрла – это полигонально отшлифованные твёрдосплавные инструменты. При достаточно высоком числе оборотов и осевом усилии свёрл на тонкостенные металлические изделия, металл пластифицируется под действием теплоты трения, и сверло свободно проходит через заготовку. Одновременно с образованием отверстия из сместившегося вниз разогретого материала формуется втулка. Длина втулки в несколько раз превышает прежнюю толщину материала. Толщина металла может быть от 1 мм до 10 мм в зависимости от диаметра отверстия.
Толщина металла может быть от 1 мм до 10 мм в зависимости от диаметра отверстия.
Имеются разнообразные инструменты для выполнения в тонкостенных партиях упрочнённой резьбы, для изготовления опорных участков большой поверхности.
Данный метод сверления успешно применяется уже несколько десятилетий в разных промышленных производствах. Для достижения оптимальных результатов пользователь должен хорошо изучить данную технологию, варианты просверливания выдавливанием и учитывать предъявляемые к станку требования.
Процесс сверления выдавливанием
В настоящем описании процесса сверления выдавливанием мы исходим из применения стандартного выдавливающего бура.
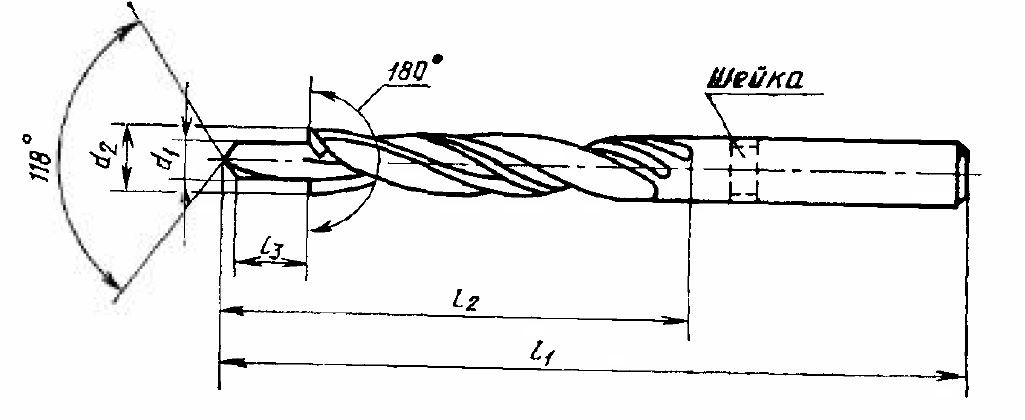
Часть сверла, подвергающаяся трению, имеет коническую форму (рис. 1). Конус рабочей части переходит в цилиндр. Коническая и цилиндрическая части образуют вместе рабочую сердцевину. Над ними расположена кромка для формирования плотного края отверстия и цилиндрический хвостовик для крепления сверла в цанге. И коническая, и цилиндрическая части в сечении имеют форму многоугольника, что имеет определяющее значение в процессе сверления выдавливанием. В качестве исходного материала при производстве выдавливающих свёрл используется специально разработанный для этого процесса, устойчивый к истиранию и смене теплового режима твёрдый металлический сплав.
И коническая, и цилиндрическая части в сечении имеют форму многоугольника, что имеет определяющее значение в процессе сверления выдавливанием. В качестве исходного материала при производстве выдавливающих свёрл используется специально разработанный для этого процесса, устойчивый к истиранию и смене теплового режима твёрдый металлический сплав.
• Фаза старта
Для начала процесса требуется достаточно высокое осевое усилие и высокое число оборотов, чтобы произвести между выдавливающим сверлом и заготовкой необходимую теплоту трения. При этом температура сверла повышается до 650–750 °С, а заготовки – примерно до 600 °С.
Число оборотов должно быть по возможности меньшим, чтобы сократить простои из-за нагрева сверла. Выбор числа оборотов в первую очередь зависит от диаметра отверстия под резьбу, он также определяется толщиной и сортом материала. Высоколегированные и нержавеющие стали требуют более низкого числа оборотов и, следовательно, при этом будет меньше простоев инструмента. Для мягких цветных материалов число оборотов должно быть выше. В целом следует отметить: чем мягче материал, тем больше нужно выбирать число оборотов.
Для мягких цветных материалов число оборотов должно быть выше. В целом следует отметить: чем мягче материал, тем больше нужно выбирать число оборотов.
Сила подачи повышается до тех пор, пока остриё сверла не пройдёт сквозь материал.
• Процесс сверления
Вытесненный материал сначала течёт против направления подачи, а затем, когда остриё выдавливающего сверла проходит сквозь материал, стекает вниз в направлении подачи сверла. Сила подачи медленно убывает, в то время как скорость подачи возрастает.
• Фаза формообразования
Рабочая сердцевина сверла выталкивает материал. Сила подачи понижается до нуля. Кромка выдавливающего сверла формирует из вытесняемого против направления подачи материала край в форме уплотнительного кольца.
Окончательная ширина и геометрическая форма изготовленной таким образом втулки зависит от выбранного диаметра отверстия для резьбы и соотношения конической и цилиндрической частей сверла.
На рис. 2 показан процесс сверления выдавливанием.
Типы свёрл FLOWDRILL
• FLOWDRILL тип «длинный»
К полигональному фрикционному конусу выдавливающего сверла примыкает тоже полигональная длинная цилиндрическая часть (рис. 3а).
Формованные выдавливанием втулки имеют цилиндрическую форму.
В завершении рабочего процесса материал, вытесняемый в направлении обратном направлению подачи посредством ровного края, формуется в своеобразную уплотнительную кромку.
• FLOWDRILL тип «короткий»
Этот тип был разработан специально для соединительных форм резьбы FLOWTAP в тонких материалах и имеет явно меньшую полигональную цилиндрическую часть (рис. 3в), чем у типа «длинный». Выполненные таким образом втулки преимущественно конической формы, отверстие уменьшается в диаметре, и толщина стенок втулки убывает. Эта форма влияет на равномерность деформации для резьбы FLOWTAP, и в результате инструмент производит полностью отформованную резьбу с высокой прочностью. При большей толщине материала необходимо применять для резьбы тип «длинный».
• FLOWDRILL тип «плоский»
Этот тип можно комбинировать с обоими выше описанными типами – «короткий» и «длинный» (рис. 3б и 3г). По краю сверла – шлифованная режущая кромка, которая удаляет вытесняемый против направления подачи материал. В результате сверления получают ровную заготовку. Шлифовку этой кромки для припасовки изготовитель может производить только один раз за весь срок эксплуатации.
• FLOWDRILL особые формы
В некоторых случаях обрабатываемая заготовка слишком плоская или поперечное сечение трубы недостаточно для выдавливающих свёрл стандартной длины. Тогда применяют особо короткие выдавливающие свёрла с большим углом при вершине.
• FLOWDRILL тип «REM»
В этом типе в конической части сверла шлифуются оба края режущей кромки, которые начинаются в острие сверла (рис. 4). Эти конструкции могут применяться в ручных дрелях, т. к. из-за шлифовки режущей кромки сила подачи уменьшается примерно на 1/3. Этот тип применяется на обрабатываемых или покрываемых гальванически поверхностях. Благодаря устранению поверхностного слоя можно избежать смазочного воздействия легкоплавких веществ.
Благодаря устранению поверхностного слоя можно избежать смазочного воздействия легкоплавких веществ.
Конструкция «REM» может комбинироваться со всеми выше названными типами. Однако применение сверла такого типа на низколегированных сталях и цветных металлах, а также на материалах с максимальной толщиной стенки 2 мм следует ограничивать.
Примеры применения FLOWDRILL
Приведём несколько примеров:
– паяные соединения большой поверхности с точной цилиндрической частью (основание теплообменника),
– скользящие опоры с высокой несущей способностью (откидной механизм соляриев),
– гнёзда шарикоподшипников и игольчатых роликоподшипников в тонкостенных трубах (муфта с крестовиной в рулевых стойках безопасности),
– выполнение резьбы.
Наиболее частое применение – изготовление резьбы. Поэтому далее будет подробнее рассказано об этом.
Формирование резьбы FLOWTAP
Наиболее часто сверление выдавливанием используется для изготовления отверстий под резьбу в тонкостенных трубах и листах. Резьбу можно, естественно, нарезать и с помощью метчиков, но в сочетании со сверлением выдавливанием рекомендуем холодную обработку давлением с помощью формовщика резьбы FLOWTAP (рис. 5).
Резьбу можно, естественно, нарезать и с помощью метчиков, но в сочетании со сверлением выдавливанием рекомендуем холодную обработку давлением с помощью формовщика резьбы FLOWTAP (рис. 5).
Диаметр отверстия под резьбу при сверлении выдавливанием определяет глубину сторон профиля резьбы и тем самым прочность резьбы.
Преимущества формовщика резьбы относительно резьбонарезания:
– отсутствуют отходы,
– материал сохраняется полностью для снятия нагрузки,
– значительно возрастает прочность резьбы за счёт компрессии материала во время холодной обработки давлением при одновременно непрерывном характере расположения волокон на сторонах профиля резьбы,
– значительно возрастает рабочее число оборотов и, как следствие, производительность,
– нет срезов, благодаря точной направляющей резьбы,
– крайне долгий срок стойкости режущего инструмента и беспроблемная автоматизация,
– применим на любых обычных устройствах нарезания резьбы.
Смазка
Для процесса сверления выдавливанием были разработаны специальные смазочные вещества, которые через определённые интервалы между сверлениями следует наносить тонким слоем. Особенно рекомендуем регулярно смазывать переход от фрикционного конуса к цилиндрической части сверла и края.
Особенно рекомендуем регулярно смазывать переход от фрикционного конуса к цилиндрической части сверла и края.
Благодаря смазке FLOWDRILL:
– снижается рабочая температура сверла и, следовательно, возрастает срок стойкости,
– материал не остаётся на сверле,
– уменьшается износ,
– выше качество поверхности отформованной втулки,
– чисто выполненный край.
Из-за высоких значений усилия деформации при холодной прокатке возрастает сила трения. Следовательно, при каждом процессе формовки необходимо применять высококачественную смазку FLOWTAP. Вращающий момент при этом становится значительно ниже, что благотворно влияет на срок службы формовщика резьбы. Качество поверхности отформованной резьбы сильно улучшается.
Сверление выдавливанием на станках с ЧПУ
В начале процесса осевое усилие очень высоко, чтобы произвести между инструментом и заготовкой необходимое количество теплоты трения. Скорость подачи практически равна 0. Когда материал начинает становиться пластичным, то скорость подачи можно увеличить, пока остриё выдавливающего сверла не пройдёт материал. Необходимая скорость подачи может регулироваться вручную.
Необходимая скорость подачи может регулироваться вручную.
Чтобы выше описанный процесс симулировать на станке с ЧПУ, нужно начать его с очень малой скоростью подачи, которая будет постепенно повышаться до конца процесса. Параметры диаметра отверстия под резьбу, числа оборотов, сорта и толщины материала варьируются.
Обрабатываемые материалы
В общем, все материалы, обрабатываемые резанием, можно сверлить выдавливанием. Все тонкостенные поддающиеся сварке, легированные и нелегированные стали, алюминиевые сплавы, медь, бронза, магнитные материалы и особые сплавы можно обрабатывать по описанной технологии. Все материалы, которые можно сверлить выдавливанием, можно обрабатывать формовщиком резьбы FLOWTAP. Способность к обработке зависит от эластичности материала.
Хорошо подходят для этого:
– легированные и нелегированные стали (также нержавеющие и устойчивые к кислотам) с пределом прочности при растяжении примерно до 700 N/мм,
– цветные металлы (за исключением хрупких металлов как CuZn40Pb2),
– лёгкие металлы с содержанием кремния меньше 5 %.
————————————————————
Информация предоставлена представительством фирмы VKT Trading GmbH
Сверлении отверстий под резьбу. Прежде чем вы сможете нарезать внутреннюю резьбу, вам нужно будут просверлить отверстие под данную резьбу. Отверстие под резьбу
Дата публикации: 23.05.2020
Сверлении отверстий под резьбу.
Прежде чем вы сможете нарезать внутреннюю резьбу, вам нужно будут просверлить отверстие под данную резьбу. Отверстие под резьбу — это отверстие, в котором будет нарезаться внутренняя резьба. Отверстие под резьбу просверливается с помощью спирального сверла.
1. Для сверления отверстия под резьбу можно использовать сверлильный станок, аккумуляторный шуруповерт или электрическую дрель. При использовании шуруповерта или электрической дрели, место, в котором должно быть просверлено отверстие не должно быть гладким. Можно для этих целей использовать керн. Таким образом, вы избежите ненужного скольжения спирального сверла по поверхности.
Таким образом, вы избежите ненужного скольжения спирального сверла по поверхности.
Чтобы подготовиться к сверлению отверстия под резьбу, обратите внимание на следующее:
Отверстия под резьбу имеют определенный размер, адаптированный к размеру резьбы. Это означает, что размер спирального сверла определяется диаметром резьбы. Значения вы можете легко найти в специальных таблицах.
Ознакомьтесь с нашей таблицей размеров сердечника (для правильных размеров сердечника для сверла сердечника, таблиц сверления и таблиц резьбы).
Еще один способ определить подходящий размер отверстия -ориентироваться на следующую формулу:
Диаметр резьбы- шаг резьбы в мм = Диаметр отверстия под резьбу.
Пример: если метчик М8 шаг составляет 1,25 мм. Вам понадобится сверло диаметром 6,8 мм:
8 мм-1,25 мм = 6,75 ≈ 6,8 мм
При этом не следует забывать перед сверлением — какое у нас должно быть отверстие, нужно ли сквозное отверстие или глухое отверстие. При сквозном отверстии спиральное сверло полностью проходит через материал на сквозь. С другой стороны, при глухом отверстии спиральное сверло не проходит через заготовку. Отверстие должно быть предварительно просверлено глубже для глухих отверстий чем длина желаемой резьбы. Мы рекомендуем вам просверлить глубже на диаметр резьбы.
При сквозном отверстии спиральное сверло полностью проходит через материал на сквозь. С другой стороны, при глухом отверстии спиральное сверло не проходит через заготовку. Отверстие должно быть предварительно просверлено глубже для глухих отверстий чем длина желаемой резьбы. Мы рекомендуем вам просверлить глубже на диаметр резьбы.
Типы сверел:
1. Шлифованные сверла.
Для шлифованных спиральных сверл спираль шлифуется из уже полностью закаленного материала. Это занимает больше времени, но такой производственный процесс приводит к лучшему результату с точки зрения точности вращения и стабильности внешнего диаметра. Вот почему этот тип сверла дороже. Кроме того, шлифованные сверла обычно имеют гладкую поверхность и обозначаются знаками HSSG.
Применение: материалы — сталь и литье стали до 900 Н/мм2, серый чугун, ковкий чугун, сплавы цветных металлов, мельхиор и графит.
2. Катанные сверла.
В катанных сверлах заготовка нагревается и деформируется в спираль. Процесс быстрый и, следовательно, недорогой, и структура материала сохраняется. Катанные сверла могут быть черными и имеют черную поверхность. Часто используется сокращенное обозначение HSSR.
Процесс быстрый и, следовательно, недорогой, и структура материала сохраняется. Катанные сверла могут быть черными и имеют черную поверхность. Часто используется сокращенное обозначение HSSR.
Применение: материал — сталь и литье стали до 800 Н/мм2, серый чугун, ковкий чугун, ковкий чугун, сплавы цветных металлов, мельхиор и графит.
3. Шлифованные сверла HSSE
Поскольку нержавеющие стали сложнее, чем обычные стали, здесь используются спиральные сверла из кобальтового сплава. Спиральные сверла из кобальтового сплава обычно содержат в материале 5% (Обозначение HSSE или HSS Co 5) или 8 % (обозначение HSSE-Co 8) кобальта. Сплав придает материалу более высокий срок службы, износостойкость и термостойкость.
Применение: легированные и нелегированные стали, чугун с более 800 н/мм2, высоколегированные и улучшенные стали, нержавеющие стали.
Совет GSR:
Кстати, по носику спирали в направлении хвостовика можно определить, было ли сверло отшлифовано или прокатано. Для катанного сверла выход довольно круглый из-за прокатки, в то время как для шлифованного сверла выход довольно острый из-за шлифовального круга.
Для катанного сверла выход довольно круглый из-за прокатки, в то время как для шлифованного сверла выход довольно острый из-за шлифовального круга.
Размеры сверл для нарезания резьбы
Размеры сверл для нарезания резьбы для BSW BSF UNC UNF NS Метрические BSP BSPT NPT BSB BA Цикл 26 резьб ME 32 резьбы 40 tpi от компании Tap and Die Company, Лондон, Великобритания
| БРИТАНСКИЙ СТАНДАРТ WHITWORTH ФОРМА РЕЗЬБЫ (55 o градусов угол) | ||||||||||||||
| Диаметр | BSW | BSF | БСБ | BSP и BSPT | BS Трубопровод | Модельер | Whitform | |||||||
| tpi | Сверло мм | tpi | Сверло мм | tpi | Сверло мм | tpi | Сверло мм | tpi | Сверло мм | tpi | Сверло мм | tpi | Сверло мм | |
| 1/16 « | 60 | 1. 2 2 | ||||||||||||
| 3/32 | 48 | 1,9 | ||||||||||||
| 1/8 дюйма | 40 | 2.55 | 28 | 8,8 | 40 | 2,55 | ||||||||
| 5/32 | 32 | 3,2 | 32, 40 | 3.2, 3,3 | ||||||||||
| 3/16 | 24 | 3,7 | 32 | 4,0 | 32, 40 | 4,0, 4,0 | ||||||||
| 7/32 | 24 | 4. 5 5 | 28 | 4,6 | 32, 40 | 4,8, 4,8 | ||||||||
| 1/4 « | 20 | 5,1 | 26 | 5,3 | 26 | 5,3 | 19 | 11.8 | 32, 40 | 5,5, 5,5 | 24, 28 | 5,3, 5,4 | ||
| 9/32 | 20 | 5,8 | 26 | 6,0 | 26 | 6,1 | 32, 40 | 6,1, 6,5 | ||||||
| 5/16 | 18 | 6.5 | 22 | 6,8 | 26 | 5,8 | 32, 40 | 6,75, 7,3 | 24 | 5,75 | ||||
| 3/8 дюйма | 16 | 7,9 | 20 | 8,3 | 26 | 8,4 | 19 | 15. 25 25 | 32, 40 | 8,6, 8,9 | 24 | 8,4 | ||
| 7/16 | 14 | 9,3 | 18 | 9,7 | 26 | 10,0 | 32, 40 | 10,3, 10,5 | 20, 24 | 9.8,10 | ||||
| 1/2 « | 12 | 10,5 | 16 | 11,1 | 26 | 11,5 | 14 | 19,0 | 18 | 11,5 | 32, 40 | 11,9, 12,0 | 20, 24 | 11,5, 11,9 |
| 9/16 | 12 | 12.1 | 16 | 12,7 | 26 | 13,1 | 20 | 13,1 | ||||||
| 5/8 « | 11 | 13,5 | 14 | 14,0 | 26 | 14,7 | 14 | 21. 0 0 | 18 | 14,2 | 20 | 14,5 | ||
| 11/16 | 11 | 15,1 | 14 | 15,5 | 26 | 16,5 | 20 | 16.2 | ||||||
| 3/4 « | 10 | 16,25 | 12 | 16,75 | 26 | 17,8 | 14 | 24,5 | 16 | 17,5 | 14, 20 | 17,1, 17,8 | ||
| 7/8 | 9 | 19,25 | 11 | 19.75 | 26 | 21,0 | 14 | 28,25 | 16 | 20,8 | 16, 20 | 20,6, 21 | ||
| 15/16 | 9 | 20,6 | 11 | 21,5 | ||||||||||
| 1 « | 8 | 22. 0 0 | 10 | 22,75 | 26 | 24,2 | 11 | 30,75 | 18 | 23,8 | 12, 20 | 23, 24 | ||
| 1,1 / 8 | 7 | 24,75 | 9 | 25,5 | 26 | 27,5 | ||||||||
| 1.1/4 | 7 | 28,0 | 9 | 28,5 | 26 | 30,5 | 11 | 39,5 | 18 | 30,1 | ||||
| 1,3 / 8 | 6 | 30,1 | 8 | 31,5 | 26 | 33.7 | 14 | 38,1 | ||||||
| 1,1 / 2 | 6 | 33,5 | 8 | 34,5 | 26 | 36,9 | 11 | 45,0 | ||||||
1. 3/4 3/4 | 5 | 39,0 | 7 | 41,0 | 26 | 43,5 | 11 | 51,0 | ||||||
| 2 « | 4,1 / 2 | 44,5 | 7 | 47,0 | 26 | 49.6 | 11 | 57,0 | 14 | 48,8 | ||||
| АМЕРИКАНСКИЙ (угол 60 o ) | АМЕРИКАНСКИЙ (угол 60 o ) | BSC (угол 60 o ) | BA (47.1/2 o угол) | ||||||||||||||||||
| Диаметр | NC | НФ | NPT | Диаметр | NC | НФ | Диаметр | Цикл BS | Диаметр | Британская ассоциация | |||||||||||
| tpi | Сверло мм | tpi | Сверло мм | tpi | Сверло мм | tpi | Сверло мм | tpi | Сверло мм | tpi | Сверло мм | диаметр | tpi | Сверло мм | |||||||
| 1/8 « | 27 | 8. 7 7 | 0 | 80 | 1,25 | 1/4 дюйма | 26 | 5,6 | 0 | .2362 « | 25,4 | 5,1 | |||||||||
| 1/4 « | 20 | 5,1 | 28 | 5.5 | 18 | 11,1 | 1 | 64 | 1,55 | 72 | 1,55 | 9/32 | 26 | 6,35 | 1 | . 2087 | 28,2 | 4,5 | |||
| 5/16 | 18 | 6.6 | 24 | 6,9 | 2 | 56 | 1,85 | 64 | 1,9 | 5/16 | 26 | 7,2 | 2 | . 1614 1614 | 34,8 | 4,0 | |||||
| 1/2 « | 13 | 10.8 | 20 | 11,5 | 14 | 18,0 | 3 | 48 | 2,1 | 56 | 2,15 | 3/8 дюйма | 26 | 8,7 | 3 | .1614 | 34,8 | 3,4 | |||
| 9/16 | 12 | 12.2 | 18 | 12,9 | 4 | 40 | 2,35 | 48 | 2,4 | 7/16 | 26 | 10,3 | 4 | .1417 | 38,5 | 3,0 | |||||
| 5/8 | 11 | 13. 5 5 | 18 | 14,5 | 5 | 40 | 2,65 | 44 | 2,7 | 1/2 « | 26 | 11,9 | 5 | .1260 | 43,0 | 2,65 | |||||
| 3/4 | 10 | 16.5 | 16 | 17,5 | 14 | 23,25 | 6 | 32 | 2,85 | 40 | 2,95 | 9/16 | 20 | 13,1 | 6 | .1102 | 47,9 | 2,3 | |||
| 7/8 | 9 | 19.5 | 14 | 20,4 | 8 | 32 | 3,5 | 36 | 3,5 | 9/16 | 26 | 13,5 | 7 | .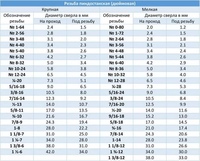 0984 0984 | 52,9 | 2,05 | |||||
| 1 « | 8 | 22.25 | 12 | 26,5 | 10 | 24 | 3,9 | 32 | 4,1 | 5/8 | 20 | 14,5 | 8 | .0866 | 59,1 | 1,8 | |||||
| 1.1/8 | 7 | 25,0 | 12 | 26,5 | 12 | 24 | 4,5 | 28 | 4,7 | 5/8 « | 26 | 15,0 | 9 | .0748 | 65.1 | 1,55 | |||||
| 1,1 / 4 | 7 | 28,0 | 12 | 29,5 | 11,5 | 38,0 | 3/4 | 20 | 17,8 | 10 | . 0669 0669 | 72,6 | 1,4 | ||||||||
| 1,3 / 8 | 6 | 30,75 | 12 | 32,75 | 3/4 дюйма | 26 | 18,2 | 11 | .0591 | 81,9 | 1,2 | ||||||||||
| 1,1 / 2 | 6 | 34,0 | 12 | 36,0 | 11,5 | 44,0 | 12 | .0512 | 90,9 | 1,05 | |||||||||||
| 1,3 / 4 | 5 | 39,5 | 13 | . 0472 0472 | 102 | 0,98 | |||||||||||||||
| 2 « | 11,5 | 56,0 | 14 | .0394 | 109,9 | 0,80 | |||||||||||||||
| 15 | .0354 | 120.5 | 0,70 | ||||||||||||||||||
| 16 | . 0311 | 133.3 | 0.60 | ||||||||||||||||||
| МЕТРИЧЕСКИЕ РАЗМЕРЫ РЕЗЬБЫ (60 o угол) | ||||||||||||||||
| мм | Сверло мм | мм | Сверло мм | мм | Сверло мм | мм | Буровая установка | ммм | Сверло мм | мм | Сверло мм | |||||
| 0.8 х .19 | 0,6 | 4 х 0,7 | 3,3 | 9 х 1 | 8,0 | 14 х 1,5 | 12,5 | 24 х 1 | 23,0 | 36 х 3 | 33,0 | |||||
| 0,9 x 0,21 | 0,7 | 4 шт.75 | 3,25 | 9 х 1,25 | 7,75 | 14 x 2 | 12,0 | 24 х 2 | 22,0 | 36 х 4 | 32,0 | |||||
| 1 x 0,25 | 0,75 | 4,5 x 0,5 | 4,0 | 10 шт. 75 75 | 9,25 | 15 х 1 | 14,0 | 24 x 3 | 21,0 | 39 х 1,5 | 37,5 | |||||
| 1,2 x 0,25 | 0,95 | 4,5 x 0,75 | 3,75 | 10 х 1 | 9,0 | 15 х 2 | 13.0 | 25 х 1,5 | 23,5 | 39 х 4 | 35,0 | |||||
| 1,4 x 0,3 | 1,1 | 5 х 0,5 | 4,5 | 10 х 1,25 | 8,75 | 16 х 1 | 15,0 | 27 х 1,5 | 25.5 | 40 х 1,5 | 38,5 | |||||
| 1,6 x 0,35 | 1,25 | 5 x 0,75 | 4,25 | 10 х 1,5 | 8,5 | 16 х 2 | 14,0 | 27 х 2 | 25,0 | 42 х 4. 5 5 | 37,5 | |||||
| 1,8 x 0,35 | 1,45 | 5 х 0,8 | 4,2 | 11 х 75 | 10,25 | 18 х 1 | 17,0 | 27 x 3 | 24,0 | 45 x 4,5 | 40.5 | |||||
| 2 x 0,4 | 1,6 | 5 х 0,9 | 4,1 | 11 х 1 | 10,0 | 18 х 1,5 | 16,5 | 30 х 1 | 29,0 | 48 х 5 | 43,0 | |||||
| 2 x 0,45 | 1.55 | 5 х 1 | 4,0 | 11 х 1,25 | 9,75 | 18 х 2 | 16,0 | 30 х 1,5 | 28,5 | |||||||
| 2,2 x 0,45 | 1,75 | 5,5 x 0,9 | 4,6 | 11 х 1. 5 5 | 9,5 | 18 x 2,5 | 15,5 | 30 х 2 | 28,0 | |||||||
| 2,3 x 0,4 | 1,9 | 6 x 0,5 | 5,5 | 12 х 1 | 11,0 | 20 х 1 | 19.0 | 30 х 3 | 27,0 | |||||||
| 2,5 x 0,45 | 2,1 | 6 x 0,75 | 5,25 | 12 х 1,25 | 10,75 | 20 х 1,5 | 18,5 | 32 х 1,5 | 30.5 | |||||||
| 2,6 x 0,45 | 2,15 | 6 х 1 | 5,0 | 12 х 1,5 | 10,5 | 20 х 2 | 18,0 | 32 х 2 | 30,0 | |||||||
3 x 3. 5 5 | 2,65 | 7 x 0,75 | 6,25 | 12 x 1,75 | 10,25 | 20 x 2,5 | 17,5 | 33 х 1,5 | 31,5 | |||||||
| 3 x 0,5 | 2,5 | 7 х 1 | 6.0 | 13 х 1,25 | 11,75 | 22 х 1 | 21,0 | 33 х 2 | 31,0 | |||||||
| 3 х 0,6 | 2,4 | 8 x 0,75 | 7,25 | 13 х 1,75 | 11,25 | 22 х 1.5 | 20,5 | 33 x 3,5 | 29,5 | |||||||
| 3,5 x 0,6 | 2,9 | 8 х 1 | 7,0 | 4 х 1 | 13,0 | 22 х 2 | 20,0 | 36 х 1. 5 5 | 34,5 | |||||||
| 4 x 0,5 | 3,5 | 8 x 1,25 | 6,75 | 14 х 1,25 | 12,75 | 22 x 2,5 | 19,5 | 36 х 3 | 33,0 | |||||||
Страница не найдена | MIT
Перейти к содержанию ↓- Образование
- Исследовать
- Инновации
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О MIT
- Подробнее ↓
- Прием + помощь
- Студенческая жизнь
- Новости
- Выпускников
- О MIT
Попробуйте поискать что-нибудь еще! Что вы ищете? Увидеть больше результатов
Предложения или отзывы?
веб-графиков.
 p65
p65% PDF-1.4 % 1 0 obj> эндобдж 2 0 obj> эндобдж 4 0 obj> поток
