Виды свёрл по металлу
Какие же бывают виды сверл?
Данная статья наиболее кратко описывает все виды металлорежущих свёрл.
Сверло – металлорежущий инструмент, насчитывающий 5 режущих кромок (2 ленточки, перемычка, 2 режущих кромки), используемый для сверления и рассверливания отверстий в заготовках из металла.
Главное движение резания при сверлении это вращение с определенной скоростью сверла относительно его оси, вспомогательное движение резания это подача сверла в осевом направлении.
рис. 1 – сверление отверстия в металле
Как же правильно подобрать сверло?
Для правильного подбора сверла под определенную операцию, нужно учитывать следующие факторы:
1. Модель станка.
2. Состояние станка и вспомогательной оснастки (жесткость системы СПИД, мощность, крутящий момент, максимальные обороты и подача, биение максимальное, подвод СОЖ).
3.
4. Материал заготовки (сталь, нержавейка, титан, пластмасса, цветной сплав и т.д.).
5. Метод получения заготовки (отливка, прокат, штамповка, вырезка)
6. Точность получаемого отверстия (допуск, шероховатость, прямолинейность, округлость и т.д.).
7. Глубина обрабатываемого отверстия.
8. Технические требования к заготовке (термообработка, покрытие, упрочнение поверхностного слоя и т.д.).
9. Конструкцию и технологичность детали (тонкостенная, пересекающиеся отверстия, поверхности входа и выхода сверла из отверстия и т.д.).
Виды свёрл
1) цельные (монолитные) сверла
рис. 2 – цельнотвердосплавные сверла
Данный тип сверл в основном изготавливают из быстрорежущих сталей, а также из твердого сплава. Сверла из монолитного твердого сплава характеризуются высокой точностью изготовления, минимальным биением и возможностью получать отверстия 8,9 класса точности, с шероховатостью до 1,6 Ra (6-й класс чистоты) мкм, без дополнительной операции зенкерования и развёртывания отверстий.
Также существуют современные сверла, получаемые за счет метода порошковой металлургии из быстрорежущей стали с добавлением легирующих элементов (кобальта, молибдена), данные сверла имеют высокую износоустойчивость, точность и значительно лучше твердосплавных сверл работают на изгиб.
Конструкция сверл может быть как с внутренним подводом СОЖ в зону резания, так и с наружным. Данные сверла допускают переточку, а также имеют различные износостойкие покрытия CVD или PVD методом. Имеют различную длину хвостовика, длину режущей части. Монолитные сверла изготавливают с цилиндрическим хвостовиком, а также с хвостовиком с лыской (тип WELDON) для предотвращения проворота сверла в цанговом патроне. Монолитные сверла имеют высокую жесткость и способны работать с большими подачами без ущерба качеству и стойкости сверла.
Основные конструктивные элементы спирального сверла
рис. 3 – элементы конструкции сверла
- Двойной угол в плане или угол при вершине сверла
- Диаметр режущей части сверла
- Общая длина сверла
- Длина стружечной канавки сверла
- Длина хвостовика сверла
- Длина режущей части сверла или максимальная глубина сверления
- Поперечная кромка
- Диаметр хвостовика
Примечание: режущая часть сверла имеет небольшой обратный конус для исключения возможности заклинивания стружки и повторного резания стружки.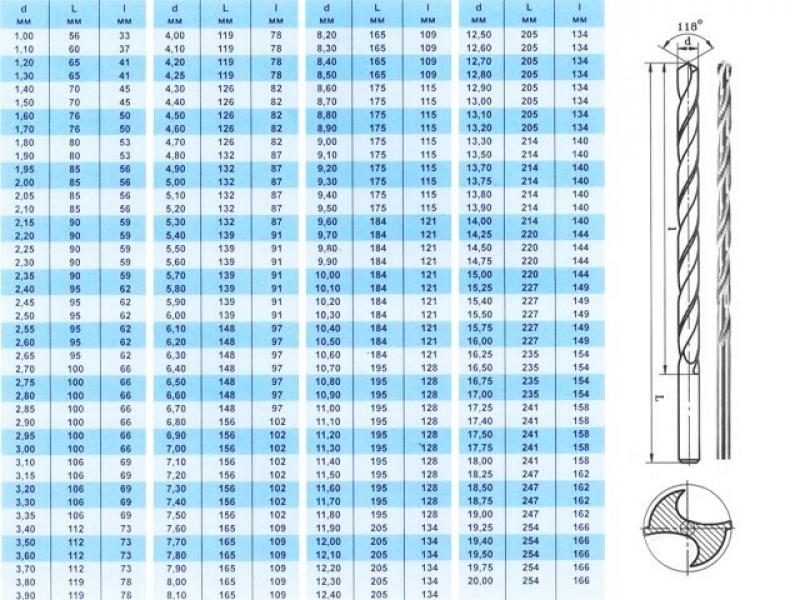
Монолитные спиральные сверла имеют различные хвостовики
рис. 4 – виды хвостовиков сверл
Сверла различают по глубине резания:
- Короткие сверла (короткой серии) до 5D
- Сверла средней длины (средней серии) до 10D
- Сверла длинные (длинной серии) до 15D
- Сверла удлиненные (удлиненной серии) до 30D
Ссылка на видео http://www.youtube.com/watch?v=PjqJmT-pcGQ&feature=youtu.be
2) сверла с напаянными пластинами
рис. 5 – сверло с напайной твердосплавной пластиной
Сверла с напайной пластиной обеспечивают повышенную износостойкость при обработке труднообрабатываемых материалов, а также экономическую целесообразность применения для обработки отверстий большого диаметра, так как их стоимость значительно ниже твердосплавных или сверл с СМП.
Информацию о конических хвостовиках инструмента вы можете почитать здесь:
http://ru. wikipedia.org/wiki/Конус_инструментальный
wikipedia.org/wiki/Конус_инструментальный
3) сверла со сменными пластинами
рис. 6 – свёрла с СМП (модульные, перовые)
Сверла с СМП применяют для обработки отверстий в деталях массового и серийного производства, они характеризуются быстрой сменой пластины, что значительно облегчает труд оператору-наладчику станка, за счёт того, что сверло не нужно перетачивать и заново привязывать. Также их используют для обработки глухих отверстий с плоским дном, отверстий с невысокими требованиями по точности.
Виды сверл со сменными пластинами:
а) с несколькими твердосплавными пластинами (периферийной и центральной) – рис. 7
рис. 7 – сверла с СМП
Свёрла со сменными многогранными пластинами применяют для обработки отверстий среднего и большого диаметра небольшой глубины. Также они подходят для плунжерной обработки и некоторых токарных работ (но не все виды сверл): подрезка торца, растачивание отверстий, обтачивание наружной поверхности.
б) с одной пластиной (перовые сверла) – рис. 8
Данный тип сверл является современным аналогом спиральных цельных сверл, они имеют преимущества над спиральными:
1. Один корпус сверла для различных диаметров сверления.
2. Не требует переточки сверла (экономия времени машинного, ресурсов человеческих, расходных материалов для заточного станка и электроэнергии и зарплаты заточника).
3. Большой выбор сплавов, геометрий и износостойких покрытий под различные материалы.
4. Имеют различные типы хвостовиков (WELDON или Конус МОРЗЕ), возможно, закреплять на различных станках.
Данные сверла способны сверлить отверстия глубиной до 32D сверла, но при этом необходимо:
- просверлить пилотное отверстие глубиной до 1-2D сверла такого же диаметра.

- угол при вершине центровочного сверла должен быть равен или чуть больше, чем длинного сверла.
- засверливание производить на пониженной подаче и оборотах для наименьшего увода сверла.
- должно осуществляться увеличенное давление СОЖ через инструмент, для наилучшей эвакуации стружки из зоны резания, в противном случае необходимо производить сверление с отскоком.

Применять твёрдый сплав при глубинах больше 7 диаметров не рекомендуется. Дело в том, что при больших глубинах сверления неизбежно возникают повышенные нагрузки на режущую кромку и вибрации. Твёрдый сплав в силу своей большей хрупкости по сравнению с HSS может не выдержать этих нагрузок и есть риск выкрашивания пластины или её поломки.
в) модульные сверла со сменной пластиной из твердого сплава или HSS
рис. 9 – модульное сверло со сменной головкой из твердого сплава
Модульные свёрла имеют сменную твердосплавную головку, которая по мере износа меняется, также имеют хороший подвод СОЖ через инструмент прямо в зону резания и специальные канавки для эвакуации стружки из зоны резания и отвода тепла от инструмента и заготовки.
Максимальная глубина обработки данными сверлам до 8D сверла.
4) Сверла для глубокого сверления
Глубокая обработка отверстий до 100D может вестись несколькими инструментам:
а) Эжекторное сверло
Ссылка на видео: http://www.youtube.com/watch?v=Elen711kPwM&feature=youtu.be
Этот вид сверления наиболее предпочтителен при сверлении отверстий на станках с горизонтальной компоновкой шпинделя (токарные станки и обрабатывающие центры).
Эжекторное сверло состоит:
- режущей головки
- наружная штанга
- внутренняя штанга
- патрон
- цанга
- уплотнительная втулка
рис. 10 – эжекторная система сверления
10 – эжекторная система сверления
Эжекторное сверление является наиболее современной технологией обработки глубоких отверстий.
Стружка отводится через отверстие штанги и поэтому на сверле нет стружечных канавок, что позволяет, увеличит жесткость инструмента.
Эжекторное сверление рекомендуется применять:
- при обработке материалов, имеющих хорошую обрабатываемость резанием
- станки с горизонтальной компоновкой шпинделя (токарные)
- для крупносерийного и массового производства
Точность отверстия при эжекторном сверлении достигает 9-10 класса и чистота обработанной поверхности 2-3 Ra мкм.
б) Пушечное сверло
Ссылка на видео: http://www.youtube.com/watch?v=t597JqeN_T8&feature=youtu.be
Сверление пушечными сверлами является устаревшим методом обработки глубоких отверстий. Стружка удаляется через V-образную канавку на сверле, поэтому площадь поперечного сечения сверла уменьшается и это влияет на жесткость инструмента.
рис. 11 – сверление пушечным сверлом
Точность отверстия при сверлении пушечными сверлами достигает 9 класса и чистота обработанной поверхности 0,1-3,2 Ra мкм.
Сверление пушечными сверлами рекомендуется применять:
- Обработка отверстий небольшого диаметра
- При возникновении сложности образовании стружки
- Обрабатывающие центры с высокой подачей СОЖ
- Токарные станки с ЧПУ с высокой подачей СОЖ
Другие виды сверл согласно российскому стандарту
рис. 12 — Сверла спиральные из быстрорежущей стали с цилиндрическим хвостовиком по ГОСТ:
4010-77 – короткая серия
10902-77 – средняя серия
886-77 – длинная серия
12122-77 – длинная серия с коротким хвостовиком
8034-76 – малоразмерная серия
рис. 13 — Сверла спиральные из быстрорежущей стали с конусом МОРЗЕ по ГОСТ:
10903-77 – нормальная серия
2092-77 – удлиненная серия
12121-77 – длинная серия
Сверла спиральные из быстрорежущей стали для труднообрабатываемых материалов по ГОСТ:
20697-75 – с коническим хвостовиком средняя серия
20696-75 – с коническим хвостовиком короткая серия
20695-75 – с цилиндрическим хвостовиком средняя серия
Сверла спиральные из быстрорежущей стали для обработки легких сплавов по ГОСТ:
19543-74 – с цилиндрическим хвостовиком средняя серия
19544-74 – с цилиндрическим хвостовиком длинная серия
19545-74 – с цилиндрическим хвостовиком левые сверла
19546-74 – с коническим хвостовиком
19547-74 – с коническим хвостовиком удлиненные
рис. 14 — Сверла шнековые по ТУ:
14 — Сверла шнековые по ТУ:
2-035-948-84 – с цилиндрическим хвостовиком
2-035-426-75 – с коническим хвостовиком
рис. 15 — Сверла спиральные конические с конусностью 1:50 по ГОСТ:
18201-72 – с цилиндрическим хвостовиком
18202-72 – с коническим хвостовиком
рис. 16 — Сверла сборные перовые:
ГОСТ 25524-82 – с цилиндрическим хвостовиком
ТУ 2-035-741-81 – с коническим хвостовиком
рис. 17 — Сверла центровочные комбинированные по ГОСТ 14952-75
рис. 18 — Сверла кольцевые со вставными ножами из быстрорежущей стали по ТУ 2-035-524-76
Сверла твердосплавные по ГОСТ:
22735-77 – спиральные с цилиндрическим хвостовиком
17273-71 – спиральные укороченные
17274-71 – спиральные короткие
17275-71 – спиральные средняя серия
20694-75 – спиральные для труднообрабатываемых материалов короткая серия с цил. хв.
22736-77 – спиральные для труднообрабатываемых материалов с коническим хвостовиком
рис. 19 — Спиральные для сверления отверстий в печатных платах по ГОСТ:
19 — Спиральные для сверления отверстий в печатных платах по ГОСТ:
22093-76 – короткая серия
22094-76 – длинная серия
Спиральные для обработки термореактивных пластмасс по ГОСТ:
21418-75 – с цилиндрическим хвостовиком
21419-75 – с коническим хвостовиком
21420-75 – перовые с цилиндрическим хвостовиком
Применение сверл по металлу — Сервисные Решения
Сверло — режущий инструмент, предназначенный для сверления отверстий в различных материалах.
Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, то есть получения несквозных углублений.Классификация свёрл
По конструкции рабочей части бывают:- Спиральные (винтовые) — это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов.
- Плоские (перовые; жарг. пёрки) — используются при сверлении отверстий больших диаметров и глубин. Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
- Свёрла Форстнера — усовершенствованная версия перового, с дополнительными резцами-фрезами.
 Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.
Режущая часть имеет вид пластины (лопатки), которая крепится в державке или борштанге или выполняется заодно с хвостовиком.- Для глубокого сверления (L≥5D) — удлинённые винтовые свёрла с двумя винтовыми каналами для внутреннего подвода охлаждающей жидкости. Винтовые каналы проходят через тело сверла или через трубки, впаянные в канавки, профрезерованные на спинке сверла.
- Одностороннего резания — применяются для выполнения точных отверстий за счёт наличия направляющей (опорной) поверхности (режущие кромки расположены по одну сторону от оси сверла).
- Пустотелые (также кольцевые, корончатые) — свёрла, превращающие в стружку только узкую кольцевую часть материала.
- Центровочные — применяют для сверления центровых отверстий в деталях.
- Ступенчатые — для сверления одним сверлом отверстий разного диаметра в листовых материалах.

Пустотелые свёрла
По конструкции хвостовой части бывают:
- с цилиндрическим хвостовиком (ГОСТ 10902-77, DIN 338)
- с коническим хвостовиком (ГОСТ 10903-77, DIN 345)
- с трёх-, четырёх- и шестигранным хвостовиком
- SDS, SDS+ и др.
По способу изготовления бывают:
- Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15, Р6М5, Р6М5К5, либо из твёрдого сплава.
- Сварные — спиральные свёрла диаметром более 20 мм часто изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
- Оснащённые твердосплавными пластинами — бывают с прямыми, косыми и винтовыми канавками (в том числе с ω=60° для глубокого сверления).
- Со сменными твердосплавными пластинами — также называются корпусными (оправку, к которой крепятся пластины, называют корпусом). В основном используются для сверления отверстий от 12 мм и более.
- Со сменными твердосплавными головками — альтернатива корпусным сверлам.

По назначению
По форме хвостовика сверла делятся на:
По обрабатываемому материалу бывают:
- Универсальные
- Для обработки металлов и сплавов
- Для обработки бетона, кирпича, камня — имеет наконечник из твёрдого сплава, предназначенный для бурения твёрдых материалов (кирпич, бетон) с ударно-вращательным сверлением. Свёрла, предназначенные для обычной дрели, имеют цилиндрический хвостовик. Хвостовик бура для перфораторов имеет различную конфигурацию: цилиндрический хвостовик, SDS-plus, SDS-top, SDS-max и т. д.
- Для обработки стекла, керамики
- Для обработки дерева
Элементы спирального сверла
Спиральное сверло представляет собой цилиндрический стержень, рабочая часть которого снабжена двумя (реже четырьмя) винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов — ленточек.
- Рабочая часть
- Режущая часть имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей.
- Направляющая часть имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки (узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
- Хвостовик — для закрепления сверла на станке или в ручном инструменте.
- Поводок для передачи крутящего момента сверлу или лапка для выбивания сверла из конусного гнезда.
- Шейка, обеспечивающая выход круга при шлифовании рабочей части сверла.
Углы сверла
- Угол при вершине 2φ — угол между главными режущими кромками сверла. С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и, таким образом, к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твёрдых металлов 2φ=130…140°.
- Угол наклона винтовой канавки ω — угол между осью сверла и касательной к винтовой линии ленточки. Чем больше наклон канавок, тем лучше отводится стружка, но меньше жёсткость сверла и прочность режущих кромок, так как на длине рабочей части сверла увеличивается объём канавки. Значение угла наклона зависит от обрабатываемого материала и диаметра сверла (чем меньше диаметр, тем меньше ω).
- Передний угол γ определяется в плоскости, перпендикулярной режущей кромке, причём его значение меняется. Наибольшее значение он имеет у наружной поверхности сверла, наименьшее — у поперечной кромки.
- Задний угол α определяется в плоскости, параллельной оси сверла. Его значения так же, как и переднего угла, изменяются. Только наибольшее значение он имеет у поперечной кромки, а наименьшее — у наружной поверхности сверла.
- Угол наклона поперечной кромки ψ расположен между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную оси сверла. У стандартных свёрл ψ=50…55°.
 С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и, таким образом, к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твёрдых металлов 2φ=130…140°.
С уменьшением 2φ увеличивается длина режущей кромки сверла, что приводит к улучшению условий теплоотвода, и, таким образом, к повышению стойкости сверла. Но при малом 2φ снижается прочность сверла, поэтому его значение зависит от обрабатываемого материала. Для мягких металлов 2φ=80…90°. Для сталей и чугунов 2φ=116…118°. Для очень твёрдых металлов 2φ=130…140°.Переменные значения углов γ и α создают неодинаковые условия резания в различных точках режущей кромки.
Переходный конус сверла
Переходный конус сверла имеет номер внутреннего конуса хвостовика, а также свой наружный номер конуса Морзе.В зависимости от назначения и применения сверло с коническим хвостовиком Морзе имеет т. н. универсальные переходные втулки, которые, в свою очередь, обеспечивают удобное соединение и удобную работу на любом сверлильном, фрезерном, токарном и расточном оборудовании. Переходники со вставленным сверлом отделяют с помощью клина, ударами молотка. Для этого существует специальный технологический паз
Какой диаметр сверла сделает правильное отверстие для шурупов 6 мм по металлу?
Какой диаметр сверла сделает правильное отверстие для шурупов 6 мм по металлу?
Необходимо просверлить отверстия в деревянных планках
Честно говоря всё как-то запутанно.
В вопросе речь об отверстиях в металле, под вопросом о сверлении неких деревянных планок.
Шуруп, должен пройти дерево и закрутиться в металл?
Шуруп должен закрутиться в дерево, пройдя металл?
Это всё важно, к примеру если саморез закручивается в дерево, то свёрла достаточно пятёрочки, отверстие не должно быть одинакового размера со сверлом, можно даже меньше, можно вообще саморез закрутить в дерево без сверления, нужен шуруповёрт.
Если речь об отверстии в металле, то важно знать подо что сверлим, речь о саморезе?
Отверстие тоже лучше сделать чуть меньше диаметра шурупа, к примеру купить сверло по металлу 5,5 мм.
Да и вообще металл лучше сверлить от меньшего диаметра к нужному, делая отверстие таким образом можно применить метод «тыка» то есть пробовать по ходу закручивать шуруп в отверстие.
Так же важно знать о каком металле идёт речь, есть более мягкие металлы, алюминий к примеру, или медь саморез шестёрка войдёт даже в отверстие троечку.
Если это нержавеющая сталь, то возможно придётся сверлить отверстие такого же диаметра как и шуруп, но опять же надо конкретно знать о каких шурупах идёт речь.
Если Вам надо что бы шуруп спокойно прошёл через дерево, то у шурупа есть шляпка, сверлите древесину шестёркой, не ошибётесь.
Какие режимы использовать при изготовлении отверстий?
Что касается оборотов (режимов), то металлы сверлятся на средних оборотах, сверло постоянно охлаждается, можно водой, можно маслом.
При сверлении древесины используются свёрла по дереву,
сверление на малых оборотах, что бы древесина не «горела».И ещё очень важно что бы патрон дрели не бил.
Естественно сверление и дерева и металла производится без удара.
Перед сверлением отверстий керним, дерево можно и шилом, металлы кернят керном, ну или металлическим дюбелем в крайнем случае.
Выбираем сверло по металлу, как правильно это сделать, советы специалиста
«Золотая коллекция» домашнего Мастера должна иметь сверла, а еще лучше набор сверл. Благодаря назначению и работоспособности этого режущего инструмента можно произвести множество операций по металлу, дереву и пластику. Осталось только подготовить к работе ручную дрель, и направит свои стопы в специализированный магазин. Кто с нами?
Благодаря назначению и работоспособности этого режущего инструмента можно произвести множество операций по металлу, дереву и пластику. Осталось только подготовить к работе ручную дрель, и направит свои стопы в специализированный магазин. Кто с нами?
Содержание
- Режущий инструмент номер один
- Конструкция сверла по металлу
- Что означает маркировка на сверле
- Различие сверла по цвету
- Какими видами сверла предпочтительнее работать с металлом
- конусные сверла
- конусные ступенчатые
- корончатые сверла
Режущий инструмент номер один
Специальным режущим инструментом, который повсеместно применяется для выполнения различных по диаметру отверстий в сплошном металлическом слое, являются сверла.
Современный рынок режущего инструмента насыщен разноликими сверлами по металлу. Однако, по мнению специалистов, приобрести настоящий качественный инструмент сложно. По каким критериям следует осуществлять выбор сверла? Чтобы по достоинству оценить все положительные качества этого изящного режущего инструмента необходимо усвоить:
• его конструктивные особенности
• материал изготовления
• маркировку на сверле
• цвет сверла.
Совокупность положительных качеств, присущих режущему инструменту номер один, даст понять, что выбор произведен правильно. Начинаем с конструктивных особенностей.
Конструкция сверла по металлу
Сверло по металлу и не только конструктивно состоит из следующих частей:
• режущей части
• рабочей части
• хвостовика.
Основным назначением сверла является создание отверстий на поверхности металла, поэтому сверла для металла должны идеально подходить для всех типов металла – существующих видов стали и чугуна, а также цветных металлов.
Режущая часть сверла по металлу имеет кромки режущие, благодаря которым осуществляется сход стружки. Рабочая часть обеспечивает направление сверла в процессе резания, уменьшая при этом трение боковой поверхности.
Хвостовик (средней, укороченной и удлиненной серии) предназначен для надежного закрепления сверла в рабочем инструменте.
Советы специалиста
Опытные специалисты и мастера советуют приобретать сверла от известного производителя. Ответ очевиден: производство сверл от производителя осуществляется исключительно из высококачественной стали, причем в процессе производства используют цельнокатаные заготовки. Заготовкам из качественной стали присуща повышенная устойчивость к нагрузкам и изломам. Отличить сверло из цельной заготовки можно по весу. Такое сверло имеет внушительный вес, по сравнению со сварными или паяными заготовками из дешевых материалов.
Ответ очевиден: производство сверл от производителя осуществляется исключительно из высококачественной стали, причем в процессе производства используют цельнокатаные заготовки. Заготовкам из качественной стали присуща повышенная устойчивость к нагрузкам и изломам. Отличить сверло из цельной заготовки можно по весу. Такое сверло имеет внушительный вес, по сравнению со сварными или паяными заготовками из дешевых материалов.
Что означает маркировка на сверле
Визитной карточкой любого сверла является его маркировка на наружной части. Поэтому, рассматривая сверло в специализированном магазине, обратите внимание, что именно будет написано на сверле. Маркировка наносится фабричным способом в виде четкой гравировки. Маркировка сверла начинается с буквы, которая несет информацию о материале изготовления.
Так, например, «Р» будет означать, что это быстрорежущая инструментальная сталь. Сверла изготавливают из быстрорежущей стали марок Р9, Р12, Р18, Р9К5. Маркировка в виде числового значения покажет состав вещества сплава, из которого выполнено сверло.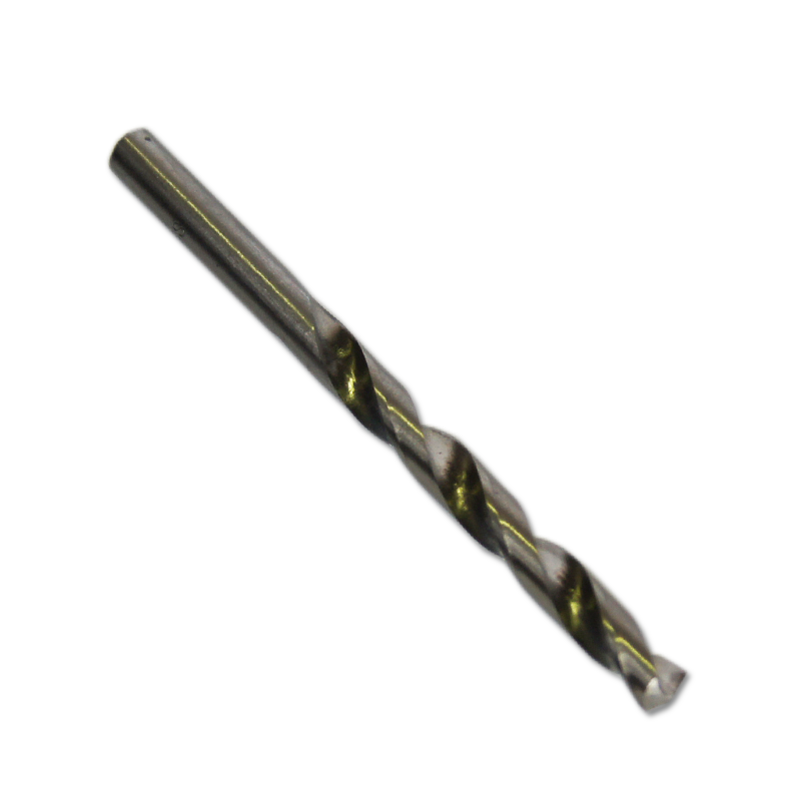 Например, К6 – кобальт, М3 – молибден. Собираясь приобрести сверло отечественного производителя, обратите внимание, что маркировка будет нанесена в зависимости от диаметра сверла.
Например, К6 – кобальт, М3 – молибден. Собираясь приобрести сверло отечественного производителя, обратите внимание, что маркировка будет нанесена в зависимости от диаметра сверла.
Советы специалиста
Если на сверле отсутствует маркировка, это вовсе не означает, что сверло «левое» или бракованное. Сверла диаметром до 2 мм не маркируют, потому что прочитать микроскопическую маркировку на таком тонком сверле невооруженным глазом практически невозможно. На сверлах более крупных размеров указывается диаметр сверл по металлу, и марка стали, а также класс точности. Сверла от зарубежного производителя маркируют в виде значений HSS. Зарубежные производители не маркируют сверло hss по металлу, необходимая информация наносится непосредственно на товарную упаковку.
Различие сверла по цвету
Обработка сверла в промышленных условиях отражена в его цветности. Сверло черного цвета говорит о том, что была произведена финишная обработка, и сверло обладает усиленной износостойкостью. Если цвет сверла серого цвета, это будет означать, что дополнительной обработки по улучшению прочностных качеств не было произведено. Качественные сверла от производителя обладают золотистым оттенком, который сигнализирует о нанесении дополнительного слоя. Дополнительный слой придает сверлам по металлу прочность и уменьшает трение при прохождении инструмента.
Если цвет сверла серого цвета, это будет означать, что дополнительной обработки по улучшению прочностных качеств не было произведено. Качественные сверла от производителя обладают золотистым оттенком, который сигнализирует о нанесении дополнительного слоя. Дополнительный слой придает сверлам по металлу прочность и уменьшает трение при прохождении инструмента.
Какими видами сверла предпочтительнее работать с металлом
Наиболее востребованными сверлами по металлу являются следующие виды:
• конусные
• ступенчатые
• корончатые.
конусные сверла
Сверла конусные используют для сверления отверстий больших диаметров.
Сверло конусное по металлу можно использовать для тонколистовых материалов, стальных труб и профилей, для засверливания существующих отверстий в стальных заготовках толщиной до 5,0 мм. Специфическая коническая форма обеспечивает инструменту легкий выход из материала, а глубокая канавка обеспечивает высокую режущую способность.
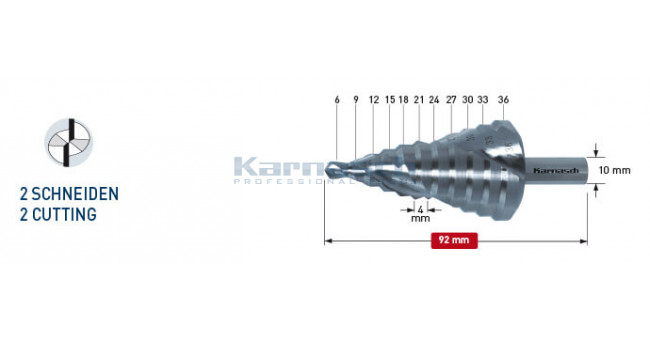
конусные ступенчатые
Отличительной особенностью ступенчатого сверла по металлу является характерная конструкция рабочей части.![]() Переход по рабочим диаметрам сверла осуществляется под углом 45 градусов. В чем преимущества ступенчатого сверла по металлу по сравнению с традиционным конусным? Безусловно, это великолепная возможность высверливать отверстия разных диаметров одним инструментом.
Переход по рабочим диаметрам сверла осуществляется под углом 45 градусов. В чем преимущества ступенчатого сверла по металлу по сравнению с традиционным конусным? Безусловно, это великолепная возможность высверливать отверстия разных диаметров одним инструментом.
Производители позаботились об уникальных качествах ступенчатого сверла: прочные режущие грани, быстрота удаления стружки, сопротивление перегреву и значительный рабочий ресурс. Качественные ступенчатые сверла могут заменить даже целые наборы режущего инструмента. Кроме того, имеется возможность применения сверла для ручной дрели.
корончатые сверла
Корончатые сверла по металлу используют при работе с дрелями и сверлильными станками. Благодаря наличию мощной режущей части сверла используют для работы со сталью, литьем и цветными металлами, а также пластмассы. При работе с корончатым сверлом обеспечивается высокая точность вращения за счет неглубокого прохода.
В случае уменьшения качества сверления имеется возможность ручной заточки сверла по металлу. Преимуществом использования при работе корончатых сверл является получение отверстия с ровной кромкой, без дефектов и задиров.
Преимуществом использования при работе корончатых сверл является получение отверстия с ровной кромкой, без дефектов и задиров.
Советы специалиста
Безусловно, что сверла в домашней мастерской необходимы разные. Поэтому оптимальным вариантом можно считать приобретение набора сверл. Помочь выбрать сверла по металлу вам поможет видео.
Выбирайте умело!
HSS G — Сверла по металлу
HSS G — Сверла по металлу — Hilti Россия Skip to main content HiltiНаведите курсор на картинку для увеличения.
Кликните на картинку для увеличения.
Кликните на картинку для увеличения.
New productPremium
Артикул #r7039
Высококачественное сверло из быстрорежущей стали (HSS) для сверления отверстий в металле, соответствует стандарту DIN 338
Преимущества и применения
Преимущества и применения
Преимущества
- Специальная форма наконечника с разделенным острием обеспечивает точное засверливание и более быстрое начало сверления
- Быстрое начало сверления благодаря наконечнику, заточенному под углом 135°
- Спиралевидные канавки обеспечивают простое удаление стружки, оптимальный доступ смазывающей жидкости к наконечнику сверла и меньшее нагревание
- Надежная высококачественная сталь позволяет выполнять сверление как в мягких, так и в твердых материалах
- Предназначено для максимально эффективного использования аккумуляторных инструментов – больше работы на одном заряде батареи
Применения
- Подходит для сверления в легированной и нелегированной стали, закаленной стали и чугуне, а также в алюминиевых профилях при повседневном использовании
- При работе с аккумуляторным инструментом сверло HSS-G обеспечивает максимально экономный расход батареи
Техническая информация
Документы и видео
Консультация и поддержка
Оценки и отзывы
Зарегистрироваться
Регистрация позволяет получить доступ к ценам с учетом персональной скидки.
Не получается войти или забыли пароль?
Пожалуйста, введите свой e-mail адрес ниже. Вы получите письмо с инструкцией по созданию нового пароля.
Нужна помощь? КонтактыВойдите, чтобы продолжить
Зарегистрироваться
Регистрация позволяет получить доступ к ценам с учетом персональной скидки.
Выберите следующий шаг, чтобы продолжить
Ошибка входа
К сожалению, вы не можете войти в систему.
Email адрес, который вы используете, не зарегистрирован на {0}, но он был зарегистрирован на другом сайте Hilti.
Количество обновлено
Обратите внимание: количество автоматически округлено в соответствии с кратностью упаковки.
Обратите внимание: количество автоматически округлено до в соответствии с кратностью упаковки.
Диаметры сверл под дюймовую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пилы ленточные» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg — трубопроводная резьба»» Rc — трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg — трубопроводная резьба»» R — трубная коническая резьба»» Vg — вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с к/х шлифованные HSS, NWKу, сверхдлинной серии» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.
Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т. д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Выбираем сверла по металлу — совет от компании FIT
Сверла по металлу используются для сверления отверстий в металлических поверхностях из разных видов стали (легированной и нелегированной), чугуне и др. металлов. Сверла по металлу, произведенные в России, обычно маркируются диаметром сверла. Информация о диаметре у импортного сверла обычно располагается на упаковке, а маркировка отсутствует. Для выполнения работ по металлу выбирают спиральные сверла с цилиндрическим хвостиком (иногда могут быть перовые сверла – они значительно дешевле в производстве). Диаметр сверла подбирается в зависимости от того, какое отверстие нужно просверлить. Обыкновенная дрель стандартно имеет патрон, который зажимает сверла диаметром от 1,5 до 13мм. В зависимости от вида обрабатываемого материала (металла) определяется угол заточки сверла. Так, например, для нержавеющей стали рекомендован угол в 120 градусов, для закаленной стали – 125, конструкционной стали – 116-118, чугуна – 120, бронзы и латуни – 130-140. Информация об угле заточки указана на упаковке товара.
металлов. Сверла по металлу, произведенные в России, обычно маркируются диаметром сверла. Информация о диаметре у импортного сверла обычно располагается на упаковке, а маркировка отсутствует. Для выполнения работ по металлу выбирают спиральные сверла с цилиндрическим хвостиком (иногда могут быть перовые сверла – они значительно дешевле в производстве). Диаметр сверла подбирается в зависимости от того, какое отверстие нужно просверлить. Обыкновенная дрель стандартно имеет патрон, который зажимает сверла диаметром от 1,5 до 13мм. В зависимости от вида обрабатываемого материала (металла) определяется угол заточки сверла. Так, например, для нержавеющей стали рекомендован угол в 120 градусов, для закаленной стали – 125, конструкционной стали – 116-118, чугуна – 120, бронзы и латуни – 130-140. Информация об угле заточки указана на упаковке товара.
Цвет сверла также несет в себе важную информацию. Когда сверло имеет серый металлический цвет, это значит, что никакой финишной обработки у него не было. Такое сверло быстро потеряет свои рабочие качества. Черный цвет рабочей поверхности сверла говорит о том, что оно обработано перегретым паром, на производительность сверла это тоже особо не влияет. Сверло, имеющее рабочую поверхность золотистого или коричневого цвета, прошло финишную обработку, подверглось отпуску. Это хороший показатель. Производительность такого сверла будет значительно выше, но и цена тоже будет отличаться в большую сторону.
Такое сверло быстро потеряет свои рабочие качества. Черный цвет рабочей поверхности сверла говорит о том, что оно обработано перегретым паром, на производительность сверла это тоже особо не влияет. Сверло, имеющее рабочую поверхность золотистого или коричневого цвета, прошло финишную обработку, подверглось отпуску. Это хороший показатель. Производительность такого сверла будет значительно выше, но и цена тоже будет отличаться в большую сторону.
Для того чтобы сверла по металлу прослужили дольше, нужно соблюдать некоторые правила. Так, например, работая с металлом, не следует торопиться и работать на больших оборотах, периодически сверла нужно остужать (можно в воде). Можно перед работой опустить кончик сверла в масло, эта процедура облегчит процесс сверления и поможет сверлу дольше оставаться в рабочем состоянии. Если необходимо сверлить металл с повышенной твердостью, следует предпочесть твердосплавные сверла. Бывают ситуации, когда твердость металла не удается определить, тогда можно провести напильником по поверхности металлического изделия – если следов не осталось, то металл повышенной твердости.
Правильный выбор сверл по металлу и грамотная их эксплуатация помогут каждому мастеру выполнить работу без проблем и с удовольствием.
Сверление отверстий (часть вторая)
Типы сверл
Доступен широкий выбор сверл, включая специальные долота для конкретных работ. На Рисунке 4-44 показаны части бурового долота, а на Рисунке 4-45 показаны некоторые наиболее часто используемые буровые долота. Сверла из быстрорежущей стали (HSS) бывают с коротким хвостовиком или стандартной длиной, иногда называемой длиной джоббера. Сверла из быстрорежущей стали могут выдерживать температуры, близкие к критическому диапазону 1400 ° F (темно-вишнево-красный), без потери твердости.Эти сверла, являющиеся отраслевым стандартом для сверления металла (алюминия, стали и т. Д.), Дольше остаются острее.
Рисунок 4-44. Детали сверла. Рисунок 4-45. Типы сверл.Ступенчатые сверла
Обычно процедура сверления отверстий размером более 3⁄16 дюйма в листовом металле заключается в просверливании пилотного отверстия сверлом № 40 или № 30 и последующем увеличении диаметра сверлом большего размера к правильному размеру. Пошаговое упражнение объединяет эти две функции в одну ступень. Ступенчатое сверло состоит из меньшего наконечника пилотного сверла, который просверливает начальное небольшое отверстие.Когда сверло продвигается дальше в материал, второй шаг сверла увеличивает отверстие до желаемого размера.
Пошаговое упражнение объединяет эти две функции в одну ступень. Ступенчатое сверло состоит из меньшего наконечника пилотного сверла, который просверливает начальное небольшое отверстие.Когда сверло продвигается дальше в материал, второй шаг сверла увеличивает отверстие до желаемого размера.
Ступенчатые сверла предназначены для сверления круглых отверстий в большинстве металлов, пластика и дерева. Обычно используемые в строительстве и сантехнике, они лучше всего работают с более мягкими материалами, такими как фанера, но могут использоваться и с очень тонким листовым металлом. Ступенчатые сверла также могут использоваться для удаления заусенцев из отверстий, оставленных другими сверлами.
Сверла из кобальтового сплава
Сверла из кобальтового сплава предназначены для работы с твердыми и прочными металлами, такими как коррозионно-стойкая сталь и титан.Для авиационного техника важно отметить разницу между HSS и кобальтом, потому что сверла HSS быстро изнашиваются при сверлении титана или нержавеющей стали. Кобальтовые сверла отлично подходят для сверления титана или нержавеющей стали, но не дают качественных отверстий в алюминиевых сплавах. Кобальтовые сверла можно распознать по более толстой перемычке и конусу на конце хвостовика сверла.
Кобальтовые сверла отлично подходят для сверления титана или нержавеющей стали, но не дают качественных отверстий в алюминиевых сплавах. Кобальтовые сверла можно распознать по более толстой перемычке и конусу на конце хвостовика сверла.
Сверла для спирального сверла
Однозначно самый популярный тип сверл, спиральное сверло имеет спиральные канавки или канавки, проходящие по его рабочей длине.[Рис. 4-46] Это сверло бывает с одной, двумя, тремя и четырьмя канавками. Сверла с одной и двумя канавками (наиболее распространенные) используются для создания отверстий. Сверла с тремя и четырьмя канавками взаимозаменяемы для увеличения существующих отверстий. Доступны спиральные сверла с широким выбором инструментальных материалов и различной длины с вариациями, предназначенными для конкретных проектов.
Рисунок 4-46. Сверла спиральные. Стандартные спиральные сверла, используемые для сверления алюминия, изготовлены из быстрорежущей стали и имеют угол расщепления 135 °. Сверла для титана изготавливаются из кобальт-ванадия для повышения износостойкости.
Сверла для титана изготавливаются из кобальт-ванадия для повышения износостойкости.
Размеры сверл
Диаметры сверл сгруппированы по трем стандартам размера: числовым, буквенным и дробным. Десятичные эквиваленты стандартного сверла показаны на Рисунке 4-47.
Рисунок 4-47. Размеры сверл и их десятичные эквиваленты. [щелкните изображение, чтобы увеличить] Смазка сверла Обычное сверление листового материала не требует смазки, но смазка должна быть предусмотрена для всех более глубоких сверлений.Смазочные материалы служат для удаления стружки, что продлевает срок службы сверла и обеспечивает хорошую чистовую обработку и точность размеров отверстия. Не предотвращает перегрев. Использование смазки всегда является хорошей практикой при сверлении отливок, поковок или толстого проката. Хорошая смазка должна быть достаточно тонкой для удаления стружки, но достаточно густой, чтобы прилипать к сверлу. Для алюминия, титана и коррозионно-стойкой стали лучше всего подходит смазка на основе цетилового спирта. Цетиловый спирт — это нетоксичное химическое вещество жирного спирта, выпускаемое в жидкой, пастообразной и твердой формах.Твердые стержни и блоки быстро переходят в жидкое состояние при температурах бурения. Для стали лучше использовать сернистое минеральное масло для резки металла. Сера имеет сродство со сталью, что помогает удерживать смазочно-охлаждающую жидкость на месте. В случае глубокого сверления сверло следует извлекать через определенные промежутки времени, чтобы снять набивку стружки и обеспечить попадание смазки в точку. Как правило, если сверло большое или материал твердый, используйте смазку.
Цетиловый спирт — это нетоксичное химическое вещество жирного спирта, выпускаемое в жидкой, пастообразной и твердой формах.Твердые стержни и блоки быстро переходят в жидкое состояние при температурах бурения. Для стали лучше использовать сернистое минеральное масло для резки металла. Сера имеет сродство со сталью, что помогает удерживать смазочно-охлаждающую жидкость на месте. В случае глубокого сверления сверло следует извлекать через определенные промежутки времени, чтобы снять набивку стружки и обеспечить попадание смазки в точку. Как правило, если сверло большое или материал твердый, используйте смазку.
Развертки
Развертки, используемые для увеличения отверстий и доводки их до требуемого размера, производятся во многих стилях.Они могут быть прямыми или коническими, цельными или расширяющимися, а также иметь прямые или винтовые канавки. На рис. 4-48 показаны три типа разверток:
- Промышленные пулевые развертки с тремя или четырьмя канавками обычно используются там, где требуется более тонкая отделка и / или размер, чем можно получить с помощью стандартного сверла.
- Стандартная или прямая развертка.
- Управляемая развертка с уменьшенным концом для точного выравнивания.
Цилиндрические части большинства прямых разверток представляют собой не режущие кромки, а просто канавки, прорезанные по всей длине корпуса развертки.Эти канавки обеспечивают выход стружки и канал для смазки, чтобы достичь режущей кромки. Фактическая резка выполняется на конце расширителя. Режущие кромки обычно шлифуются до скоса 45 ° ± 5 °.
Канавки развертки не предназначены для удаления стружки, как сверло. Не пытайтесь вытащить развертку, поворачивая ее в обратном направлении, потому что стружка может попасть на поверхность и образовать рубцы в отверстии.
Упоры для сверл
Пружинные упоры для сверл — разумное вложение.[Рисунок 4-49] Правильно отрегулированный, он может предотвратить чрезмерное проникновение сверла, которое может повредить нижележащую конструкцию или травмировать персонал, а также предотвратить повреждение поверхности сверлильным патроном. Ограничители сверла могут быть изготовлены из трубок, стержней из фибры или твердой резины.
Ограничители сверла могут быть изготовлены из трубок, стержней из фибры или твердой резины.
Втулки и направляющие для сверл
Существует несколько типов инструментов, которые помогают удерживать сверло перпендикулярно детали. Они состоят из закаленной втулки, закрепленной в держателе. [Рисунок 4-50] Рисунок 4-50.Втулки сверлильные.
Типы сверлильных втулок:
- Трубка — ручная установка в существующем отверстии
- Коммерческая — поворотный замок
- Коммерческая — резьбовая
Типы держателей сверлильной втулки
Существует четыре типа держателей буровой втулки :
- Стандарт — штраф для бурения плоской штангой или НКТ / штанг; использует втулки вставного типа.
- Чашка для яиц — усовершенствование стандартной подставки для штатива; позволяет сверлить как на плоском, так и на криволинейном материале; сменные втулки обеспечивают гибкость. [Рис. 4-51]
- Пластина — используется в основном для сменных производственных компонентов; использует стандартные втулки и самоподъемные сверла.
- Стрела — используется при бурении ответственных конструкций; может быть заблокирован в положении; использует сменные серийные втулки.
 [Рис. 4-51]
[Рис. 4-51]Методы сверления отверстий
Иногда требуется точное расположение просверленных отверстий. При расположении отверстий с малыми допусками необходимо делать точно расположенные следы перфорации.Если отметка от перфорации слишком мала, острие бурового долота может перекрыть ее и «уйти» в точное место перед запуском. Если след от пуансона будет слишком тяжелым, он может деформировать металл и / или привести к локальному деформационному упрочнению там, где сверло должно начать резание. Наилучший размер штампа примерно равен ширине режущей кромки используемого сверла. Это удерживает точку сверления на месте при запуске. Процедура, обеспечивающая получение точных отверстий, следующая: [Рисунок 4-52] Рисунок 4-52. Просверленный листовой металл.
Просверленный листовой металл.
- Тщательно измерьте и разметьте места сверления и отметьте их перекрещивающимися линиями. ПРИМЕЧАНИЕ. Зубило является наименее эффективным элементом рабочей поверхности спирального сверла, поскольку оно не режет, а фактически сжимает или выдавливает рабочий материал.
- Используйте острый пробойник или подпружиненный кернер и увеличительное стекло, чтобы отметить отверстия.
- Установите правильно отшлифованный центральный кернер (120–135 °) в метку укола и, удерживая кернер перпендикулярно поверхности, нанесите твердый квадратный удар молотком.
- Отметьте каждое отверстие небольшим сверлом (рекомендуется 1⁄16 дюйма), чтобы проверить и отрегулировать положение перед пилотным бурением.
- Для отверстий 3⁄16 дюйма и более рекомендуется предварительное сверление. Выберите сверло, равное ширине режущей кромки долота окончательного размера сверла. Избегайте использования слишком большого пилотного сверла, так как это может привести к затуплению, прожиганию или сколам углов и режущих кромок последнего сверла. Это также способствует вибрации и остановке бурового двигателя.Экспериментальное сверло на каждой отметке.
- Поместите наконечник сверла в центр пересеченных линий перпендикулярно поверхности и, слегка надавив, медленно начните сверление. Остановите сверление через несколько оборотов и проверьте, не попадает ли сверло в точку. Должен быть; в противном случае необходимо немного пройтись по отверстию, направив сверло в том направлении, в котором оно должно идти, и осторожно и периодически вращая его, пока оно не будет выровнено должным образом.
- Увеличьте каждое пилотное просверленное отверстие до окончательного размера.
 Это также способствует вибрации и остановке бурового двигателя.Экспериментальное сверло на каждой отметке.
Это также способствует вибрации и остановке бурового двигателя.Экспериментальное сверло на каждой отметке.Сверление больших отверстий
Для сверления больших отверстий можно использовать следующую технику. Для сверления больших отверстий с точными допусками был разработан специальный инструмент. [Рис. 4-53]
- Пилотное сверло с использованием втулки сверла. Втулки подходят для сверл 1⁄8, 3⁄16 или 1⁄4 дюйма.
- Ступенчатые сверла используются для увеличения диаметра отверстия примерно на 1⁄64 дюйма меньше, чем окончательный размер отверстия. Диаметр установочной ступеньки соответствует размеру пилотного сверла.
- Завершите развертку до нужного размера с помощью ступенчатой развертки.Диаметр установочной ступеньки соответствует размеру корончатого сверла. Развертки должны быть доступны как для размеров отверстий, так и для отверстий с натягом.
 Диаметр установочной ступеньки соответствует размеру пилотного сверла.
Диаметр установочной ступеньки соответствует размеру пилотного сверла.ПРИМЕЧАНИЕ. Отверстия также можно увеличить, используя ряд ступенчатых разверток.
Устройство для нарезки стружки
Устройство для удаления стружки предназначено для удаления стружки и заусенцев, застрявших между листами металла после сверления отверстий под заклепку. [Рис. 4-54] Нарезчики стружки имеют пластиковую ручку и гибкое стальное лезвие с крюком на конце.
Рисунок 4-54. Нарезка чипа.Flight Mechanic рекомендует
Сверление металла — Appropedia: Theustainability wiki
Рис. 1 — Два распространенных типа спиральных сверл. Маленькие сверла обычно имеют параллельные хвостовики, в то время как большие сверла, используемые в машинных сверлах, имеют конический хвостовик. Часть, помеченная буквой «X», слегка отшлифована, чтобы уменьшить трение.
Часть, помеченная буквой «X», слегка отшлифована, чтобы уменьшить трение.
Спиральные сверла, используемые для сверления металла, во многом такие же, как и для обработки дерева. Эти сверла имеют размер от.0135 дюймов вверх. На более крупных сверлах принято использовать быстрорежущую сталь с приваренным встык хвостовиком из прочной стали. Маленькие сверла (до 1/2 дюйма) обычно изготавливаются с параллельными хвостовиками, в то время как более крупные сверла чаще изготавливаются с коническим хвостовиком.
Конический хвостовик сам заклинивается в шпинделе сверлильного станка, который имеет соответствующее коническое отверстие, и чем больше давления прикладывается, тем крепче зажимается сверло. Кроме того, однако, сверло выполнено с язычком или хвостовиком, который входит в соответствующую прорезь шпинделя сверлильного станка.Это дает более позитивный драйв.
Корпус сверла является основной частью, которая используется для фактического сверления и изготавливается точно по заданному размеру, хотя обычно он шлифуется немного меньше по направлению к концу хвостовика, так что имеется небольшой зазор не более 1 / 1000 дюймов. Полосы представляют собой узкие полосы вдоль режущей кромки канавок. Диаметр между ними точно подогнан по размеру и представляет размер сверла. Часть корпуса, отмеченная X на рис.1 слегка отшлифован, чтобы предотвратить трение.
Полосы представляют собой узкие полосы вдоль режущей кромки канавок. Диаметр между ними точно подогнан по размеру и представляет размер сверла. Часть корпуса, отмеченная X на рис.1 слегка отшлифован, чтобы предотвратить трение.
Канавки сделаны так, чтобы обеспечить правильный угол резания и в то же время обеспечить достаточный зазор для вытекания отходов из отверстия. Этот угол (рис. 2) называется углом закручивания и обычно составляет около 27 ½ градусов. Угол резания — это степень остроты или затупления сверла, который зависит от типа просверливаемого материала. Стандартные сверла обычно шлифуются до угла резания 59 градусов, и это больше всего подходит для обычных работ.Поверхности, сформированные шлифовкой конца сверла до угла резания, затем дополнительно шлифуются так, чтобы режущая кромка снова наклонялась под углом от 10 до 15 градусов; этот угол известен как задний угол и также обозначен на рис. 2.
Рис. 2 — Стандартное спиральное сверло с тремя углами; задний угол, угол резания и угол закрутки.
Рис. 3 — Заточку сверла лучше всего производить с помощью специального шлифовального приспособления, которое можно использовать на шлифовальном круге с механическим приводом.Если заточка не сделана точно, сверло не будет резать должным образом.
Записки по бурению. Необходимо очень внимательно следить за тем, чтобы угол резания и задний угол сохранялись при переточке сверла; угол закручивания, конечно, нельзя изменить шлифованием.
Ниже приведены некоторые неисправности, которые могут возникнуть при сверлении из-за неправильного шлифования. Если отверстие больше сверла, вероятно, два угла резания не идентичны.Это приведет к смещению острия сверла из центра и его раскачиванию. В результате будет дыра больше, чем должна быть. Кроме того, если углы обеих режущих кромок не одинаковы, одна кромка выполняет всю работу и быстро тускнеет. Чтобы исправить это, сверло необходимо переточить.
Специальные приспособления для заточки сверл (см. Рис. 3), которые могут быть прикреплены к шлифовальным кругам с механическим приводом, позволяют точно и в короткие сроки переточить сверло. Когда сверла нуждаются в заточке, лучше отнести их в строительный магазин или в металлообрабатывающий цех, где есть такое оборудование, и иметь там заточенное сверло, чем пытаться выполнять работу вручную.Получить правильные углы вручную практически невозможно. Тест на точную переточку заключается в том, чтобы поместить сверло в сделанное отверстие и посмотреть, упадет ли оно вертикально под собственным весом через отверстие. Если это не так, очевидно, что отверстие не больше сверла, которое его сделало, и, следовательно, сверло является точным. Это очень серьезное испытание.
Когда сверла нуждаются в заточке, лучше отнести их в строительный магазин или в металлообрабатывающий цех, где есть такое оборудование, и иметь там заточенное сверло, чем пытаться выполнять работу вручную.Получить правильные углы вручную практически невозможно. Тест на точную переточку заключается в том, чтобы поместить сверло в сделанное отверстие и посмотреть, упадет ли оно вертикально под собственным весом через отверстие. Если это не так, очевидно, что отверстие не больше сверла, которое его сделало, и, следовательно, сверло является точным. Это очень серьезное испытание.
Рис. 4. Сверла, используемые для обработки мягких металлов, иногда имеют на конце небольшой выступ, служащий ориентиром.
Фиг.5 — Зенковка, используемая для мягких металлов, похожа на сверло, используемое для дерева.
Рис. 6 — Сверло с плоским концом (слева), используемое для обработки дна отверстия. Долбежное сверло (справа) используется для подготовки неглубокой канавки или шпоночной канавки.
Угол наклона наконечника сверла выбирается в зависимости от твердости материала, на котором оно будет использоваться. Для мягких металлов можно использовать более острый угол, чем для очень твердых. Таким образом, угол от 45 до 60 градусов является лучшим углом резания для чугуна, чем более общие 59 градусов.Угол 45 градусов также больше подходит для латуни, хотя для латуни могут быть изготовлены специальные сверла с прямыми канавками в дополнение к меньшему углу резания. Мягкие металлы, такие как медь или алюминий, лучше всего резать сверлом, имеющим угол резания 90 градусов и сделанным с небольшой канавкой, выступающей в качестве направляющей, как показано на рис.4.
Очень твердая сталь, такая как марганцевая сталь, может быть лучше просверлена при использовании сверла с углом закручивания меньше обычного, например, 24 градуса.Угол среза тоже должен быть более плоским — около 75 градусов.
Всякий раз, когда необходимо просверлить большое отверстие, рекомендуется сначала просверлить маленькое отверстие, которое будет служить ориентиром. Это обеспечивает центр для большего сверла и снижает риск просверливания не совсем верного отверстия.
Это обеспечивает центр для большего сверла и снижает риск просверливания не совсем верного отверстия.
Кроме уже упомянутых сверл, существуют специально разработанные сверла для других видов работ.
На рис. 5 показана фреза с зенковкой, аналогичная используемой в деревообрабатывающей промышленности. Используется для проделывания отверстий под головки винтов или заклепок, а также для развёртывания.Этот тип зенковки предназначен в основном для обработки мягких металлов. Для обычного зенкования используется спиральное сверло, размер которого в два раза больше просверленного отверстия.
На фиг. 6 показано сверло с плоским концом, с помощью которого отверстие, предварительно просверленное на нужную глубину спиральным сверлом, может быть преобразовано в квадрат до плоского дна; небольшой патрубок необходим для того, чтобы сверло двигалось концентрически.
Рис. 7 — Использование определенного типа сверла с плоским концом для зенковки винтов с цилиндрической головкой. Сверло показано справа.
Сверло показано справа.
Рис. 8 — Вырезание больших отверстий в тонком листе металла лучше всего выполнять с помощью резака и бруска. Размер отверстия, проделываемого этим типом сверла, можно отрегулировать, перемещая фрезу к круглому стержню или от него.
На рис. 7 показан другой вариант сверла с плоским концом, которое используется для прорезания существующего отверстия под головку болта или винт с цилиндрической головкой. Штифт на сверле должен быть того же диаметра, что и отверстие, которое нужно утопить.Большие отверстия в тонком металле лучше всего вырезать с помощью фрезы и бруска, принцип действия которых показан на рис. 8. Сначала просверливается небольшое отверстие, в котором вращается центральный стержень; Затем фрезу регулируют на правильный радиус и затягивают клиновой чекан.
Станки сверлильные. Существует множество буровых станков, которые могут быть как с механическими, так и с ручными приводами.
Маленькая ручная дрель типа, показанного на рис. 9, используется в основном для сверления отверстий малого диаметра в тонком листе металла и особенно полезна для ремонтных работ и для сверления в местах, где невозможно использовать более мощную и большую машина.Это тот тип, который используется в плотницких работах: и около 12 дюймов в длину; трехкулачковый патрон подходит для сверл диаметром до 1/4 дюйма. При использовании ручной дрели необходимо соблюдать осторожность, чтобы она оставалась достаточно устойчивой и совпадающей с спиральным сверлом. Если эта мера предосторожности не будет соблюдена, образовавшееся отверстие будет неправильным, и сверло почти наверняка погнется или сломается.
9, используется в основном для сверления отверстий малого диаметра в тонком листе металла и особенно полезна для ремонтных работ и для сверления в местах, где невозможно использовать более мощную и большую машина.Это тот тип, который используется в плотницких работах: и около 12 дюймов в длину; трехкулачковый патрон подходит для сверл диаметром до 1/4 дюйма. При использовании ручной дрели необходимо соблюдать осторожность, чтобы она оставалась достаточно устойчивой и совпадающей с спиральным сверлом. Если эта мера предосторожности не будет соблюдена, образовавшееся отверстие будет неправильным, и сверло почти наверняка погнется или сломается.
Рис. 9 — Маленькая ручная дрель, такая как показанная выше, удобна для небольших работ по металлу и ремонтных работ.
Рис. 10 — Сверло для груди может использоваться для любого количества работ и больше подходит, чем ручное сверло.Две разные скорости можно получить, перемещая шпиндель ведущего колеса, к которому прикреплена ручка.
Сверло для груди, показанное на рис. 10, больше и прочнее ручного сверла, и имеет регулируемый нагрудник, с помощью которого к сверлу может быть приложено гораздо большее давление. Машина, показанная на рис. 23, имеет два альтернативных передаточных числа. Они достигаются перемещением шпинделя ведущего колеса в одно из двух положений, как показано на рис.23. В первом положении зубья снаружи большого конического колеса приводят в движение маленькое колесо, прикрепленное к шпинделю патрона; это дает высокую скорость движения. При перемещении шпинделя внутренний набор зубьев входит в зацепление, так что патрон вращается со скоростью, немного превышающей скорость рукоятки. Необходимо только нажать на подпружиненный плунжер, чтобы шпиндель можно было вынуть из любой втулки. Трехкулачковый патрон на станках этого типа обычно имеет диаметр до ½ дюйма. Эта дрель очень хорошо подходит для домашней мастерской.
Дрели с механическим приводом. Еще несколько лет назад сеялки с механическим приводом были громоздкими, тяжелыми и дорогими машинами, которые можно было найти только в механических мастерских. Однако сейчас существует множество отличных марок портативных электродрелей, которые имеют легкий вес и доступны механикам по разумной цене. Электродрели меньшего типа имеют пистолетную рукоятку и курковый выключатель, так что дрелью можно управлять одной рукой. Благодаря использованию специальных приспособлений эти электродрели можно использовать для полировки, фрезерования и многих других работ, помимо сверления металла.Для очень легких металлоконструкций существуют электрические ручные инструменты, которые значительно меньше и дешевле обычных электродрелей. Эти станки очень хороши для декоративных работ по металлу, так как их можно приобрести с насадками для гравировки, фрезерования, полировки и т. Д.
Однако сейчас существует множество отличных марок портативных электродрелей, которые имеют легкий вес и доступны механикам по разумной цене. Электродрели меньшего типа имеют пистолетную рукоятку и курковый выключатель, так что дрелью можно управлять одной рукой. Благодаря использованию специальных приспособлений эти электродрели можно использовать для полировки, фрезерования и многих других работ, помимо сверления металла.Для очень легких металлоконструкций существуют электрические ручные инструменты, которые значительно меньше и дешевле обычных электродрелей. Эти станки очень хороши для декоративных работ по металлу, так как их можно приобрести с насадками для гравировки, фрезерования, полировки и т. Д.
Рис. 11 — Буровой штифт и трещотка — это ручной инструмент, используемый для сверления толстого металла.
К другим типам бурового оборудования относятся буровая стойка и храповик, представляющие собой ручной инструмент, используемый для сверления толстого или очень твердого металла. На этом оборудовании спиральное сверло приводится во вращение с помощью длинной рукоятки и храпового механизма; он медленно вводится в металл с помощью тонкой винтовой резьбы на шпинделе и на внутренней стороне восьмиугольной втулки; Сверло обычно имеет квадратное коническое отверстие для сверл с квадратным хвостовиком вместо трехкулачкового патрона (см. Рис. 11).
На этом оборудовании спиральное сверло приводится во вращение с помощью длинной рукоятки и храпового механизма; он медленно вводится в металл с помощью тонкой винтовой резьбы на шпинделе и на внутренней стороне восьмиугольной втулки; Сверло обычно имеет квадратное коническое отверстие для сверл с квадратным хвостовиком вместо трехкулачкового патрона (см. Рис. 11).
Настольные упражнения (Рис. 12), механические или ручные, более прочные и жесткие, чем другие типы упражнений. Их следует прикрутить к скамейке.
Работа дрелью. Итак, что касается операции руки. Если это касается дрели, единственное, о чем следует быть осторожным, — это следить за тем, чтобы спиральное сверло не согнулось или не сломалось при движении детали или самого сверла. При работе с дрелями следует проявлять большую осторожность, особенно в случае стендовых дрелей с механическим приводом, где, если машина не будет эксплуатироваться должным образом, существует опасность серьезной травмы рабочего. Первое правило при использовании дрели с механическим приводом — убедиться, что дрель надежно закреплена в патроне дрели, а обрабатываемая деталь закреплена таким образом, чтобы не было необходимости удерживать ее руками. Другой момент — использовать только острое сверло. Правильная скорость вращения дрели очень важна при работе с электрической дрелью. Если сверло вращается слишком быстро, оно перегревается, теряется правильный характер, и сверло становится мягким и, следовательно, бесполезным. С другой стороны, если использовать недостаточное давление, чтобы заставить сверло резать металл, сверло будет повреждено. Чем больше сверло, тем медленнее оно должно вращаться. Другой фактор, влияющий на скорость работы сверла, — это твердость просверливаемого металла.С мягкими металлами, такими как медь и алюминий, сверло может работать очень быстро, в то время как с чугуном и сталью скорость должна быть значительно снижена. Сверло должно быть хорошо смазано во время использования, и хотя достаточно свободно наносить масленку на ручные или грудные сверла, этот метод не подходит для больших сверлильных станков с механическим приводом. Для них можно свободно использовать смесь мыла и воды или смесь мягкого мыла, соды и воды; это позволяет сверлам работать с увеличенными скоростями и подачами и в то же время продлевает срок службы сверла, предотвращая перегрев.
Другой момент — использовать только острое сверло. Правильная скорость вращения дрели очень важна при работе с электрической дрелью. Если сверло вращается слишком быстро, оно перегревается, теряется правильный характер, и сверло становится мягким и, следовательно, бесполезным. С другой стороны, если использовать недостаточное давление, чтобы заставить сверло резать металл, сверло будет повреждено. Чем больше сверло, тем медленнее оно должно вращаться. Другой фактор, влияющий на скорость работы сверла, — это твердость просверливаемого металла.С мягкими металлами, такими как медь и алюминий, сверло может работать очень быстро, в то время как с чугуном и сталью скорость должна быть значительно снижена. Сверло должно быть хорошо смазано во время использования, и хотя достаточно свободно наносить масленку на ручные или грудные сверла, этот метод не подходит для больших сверлильных станков с механическим приводом. Для них можно свободно использовать смесь мыла и воды или смесь мягкого мыла, соды и воды; это позволяет сверлам работать с увеличенными скоростями и подачами и в то же время продлевает срок службы сверла, предотвращая перегрев.
Когда сверло просто выступает из просверливаемого металла, необходимо соблюдать осторожность, чтобы не допустить, чтобы сверло быстро затянуло в частично вырезанное отверстие и, таким образом, не сломалось. После некоторого опыта оператор может почувствовать, когда это должно произойти, и уменьшает подачу. Даже в этом случае требуется значительно больше усилий, чтобы удерживать рабочее место в неподвижном состоянии и предотвращать его вращение вместе с дрелью. Целесообразно подложить под изделие деревянный или мягкий металлический брусок, чтобы сверло не зацепилось за него, когда оно прорвется.
Рис. 13 — При использовании настольного сверлильного станка с механическим приводом важно, чтобы обрабатываемая работа надежно удерживалась. Основание сверла выполнено таким образом, чтобы к нему можно было прикрепить болтами обычные тиски, как показано выше, и затем сверлить в тисках. Не копите работу вручную.
Когда сверло отламывается заподлицо с металлической поверхностью, иногда необходимо использовать специальный инструмент, показанный справа, для его извлечения. Слева простой глубиномер для измерения глубины отверстий.
Слева простой глубиномер для измерения глубины отверстий.
Маленькие тиски, такие как показанные на рис. 13, следует использовать с настольными сверлами, чтобы работа оставалась неподвижной. Тиски прикручены к основанию сверла.
Часто случается, что сверло ломается — как правило, из-за небрежного использования или плохой заточки — и корпус остается надежно зажатым в частично просверленном отверстии. В таком случае часто бывает очень трудно извлечь сломанную часть. Если какая-либо часть сверла выступает, за концы можно взять плоскогубцы и вытащить сломанный конец; К сожалению, сверло настолько хрупкое, что эти маленькие насадки часто крошатся прежде, чем можно будет получить реальный захват.Если это вообще возможно, работу следует нагреть до покраснения и дать остыть как можно медленнее — скажем, закопав ее в золу. Тогда сверло получается жестким и мягким, а выступающие части можно использовать для извлечения сломанных частей.
Там, где нет выступающей части, можно изготовить или купить небольшой инструмент (рис. 14). Два маленьких пальца входят в канавки сломанного сверла, и можно повернуть сверло в отверстии и, таким образом, открутить его. В противном случае сверло необходимо размягчить, как описано, и высверлить его новым сверлом.
14). Два маленьких пальца входят в канавки сломанного сверла, и можно повернуть сверло в отверстии и, таким образом, открутить его. В противном случае сверло необходимо размягчить, как описано, и высверлить его новым сверлом.
Полное руководство по сверлению и нарезанию резьбы по нержавеющей стали
Не вызывающая коррозии и легкая в очистке нержавеющая сталь ценится как за ее прочность, так и за внешний вид. Листы и трубы из нержавеющей стали, используемые в транспорте, производстве товаров народного потребления, производстве продуктов питания, строительстве и многих других отраслях промышленности, являются популярными рабочими материалами для сверления и нарезания резьбы. Хотя нержавеющая сталь является обычным материалом, для сверления и нарезания резьбы требуются соответствующие инструменты и меры предосторожности для обеспечения эффективных и безопасных операций.Прежде чем обсуждать подходящие метчики и сверла для работы с нержавеющей сталью, важно понять характеристики материала, чтобы продлить срок службы инструмента и добиться высокого качества изготовления.
Свойства нержавеющей стали
Несмотря на то, что нержавеющая сталь известна своей прочностью, она не входит в число самых твердых материалов, с которыми вы, вероятно, столкнетесь при работе с металлом. Проблема в том, что многие нержавеющие стали, в частности 304 и 316, могут становиться все труднее и труднее резать во время работы, если режущие инструменты применяются неправильно.Это явление, известное как деформационное упрочнение, происходит из-за тепла, выделяемого при неправильной скорости и скорости подачи для сверления и нарезания резьбы по нержавеющей стали. Если скорость резания (об / мин) слишком высока, а подача слишком медленная, сверло будет «тереться», а не резать, что приведет к нагреву и фактически упрочнит обрабатываемый материал. Проблема усугубляется тем, что по мере выполнения работы выделяется тепло, которое укрепляет дно и боковые стороны отверстия непосредственно перед тем, как они будут разрезаны. Сверление нержавеющей стали, подверженной механическому упрочнению, усложняет работу сверла, сокращая срок его службы из-за износа и увеличивая вероятность поломки. А поскольку материал остается твердым, он оказывает такое же влияние на метчики, используемые позже в процессе обработки.
А поскольку материал остается твердым, он оказывает такое же влияние на метчики, используемые позже в процессе обработки.
Нержавеющая сталь обладает рядом других характеристик, которые влияют на способ ее сверления и нарезания резьбы:
- Пластичность — Аустенитная, дуплексная и другие нержавеющие стали растягиваются больше, чем большинство других металлов, когда они подвергаются растягивающему напряжению. Они «уступают» давлению сверла или уступают ему до того, как режущие кромки инструмента успевают купить. Это затрудняет отламывание стружки инструментом.
- Прочность — Даже когда сверло или метчик врезается в некоторые сорта нержавеющей стали, прочность материала препятствует образованию стружки, вызывая наросты на кромках, которые ухудшают качество отверстий и образование резьбы.
- Низкая теплопроводность — Материал не может быстро рассеивать тепло. Высокие температуры, возникающие при сверлении или нарезании резьбы по нержавеющей стали, остаются сосредоточенными в наконечнике инструмента, что может привести к его разрушению. Компоненты из быстрорежущей стали теряют твердость, а твердосплавные метчики и сверла могут образовывать микроскопические трещины на режущих кромках при длительном воздействии высоких температур.
 Компоненты из быстрорежущей стали теряют твердость, а твердосплавные метчики и сверла могут образовывать микроскопические трещины на режущих кромках при длительном воздействии высоких температур.
Компоненты из быстрорежущей стали теряют твердость, а твердосплавные метчики и сверла могут образовывать микроскопические трещины на режущих кромках при длительном воздействии высоких температур.Ключи к сверлению и нарезанию резьбы Нержавеющая сталь
Как уже говорилось выше, высокая прочность и эластичность нержавеющей стали вызывают трудности с отломом, формированием и удалением стружки. Засорение стружкой канавок обычно приводит к катастрофическому отказу инструмента, но также может вызывать чрезмерную вибрацию инструмента и заготовки, что плохо сказывается на режущем инструменте, чистоте обработки отверстия и качестве резьбы.Надежный зажим заготовки и стабилизация сверла в правильном держателе инструмента помогут, а также максимально уменьшат вылет инструмента.
Использование острых инструментов также поможет снизить вибрацию, а также снизить качество работы и теплоотдачу. Но выполнение работ с правильной подачей и скоростью — лучший способ вырезать чистые отверстия и наиболее эффективно нарезать резьбу по нержавеющей стали. В то время как сверла малого диаметра должны поддерживать минимальную скорость, чтобы быть эффективными, более широкие долота, особенно когда они используются для просверливания более глубоких отверстий, должны быть отрегулированы назад, чтобы уменьшить риск поломки.Тем не менее, рекомендуемая площадь в футах в минуту (SFM) должна поддерживаться независимо от диаметра сверла. Хотя для различных применений и сортов нержавеющей стали требуются разные параметры скорости и подачи, поддерживайте рекомендуемую скорость. Скорость подачи может быть относительно высокой, если вы будете осторожны, чтобы не допустить поломки и ослабления инструмента из-за сильного нагрева. Высокая подача поможет инструменту резать, удалять стружку и резать закаленный материал. Поддерживайте скорость подачи на протяжении всего процесса и следите за тем, чтобы инструмент не останавливался или не терся о стенку отверстия.Эта процедура позволит теплу уйти вместе со стружкой, а не накапливаться в инструменте или заготовке.
В то время как сверла малого диаметра должны поддерживать минимальную скорость, чтобы быть эффективными, более широкие долота, особенно когда они используются для просверливания более глубоких отверстий, должны быть отрегулированы назад, чтобы уменьшить риск поломки.Тем не менее, рекомендуемая площадь в футах в минуту (SFM) должна поддерживаться независимо от диаметра сверла. Хотя для различных применений и сортов нержавеющей стали требуются разные параметры скорости и подачи, поддерживайте рекомендуемую скорость. Скорость подачи может быть относительно высокой, если вы будете осторожны, чтобы не допустить поломки и ослабления инструмента из-за сильного нагрева. Высокая подача поможет инструменту резать, удалять стружку и резать закаленный материал. Поддерживайте скорость подачи на протяжении всего процесса и следите за тем, чтобы инструмент не останавливался или не терся о стенку отверстия.Эта процедура позволит теплу уйти вместе со стружкой, а не накапливаться в инструменте или заготовке. В идеале цель — увидеть фишку, которая стала синей. Черная или коричневая стружка указывает на слишком сильное нагревание; уменьшите скорость (SFM) и увеличьте подачу. Блестящий чип указывал на отсутствие тепла; увеличить скорость и подачу.
В идеале цель — увидеть фишку, которая стала синей. Черная или коричневая стружка указывает на слишком сильное нагревание; уменьшите скорость (SFM) и увеличьте подачу. Блестящий чип указывал на отсутствие тепла; увеличить скорость и подачу.
Тепло здесь враг, поэтому рекомендуется сверлить нержавеющую сталь поэтапно, давая инструменту время для остывания. Сделайте серию спринтов вместо марафона.Сеансы сверления должны быть короткими, с достаточным давлением. Убедитесь, что сверло находится на полной подаче при выходе и повторном входе в отверстие.
Не забывайте смазывать при работе с нержавеющей сталью. По возможности флудить на протяжении всей работы. В противном случае прекратите регулярно наносить масло или охлаждающую жидкость.
Металлорежущие инструменты для нержавеющей стали
Геометрия, конструкция и металлургия инструмента позволили создать сверла и метчики для нержавеющей стали, которые включают в себя функции, которые делают работу более плавной:
- Режущие кромки — Режущие кромки имеют режущую кромку края, которые часто заострены под более острыми и узкими углами на конце, что не позволяет сверлу ходить. Угол резания 135 градусов позволяет резать более тонкую стружку, которую легче удалить.
- Инструментальный металл — Более высокая закупочная цена на кобальтовые сверла может оказаться выгодным вложением средств для тех, кто много работает с нержавеющей сталью. Кобальтовый сплав полностью проходит через сверло — это не просто покрытие — поэтому они сохраняют твердость и термостойкость кобальта за счет многократной заточки. Инструменты из быстрорежущей стали можно использовать для обработки нержавеющей стали, но более короткие сверла являются наиболее эффективными, поскольку они менее подвержены прогибу.Лучшие сверла HSS для нержавеющей стали легированы вольфрамом или молибденом. Твердосплавные инструменты можно использовать на больших расстояниях без необходимости частой смены инструмента, что делает их идеальными сверлами и метчиками для нержавеющей стали.
- Покрытия — Сверла для нанесения покрытий из нитрида титана делают их более устойчивыми к нагреванию. Они могут выдерживать высокие скорости подачи, необходимые для нержавеющей стали, при этом повышая целостность отверстий и обеспечивая гладкую поверхность.
 Угол резания 135 градусов позволяет резать более тонкую стружку, которую легче удалить.
Угол резания 135 градусов позволяет резать более тонкую стружку, которую легче удалить. Они могут выдерживать высокие скорости подачи, необходимые для нержавеющей стали, при этом повышая целостность отверстий и обеспечивая гладкую поверхность.
Они могут выдерживать высокие скорости подачи, необходимые для нержавеющей стали, при этом повышая целостность отверстий и обеспечивая гладкую поверхность.Regal Cutting Tools предлагает широкий ассортимент метчиков и сверл, идеально подходящих для любого применения и материала заготовки.У наших инструментов есть все крепежные винты, дробные и метрические размеры, которые только можно вообразить. Не можете найти подходящий режущий инструмент? Regal специализируется на изготовлении специальных метчиков по индивидуальному заказу, чтобы гарантировать, что у вас есть именно тот инструмент, который вам нужен для вашего приложения. Для получения дополнительной информации свяжитесь с нашими экспертами сегодня или запросите ценовое предложение.
Выбор сверл | Как выбрать бит правильного размера
Определить, какой бит использовать для вашего проекта, может быть непросто — и иногда лучше оставить это экспертам. Используйте это руководство, чтобы решить, будете ли вы заниматься своими руками или нанять парня.
Используйте это руководство, чтобы решить, будете ли вы заниматься своими руками или нанять парня.
Требуемые материалы:
- Поверхность для просверливания
- Защитные очки
- Электродрель
- Набор бит — включая сверло по камню, сверло по дереву и коронки
- Перчатки
Совет HomeAdvisor:
Если вы только начинаете, купите стандартную дрель. Это даст вам множество вариантов.
Дополнительная информация о выборе сверл
Дрель — один из самых незаменимых инструментов, который может быть в вашем арсенале.Независимо от того, являетесь ли вы преданным домашним мастером или воином, занимающимся ремонтом дома на выходных, вы, вероятно, будете использовать дрель чаще, чем какой-либо другой простой электроинструмент. Универсальность сверла обеспечивается различными насадными насадками, каждое из которых уникально подходит для конкретного материала или работы. Биты могут напугать. Знакомство с различными доступными типами поможет вам выбрать подходящий.
Биты могут напугать. Знакомство с различными доступными типами поможет вам выбрать подходящий.
Выбор сверл по типу
Сверла сначала классифицируются по среде, в которой они могут использоваться, а затем по материалам.Вот почему вы найдете насадки, предназначенные для обработки дерева, кирпичной кладки и металла. После того, как вы определились с материалом и материалом, вы выберете размер, соответствующий вашим конкретным потребностям.
- Сверла по дереву: Их можно определить по маленькому заостренному наконечнику на самом конце. Если присмотреться, можно увидеть шпоры с каждой стороны. Они хватают дерево и вырезают его. Стальные биты отлично подходят для хвойных пород древесины; древесина твердых пород в конечном итоге их потускнеет. Сверла по дереву с титановым покрытием служат дольше всех.Сверло по дереву — наиболее универсальное и часто используемое сверло.
- Сверла для каменной кладки: Эти сверла имеют пологий наконечник. Иногда наконечник сверл по камню покрыт карбидом, что продлевает их остроту. Кладочная коронка лучше всего работает с камнем и шлакоблоком, а также с плиткой. Он очень прочный и, приложив немало усилий, вы сможете повесить вашу любимую фотографию на твердой поверхности, например, на кирпичной стене.
- Сверла по металлу: Они имеют широкоугольный наконечник на конце и могут быть окрашены в черный цвет.Если вы покупаете новые сверла по металлу, обратите внимание на этикетку с названием быстрорежущей стали (HSS). Эти биты очень универсальны. Более дорогие металлические долота могут иметь титановое покрытие или содержать кобальт. Стальные сверла просверливают мягкий алюминий, хотя для других типов металлов требуется быстрорежущая сталь.
 Иногда наконечник сверл по камню покрыт карбидом, что продлевает их остроту. Кладочная коронка лучше всего работает с камнем и шлакоблоком, а также с плиткой. Он очень прочный и, приложив немало усилий, вы сможете повесить вашу любимую фотографию на твердой поверхности, например, на кирпичной стене.
Иногда наконечник сверл по камню покрыт карбидом, что продлевает их остроту. Кладочная коронка лучше всего работает с камнем и шлакоблоком, а также с плиткой. Он очень прочный и, приложив немало усилий, вы сможете повесить вашу любимую фотографию на твердой поверхности, например, на кирпичной стене.Как выбрать сверло по размеру
К буровым долотам прилагаются таблицы пилотных отверстий, которые помогут вам определить правильное сверло для работы. Эти диаграммы основаны на хвостовике винта и предназначены для использования только в качестве рекомендаций:
- Для хвойных пород используйте отверстие на 1/64 дюйма меньше целевого размера отверстия.
- При работе с другими материалами используйте кусочек точно такого же размера, как отверстие.
- Если вы не уверены, что выбрать, выберите сверло на 1/64 дюйма больше, чем отверстие, которое вы хотите создать. Это будет учитывать такие переменные, как плотность древесины и тип шурупа.

Чтобы понять, как правильно выбрать сверло, нужна практика, но не пугайтесь. Перед тем, как сделать выбор, внимательно ознакомьтесь с диаграммами направляющих отверстий. Кроме того, старайтесь хранить сверла в кейсе для хранения.Это упростит выбор нужного размера и сделает его более интуитивным.
Как увеличить или выровнять отверстие в металле
Увеличение отверстий или выравнивание несовпадающих отверстий в металле — это работа инструмента, известного как развертка.
Процесс, с помощью которого это делается, называется развертыванием и отличается от традиционного сверления, поскольку для него требуется существующее отверстие или отверстия в качестве отправной точки. Развертка не может создать отверстие с нуля, а только увеличить размер текущих отверстий.
Развертка не может создать отверстие с нуля, а только увеличить размер текущих отверстий.
Ниже вы найдете пошаговое руководство по развертыванию вместе с техническими рекомендациями, советами по передовой практике и информацией о диапазоне доступных разверток HMT и наилучших ситуациях их использования.
Как увеличить или выровнять (развернуть) отверстие в металле:
- Во-первых, убедитесь, что ваша заготовка надежно закреплена и не собирается двигаться.
- Во-вторых, если у вас уже есть отверстие, которое вы хотите увеличить или выровнять, выберите наиболее подходящую развертку для нужного вам размера отверстия.Например, если вы хотите перейти от отверстия 8 мм к отверстию 16 мм, не рекомендуется делать это за одну операцию. Для достижения наилучших результатов и предотвращения поломки инструмента увеличивайте отверстие небольшими приращениями по 2-3 мм за раз, используя для этого развертку подходящего размера.
- Установите развертку на приводной инструмент.
- При использовании расширителя Holemaker Technology VersaDrive в ударном гайковерте, магнитном сверле или сверле SDS выберите правильный адаптер, установите его на приводной инструмент и вставьте расширитель.
- При установке развертки ImpactaMag на магнитную дрель просто вставьте ее в оправку и затяните установочные винты.
- Вставьте развертку в отверстие, которое нужно увеличить. Развертки VersaDrive и ImpactaMag — это конические развертки, также известные как мостовидные развертки, которые самоцентрируются благодаря своим наклонным коническим сторонам. (Развертки, используемые в магнитном сверле, могут самоцентрироваться только при выключенном магните, чтобы сверло могло двигаться в правильное положение.)
- Когда все будет готово, слегка выдвиньте развертку, чтобы она не касалась стенок отверстия, и начните вращение.
- Начните резку, применяя постоянное давление подачи на протяжении всей операции.
- Как только развертка достигнет своего самого широкого места, рез будет завершен, и развертку можно будет остановить и вытащить.


Рекомендации по передовой практике:
- Проверьте минимальный крутящий момент, необходимый для используемого инструмента.
- Приложите твердое, равномерное давление подачи по всему пропилу, подавая подачу очень медленно и осторожно в течение первых 1 мм реза.
- Для увеличения стойкости инструмента не пытайтесь увеличить диаметр существующего отверстия более чем на 2–3 мм.Если требуется больший размер готового отверстия, тогда следует использовать развертку следующего размера, чтобы «увеличить», пока не будет достигнут конечный диаметр отверстия.
- Избегайте бокового смещения или наклона, которые могут привести к повреждению инструмента
- Обеспечьте регулярное нанесение качественной смазочно-охлаждающей жидкости, особенно при сверлении толстых или закаленных материалов.
- Огнеупорная резка, лазерная резка или перфорация отверстий может оказаться невозможной для развертывания ударного ключа. В этой ситуации отверстие можно развернуть медленным магнитным сверлом с разверткой ImpactaMag или VersaDrive.
- Следуйте инструкциям, чтобы установить правильную скорость вращения. Неправильная частота вращения может привести к снижению срока службы или поломке инструмента.
- Обеспечьте свободную от мусора поверхность из стали достаточной толщины для сильного удержания магнита при сверлении с магнитом.
- Регулярно проверяйте, чтобы направляющие, рукоятки, оправки и подвижные части магнитного сверла не расшатывались со временем.
- Для максимальной производительности при использовании ударных гаечных ключей и ударных отверток.

Теперь вы знаете, как, зачем вам расширять отверстие?
Существует множество причин, по которым отверстия необходимо модифицировать после того, как они были созданы. Чаще всего это могут быть изменения в спецификации, изменение типа используемых креплений или даже просто ошибка измерения на каком-то этапе процесса.
Какой бы ни была причина увеличения отверстия, это традиционно было трудно сделать точно на месте и вдали от статических прецизионных фрезерных и сверлильных станков, особенно в твердых материалах, таких как сталь.
Тогда вопрос «как это сделать быстро и правильно» стал настоящей проблемой.
Желание найти решение этих проблем привело нас к созданию двух совершенно новых продуктов — линейки строительных и промышленных разверток VersaDrive и ImpactaMag.
Развертки VersaDrive
Развертки VersaDrive— это идеальный инструмент для выравнивания и увеличения отверстий для слесарей и монтажников, позволяющий поддерживать работу при смещении отверстия или неправильном размере для фиксации.
Обладая специально разработанной геометрией резания с 6 зубьями и титановым покрытием, развертки VersaDrive ™ полностью рассчитаны на ударную нагрузку и работают быстрее всего при использовании с ударным гайковертом, обеспечивая максимальную производительность резания практически без отдачи механического инструмента.
имеют запатентованный нескользящий шестигранный хвостовик, подходящий для использования в любом стандартном сверлильном патроне 1/2 дюйма для аккумуляторных или пистолетных дрелей или с адаптером VersaDrive Rapid Lock для использования в широком спектре электроинструментов, таких как магнитные дрели.
- Прецизионная конструкция с 6 зубьями для плавного резания
- Более безопасное развертывание с минимальной отдачей
- Специально закалено для использования с гайковертом
- Высококачественная инструментальная сталь для высокой точности и длительного срока службы
- Титановое покрытие Goldmax с низким коэффициентом трения, предотвращающее выгорание
- Высокопрочная, нескользящая конструкция хвостовика
- Использование на ударных или вращающихся
Краткое техническое руководство
- Для максимальной производительности при использовании ударных гаечных ключей и ударных отверток
- Не рекомендуется использовать развертки с ударным приводом для отверстий, вырезанных пламенем или плазменной резкой. Использование с магнитным сверлом
- Развертка должна вращаться перед началом резки и должно использоваться постоянное давление подачи через разрез
- Для материалов толщиной более 20 мм рекомендуется использовать развертки ImpactaMag.
 Использование с магнитным сверлом
Использование с магнитным сверломРазвертка HMT ImpactaMag
Развертка ImpactaMag ™ HSS — это уникальная развертка двойного назначения для увеличения и выравнивания отверстий в металлах и твердых материалах.
Специально разработанная геометрия режущего инструмента позволяет использовать инструмент в ударном гайковерте или магнитной дрели.При использовании в ударном гайковерте он закрепляется в специальном адаптере, что означает, что инструментом легче управлять, применять правильную скорость подачи и извлекать из готового отверстия, что увеличивает срок службы инструмента. Эта развертка также подходит для стандартной оправки магнитного сверла Weldon.
Коническая конструкция позволяет ввести узкий конец развертки ImpactaCut в существующее отверстие и точно отцентрировать.
Ротационный / ударный удар срезает точную стружку с каждой стороны отверстия, вплоть до самого широкого диаметра развертки.
- Идеально для монтажа стальных конструкций и мостов
- Идеально подходит для модификации и увеличения отверстий
- Крепится непосредственно к гайковерту
- Может использоваться с любой стандартной магнитной дрелью
- Доступны промежуточные размеры
- Уникальный дизайн с шестью зубьями для более быстрого и плавного резания
- Подготовьте отверстия для установки TCB и фрикционных болтов
Так как узнать, какой из них вам подходит?
Выбор подходящего инструмента для работы будет зависеть от используемого приводного инструмента, требуемого размера окончательного отверстия и материала, который вы расширяете.
Когда развертки VersaDrive — лучший вариант:
При использовании портативного электроинструмента, такого как ударная отвертка или ударный ключ, а окончательный требуемый размер отверстия меньше 26 мм, рекомендуется использовать ударную развертку VersaDrive. Этот инструмент быстро и легко подходит для линейки быстросменных адаптеров VersaDrive с быстрой фиксацией и может использоваться для увеличения отверстия в материалах толщиной до 20 мм.
Этот инструмент быстро и легко подходит для линейки быстросменных адаптеров VersaDrive с быстрой фиксацией и может использоваться для увеличения отверстия в материалах толщиной до 20 мм.
также можно использовать с аккумуляторными дрелями и сверлами на магнитах или сверлами для колонн, поэтому для применений, требующих отверстий диаметром до 26 мм в материалах толщиной до 20 мм, развертки VersaDrive по-прежнему идеально подходят для этой задачи.
Когда развертки ImpactaMag — лучший вариант:
Если вы используете магнитное сверло без адаптера, требуется размер отверстия от 26 до 39 мм или если у вас материал толщиной более 20 мм, то рекомендуется использовать ImpactaMag Reamer.
С хвостовиком Weldon развертка ImpactaMag впишется непосредственно в стандартную оправку 19,05 мм, а ее конструкция делает ее идеальной для обработки более толстых материалов на глубину более 20 мм.
Многие профессионалы в области строительства и строительства будут свидетельствовать. Работа на месте или в мастерской может проходить нормально, пока небольшая проблема, такая как несовпадающее отверстие, плохо просверленное отверстие или слишком маленькое соединительное отверстие, не заставит работать очень дорогой гаечный ключ.
Работа на месте или в мастерской может проходить нормально, пока небольшая проблема, такая как несовпадающее отверстие, плохо просверленное отверстие или слишком маленькое соединительное отверстие, не заставит работать очень дорогой гаечный ключ.
Наличие под рукой набора разверток VersaDrive или ImpactaMag означает, что эту потенциальную проблему можно быстро преодолеть.
Скорости и подача
Лучшие сверла для металла и закаленной нержавеющей стали
Сверление по металлу на первый взгляд может показаться простым.
Я имею в виду, что там еще может быть больше, чем прикрепить простое сверло и продолжить сверление, верно?
Неправильно! В отличие от пластика, дерева или даже цемента, металлические поверхности могут создавать проблемы. Просверливание металла может оказаться кошмарной работой, если вы не подготовитесь.
Тут никуда не деться. Если вам нужно работать с металлическими поверхностями, такими как нержавеющая сталь или закаленная сталь, вам нужны лучшие сверла для закаленной стали, которые безумно прочные и чрезвычайно жаропрочные.
Если вам нужно работать с металлическими поверхностями, такими как нержавеющая сталь или закаленная сталь, вам нужны лучшие сверла для закаленной стали, которые безумно прочные и чрезвычайно жаропрочные.
Обычные насадки не справятся. Пройдут всего несколько секунд, прежде чем они сломаются при работе с металлами. Срикошетированное сверло может быть опасным, и вы не хотите оказаться последним, где оно приземлится.
В этой статье мы поговорим о лучших сверлах по металлу и о том, как выбрать одно из них. Если до сих пор вы ругались от разочарования и сокращали свои проекты по металлу, продолжайте читать. Мы найдем для вас подходящее решение.
Наши лучшие сверла для металла, закаленной и нержавеющей стали
1.DEWALT DW1354 Набор титановых сверл
Если вы еще не слышали о DEWALT, возможно, вы ошиблись!
Вот какое влияние оказывает DEWALT в мире инструментов, особенно электроинструментов. Они известны своим безупречным качеством и широким ассортиментом продукции.
Они известны своим безупречным качеством и широким ассортиментом продукции.
И DEWALT DW1354 — одно из их прекрасных производств. Спросите любого энтузиаста DIY или профессионального пользователя. Если они имели дело со сверлильным станком, они наверняка знают эту выдающуюся модель.
DW1354 предлагает три варианта продукта. Набор сверл состоит из 14 предметов, набора для завинчивания шурупов из 45 предметов и набора принадлежностей из 80 предметов. Но набор сверл — это тот набор сверл, который привлек внимание пользователей благодаря своим уникальным характеристикам.
Поставляется с прочным титановым наконечником. Титан увеличивает долговечность DW1354 по сравнению с обычными наконечниками Black Oxide. Коническая перемычка на бите делает их еще более прочными и увеличивает срок службы.
Бит не начинает вращаться, пока не коснется поверхности. Это предотвращает скольжение и скольжение долота по поверхности. Титановый наконечник может прорезать металл, твердую древесину, пластик, дерево и т. Д.
Это предотвращает скольжение и скольжение долота по поверхности. Титановый наконечник может прорезать металл, твердую древесину, пластик, дерево и т. Д.
Изделие имеет «нескользящий хвостовик». Это означает, что при вращении бит не будет вращаться внутри патрона. Хвостовик удерживает биту на месте и обеспечивает это.
14 битов поставляются в надежном футляре для хранения, который помогает пользователю хранить их в порядке и носить с собой.
Основные особенности:
- Наконечник с титановым покрытием служит дольше, чем черный оксид.
- В комплект входит 14 бит от 1/6 дюйма до ½ дюйма.
- Биты не начинают вращаться, пока не коснутся поверхности.
- Уникальный хвостовик помогает патрону надежно удерживать сверло.
- Коническая перемычка на битах делает их более прочными.
- Детали упакованы в пластиковую коробку для переноски.
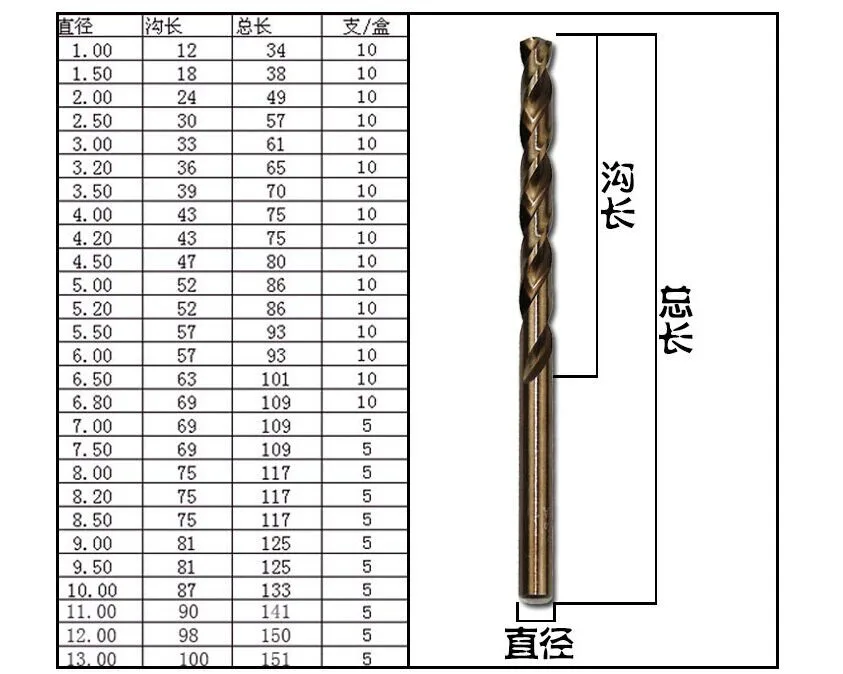
Ступенчатое сверло хорошо то, что оно предлагает несколько ступеней в одной детали.Это позволяет копать ямы разного размера без частой замены насадок.
Возьмем, к примеру, Neiko 10193A. Всего здесь 28 шагов. Это означает, что вы можете просверлить не одно, а 28 отверстий разного диаметра. Наименьший диаметр, который вы можете просверлить, составляет 1/8 дюйма, а максимальный — дюйма. Размеры выгравированы лазером на канавке сверла, чтобы пользователь мог видеть.
Набор содержит три бита. У двух из них размер хвостовика дюйма, а у оставшегося — 3/8 дюйма.Хвостовики Tri Flat Shank. Они помогают патрону плотно удерживать их, чтобы они не раскачивались во время операции.
Бита изготовлена из быстрорежущей стали, а затем покрыта титаном для эффективной работы при высоких температурах. Вы можете использовать его для 10 различных приложений, заплатив при этом лишь небольшую часть цены.
Neiko 10193A — ступенчатое сверло — одно из лучших сверл из нержавеющей стали. Две канавки обеспечивают канал для удаления стружки и ускорения процесса проникновения.Это делает работу менее беспорядочной и намного более чистой.
Точка разделения 135 градусов увеличивает эффективность стрижки и уменьшает ходьбу. Вы можете выполнять несколько процессов сверления без потери четкости и эффективности.
Основные характеристики:
- Три детали обеспечивают 28 вариантов размеров отверстий.
- Конструкция с двумя зубьями обеспечивает более чистую и эффективную резку.
- Биты изготовлены из быстрорежущей стали с титановым покрытием.
- Tri Flat Shank предотвращает дрожание биты.
- Вы можете закрыть отверстие диаметром от 1/8 до ¾ дюйма.
- Цена недорогая по сравнению с характеристиками.

Если вы любитель выходных дней или время от времени пользуетесь, сверла, которые мы обсуждали, вам подойдут. Но если вы весь день, каждый день возитесь со своей дрелью, вам нужно что-то необычное.
Да, мы говорим о чем-то, что может противостоять суровым злоупотреблениям при повседневных буровых работах.Что-то, что может пробить твердые поверхности, такие как закаленная сталь, нержавеющая сталь и чугун.
Если вы остро нуждаетесь в таком сверле, у нас есть подходящая модель для вас. IRWIN Industrial Tools 316015 содержит 8% кобальта, что делает его устойчивым к истиранию и высоким температурам.
IRWIN Industrial Tools 316015 содержит 8% кобальта, что делает его устойчивым к истиранию и высоким температурам.
Как будто этого было недостаточно, биты имеют прочную перемычку, которая еще больше увеличивает их долговечность. Это одно из лучших сверл для закаленной стали, предназначенное для выполнения сложных работ.
В наборе 15 штук разного размера. Самый маленький из них — 1/16 дюйма, а самый большой — 3/8 дюйма, вы получите несколько вариантов между ними для самых разных приложений.
Угол наклона острия составляет 135 градусов. Это минимизирует ходьбу и сокращает материал с меньшими усилиями. Сверло не начинает вращаться, как только вы включаете сверлильный станок, оно ждет, пока не коснется поверхности.
Эта конкретная модель подходит и для левшей.Кобальтовая сталь имеет длительный срок службы режущей кромки и после повторной заточки такой же срок службы, как и раньше.
Весь набор поставляется в удобном ящике для хранения, так что вы можете хранить биты надежно и организованно. Резиновая форма коробки защищает детали от ударов, а конструкция скользящей защелки обеспечивает легкий доступ.
Резиновая форма коробки защищает детали от ударов, а конструкция скользящей защелки обеспечивает легкий доступ.
Основные характеристики:
- Набор состоит из 15 предметов размером от 1/16 дюйма до 3/8 дюйма.
- Он содержит 8% кобальта, что увеличивает прочность и термостойкость.
- Точка разделения 135 градусов сокращает ходьбу и предотвращает занос.
- Титановый наконечник и конструкция перемычки увеличивают долговечность.
- Все вещи разложены в надежном компактном ящике для хранения.
Hymnorq M35 — это новый бренд, предшественником которого была Migiwata M35, обеспечивает хорошее соотношение цены и качества. Вы получите приличное качество, и вам не придется копаться в кармане.
Это спиральное сверло, которое подходит для обработки стальных поверхностей. Продукт представляет собой смесь 95% быстрорежущей стали и комбинации молибдена и кобальта. Результат? По шкале Роквелла она имеет впечатляющую твердость — 67.
Результат? По шкале Роквелла она имеет впечатляющую твердость — 67.
Если сравнить ее с обычными битами из быстрорежущей стали, то эта в несколько раз лучше с точки зрения термостойкости и долговечности. Набор состоит из 13 штук бит размером от 1,5 мм до 6,5 мм.
С Metric M35 вам не понадобится центральный кернер для маневрирования сеялки.Наконечник расположен под углом 135 градусов и центрируется во время операции. Он не будет скользить или скользить по поверхности. Угол помогает сверлу проникать с меньшим давлением.
Хвостовик может использоваться как с патронами с круглыми цанговыми патронами, так и со стандартными сверлильными патронами. Тем не менее, вы должны убедиться, что вы работаете с правильной частотой вращения для максимальной производительности.
Может использоваться для обработки поверхностей из чугуна и нержавеющей стали. Эксперименты показывают, что M35 может проникнуть в лист нержавеющей стали 304 толщиной 5 мм всего за 5 секунд.Впечатляет, правда?
Это означает, что вы можете использовать их против более мягких материалов. Однако они могут быть не столь эффективны против закаленной стали и высокоуглеродистой стали.
Однако они могут быть не столь эффективны против закаленной стали и высокоуглеродистой стали.
Эти биты очень твердые и более хрупкие, чем обычные HSS. Это ограничение неизбежно возникает при использовании более твердых материалов. Однако вы можете увеличить срок службы, используя охлаждающую жидкость во время работы.
Основные характеристики:
- Изготовлен из быстрорежущей стали, молибдена и кобальтового сплава.
- В комплекте 13 бит разного размера.
- Острие быстрой резки обеспечивает самоцентрирование и предотвращает ходьбу.
- Точка разделения 135 градусов проникает с меньшим давлением.
- Отлично подходит для чугуна и нержавеющей стали.
Будь то мастерская, домашний гараж или профессиональное использование, Hiltex 10005 упрощает использование пробивных коронок, как пирог.
Набор универсального назначения, а это значит, что с ним вы можете выполнять большинство домашних работ.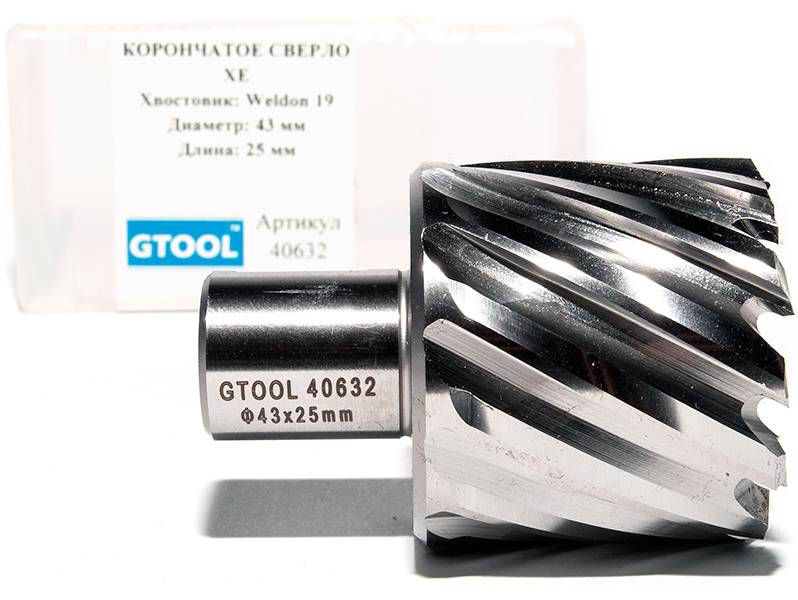 Простая настройка делает его особенно удобным и для новичков.
Простая настройка делает его особенно удобным и для новичков.
Поставляется в комплекте из 8 бит. Кусочки уложены и надежно хранятся в ящике для хранения. У вас будут разные размеры: самый маленький — 9/16 дюйма, а самый большой — 1 дюйм. Все они имеют одинаковую длину — 9 дюймов.
Hiltex 10005 изготовлен из термообработанной углеродистой стали. Быстрорежущая сталь остается острой после интенсивного использования и обеспечивает чистый рез. Покрытие черной эмалью увеличивает срок службы продукта и снижает трение при проникновении в поверхность.
Теперь это гарантирует, что долото не будет ходить по поверхности. Он имеет точку разделения 135 градусов, что обеспечивает быстрое и точное проникновение долота. Эти биты эффективно работают на металлических поверхностях, поэтому подходят для более мягких поверхностей, таких как пластик, дерево, твердое дерево.
Хвостовик Tri Flat обеспечивает плотное прилегание к патрону. Хвостовик не будет раскачиваться во время операции. Бита имеет конструкцию с двумя канавками, что позволяет быстро удалить удаленный материал.
Бита имеет конструкцию с двумя канавками, что позволяет быстро удалить удаленный материал.
Основные характеристики:
- Изготовлен из быстрорежущей стали с покрытием черной эмалью.
- Детали разложены в деревянном ящике для хранения.
- Кусочки длиной 9 дюймов имеют разный диаметр.
- Конструкция с двумя зубьями обеспечивает чистую и быструю работу.
- Точка разделения 135 градусов обеспечивает точный и точный запуск.
Это еще один прекрасный продукт от DEWALT.Этот сделан из стали, почти такой же, как и все остальные сверла. Но самое интересное — DW1361 поставляется с титановыми наконечниками, которые вы найдете только в высококачественных продуктах.
Теперь он не очень эффективен против черных поверхностей. Но для цветных поверхностей, таких как пластик и дерево, он творит чудеса. Титановый наконечник помогает деталям служить долго и обеспечивать бесперебойную работу.
Сверление включает трение, нагревание и давление, поэтому вам нужен продукт, который выдержит их.Титан увеличивает срок службы.
Бит не начинает вращаться, пока не коснется поверхности. Это увеличивает точность работы, а также снижает тепловыделение. Хвостовик без отжима прочно прикреплен к патрону, поэтому во время работы не будет раскачивания.
В наборе 21 штука. Размеры деталей варьируются от 1/6 дюйма до ½ дюйма. Благодаря разнообразию вы сможете выбрать подходящий размер для вашей домашней и профессиональной работы.
Твердые материалы имеют тенденцию быть хрупкими, этого не избежать.Но хорошая новость заключается в том, что DW1361 имеет конусообразную перемычку, которая увеличивает долговечность продукта.
Все 21 предмет поставляются должным образом в жестком пластиковом ящике. Убедитесь, что вы храните детали в прохладном, сухом и чистом месте, и они надолго останутся в первозданном виде.
Основные характеристики:
- Изготовлен из высококачественной стали с титановым наконечником.
- В комплект входит 21 долото от 1/6 дюйма до ½ дюйма.
- Биты запускаются только при контакте с поверхностью.
- Хвостовик без отжима не качается во время работы.
- Коническая перемычка снижает вероятность поломки и увеличивает срок службы.
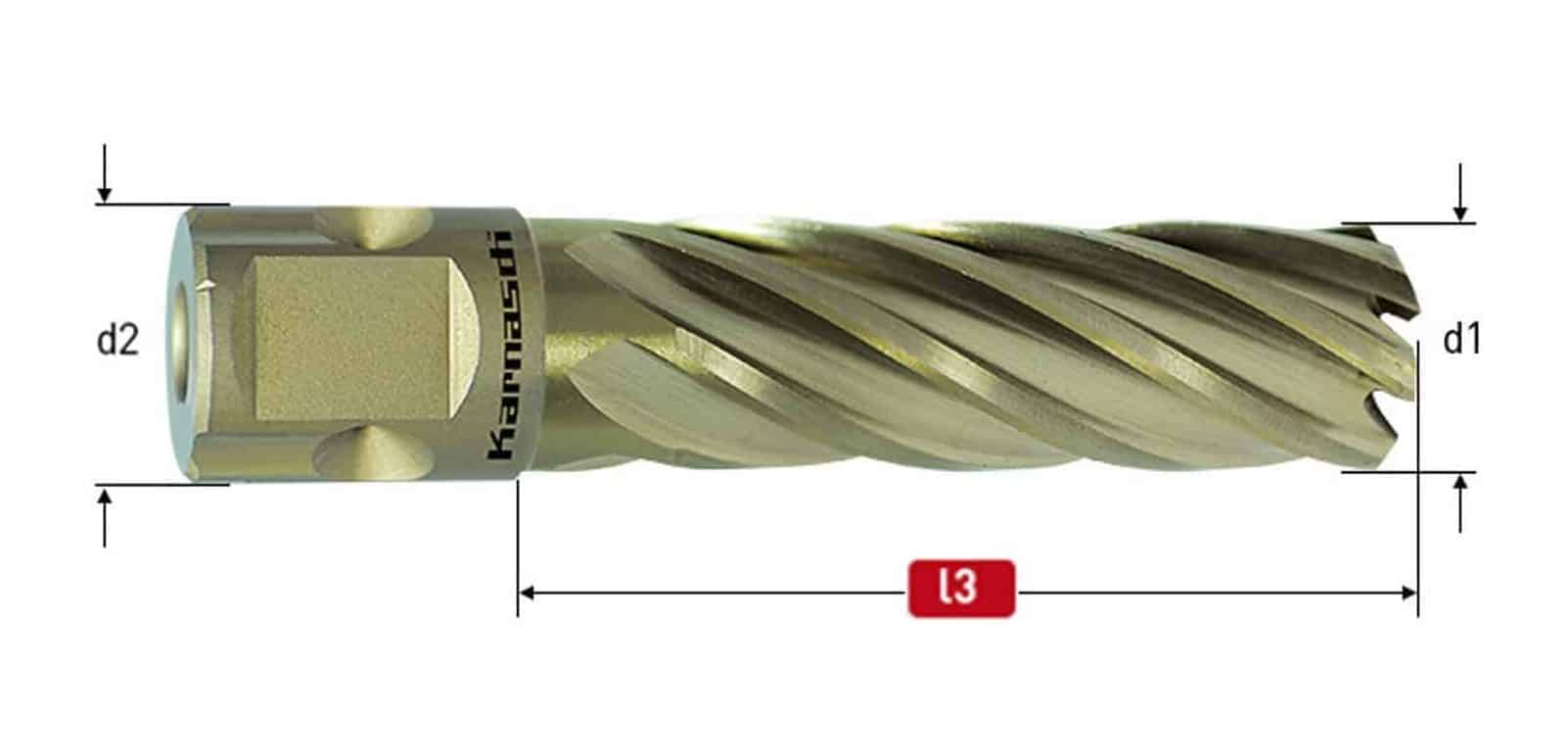
Вы будете удивлены, узнав, сколько людей покупают набор сверл только из-за красивой и удобной упаковки. Хотя производительность и долговечность имеют значение, многие люди предпочитают простые и компактные кейсы, которые легко носить с собой.
COMOWARE Cobalt Set — именно такой продукт. Это не значит, что в нем нет недостатка в качестве. Долота изготовлены из быстрорежущей стали с содержанием кобальта 5%. Это значительно увеличивает срок службы по сравнению с обычными битами из быстрорежущей стали.
Как и любой качественный пробойник, этот также имеет точку разделения на 135 градусов. Это предотвращает блуждание долота при контакте с поверхностью. Угол также обеспечивает максимальную инфильтрацию при минимальном давлении, обеспечивая более плавное удаление стружки.
Угол также обеспечивает максимальную инфильтрацию при минимальном давлении, обеспечивая более плавное удаление стружки.
В наборе 15 деталей размером от 1/16 дюйма до 3/8 дюйма. В отличие от многих аналогов, COMOWARE предлагает различную длину в зависимости от диаметра. Вся упаковка находится в привлекательной и надежной пластиковой коробке.
Хвостовик прямого типа, который прочно прикрепляется к патрону. Во время операции у вас не будет шатаний. Спиральная канавка обеспечивает удобный канал для удаления стружки и мусора. В конце концов, вы получите гораздо более чистую работу.
Насадки покрыты оксидом золота.Прочная конструкция делает его пригодным для использования против чугуна, нержавеющей стали, титанового сплава, дерева и пластика. Имея это под рукой, вы сможете выполнять большинство домашних работ.
Основные характеристики:
- Это набор спиральных сверл из быстрорежущей стали класса M35.
- 5% кобальта делают его еще более прочным и термостойким.
- Точка разделения 135 градусов препятствует ходьбе.
- Спиральная канавка легко очищает от мусора и стружки.
- Прямой хвостовик плотно прилегает к патрону.
Этот набор может не соответствовать требованиям к стандартному набору сверл, поскольку его цена выше. Но самое главное, это профессиональный набор из 230 штук. Если вы профессионал и проводите семинар, он удовлетворит различные требования вашей работы.
Mastercraft превосходит большинство своих аналогов по количеству и качеству.Вы получите все размеры от 1/16 дюйма до ½ дюйма. Наличие такого количества опций даст вам бесплатную лицензию на любую сложную работу.
Это одно из лучших сверл по металлу. Он отлично работает со стекловолокном, деревом и пластиком. Однако они подходят для кладочных работ или бетонных поверхностей.
Детали изготовлены из быстрорежущей стали, а верх покрыт титаном. Комбинация продлевает срок службы набора. Титан также гарантирует, что режущая кромка останется в идеальном рабочем состоянии даже после интенсивного использования.
Титан также гарантирует, что режущая кромка останется в идеальном рабочем состоянии даже после интенсивного использования.
Для каждого размера есть несколько частей одинаковой длины. Таким образом, в ближайшее время у вас не закончатся варианты. Весь набор находится в аккуратном и организованном ящике для хранения. Коробка разделена на отсеки и помечена размерами, чтобы вы могли быстро найти свой идеальный размер.
Вес всего устройства составляет всего 4,3 фунта. Если вы профессиональный бурильщик, вы обнаружите, что его очень легко носить с собой.
Основные особенности:
- Детали из быстрорежущей стали имеют прочное титановое покрытие.
- Полный набор из 130 сверл.
- Вы можете проникать через различные поверхности, включая металл.
- Весь набор находится в надежной и хорошо структурированной коробке.
- Коробка разделена на отсеки и снабжена этикетками для облегчения доступа.
 Набор сверл DEWALT DW1969
Набор сверл DEWALT DW1969 С такими известными компаниями, как DEWALT, вы получите широкий ассортимент продукции. У каждого будет своя особенность. DEWALT DW1969 имеет немного более высокую цену, и это вполне оправданно.
Насадки стали более прочными, чем когда-либо. Разница между набором из 29 деталей DEWALT Titanium и этим состоит в том, что у него нет титанового наконечника. Вместо этого он сделан из золота и железа, что делает его битом из быстрорежущей стали.
Эти детали очень прочные и надежные. В комплекте 29 штук. Самое замечательное, что в комплекте вы получите два разных типа насадок.
Части с разделительной головкой имеют размер от 1/16 до 1/8 дюйма. Детали пилотной точки немного больше, от 9/64 дюйма до ½ дюйма.Благодаря разнообразию размеров и насадок вы можете работать над разными проектами без необходимости покупать дополнительные аксессуары.
DW 1969 отличается конструкцией без отжима хвостовика. Это означает, что независимо от того, используете ли вы его с обычным патроном или без ключа, деталь останется надежно закрепленной. На каждой детали есть индикатор размера, который находится над стержнем, поэтому вам не нужно беспокоиться о том, что датчик будет носить во время работы.
На каждой детали есть индикатор размера, который находится над стержнем, поэтому вам не нужно беспокоиться о том, что датчик будет носить во время работы.
Оба наконечника препятствуют ходьбе и позволяют точно проникать внутрь.Они даже поставляются с запатентованным DEWALT коническим полотном, которое увеличивает срок службы.
Вам понравится безопасный и привлекательный ящик для хранения, как только вы в него заглянете. Но это еще не все. В наборе есть металлический указатель, который поможет вам оставаться организованным.
Основные характеристики:
- Набор сверл из быстрорежущей стали с надежным хранением и металлической меткой.
- Набор содержит биты точки разделения и пилотной точки.
- DW 1969 состоит из 29 штук в диапазоне от 1/16 дюйма до ½ дюйма.
- Хвостовик не вращается и хорошо работает с быстрозажимным патроном.
- Коническая перемычка предотвращает поломку деталей.
 Кобальтовое сверло Bosch
Кобальтовое сверло Bosch Каким бы вы хотели видеть стальные поверхности, режущиеся как дерево? Трудно найти сверла хорошего качества, которые могут прорезать различные виды стали. Когда дело доходит до стали, большинство продуктов будет хуже.
Не для Bosch Cobalt Set. Это одно из лучших сверл по стали.Будь то сталь, высокоуглеродистая сталь или нержавеющая сталь, он может пробить их все. Этот также хорошо работает против легкого металла, алюминия, чугуна и титана.
Итак, что делает этот продукт таким способным? Я думаю, что это толстый и сильный веб-дизайн, который идет вместе с деталями. Продукт проходит процесс закалки, чтобы он мог проникать в твердые материалы.
Результат? Он может выдерживать высокую температуру до 1100 градусов по Фаренгейту в течение более длительного периода. А те, кто занимается сверлением металла, знают, как тепло влияет на качество работы.
Диаметр этой биты составляет 17/64 дюйма, а длина — 4-1 / 8 дюйма. Это буровая коронка, то есть канавка в 8–14 раз длиннее диаметра.
Это буровая коронка, то есть канавка в 8–14 раз длиннее диаметра.
Кобальт в хвостовике способствует быстрому и эффективному проникновению. У продукта есть два других варианта: черное оксидное покрытие для обычной прошивки и титановое покрытие для сверхпрочной прошивки.
Конструкция спиральной канавки помогает быстро снимать материалы. Каждая деталь имеет точку разделения, которая начинается только при контакте с поверхностью.Это предотвращает катание на коньках или ходьбу и облегчает точное сверление.
Основные характеристики:
- Кобальтовое сверло, доступное различной длины.
- Он может выдерживать температуру до 1100 градусов по Фаренгейту.
- Подходит для различных стальных и металлических поверхностей.
- Толстая и спиральная перемычка позволяют быстро снимать материал.
- Точка разделения препятствует перемещению предмета.
Не все из нас рождаются с серебряной ложкой во рту. Большинство из нас должно найти баланс между тем, что нам нужно, и тем, что мы тратим. Такие недорогие пакеты, как EnerTwist Titanium Set, могут стать для нас большим выигрышем.
Большинство из нас должно найти баланс между тем, что нам нужно, и тем, что мы тратим. Такие недорогие пакеты, как EnerTwist Titanium Set, могут стать для нас большим выигрышем.
Набор не только предлагает разнообразные варианты, но также имеет одно из самых впечатляющих соотношений цены на сверло на рынке. От твердых материалов, таких как металл и сталь, до стекла, дерева и пластика, он работает с широким спектром поверхностей.
В комплекте 130 пробойников. Они бывают разных размеров от 3/64 дюйма до ½ дюйма. Хорошо, что вы найдете несколько битов одинакового размера.А значит, этот комплект прослужит вам долгое время.
Ящик для хранения — вещь прекрасная. Имеет отдельные отделения для разных размеров. Размеры выгравированы, чтобы помочь вам выбрать правильный размер за секунду. В пластиковом футляре есть металлическая пряжка для удобного переноски.
Верхняя и нижняя половины разделены губчатой подушкой, чтобы избежать смешивания частей. Детали изготовлены из быстрорежущей стали. Они имеют титановое покрытие, что делает их эффективными против абразивных поверхностей и увеличивает срок службы.
Они имеют титановое покрытие, что делает их эффективными против абразивных поверхностей и увеличивает срок службы.
В то время как большинство битов на рынке поставляются с раздельным наконечником на 135 градусов, этот немного отличается. Он имеет долото с углом наклона 118 градусов для точного сверления. Поворотная конструкция помогает эвакуировать стружку по спиральному пути.
Основные характеристики:
- Титановое сверло с круглым хвостовиком.
- Изготовлен из быстрорежущей стали с острием под углом 118 градусов.
- Набор содержит 230 пробойников разного размера.
- Надежный пластиковый ящик для хранения вещей.
- Размеры варьируются от 3/64 дюйма до ½ дюйма.
Если вам нужны мышцы, которые могут помочь в выполнении сложных работ по сверлению, у нас есть именно то, что вам нужно.
Bosch TI18 поставляется с титановым наконечником, что делает его достаточно прочным и прочным для работы на жестких поверхностях. Насадка для точки разделения обеспечивает точный, точный и чистый старт.
Насадка для точки разделения обеспечивает точный, точный и чистый старт.
В наборе 18 бит разного размера.Наименьший размер — 1/16 дюйма, самый большой — ½ дюйма. Диаметры четко обозначены на деталях, так что вы можете выбрать нужный в мгновение ока.
Никто не хочет, чтобы их инструменты были разбросаны и испорчены. Организованный набор инструментов делает вашу работу проще и увлекательнее. Чтобы в этом убедиться, набор Bosch TI18 поставляется в надежной пластиковой коробке.
Вы можете использовать его для обычных буровых работ, к которым относится большинство бытовых проектов. Он хорошо работает с легким металлом, высокоуглеродистой сталью, пластиком и деревом.
Хвостовик TI18 имеет треугольную форму. Конструкция позволяет патрону плотно и надежно удерживать хвостовик. Конструкция еще лучше работает с битами размером 3/16 дюйма или больше.
Для наконечника No Skate не требуется кернер. Кусочки бывают разной длины. Конструкция спиральной двойной канавки предотвращает раскачивание и раздражающий шум, обеспечивая при этом выход для стружки.
Основные характеристики:
- Сверла по металлу имеют титановое покрытие.
- Набор содержит 18 пробойников разных размеров.
- Трехстворчатый хвостовик плотно прикреплен к патрону.
- Компактный и надежный ящик для хранения предметов.
- Конструкция с двумя вращающимися канавками обеспечивает чистое сверление.
При прокалывании твердых материалов, таких как закаленная сталь и нержавеющая сталь, вам нужны сверла, которые будут даже более жесткими, чем эти материалы.Материал определит долговечность и производительность долота.
Так как закаленная сталь обладает высокой устойчивостью к износу, вам понадобится что-то, что сможет сохранять свою остроту в течение длительного времени. Давайте посмотрим на типы насадок для пирсинга, которые вы найдете на рынке.
Давайте посмотрим на типы насадок для пирсинга, которые вы найдете на рынке.
Это самый дешевый вариант для металла. Как следует из названия, они имеют низкий процент углерода. Они нуждаются в периодической заточке и плохо держат лезвие по металлу.Если вы ищете обычные работы по металлу, вам нужно что-то более прочное.
2. Высокоуглеродистая стальЭти сверла, также известные как твердосплавные, упрочняются в процессе закалки и сужения. Они хорошо работают с металлами. Но загвоздка в том, что они начинают терять остроту при длительном воздействии высокой температуры. Их можно использовать на дереве или металле, но не в течение длительного времени.
3. Быстрорежущая сталь Они более жаростойкие и тверже, чем высокоуглеродистые стали. Таким образом, их можно использовать для расширенных проектов. Они заменили углеродные сверла в качестве средства для прокалывания металлов. Они также обеспечивают более высокую скорость резки.
Таким образом, их можно использовать для расширенных проектов. Они заменили углеродные сверла в качестве средства для прокалывания металлов. Они также обеспечивают более высокую скорость резки.
Это одно из лучших сверл для закаленной стали, улучшенная версия быстрорежущей стали. Они содержат более высокий процент кобальта. Это наиболее подходящие биты для прокалывания металла и закаленной стали. Кроме того, они сохраняют свою твердость при гораздо более высоких температурах.Единственный недостаток — они более хрупкие, чем их аналоги из быстрорежущей стали.
5. Карбид вольфрамаЭто самый твердый материал среди всех типов и может проникать практически через любую поверхность, включая металл. Они могут сохранять свое преимущество дольше, чем другие.
Однако долота из карбида вольфрама также хрупкие, обычно более хрупкие, чем стальные. Они дорогие, поэтому обычно используются в качестве наконечника поверх менее твердого материала, а не как цельная насадка. Это очень эффективные сверла по металлу, которые часто используются для выполнения самых сложных работ, таких как эксплуатационное бурение.
Они дорогие, поэтому обычно используются в качестве наконечника поверх менее твердого материала, а не как цельная насадка. Это очень эффективные сверла по металлу, которые часто используются для выполнения самых сложных работ, таких как эксплуатационное бурение.
Покрытия коррелируют с качеством и точностью прокалывания. Есть три типа покрытия, которое вы найдете в пробивных коронках.
1. Черный оксидЭтот сравнительно дешевле. Он обеспечивает высокую термостойкость и низкое трение. В результате увеличивается поток стружки. Black Oxide увеличивает долговечность и производительность пробивных коронок из быстрорежущей стали. Он также обеспечивает хорошую коррозионную стойкость.
2.Нитрид титана (TiN) Он сравнительно тверже и используется в качестве покрытия для долот из быстрорежущей стали. Изготовленный из керамики, он увеличивает срок службы сверла в два-три раза. Поскольку он прочный и долговечный, он хорошо работает с износостойкими поверхностями.
Изготовленный из керамики, он увеличивает срок службы сверла в два-три раза. Поскольку он прочный и долговечный, он хорошо работает с износостойкими поверхностями.
Обычно используются в качестве вспомогательного покрытия. Вы увидите, как их применяют со сверлами из кобальтовой стали или с покрытием Black Oxide. Присутствие оксида бронзы указывает на более высокий сорт быстрорежущей стали.Они также помогают снимать напряжение и отпускать коронку.
Конструкция хвостовикаПоскольку вы будете работать с высокой скоростью вращения и высокой скоростью, важно убедиться, что биты надежно прикреплены к патрону. Патрон — это часть сверлильного станка, которая удерживает сверло.
Если вы внимательно посмотрите на патрон, вы увидите, что есть механические рычаги, которые удерживают бит. Если у биты шестигранный хвостовик, этим рычагам будет легче держаться за нее. Это предотвращает проскальзывание при работе на высоких скоростях.
Если у биты шестигранный хвостовик, этим рычагам будет легче держаться за нее. Это предотвращает проскальзывание при работе на высоких скоростях.
Круглые хвостовики сложно удерживать. Вы можете предотвратить проскальзывание, правильно затянув патрон.
Номер сверлаНомера сверл представляют собой разнообразие набора сверл. То есть, время от времени вам может понадобиться набор для разных работ. Некоторые модели предлагают разные пакеты в зависимости от количества сверл.
Число показывает, сколько работ вы можете выполнить с определенным набором. Для случайного пользователя или даже для профессионалов достаточно числа от 14 до 21.Более высокое число дает вам больше свободы и гибкости, а также сокращает потребность в любой будущей покупке, когда появляется другой вид работы.
Рабочая частота Как и любые другие продукты, сверла имеют разные категории. Слово «высокое качество» не всегда означает надежность. Я имею в виду, что есть качественные продукты, которые подходят для эпизодического использования.
Слово «высокое качество» не всегда означает надежность. Я имею в виду, что есть качественные продукты, которые подходят для эпизодического использования.
Энтузиасты DIY обычно увлечены этим. По выходным они работают над разными проектами.Некоторые люди используют дрель только тогда, когда появляется проект.
Pro пользователи должны использовать его изо дня в день. Им приходится работать с металлами различной твердости и толщины.
На рынке доступны различные биты для всех вышеупомянутых категорий. Некоторые пакеты подходят для одного приложения, другие предназначены для работы в нескольких приложениях. Прежде чем окончательно выбрать для себя лучшее сверло по металлу, примите во внимание свой рабочий график.
Типы и материалы сверл Если вам нужны сверла общего назначения, вам подойдет спиральное сверло и сверло по камню. Однако для разнообразных или более сложных работ вам потребуются другие типы.
Однако для разнообразных или более сложных работ вам потребуются другие типы.
Но сначала вам нужно знать типы сверл и то, что они предлагают, верно?
В руководстве по покупке мы обсуждали различные пробивные коронки в зависимости от материалов. Теперь мы собираемся обсудить разные, в зависимости от конструкции и ракурса.
1.Twist: Это самый распространенный тип. Их можно использовать как с ручными, так и с электрическими дрелями. У них есть передний край, который разрезает материал, а спиральная канавка обеспечивает путь для удаления мусора.
2. Отвертка: Эти биты имеют шестигранный хвостовик. У них ограниченная мощность, так как они используются с отверткой. Однако в основном они используются для бурения пилотных скважин.
3. Каменная кладка: Это еще один часто используемый бит. Как следует из названия, они в основном используются для изготовления кирпича, бетона или плитки.Режущий наконечник состоит из карбида вольфрама и спирального стального вала. Иногда карбид вольфрама заменяют сплавом кремниевой бронзы для большей прочности.
Как следует из названия, они в основном используются для изготовления кирпича, бетона или плитки.Режущий наконечник состоит из карбида вольфрама и спирального стального вала. Иногда карбид вольфрама заменяют сплавом кремниевой бронзы для большей прочности.
4. Острие шпоры: Долота состоят из доминирующей вершины и двух выступов, которые помогают долоту оставаться прямо. Обычно они бывают размером от 3 до 10 мм. Они идеально подходят для дерева или пластика, но не для металлических поверхностей. У них есть еще один вариант под названием Bullet Pilot Point, который можно использовать на металлических поверхностях.
5.Насадка для плитки : В основном используется для стекла и плитки. Имеет наконечник из карбида вольфрама. Наконечник довольно простой, похож на стрелку. При сверлении плитки и стекла оператор должен использовать смазочные материалы, чтобы сверло оставалось холодным.
6. Плоское дерево: У этого есть острый конец и плоская сталь с другой стороны. Острие находит плоское деревянное сверло, а плоская поверхность протыкает большие отверстия. Обычно они используются электродрелью. В конце вы получите отверстие с ровным дном.
7. Кольцевая пила: Обычно они используются для сверления отверстий большого диаметра фиксированного диаметра. Они могут копать на глубине 18 мм, хотя есть и более глубокие модели. У них есть еще одна разновидность, названная комбинированной кольцевой пилой. У этого есть круглые пильные диски размером от 25 до 62 мм.
8. Специальные биты : Это некоторые из наиболее распространенных типов. Вы также найдете много других разновидностей, таких как зенковка, зенковка, резак для пробок, ступенька, форстнер, шнек по дереву и т. Д.Ваш выбор бит будет зависеть от поверхности и типа ямы, которую вы хотите вырыть.
Поищите описание продукта в Интернете, чтобы узнать, на какой поверхности работает долото и какой тип проникновения она обеспечивает. Обычно для металлических поверхностей используются поворотные или ступенчатые насадки.
Как позаботиться о ваших битах? Уход за сверлом также является частью процесса. Когда вы чистите и обслуживаете их должным образом, вы гарантируете, что они прослужат дольше и будут без сбоев выполнять следующую работу. Так как же их чистить и заботиться о них? Вот наша подборка советов.
Так как же их чистить и заботиться о них? Вот наша подборка советов.
Обязательно протирайте и чистите биту во время работы. Во время процесса сверла удаляют много твердой стали и других материалов. Если не протирать его чистой тканью каждые 5-10 минут, вы рискуете повредить насадку. Кроме того, производительность будет медленно ухудшаться.
2. Очистите насадку после использованияПротрите насадку после продолжительной работы.Используйте чистую ткань и протрите ее сверху вниз. После этого медленно вращайте дрель с тканью, все еще обернутой вокруг сверла. Это обеспечит покрытие каждой части.
Если вы видите мусор, используйте чистую зубную щетку, чтобы удалить и стереть мусор. Лучше, если вы будете делать работу, пока бит еще прикреплен к патрону. Но сначала убедитесь, что вы даете кусочку остыть.
Но сначала убедитесь, что вы даете кусочку остыть.
После того, как вы закончили работу и тщательно протерли биты, нанесите тонкий слой масла, чтобы они оставались в рабочем состоянии.Храните их в сухом, чистом и прохладном месте. Используйте подходящий футляр или ящик для хранения, чтобы защитить их.
Всегда используйте точилку для сверл, чтобы поддерживать их остроту. Таким образом, они прослужат долго и будут готовы к следующей задаче.
Руководство по поиску и устранению неисправностей сверл из закаленной стали и металлаПроблема: сверло заедает в конце сверления.
Решение: Вероятно, это из-за поспешности задачи в конце пробивки.Если вы слишком сильно надавите на машину или поставите на нее слишком большой вес, сверло не сможет двигаться свободно. В результате он застревает в патроне. Независимо от того, насколько вы близки к завершению работы, не торопитесь и не давите на машину.
В результате он застревает в патроне. Независимо от того, насколько вы близки к завершению работы, не торопитесь и не давите на машину.
Проблема: сверло издает неприятный визг.
Решение: Либо сверло работает слишком быстро, либо вы используете его слишком долго. Уменьшите частоту вращения сверла. Кроме того, попробуйте сократить время занятий и сделайте короткие перерывы между занятиями.
Проблема: сверло нагревается во время работы.
Решение: Эта проблема может возникать по двум причинам. Либо бит работает слишком быстро, как и в предыдущей проблеме. Или работа требует использования смазки.
При необходимости замедлить сверло. Если проблема не устраняется, используйте смазочное масло или воду во время работы для охлаждения долота. Если вы используете электрическую дрель, будьте осторожны при использовании воды.
Проблема: долото скользит по закаленной стали и металлической поверхности.

Решение: Сначала просверлите небольшое пилотное отверстие, чтобы направить долото. Обычно это делается с помощью небольшой насадки на 3 мм. Но даже перед этим используйте кернер, чтобы сделать вмятину на поверхности, чтобы пилотное отверстие могло пройти через нее.
Проблема: сверло вибрирует во время работы.
Ответ: Либо вы неправильно отцентрировали сверло в патроне, либо оно повреждено. Убедитесь, что пробивное сверло отцентрировано и правильно затянуто. Также проверьте биту, чтобы убедиться, что она не повреждена или погнута.В таком случае замените его.
Часто задаваемые вопросы 1. Как использовать сверло? Ответ: В сверлильном станке есть деталь, называемая патроном. Вы увидите деталь с тремя механическими рычагами, это патрон. Вы вставляете хвостовик биты в кусок, противоположную части режущего конца. Сожмите руки вокруг насадки, и все готово.
Вы вставляете хвостовик биты в кусок, противоположную части режущего конца. Сожмите руки вокруг насадки, и все готово.
Ответ: Металлические биты можно точить руками и шлифовальным станком по металлу.Держите острие сверла под углом (обычно 59 градусов) и позвольте шлифовальному станку по металлу заточить его. Если вы не хотите держать биту за руки, существуют инструменты для заточки, которые могут вам в этом помочь.
3. Как отличить сверло по металлу от дерева?Ответ: Поскольку сверла по дереву не работают эффективно с закаленной сталью и металлическими поверхностями, важно, чтобы вы могли определить их различия.
Обычно долото для пробивания дерева поставляется с лонжероном и кромкой, двумя уникальными деталями.Лонжерон помогает удерживать коронку по центру и предотвращает скольжение. Губа работает как долото, удаляя дерево. С другой стороны, сверла по металлу обычно имеют угловой наконечник.
Губа работает как долото, удаляя дерево. С другой стороны, сверла по металлу обычно имеют угловой наконечник.
Ответ: Долото выходит на поверхность по часовой стрелке. Хитрость заключается в том, чтобы повернуть его против часовой стрелки, чтобы удалить бит. Есть несколько способов сделать это.
Вы можете просто попробовать использовать съемник для болтов / винтов. Если это не сработает, попробуйте советы, указанные ниже.
Вы можете использовать стержень на сломанном конце сверла под углом 90 градусов. Поверните стержень против часовой стрелки, чтобы вынуть коронку.
Вы можете пробить гвозди через оба канала канавки. Затем возьмитесь за гвозди плоскогубцами и поверните против часовой стрелки.
5. Как выглядит сверло по металлу?
Как выглядит сверло по металлу? Ответ: На рынке можно найти множество типов сверл. Они различаются по конструкции и принципу работы. Но когда мы говорим о закаленной поверхности из нержавеющей стали, правильно работают два типа.Поворотные и ступенчатые насадки.
Первый подходит для твердых металлов, а второй — для мягких металлов. Сверла имеют скрученный угол на режущем конце. Ступенчатые насадки имеют конусообразный режущий конец.
Final Word
Существуют специальные сверла для любой работы под солнцем. Вы увидите самые разные конструкции и принципы работы долот в зависимости от их назначения.
Итак, что вы делаете? Купите случайный бит и надейтесь, что он подойдет для вашей цели.Что ж, это может сработать для брака, но не для такой сложной работы, как прокалывание металлических поверхностей.
Единственный вариант, который у вас есть, — это приобрести лучшие сверла для нержавеющей стали и металла. При правильном выборе вы застрахованы как минимум на несколько лет. Кроме того, они будут подвергаться жестокому обращению, прежде чем потребуется повторная заточка.
Глава 5: Сверление, развёртывание и нарезание резьбы
Глава 5
В каждом открытии есть иррациональный элемент творческой интуиции.
—Карл Поппер
Раздел I — Сверла
Введение
Сверление отверстий является наиболее распространенным из всех процессов обработки — почти 75% металла, удаляемого при механической обработке, высверливается, обычно с использованием спиральных сверл. Сверла удаляют металл, превращая его в стружку, быстро, просто и экономично. Спиральные сверла, используемые в сверлильных, токарных и фрезерных станках, относятся к наименее дорогим и универсальным режущим инструментам. Тот факт, что большинство дистрибьюторов промышленного инструмента помещают спиральные сверла в начало своих каталогов, свидетельствует о важности и популярности сверл. В этой главе основное внимание уделяется спиральным сверлам, но также рассматриваются несколько других конструкций сверл.
В этой главе основное внимание уделяется спиральным сверлам, но также рассматриваются несколько других конструкций сверл.
Развёртка спирального сверла
До гражданской войны в США большинство отверстий в чугуне и стали просверливали с помощью кованого лопаточного сверла на конце квадратного или круглого стального вала. См. Перфоратор на Рисунке 5-1. Поскольку эти перфорированные сверла не позволяли удалять стружку из просверленного отверстия, требовалось долбление, что делало сверление медленным и трудоемким процессом. Эти ранние сверла были из углеродистой стали и легко поддались отжигу, поэтому скорость сверлильного шпинделя должна была быть низкой, чтобы предотвратить перегрев и отжиг сверл.Затем в 1861 году Стивен А. Морс из Массачусетса изобрел спиральное сверло .
Спиральные сверла получили свое название, потому что изначально они были сделаны путем фрезерования прямых канавок в стальные круги, которые затем нагревали докрасна и скручивали в спиральные канавки. Хотя некоторые спиральные сверла по-прежнему изготавливаются таким образом, сегодня большинство спиральных сверл делают путем измельчения спиральных канавок в цельные круглые.
Хотя некоторые спиральные сверла по-прежнему изготавливаются таким образом, сегодня большинство спиральных сверл делают путем измельчения спиральных канавок в цельные круглые.
Рисунок 5-1. Типовая конструкция перфоратора примерно 1855 года.
Спиральное сверло было большим усовершенствованием по сравнению с перфорированными сверлами 1850-х и 1860-х годов, потому что их спиральные канавки для сверления извлекали стружку из просверленного отверстия и снижали потребность в сверлении с кольцом.Но только в 1900 году, когда стали доступны HSS, обладающие превосходной термостойкостью и износостойкостью, спиральное сверло продемонстрировало свое превосходство и получило широкое распространение. Термин быстрорежущая сталь означает, что, в отличие от режущих инструментов из углеродистой стали, режущие инструменты из быстрорежущей стали могут работать на высоких скоростях без отжига.
Ряд докторантов защитили диссертации по спиральным сверлам, углубленно их изучив. Их выводы заключаются в том, что, несмотря на кажущуюся простоту сверла, это сложное устройство, и его очень сложно смоделировать математически.Однако за последние 160 лет было разработано множество превосходных конструкций спиральных сверл путем систематических экспериментов с различными формами и материалами, наблюдения за их характеристиками и выбора наиболее эффективных конструкций. Из-за их экономического влияния на современное производство продолжаются исследования спиральных сверл, направленные на минимизацию осевого усилия и крутящего момента, а также на увеличение срока службы сверла. Даже небольшие улучшения в сверлении могут иметь огромные финансовые последствия, потому что большая часть операций по механической обработке связана со сверлением.Самые последние важные разработки, которые значительно увеличили срок службы сверла, особенно в производственных условиях, — это добавление тонких, твердых, износостойких покрытий, включая нитрид титана, нитрид циркония, карбонитрид титана, нитрид титана-алюминия, нитрид хрома, аморфный алмаз и поликристаллический алмаз.
Их выводы заключаются в том, что, несмотря на кажущуюся простоту сверла, это сложное устройство, и его очень сложно смоделировать математически.Однако за последние 160 лет было разработано множество превосходных конструкций спиральных сверл путем систематических экспериментов с различными формами и материалами, наблюдения за их характеристиками и выбора наиболее эффективных конструкций. Из-за их экономического влияния на современное производство продолжаются исследования спиральных сверл, направленные на минимизацию осевого усилия и крутящего момента, а также на увеличение срока службы сверла. Даже небольшие улучшения в сверлении могут иметь огромные финансовые последствия, потому что большая часть операций по механической обработке связана со сверлением.Самые последние важные разработки, которые значительно увеличили срок службы сверла, особенно в производственных условиях, — это добавление тонких, твердых, износостойких покрытий, включая нитрид титана, нитрид циркония, карбонитрид титана, нитрид титана-алюминия, нитрид хрома, аморфный алмаз и поликристаллический алмаз.
На протяжении всей истории большинство успешных изобретений претерпевают значительные изменения в конструкции по мере их улучшения со временем, но не в случае спирального сверла. Иллюстрация Стивена А.Оригинальный патент Морса на спиральное сверло в США в 1863 году, как видно на рис. 5-2, показывает, насколько точно современные спиральные сверла соответствуют оригинальной конструкции изобретателя.
Рисунок 5-2. Оригинальный патент на спиральное сверло Стивена А. Морса от 1863 года.
Раздел II — Анатомия спирального сверла
Наиболее распространенное и простое спиральное сверло называется обычным спиральным сверлом на 118º , универсальным сверлом или . Из-за его важности для механического цеха, Раздел II будет сосредоточен на этом упражнении.
Хвостовик
Хвостовик спирального сверла , , который вставляется в шпиндель сверлильного станка, удерживает сверло в нужном положении и передает вращающий момент на сверло. Многие хвостовики прямые, их диаметр соответствует номинальному диаметру сверла. Эти хвостовики подходят к сверлильным патронам или цангам. Другие сверла, обычно диаметром ½ дюйма и больше, имеют конический хвостовик Морзе. Некоторые сверла из быстрорежущей стали и кобальта имеют небольшую ступеньку на конце хвостовика, чтобы отличать их от менее дорогих сверл из быстрорежущей стали.Поскольку во время производственной термообработки сверла удерживаются за верхний конец хвостовика, хвостовики обычно намного мягче, чем области канавки и острия. См. Зоны твердости на Рисунке 5-3 (внизу). Эта более мягкая зона позволяет при необходимости опустить хвостовик сверла в токарном станке, чтобы он поместился в меньший патрон.
Тело
Сверло Корпус , участок от пятки до острия, содержит канавок — спиральных канавок, отшлифованных сбоку от сверла для удаления стружки. Части корпуса сверла , не отшлифованные на для образования канавок, называются площадками .
Части корпуса сверла , не отшлифованные на для образования канавок, называются площадками .
Внизу канавок находится невидимый сплошной конус из буровой стали, называемый перемычкой сверла , стержнем перемычки или , , который придает сверлу жесткость. Сердечник стенки обычно составляет 20–30% диаметра сверла и часто имеет более широкий конус на конце хвостовика, чтобы обеспечить большую жесткость, и меньшую глубину на острие, чтобы обеспечить больше места для удаления стружки. См. Рис. 5-3 (вверху).
Рисунок 5-3. Перегородка находится внутри сверла (вверху) и зон твердости сверла (внизу).
Чтобы уменьшить трение между площадками сверла и стенкой просверливаемого отверстия, площадки разглаживаются, так что всего лишь небольшая винтовая полоса, край площадки , — это полный диаметр сверла. У сверла диаметром inch дюйма поля обычно будут примерно на 0,015 дюйма ниже краев площадок.
Для дальнейшего уменьшения трения корпус сверла обычно уменьшается на несколько тысячных дюйма от острия до начала хвостовика. Это уменьшение диаметра — на самом деле на внешнем крае краев площадок — называется обратным конусом и обычно составляет 0,0005–0,00075 дюймов / дюйм длины сверла.
Это уменьшение диаметра — на самом деле на внешнем крае краев площадок — называется обратным конусом и обычно составляет 0,0005–0,00075 дюймов / дюйм длины сверла.
Большинство спиральных сверл представляют собой компромисс между большим пространством канавок для удаления стружки и большой толщиной стенки для обеспечения жесткости сверла. Однако существуют сверла с очень толстыми перемычками для применений, в которых будет применяться большая осевая сила.
Угол винтовой линии
На рис. 5-4 показан угол наклона спирали , который измеряет скручивание канавок сверла.Большинство спиральных сверл имеют угол наклона спирали около 30 °, называемый стандартной спиралью . Этот стандартный угол наклона спирали оптимизирует выброс стружки, прочность поперечного сечения сверла и жесткость сверла. Сверла с большой спиралью, также называются с быстрой спиралью Угловые сверла имеют спираль 40º. Они используются для высоких скоростей подачи при низких скоростях шпинделя, как правило, на более мягких цветных металлах, таких как алюминий, магний, цинковое литье под давлением, латунь в глубоких отверстиях и некоторых пластмассах. Как правило, чем глубже отверстие, тем больше должен быть угол наклона спирали для удаления стружки. Сверла с малой спиралью или Сверла с малой спиралью обычно имеют спираль около 12º. Они используются с высокими частотами вращения шпинделя на трудно сверляемых материалах. Эти сверла с малым винтом обладают повышенной прочностью режущей кромки и хорошо работают с материалами, склонными к образованию галла или забиванию просверленного отверстия. Однако в непроизводственных условиях стандартный угол наклона спирали удовлетворителен почти для любой задачи бурения.
Как правило, чем глубже отверстие, тем больше должен быть угол наклона спирали для удаления стружки. Сверла с малой спиралью или Сверла с малой спиралью обычно имеют спираль около 12º. Они используются с высокими частотами вращения шпинделя на трудно сверляемых материалах. Эти сверла с малым винтом обладают повышенной прочностью режущей кромки и хорошо работают с материалами, склонными к образованию галла или забиванию просверленного отверстия. Однако в непроизводственных условиях стандартный угол наклона спирали удовлетворителен почти для любой задачи бурения.
Рисунок 5-4. Угол наклона спирали сверла и угол острия сверла.
Острие сверла и угол при вершине
Буровая установка точка геометрически сложна. Он образуется из боковых сторон , которые являются концами площадок в точке сверления, и из точки долота , которая образуется концом перемычки, когда она достигает точки. Режущие кромки боковых сторон называются кромками , или кромками . Заточка сверла во время производства создает острие зубила .
Заточка сверла во время производства создает острие зубила .
Несмотря на то, что спиральное сверло можно заточить до любого угла при вершине , используемые сегодня четыре общих угла при вершине удовлетворяют большинству требований к сверлению. См. Рисунок 5-5.
Рисунок 5-5. Это четыре наиболее распространенных угла при вершине сверла.
Передний угол
Передний угол — это место, где режущие кромки и поверхности канавок встречаются, образуя режущие кромки сверла. Поскольку передний угол постоянно изменяется по губам — обычно от положительного переднего угла на внешнем углу к отрицательному переднему краю, где выступы соприкасаются с кромкой долота, — термин эффективный передний угол часто используется для учета непрерывных изменений угла наклона. угол режущей кромки на губах.Эффективный передний угол — это своего рода средний угол, который отражает общий эффект этих угловых изменений. Этот угол нельзя измерить, поскольку он непрерывно изменяется вдоль режущей кромки сверла.