Превосходно водорода сварочный аппарат для интересных сделок
Сенсационное повышение производительности и эффективности вашего сварочного бизнеса. водорода сварочный аппарат доступны в привлекательных предложениях на Alibaba.com. Эти. водорода сварочный аппарат содержат революционные инновации, которые делают сварку простой и приятной. Они включают в себя передовые материалы и дизайн, которые обеспечивают высокую производительность на протяжении их непревзойденно долгого срока службы. Файл. водорода сварочный аппарат потребляют мало электроэнергии, сохраняя при этом заданную мощность, независимо от того, используются ли они в личных целях или в коммерческих целях.
За этим стоят передовые изобретения. водорода сварочный аппарат дизайн и стиль делают их очень гибкими и применимыми для решения самых разных сварочных задач. Файл. водорода сварочный аппарат не подвергаются неблагоприятному воздействию сильной жары или холода, что делает их пригодными и применимыми в широком диапазоне погодных условий. У них есть широкий выбор, который учитывает множество факторов и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий вариант. водорода сварочный аппарат для своих нужд.
У них есть широкий выбор, который учитывает множество факторов и предпочтения пользователей, поэтому покупатели могут быть уверены, что найдут наиболее подходящий вариант. водорода сварочный аппарат для своих нужд.
Их доступность. водорода сварочный аппарат на Alibaba.com вызывает недоумение, учитывая их неограниченную мощность и поразительную производительность. Файл. водорода сварочный аппарат эксплуатационные расходы и расходы на техническое обслуживание также невероятно низкие благодаря легкодоступным запасным частям и простоте их ремонта. Они также просты в установке и использовании, поэтому вы не теряете продуктивность из-за технических деталей. Тем не менее, вы можете связаться с различными. водорода сварочный аппарат поставщиков и продавцов на сайте на случай, если вам потребуются дополнительные рекомендации.
Поднимите свой сварочный бизнес на новый уровень с помощью соблазнительных предложений. водорода сварочный аппарат на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящие. водорода сварочный аппарат для их выполнения. Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
водорода сварочный аппарат на Alibaba.com. Вы также можете купить их для личного пользования у себя дома. Независимо от характера ваших целей, вы найдете наиболее подходящие. водорода сварочный аппарат для их выполнения. Воспользуйтесь скидками сегодня и узнайте, что вы можете платить доступные цены за качественную продукцию.
Водородный сварочный аппарат: преимущества работы
В условиях ужесточения экологических требований к промышленным процессам проводятся работы по поиску безвредных видов топлива. Не остались без внимания и сварочные работы с использованием в качестве основных источников энергии горючих газов – пропана, ацетилена и других. В результате исследований оказалось возможным заменить их водородом, или, вернее смесью из водорода и кислорода.
Получение водорода
Водород можно получить при помощи электролиза воды, точнее, щелочного раствора гидроксида натрия (каустической соды, едкого натра, это все названия одного и того же вещества). Гидроксид добавляют в воду для ускорения реакции.
Гидроксид добавляют в воду для ускорения реакции.
Для получения водорода достаточно опустить в раствор два электрода и подать на них постоянный ток. В ходе электролизного процесса на положительном электроде будет выделяться кислород, на отрицательном – водород. Объем выделяемого водорода будет в два раза больше, чем объем выделяемого кислорода.
- В химическом выражении реакция выглядит следующим образом:
- 2h3O=2h3+O2
Остается технически разделить эти два газа и воспрепятствовать их смешиванию, поскольку в результате образуется смесь, обладающая огромной потенциальной энергией. Оставлять процесс без контроля крайне опасно.
Для сварки водород получают при помощи специальных аппаратов – электролизеров. Для их питания необходимо электричество напряжением от 230 В. Электролизеры, в зависимости от конструкции, могут работать на трехфазном токе и на однофазном.
Преимущества и недостатки
В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен.
Температура пламени водородно-кислородной смеси может регулироваться в пределах 600-2600 °C, что позволяет сваривать и резать даже самые тугоплавкие материалы.
Для получения водорода в качестве сырья используется только вода и электроэнергия, что делает стоимость работ низкой по сравнению с другими видами сварки.
Все вышеперечисленные свойства позволяют использовать водородную сварку в замкнутых пространствах, помещениях с плохой вентиляцией, в колодцах, тоннелях, подвалах домов.
Стоит отметить и такое преимущество водородной сварки, как возможность смены сопла горелки. Водород поддерживает пламя практически любой конфигурации и размера.
Использовать тонкую струю газа, дающую пламя не толще швейной иглы, можно даже при работе с ювелирными изделиями из драгоценных металлов. Для тонкого пламени не требуется наличие дополнительного кислорода, достаточно растворенного в воздухе.
Генератор водорода бытового назначения
Недостатком водородной сварки можно считать зависимость ее от наличия источника электроэнергии, необходимой для получения водорода. Использование баллонов с водородом не допускается по причине опасности их транспортировки и эксплуатации.
Атомно-водородный способ
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
Обратите внимание
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Электроды и горелка
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.
Далее при возвращении в молекулярную форму, водород отдает тепло, создающее температуру, которая в сумме с температурой дуги может достигать 3600 °C.
Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
Горение дуги
Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.
В бытовых условиях
Для использования водородной сварки в быту необязательно покупать аппараты для получения водорода. Они, как правило, обладают большой производительностью и мощностью. К тому же, такие генераторы громоздкие и дорогие.
К тому же, такие генераторы громоздкие и дорогие.
В бытовых условиях часто требуются небольшие объемы сварочных работ, поэтому оборудование для водородной сварки целесообразно изготовить самостоятельно.
Питание и рабочая жидкость
Питание можно подавать от автомобильного зарядного устройства или от самодельного выпрямителя, который можно изготовить, имея подходящий трансформатор и несколько полупроводниковых диодов.
В качестве рабочей жидкости должен использоваться раствор гидроокиси натрия. Он будет являться лучшим электролитом, чем простая вода. По мере уменьшения уровня раствора, необходимо просто добавлять воду. Количество гидроксида натрия будет всегда постоянно.
Корпус и трубки
В качестве корпуса для генератора водорода можно использовать обычную литровую банку с полиэтиленовой крышкой. В крышке необходимо просверлить отверстия под диаметр стеклянных трубок.
Трубки будут использоваться для отвода образующихся газов. Длина трубок должна быть достаточной для того, чтобы нижние концы были погружены в раствор.
Внутри трубок должны быть размещены электроды, по которым подается постоянный ток. Места прохода трубок через крышку необходимо загерметизировать любым силиконовым герметиком.
Отвод водорода
Из трубки, в которой находится отрицательный электрод, будет выделяться водород. Необходимо предусмотреть возможность отвода его при помощи шланга. Отводить водород необходимо через гидрозатвор.
Он представляет собой еще одну полулитровую банку с водой, в крышку которой вмонтированы две трубки. Одну из них, по которой подается водород от генератора, погружают в воду. Вторая выводит прошедший через воду водород из затвора и через шланги или эластичные трубки подает к горелке.
Водяной затвор необходим для того, чтобы пламя от горелки не прошло в генератор при падении давления водорода.
Горелка
Горелку можно сделать из иглы от медицинского шприца. Толщина ее должна быть 0,6-0,8 мм. Для держателя иглы можно приспособить подходящие пластиковые трубки, части корпусов шариковых ручек, автоматических карандашей.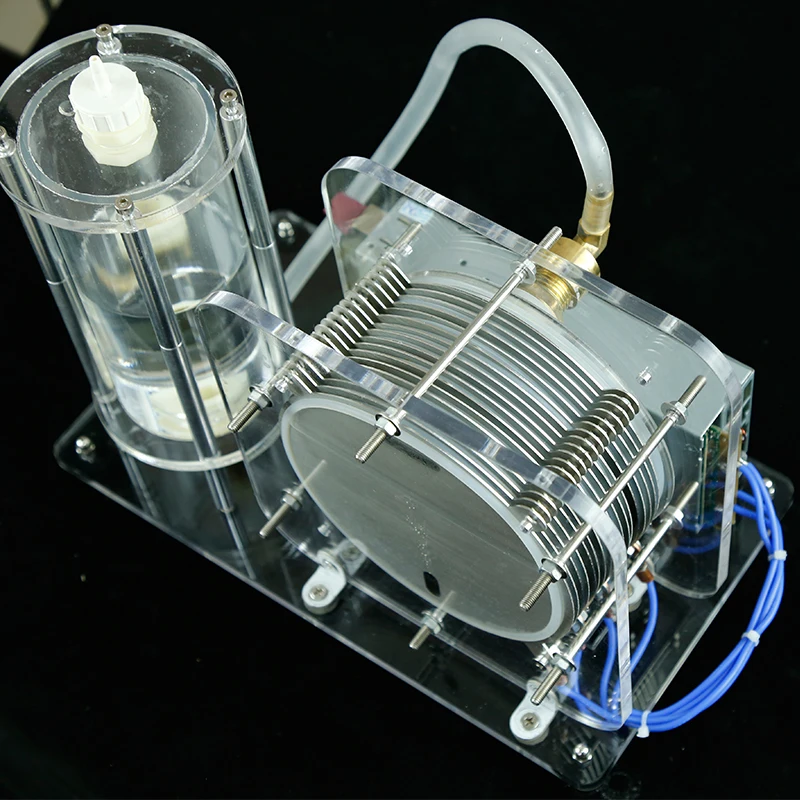 Необходимо предусмотреть и подвод к горелке кислорода от генератора.
Необходимо предусмотреть и подвод к горелке кислорода от генератора.
Интенсивность образования водорода и кислорода в генераторе будет зависеть от величины подаваемого напряжения. Поэкспериментировав с этими параметрами, можно достичь температуры пламени горелки 2000-2500 °C.
Изготовленный своими руками аппарат, выполняющий водородную сварку, возможно с успехом применять для резки или для соединения сваркой либо пайкой различных мелких деталей из черного и цветного металла. Это может понадобиться при ремонте различных предметов домашнего обихода, деталей автомобилей, различных металлических инструментов.
Источник: https://svaring.com/welding/vidy/vodorodnaja-svarka
Технология водородной сварки своими руками
Особенности процесса сварки водородом
газовая сварка
Начнем с того, что сварка водородом является разновидностью газопламенной. Газовая сварка своими руками активно применяется уже на протяжении многих лет. Горючим газом здесь выступает ацителин.
Еще одной трудностью, с которой приходилось сталкиваться при сварке водородом стал выбор эффективного источника подачи газа. Использовать водородный баллон нецелесообразно и к тому же очень опасно.
сварочный аппарат для водородной сварки
Сжиженный водород при сильной концентрации может вызывать у человека такие симптомы как: удушье и головокружение!
Обратите внимание! Водородная сварка своими руками может использоваться для соединения деталей из малоуглеродистых сталей, железа.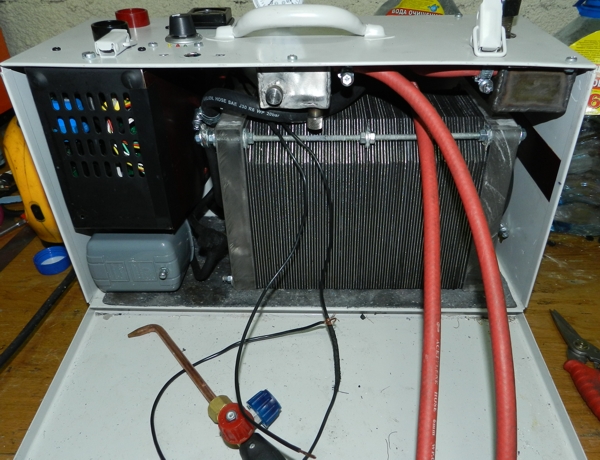 Для сваривания изделий из нержавейки она не пригодна.
Для сваривания изделий из нержавейки она не пригодна.
Способы применения водородного сварочного аппарата
Стоит отметить, что атомно-водородная сварка с таким аппаратом отличается простотой использования. Обычно нужный рабочий режим задается в считанные минуты, что зависит от требуемого расхода газа и температуры в месте, где производится процесс. При сварке водородом, в отличие от ацетилена, окружающая среда не загрязняется вредными веществами. Это обусловлено тем, что приборы, в которых как горючее выступает углеводород, выделяют только чистый пар. Работает аппарат благодаря водороду, который вырабатывается в самом приборе. Он образуется за счет того, что вода (которая заливается вручную) расщепляется на атомы кислорода и водорода, в результате чего образуется газовая смесь с большой энергией, которая необходимо для проведения сварки. Для эффективной работы такого устройства нужно 1,5 литра дистиллированной воды и электричество.
Несмотря на то, что водородный сварочный аппарат безопасен, в процессе эксплуатации стоит надеть защитную одежду и очки.
Используя такие приборы можно выполнить такие процедуры как: пайка, сваривание, порошковое напыление, наплавка, кислородная резка. Исходя из того, какой рабочий режим выбрать, можно выполнить самые разные по сложности работы: от соединения деталей маленькой толщины до резки толстых и прочных стальных листов.
Помимо основного своего предназначения, такие аппараты активно применяются у стоматологов, ювелиров, мастеров по ремонту холодильников, а также во время кузовных работ, при обслуживании и ремонте радиаторов и т.д.
Высокая безопасность сварочных работ обеспечивается благодаря тому, что в комплектацию устройства входит система автоматического отключения, которая отключает прибор, если рабочее давление превысит норму.
Достоинства и недостатки водородной сварки
Соединение деталей подобным способом обладает множеством преимуществ, о которых нельзя не упомянуть:
- высокая эффективность,
- безопасность выполнения сварочных работ,
- экологичность, поскольку в атмосферу не выделяются вредные токсины,
- аппараты компактные и удобные в управлении,
- подходят для обработки деталей, выполненных из различных материалов: сталь, стекло, чугун, цветные металлы,
- работают на воде, для нормального бесперебойного функционирования не требуются другие составляющие,
- сварочный аппарат не нужно перезаряжать.


Несмотря на большое количество плюсов, выделяются и некоторые недостатки:
- маленькие горелки могут применяться исключительно для тонких изделий, для толстых деталей нужны мощные сварочные аппараты,
- если вы соединяете детали из меди или из легированной стали, то полученные швы будут сопровождаться множеством пор,
- пламя от чистого водорода практически невозможно рассмотреть невооруженным глазом.
Правила безопасности при сварке водородом
Несмотря на то, что в статье неоднократно упоминалось о том, что водородная сварка своими руками – это безопасный процесс, все же пренебрегать мерами осторожности не стоит, т.к. это чревато воспламенением кислородных редукторов и как следствие взрывом.
Поэтому стоит соблюдать следующие правила:
- Следите за тем, чтобы газовая горелка не находилась слишком близко к воспламеняющимся и огнеопасным веществам.
- Если процесс производится в небольшом помещении, то делайте перерывы и периодически выходите на свежий воздух.
- Осуществляя сварочные работы обязательно надевайте защитные очки, иначе яркие лучи могут негативно сказаться на состоянии сетчатки и кровеносной оболочке глаз. Разбрызгивающийся металл и шлак очень опасны для открытых глаз.
- Если вы используете газовые баллоны, то перевозите их на тележке и обязательно надевайте на них защитный колпак. Важно, чтобы во время перевозки баллоны не соприкасались друг с другом и не падали. В участке, где металл сваривается или режется нельзя хранить кислородные баллоны.
- Осуществляя сварку водородом, горелку надо держать по направлению к противоположной стороне от источника питания. Если вы не в состоянии соблюсти это правило, то оградите источник посредством железного щита.
- Если во время работы вы делаете перерыв, то пламя горелки обязательно надо тушить.

Исходя из вышеописанного можно сделать вывод, что технология выполнения соединения металлов посредством водородной сварки идентична газовой.
Однако, атомно водородная сварка значительно расширила спектр возможностей выполнения различных процессов.
Если выполнять все условия эксплуатации, то в конечном результате можно получить качественный и прочный шов при полной безопасности и безвредности как для окружающей среды, так и для людей, выполняющих сварку.
Источник: https://svarkaed.ru/svarka/vidy-i-sposoby-svarki/gazovaya-i-gazozashhitnaya-svarka/vodorodnaya-svarka.html
Атомно водородная сварка: особенности и все нюансы процедуры. Водородная сварочная станция своими руками
ГлавнаяСвоими рукамиВодородная сварочная станция своими руками
Водородное пламя используется как альтернатива ацетиленовому. С его помощью можно осуществлять процесс сваривания, резки, запаивания.
Сварочный водородный аппарат обеспечивает эффективность и безопасность процесса. Использование водорода вместо ацетилена в процессе газовой сварки обеспечивает большую продуктивность.
Сварочный шов получается качественным, а производительность остается на высоком уровне.
Суть процесса
Водородная сварка – разновидность газопламенной. Ее суть заключается в смешивании газов — водорода и кислорода. Работа позволяет получить пористый тонкий шов, однако в сварочной емкости остается большой шлаковый слой. Чтобы это избежать, в газовую смесь добавляют минимальное количество органики, а именно углеводородов. Эти вещества обладают способностью «гасить» кислород.
Ее суть заключается в смешивании газов — водорода и кислорода. Работа позволяет получить пористый тонкий шов, однако в сварочной емкости остается большой шлаковый слой. Чтобы это избежать, в газовую смесь добавляют минимальное количество органики, а именно углеводородов. Эти вещества обладают способностью «гасить» кислород.
Сложным вопросом при организации водородной сварки считается выбор эффективного источника подачи газа. Известно, что применять водородный баллон для этих целей опасно. Сжиженный водород при высокой концентрации вызывает удушье и головокружение.
Также проблемой является невидимость пламени в дневном свете. Днем применение такой сварки возможно только с использованием датчиков. Также проблема решается при помощи электролизеров – приборов, разлагающих воду на составляющие – кислород и водород.
Обратите внимание
Необходимо помнить, что этот газ пригоден для проведения сварки из малоуглеродистых сталей, железа, однако для сварки листов и труб из нержавеющей стали его применять нельзя.

Проблема возникает из-за взаимодействия водорода с никелем при высоких температурах. После охлаждения выделяется газ и образует повреждения на поверхности. Также такая сварка не применяется при обработке меди.
Варианты применения
Сварочный водородный аппарат подключают как к бытовой, так и к электрической сети с тремя фазами. Также его используют для ручной и автоматизированной работы. При работе происходит подача по шлангу смеси газов в горелку. Температура регулируется в диапазоне 600-2600 градусов по Цельсию.
Любой сварочный аппарат включается в эксплуатационный режим очень быстро – это зависит от температуры окружающей среды, а также величины расхода газа. Малые габариты прибора способны обеспечить его высокую мощность.
Продукт горения водорода – пар, не имеющий токсических свойств. Поэтому как при работе, так и при хранении сварочный аппарат на основе этого газа абсолютно безопасен.
Однако требования техники безопасности стоит соблюдать — нужно применять защитный костюм и очки при эксплуатации устройства.
Существуют следующие варианты применения оборудования:
- сваривание;
- выпаивание;
- порошковое напыление;
- кислородная резка;
- термическое упрочнение;
- наплавка.
Выбор режимов эксплуатации обеспечивает широкий спектр возможностей прибора — от сварки малой толщины до осуществления резки больших по толщине листов стали. Качественный сварочный аппарат – помощник стоматологов, ювелиров, также он часто применяется при ремонте холодильного оборудования, а также в пунктах технического обслуживания.
Помимо этого, оборудование используется при ремонте ступиц, двигателя, радиаторов, для проведения кузовных работ.
Безопасность устройства достигается благодаря системе автоматического отключения при достижении запредельного уровня давления и допустимой концентрации электролита. Это защищает от возможных взрывов и пожаров.
Плюсы водородной сварки
Преимущества данного типа сварочных работ таковы:
- эффективность;
- безопасность;
- экологичность;
- компактность;
- небольшая трудоемкость;
- широкий спектр материалов обработки: сталь, благородные и цветные металлы, стекло, чугун, керамика, стекло;
- для эксплуатации требуется только вода, бесперебойная работа не нуждается в других компонентах;
- водородная атмосфера создает защиту поверхности от окисления;
- нет необходимости перезарядки.

Новейшая разработка – сварочный аппарат, способный соединять трубы, толщина металлической поверхности которых составляет до 5 мм. Устройства применяются при заваривании участков с браком, а также для разрезания металлов толщиной до 30 мм.
Такая сварка возможна при баллонной подаче кислорода. Так получают чистый срез. Металл подвергается закаливанию, но не происходит насыщения углеродом и нет побочного образования оксида азота.
Такое оборудование эксплуатируется в метро, тоннельных помещениях и колодцах.
Таким образом, применение водородной сварки – отличное решение для широкого круга сфер деятельности. Главное достоинство метода заключается в его абсолютной безопасности при соблюдении всех условий эксплуатации.
Обратите внимание
Интересное по теме:
autokuz.ru
Технологический процесс водородной сварки представляет собой газосварку по принципу электромеханического разложения воды на два компонента: водород и кислород. Это особая технология и своими характеристиками принципиально отличается от других способов газосварки. Например, атомно водородная сварка, которая производится с принудительным добавлением водорода.
Область применения
Такая газосварка, своими уникальными свойствами, завоевала широкое применение для специальных легированных сталей и алюминиевых сплавов. Эта водородная газосварка экономически выгодна при сваривании конструкций и изделий толщиной до 5 миллиметров.
Широкое применение такая технология нашла в:
- Авиастроении.
- Медицинской сфере.
- Химической промышленности.
- Ракетно-космическом производстве.
- Металлургической отрасли.
Во время выполнения этого водородно кислородного типа сварки происходит медленный и равномерный нагрев металла. Такой способ нагрева материала необходим при работе с:
- Низкоуглеродистыми и легированными сталями, толщиной до 5 миллиметров.
- Цветными металлами.
- Инструментальными сталями, для которых необходим медленный нагрев и охлаждение.
- Наплавочными работами при наплавке резцов.
- Чугуном и специальными аналогичными сталями, которые медленно остывают в среде угля и нагреваются равномерно по всей свариваемой поверхности. Своими технологическими режимами, такая газосварка предотвращает появления трещин в сварном шве.
- Ювелирном производстве.
- Изготовлении стоматологического инструмента.
- При изготовлении металлических оправ
- Запайке медицинских ампул с лекарствами.
Технологический процесс
Технологический процесс такой сварки основан на принципе подачи водородной смеси в сварочную зону. Сварочная горелка – это тот инструмент, который определяет направления, и количество этой смеси.
Во время выполнения водородно кислородной технологии сварки, из-за больших температур, горелка по краям оплавляется. Ее необходимо своими руками очищать.
Этот процесс газосварки может выполняться в ручном и автоматическом режимах.
Люди с опытом проведения сварочных работ могут выполнять такие работы самостоятельно своими руками. Достаточно приобрести простейший сварочный аппарат эффект 210, в комплекте поставляется дополнительная горелка. Такой аппарат работает от напряжения электросети 220 в.
Важно
Им хорошо достигается эффект порезки тонких металлических пластин из любых легированных сталей, с последующим соединением любых изделий.
Самодельная доработка для использования газовых баллонов с другими газами, этот сварочный аппарат можно использовать для выполнения технологии, которая называется — атомно водородная сварка.
Эффективно процесс сваривания в водородной среде используется на станциях технического обслуживания и ремонта автомобилей.
- Горелка с правильно подобранным диаметром в соответствии с толщиной свариваемых деталей, обеспечивает высокий эффект продуктивного сваривания.
- goodsvarka.ru
- Самодельная водородная сварка
Источник: https://rinnipool.ru/svoimi-rukami/vodorodnaya-svarochnaya-stanciya-svoimi-rukami.html
Водородная сварка: изготовление горелки своими руками и электролизный сварочный аппарат
Водородная сварка представляет собой разновидность газопламенной обработки. Ее отличительной особенностью является горение пламени в атмосфере водорода. На сегодняшний день среди всех видов газопламенных обработок наибольшей популярностью пользуется именно такой метод.
Он обладает высокой эффективностью и служит отличной альтернативой ацетиленовой сварке. Кроме того, изготовить водородный сварочный аппарат можно своими руками в домашних условиях, что делает его еще более интересным.
Преимущества водородной сварки
Водородная сварка обладает рядом преимуществ по сравнению с другими аналогами. Главным ее достоинством является то, что в процессе горения сварочной горелки выделяется водяной пар, поэтому она является самой безопасной.
Кроме того, данная технология обеспечивает высокие рабочие температуры, а значит позволяет работать с более тугоплавкими металлами. Водородную сварку можно легко использовать в домашних условиях, так как изготовить сварочный аппарат своими руками может любой желающий.
Еще одним наиболее часто используемым методом является ацетиленовая сварка.
Технология сварки при помощи водорода.
В то же время водородная во многих случаях оказывается более предпочтительной благодаря своим особенностям:
- позволяет получать аккуратные плотные швы;
- возможность работы с мелкими деталями;
- высокая температура газовой горелки позволяет осуществлять не только сварку, но и резку материалов;
- водородная горелка своими руками – это посильная задача не только для мастеров, но и для новичков;
- возможность выполнения работ в замкнутом пространстве;
- водородный сварочный аппарат является малогабаритным и его удобно транспортировать.
Применение метода
Газопламенная сварка осуществляется за счет горения газообразной смеси. Самой часто используемой является ацетиленовая сварка. Она основана на окислении карбида в воде.
Если необходима небольшая температура, например, для работы с мелкими деталями или тонким металлом, используется пропан. Он подается из баллона в смесительную камеру, а затем в горелку.
В эту же камеру подается кислород, поддерживающий горение газа. Регулируя давление кислорода можно достичь температуры горения до 3000 градусов, что позволяет осуществлять не только сварку, но и резку металла.
Недостатком этой технологии является необходимость использование баллона с газом. Это накладывает ограничения на применение сварки во многих сложных условиях.
Агрегат для водородной сварки.
Принцип работы водородной сварки основан на процессе разделения воды на водород и кислород. В результате последующей рекомбинации одноатомного водорода в двухатомный происходит высвобождение энергии, ускоряющей сварку.
Область сварки оказывается защищенной водородом от кислорода, что исключает окисление поверхности и обеспечивает гладкие швы.
Использовать водородные баллоны для сплава опасно. Его утечка в замкнутых помещениях может привести к удушью или головокружению. Также он является взрывоопасным.
Производство водорода, необходимого для работы сварочного аппарата, осуществляется непосредственно на месте проведения сварочных работ в электролизной камере. Это исключает указанные риски при правильном использовании оборудования и соблюдении техники безопасности.
Водородная сварка широко применяется в сложных условиях: тоннелях, шахтах, коллекторах. Использовать в таких задачах пропилен-ацетиленовые баллоны невозможно из-за высокого риска утечки смеси и ее взрыва.
Совет
Электролизное оборудование лишено этих недостатков и широко применяется в указанных областях.
Кроме того, они могут работать от бытовой сети, что делает их весьма привлекательными для простого пользователя. Особенно учитывая то, что водородная сварка может быть изготовлена своими руками по одной из многочисленных схем электролизера для сварки доступной в интернете.
Как самому сделать водородный сварочный аппарат?
Сварка водородом пригодится любому умельцу. Водородный резак является недешевым оборудованием. Кроме того, доступные в продаже аппараты зачастую оказываются непригодными для пайки мелких деталей, особенно для ювелирных изделий.
Выходом из этой ситуации является изготовление атомно-водородной сварки своими руками. Все детали, необходимые для создания такого прибора можно легко приобрести в любом хозяйственном магазине. Итак, давайте рассмотрим, как это сделать в домашних условиях.
Основная емкость
Установка для сварки при помощи водорода.
Аппарат водородной сварки работает в результате горения водорода, благодаря диссоциации водного раствора щелочи.
Этот процесс осуществляется в емкости, для которой отлично подойдет пол литровая банка. Ее необходимо закрыть пластмассовой крышкой с двумя отверстиями, проделанными для вывода контактов от электродов.
Все выводы необходимо плотно загерметизировать. Для этих целей подойдет клей «Момент».
В качестве электродов можно использовать четырехсантиметровые полоски из нержавеющей стали. Для наибольшей производительности сварочного аппарата требуется задействовать весь объем жидкости.
Для этого пластины просверливаются по верхнему и нижнему краю и соединяются между собой диэлектрическими шпильками. На получившемся блоке делаются клеммы: два минуса, расположенные по краям, и полюс между ними.
Каждая клемма загибается и фиксируется на емкости болтом. На эти болты будут накидываться клеммы от источника питания.
Емкость необходимо заполнить с помощью шприца рабочей жидкостью через штуцер отвода газов. Электролит представляет собой 8-10% смесь гидроокиси натрия в дистиллированной воде. При работе электролизера температура рабочей жидкости щелочного раствора обычно не превышает 80 °С.
В качестве сопла, через которое буду выходить кислород, водород и горючие вещества, может быть использована обычная медицинская игла.
Источник тока для атомно-водородной сварки
В качестве источника тока может использоваться обычный аккумулятор на 12 вольт. Этот вариант отлично подойдет для работы с металлом фиксированной толщины.
Его недостатком является отсутствие возможности контроля силы пламени горелки, так как ее производительность определяется выработкой водорода и кислорода, зависящей от силы тока.
Выбор зарядного устройства для автомобильных аккумуляторов будет более предпочтительным. Для работы с тонкими металлическими пластинами или ювелирными изделиями зарядку можно настроить на 3 вольта.
Запитать кислородом водородную сварку можно от обычной сети в 220 В, что позволяет использовать данный аппарат в домашних условиях.
Обменная камера
Принципиальная схема аппарата водородной сварки.
Для отбора водорода и кислорода, подаваемого в горелку, используется еще одна емкость – обменная камера.
Внутри нее необходимо проделать 3 отверстия:
- для заправки рабочей жидкостью;
- снизу штуцер для подачи рабочей жидкости в основную емкость;
- штуцер для подачи газовой смеси на сопло.
Конструкцию дополнительной емкости также необходимо тщательно загерметизировать. Через водородные затворы водородного генератора не должны просачиваться газы и жидкость. Это также решается с помощью «Момента».
Изготовление горелки
Для изготовления горелки можно использовать обычный резиновый шланг. Именно по нему водород и кислород будут транспортироваться от обменной камеры к соплу. В качестве сопла можно применить иглу от шприца или капельницы. Последняя будет более предпочтительным выбором, так как стенки этой иглы толще.
Шланг необходимо плотно закрепить со штуцером обменной камеры и основанием иглы. Это достигается при помощи хомутов. После завершения всех операций по сборке аппарата можно приступать к его испытанию.
Электролиз рабочей жидкости начинается быстро. Уже через несколько минут можно будет поджечь пламя на конце сопла. Регулировка пламени осуществляется изменением напряжения на аппарате.
Итог
Во многих случаях использование водородной сварки оказывается более удобным, чем других газопламенных методов. Особенно актуальной она становится, когда речь заходит про работу в домашних условиях.
Приведенное описание того, как сделать водородную горелку своими руками, поможет всем мастерам, желающим изготовить такой прибор. Это существенно сэкономит средства на покупку магазинного варианта сварки.
Кроме того изготовленный своими руками водородный резак является более перспективным для работы с мелкими изделиями. Водородная сварка является экологически чистой, а ее изготовление не требует большого труда и крупных затрат.
Также метод аналогичен с ацетиленовой сваркой, и освоить его не составит труда.
Источник: https://tutsvarka.ru/vidy/vodorodnaya-svarka
Водородная сварка — экологическая чистота и легкость работы!
Безопасность водородной сварки, отличающей ее от других традиционных способов, обеспечивается тем, что продуктом горения, образованным в процессе, является пар.
Водородная сварка – это один из методов газопламенной обработки, при котором используются смесь кислорода с горючими газами.
Водородное пламя прекрасно заменяет ацетиленовое, когда необходимо выполнить резку, пайку и сварку разных материалов.
Процесс
Особенности процесса
Использование водорода в качестве топливо заменяющего ацетилен приводит к покрытию сварочной ванны толстым слоем шлака. Шов, полученный таким способом, отличается низким качеством из-за повышенной пористости и тонкости.
Исключить подобные дефекты помогает применение органических соединений, связывающих кислород. Для этого используют подогретые до определенной температуры углеводороды: бензины, бензолы, толуолы, и другие.
Температура нагрева должна составлять от 30% до 80% от температуры кипения элементов.
Обратите внимание
Углеводы применяются в минимальном количестве, поэтому сварка водородом стоит почти столько же, сколько и другие способы газопламенного воздействия.
Основная сложность способа заключается в том, что часто не хватает эффективного источника водорода и кислорода. Использование баллонов с газом зачастую становится не целесообразным в связи с высоким риском возникновения обморожений и удуший при их эксплуатации.
Водородное пламя трудно заметить при дневном свете. Его возникновение обнаруживается только сверхчувствительными датчиками. Но все проблемы решаются применением специальных аппаратов, которые, воздействуя на воду электрической энергией, способствуют ее распаду на водород и кислород. Устройства – электролизеры, производят одномоментно два газа.
Приборы достаточно легки в применении, благодаря простоте и мобильности конструкции. Они являются отличной заменой крупногабаритному и тяжеловесному оборудованию, и могут использоваться при отсутствии прямых источников питания, что делает доступной водородную сварку своими руками в домашних условиях.
Оборудование для водородной сварки
Аппараты для сварки, проводимой таким способом, обладают различной мощность и работают от электрической сети. Они оснащены обычной горелкой, которая обеспечивается водородно-кислородной смесью посредством шланга. Температура пламени варьируется от 600 до 2600ºС и устанавливается с помощью специальных устройств.
Водородно кислородная сварка может выполняться с помощью ручного и автоматического оборудования, которое не представляет никакой сложности при эксплуатации, благодаря низкой трудоемкости процесса и отсутствию нужды в постоянной перезарядке устройства.
Компактная аппаратура обладает большой мощностью и приводится в рабочее состояние за небольшой период времени, который зависит от температурных условий в месте проведения работ и количества газов, требуемых для сварочного процесса.
Атомно водородная сварка требует от сварщика только владения основными навыками и знаниями о газопламенной обработке, которые позволят без труда выполнить сварку элементов, и получить в месте соединения качественный и прочный шов.
Обратите внимание
Еще одним преимуществом водородной сварки является экологическая чистота процесса и его продуктивность. Например, ацетилен, используемый в качестве топливного газа, загрязняет окружающую среду соединениями, обладающими огромной токсичностью. А продуктом горения в процессе использования водородного оборудования является обычный пар.
Водородные сварочные аппараты не представляют никакой опасности при транспортировке, хранении и эксплуатации.
Они предназначены как для сварочных работ, так и для ручной или автоматической кислородной резки, пайки, порошковой наплавки, термическом упрочнении и порошковом напылении. Компактное оборудование оснащено несколькими режимами работы, что позволяет выполнять с его помощью соединение материалов различной толщины и резку самых толстых металлических листов.
Применение
Ювелирное дело, стоматология, ремонт холодильного оборудования, сервисные центры, занимающиеся ремонтом и обслуживанием техники — не могут обойтись без применения сварочных аппаратов, с водородно-кислородным топливом.
Устройства отлично подходят для использования их в помещениях, где запрещена эксплуатация взрывоопасных баллонов, наполненных кислородом или пропаном.
К преимуществам водородной сварки относятся также:
- низкая стоимость процесса;
- отсутствие отходов;
- отсутствие дорогих исходных материалов, для работы нужен небольшой объем воды;
- экологическая чистота производства;
- широкий спектр обрабатываемых материалов.
Атомно-водородная сварка, в основе которой лежит действие электродуги, прекрасно выполняет сваривание чугунных, легированных, низкоуглеродистых сталей. Но использование этого подвида сварки плавлением в промышленных целях ограничено высоким напряжением источников питания, которое представляет угрозу жизни человека.
Медь, латунь, цинк, титан обладают высокой активностью при контакте с водородом. Поэтому атомно-водородная сварка не применяется при работе с этими материалами.
Водородная сварка очень востребована при проведении сварочных работ в труднодоступных местах, например, колодцах, толях, железнодорожных цистернах, где нельзя использовать баллоны, наполненные пропаном и ацетиленом. Также существуют водородные сварочные приборы, с помощью которых можно соединять материалы в условиях низкой температуры.
Обратите внимание
Источник: http://stroitel5.ru/vodorodnaya-svarka-ehkologicheskaya-chistota-i-legkost-raboty.html
Что собой представляет сварка водородная?
Сегодня среди всех видов газопламенных обработок все большую популярность получает сварка водородная. Такая газосварочная технология основана прежде всего на процессе электрохимического распада воды на два химических элемента: водород и кислород.
Схемы водородной сварки.
Процедура сварки отличается наибольшей эффективностью и обладает большими преимуществами перед сваркой, где главным элементом выступает соединение кислорода с ацетиленом.
Водородную сварку можно отнести к категории безвредных технологий, так как весь процесс горения основан на единственном элементе — водяном паре. В ходе работы температура горелки может повыситься до 2600°С, а это значит, что данная технология позволит осуществить любую сварку, спаивание или поможет прорезать различные виды черных металлов.
Обратите внимание
Как применяется холодная сварка для пластика.
Так как водородное пламя имеет ряд преимуществ перед ацетиленовым, его чаще используют для прорезания и спайки изделий из металла. Из-за того что в результате горения выделяется водяной пар, такая сварка считается самой безопасной.
При использовании в ходе сварки водорода как топливного элемента, на покрытии металла может возникнуть слой шлака большой толщины. Выполняемый при этом сварочный шов будет иметь тонкую толщину и рыхлость.
Чтобы избежать этого, в основном используют органические соединения, которые, наоборот, связывают кислород. Для этого лучше применять различные углеводороды (бензин, толуол и др.) и подогревать их до достижения температуры 80% от температуры кипения.
При сварке понадобится минимальное количество углеводородов для максимального результата, поэтому она и намного дешевле, чем другая газопламенная обработка.
Устройство водородной горелки.
При использовании водородной сварки не нужно применять газовые баллоны, являющиеся эффективными источниками смеси водорода с кислородом. Дело в том, что они очень опасны при эксплуатации. Когда происходит сварка, водородное пламя совсем не видно при дневном свете. Поэтому для облегчения работы необходимо использовать специальные датчики.
Надежность источников газа зависит прежде всего от аппаратов, работа которых возможна при наполненности водой, где с помощью воздействия электроэнергии она распадается на кислород и водород.
При помощи таких электролизеров очень просто выполняется электролизная сварка, где в качестве основного элемента соединения деталей используется водородно-кислородная смесь.
В некоторых случаях используется атомно-водородная сварка, представляющая собой электрохимический процесс плавления. Действие достигается в результате нагревания электрической дуги расщепления водорода.
По уровню содержания тепла атомно-водородная сварка несколько отличается от ацетиленово-кислородной сварки и других видов сварок. В основном данный вид используется при сварке чугуна или стали.
В промышленных предприятиях атомно-водородная сварка применяется в редких случаях по причине высокого напряжения, которое опасно для любого человека.
Источник: https://expertsvarki.ru/tehnologii/svarka-vodorodnaya.html
Отзыв о водородной сварке
Работаю газосварщиком на частной фирме. Все годы работы использовалась ацетилено-кислородная сварка, т.к. с ее помощью можно не только варить, но и паять, резать металл, стекло, керамику.
С очередным экономическим кризисом на предприятии началось сокращение расходов, но как уменьшить расход ацетилена и кислорода при сварке без ущерба качеству работы никак не могли придумать.
Как-то наткнулся на информацию о современных водородных сварочных аппаратах, которые не требуют покупки газа, а сами вырабатывают водород и кислород из обыкновенной воды. Навел справки, поспрашивал у реальных пользователей на форумах и понял, что водородная – реальная альтернатива ацетиленовой сварке.
Начальника насторожила цена такого оборудования – 1300$, но примерный расчет экономии по сравнению с имеющимся убедил его вложиться в это чудо техники.
Скажу сразу, наловчиться работать было не сложно, хотя когда привыкаешь к допотопным агрегатам бывает проблематично перестроиться на легкоуправляемую и нафаршированную разными примочками технику. Итак, наш подсчет окупаемости водородного сварочного составил три месяца, т.к.
по заявлению продавца для пятидневной рабочей недели при постоянной работе сварки необходимо около 15 л дистиллированной воды и 75 кВт/ч электричества, что в сумме составляет 6$.
Поначалу в такие мизерные суммы на расходники мы даже не поверили, ведь еженедельно на покупку и доставку ацетилена и кислорода выкладывали по 100-120$. В первую же неделю работы на водородной сварке сомнения рассеялись. Помимо экономической стороны аппарат имеет массу других преимуществ, поэтому деньги были потрачены не зря.
Вот уже полгода использую водородную сварку и могу отметить что:
- Качество сварных швов по сравнению с ацетиленовой сваркой получается даже немного лучше. Возможность регулировать диаметр пламени позволяет использовать сварку, наверное, даже в ювелирном деле, т.к. швы получаются очень аккуратными. •
- Пробовал резать металл толщиной 10 мм – срез вышел гладкий и ровный. Толще 10 мм резать не пробовал, хотя производитель заявляет, что и это возможно. •
- Экономить на качестве воды не рекомендую. Если использовать не дистиллированную воду, аппарат начнет барахлить. Лучше беречь такое дорогое оборудование. •
- Несмотря на то, что аппарат может работать целый день без перерыва, лучше все-таки давать ему периодически остывать минут по 5-10. •
- Выезжать на объекты с таким аппаратом – одно удовольствие. Взял в руку и поехал. Не нужно везти баллоны и переживать за сильную тряску в пути.
Экономия на расходных материалах действительно невероятная! За счет этого наша фирма не только преодолела кризис, но и немного снизила расценки на некоторые услуги, связанные со сварочными работами. Клиентов прибавилось.
Если вы работаете со сваркой целыми днями – берите, не пожалеете. Если сварка вам нужна периодически – смотри по своим финансовым возможностям, т.к. цена немаленькая.
Игорь
| Азовпромсталь® 28 сентября 2017г. 16:27 |
Источник: https://www.azovpromstal.com/article/one/id/2794
Что собой представляет сварка водородная?
Сегодня среди всех видов газопламенных обработок все большую популярность получает сварка водородная. Такая газосварочная технология основана прежде всего на процессе электрохимического распада воды на два химических элемента: водород и кислород.
Схемы водородной сварки.
Процедура сварки отличается наибольшей эффективностью и обладает большими преимуществами перед сваркой, где главным элементом выступает соединение кислорода с ацетиленом.
Водородную сварку можно отнести к категории безвредных технологий, так как весь процесс горения основан на единственном элементе – водяном паре. В ходе работы температура горелки может повыситься до 2600°С, а это значит, что данная технология позволит осуществить любую сварку, спаивание или поможет прорезать различные виды черных металлов.
Читайте также:
Как применяется холодная сварка для пластика.
Технология процесса водородной сварки
Так как водородное пламя имеет ряд преимуществ перед ацетиленовым, его чаще используют для прорезания и спайки изделий из металла. Из-за того что в результате горения выделяется водяной пар, такая сварка считается самой безопасной. При использовании в ходе сварки водорода как топливного элемента, на покрытии металла может возникнуть слой шлака большой толщины. Выполняемый при этом сварочный шов будет иметь тонкую толщину и рыхлость. Чтобы избежать этого, в основном используют органические соединения, которые, наоборот, связывают кислород. Для этого лучше применять различные углеводороды (бензин, толуол и др.) и подогревать их до достижения температуры 80% от температуры кипения. При сварке понадобится минимальное количество углеводородов для максимального результата, поэтому она и намного дешевле, чем другая газопламенная обработка.
Устройство водородной горелки.
При использовании водородной сварки не нужно применять газовые баллоны, являющиеся эффективными источниками смеси водорода с кислородом. Дело в том, что они очень опасны при эксплуатации. Когда происходит сварка, водородное пламя совсем не видно при дневном свете. Поэтому для облегчения работы необходимо использовать специальные датчики. Надежность источников газа зависит прежде всего от аппаратов, работа которых возможна при наполненности водой, где с помощью воздействия электроэнергии она распадается на кислород и водород. При помощи таких электролизеров очень просто выполняется электролизная сварка, где в качестве основного элемента соединения деталей используется водородно-кислородная смесь.
В некоторых случаях используется атомно-водородная сварка, представляющая собой электрохимический процесс плавления. Действие достигается в результате нагревания электрической дуги расщепления водорода. По уровню содержания тепла атомно-водородная сварка несколько отличается от ацетиленово-кислородной сварки и других видов сварок. В основном данный вид используется при сварке чугуна или стали. В промышленных предприятиях атомно-водородная сварка применяется в редких случаях по причине высокого напряжения, которое опасно для любого человека.
Вернуться к оглавлению
Виды сварочных аппаратов
Для осуществления любого вида сварочных работ необходимо применять аппарат для сварки, отсутствие которого на любом строительном объекте или в бытовых условиях недопустимо. Ведь он является единственным аппаратом с возможностью скрепления изделий из металла.
Электросхема водородной горелки.
При водородной сварке использованию подлежит водородно-сварочное оборудование. Водородный аппарат используется не только для резки и спайки разных видов металлов, но и для отделки различного пластика, стекла или кварца.
Этот вид оборудования подлежит использованию в отраслевых областях, где для работы нужен нагрев до максимальных температур.
Сварочный аппарат работает за счет водорода, который вырабатывается в самом аппарате. Вследствие распада молекул воды на два важных элемента, кислород и водород, удается получить водород. После этого образуется газовая смесь, имеющая максимальную энергию. При помощи нее можно осуществлять работы по соединению различных металлических конструкций.
Для того чтобы это устройство работало правильно, нужно подготовить 1,5 л дистиллированной воды и освободить доступ к сети электропитания.
Это оборудование очень легко эксплуатируется, не требует частого перезаряжания и имеет небольшую трудоемкость. Работа начинается уже через несколько минут после включения в сеть электропитания. При помощи аппаратов водородной сварки можно осуществлять сварку деталей толщиной до трех миллиметров, а это значит, что он может использоваться ювелирами, стоматологами, специалистами по ремонту бытовой техники.
Водородно-кислородные электролизеры отличаются мощностью, в зависимости от которой допускается выполнение различных сварочных работ.
Схема электролизера для водородной сварки.
К ним относится спайка, сварочные работы, кислородная резка и другие. При сварке водородом можно выполнить огромный перечень работ, начиная с микросварки и заканчивая резкой стальных листов. Эти аппараты малогабаритные и могут применяться для сварки листов размером до 2 мм при мощности 1,8 кВт.
В некоторых случаях применяются ацетиленовые генераторы и баллоны. Их целесообразно применять только в полевых условиях, где нет возможности использовать электричество. Если имеется разъем электропитания, то лучше использовать громоздкое сварочное оборудование.
Атомно-водородная сварка немного отличается своим технологическим процессом от обычного вида таких работ. В процессе происходит подача водорода в сварочную область. При помощи сварочной горелки можно с легкостью определить направление и объем смеси.
В ходе выполнения сварки с элементами кислорода и водорода, происходит оплавление краев горелки из-за слишком высокого уровня температуры. Поэтому она подлежит немедленному очищению. Такой процесс газосварки можно выполнить как в ручном, так и в автоматическом режиме.
Специалисты, имеющие навыки в этой области, способны делать эти необходимые работы без чьей-либо помощи.
Нужно просто купить аппарат для сварки с эффектом 210, где в упаковке имеется еще одна горелка. Этот аппарат начинает работу после включения его в сеть электропитания 220 Вт. Им можно легко достичь результата при резке металлических пластин небольшой толщины либо пластин из легированных сталей.
Вернуться к оглавлению
Создание водородно-сварочного оборудования в домашних условиях
Водородный прибор для сварки может пригодиться каждому и в домашних условиях. Если покупать такой прибор в магазине, это обойдется очень дорого.
Тем более каждый может самостоятельно изготовить его дома. Для того чтобы смастерить сварочный аппарат дома, понадобятся следующие инструменты и материалы:
Для выполнения водородной сварки потребуется полтора литра дистиллированной воды.
- гладкий лист, состоящий из нержавеющего металла;
- металлические болты и гайки;
- поликарбонат;
- материал резины или пластика;
- полимерный компонент – герметик;
- соединительные детали, называемые штуцеры.
В процессе сборки сварочного водородного прибора очень важно придерживаться технологии выполнения работ. Это все можно узнать, прочитав инструкцию.
Весь процесс сварки и резки с помощью водорода, по сравнению с ацетиленовым или пропановым, допускает получение среза без дополнительной обработки шлифовальными инструментами. Также при использовании этой технологии исключено выбрасывание опасной окиси азота, в то время как металл не может поглотить углерод, в связи с чем закаляется.
Водородные сварочные аппараты необходимо эксплуатировать при работах, выполняемых в труднодоступных местах, где невозможно разместить баллон, наполненный нужным веществом.
Другие разновидности водородного оборудования допускают производить сварку и при минусовой температуре.
Атомно-водородная сварка | Сварка и сварщик
Атомно-водородная сварка. Плавление металла происходит за счет тепла, выделяемого при превращении атомарного водорода в молекулярный водород, и за счет тепла независимой дуги, горящей между двумя вольфрамовыми электродами.
1 — электроды; 2 — мундштуки горелки; 3 — зона превращения атомарного водорода в молекулярный; 4 — молекулярный водород, поступающий из мундштуков; 5 — зона диссоциации водорода на атомарный
Схема процесса атомно-водородной сварки
Атомно-водородная сварка была изобретена в 1925 г. американцем Лангмюром.
Во время нагревания водорода при соприкосновении его с раскаленной вольфрамовой нитью лампочки, как это имело место в первых исследованиях Лангмюра, происходит диссоциация молекул водорода на атомы.
Особенно интенсивную диссоциацию (61-62% всего нагретого водорода) Лангмюру удалось получить в вольтовой дуге, образованной в атмосфере водорода между двумя вольфрамовыми электродами. Атомное состояние водорода неустойчивое, оно длится доли секунды. Воссоединение атомов в молекулы сопровождается выделением тепла, которое было поглощено при диссоциации.>
Тепловой эффект от излучения дуги и от сгорания молекулярного водорода в наружной зоне пламени незначителен по сравнению с эффектом рекомбинации атомов водорода.
Температура атомно-водородного пламени составляет ~ 3700° С, что по концентрации тепла приближает этот способ сварки к сварке в среде защитных газов. Водород при этом способе сварки передает тепло от дуги к изделию вначале за счет поглощения его при реакции диссоциации, а затем путем выделения при рекомбинации атомов водорода. Высокая активность водорода обеспечивает хорошую защиту металла шва от вредного воздействия кислорода и азота воздуха.
При атомно-водородной сварке дуга горит между двумя вольфрамовыми электродами, расположенными под углом. В зону дуги можно подавать чистый водород или азотно-водородные смеси, получаемые при диссоциации аммиака. Питание дуги осуществляется от источников переменного тока. Из-за высокого охлаждающего действия реакции диссоциации водорода и высокого потенциала ионизации водорода напряжение источника питания дуги, требуемое для ее зажигания, должно быть 250-300 В. Напряжение горения дуги 60-120 В. Сила тока дуги 10-80 А.
Широкий диапазон изменения напряжения горения дуги мало сказывается на величине изменения силы тока. Напряжение горения дуги зависит от расхода водорода и расстояния между вольфрамовыми электродами.
Зажигание дуги осуществляется коротким замыканием вольфрамовых электродов, обдуваемых водородом, или, лучше, замыканием электродов на угольную (или графитовую) пластинку при обдувании струей газа, так как в этом случае обеспечивается легкое зажигание дуги и не требуется повышенного напряжения холостого хода источника питания. После зажигания дуги расстояние от концов электродов до поверхности изделия устанавливают в пределах 4-10 мм. Это зависит от мощности атомно-водородного пламени и толщины свариваемого металла.
а — спокойной; б — звенящей
Формы дуги
Дуга может быть спокойной (рис. а), когда нет в дуге характерного веера, и звенящей (рис. б), когда веер пламени касается поверхности свариваемого изделия и дуга издает резкий звук. Для спокойной дуги напряжение не превышает 20-50 В и расход водорода 500-800 л/ч, для звенящей дуги — 60-120 В и 900-1800 л/ч соответственно.
При атомно-водородной сварке выполняют следующие виды сварных соединений: стыковые с отбортовкой и без отбортовки кромок, угловые, тавровые и нахлесточные.
Высоту отбортовки принимают равной двойной толщине свариваемого листа. Угловые соединения выполняют с применением присадочной проволоки или без нее. При сварке толщин более 3 мм на стыковых и тавровых соединениях рекомендуется выполнять скос кромок под углом ≥45°.
Обычно атомно-водородную сварку рекомендуется применять для сварки металлов и сплавов толщиной 0,5-5-10 мм. Этим способом хорошо свариваются малоуглеродистая и легированная сталь, чугун, алюминиевые, магниевые сплавы. Хуже свариваются медь, латунь из-за склонности к насыщению водородом и испарению цинка. При сварке алюминия и сплавов на его основе необходимо применить флюсы, состоящие из солей щелочных металлов. Металлы с высокой химической активностью к водороду, например Ti, Zr, Та и др., нецелесообразно сваривать атомно-водородной сваркой.
Атомно-водородная сварка обеспечивает получение сварных соединений со свойствами, близкими к свойствам основного металла.
Техника выполнения швов при атомно-водородной сварке подобна технике газовой сварки, т. е. может быть осуществлена как правым, так и левым методами.
Атомно-водородную сварку можно осуществлять в нижнем и вертикальном положениях, по режимам приведенным в таблице
Режимы (ориентировочные) атомно-водородной сварки
| Толщина листа, мм | Диаметр электрода, мм | Сила тока, А | Средний расход водорода, л/ч | Рабочее давление водорода, кгс/см2 |
| до 1 | 2 | 30 | 1200 | 0,055 |
| до 3 | 40 | 1400 | 0,064 | |
| до 5 | 3 | 50 | 1500 | 0,068 |
| до 6-8 | 60 | 1600 | 0,073 | |
| до 8-10 | 4 | 70 | 1750 | 0,080 |
| св. 10 | 80 | 1850 | 0,085 |
Установка для атомно-водородной сварки состоит из атомно-водородного аппарата, баллона с водородом, водородного редуктора, горелки и пускорегулирующей аппаратуры.
1 — атомно-водородный аппарат; 2 — баллон с водородом; 3 — горелка; 4 — токоподвод; 5 — шланг для подачи водорода
Схема установки для атомно-водородной сварки
При горении дуги в смеси водорода и азота в состав установки входит еще баллон с аммиаком, крекер для получения азотно-водородной смеси из аммиака, аммиачный вентиль, водоотделитель и осушитель для газа. Водород с воздухом образует взрывные смеси, поэтому все соединения трубопроводов, вентилей, шлангов должны быть надежными, а помещения, где производится работа, хорошо вентилируемые.
1 — корпус; 2 — сосуд, питающий пост азотно-водородной смесью; 3 — нагреватель; 4 — труба с катализатором; 5 — катализатор; 6 — электродвигатель; I — баллон с аммиаком; II — крекер; III — водоотделитель; IV — азотно-водородный аппарат
Схемы крекера (а) и установки (б) для сварки азотно-водородной смесью
При соединении водорода с углеродом в условиях сварочной дуги происходит обезуглероживание металла. Поэтому в производственных условиях вместо чистого водорода применяют смеси водорода с азотом. Для расщепления аммиака на водород и азот используют аппараты-крекеры (см. рис. а), в которых расщепление происходит при 600 °С в присутствии катализатора — железной стружки. Из крекера смесь газов поступает в очиститель (см. рис. б) и далее в осушитель, где азотно-водородная смесь, пройдя слой хлористого кальция, поступает по резиновому шлангу в сварочную горелку.
Технические характеристики аппаратов для атомно-водородной сварки
| Тип аппарата | Тип горелки | Номинальное напряжение, В | Пределы регулирования силы тока, А | Номинальная мощность, кВт |
| ГЭ-1-2 | ГЭГ-2-2 | 220 | 30-83 | 18,3 |
| ГЭ-2-2 | ГЭГ-1-1 | 260 | 20-75 | 15,6 |
| АВ-40 | Г12-1 | 220 | 15-49 | 10,7 |
| АГЭС-75 | ГЭГ-1-1 | 300 | 20-100 | 22,6 |
Известны аппараты для атомно-водородной сварки типа ГЭ-1-2, ГЭ-2-2, АВ-40, АГЭС-75, техническая характеристика которых приведена в таблице.
Атомно-водородная сварка широко применялась в самолетостроении, химическом машиностроении и других отраслях промышленности. В настоящее время из-за значительного прогресса других способов сварки атомно-водородная сварка применяется редко.
Водородный сварочный аппарат| Kingkar
Водородный сварочный аппарат
Водородный сварочный аппарат использует высокотемпературное пламя, образующееся при сжигании газообразного водорода. Он оснащен кислородно-водородным генератором для разделения водорода и кислорода в процессе электролиза. Горение водорода в кислороде в горелке легко поддается контролю. Водородный сварочный аппарат широко применяется при полировке ювелирных изделий и стекла, а также для пайки и сварки металлических изделий.
Преимущества использования водородного сварочного аппарата:- Безопасность: Водород извлекается из воды, поэтому отсутствует необходимость в работе с летучими газами;
- Экологическая безопасность: при работе с устройством не образуются вредоносные, загрязняющие окружающую среду вещества. Данная система создает энергию путем электролиза атомов водорода и кислорода из ратсвора электролита (химические вещества не используются), таким образом создавая безопасное и чистое водородное/кислородное топливо;
- Удобство: Водородный сварочный аппарат отличается малыми размерами.
| Модель | KingKar200 | KINGKAR400 | KINGKAR5800W |
| Расход воды | 0.11л/ч | 0.23л/ч | 2.42л/ч |
| Напряжение тока | 220/110В однофазное | 220В/110В однофазное | 220В однофазное, 380В трёхфазное |
| Частота напряжения сети | 50/60Гц | 50/60Гц | 50/60Гц |
| Максимальное производство газа | 200л/ч | 400л/ч | 5800л/ч |
| Максимальное рабочее давление | 0.13-0.15МПа | 0.13-0.15МПа | 0.2МПа |
| Параметры (Длина´Ширина´Высота) | 485*300*540мм | 730*300*540мм | 1300*930*1560мм |
| Вес нетто | 20kg | 32kg | 350kg |
| Количество использований | 1 | 1 | 1-2 |
- Водородно-кислородный генератор HHO (используется для образования гремучего газа).
- Сварочный факел (состоит из пушки, сопла, стойки, контрольного клапана, встроенного предохранителя и др.).
- Сопло (наконечник факела) (бывает разных размеров в зависимости от толщины сварочного материала).
Компания Kingkar является профессиональным производителем оборудования на основе водородной и кислородной энергии. Наша продукция включает в себя аппарат для очистки двигателя автомобиля от нагара, водородно-кислородный аппарат для резки металлов, водородно-кислородный сварочный аппарат, водородно-кислородный генератор и др. У нас работает опытная команда инженеров, которые занимаются усовершенствованием водородно-кислородных генераторов на протяжении многих лет.
Форма запроса
Другие продукты
Водородная сварка. Суть процесса и преимущества технологии.
В настоящее время сваривать, резать и паять детали можно не только ацетиленовым пламенем. Сегодня, все чаще прибегают к использованию водородного. Это обусловлено тем, что атомно водородная сварка является абсолютно безвредной. Водородный сварочный аппарат позволяет производить сварку быстро и эффективно, при этом работа характеризуется абсолютной безопасностью. В статье рассмотрим как произвести водородную сварку своими руками.
Содержание статьи
Особенности процесса сварки водородом
газовая сваркаНачнем с того, что сварка водородом является разновидностью газопламенной. Газовая сварка своими руками активно применяется уже на протяжении многих лет. Горючим газом здесь выступает ацителин. При водородной сварке вместо ацителина применяется водород, который смешивается с кислородом. Такой метод оказался более эффективным. В результате получается тонкий и качественный шов, однако, у подобного способа есть один минус, который заключается в том, что в процессе сварки в сварочной ванне образуется много шлака. Чтобы этого не происходило в газовую смесь добавляют небольшое количество органических веществ, которые гасят кислород. В качестве таких веществ обычно используются углеводороды, температура кипения которых варьируется в промежутке 30-80°С: бензин, гексан, гептан, бензол.
Еще одной трудностью, с которой приходилось сталкиваться при сварке водородом стал выбор эффективного источника подачи газа. Использовать водородный баллон нецелесообразно и к тому же очень опасно.
сварочный аппарат для водородной сваркиСжиженный водород при сильной концентрации может вызывать у человека такие симптомы как: удушье и головокружение!
Еще один минус состоит в том, что пламя такого газа абсолютно незаметно днем. Поэтому кислородный сварочный аппарат может работать с применением датчиков.
Обратите внимание! Водородная сварка своими руками может использоваться для соединения деталей из малоуглеродистых сталей, железа. Для сваривания изделий из нержавейки она не пригодна.
Способы применения водородного сварочного аппарата
Сварочный водородный аппарат может функционировать как от электрической трехфазной сети, так и от бытовой. Также применяется в ручном и автоматическом режимах. В процессе работы в горелку подаются смесь кислорода и водорода, температурный режим пламени составляет 600-2500°С.
Стоит отметить, что атомно-водородная сварка с таким аппаратом отличается простотой использования. Обычно нужный рабочий режим задается в считанные минуты, что зависит от требуемого расхода газа и температуры в месте, где производится процесс. При сварке водородом, в отличие от ацетилена, окружающая среда не загрязняется вредными веществами. Это обусловлено тем, что приборы, в которых как горючее выступает углеводород, выделяют только чистый пар. Работает аппарат благодаря водороду, который вырабатывается в самом приборе. Он образуется за счет того, что вода (которая заливается вручную) расщепляется на атомы кислорода и водорода, в результате чего образуется газовая смесь с большой энергией, которая необходимо для проведения сварки. Для эффективной работы такого устройства нужно 1,5 литра дистиллированной воды и электричество.
Несмотря на то, что водородный сварочный аппарат безопасен, в процессе эксплуатации стоит надеть защитную одежду и очки.
Используя такие приборы можно выполнить такие процедуры как: пайка, сваривание, порошковое напыление, наплавка, кислородная резка. Исходя из того, какой рабочий режим выбрать, можно выполнить самые разные по сложности работы: от соединения деталей маленькой толщины до резки толстых и прочных стальных листов. Помимо основного своего предназначения, такие аппараты активно применяются у стоматологов, ювелиров, мастеров по ремонту холодильников, а также во время кузовных работ, при обслуживании и ремонте радиаторов и т.д.
Высокая безопасность сварочных работ обеспечивается благодаря тому, что в комплектацию устройства входит система автоматического отключения, которая отключает прибор, если рабочее давление превысит норму.
Достоинства и недостатки водородной сварки
Соединение деталей подобным способом обладает множеством преимуществ, о которых нельзя не упомянуть:
- высокая эффективность,
- безопасность выполнения сварочных работ,
- экологичность, поскольку в атмосферу не выделяются вредные токсины,
- аппараты компактные и удобные в управлении,
- подходят для обработки деталей, выполненных из различных материалов: сталь, стекло, чугун, цветные металлы,
- работают на воде, для нормального бесперебойного функционирования не требуются другие составляющие,
- сварочный аппарат не нужно перезаряжать.
Несмотря на большое количество плюсов, выделяются и некоторые недостатки:
- маленькие горелки могут применяться исключительно для тонких изделий, для толстых деталей нужны мощные сварочные аппараты,
- если вы соединяете детали из меди или из легированной стали, то полученные швы будут сопровождаться множеством пор,
- пламя от чистого водорода практически невозможно рассмотреть невооруженным глазом.
Правила безопасности при сварке водородом
Несмотря на то, что в статье неоднократно упоминалось о том, что водородная сварка своими руками – это безопасный процесс, все же пренебрегать мерами осторожности не стоит, т.к. это чревато воспламенением кислородных редукторов и как следствие взрывом.
Поэтому стоит соблюдать следующие правила:
- Следите за тем, чтобы газовая горелка не находилась слишком близко к воспламеняющимся и огнеопасным веществам.
- Если процесс производится в небольшом помещении, то делайте перерывы и периодически выходите на свежий воздух.
- Осуществляя сварочные работы обязательно надевайте защитные очки, иначе яркие лучи могут негативно сказаться на состоянии сетчатки и кровеносной оболочке глаз. Разбрызгивающийся металл и шлак очень опасны для открытых глаз.
- Если вы используете газовые баллоны, то перевозите их на тележке и обязательно надевайте на них защитный колпак. Важно, чтобы во время перевозки баллоны не соприкасались друг с другом и не падали. В участке, где металл сваривается или режется нельзя хранить кислородные баллоны.
- Осуществляя сварку водородом, горелку надо держать по направлению к противоположной стороне от источника питания. Если вы не в состоянии соблюсти это правило, то оградите источник посредством железного щита.
- Если во время работы вы делаете перерыв, то пламя горелки обязательно надо тушить.
Исходя из вышеописанного можно сделать вывод, что технология выполнения соединения металлов посредством водородной сварки идентична газовой. Однако, атомно водородная сварка значительно расширила спектр возможностей выполнения различных процессов. Если выполнять все условия эксплуатации, то в конечном результате можно получить качественный и прочный шов при полной безопасности и безвредности как для окружающей среды, так и для людей, выполняющих сварку.
[Всего: 3 Средний: 3.3/5]Сварочный аппарат водородный: зачем нужно подобное оборудование?
Сварочный аппарат – устройство, без участия которого при строительстве, на производстве или в быту задача скрепления металлических деталей будет практически неосуществима. Водородный аппарат для производства сварочных работ – оборудование, достойное внимания, а поэтому постараемся рассмотреть все его полезные качества.
- Описание и характеристики водородного аппарата
- Как сделать оборудования своими руками?
Описание и характеристики водородного аппарата
Водородный аппарат предназначен для резки, пайки и сварки металлов, при этом материалы могут быть цветными и черными. Особенностью такого приспособления является то, что им можно обрабатывать стекло, пластик, кварц и оргстекло. Водородный аппарат послужит отличным помощником в ювелирном деле, в стоматологических целях, на станциях технического обслуживания. Такой сварочный аппарат пригодится в отраслях, где необходим высокотемпературный локальный нагрев.
Сварочный аппарат функционирует на водороде, вырабатываемом внутри устройства. Заполучить водород выходит благодаря расщеплению молекул воды на атомы кислорода и водорода, при этом образуя газовую смесь с высокой потенциальной энергией, используемой для соединительных работ. Для продуктивного функционирования данного оборудования понадобится полтора литра воды (дистиллированной), а также доступ к бытовой электрической сети (220В).
Технические характеристики:- Питающая сеть – 220В;
- Потребляемая мощность – до 2 кВт;
- Производительность газа – до 480л/час;
- Расход дистиллированной воды – 150 мл./час.
- Стабильное давление;
- Сварочный аппарат имеет значительную производительность при незначительных габаритах;
- Специализированная технология производства пластин обеспечивает существенный ресурс работы;
- Различные режимы функционирования;
- Удобство применения;
- Удобное управление мощностью;
- Долговечность, а также простота обслуживания;
- Широкий спектр использования;
- Высокое качество и стабильность наряду с незначительной стоимостью;
- Применение ШИМ дает возможность снизить энергетические затраты, снизить массу оборудования;
- Эффективность и удобство при сравнении с газосварочными баллонами;
- Возможность эксплуатации одного оборудования на нескольких рабочих местах одновременно;
- Универсальность.
Как сделать оборудования своими руками?
Водород, как известно, во время смешивания с воздухом способствует созданию взрывоопасной смеси – так называемого, гремучего газа. Температура горения водорода составляет 2800 градусов Цельсия. Целесоо
бразно разобраться в собственноручном производстве такого полезного оборудования, как сварочный аппарат. Постараемся рассмотреть порядок работы и применяемые материалы с инструментами.
- Листовая нержавеющая сталь;
- Болты с гайками;
- Оргстекло, либо стеклопластик;
- Резина или пластик;
- Герметик;
- Соединительные штуцера, а также патрубки.
- Начинать своими руками собирать качественный сварочный аппарат следует со сборки электролизера, а поэтому, сначала нарежьте пластины нержавеющей стали;
- Далее в пластинах стоит высверлить отверстия, предназначенные для циркуляции раствора, прохода газа между отсеками;
- Следующим образом понадобится нарезать изолирующие пластиковые промежутки, но лучше будет выполнить их из резины;
- Теперь нужно вырезать своими руками боковые основы из вышеупомянутого материала – оргстекла, после чего можно приступать к сворке оборудования. Для того чтобы для болтов отверстия совпадали, желательно положить одно стекло на другое, после чего высверлить аккуратно по диагонали два отверстия. Далее надо зафиксировать их шурупами;
- Начинаем собирать сварочный аппарат. На оргстекло следует нанести герметик, уложить пластик на пластик, кладем нержавейку, после чего промазываем герметиком;
- Наиболее крайние пластины потребуется отвести таким образом, чтобы можно было зафиксировать контакты;
- Прежде чем как закрывать верхний отсек в стекле, надо выполнить пару отверстий своими руками вверху для выхода газа, а также для поддержки уровня раствора снизу;
- Нижний патрубок понадобится соединить с бутылкой, в которую будет заливаться раствор. Таким образом, раствор будет попадать в отсеки;
- Теперь можно приступать к производству водного затвора. Таким образом, в пробке выполняем два отверстия, при этом стоит знать, что в одну будет входить трубка электролизера и загружается в воду. Второе отверстие служит для трубки горелки;
- Роль горелки может исполнить обыкновенный шприц, то есть игла;
- Для питания можно использовать мощный источник постоянного тока, расчет напряжения – 2В на пластину нержавеющей стали. То должен приравниваться не менее 7 А, при этом рабочий параметр подается на крайние пластины;
- В конце можно будет сделать самое главное – приготовить раствор, для чего добавим обычную пищевую соду. Концентрация воды должна рассчитываться по амперажу ток должен находиться в пределах 4-6А.
Изучив определенные шаги изготовления устройства, произвести сварочный аппарат, который будет эксплуатироваться при помощи водорода, и в будущем послужит отличную и долговечную службу.
Похожие статьиAmazon.com: h260 75L / H Polisher Портативный кислородно-водородный водородный сварочный аппарат для полировки пламенем 110V: Товары для дома
Этот тип горелки известен под разными названиями, включая «газ Брауна», «HHO», «кислородно-водородный» и «водяной», а также под названием «гидрофлюс». Мы приобрели его в качестве эксперимента, чтобы увидеть, насколько хорошо он может работать в качестве альтернативы другим типам горелок (бутан, MAPP, оксипропан) для пайки серебряных и медных украшений (хобби). Он немного примитивнее, чем некоторые из фирменных водяных фонарей, продаваемых ювелирными магазинами, но и намного дешевле.Хорошие новости: я экспериментировал с ним уже несколько недель и в целом остался доволен. Температура выше, чем у других типов горелок, которые я пробовал, что может быть полезно. Однако есть кривая обучения. Работу легче перегреть и расплавить, а металл даже спалить. Также нужно разрабатывать другую технику. В частности, если невозможно положить изделие для пайки на термостойкую подложку, горелка будет настолько горячей, что расплавит или сожжет все типы паяльных площадок, которые у меня есть.
Примечание. Основываясь на опыте, опубликованном другими на различных веб-сайтах, я использовал КОН в качестве электролита, а не NaOH, поставляемый с горелкой, и я использовал смесь метанола и борной кислоты в барботере / фильтре, а не обычную «дистиллированную воду». или алкоголь », указанные в инструкции. Я также использовал другой фонарик, который я купил отдельно на Amazon у другого поставщика, с большим разнообразием наконечников, включая фитинг для стандартных игл для подкожных инъекций из нержавеющей стали, а также встроенный подавитель ретроспективного обзора.Поэтому я не могу комментировать, как он работает с электролитом NaOH, другими жидкостями барботажа или предоставленной горелкой.
Не очень хорошие новости:
1) Инструкции отрывочны, а английский необычный. Мне удалось установить и заработать фонарик в основном на основе материалов и видеороликов о водяных факелах, размещенных на различных сайтах в Интернете.
2) Серьезно, инструкции рекомендуют чистить электролитные ячейки каждые два месяца, но не объясняют, как это делать. Я написал производителю для получения этой информации, но ответа не получил.Сейчас меня это беспокоит, так как я не вижу возможности получить доступ к ячейкам без разборки блока.
3) Предоставленный фонарик, похоже, не включает никакой защиты от обратного удара. Если вы используете этот фонарик, возможно, вы захотите приобрести отдельный предохранитель ретроспективного удара.
Обновление: после неоднократных попыток связаться с продавцом для получения информации о том, как слить электролит и промыть холодной водой (как рекомендовано в инструкции, делать ежемесячно!), Ответов все равно нет! Я использую его в течение 9 месяцев с перерывами, и меня беспокоит, что он может проявлять симптомы отсутствия замены жидкости.Трубка уровня электролита показывает, что жидкость стала коричневого цвета, и машина начинает издавать хлопающие / булькающие звуки изнутри (но не барботера). Итак, как его слить? Нет внешнего сливного клапана, поэтому я вижу только 4 варианта: (1) переверните машину вверх дном, чтобы слить через заливное отверстие наверху; (2) используйте сифон; (3) разберите коробку и загляните внутрь, чтобы увидеть, есть ли другой способ слить ее.
Oh300 hho кислородно-водородный газовый сварочный аппарат, кислородно-водородный генератор
Детали:
Аппарат для кислородно-водородной сварки Oh300
Кислородно-водородный генератор / генератор hho может разделять чистую мягкую воду (h3O) на водород и кислород, используя небольшое количество электроэнергии посредством электролиза воды.Эти газы смешиваются и поставляются для широкого применения, такого как сварка, герметизация, полировка акриловым пламенем и т. Д., Чтобы заменить использование сжиженного нефтяного газа или другого газового топлива.
Для сварки: простота и безопасность, быстрая сварка, точная сварка, ровное пятно, экологичность, экономия топлива.
Технические параметры:
Номер модели | О 300 |
Требуемое напряжение переменного тока (В) | 220/110 |
Этап | одноместный |
Потребляемая мощность (кВт / ч) | 0.7 |
Макс. Выход газа (л / ч) | 200 |
Макс. Рабочее давление (кг / см2) | 2 |
Макс. Расход воды (л / ч) | 0.11 |
Подача воды | ручная |
Подача модификатора пламени | ручная |
Размеры-Д * Ш * В (мм) | 450 * 250 * 510 |
Масса брутто (кг) | 20 |
Требуемое пространство для вентиляции (мм) | 200 в каждую сторону |
Видео:
Характеристики преимущества:
1.Простота и безопасность эксплуатации
Автоматически производит кислородно-водородный газ в соответствии с вашими требованиями.
Машина автоматически выключится при слишком высоком давлении газа
2. быстрая сварка
Температура кислородно-водородного пламени высока до 2800 градусов, он может быстро нагреть место сварки до точки плавления примерно за 1 секунду для завершения сварки.
3. Точная сварка
Пламя сконцентрированное, позволяет добиться сварки точных устройств.
4.Гладкая точка сварки
При сгорании кислородно-водородным пламенем не образуется карбид, поэтому нет черных пятен, избегайте второй обработки чистки и полировки.
5. экологичность
Топливо для кислородно-водородной сварки поступает из воды.
После сгорания остается водяной пар. Без вреда для окружающей среды.
6.Экономия энергии
Генератор кислородаэкономит затраты на электроэнергию более чем на 30% по сравнению с другими способами газовой сварки. При добавлении стоимости кислорода он позволяет сэкономить более 40%.
Сопутствующие аксессуары:
Паяльно-сварочный аппарат SW
HHOFrance-WS — Сварочно-паяльный аппарат. Аппарат для газопламенных работ в промышленности, ремонте автомобилей, холодильном и климатическом оборудовании, ювелирном деле, стоматологии и др.
Смотрите следующие видео:
Аппараты
HHO широко используются для резки, сварки и пайки металлов, стекла и керамики.Их преимущество в том, что нет необходимости использовать баллоны с ацетиленом или пропан-бутаном и кислородом. Расходные материалы — только чистая дистиллированная вода и углеводороды. Газообразная водородно-кислородная смесь никогда не заканчивается, и поэтому человек, работающий с устройством, не ограничен в своей работе количеством газа, необходимого для выполнения требуемого объема сварки.
«HHOFrance-WS» — мощный аппарат, предназначенный для резки и сварки металлов до 6 мм. Предназначен для работы в промышленных автомастерских.Устройство очень удобно для наплавки и пайки цветных и черных металлов. Температура пламени регулируется в пределах от 600 до 2800 градусов. Аппарат отлично подходит для пайки медных труб при производстве и ремонте холодильного и холодильного оборудования. Подходит для ремонта радиаторов, блоков цилиндров и шасси. Устройство идеально подходит для пайки при производстве электродвигателей и трансформаторов.
Еще одна модель устройства — «HHOFrance-WS900».Он предназначен для выполнения газопламенных работ в местах, где есть только однофазное питание. Аппарат позволяет сваривать трубы с толщиной стенки до 5 мм, сваривать детали из чугуна и цветных металлов. С помощью этого устройства можно резать металлы толщиной до 30 мм. В этом случае нагревательное пламя создается аппаратом электролиза и подается дополнительный кислород для резки. При применении этой технологии получается исключительно гладкий срез без образования отложений и шлаков.
Машины для газовой резки и сварки могут использоваться при подземных работах в подземных гаражах и складах, туннелях и шахтах, поскольку они чрезвычайно безопасны в использовании, в отличие от баллонов с пропаном или ацетиленом.
Как контролировать водород при сварке
От выбора присадочного металла до надлежащего предварительного нагрева — ознакомьтесь с некоторыми советами, которые помогут избежать образования трещин при сварке под действием водорода.
Снижение водородного крекинга
Водород в наружной рабочей среде неизбежен. Практически все органические соединения — от смазок и масел до природных веществ в полевых условиях и влаги в атмосфере — содержат водород.
Растрескивание с водородом или растрескивание в зоне термического влияния (HAZ) является одной из самых серьезных угроз целостности сварных швов во многих областях, включая сварку трубопроводов передачи и сварку технологических труб.Уменьшение образования водорода в зоне сварки начинается с понимания множества источников водорода и способов их устранения или минимизации.
Узнайте больше о некоторых передовых методах, которые могут помочь уменьшить возникновение водородного растрескивания, а также о некоторых особых мерах предосторожности для различных марок стали и присадочного металла.
Зачем нужно контролировать водород при сварке?
Растрескивание с водородом, также называемое замедленным растрескиванием или холодным растрескиванием, может проявляться медленно и проявляться через несколько часов или дней после завершения сварки.Это растрескивание может привести к дорогостоящему ремонту и простоям.
Поскольку ионы водорода чрезвычайно малы и очень подвижны, они могут легко диффундировать из зоны сварного шва и объединяться вдоль неоднородностей, присутствующих в микроструктуре. Ионы водорода могут рекомбинировать с образованием газообразного водорода, дополнительно нарушая микроструктуру. Эти карманы с водородом в конечном итоге создают напряжения, которые могут привести к растрескиванию. Для возникновения водородного крекинга должны присутствовать несколько факторов, в том числе:
- Микроструктура, подверженная растрескиванию
- Наличие остаточных напряжений
- Наличие водорода
В общем, склонность к водородному растрескиванию увеличивается с увеличением прочности основного металла.Уменьшение количества диффундирующего водорода и принятие мер по снижению или устранению остаточных напряжений уменьшат вероятность образования трещин с участием водорода.
Это может быть достигнуто за счет использования присадочных металлов с низким содержанием водорода, улучшения термообработки до и после сварки, поддержания температуры между проходами и, в некоторых случаях, изменения процесса сварки. Кроме того, более пристальное внимание к методам обращения с материалами и их хранению, которые помогают предотвратить поглощение влаги, будет иметь большое значение для предотвращения растрескивания под действием водорода.
Совет 1. Выберите подходящие присадочные металлы и правильно их используйте
Одним из источников водорода в сварном шве является присадочный металл. Состав присадочного металла, а также окружающая среда и способ хранения могут повлиять на уровень водорода в присадочном металле и в результате сварного шва.
Электроды для дуговой сварки (SMAW, стержневые) с защитным металлическим покрытием обеспечивают наивысшие уровни водорода в присадочных металлах, обычно используемых в трубопроводах электропередач, с уровнями, намного превышающими 16 мл на 100 г металла шва.Также доступны стержневые электроды с низким содержанием водорода с обозначениями h5 и H8, обеспечивающие менее 4 и 8 мл водорода на 100 г металла шва соответственно. К сожалению, стержневые электроды с низким содержанием водорода не обладают такими же характеристиками проплавления и рабочими характеристиками, как целлюлозные электроды, и, как правило, неприемлемы для сварки корневых проходов труб.
- Изменение процесса сварки: Переход к процессу сварки с регулируемым напылением металла (RMD®) с использованием проволоки с металлическим сердечником или сплошной проволокой (GMAW) для корневого прохода может снизить уровень водорода до 4 мл на 100 г металла шва или ниже.Хорошими альтернативами для проходов наполнения и укупорки являются процесс с порошковой порошковой защитой в газовой среде, где доступны варианты h5 и H8, или процесс с самоэкранированной порошковой сердцевиной, который обычно составляет менее 8 мл на 100 г. Эти проволоки особенно подходят для высокопрочных сталей, которые более склонны к растрескиванию под действием водорода. Итог: используйте присадочный металл, который содержит самый низкий уровень диффундирующего водорода и все еще способен соответствовать желаемым механическим свойствам.
- Надлежащее хранение присадочного металла: Все присадочные материалы должны храниться в чистом, сухом месте и оставаться в оригинальной упаковке до момента использования.Сохранение герметичности присадочного металла помогает предотвратить попадание влаги в упаковку и разрушение наплавочного металла. Сведение к минимуму переноса присадочного металла из холодной в горячую среду также поможет минимизировать конденсацию, которая добавляет водород.
- Обращение с присадочным металлом: При работе с присадочным металлом следует по возможности использовать чистые сухие перчатки. Пот, масла и грязь на руках могут легко переходить на поверхность проволоки или электрода и вносить дополнительный водород и загрязнения в сварной шов.
- Осторожно с электродами из целлюлозы: Электроды из целлюлозных стержней (классификация EXX10 и EXX11, например E6010) представляют собой уникальный набор проблем, связанных с водородом. Хотя водород, как правило, нежелателен, целлюлозный стержневой электрод никогда не следует сушить для удаления влаги, образующейся в электроде. Их следует хранить при комнатной температуре, в защищенном от окружающей среды месте. По возможности следует избегать сварки высокопрочных труб этими электродами.Если приняты надлежащие меры предосторожности, эти электроды обычно подходят для труб X60 и более низкой прочности. В то время как целлюлозные стержневые электроды не следует хранить в электродных печах, электроды с низким содержанием водорода (обозначения EXX18, EXX15 и EXX16, например E7018) всегда следует хранить в герметично закрытых контейнерах или в электродных печах. Обязательно следуйте рекомендациям производителя по хранению и ремонту стержневых электродов с низким содержанием водорода.
Совет 2. Общие сведения о предварительном нагреве и термообработке
Быстрый нагрев и охлаждение основного металла, происходящие во время сварки, создает напряжение в детали и может стимулировать создание твердых и прочных зернистых структур, подверженных водородному охрупчиванию.Быстрое охлаждение снижает вероятность диффузии водорода из зоны сварного шва и термического влияния и может привести к растрескиванию.
Поддержание требуемых температур предварительного нагрева и промежуточного прохода имеет решающее значение как для создания более мягкой, менее подверженной трещинам микроструктуры, так и для обеспечения диффузии водорода из металла шва и HAZ. В некоторых случаях может потребоваться выдержка после сварки (обычно от 24 до 48 часов при температуре от 200 до 400 градусов по Фаренгейту), чтобы еще больше уменьшить количество водорода, захваченного сварным швом.Для некоторых типов стали может быть рекомендовано снятие напряжений посредством послесварочной термообработки.
Во многих сварочных операциях труб используются газокислородные или пропановые горелки, которые нагревают сварное соединение до температуры. Это оборудование может представлять проблему, поскольку большинство топливных газов представляют собой углеводороды, а процесс зажигания горелки и приложения пламени к трубе фактически вводит водород в сварное соединение. Нагревание горелкой также не обеспечивает равномерного нагрева по всему стыку и ЗТВ, что приводит к появлению холодных участков, которые могут нагреваться и охлаждаться с неконтролируемой скоростью.
Индукционный нагрев рекомендуется для оптимальной диффузии водорода и равномерного нагрева всей детали. Тепло индуцируется в детали, помещая ее в переменное магнитное поле, создаваемое индукционными нагревательными кабелями или одеялами с жидкостным или воздушным охлаждением, которые наматываются или помещаются на деталь, создавая вихревые токи внутри детали для генерации тепла. Индукция обеспечивает быстрое нагревание до температуры, предлагает преимущества безопасности и обеспечивает высокую окупаемость инвестиций по сравнению с другими методами нагрева.Благодаря индукции инструменты не нагреваются, при этом возникает небольшой шум и отсутствуют токсичные побочные продукты. Кроме того, эксплуатационные расходы низкие по сравнению с другими методами. При пламенном обогреве затраты на топливо могут достигать 50 долларов в час, и операциям, возможно, придется оплачивать персоналу пожарной охраны, в то время как резистивный обогрев требует установки электрической инфраструктуры и часто включает в себя наем сторонних подрядчиков, которые могут взимать до 2000 долларов за соединение.
Посмотрите это видео, чтобы узнать больше о том, как работает индукционный нагрев, и о множестве приложений, в которых его можно использовать:
Ключевым фактором индукционного нагрева является контроль.Оператор контролирует скорость разгона, температуру между проходами и выдержку после сварки или снятие напряжений до точных параметров. Это контролирует охлаждение и обеспечивает сохранение желаемых механических свойств в зоне термического влияния и сварного шва — и в то же время способствует удалению диффундирующего водорода.
Совет 3. Используйте методы сварки, чтобы контролировать водород
Существуют некоторые изменения в технологии сварки и технологическом процессе, которые могут помочь уменьшить количество водорода, попадающего в сварной шов.Сосредоточение внимания на методах сварки с низким содержанием водорода должно быть приоритетом.
- Отрегулируйте расстояние от контактного наконечника до рабочей поверхности: В случае сплошной проволоки с металлической или порошковой проволокой сварка с большим расстоянием от контактного наконечника до рабочей поверхности (в пределах рекомендуемого диапазона) может помочь удалить водород из области сварного шва. Более длинный электрический вылет приводит к большему предварительному нагреву проволоки и сжиганию большего количества водорода, прежде чем он пересечет дугу и перейдет в расплавленную сварочную ванну. Было показано, что разница в электрическом вылете в 1/8 дюйма может иметь существенное влияние на диффузионный водород.Однако использование слишком большого вылета может увеличить риск потери защитного газа и привести к другим проблемам.
- Рассмотрим изменение процесса сварки: Как упоминалось выше, изменение процесса сварки также может помочь контролировать водород. Для операций с использованием сварки штучной сваркой переход на RMD (модифицированный процесс MIG с коротким замыканием) для корневого прохода и сварка порошковой проволокой для заполняющих и закрывающих проходов может позволить использовать присадочные металлы, предназначенные для удаления водорода из сварного шва.Эти процессы также обеспечивают другие преимущества, в том числе повышенную производительность и простоту использования для операторов.
- Обратите внимание на правильную подготовку шва: Подготовка шва имеет решающее значение, поскольку остаточные смазочно-охлаждающие масла от снятия фаски, краски и некоторых покрытий, нанесенных на трубу, а также органические материалы, такие как грязь или ржавчина, могут вводить водород в сварной шов . Отшлифуйте внутреннюю и внешнюю поверхности трубы на расстоянии 1 дюйма от стыка, чтобы предотвратить попадание загрязняющих веществ в сварочную ванну.Кроме того, перед сваркой всегда проверяйте, чтобы соединение было полностью сухим.
Устранение источников водорода при сварке
Влияние водорода на металл шва и ЗТВ хорошо установлено. Стремление к использованию более высокопрочных сталей во многих отраслях промышленности привело к необходимости использования сварочных материалов и процессов с низким содержанием водорода. Пристальное внимание к многочисленным факторам, включая обращение с материалом и присадочным металлом, выбор присадочного металла, а также предварительный нагрев и термообработку после сварки, может минимизировать риск водородного растрескивания во многих сварочных процессах.
Китай производитель генераторов водорода, установка для ингаляции водорода, поставщик генераторов азота
Генератор водорода для лабораторных нужд
Цена FOB: 890–1080 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 600-650 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 1,150–1300 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 1350–1560 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 1700–2000 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 820-900 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 2300 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 4 200–4 500 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 5000 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасАппарат для ингаляции водорода
Видео
Цена FOB: 1200–1350 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 930–980 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 1200–1350 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 550-650 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 500 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 950–1050 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 930–980 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 1,180–1350 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 1 080–1250 долл. США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 980–1090 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасГенератор азота и нулевого воздуха для лаборатории
Цена FOB: 1350 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 600 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 650 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасВидео
Цена FOB: 3 800–4 500 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 2,500 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 1800 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 1350 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 1500 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 1,480–1680 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 1300–1400 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 600 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасПрофиль компании
{{util.each (imageUrls, function (imageUrl) {}} {{})}} {{if (imageUrls.длина> 1) {}} {{}}}| Тип бизнеса: | Производитель / Завод | |
| Основные продукты: | Генератор водорода , Генераторы азота , Машина для ингаляции водорода | |
| Количество работников: | 72 | |
| Год основания: | 2007-01-23 | |
| Сертификация системы менеджмента: | ISO9001: 2015, сертификат IPMS | |
| Среднее время выполнения: | Время выполнения заказа в пик сезона: в течение 15 рабочих дней Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Компания Shandong Saikesaisi Hydrogen Energy Co., ООО принадлежит группе Сайксаиси. Оборудование для производства водорода серии QL, разработанное компанией, получило несколько почетных сертификатов в Китае и экспортировалось в США, Великобританию, Францию, Германию, Южную Корею, Японию и другие более чем 20 стран. Бренд, качество и производительность высоко оценены отечественными и зарубежными клиентами.
Согласно теории протонообменной мембраны (PEM), компания представила в США протонообменную мембрану DuPont Nafion для исследования и разработки новых …
Что такое сварка атомарным водородом? — The Welding Master
Мы все знаем о процессе дуговой сварки.Но слышали ли вы когда-нибудь о сварке атомарным водородом (AHW)? Что ж, этот процесс сварки является одним из видов дуговой сварки. Компания AHW известна превосходным сварочным процессом. В этой статье мы сделаем краткий обзор, его плюсы, минусы, особенности и т. Д. Итак, давайте внимательно рассмотрим эту технику сварки.
ОпределениеЭто процесс дуговой сварки, в котором используется электрическая дуга между двумя вольфрамовыми электродами в присутствии водорода.Защитная атмосфера при сварке атомарным водородом состоит из водорода. Процесс сварки атомарным водородом сокращенно обозначается AHW.
ИсторияМы знакомы с процессом дуговой сварки много лет. Но не всем было известно об использовании водорода в процессе дуговой сварки. Позже лауреат Нобелевской премии Ирвинг Ленгмюр изобрел AHW, когда изучал атомарный водород.
В сварке с атомарным водородом решающую роль играют электрическая дуга и водород.Электрическая дуга очень эффективно разрушает молекулы водорода. Позже эти молекулы водорода рекомбинируют и выделяют огромное количество тепла. Во время выделения тепла достигаются температуры в диапазоне от 3400 º до 4000 º.
Что вы думаете о проведении этого процесса сварки в отсутствие водорода?
Из нескольких исследований было установлено, что без электрической дуги этот процесс становится весьма неэффективным. Мы можем использовать кислородно-водородную горелку вместо электрической дуги, но в этом случае мы можем достичь температуры только до 2800 ºC.
Оборудование- 2 электрода из вольфрама
- Электрододержатель или горелка
- Баллон с газообразным водородом
- Присадочный стержень / металл
- Контроллер с источником питания 300 В. При сварке с атомарным водородом используется источник переменного тока.
Оборудование, используемое в AHW, содержит сварочную горелку с двумя вольфрамовыми электродами. Эти два электрода наклонены друг к другу. Кроме того, они настроены таким образом, чтобы поддерживать стабильную дугу.
Вокруг двух вольфрамовых электродов расположено угловое сопло, по которому проходит водород. Газовые баллоны используются для хранения необходимого газообразного водорода.
Почему используется источник переменного тока вместо постоянного?Этот вопрос может прийти вам в голову, когда вы думаете об источниках питания при сварке атомарным водородом. В этом процессе мы должны поддерживать равную подачу тепла на обоих концах электрода. Без равного питания на концах электрода мы не сможем выполнить этот процесс должным образом.Следовательно, чтобы получить необходимое равное количество тепла на обоих концах, мы должны использовать источник питания переменного тока вместо постоянного тока в процессе AHW.
Также читайте:
Как работает атомно-водородная сварка?Образование дуги происходит, когда два вольфрамовых электрода находятся в контакте друг с другом. Кроме того, после контакта они разделяются небольшим расстоянием 1,5 мм.
Ниже приведена диаграмма процесса AHW. :
Когда электрическая дуга проходит через газообразный водород, он диссоциирует на атомарный водород.Эта диссоциация на атомарный водород происходит из-за поглощения большого количества тепла, производимого в процессе.
Здесь протекает эндотермическая реакция.
h3 = H + H -422 кДж
После этого происходит рекомбинация атомарного водорода. Эта рекомбинация происходит, когда атомарный водород касается холодной заготовки. Этот процесс выделяет большое количество тепла.
H + H = h3 = 422 кДж
Здесь при рекомбинации протекает экзотермическая реакция.
Процесс сварки атомарным водородом:Подаваемое тепло не должно быть слишком большим или слишком маленьким. Если процесс плавления длится долго, это признак недостаточного нагрева.
Необходимо поддерживать надлежащий дуговой зазор. Он не должен быть слишком большим или слишком маленьким. Если не поддерживать надлежащий дуговой зазор, выделяется очень мало тепла.
Чем меньше тепла, тем меньше будет бассейн. Поддерживать надлежащую пористость поверхности будет очень сложно, если будет меньше тепла.
Большая жара приведет к образованию широкого бассейна. Избыточное количество тепла приводит к образованию больших отверстий в сварочном материале.
Четыре фактора, которые влияют на успех процесса сварки атомарным водородом:- Скорость перемещения
- Размер дуги
- Установка тока
- Правильный контакт заготовки с дугой.
Для лучшего понимания посмотрите видео, представленное ниже:
Преимущества
- AHW производит очень меньшее искажение.Меньшее искажение связано с очень интенсивным пламенем. Это сильное пламя может быть сконцентрировано на определенном стыке.
- Сварка атомарным водородом ускоряет процесс сварки. Ускорение процесса сварки всегда выгодно сварщикам, а также экономит время.
- В процессе AHW отдельный флюс не требуется. Газообразный водород действует как защитный газ и предотвращает окисление металлов, а также вольфрамового электрода.
- В некоторых процессах сварки заготовка является частью электрической цепи, и из-за таких ситуаций, как зажигание дуги и поддержание столба дуги, возникает.Но поскольку деталь не является частью электрической цепи в AHW, таких проблем не возникает в течение всего процесса.
- Средняя температура пламени, образующегося в этом процессе, составляет около 4000 ° C. Это пламя считается третьим по величине пламенем.
- Температура пламени дицианоацетилена составляет около 4987 ° C, а температура цианогенного пламени составляет около 4525 ° C.
- При сварке с использованием атомарного водорода срок службы электрода увеличивается за счет пропускания газообразного водорода через вольфрамовые электроды.Кроме того, когда газообразный водород проходит через электроды, электроды становятся холоднее.
- Недавно был разработан автоматический AHW. В этом процессе водород из баллонов высокого давления не используется. Вместо этого водород получают из безводного аммиака.
- Тепло, выделяемое в AHW, позволяет эффективно сваривать вольфрам.
- Для выполнения процесса сварки атомарным водородом требуется квалифицированная рабочая сила. Без квалифицированной рабочей силы этот процесс невозможно реализовать эффективно.Так что талантливая и опытная трудовая работа просто необходима.
- Стоимость этого процесса сварки немного выше, чем у других сварочных процессов. Итак, для выполнения AWH вам необходим минимальный капитал.
- AHW ограничивается только горизонтальными положениями. Для других положений этот процесс сварки не подходит.
- Необходимо принять необходимые меры предосторожности, поскольку в этом процессе участвует водород. Водород — легковоспламеняющийся газ.
- Сварка атомарным водородом используется там, где требуется быстрая сварка.Этот процесс сварки в основном используется для нержавеющей стали и некоторых специальных сплавов.
- Его также можно использовать почти для всех черных и цветных металлов.
- Это идеальный процесс для сварки как тонких, так и толстых листов металлов диаметром от 2 до 10 мм.
В современном мире этот процесс иногда заменяют дуговой сваркой металла в газе. Поскольку недорогие инертные газы присутствуют в большем количестве, вместо сварки атомарным водородом используется газовая дуговая сварка.
Таким образом, в этой статье мы обсудили всю сварку атомарным водородом, ее историю, преимущества, применение, как она работает и все другие ее параметры. Спасибо, что прочитали эту статью, и дайте нам знать в комментариях свое мнение по этому поводу.
Как работает гидрогенератор
Генератор водородного пламени / топлива в Аризоне производит собственные газообразные водород и кислород из дистиллированной воды и сжигает их в факеле, производящем пламя с температурой 6000 ° F. Отдельных резервуаров топливных газов не требуется.
Эта безопасная горелка является идеальным инструментом для сварки, пайки, пайки, сверления, резки, полировки и отжига металлов, керамики, стекла и пластмасс. И все это при эксплуатационных расходах всего в гроши в час.
Генератор пламени / топлива внутренне производит газообразные водород и кислород из топлива на основе дистиллированной воды, используя электролитический процесс. Газы образуются естественным путем в соотношении два к одному, необходимому для эффективного пламенного горения.
Обычная мощность 110 или 220 В переменного тока преобразуется в постоянный ток и используется в процессе разделения.Напряжение в сети регулируется понижающим трансформатором с регулятором напряжения для получения желаемой скорости газообразования.
Изменяя размер наконечника горелки и давление газа, длину пламени можно регулировать от 0,01 дюйма до 6 дюймов с помощью наконечников с отверстиями от 0,003 дюйма до 0,062 дюйма. Благодаря такой гибкости, водородный генератор пламени / топлива Arizona особенно полезен в приложениях, где необходимы чистое горение и тщательный контроль пламени. Благодаря тому, что производство газа и давление легко регулируются, независимо от размера наконечника и создаваемой высокой температуры, генератор пламени / топлива хорошо подходит для сварки и плавления платины, меди, бериллия, нихрома, хромеля и других труднообрабатываемых металлов.
Среди областей применения генератора пламени / топлива — производство термопар, отжиг, точечная сварка, соединительные клеммы, пайка и полировка пластика / акрила и литье по выплавляемым моделям.
Для применений, где требуется температура горелки ниже 6000 ° F, доступен дополнительный спиртовой усилитель. Введение паров спирта понижает температуру пламени до 4000-4500ºF, увеличивая при этом выход БТЕ. Еще более низкие температуры могут быть достигнуты за счет изменения размера пламени, изменения расстояния до пламени и времени нанесения.В усилитель можно добавлять флюсы и подавать их непосредственно в пламя для облегчения пайки золота и серебра, пайки серебра и мягких припоев. Генератор пламени / топлива одинаково прост в использовании для полировки стекла и сверления отверстий в кварце и керамике, а также для резки металла. Широкий диапазон размеров наконечников горелок и регулировка давления газа позволяют использовать их с металлами толщиной от 0,0005 до 0,25 дюйма.