Сварочные флюсы для качественной сварки
Флюсы для сварки: что это такое и как их использовать? Этот вопрос волнует многих начинающих умельцев. В этой статье мы подробно расскажем, что такое сварочные флюсы, каков принцип действия, где и как их можно использовать.
Во время выполнения сварочных работ непосредственно на месте сварки начинает увеличиваться химическая активность. Это касается как дуговой, так и газовой сварки. По этой причине металл быстро окисляется, сварочная проволока теряет часть материала и в целом снижается эффективность плавления. Сварщику приходится дольше сваривать детали, из-за чего в сварочной ванне скапливаются ненужные шлаки.
Чтобы избежать подобных проблем профессионалы используют сварочный флюс — специальный материал, обеспечивающий стабильное горение дуги и выводящий ненужные примеси. Как выглядит флюс? В большинстве случаев он представляет собой сыпучие гранулы небольшого диаметра, продающиеся в мешках различного объема (в среднем 20-25 килограмм), но существуют материалы и в другом исполнении. Мы подробно рассказываем об этом в разделе «Классификация». Но первоначально разберемся с принципом действия флюсов.
Мы подробно рассказываем об этом в разделе «Классификация». Но первоначально разберемся с принципом действия флюсов.
Содержание статьи
Принцип действия
Для начала, чтобы разобраться в принципе действия флюса, нужно понять, из чего состоит типичная зона сварки:
- Область дугового столба с внутренней температурой от 4-5 тысяч градусов по Цельсию.
- Область газового пузыря, которая образуется вследствие интенсивного атомарного испарения компонентов в кислородной среде.
- Область со шлаковым расплавом, располагающимся в верхней части газовой полости.
- Слой расплавленного металла в нижней части полости.
- Шлаковая корка, образующая твердую границу сварочной зоны.
Помимо упомянутых выше областей не менее важна сварочная проволока, она так же оказывает влияние на химическую активность.
Теперь, понимания из чего состоит сварочная зона, мы переходим к флюсу. Во время сварки поверхность детали активно окисляется и образуется шлаковая корка. Этих процессов можно избежать, если в зону сварки поступит легко плавящийся инертный материал. Таким материал как раз и является сварочный флюс. Он обезопасит деталь от окисления и поспособствует формированию качественного шва.
Этих процессов можно избежать, если в зону сварки поступит легко плавящийся инертный материал. Таким материал как раз и является сварочный флюс. Он обезопасит деталь от окисления и поспособствует формированию качественного шва.
Чтобы эффективно использовать флюсы в своей работе нужно соблюсти следующие условия:
- Материал должен стабилизировать скорость работы, а не замедлять ее.
- Он не должен вступать в химическую реакцию с поверхностью свариваемых деталей или сварочной проволокой.
- Газовый пузырь должен быть изолирован от окружающей среды на протяжении всей работы.
- Если соблюдены все рекомендации, то остатки флюса должны легко удаляться после проведения сварочных работ. При этом большую часть удаленного материала можно будет использовать повторно (после очистки).
На практике оказывается, что соблюсти эти требования не так уж и просто. Флюс может отличаться по своему составу, равно как и технология его подачи в сварочную зону, поэтому нужно учитывать, какие именно металлы вы свариваете и какой вид сварки используете.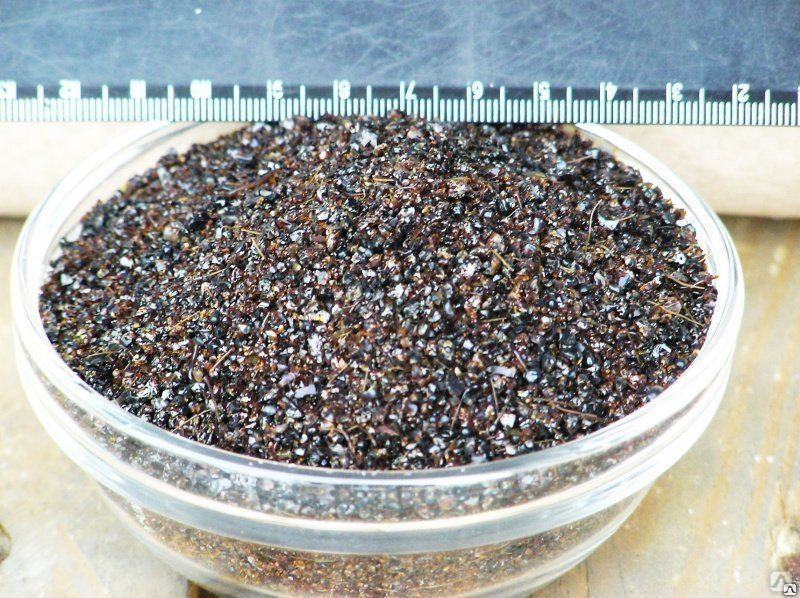
Классификация
Чтобы наиболее подробно классифицировать сварочный флюсы мы разделили их на условные категории. Итак, материалы могут отличаться по следующих категориям:
- Внешний вид. В начале статьи мы упомянули, что материал может быть гранулированным, но производители предлагают также кристаллический, пастообразный и даже газовый флюс. Выбор зависит от предстоящей работы. Для электросварки зачастую используется материал в виде гранул или порошка, а для газовой сварки используется пастообразный или газовый флюс.
- Химический состав. Состав флюса может сильно разниться и состоять из множества компонентов, но основой зачастую является кремнезём и марганец. Более подробный состав флюса легко можно найти в интернете или прочесть на упаковке. Скажем лишь одно: используемый флюс должен сохранять в работе свою химическую инертность даже при очень высоких температурах. Это одно из главных требований к качественному материалу.
- Назначение. Как мы говорили в разделе «Принцип действия», нужно учитывать, какие именно металлы вы свариваете и какой вид сварки используете.
 К примеру, использование флюса с легированной проволокой даст положительный результат, улучшив прочность металла. Конечно, существуют также универсальные флюсы, но мы рекомендуем применять их для сварки цветного металла или сплавов, а для сварки стали выбирать флюс более тщательно.
К примеру, использование флюса с легированной проволокой даст положительный результат, улучшив прочность металла. Конечно, существуют также универсальные флюсы, но мы рекомендуем применять их для сварки цветного металла или сплавов, а для сварки стали выбирать флюс более тщательно.
 К примеру, использование флюса с легированной проволокой даст положительный результат, улучшив прочность металла. Конечно, существуют также универсальные флюсы, но мы рекомендуем применять их для сварки цветного металла или сплавов, а для сварки стали выбирать флюс более тщательно.
К примеру, использование флюса с легированной проволокой даст положительный результат, улучшив прочность металла. Конечно, существуют также универсальные флюсы, но мы рекомендуем применять их для сварки цветного металла или сплавов, а для сварки стали выбирать флюс более тщательно.Более глобально флюсы разделяют на плавящиеся и неплавящиеся. Плавящиеся весьма эффективны, если необходимо выполнить наплавку, а неплавящиеся улучшают механические характеристики готового сварного шва. По этой причине их часто используют с высокоуглеродистыми сталями или цветными металлами, которые без флюса свариваются недостаточно качественно.
Применение флюса в сварочных работах
Для сварки стали ручным методом флюс наносят на поверхность слоем около полсантиметра. Не экономьте на количестве используемого материала, поскольку недостаточная толщина слоя может привести к плохой проварке металла, что впоследствии приведет к образованию трещин. Флюс постепенно подсыпается на протяжении всей работы в тех местах, где перемещается электрод.
При полуавтоматической или полностью автоматической сварке флюс используется следующим образом: материал подается по специальной трубке, позже происходит подача сварочной проволоки, расположенной рядом с флюсом. Во время сварки неиспользованная часть материала удаляется пневматическим методом. Впоследствии шлаковая корка удаляется с поверхности шва.
Какое положительное влияние оказывает флюс:
- Не нужно разделывать кромки будущего сварного шва, потому что металл плавится значительно интенсивнее, вне зависимости от метода сварки.
- В зоне шва и его поверхности отсутствует угар металла, что способствует улучшению качества проделанной работы.
- Горение дуги значительно стабильнее.
- У источника питания увеличивается КПД, потому что снижается потеря энергии, затраченной на нагрев детали.
- Сварщик получает комфортные условия труда, потому что свой флюса экранирует большую часть пламени дуги.
Но есть и свои ограничения. Если у вас нет возможности предварительно осмотреть место для сварки стали (или любого другого металла), то мы не рекомендуем использовать флюсы. Их использование требует подготовки (как сварщика, так и свариваемых деталей). К тому же, материал дорогой и используется в том же количестве, что и проволока. Так что в неподготовленной ситуации использование флюса может быть нецелесообразно.
Тем не менее, работа с флюсом достаточно эффективна. При сварке металл не разбрызгивается, сварочная проволока служит дольше, и в целом повышается производительность сварщика. Ведь используя флюс можно без опасности устанавливать высокие параметры тока, при этом шов останется таким же качественным.
Вместо заключения
Сварочные флюсы являются отличным способом оптимизировать свой труд и улучшить качество работы. Да, его использование требует подготовки, а стоимость материала может показаться завышенной. Но мы считаем, что положительный результат с лихвой перекрывает немногочисленные недостатки. Испробуйте флюсы в своей работе и поделитесь опытом в комментариях, возможно, он будет полезен другим сварщикам.
Испробуйте флюсы в своей работе и поделитесь опытом в комментариях, возможно, он будет полезен другим сварщикам.
автоматическая сварка под слоем флюса, ГОСТ и технология
На чтение 16 мин. Просмотров 1.4k. Опубликовано Обновлено
Какая связь между словами «окисление» и «бич»? Самая прямая, если они употребляются в контексте металлов. Потому что окисление металла, которое является прямым следствием высочайшей химической активности в зоне высокой температуры во время электродуговой или газовой сварки, – настоящий бич современной сварки.
В дополнение к испарению материалов сварочной проволоки и снижению скорости процессов окисление металлов негативно сказывается на эффективности плавления. А с увеличением продолжительности процесса сварки в сварочной ванне начинает все больше и больше скапливаться шлак.
Спасение от этих сварочных бед – изоляция и защита рабочей зоны. Это выполняется с помощью специальных сварочных флюсов – композициями из неметаллических элементов с разнообразными свойствами.
Как это работает
Вот что представляет из себя типичный рабочий участок или сварочная зона с обязательными составными элементами:
- верхний слой из шлакового расплава, который легче металла;
- нижний слой основного расплавленного , который тяжелее шлакового слоя;
- зона действия электрической дуги температурой внутри в пределах 4000 – 5000°С;
- газовый пузырь, формирующийся под влиянием сильного испарения материалов в кислородной среде;
- корка из шлака, формирующая верхнюю границу твердой консистенции сварочного рабочего участка.
Некоторые нюансы поведения свариваемого металла может внести сварочная проволока, но в целом металлургический процесс вне зависимости от способа сварки представляет из себя одну и ту же картину. Все было бы чудесно, если бы не шлаковая корка и окисление металла. Они влияют на рабочий процесс и, главное, качество шва самым негативным образом.
Все было бы чудесно, если бы не шлаковая корка и окисление металла. Они влияют на рабочий процесс и, главное, качество шва самым негативным образом.
Перечисленные выше процессы и реакции относятся к химически активным. Следовательно, нейтрализацию и защиту нужно проводить с помощью химически инертных компонентов. Желательным свойством является еще и легкоплавкость.
Такими характеристиками как раз и обладают сварочные флюсы. В дополнение к основным функциям защиты и изоляции флюсы помогают снизить уровень пыли и проводить поверхностную наплавку.
К флюсам предъявляются следующие требования:
- поскольку – это вспомогательные компоненты, они должны только улучшать и стабилизировать основные процесса, и ни в коей мере не снижать их производительность;
- изоляция с помощью флюса должна быть безупречной: вся рабочая зона сварочного пузыря от внешней среды;
- в то время как после сварки около 80% флюсового материала должно остаться для следующих работ, остальная часть должна удаляться вместе со шлаковой коркой после очистки.

Функции гранулированных флюсовых смесей
Каждый тип флюса должен выполнять четыре функции:
Стабилизация сварочного процесса
Правильные флюсовые смеси оказывают самое благоприятное воздействие на электрическую дугу: сварка под слоем флюса создает самую комфортную среду для горения дуги – электрического разряда между электродом и краем изделия. Обычно расстояние между полюсами дуги составляет около 5-ти мм.
 [/box]
[/box]Изоляция газового облака
Варианты керамического флюса.Газовое облако должно быть в любом случае непроницаемым, без него металлы не смогут расплавляться в сварочной ванне. Чтобы порошковая флюсовая смесь нормально справлялась с данной задачей, нужно подсчитать максимально точно дозировку порошка на линии шва.
Чем мельче гранулы флюса и чем они плотнее, тем лучше происходит изоляция газового облака. Но совсем мелкой смесь тоже не должна быть, иначе плотность насыпки на поверхности шва будет негативно влиять на его правильное формирование.
Помимо размера гранул смеси на ее изолирующие свойства влияет масса насыпки. Для ее определения существуют специальные таблицы, с помощью которых можно очень точно определить дозу подачи флюса в рабочую сварочную зону.
Функция легирования
формируется в результате действия высоких температур плавления и физическому взаимодействию металлов – основного и присадочного. Химический состав шва обусловлен видом применяемых материалов.
Чтобы полноценно заменить их, в определенные виды флюсов добавляют специальные легирующие добавки, которые обогащают металлы, образующие шов. Кроме того, такие добавки тормозят нежелательный процесс – переход в шлак марганца и кремния. Если легирование используется, параллельно применяют специализированную присадочную проволоку.
Формирование поверхности
Режимы сварки меди под флюсом.Вид будущего сварочного шва начинает формироваться сразу же, как только в расплавленных металлах начинает проявляться кристаллическая решетка. На шов влияет все, что с ним соприкасается. Флюс для сварки в этом числе: его вязкость и выраженное межфазовое натяжение объясняет отличную способность правильно формировать поверхность шва. А это напрямую влияет на качество шва.
Прекрасным примером может служить технология сварки под флюсом с применением так называемых «длинных» порошков. Речь о сварке толстых краев металлов на большой силе тока. Для таких условий самым оптимальным вариантом будет использование флюсовые смеси с высокой вязкостью, которая делает процесс остывания медленным и постепенным.
Речь о сварке толстых краев металлов на большой силе тока. Для таких условий самым оптимальным вариантом будет использование флюсовые смеси с высокой вязкостью, которая делает процесс остывания медленным и постепенным.
Такая постепенность дает возможность образоваться кристаллической решетке с гладко-чешуйчатой структурой.
В ситуациях «наоборот» – при флюсовой сварке с малыми токами сильная вязкость вовсе не нужна. В таких случаях применяются «короткие» флюсовые смеси, которые при остывании мгновенно превращаются в твердое вещество. Режимы сварки под флюсом – моменты тонкие и важные, от них зависит и качество шва, и форма его поверхности.
Классификация флюсов
Самым грамотным подходом в изучении видов флюсов и тонкостей их применений будет знакомство с ГОСТом 8713 79 о сварке под флюсом. Этому стандарту почти сорок лет, он прошел испытания временем и до сих пор прекрасно работает: в нем есть все, что нужно профессиональному сварщику знать об этой технологии.
Рекомендуем этот ГОСТ самым настоятельным образом. А пока разбираемся с классификацией.
Разновидностей гранулированных смесей множество, они различаются по следующим критериям:
По размерам гранул и внешнему виду
Флюсы делятся по размеру гранул на следующие категории:
- зернистые и кристаллические;
- порошковидные;
- в виде пасты;
- газообразные.
- стекловидным;
- премзовидным;
- цементированным.
По химическому составу
Компоненты и типы флюсов.Химический состав прежде всего определяет инертность смесей при воздействии высоких температур. Кроме того, есть смеси, которые дают эффект активной диффузии отдельных элементов в металл формирующегося сварочного шва.
При всем разнообразии химического состава и механических свойств флюсовых смесей есть два элемента, которые присутствуют во флюсах всегда и в обязательном порядке: это кремнезем и марганец. В дополнение к ним идут разного рода добавки в виде металлов или ферросплавов для легирования.
При условии постоянного присутствия в составе кремнезема и марганца, доля и разнообразие других добавок могут сильно варьировать. В зависимости от них подразделяются на три группы:
Оксидные флюсовые смеси
Они применяются в сварке фтористых и низколегированных стальных сплавов. Они содержат в своем составе оксиды металлов и довольно высокую долю соединений фтора – вплоть до 10%. В зависимости от количества кремния оксидные флюсы бывают бескремнистыми, если доля кремнезема в них меньше 5%; низкокремнистыми с долей кремния в пределах 6 – 35% и высококремнистыми с содержанием кремнезема свыше 35%.
 [/box]
[/box]Смешанные флюсы
В составе этих смесей намного меньше оксидов, но зато больше различных солей. Доля кремнезема довольно низкая: 15 – 30%, марганец содержится в пределах 9%, но уровень соединений фтора повышен: содержание CaF2, к примеру, увеличено до 12 – 30%. Смешанные флюсы используются в работах с легированными сталями.
Солевые флюсовые смеси
В них нет оксидов вообще. Напротив, содержание солевых соединений хлора и фтора с кальцием, натрием и барием обусловливает свойства и функции этих смесей. Прежде всего они предназначены для сварки химически активных металлов. Также их используют для переплавки.
[box type=”fact”]Подходят для работ со всеми видами стальных сплавов: углеродистыми и легированными. Цветные металлы тоже входят в линейку допустимых элементов солевых флюсов.[/box] Режимы автоматической сварки под флюсом.Есть еще одна важнейшая химическая характеристика флюсов – это его химическая активность. Она складывается из итоговых окислительных способностей элементов. По данному критерию защитные смеси подразделяются на несколько типов: от высокоактивных с показателем Аф свыше 0,6 до пассивных с показателем активности Аф ниже 0,1.
По данному критерию защитные смеси подразделяются на несколько типов: от высокоактивных с показателем Аф свыше 0,6 до пассивных с показателем активности Аф ниже 0,1.
По способу действия флюсовой смеси
Различаются флюсы так же, как и : есть плавящиеся и неплавящиеся виды. Плавящиеся флюсы отлично работают, когда металлическая поверхность нуждается в дополнительных элементах для улучшения, к примеру, внешнего вида или повышения устойчивости к коррозии металла.
Неплавящиеся флюсы используются, когда главной задачей является повышение механических свойств шва. Чаще всего такого рода сварка под слоем флюса встречается при соединении цветных металлов, высокоуглеродистых сталей и алюминия – все эти перечисленные металлы отличаются капризностью и сложностью сварки.
По назначению
Встречаются, к примеру, флюсы для сварки, специально легированные для улучшения химического состава и качества сварочного шва. Но популярнее всего универсальные гранулированные смеси, которые можно использовать в работах со всеми видами металлов – от высоколегированных стальных сплавов до алюминия и олова в чистом виде.
Флюсы для низкоуглеродистых сталей
Здесь применяются только оксидные варианты. Они встречаются с двумя разными комбинациями системы «проволока – флюс». Первая комбинация – это флюсовые смеси с высокими долями кремния и марганца вместе с проволокой из низкоуглеродистой стали без каких-либо легирующих добавок.
В результате сварочный шов легируется марганцем из флюса. Эта комбинация применяется в основном в российских гранулированных смесях.
[box type=”info”]Вторая комбинация – флюс для сварки стали с малой долей марганца или вообще без него и высокой долей кремния в сочетании с проволокой, выполненной из низкоуглеродистой стали, легированной марганцем. Сварочный шов легируется марганцем из проволоки.[/box]В данном случае проволока для сварки с флюсом становится источником легирования. Данная комбинация чаще применяется в зарубежных сварочных технологиях.
Флюсы для низколегированных сталей
Схема сварки под флюсом.Для работ с низколегированными сплавами нужны флюсы с низкой химической активностью, ниже, чем для низкоуглеродистых сплавов. Это свойство обуславливает повышение пластичности сварочного шва. Но вместе с тем повышается образование пор в шве, и его формирование проходит хуже.
Это свойство обуславливает повышение пластичности сварочного шва. Но вместе с тем повышается образование пор в шве, и его формирование проходит хуже.
Флюсы для высоколегированных сталей
Высоколегированные сплавы означают то, что в сталь добавлено значительное количество самых разных добавок для придания дополнительных свойств этим сплавам. Логичным будет использовать в таких случаях флюсовые гранулированные смеси с минимальной химической активностью, которые содержат малые доли кремния.
Что же касается марганца, то он практически отсутствует во флюсах такого рода.
Флюсы для активных металлов
Пример активного металла – титан, который относится к весьма капризным металлам для . Для них созданы специальные смеси, состоящие полностью из солей – так называемые солевые флюсы. В них нет оксидов для сохранения пластичности швов, потому что примесь кислорода ее всегда снижает.
Основными компонентами солевых смесей являются фторидные и хлоридные соли елочных и щелочноземельных металлов.
Технология производства флюсов
По технологии все гранулированные сварочные смеси подразделяются на два больших класса: плавленые и неплавленые. Обусловлено это деление составом химических элементов этих смесей.
Неплавленые флюсы
Базовым веществом неплавленых флюсов является керамическая основа, которую получают с помощью механического измельчения на специальных шаровых мельницах. Эти смеси бывают мелкозернистыми, если размер отдельного зерна меньше 1-го мм; нормальными, если зерно помещается в размеры от 3-х до 4-х мм.
Марки флюсов.Мелкозернистые флюсы используются в сварке с помощью проволоки с небольшим диаметром, не более 1,5 мм. В маркировках таких смесей присутствует буква М. Если сварочный флюс многокомпонентный, то есть в смеси присутствует большое количество разных компонентов помимо керамики, то сначала эти элементы склеивают друг с другом, и лишь потом отправляют на перемол необходимого размера на мельницу.
Помимо традиционных компонентов типа кремнезема и марганца в состав неплавленых флюсов могут входить оксиды, металлические порошки или ферросплавы. Главный критерий целесообразности компонентов смесей – их способность улучшать металлургические процессы, происходящие в рабочей зоне.
Главный критерий целесообразности компонентов смесей – их способность улучшать металлургические процессы, происходящие в рабочей зоне.
Это поверхностное легирование, раскисление металлов, мелкозернистая структура шва, снижение доли вредных примесей в шве. И вдобавок ко всем этим бенефитам в сварке с неплавлеными флюсами можно использовать проволоку подешевле.
Недостатки, конечно, тоже имеются. Такие смеси плохо переносят влажность в любом концентрации, они очень гигроскопичные и, впитав влагу, они значительно ухудшают качество материала. Все это можно решить грамотной упаковкой и, конечно же, соблюдением правильных условий хранений. Кроме того, необходимо строго контролировать весь процесс сварки, чтобы не упустить изменения условий легирования.
Магнитные флюсовые смеси также относятся к неплавленым. Они очень похожи по своему составу на керамические варианты, но содержат металлический порошок для повышения эффективности сварочного процесса.
youtube.com/embed/qEuoSzNv410?feature=oembed»>
Плавленые флюсы
Технология производства плавленых флюсов сложнее, чем неплавленых. Они имеют светло-желтую окраску или совсем прозрачные. Плотность весьма умеренная.
Марки флюса и стали.Производство гранулированных смесей плавленого типа включает в себя четко разделённые по времени этапы:
- размельчение до необходимых размеров всех элементов смеси;
- перемешивание элементов смеси в специализированной мельнице;
- плавка в печке;
- преобразование частиц в гранулы точных необходимых размеров с помощью воды, в которой расплав флюсовой смеси охлаждается и затвердевает в виде шариков.
- сушка в барабанах;
- финишное просеивание для отсева нестандартных гранул, упаковка с соблюдением изоляции от влажности.

Состав плавленых флюсов не отличается оригинальностью: в основе те же кремний и марганец. Кремний обладает отличными раскисляющими свойствами, которые работают на однородность расплавленного металла во время процесса, снижая долю окиси углерода.
Марганец нужен прежде всего для восстановления железных оксидов. Дополнительно марганец способствует образованию легко удаляемой корки, связывая в сульфиды серу из шлаков.
https://www.youtube.com/watch?v=elCSbt438e0
Этапы работы в сварке под флюсом
Дуговая сварка под флюсом начинается с формирования насыпного слоя толщиной не менее 60-ти мм на металлической поверхности, которая будет прилегать к стыку и будущему сварочному шву. Если слой насыпать меньше, чем нужно, в процессе могут произойти технологические сбои и неприятности – например, непровар, который сопровождается образованием пор, раковин и трещин.
[box type=”info”]После формирования насыпного слоя нужно поджечь газовую горелку, если это газопламенный способ, или возбудить разряд, если это электродуговой способ. По ходу движения электрода в направлении шва нужный слой защитной смеси постоянно подсыпается на поверхность металла.[/box]
Таблицы автоматической сварки.
По ходу движения электрода в направлении шва нужный слой защитной смеси постоянно подсыпается на поверхность металла.[/box]
Таблицы автоматической сварки.Высота дугового столба превышает высоту насыпи флюса, поэтому точка разряда локализована в металлическом расплаве жидкой консистенции. При таком способе не наблюдается разбрызгивания металла, сварочная проволока с флюсом расходуется намного экономичнее, производительность процесса в целом повышается.
Все эти положительные моменты происходят благодаря тому, что использование защитных гранулированных смесей дает возможность применять рабочий ток высоких значений, не боясь при этом прерывания шва.
При классической сварке без флюса при сильном токе произойдет элементарное выплескивание жидкого металла из сварочной ванны. Механизированная сварка под флюсом – один из самых эффективных и экономных способов сварки, но только при условии соблюдения всех технических требований.
под флюсом проводится со своими техническими нюансами. Флюс не насыпается вручную, а подается из специальной трубки из бункера. Через короткое время с катушки автоматически начинает подаваться проволока электрода.
Флюс не насыпается вручную, а подается из специальной трубки из бункера. Через короткое время с катушки автоматически начинает подаваться проволока электрода.Если по ходу процесса какая-то часть защитной смеси осталась неиспользованной, она отсасывается в специальную емкость пневматическим способом. Шлаковая корка расплавляется и охлаждается, затем убирается с поверхности металла механически. Схема автоматической сварки выверена буквально по секундам и граммам, это чрезвычайно эффективная система операций, связанных между собой.
https://www.youtube.com/watch?v=f65tHnkNnrU
Преимущества и недостатки метода сварки под защитой флюса
Сварка стыковых швов под флюсом.Преимуществ у этого метода много, и все они серьезные:
- Стабильная и стойкая электрическая дуга.
- Значительная экономия энергии за счет повышения коэффициента полезного действия электропитания: минимизируются затраты энергии на нагревание металлов, на разбрызгивание, на расход электродной сварочной проволоки.
- Не нужно тратить усилий на предварительную разделку металлических поверхностей: при токах высокой интенсивности плавление металла происходи намного быстрее. Если же речь идет о газовой сварке, то и при этом способе флюсы дают возможность плавить металл намного эффективнее и быстрее.
- Повышение качества шва за счет того, что нет угара металла.
- Повышение безопасности и комфортности работы сварщика: большая часть пламени дуги находится за слоем флюса. Особенно это касается автоматической сварки под слоем флюса.

Недостатки сварки под флюсом тоже есть, их намного меньше:
- Во время процесса практически невозможно произвести осмотр результатов и места сварки.
- Дороговизна флюсовых смесей, равно как и всех остальных расходников для этого метода. В целом его нельзя назвать экономным.
В качестве заключения напоминаем еще раз название и номер стандарта, отлично отписывающего виды и технологические нюансы данного метода.
 Это ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры».
Это ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры».Вам не обойтись без него, потому что технология автоматической и механической сварки под флюсом – дело непростое, требующее настоящего понимания и знаний многих аспектов: от режимов сварки до различий сварки под флюсом в зависимости от его химического состава.
https://www.youtube.com/watch?v=rMF3I_u3zjw
Флюс сварочный: что это такое, разновидности
На чтение 7 мин. Опубликовано
При сварке металлов в зоне формирования шва создается высокая температура, увеличивающая химическую активность материалов. Заготовки начинают интенсивно окисляться, часть электрода испаряется. Это ухудшает процесс плавления и снижает качество соединения деталей по причине скопления большого количества шлаков в ванне. Для ее изоляции создан флюс сварочный. Он разработан в Академии наук, состоит из неметаллических композиций и делится на несколько марок. Каждая обладает индивидуальными свойствами.
Для ее изоляции создан флюс сварочный. Он разработан в Академии наук, состоит из неметаллических композиций и делится на несколько марок. Каждая обладает индивидуальными свойствами.
Флюс и его назначение
Обезопасить зону шва от шлаков и окисления можно, используя непрерывную подачу химически инертных и легкоплавких компонентов. Их функции выполняет защитный флюс для сварки стали. Разные его марки состоят из оксидов и солей, предназначаются для черных и цветных металлов, а также для различных сплавов.
Оксидные составы включают в себя 1-30% марганца и кремния — 5-35%. Для заготовок из активных сплавов защитное вещество включает в себя фториды и хлориды кальция, бария, натрия и других элементов.
Для высоколегированных сталей применяют защиту с содержанием оксидов с солями. В них до 15% кремнезема, 1-9% оксида марганца и фторида кальция — около 30%.
Для начала реакции окисления металлов достаточно кислорода, содержащегося в воздухе. Оксидная пленка быстро появляется на алюминиевых деталях. Наличие слоя флюса предотвращает ее образование и обеспечивает:
Наличие слоя флюса предотвращает ее образование и обеспечивает:
- активное расплавление металла;
- избежание потерь свариваемого материала вследствие испарения;
- стабильное горение дуги;
- экранирование части пламени;
- правильный расход присадок;
- исключение возможности образования трещин и пор;
- уменьшение разбрызгивания искр.
Таковы положительные свойства средств защиты шва.
Требования к защитному химическому составу
При использовании должны соблюдаться условия:
- стабилизация процесса сварки;
- отсутствие химических реакций;
- изоляция места образования шва от воздействия окружающей среды;
- легкое удаление остатков вместе с коркой шлака.
Это возможно при правильном химическом строении заготовок и присадок. Условия представляют некоторую сложность, но их выполнение — залог качественной сварки.
Классификации флюсов для сварки
Все виды данных веществ обладают индивидуальными параметрами. Они различаются внешним видом, химическим составом, назначением, технологией получения. Внешне они бывают:
- в виде порошка;
- кристаллов или зерен;
- паст;
- газов.
Чаще всего используются порошкообразные и гранулированные формы.
По химическому строению они сохраняют инертность при высоких температурах. По способу получения делятся на:
- плавящиеся;
- неплавящиеся.
Первые используются для улучшения антикоррозийных свойств и внешнего вида шва. Вторые — для его прочности при сварке алюминия, других цветных металлов и углеродистых сталей. По назначению — улучшают химическое строение легированных сталей и механическую прочность заготовок.
Классификации соответствует марка, устанавливаемая предприятием-производителем. Технология получения зависит от химического строения. Неплавящиеся составы имеют основу керамическую. Получают их путем измельчения компонентов с использованием шаровых мельниц.
Мелкие фракции имеют зерно размерами 0,25-1,0 мм, нормальные — 3-4 мм. Первые используются при сварке тонкой проволокой, не превышающей диаметра 1,5 мм. В наименование флюса входит буква М. Среди компонентов встречаются марганец, кремнезем, оксиды некоторых металлов и ферросплавы.
Первые используются при сварке тонкой проволокой, не превышающей диаметра 1,5 мм. В наименование флюса входит буква М. Среди компонентов встречаются марганец, кремнезем, оксиды некоторых металлов и ферросплавы.
Они способны усиливать процесс сварки и улучшать раскисление кромок заготовок. В результате шов получается мелкозернистый с минимальным содержанием вредных примесей. Проволока используется относительно дешевая.
К недостатку неплавящихся флюсов относится пропускающая влагу упаковка.
Плавленые составы применяются при автоматической сварке. При их изготовлении используется размол компонентов, в которые входят мел, глинозем, плавиковый шпат и другие вещества. Они смешиваются и плавятся в специальных газопламенных или электродуговых печах.
В результате гранулирования смеси получают фракции разного размера, которые после застывания сушатся в барабанах, просеиваются и упаковываются.
Как действует состав
Для проведения ручной сварки порошок или гранулы насыпаются на поверхность свариваемого металла толстым слоем. При недостаточном объеме происходит непровар заготовок, образование раковин и трещин. Такой результат нежелателен, поэтому используются защитные флюсы разных марок. Для углеродистых и низколегированных сталей — АН-348 с буквами А, АМ, В, ВМ или ОСЦ-45, ФЦ-9. Автоматическая сварка ведется с использованием флюсов АН-15 или 20.
При недостаточном объеме происходит непровар заготовок, образование раковин и трещин. Такой результат нежелателен, поэтому используются защитные флюсы разных марок. Для углеродистых и низколегированных сталей — АН-348 с буквами А, АМ, В, ВМ или ОСЦ-45, ФЦ-9. Автоматическая сварка ведется с использованием флюсов АН-15 или 20.
После засыпания слоя включается дуга или зажигается горелка и начинается процесс соединения деталей. Флюс постепенно добавляется в зону сварки из специального бункера по трубке. Под ним не происходит разбрызгивания жидкого металла, повышается производительность и снижается расход проволоки. Остатки защитного средства собираются обратно в бункер, застывшая корка шлака удаляется с заготовок.
Создание условий для использования флюса
Оксиды при попадании в ванну для сварки мешают процессу создания прочного шва. Флюс своими компонентами предотвращает контакт кислорода с металлом, удаляя слой окиси. Образующееся при работе облако газов помогает уменьшить расход материалов и не дает разбрызгиваться жидкой сварочной массе.
Для качественной работы нужно создать постоянно функционирующую электрическую дугу. Газы, выделяемые флюсовым веществом, стабилизируют ее горение. В такой ситуации создаются нормальные условия для сварочного процесса. Защитное вещество взаимодействует с заготовкой, улучшая внешний вид и свойства свариваемых деталей. Для организации таких условий необходимо соблюдать условия:
- флюс не вступает в реакцию со стержнем и заготовкой;
- сварная ванна остается изолированной во время процесса соединения деталей;
- остатки защитной смеси вместе с коркой шлака после работы легко удаляются со шва.
Примерно 80% удаленного флюса засыпается в бункер сварочного аппарата и используется еще раз. У данного способа имеется ряд недостатков:
- стоимость защитной смеси сопоставима с ценой проволоки;
- шов осмотреть сразу невозможно, поэтому металл перед сваркой тщательно готовится
Если отсутствует возможность осмотра места формирования шва, можно не использовать химическую защиту.

Сочетание флюса с проволокой
Качественное соединение заготовок из низколегированных и углеродистых сталей получают с помощью сочетания проволоки и флюса. Свойства высококремнистых составов лучше, если в них присутствует марганец. Шов получается прочным, ровным, без трещин. Это объясняется малым количеством серы, переходящей из флюса в заготовку, выгоранием углерода в сварочной ванне. Проволока применяется низкоуглеродистая. Она дает меньшую пористость детали.
Качество шва зависит от состава проволоки, а вязкость — от флюса, содержащего низкое количество кремния. Такие защитные средства применяются при соединении низколегированных сталей.
При проведении сварочных работ металл взаимодействует с жидким шлаком. Происходит это на протяжении короткого времени до остывания места соединения, но энергично. Связано это с высокой температурой в месте контакта. Результат — обеднение или обогащение заготовок легирующими элементами. На этот процесс влияют:
- режим сварки;
- сила тока;
- напряжение дуги.
При соединении деталей автоматическими аппаратами эти показатели не меняются.
Отдельно о флюсах для газовой сварки
Некоторые инструментальные сплавы, тонколистовые стали, цветные металлы поддаются сварке только в газовой атмосфере. При этом процессе используются пастообразные или порошковые флюсы. Они вносятся:
- на привариваемую деталь;
- в сварочную ванну;
- на кромки заготовок.
Применяются и газообразные составы, подаваемые с помощью расходомера.
Для соединения деталей из меди, бронзы и латуни нужны кислые флюсы, содержащие борную кислоту — МБ-1 или МБ-2. Для чугуна — содержащие щелочные металлы в виде калия и натрия. Алюминий сваривается в присутствии фторидов и хлоридов натрия, лития и калия. Чаще всего применяется состав АФ-4А.
Флюсы для автоматики
Начинающие рабочие интересуются, что такое автоматическое оборудование. Оно помогает человеку сваривать многие виды металлов. Для аккуратного выполнения заданий необходимо правильно подобрать электроды и флюсы.
Оно помогает человеку сваривать многие виды металлов. Для аккуратного выполнения заданий необходимо правильно подобрать электроды и флюсы.
Защитную смесь размещают на поверхности заготовки слоем около 80 мм толщиной и 100 мм шириной. Лишнее удаляется для повторного применения. Флюс включает в себя оксиды алюминия, кальция и магния. Часто используется марка АН-348А, КВС или К. Состав стабилизирует работу дуги и снижает выделение газов с токсичными свойствами. Применяется при изготовлении резервуаров, сваривании труб, в области кораблестроения для сварки толстых слоев металла.
Сварочные флюсы оптимизируют труд и дают положительные результаты, перекрывающие недостатки. Грамотный выбор защитного вещества гарантирует получение качественного шва.
Сварка под флюсом: описание, режимы, методы
На чтение 6 мин. Опубликовано
Практикующие сварщики знают, какой вред наносит кислород и как влияет на качество шва и его долговечность. Он окисляет металл, в результате на готовом изделии появляются трещины. Для избавления от этого разработаны и используются различные методы: предварительная обработка заготовок, применение специальных комплектующих и др. Один из них — сварка под флюсом. Это наиболее эффективный способ соединения металлов, дающий ровный и прочный шов. Для его применения необходимо использование особого оборудования и специальная подготовка мастера.
Он окисляет металл, в результате на готовом изделии появляются трещины. Для избавления от этого разработаны и используются различные методы: предварительная обработка заготовок, применение специальных комплектующих и др. Один из них — сварка под флюсом. Это наиболее эффективный способ соединения металлов, дающий ровный и прочный шов. Для его применения необходимо использование особого оборудования и специальная подготовка мастера.
Описание и назначение сварки под флюсом
Изготовление изделий способом соединения отдельных деталей из меди, нержавеющей стали и алюминия часто бывает невозможным без автоматической сварки под слоем флюса, выполняющего функцию защиты. Не отличается от нее и классический ручной или полуавтоматический метод. При достижении высокой температуры электрической дуги металл плавится и соединяет заготовки. Процесс происходит под флюсовой защитой.
Технология автоматической дуговой сварки позволяет выполнить операцию быстрее и качественнее. Производится она с помощью полуавтоматов, автоматических аппаратов (тракторов) и роботизированных систем. Специальное вещество в виде небольших гранул, порошка, жидкости или пастообразного состава называется флюсом. Его насыпают на место шва для предохранения заготовок от влияния кислорода, уменьшения разбрызгивания расплавленного металла, улучшения горения дуги.
Производится она с помощью полуавтоматов, автоматических аппаратов (тракторов) и роботизированных систем. Специальное вещество в виде небольших гранул, порошка, жидкости или пастообразного состава называется флюсом. Его насыпают на место шва для предохранения заготовок от влияния кислорода, уменьшения разбрызгивания расплавленного металла, улучшения горения дуги.
Характеристики сварки в защитной среде
Детали нужно правильно подготовить к соединению:
- очистить от грязи, следов коррозии и старой краски;
- обработать шлифовальным кругом или металлической щеткой.
Технология упрощается с помощью применения машин. Мастер не зажигает дугу и не следит за ее горением. Скорость подачи проволоки регулирует агрегат. От человека зависит правильная настройка оборудования. Для каждого режима сварки она индивидуальная, требующая специального расчета.
В процессе работы часто применяется присадочная проволока. Она загружается в аппарат и подается автоматически.
Флюс предварительно засыпается в контейнер, затем ровным слоем покрывает металл в месте соединения заготовок. Под действием высокой температуры дуги он плавится, образуя небольшое облако инертного газа, защищающего шов от поступления к нему кислорода. После охлаждения сгоревший флюс превращается в шлак, который удаляется сварщиком.
Какие флюсы применяются
Используется защитный состав для:
- легирования металла;
- изолирования шва от воздействий внешней среды;
- создания поверхности стыка;
- стабилизации разряда дуги.
Флюс в гранулах или порошках бывает по назначению для соединения:
- легированных и углеродистых сталей;
- цветных металлов;
- высоколегированных материалов.
Для работы с медью используются керамические или плавленые флюсы. Первые составы обеспечивают качество шва, вторые отличаются универсальностью и доступными ценами. Все они могут быть химически активными, содержащими кислоты, и пассивными, которые практически не применяются на производстве. К ним относятся канифоль и воск.
Все они могут быть химически активными, содержащими кислоты, и пассивными, которые практически не применяются на производстве. К ним относятся канифоль и воск.
По химическому составу флюсы делятся на:
- Оксидные, состоящие из 90% оксидов металлов и 10% соединений фторидов. Процентное содержание может быть разным. Предназначены они для сварки фтористых и низкоуглеродистых заготовок.
- Солевые выпускаются для работы с активными металлами.
- Смешанные — для легированных деталей.
По строению частиц флюсы делятся на позиции:
- пемзовидные;
- стекловидные;
- цементированные.
Стекловидные дают широкий шов, пемзовидные — узкий.
Разновидности и режимы сварки
Для соединения металлов сваркой применяются разные флюсы. Найти правильный состав без опыта трудно. Поможет в этом техническая документация и таблица № 1, которые показывают режим работы с низколегированными и углеродистыми сталями.
Найти правильный состав без опыта трудно. Поможет в этом техническая документация и таблица № 1, которые показывают режим работы с низколегированными и углеродистыми сталями.
| Толщина металла (мм) | Диаметр электрода | Кол-во проходов | Ток (А) | Напряжение (В) | Подача проволоки (м/ч) |
| 30 | 4 | 4 | 650-750 | 28-32 | 87-95 |
| 50 | 4-5 | 8 | 800-850 | 30-32 | 87-95 |
| ˃60 | 5 | 10-15 | 900-950 | 38-40 | 100-110 |
Режим сварки сталей коррозионно-стойких представлен в таблице № 2.
| Толщина заготовки (мм) | Диаметр проволоки | Кол-во проходов | Сила тока (А) | Напряжение дуги (В) | Подача электрода (м/ч) |
| 30 | 4 | 6 | 400-450 | 28-32 | 87-95 |
| 50 | 4 | 10 | 525-600 | 30-32 | 87-95 |
| ˃60 | 5 | 12-18 | 700-750 | 38-40 | 100-110 |
Оператор налаживает оборудование и заправляет его проволокой и флюсом.
Цветные металлы соединяются методом холодной сварки, при которой температура дуги понижена. Сила рабочего тока зависит от диаметра проволоки:
| Диаметр электрода (мм) | Ток (А) |
| 2 | 200-400 |
| 3 | 300-600 |
| 4 | 400-800 |
| 5 | 700-1000 |
| 6 | 700-1200 |
Для проведения работ с малоуглеродистыми сталями применяют флюс АН-348А, АНЦ-1 или ОСЦ-45. Проволока выбирается марок Св-08ГА, Св-08А или Св-10Г2. Металл со средним содержанием углерода сваривается на пониженных режимах. Работа ведется медленно, поэтому метод редко используется.
Стальные детали с количеством легирующих элементов 5% и менее соединяются с использованием флюсов АН-22, АН-47, АН-22М, АН-67А и проволоки Св-08ХМ, Св-8МХ, Св-10НМА.
К среднелегированным металлам предъявляются повышенные требования: стойкость к коррозии, импульсным нагрузкам. Флюс нужен таких марок: АН-15, АН-17М, АН-15М, АВ-4, ОФ-6, АН-30. С этими составами используются электроды Св-08Х20Н9Г7Т, Св-20Х4ГМА, Св-10ХГСН2МТ, Св-10Х5М.
Высоколегированные стали широко применяются в нефтяной и химической промышленности. Сварка ведется проволокой 2-3 мм. Марка не играет большой роли. Флюс используется от АНФ-5 до АНФ-26.
Необходимое оборудование
Соединение деталей должно происходить при неподвижных заготовках. Для этого иногда применяются головки мобильного типа. Промышленность выпускает и специальные агрегаты для автоматической сварки, и полуавтоматы, работающие под слоем флюса.
Проволока используется диаметром до 3 мм. Подача ее происходит в автоматическом режиме.
Некоторые модели аппаратов оснащены механизмом сбора флюса, который не расплавился. Имеется устройство контроля параметров шва. Устройства, снабженные лазером, самостоятельно отслеживают положение сварочного электрода. Экран устанавливается на расстоянии до 20 м от самоходного трактора.
Общая технология автоматической сварки
Автоматический электродуговой процесс имеет свои особенности. Основное отличие — применение сыпучего флюса. Он должен подаваться к изделию постоянно. При сварке состав плавится и образует оболочку, защищающую металл от попадания кислорода. Шов получается более качественным.
Механический способ предполагает применение тока большей силы, что дает хорошую глубину проплавления и позволяет соединять толстостенные заготовки с высокой скоростью. Сварочно-флюсовой метод является экономичным. Материалов расходуется меньше за счет малого разбрызгивания жидкого металла.
При ручной дуговой сварке (РДС) этот параметр равен 15%, при работе с помощью современной техники — не более 3%. Электрической энергии тратится почти в полтора раза меньше. Снижаются и трудозатраты.
Плюсы и минусы метода
Многие интересуются, сварка под флюсом — что это такое, какие в этом способе положительные и отрицательные стороны.
Достоинств много:
- возможность автоматизации процесса;
- получение качественных соединений без высокой квалификации мастера;
- большая скорость выполнения операций.
Недостатки:
- варить можно только при горизонтальном расположении шва;
- заготовки нужно точно подгонять;
- металл необходимо тщательно готовить к работе;
- высокая стоимость оборудования и комплектующих.
Перечисленные преимущества дают возможность использовать механический метод во многих областях промышленности. Например, в судостроении, при изготовлении емкостей для нефтяников, сварке труб большого диаметра на газопроводах.
Сварочные флюсы. Справочник
 Справочник
СправочникСодержание страницы
В процессе сварки при расплавлении флюса создается газофлюсовый пузырь, обеспечивающий физическую и химическую защиту металла сварочной ванны от внешней среды.
Химический состав флюса оказывает влияние на его сварочно-технологические свойства, от которых зависит качество шва и условия труда (табл. 1).
Таблица 1. Влияние химического состава на сварочно-технологические свойства и условия использования процесса
| Условие | Характеристика флюса | ||
| Окислительный (высокомарганцевый, высококремнистый) | Основной (безмарганцевый, низкокремнистый) | Бескислолродный (безмарганцевый, бескремнистый | |
| Стабильность горения дуги на любом токе и полярности | Хорошая | Ограничена | Ограничена |
| Формирование шва | Наилучшее | Хорошее | Удовлетворительное |
| Отделимость шлаковой корки | Наилучшая | Хорошая | Удовлетворительная |
| Сохранность легирующих элементов, в том числе и легкоокисляющихся | Плохая | Хорошая | Наилучшая |
| Выделение вредных газов | Малое | Среднее | Большое |
| Стоимость | Низкая | Средняя | Средняя |
1. Флюсы для дуговой сварки
 Флюсы для дуговой сварки
Флюсы для дуговой сваркиДля дуговой сварки углеродистых и легированных сталей используют как плавленные, так и керамические флюсы стекловидного и пемзовидного строения; их характеристика приведена в табл. 2 и 3.
Таблица 2. Флюсы для дуговой сварки углеродистых и низколегированных сталей
| Марка _____________________ | Характеристика |
| Высококремнистые высокомарганцевые флюсы | |
| АН-348-А, АН-348-АМ (ГОСТ 9087-81) | Стекловидный флюс общего назначения с хорошими сварочными свойствами. Широко используется в машиностроении, вагоностроении, строительстве. Буква «М» в конце марки означает «мелкий» |
| АН-348-В, АН-348 ВМ (ГОСТ 9087-81) | Флюс немного отличается от флюса АН-348-А по составу (часть оксида марганца заменена оксидом титана), а также по технологии выплавки. Это способствует повышению качества сварных швов |
| ОСЦ-45, ОСЦ-45М (ГОСТ 9087-81) | Широко используемый стекловидный флюс общего назначения отличается от флюса АН-348-А повышенным содержанием плавикового шпата и, вследствие этого более высокой стойкостью швов к образованию пор из-за наличия ржавчины. Однако устойчивость дуги и условия труда хуже, чем при работе с флюсом АН-348-А Однако устойчивость дуги и условия труда хуже, чем при работе с флюсом АН-348-А |
| АН-60 (ГОСТ 9087-81) | Пемзовидный флюс для сварки с большой скоростью, используется при производстве труб и в строительстве. По сравнению со стекловидными флюсами под ним формируются более широкие швы с меньшей высотой усиления и допускается вдвое больше ржавчины |
назначение, виды сварки, состав флюса, правила использования, требования ГОСТ, плюсы и минусы применения
Качество сварного шва определяется не только способностями мастера правильно организовать дугу, но и специальной защитой рабочей зоны от внешних воздействий. Главным врагом на пути к созданию прочного и долговечного металлического соединения является естественная воздушная среда.
Изоляцию шва от кислорода обеспечивает флюс для сварки, но не только в этом заключается его задача. Различные конфигурации состава этой добавки с сочетанием защитной газовой среды позволяют по-разному управлять параметрами шовного соединения.
Назначение флюса
Сварочный расходник данного типа направляется в зону горения и в зависимости от характеристик своего расплава оказывает защитно-модифицирующее воздействие на участок формирования шва. В частности, материал может выполнять следующие функции:
- Создание шлаковой и газовой изоляции для сварочной ванны.
- Наделение сварного соединения определенными технико-физическими свойствами.
- Поддержание стабильности горения дуги. Перенос электродного металла (или проволочного расплава) в зону сварки.
- Устранение нежелательных примесей в шлаковой прослойке.
Если говорить о совместимости разных флюсов для сварки с металлами, то наиболее распространенные марки имеют следующие назначения:
- ФЦ-9 – стальные углеродистые сплавы с низким легированием.
- АН-18 – стальные сплавы высокого легирования.
- АН-47 – низко- и среднелегированные стали, характеризующиеся высокими прочностными показателями.
- АН-60 – стали низкого легирования, используемые в трубопроводах.
- ФЦ-7 – используется при сварке низкоуглеродистой стали на токе большой силы.
- ФЦ-17 – гранецентрированное высокотемпературное железо.
- ФЦ-19 – сплавы с повышенным содержанием хрома.
- ФЦ-22 – применяется для выполнения углового шовного соединения в работе с легированными углеродистыми сталями.
- 48-ОФ-6 – задействуется в техниках сварки с подключением высоколегированной электродной проволоки.
Составы флюса
Сам по себе флюс, как правило, выпускается в виде гранулированного порошка с фракцией порядка 0,2–4 мм. Но наполнение и происхождение данного продукта может быть очень разным и не всегда однородным. В связи с этим выделяют следующие виды флюса для сварки:
- Оксидные. Большую часть в содержании составляют металлические оксиды и примерно на 10% приходится доля фторидных элементов. Такой флюс используется для работы с низколегированными и фтористыми стальными сплавами. Также в зависимости от содержания оксидные флюсовые составы делятся на бескремнистые, низкокремнистые и высококремнистые.
- Солеоксидные. Еще такие порошки называют смешанными, так как наполнение может в равной степени формироваться оксидами и солевыми соединениями. Используется такой флюс для обработки легированной стали.
- Солевые. Вовсе исключается наличие оксидов, а основу состава образуют фториды и хлориды. Целевое назначение солевого флюса – электрошлаковый переплав и сварка активных металлов.
 Также в зависимости от содержания оксидные флюсовые составы делятся на бескремнистые, низкокремнистые и высококремнистые.
Также в зависимости от содержания оксидные флюсовые составы делятся на бескремнистые, низкокремнистые и высококремнистые.Технология изготовления флюса
В процессе изготовления основа для флюса (шихта) подвергается нескольким процедурам переработки, в числе которых выплавка, грануляция, формовка и проверка на качество. Сырье шихты перед производственным процессом сегментируется на мелкое, среднее и крупное. Каждая партия проходит тщательную мойку и сушку, так как чистота и точность в параметрах будущего флюса поддерживаются изначально. Затем выполняют взвешивание, дозировку и смешивание с другими технологическими компонентами. Выплавка и грануляция флюса для сварки производится на специальном оборудовании – задействуются газопламенные или электродуговые печи, бассейны для обливки холодной водой и металлические поддоны. На финальных этапах обработки выполняется сушка с просеиванием. Прошедший контроль флюс упаковывается в специальные мешки или ящики с огнеупорными свойствами.
Выплавка и грануляция флюса для сварки производится на специальном оборудовании – задействуются газопламенные или электродуговые печи, бассейны для обливки холодной водой и металлические поддоны. На финальных этапах обработки выполняется сушка с просеиванием. Прошедший контроль флюс упаковывается в специальные мешки или ящики с огнеупорными свойствами.
Требования ГОСТа к флюсу
Нормативные требования затрагивают несколько направлений оценки качества флюса, а также регулируют правила обеспечения безопасности при обращении с материалом и методы проведения его испытаний. Что касается основных параметров, то к ним предъявляются следующие требования:
- Исключаются во флюсовом порошке зерна, размер которых превышает 1,6 мм. Процент их содержания не должен составлять более 3% от всей массы.
- Допускается производство флюса с фракцией до 0,25 мм, если это условие изначально было оговорено с потребителем.
- Также по соглашению с потребителем допустимо изготовление материала фракцией зерен от 0,35 до 2,8 мм, но только применительно к марке АН-348-А.
- Влажность флюсов в зависимости от марки не должна превышать коэффициент от 0,05 до 0,1%.
Что касается требований безопасности, то меры индивидуальной защиты являются главным предметом регуляции ГОСТа. Сварка под флюсом должна выполняться в соответствии с мерами противопожарной безопасности. Отдельно должна контролироваться концентрация применяемого флюсового порошка, который по умолчанию считается химически опасным и производственно вредным.
Плавленый и неплавленный флюс
Содержание плавленого порошка в основном формируют шлакообразующие компоненты. Их вырабатывают в результате сплавления составляющих элементов, среди которых кварцевый песок, марганцевая руда и мел. Путем их смешивания в определенных пропорциях с последующей плавкой в печах можно получить модификатор для шва с определенным набором характеристик. Более функциональна дуговая сварка под флюсом, произведенным неплавленным способом. Это смесь зернистых и порошковых материалов, которые помимо шлакообразующей основы также включают в состав легирующие элементы и раскислители. Отсутствие операции плавления дает возможность вводить в состав флюса металлическую пыль и ферросплавы, которые расшифруют возможности улучшения соединений.
Виды сварки под слоем флюса
С применением флюса может выполняться как ручная, так и автоматическая сварка – принципиальная разница будет зависеть от выбранного оборудования. Электродуговая сварка выполняется в режиме саморегуляции или при поддержке автоматического контроля напряжения. Оптимально использовать инверторные установки, дополненные барабанами для подачи проволоки. Также распространена сварка с флюсом без газа, который по умолчанию выступает в качестве защитной среды от кислорода и азота. Чем же хороша техника, исключающая этот барьер перед негативными факторами воздействия? Во-первых, при условии выбора подходящего флюса он сможет выполнить весь перечень защитных и вспомогательных задач применительно к формируемому шву. Во-вторых, отсутствие газовой среды облегчает саму организацию процесса. Не нужно подготавливать баллон с аргонно-углекислотная смесью, а также защищать зону сварки от избыточного термического воздействия при использовании горелки.
Техника применения флюса
После розжига дуги оператор должен ее поддерживать между окончанием электрода и заготовкой именно под слоем флюса. Порошок насыпается слоем 55-60 мм, после чего дугу следует буквально утопить в этой массе, пока она будет плавиться. При среднем весе флюса его статическое давление на металл может составлять порядка 8-9 г/см кв. Этой величины достаточно для устранения нежелательных механических воздействий на сварочную ванну. При использовании проволоки для сварки с флюсом можно добиться и минимальных показателей разбрызгивания расплава. Это условие выполняется путем обеспечения стабильного контакта зоны расплава с плавящейся проволокой и флюсом, а также за счет регуляции силы тока. Защита со стороны газа в данном случае тоже не требуется, но контроль мощности будет особенно важен. Как правило, комбинация проволоки и флюса используется при сварке на токе высокой плотности, поэтому и автомат должен подбираться с учетом поддержки постоянной скорости направления электродной нити.
Плюсы от применения флюса
Использование флюса, безусловно, сказывается на формировании шва наилучшим образом, так как минимизируются негативные факторы рабочего процесса в условиях открытого воздуха. Из очевидных преимуществ можно отметить снижение дефектов в зоне соединения, минимизацию разбрызгивания и более эффективный контроль дуги со всеми возможностями автоматического регулирования. Что еще очень важно, участок сварка под флюсом всегда виден оператору. Это позволяет при необходимости своевременно вносить корректировки в процесс, а в некоторых случаях даже обходиться без специальной маски.
Недостатки от применения флюса
Слабые места данной технологии обуславливаются более высокими требованиями к оборудованию, так как для эффективного расплава флюса требуется большая мощность. Сегодня выпускаются специальные модификации аппаратов для аргонодуговой сварки в среде флюса, имеющие специальную оснастку для его подготовки и подачи. Логично, что такие модели стоят на 15-20% дороже. Еще один недостаток связан с увеличением зоны расплава. Хотя ее можно контролировать в определенных границах, мелкие элементы точечно обрабатывать в таких условиях проблематично.
Заключение
Флюс как расходный материал, улучшающий качество сварочного процесса, облегчает многие производственные и строительные мероприятия данного спектра. Но и в бытовых условиях его нередко используют на даче, в гараже или просто в ремонтных операциях. Выбирая данный материал для собственных нужд, очень важно не прогадать в оценке качества. Как отмечает тот же ГОСТ, флюс для сварки должен поставляться на рынке в плотных бумажных мешках от 20 до 50 кг с указанием транспортной маркировки. По специальному заказу можно оформлять и мелкую фасовку, но и для этого должны предусматриваться специальные контейнеры. Причем взвешивание должно производиться с максимальной погрешностью в 1% относительно общего веса тары.
Сварочный флюс— перевод на французский — примеры английский
Эти примеры могут содержать грубые слова на основании вашего поиска.
Эти примеры могут содержать разговорные слова, основанные на вашем поиске.
способ и устройство сравнения двух или более систем сварочного флюса для определения того, какая система флюса приводит к наименьшей вероятности поднутрения сварного шва на внутреннем диаметре трубы.
un procédé et un appareil permettant de comparer deux ou plusieurs systèmes de flux de soudure afin de determiner quel système de flux donne lieu à la plus petite fréquence de caniveaux au niveau d’un cordon de soudure dans un diamètre intérie .Предусмотрены частицы сварочного флюса , которые обладают отличными теплоудерживающими свойствами.
L’invention Concerne des Partules de flux de soudage qui présentent une excellente propriété de rétention de chaleur.EUROPIPE осуществляет поставки по газопроводу Nord Stream по дну Балтийского моря. Его стальные трубы, способные выдерживать экстремальные условия, собираются с использованием сварочного флюса Oerlikon OP 132 .
Europipe fournit le chantier du gazoduc Nord Stream via la mer Baltique. Трубопроводы в сборе, адаптируются ко всем экстремальным условиям, собирают их в соответствии с потоком воды Oerlikon OP 132.сварочное устройство с линейным приводом для обеспечения непрерывного сварочного электрода с покрытием из сварочного флюса , нанесенным на его поверхность
un dispositif de soudage avec un système d’entraînement linéaire permettant de fournir une électrode de soudage continue dont la surface est recouverte d’un revêtement de flux de soudageизобретение также относится к способу хранения сварочного флюса в такой упаковке.
l’invention decrit un procédé de conditionnement de flux de soudage dans un emballage selon l’invention.СВАРОЧНЫЙ ПОТОК СВАРИВАЕМЫЕ ЧАСТИЦЫ И СОСТАВ
Компания Oerlikon является основным поставщиком сварочного флюса для EUROPIPE с 2000 года.
Oerlikon является главным поставщиком услуг Europipe для flux de soudage depuis l’année 2000.Как и первая партия, они будут собираться с использованием одобренного Oerlikon сварочного флюса OP 132 .
Comme les premiers, ils seront produits avec le flux de soudage approuvé OP 132 d’Oerlikon.автоматическая сварка под сварочным флюсом или в CO2, толщина шва> 8 мм, глубина проплавления 0.2а
soudage automatique sous flux en poudre ou MIG, épaisseur de la soudure> 8mm, profondeur du bain de fusion 0.2aболее низкие значения — сварные швы с наклонными стенками, сварка в CO2 или под сварочным флюсом
valeurs inférieures — soudures à parois biseautées, soudage MIG ou sous flux en poudreИзобретение относится к пакету для хранения сварочного флюса , выполненному в виде пакета.
Изобретения объявлены в соответствии с условиями flux de soudage ayant une forme de sacИзобретение относится к агломерированному сварочному флюсу , содержащему, выраженное в мас.% флюса: 0.От 1 до 0,6% углерода
l’invention Concerne un flux aggloméré de soudage comprenant, exprimé en% en poids de flux от 0,1 до 0,6% карбонаудлиненный сварочный электрод имеет гибкий сварочный флюс , нанесенный на внешнюю поверхность гибкого сварочного металлического сердечника
Электрод для нанесения на поверхность, для нанесения на материал fondant , гибкая аппликация на внешнюю поверхность, для металлической гибкостиболее низкие значения — вогнутые сварные швы, сварные швы с проплавлением, сварные швы меньшей толщины, автоматическая сварка в CO2 или под сварочным флюсом
valeurs plus faibles — soudures convxes, soudures avec bain de fusion, soudures de plus faibles épaisseurs, soudage automatique MIG ou sous flux en poudreболее низкие значения — двухсторонние сварные швы, обработанные швы и швы с переваркой корня, автоматическая сварка в СО2 или под сварочным флюсом , электрошлаковая сварка
valeurs plus faibles — soudures bilatéralement pénétrées, soudures façonnées et calées, soudage automatique MIG ou sous flux en poudre, soudage sous laitierПрименение порошковой сварочной проволоки, характеристика, спецификация
Поскольку сварочное производство идет в противоположном направлении от высокой эффективности, низкой стоимости и высокого качества, порошковая проволока может быть одним из многообещающих сварочных материалов и высокотехнологичных продуктов.
Порошковая проволокаподразделяется на шовную и бесшовную порошковую проволоку: бесшовная порошковая проволока может быть покрыта медью; Электропроводность процесса хранения влагостойкой проволоки, а также процесса сварки — это сварная порошковая проволока.
Характеристики сварочной проволоки и параметр техники:
| Упаковка | Размер провода | Размер шпули | Вес нетто | |||
|---|---|---|---|---|---|---|
| Φ1.0–1.6 (мм) | D100мм, D200мм | 1 кг, 5 кг, 15 кг | ||||
| Химический состав (%) | С | Mn | Si | -П, | S | Ni |
| ≤0,10 | ≤1,75 | ≤0,75 | ≤0,03 | ≤0,03 | ≤0.03 | |
| Механические свойства наплавленного металла | Предел текучести 0,2 МПа | Предел прочности на разрыв (МПа) | Относительное удлинение 65% | AKV Impact (Дж) | ||
| ≥400 | ≥480 | ≥22 | ≥47 (-40) | |||
| Сечение провода (мм) | Φ1,0 | φ1.2 | φ1,4 | φ1,6 | ||
| Сварочный ток (А) | 80–250 | 120–300 | 160–400 | 190–450 | ||
Порошковая сварочная проволока Характеристики:
- Сварочную проволоку следует хранить в сухом месте. Открывайте пакеты только во время сварки, чтобы избежать ржавчины на проволоке.
- Перед сваркой удалите масло, ржавчину, воду со сварочной поверхности.
- Принятие сварки в среде защитного газа CO 2 и чистота газа CO 2 составляет 99,98%.
- Расход газа CO 2 следует контролировать в диапазоне 20-25 л / мин в процессе сварки.
- Удлиненную длину сварочной проволоки следует контролировать в диапазоне 15-25 мм.
- Предварительный нагрев перед сваркой до 150-300 ℃, PWHT 700-740 ℃ отпущенный.
Если вам нужно узнать цену, свяжитесь с бизнес-отделом по электронной почте:
Сварка сердечником под флюсом
Кликните сюда!web metal news article 2/2011
Электроснабжение и оборудование
Электроснабжение и оборудование — вот что делает возможным этот тип сварочного процесса.Как только вы поймете, какое оборудование используется, внутренняя работа станет простой. Сварочные источники питания
MIG обозначаются как источники питания CV или «постоянного напряжения» . Этот источник питания производит электрический ток для создания дуги для сварки металла. Термин CV означает, что параметры нагрева регулируются напряжением. При сварке MIG аппарат всегда настраивается по напряжению, и этот тип источника питания поддерживает постоянное напряжение.Что происходит, так это то, что сила тока колеблется, но напряжение остается в установленном диапазоне.
Для сварки MIG требуется система подачи проволоки. Система подачи проволоки — это то, что подает электрод или присадочную проволоку к сварному шву. Отсюда и появился термин «сварка проволочного колеса». Подачи проволоки бывают разных форм. Некоторые из них являются частью блока питания, а более дорогие модели поставляются в автономной форме или содержатся в портфеле. Подача проволоки регулируется в дюймов в минуту или «дюймов в минуту».Так регулируется и настраивается скорость присадочной проволоки. Система подачи проволоки также управляет защитным газом и всеми сварочными операциями, о которых сигнализирует горелка MIG.
И, наконец, пистолет MIG. Пистолет MIG имеет рукоятку с спусковым крючком, который прикреплен к устройству подачи проволоки с помощью кабеля. Пистолет MIG подает присадочную проволоку, защитный газ и электричество к стыку. Как только сварщик нажимает на спусковой крючок, сварочный пистолет MIG защищает зону сварки от воздуха, создает дугу и запускает процесс сварки, подавая проволоку к стыку.
Защитные газы
Защитный газ — это то, что делает возможным процесс сварки MIG. Для сварки MIG используется много типов защитных газов. Поскольку электроды представляют собой сплошную металлическую проволоку, они всегда нуждаются в некоторой защите от воздуха. Газы варьируются от инертных до реактивных. Во многих случаях используемые газы представляют собой комбинацию двух или более газов. Некоторые из наиболее часто используемых газов:
- Аргон
- Двуокись углерода
- Гелий (в редких случаях)
- Кислород (в малых процентах)
- 100% диоксид углерода
- 25% двуокиси углерода и 75% аргона
- 2% двуокиси углерода и 98% аргона
- Алюминий
- Медь
- Никель
- Титан
Как мигрировать Weld.com .