что это такое, как правильно варить аргоном
Аргоновая сварка позволяет аккуратно сваривать разные металлы, создавая одновременно прочные и красивые швы. Это прогрессивный тип сварки, применяемый в химической и пищевой промышленности, машиностроении. Не помешает такая сварка и в гараже, частной мастерской. Рассмотрим, что необходимо для аргоновой сварки, как она проводится, какие металлы на каких режимах свариваются.
В этой статье:
- Что такое аргоновая сварка
- Классификация аргоновой сварки по видам
- Что нужно для сварки аргоном
- Оборудование для работы с аргоном
- Как правильно варить аргоном
- Какие металлы варят аргоном
- Преимущества и недостатки аргоновой сварки
Что такое аргоновая сварка
Аргоновая сварка — это разновидность электродуговой сварки, только с неплавящимся электродом и другим принципом защиты сварочной ванны.
Для заплавления зазоров или наплавления высокого валика шва задействуется присадочная проволока. Ее выбирают с таким же составом, что и свариваемый металл. Проволоку сварщик подает свободной рукой.
Через сопло горелки в зону сварки подается защитный газ аргон. Он выдувает атмосферу вокруг электрода, изолируя расплавленный металл от внешней среды. Без аргона сильно выделяется углерод, сварочная ванна бурлит, швы получаются пористыми.
В качестве источника тока выступает сварочный инвертор. Он обозначается TIG и этим отличается от оборудования для MMA. У него есть особые разъемы под горелку, дополнительный канал подачи газа, иная форма управления.
Классификация аргоновой сварки по видам
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:

Кроме этого аргоновая сварка разделяется по способу выполнения с присадочной проволокой или без нее. Без присадки можно обойтись в случае сварки тонких сталей сечением до 2 мм. У сторон не должно быть щелей — важен плотный прижим. Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.
С присадкой варить дольше, швы чешуйчатые (количество слоев чешуи зависит от частоты подавания присадочной проволоки в сварочную ванну), зато можно заплавлять зазоры шириной 3-5 мм, создавать бугорки под проточку. Метод с присадкой применяют для сварки толстых металлов сечением от 3 мм
Прямая сварка
Угловая сварка
Т-образная сварка
Что нужно для сварки аргоном
Чтобы варить аргонодуговой сваркой, необходимо собрать комплект оборудования и аксессуаров, а также расходных материалов и СИЗ.
Правильная горелка.
Для работы потребуется аргоновая горелка. Горелка отличается разъемом для подключения, содержащим канала для подачи газа, силовой кабель, фишку для питания кнопок управления.
При выборе горелки обращайте внимание на место расположения кнопки. Оно может быть как снизу, так и сверху. Влияет на удобство управления. Длина шлейфа определяет зону маневренности сварщика. Для настольной работы достаточно 3 м. Для сварки крупных емкостей выбирайте шланг-пакет 5-8 м. Если планируете варить на токах 250-400 А регулярно, ищите модель с водяным охлаждением.
В горелку вставляется неплавящийся вольфрамовый электрод. Расходники отличаются по цвету наконечника для разных типов металлов. Если вы новичок, купите электрод с синим кончиком. Он более универсальный и подойдет для любых задач.
Вторым кабелем, необходимым для замыкания электрической цепи, выступает масса. Она фиксируется к изделию при помощи «крокодила». Чем лучше контакт, тем стабильнее дуга.
Чем лучше контакт, тем стабильнее дуга.
Подключаем защитный газ
Чтобы подавать аргон в зону сварки, понадобится баллон для аргона серого цвета. Емкость бывает от 10 до 80 л. Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Средства индивидуальной защиты сварщика
Аргоновая сварка не менее опасна, чем РДС, поэтому необходимы средства индивидуальной защиты. Чтобы не обжечься о горячие предметы, используйте краги и защитный фартук. Контроль сварочного процесса осуществляется через маску. Удобнее всего работать в маске-хамелеон, чем в щитке с постоянным затемнением. Можно всегда выбрать комфортную сварочную маску по приемлемой цене.
Оборудование для работы с аргоном
 От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
 Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится.
Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится.
Как правильно варить аргоном
Сперва настройте аппарат. На самых простых моделях установите силу тока и расход газа. Режимы зависят от толщины металла.
| Толщина металла, мм | Сила тока, А | Расход газа, л/мин |
|---|---|---|
| 1 | 30-40 | 6 |
| 1.5-2 | 45-70 | 7 |
| 3 | 75-90 | 8 |
В более продвинутых версиях задайте такие настройки (для примера подберем параметры для сварки стали толщиной 1.5 мм):

Зажигать дугу можно двумя способами, что зависит от возможностей аппарата. Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
Аргоновая сварка проводится в такой последовательности:
- Включите инверторный аппарат TIG.
- Присоедините массу к изделию.
- Вставьте в горелку заточенный вольфрамовый электрод.
- Откройте баллон с газом.
- Поднесите горелку к изделию на расстоянии 3-5 мм от поверхности до кончика иглы.
- Наденьте маску, нажмите кнопку подачи тока. Удобнее всего варить с режимом 4Т. Тогда не требуется постоянно держать кнопку подачи тока зажатой.
- Когда загорится электрическая дуга, подержите ее на стыке, чтобы образовалась лужица металла.
 Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.
Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности. - Медленно ведите иглу справа налево, аккуратно подавая второй рукой присадочную проволоку. Присадку подают перед электродом.
- При окончании шва нажмите на кнопку, но не отпускайте ее. Сварочный ток снизится, чтобы закрыть кратер, избежав образования свища в конце.
 Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.
Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.Какие металлы варят аргоном
При помощи аргонодуговой сварки соединяют:
Источник видео: Aurora Online Channel
Преимущества и недостатки аргоновой сварки
При помощи аргоновой сварки можно соединить алюминий, медь, титан — металлы, которые трудно поддаются свариванию другими способами.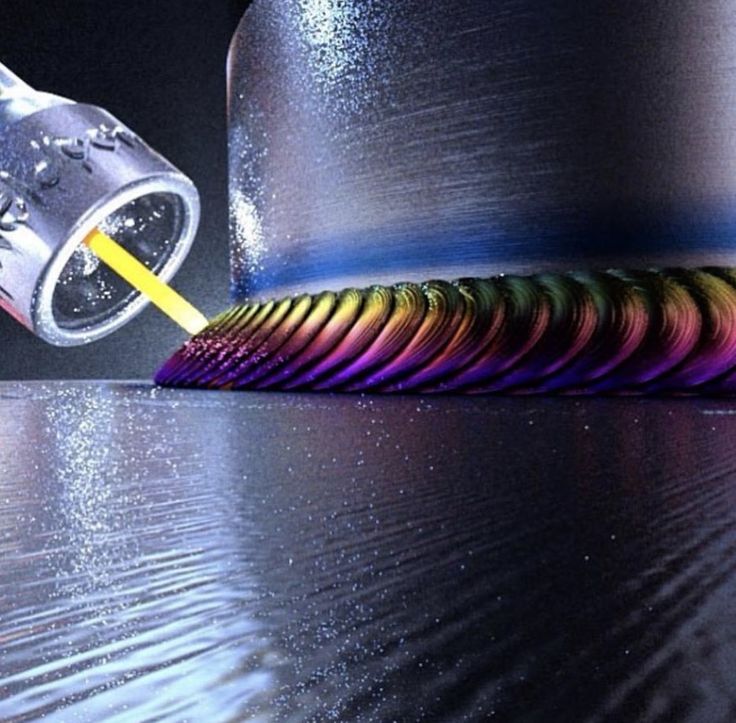 Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Основным недостатком аргоновой сварки выступает низкая скорость процесса при ручном исполнении. Расходники для сварки (вольфрамовые электроды, заправка баллонов аргоном) не дешевые. Метод сварки TIG подойдет для изготовления конструкций из нержавейки, заварки трещин блока цилиндров, ремонта легкосплавных дисков.
Ответы на вопросы: что такое аргонодуговая сварка и как правильно варить аргоном?
Как аргоном варить вертикальные швы?
СкрытьПодробнее
Сварка ведется по тем же принципам, что и в нижнем положении. Главное вести шов сверху вниз. Уменьшите силу тока на 10-20%, по сравнению с аналогичным стыком в нижнем положении, чтобы металл не стекал вниз.
Как правильно заточить вольфрамовый электрод?
СкрытьПодробнее
Затачивайте стержень на вращающемся алмазном круге. Его хватит на дольше, чем обычного шлифовального. Положите электрод острием от себя на торец вращающегося круга. Добейтесь угла заточки 20-30 градусов. Для сварки на токах 200-300 А нужна заточка 60 градусов. Тонкий металл 1—1.5 мм удобнее варить кончиком, как у иглы — угол заточки примерно 10 градусов.
Что делать, если сварочная ванна сильно пузырится?
СкрытьПодробнее
Отрегулируйте подачу аргона на редукторе. Газа или слишком мало (вырывается углерод наружу из металла) или слишком много.
Как варить аргоновой сваркой на улице в ветреную погоду?
СкрытьПодробнее
Варить как в цеху не получится — ветер сдувает защитный газ и оставляет сварочную ванну открытой для внешнего воздействия. Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Как заварить аргоном дырку диаметром 10 мм на тонком металле сечением 1.5 мм?
СкрытьПодробнее
Убавьте силу тока до 20 А. Приставьте присадочную проволоку к краю отверстия. Дугу зажигайте на проволоке. Добейтесь ее расплавления и переноса на основной металл. Тут же погасите дугу, чтобы не прожечь дырку еще больше. Постепенно усильте края со всех сторон, нарастив на них металл. Сужайте диаметр отверстия. Когда оно полностью перекроется, добавьте силу тока до 45 А и выровняйте поверхность.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Настройка tig сварки – от А до Я + Полезные советы
Ранее мы рассказывали о том,
как подобрать электрод, газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
-
Как подготовить tig горелку к работе?
-
Как настроить сварочный аппарат?
-
Как начать аргонодуговую сварку?
-
Как правильно вести сварочную горелку?
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
-
Устанавливаем редуктор на баллон с газом
-
Подключаем газовый шланг к редуктору
-
Подключаем байонетный разъем горелки к минусовому разъему
-
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
-
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
-
На панели управления выставляем метод сварки – TIG.
-
Устанавливаем предпродувку газа на 0,5 сек.
-
Настраиваем ток поджига – 25% от рабочего тока (А).
-
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
-
Устанавливаем ток сварки (А) (см. Таблицу ниже)
-
Выставляем время до тока заварки кратера (спада в секундах)
-
Выбираем значение тока заварки кратера в амперах
-
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
|
Вид металла |
Толщина металла, мм |
Род тока |
Сила тока¸А |
|
Стальные сплавы |
1,0 |
DC |
20 — 30 |
|
1,5 |
DC |
40 — 60 |
|
|
2,0 |
DC |
70 -90 |
|
|
3,0 |
DC |
100 — 120 |
|
|
4, 0 |
DC |
120 — 140 |
|
|
Алюминий |
1-2 |
AC |
20 — 60 |
|
4-6 |
AC |
120-180 |
|
|
6-10 |
AC |
220-230 |
|
|
11-15 |
AC |
280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
-
Использовать контактный поджиг
-
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера — финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Получите 10 самых читаемых статей + подарок!
*
Sunstone Welders > Обучение и безопасность в области микросварки > Аргон для микросварки
Вопросы? Обратная связь? на базе программного обеспечения для онлайн-чата Olark
Что такое газ аргон?
Газообразный аргон — химический элемент с символом Ar и один из благородных газов. Аргон также является третьим по распространенности газом на Земле. Аргон чаще всего используется в качестве инертного защитного газа. Аргон бесцветен, не имеет запаха, негорюч и нетоксичен.
Аргон также является третьим по распространенности газом на Земле. Аргон чаще всего используется в качестве инертного защитного газа. Аргон бесцветен, не имеет запаха, негорюч и нетоксичен.
Почему в сварочных системах Sunstone Orion используется аргон?
Аргон используется в качестве защитного газа в сварочных системах Sunstone Orion. Во время сварки обрабатываемые металлы подвергаются воздействию температур до 7000 градусов. При этих температурах большинство металлов становятся жидкими, что позволяет сформировать сварной шов. Аргон используется для защиты расплавленного металла от элементов в атмосфере, включая кислород, азот и водород. Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание при сварке. Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению провара, лучшему переносу присадочной проволоки и улучшению внешнего вида сварного шва.
Аргон премиум-класса Sunstone имеет чистоту 99,996 % (аргон 4. 6). Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом.
6). Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом.
Опасен ли аргон?
Аргон опасен, но по большей части это очень безопасный газ. Он нетоксичен и негорюч, поэтому не ядовит и не горит. Аргон поставляется в сжатом баллоне, и при работе со сжатым баллоном необходимо соблюдать надлежащий протокол безопасности. Аргон на 38 % плотнее воздуха, поэтому при работе в ограниченном пространстве обеспечьте надлежащую вентиляцию воздуха. Количество аргона, используемого в системе «Орион», очень мало и не представляет особой опасности для безопасности.
Какой аргон можно получить?
Мы рекомендуем использовать аргон чистотой 99,996 % (аргон 4.6). Это один из наиболее часто используемых сварочных газов в мире. Каждая крупная газоснабжающая компания будет нести это. Это то же самое, что и сварочный газ, используемый в традиционной установке для сварки TIG. Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом. Другие защитные газы, такие как смеси CO2 и аргона с CO2, работают хуже, чем чистый аргон. Аргон сверхвысокой чистоты или медицинский аргон не требуется.
Другие защитные газы, такие как смеси CO2 и аргона с CO2, работают хуже, чем чистый аргон. Аргон сверхвысокой чистоты или медицинский аргон не требуется.
О том, как долго должен работать мой баллон с аргоном?
Зависит от ряда различных факторов, таких как частота использования, настройки давления и настройки предварительной/последующей подачи. Аргон премиум-класса Sunstone поставляется в резервуарах емкостью 80 стандартных кубических футов, что является наиболее распространенным размером для использования с системами Sunstone Orion Welding Systems. Резервуара объемом 80 кубических футов хватает в среднем на 6-9 месяцев, в зависимости от использования.
Нужен ли мне регулятор аргона?
Да, если у вас еще нет газового регулятора, нажмите здесь, чтобы заказать регулятор AGR 2.
Мы настоятельно рекомендуем приобрести у нас регулятор AGR 2, чтобы убедиться, что у вас есть регулятор надлежащего типа, соответствующий баку, который мы вам отправляем.
Регулятор «AGR Inline» не будет работать с аргоновыми баллонами премиум-класса Sunstone
Какое рекомендуемое давление аргона?
Системы Sunstone Orion Welding лучше всего работают при давлении около 10 фунтов на квадратный дюйм. Давление можно регулировать в зависимости от заготовки и того, насколько электрод выступает из сварочного щупа. Чем дальше электрод, тем большее давление аргона потребуется для получения надлежащего покрытия.
Прецизионный газовый регулятор
Встроенный газовый регулятор
В каких системах используется аргон?
Импульсно-дуговая система сварки Micro TIG
Все системы импульсной дуговой сварки Orion или Micro TIG компании Sunstone используют защитный газ аргон для обеспечения более качественного сварного шва и более стабильной дуги. Хотя аргон не требуется при использовании сварочных систем Orino, его использование настоятельно рекомендуется для получения стабильных высококачественных сварных швов.
Лазерная сварка
Линия Sunstone систем лазерной сварки Orion LZR предлагает широкий выбор систем лазерной сварки от настольных до полностью автоматизированных систем. Все эти системы интегрированы с аргоновым соплом и клапанами аргона с компьютерным управлением, которые используются для защиты лазерных сварных швов.
Сварка сопротивлением
Компания Sunstone предлагает широкий выбор систем контактной сварки для точечной и микроточечной сварки. Эти системы используются для широкого спектра применений, включая батареи, медицинские устройства, промышленное применение, сварку шпилек, автомобильную промышленность, сетку и экран и многие другие применения. Газ аргон используется, когда требуется более высокое качество сварного шва или лучший внешний вид сварного шва.
Почему сварщики используют аргон (и что это такое)?
Когда дело доходит до сварки, аргон является одним из наиболее широко используемых вариантов профессиональными сварщиками. Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Почему сварщики используют аргон? Сварщики используют аргон, потому что он обычно применяется в качестве защитного агента. Когда профессионал выполняет процесс сварки, он подвергает металл воздействию высоких температур. Часто эти температуры превышают 5000 градусов и могут быть очень жаркими.
Газ является одним из наиболее важных газов, который часто требуется сварщикам, и может улучшить работу, выполняемую людьми этой профессиональной категории. Газ бесцветный и без запаха. Газ также негорюч и совершенно нетоксичен, поэтому его можно использовать в таких широких масштабах.
Один из самых популярных вопросов, которые люди задают об этом конкретном газе, — почему он используется. Это тип газа, который невероятно полезен для своих конкретных целей, но немногие знакомы с причинами его действия и почему большинство людей используют этот газ. В этой статье мы расскажем, почему сварщики используют аргон и тонкости этого конкретного газа.
В этой статье мы расскажем, почему сварщики используют аргон и тонкости этого конкретного газа.
Подробнее о том, почему сварщики используют аргон
Как я уже говорил выше, аргон часто используется в качестве защитного агента для защиты сварщиков от чрезвычайно высоких температур. Однако эти высокие температуры необходимы для превращения металла в жидкость, поэтому его можно формовать несколькими способами. Большинство металлов также плавятся при этих температурах, поэтому их можно легко сваривать и придавать нужную форму.
Роль аргона в этом процессе заключается в защите расплавляемых металлов. Когда металлы соприкасаются с высокими температурами, они могут вступать в реакцию с некоторыми газами в окружающем воздухе. Он может реагировать с такими вещами, как азот, кислород и водород, присутствующими вокруг него, что может привести к нежелательным результатам. На металлы наносится аргон, поэтому они не вступают в реакцию с остальными компонентами в воздухе.
Хотя аргон считается одним из лучших защитных агентов в воздухе, он также считается полезным для поддержания стабильности дуги. При работе с любыми металлами всегда ценится хорошее проплавление сварного шва и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным.
При работе с любыми металлами всегда ценится хорошее проплавление сварного шва и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным.
Что такое защитные газы?
Термин «защитный газ» в основном используется применительно к аргону и может быть чрезвычайно полезен для всех, кто выполняет любые сварочные работы. Защитные газы — это классификация инертных или полуинертных газов.
Они защищают металлы от любых реакций, которые могут происходить в атмосфере. Защитный газ важен потому, что он помогает сварщику защитить металл, с которым он работает. Это предотвращает любые разрушения металла и позволяет сварщику работать без каких-либо беспокойств.
Несмотря на то, что аргон необходим в качестве защитного агента при работе с металлами, это не единственный компонент, который можно использовать при попытке выполнить это. Гелий также часто используют сварщики, потому что он работает аналогично аргону и дает лучшие результаты.
Кислород также иногда используется в качестве добавки при работе с металлами из-за его стабильности. Есть также несколько случаев, когда аргон используется вместе с кислородом для достижения лучших результатов.
Есть также несколько случаев, когда аргон используется вместе с кислородом для достижения лучших результатов.
Чем опасен аргон?
При использовании любого газа обратите внимание на то, какие меры предосторожности необходимо принять и что необходимо сделать, чтобы обеспечить его максимально безопасное использование. В основном аргон относительно безопасен. Газ негорюч, а также не выделяет ничего токсичного, поэтому сварщики могут его регулярно использовать. Это также означает, что газообразный аргон не будет гореть при воздействии тепла, пламени или искр.
Несмотря на это, примите необходимые меры безопасности при использовании этого газа. Газ аргон обычно дается сварщикам в баллоне со сжатым воздухом, для которого предусмотрен свой список мер предосторожности. При использовании этого продукта необходимо соблюдать правила техники безопасности при использовании обычных компрессионных баков.
Одной из самых больших опасностей, возникающих при использовании аргона, является его повышенное присутствие в воздухе вокруг человека, который его использует. Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.
Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.
Вот почему рекомендуется использовать газ на открытом воздухе или в хорошо проветриваемом помещении. Существуют ограничения на количество аргона, которое можно поместить в баллон со сжатым воздухом. Как правило, количество в одном резервуаре достаточно безопасно для использования и не приведет к избыточному количеству в окружающей атмосфере.
Какие виды аргона используют сварщики?
Хотя аргон необходим в любом сварочном процессе, разные сварщики используют аргон разной плотности и чистоты при работе. Как правило, сварщики, работающие с различными металлами и сплавами одновременно, используют 99,996% аргона. Это один из наиболее часто используемых стандартов газа, а также один из самых эффективных аргоновых газов, которые могут использовать сварщики.
Этот газ обычно предлагается большинством поставщиков, известных тем, что они предлагают аргон. Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона.
Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона.
Это смесь элементов, обеспечивающая гораздо меньшую эффективность по сравнению с чистым аргоном, но являющаяся хорошим и недорогим вариантом, которым могут воспользоваться сварщики. Еще один существующий тип аргона — это медицинский аргон.
Это считается самой чистой формой Агона и не содержит следов какого-либо другого соединения или элемента. Этот аргон дорог и не сильно отличается от других комбинаций аргона, поэтому он редко используется сварщиками.
Как долго служат баллоны с аргоном?
Аргон жизненно важен для сварщиков и необходим им регулярно. Время, в течение которого может работать резервуар с аргоном, в основном зависит от используемого резервуара с аргоном, состава резервуара и общего использования, которым занимается один человек. Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака.
Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака.
Резервуары с аргоном могут быть разных размеров, и аргон, который используется из резервуара, может определить, сколько времени потребуется, чтобы резервуар закончился. Настройки давления в баке также могут повлиять на то, как долго он прослужит. Настройки предварительного и последующего потока в резервуаре могут играть роль в определении того, сколько и как долго продлится.
Размер резервуара, который обычно получают, составляет от 30 до 40 SCF. Это одни из самых распространенных размеров, которые используют сварщики при выполнении своих задач. Сварщик, регулярно использующий этот резервуар, может рассчитывать на достаточное количество аргона примерно на три-шесть месяцев.
Почему сварщики используют регуляторы аргона?
При работе с любым аргоном сварщики используют нечто, известное как регулятор аргона. Это важно для тех, кто регулярно использует аргон в своих сварочных процессах. Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона.
Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона.
Одна из основных причин, по которой регулятор аргона считается необходимым, заключается в том, что он помогает регулировать поток аргона из резервуара. Это также позволяет сварщику получать более стабильную подачу аргона, а не все сразу.
Найдите хорошо работающий регулятор, совместимый с используемым баком. Обратите внимание на резервуар, который вы используете, и на регулятор, который с ним работает. Это важно, потому что не все регуляторы подходят для всех типов резервуаров, доступных в настоящее время на рынке.
При каком давлении сварщики используют аргон?
Один из наиболее важных вопросов, который люди задают о сварщиках, касается давления, при котором они используют свой аргон. Большинство резервуаров с аргоном хорошо работают, если установлено значение 10PSL.
Это также один из наиболее часто используемых стандартов среди тех, кто хочет эффективно эксплуатировать свои машины.