Принципиальные схемы маломощных сварочных аппаратов
Домашнее хозяйство будет неполным без сварочного аппарата, даже если он небольшой мощности. Работа в гараже, на приусадебном участке или даже в квартире иногда требует подключения сварки. Но не покупать же дорогой инвертор, если сварка может понадобиться раз в год или реже. Поэтому многие мастера делают такое устройство своими руками. А для этого нужна несложная и работоспособная схема аппарата на основе маломощного трансформатора, желательно схемы постоянного тока.
Аппарат, работающий в широком диапазоне тока и напряжения, для дома совершенно не нужен. Чаще будет необходима маломощная сварка – скрепить несколько листов металла, соединить уголки или швеллера, полосы и прутья. А для маломощного сварочного аппарата и схема будет упрощенной. Первые сварочные аппараты работали на переменном токе, и за неимением других вполне всех устраивали. Для такого агрегата достаточно было сделать понижающий трансформатор и снабдить его силовыми кабелями с электрододержателем.
Аппараты для сварки переменным током делятся на четыре типа:
- Схема с отдельным дросселем.
- Устройство со встроенным дросселем.
- С магнитным подвижным шунтом.
- С подвижной обмоткой и увеличенным магнитным рассеиванием.
Пульсации переменного тока аппарата сглаживались Т-образным фильтром, который состоит (на схеме) из дросселей Др1, Др2 и конденсаторов С1-С4. Дроссель сварочного агрегата обычно использовался или от люминесцентных ламп, или наматывался на самодельной катушке. С увеличением площади сечения железа дросселя уменьшалась вероятность вхождения магнитной системы в режим насыщения. Если это происходило при большом токе нагрузки (например, при резке металла), то индуктивность дросселей резко уменьшалась и сварочный ток не сглаживался. Соответственно, дуга горела неустойчиво.
Принципиальная схема сварочного аппарата переменного тока имела недостатки – работа только соответствующими электродами, невозможность регулировки тока дуги, подключения более мощных электродов и, вследствие этого – часто залипание электрода, приводящее к перегреву и выходу из строя обмоток трансформатора. С появлением полупроводников схема несколько усложнилась, но работать сваркой на постоянном токе стало удобнее и безопаснее.
С появлением полупроводников схема несколько усложнилась, но работать сваркой на постоянном токе стало удобнее и безопаснее.
И всего-то для этого нужно было в устройство добавить диодный мост. Так появился аппарат постоянного тока. Правда, диоды должны быть мощными и оснащаться охладительными радиаторами. Впоследствии схема усложнилась – добавились сглаживающие фильтры, регуляторы сварочного тока (механические или электронные), схемы защиты от КЗ и перегрева.
Простая схема сварочного аппарата работала хорошо, но удовлетворяла не всем требованиям технологий обработки металлов. По-прежнему, хотя и стало возможным работать любыми электродами, они залипали, и первой деталью, которая чаще всего выходила из строя, стали диоды. Радиаторы не всегда помогали, поэтому для предотвращения их перегрева сначала появились вентиляторы, а затем и транзисторно-тиристорные схемы защиты. Такая электронная начинка предохраняла устройство не только от короткого замыкания при залипании, но и предохраняла аппарат от перегрева.
Постоянным током стало возможным работать и электродами, и электродной проволокой без обмазки. Для розжига сварочной дуги на малых значениях тока напряжение на II обмотке трансформатора Uхх должно быть повышено до 70-85 В. Электроды можно использовать и более тонкие – начиная с 2-х мм. Мощные тиристоры (симисторы) позволяют плавно регулировать ток, изменяя напряжение на II обмотке в диапазоне 0,1 Uхх-0,9Uхх.
Требования к магнитопроводу
Такая схема приобрела универсальность – кроме сварочных работ, этим сварочным аппаратом стало возможно заряжать аккумуляторы, подключать к нему ТЭНы и использовать в других целях. В домашних условиях сборка универсального сварочного аппарата с током сварки 15-250 А – дело неблагодарное. Поэтому самодельная сварка часто имеет маленькую мощность, при которой возможно использование электродов диаметром 2-4 мм. Но для работы на малых токах применения схем с электронной регулировкой сварочного тока не избежать.
Поэтому, проанализировав требования к конструкциям любительских аппаратов для дома, можно очертить круг выполняемых параметров для них:
- Устройство должно иметь маленькие габариты и небольшой вес.

- Напряжение питания — 220 В, 50 Гц.
- Время непрерывной работы — сжигание 4-5 электродов диаметром 2-4 мм.

Первое требование определяется мощностью сварочного агрегата, поэтому их вполне можно регулировать. Время безопасной работы аппарата зависит теплостойкости изоляции, трансформаторного железа и провода для I и II обмоток. Для домашней сварки можно использовать стержневой магнитопровод. Сердечник в устройство набирается из пластин, изготовленных из электротехнической стали любой формы, но толщиной 0,3-0,6 мм.
 com/embed/i5ssXxTf2q8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/i5ssXxTf2q8″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Сердечник для тора обычно изготавливается из трансформаторного ленточного железа – его сворачивают в рулон. Чтобы увеличить внутренний диаметр окна, часть ленты изнутри отматывается и наматывается снаружи. Расчетное сечение сварочного магнитопровода необходимо принимать как минимум 55 см2.
Требования к обмоткам трансформатора
Плотность тока в обмотке должна быть 5 А/мм2. Мощность II обмотки рассчитывается по формуле P2=Iсв х Uсв. Сечение провода может быть в пределах 5-7 мм2. Также для вторичной обмотки может использоваться медная прямоугольная шина диаметром до 3 мм. Сечение провода S в квадратных миллиметрах рассчитывается по формуле:
S = (∏х D)/4 или S = ∏*R2; где:
D — диаметр провода без обмотки. Если нет провода нужного диаметра, обмотку можно намотать два слоя. Общее сечение двух проводов вычисляется по формуле: D х 1,41. Если для обмоток трансформатора используется алюминиевый провод, то его сечение увеличивается в 1,7 раза.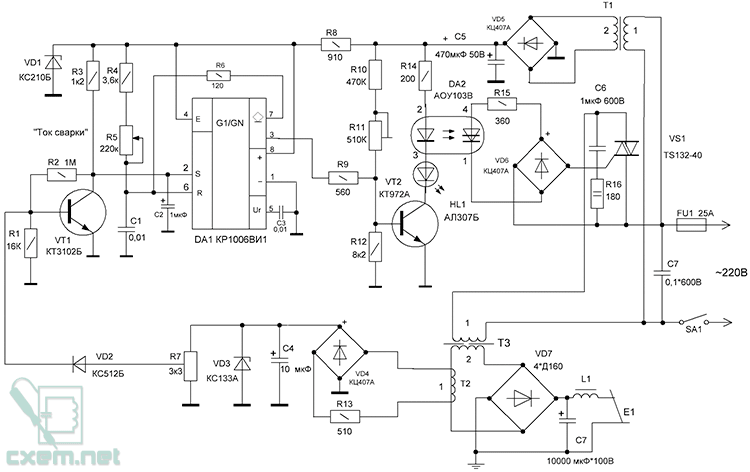
Количество витков первичной обмотки рассчитывается по формуле:
W1=(k2 х S)/U1, где:
- k2 — постоянная величина.
- S — сечение ярма, см2.
Первичная обмотка в устройство наматывается термостойким медным проводом в стеклотканевой (МГТФ) или хлопчатобумажной изоляции (ПЭЛБО). Провод в ПВХ использовать не рекомендуется – при длительной работе изоляция может оплавиться и привести к короткому замыканию в обмотке.
Схема инверторного сварочного аппарата своими руками
Самодельный сварочный аппарат (инвертор) — конструкция, изготовление
Конструктор и знаменитый ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство – сварочный инвертор. Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
Самая важное при конструировании или ремонте покупного или самодельного инвертора — его принципиальная электрическая схема.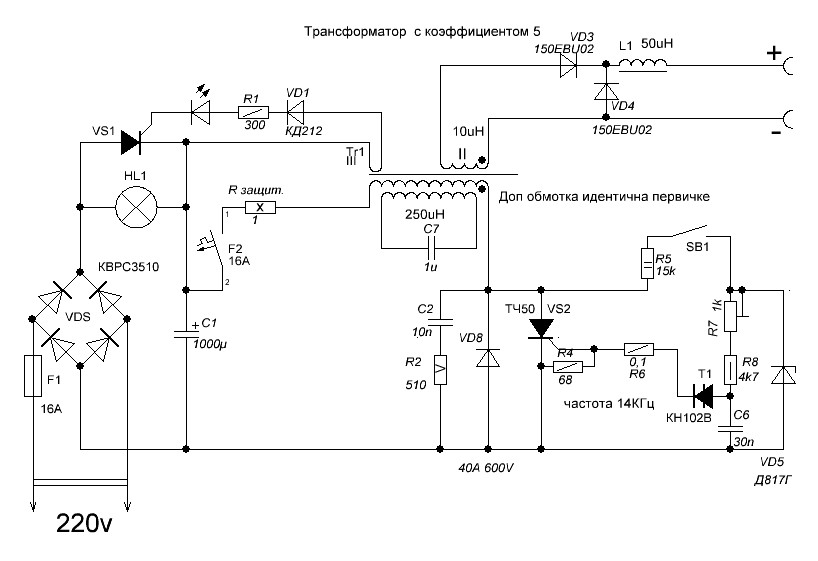 Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
Изготовление трансформатора и дросселя
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Каркас для трансформатора.
- Медная шина или провод.
- Скоба для фиксации двух половинок сердечника.
- Термостойкая изоляционная лента.
Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов. Алюминиевые провода такого же сечения не способны выдержать достаточно большую плотность тока в инверторе.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
Между первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель. Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Конструкция сварочного аппарата
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания. Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
Вес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
Инвертор из компьютераКак настраивать работу инвертора
Сделать самодельный сварочный инвертор, это не так уж и сложно, тем более что это почти полностью бесплатное изделие, если не считать расходы на некоторые детали и материалы. Но для настройки собранного устройства может понадобиться помощь специалистов. Как это можно сделать самому?
Инструкция облегчающая самостоятельную настройку сварочного инвертора:
- Для начала нужно подать сетевое напряжение на плату инвертора, после чего блок начнет издавать характерный писк импульсного трансформатора. Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
- После того, как силовые конденсаторы полностью зарядились от сети, нам нужно замкнуть токоограничивающий резистор в их цепи. Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
- Применение такого резистора значительно уменьшает скачки тока во время включения сварочного аппарата в сеть 220 вольт.
- Наш инвертор способен вырабатывать ток свыше 100 ампер, это значение зависит от конкретной схемы, примененной в разработке. Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.
- Режим сварки, проверяется непосредственно на блоке управления, подключив вольтметр к выходу усилителя оптрона. Если инвертор маломощный, среднее амплитудное напряжение должно составлять около 15 вольт.
- Затем проверяется правильность сборки выходного моста, для этого на вход инвертора подается напряжение 16 вольт от любого подходящего блока питания. На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
- Для сравнения можно проверить работу промышленного инвертора. При помощи осциллографа измеряют импульсы на обоих обмотках, они должны соответствовать друг другу.
- Теперь необходимо проконтролировать работу сварочного инвертора с подключенными силовыми конденсаторами. Меняем напряжение питания с 16 вольт на 220 вольт, подключая аппарат непосредственно к электрической сети. При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
 Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв! На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.Видео: сварочный инвертор на ремонте.
Сварочный инвертор – это очень популярный и необходимый аппарат, в любой деятельности, как на промышленных предприятиях, так и в домашнем хозяйстве. Кроме того, за счет применения встроенного выпрямителя и регулятора тока, с помощью такого сварочного инвертора можно добиться лучших результатов сварки по сравнению с результатами, которых можно достичь при пользовании традиционными аппаратами, трансформаторы которых выполнены из электротехнической стали.
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток — 32 ампера, 220 вольт. Ток сварки — около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 — схема сварочника. Частота — 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Частота — 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц — два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 — 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.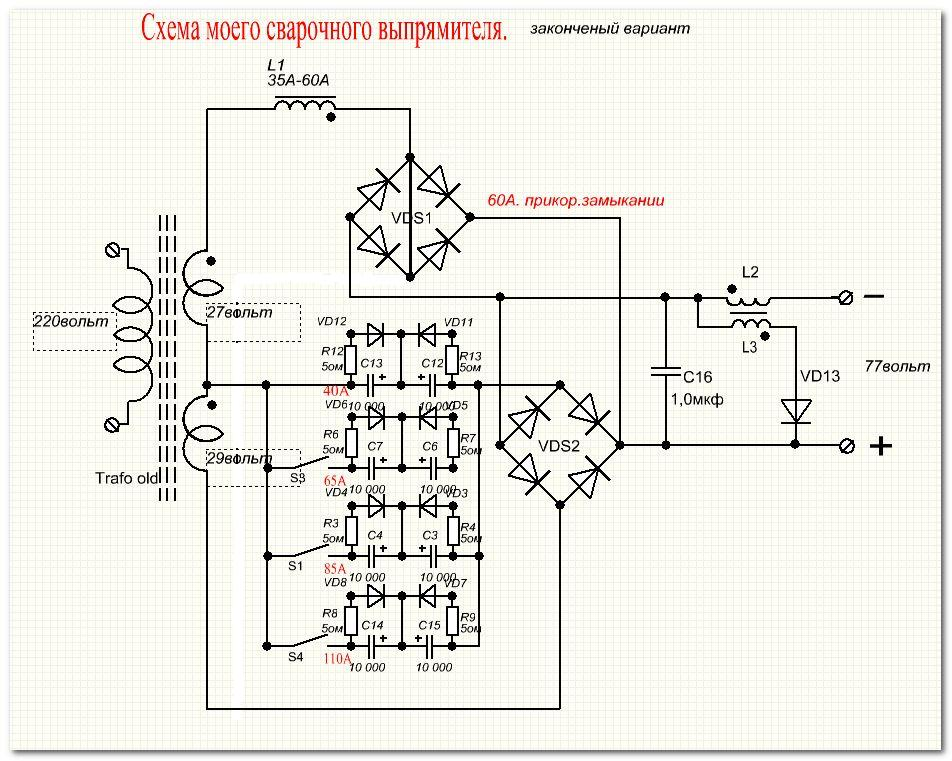 3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0. 15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
первая — они глушат резонансные выбросы трансформатора
вторая — они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются, то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть — убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше — ширина больше, ток меньше — ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Сборка инверторного сварочного аппарата своими руками
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете.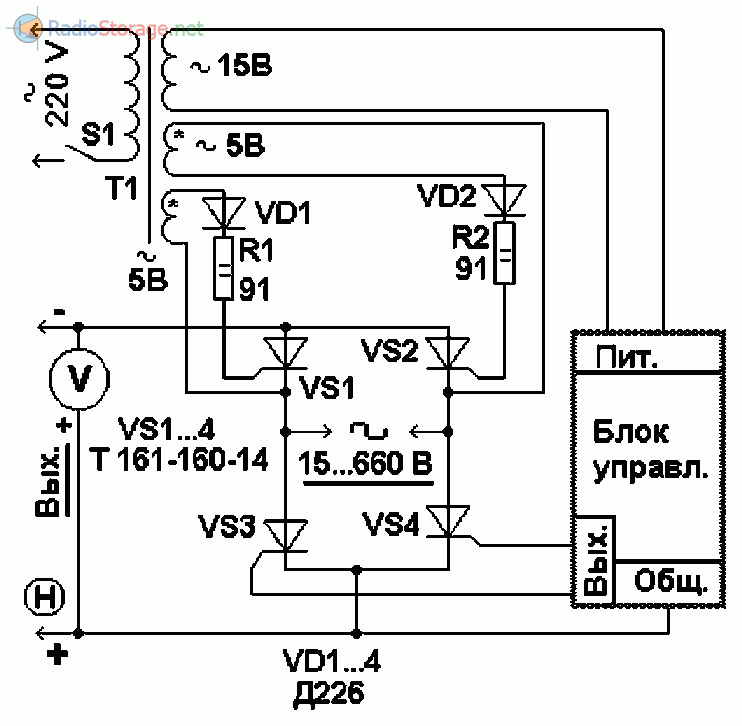 Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25. .0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
.0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
- Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
 Обыкновенный струйный принтер для этих целей не подойдет.
Обыкновенный струйный принтер для этих целей не подойдет.После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.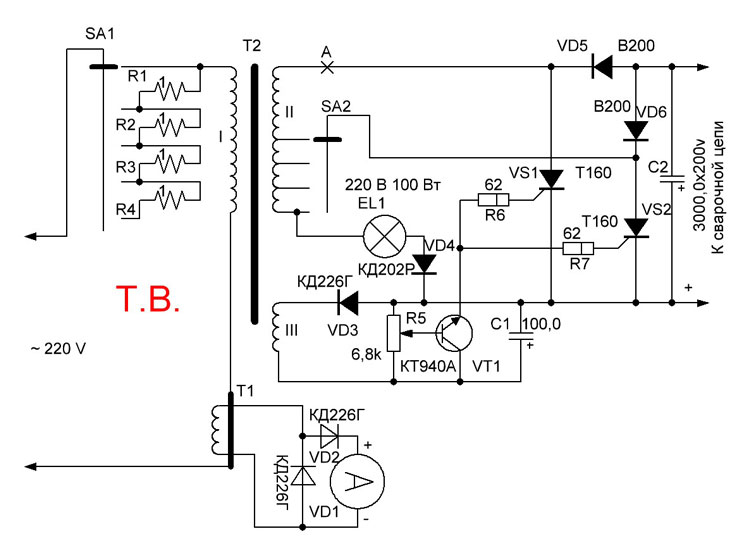
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120. .150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
 .150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
.150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Как своими руками изготовить сварочный инвертор?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.

Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.

Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.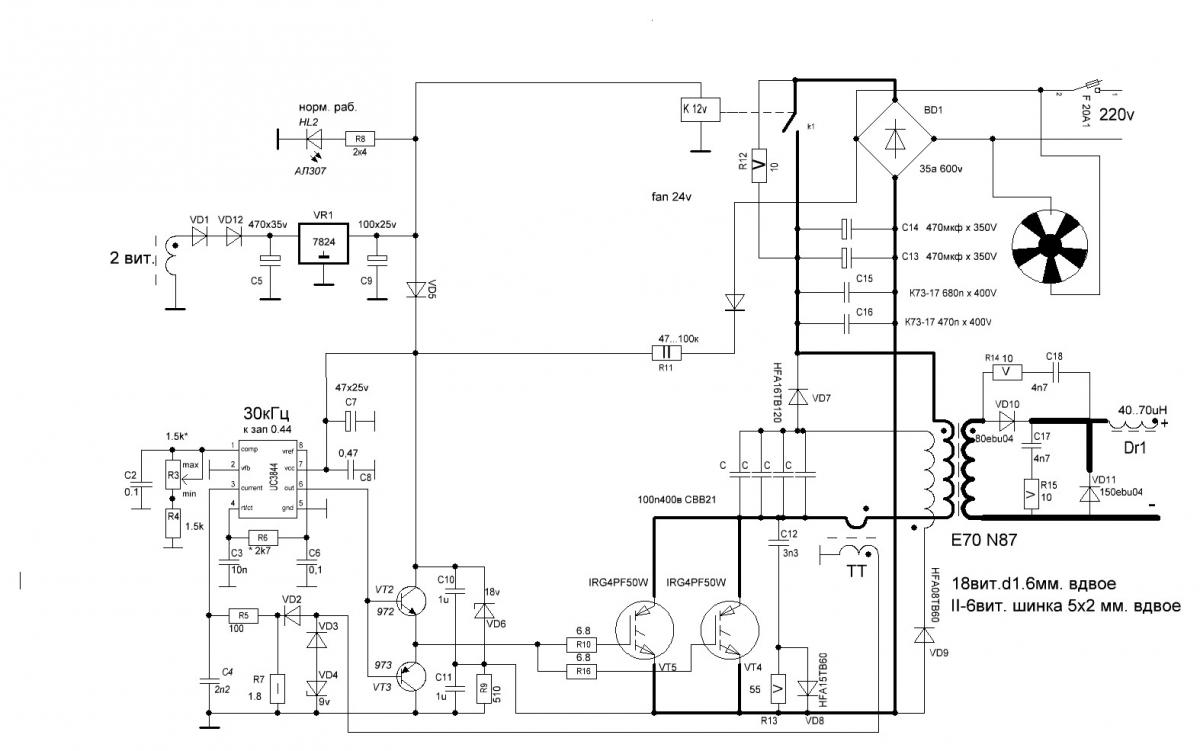
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Сварочный инвертор своими руками: схема и описание. Ремонт сварочных инверторов своими руками
Все сварочные приборы сделаны одинаково. Везде применяется схема, где в качестве переключателей выступают мощные полевые транзисторы. В магазинах можно найти большой ассортимент этих аппаратов. Однако стоимость их нередко очень велика. Поэтому многие решают сделать сварочный инвертор своими руками. Для работы дома, в гараже и на даче вполне можно обойтись электродуговой сваркой. Ее делают при помощи трансформаторного или инверторного прибора.
Трансформаторный тип надежен и долговечен. Он может работать при любом токе. Но есть у него два больших минуса: при падении напряжения ниже двухсот вольт он автоматически выключается. И еще он имеет большой вес.
Инверторный аппарат изобрели недавно. Об этом типе сварочных приборов и расскажет данная статья.
Преимущества и недостатки инверторного прибора
Плюсами являются следующие параметры:
- Вес — не более пяти килограмм. Это является неоспоримым преимуществом, потому что дает возможность легко перевозить его или просто передвигать в рамках мастерской.
- Он способен продолжать работать даже при падении напряжения, не выключаясь, как трансформаторный прибор.
- Аппарат функционирует при постоянном и переменном токе.
Условными минусами можно назвать:
- Высокую стоимость прибора.
- Его необходимо периодически очищать его от пыли.
Но ввиду того, что аппарат будет изготавливаться своими руками, первый минус не столь актуален. Периодический уход необходим за любым устройством, поэтому очистка будет гарантией его бесперебойной работы.
Также для функционирования прибора необходимо приобрести специальные навыки и быть осторожным при его эксплуатации.
Что необходимо для изготовления?
Трансформатор от обычной микроволновой печи прекрасно подойдет для того, чтобы изготовить простой сварочный инвертор своими руками. Он состоит из катушек, железа, эмали и медного провода.
Катушки используются первичной и вторичной обмотки, а покрытый эмалью медный провод намотан на железную сердцевину.
В каждой катушке есть свое количество витков. Первичная обмотка необходима для работы электрической сети, а во вторичной, благодаря индукции, происходит образование тока.
Ток может достигать ста тридцати ампер, но на первичной обмотке будет всего двадцать ампер. Для хорошего сварочного соединения требуются электроды не более трех миллиметров в диаметре. Такой аппарат может выполнять сварку при обратной полярности.
Уменьшение количества витков
Чтобы сварочный инвертор, своими руками созданный, нормально работал, нужно уменьшить напряжение (так как трансформатор микроволновки дает свыше двух тысяч вольт) и нарастить значение тока.
С этой целью вторичная обмотка перематывается другим проводом, который покрыт эмалью. Для этого аккуратно разрезается и удаляется старая обмотка. Число витков и сечение нового провода зависят от применяемого трансформатора. Но подсчитать его не составит никакого труда. Любой учебник физики сможет в этом помочь. Как вариант — воспользоваться онлайн-калькулятором. По окончании работы новую обмотку покрывают специальным токоизоляционным лаком.
Схемы сварочных инверторов, своими руками сделанных
Нижеследующие схемы помогут лучше понять принцип работы прибора. Изучите их внимательно.
Сборка
Чтобы самодельный сварочный инвертор, своими руками сделанный, был удобен в эксплуатации и его можно было транспортировать, ему потребуется корпус. Туда и будут монтировать все детали.
Трансформаторы крепятся один за другим, при этом происходит уменьшение тока до пятидесяти ампер. Обмотки первичные монтируются параллельно, а вторичные — последовательно. Таким образом, получится устройство с нагрузкой в шестьдесят ампер и тридцать восемь вольт на выходе.
Детали устанавливаются на заводскую плату. При этом фиксация блока питания, драйверов и платы производится отдельно. Силовая часть отделяется металлическим листом, присоединенным к корпусу, от платы. Соединяются управляющие проводники.
Все силовые дорожки должны быть армированы при помощи медной проволоки.
Для отвода тепла крепится специальный радиатор. От его качества зависит долговечность всего устройства.
Сопротивление для блока питания выбирается такое, чтобы было питание в двадцать вольт. Входные выпрямители должны иметь достаточно мощные радиаторы.
В корпус вставляется термический датчик для фиксации максимальной температуры.
Блоком управления служит ШИМ-контроллер с одним каналом настройки. Его назначением является обеспечение горения дуги и стабильность работы. Вмонтированный конденсатор будет влиять на силу сварочного тока.
Особенности системы охлаждения
В будущий сварочный инвертор своими руками монтируются с обеих сторон два вентилятора. Благодаря им вытягивается воздух. Для его поступления снизу корпуса просверливают до нескольких десятков сквозных отверстий.
Назначение аппарата
Такой сварочный инвертор, своими руками сделанный, использовать гораздо удобнее и проще, чем трансформаторный прибор. К тому же качество шва у него получается лучше. Его используют при сварке:
- Цветного металла.
- Черного металла.
- Тонких стальных листов.
- Нержавейки.
Детали для устройства
После того как схемы сварочных инверторов, своими руками создаваемых, конструкция и сборка изучены и понятны, переходите к покупке деталей для устройства. Их можно приобрести в магазинах, но лучше воспользоваться интернетом, так как на виртуальных площадках гораздо больший выбор, да и стоимость деталей ниже.
Однако в погоне за дешевизной нельзя забывать об их надлежащем качестве, потому что от этого зависит не только хорошая работа, но и безопасность в целом.
Итак, необходимо приобрести:
Также потребуется купить и другие аксессуары, такие, как держак, кабель и прочее.
Ремонт сварочных инверторов своими руками
Сварочный прибор необходимо правильно эксплуатировать и периодически осматривать. Если будут обнаружены неполадки, нужно производить ремонт сварочных инверторов (своими руками это сделать вполне реально).
С этой целью при плохом контакте все детали разъединяются, прочищаются сами и их поверхность, а затем соединяются снова.
Если имеется малая нагрузка сети, но устройство потребляет большой ток, то причиной является замыкание витков. Для устранения неполадки необходимо перемотать катушки и заменить изоляцию.
Если сварочная дуга постоянно исчезает, то причиной этого являются пробои обмотки.
Сварочный инвертор полуавтомат (своими руками сделанный) Помелова В.Н. Преимущества
Это устройство подходит для аккуратной и быстрой точечной сварки. При сварке в среде углекислого газа очень малая зона подпадает под термическое влияние, при окрашенной детали краска выгорит лишь узкой полоской, расплавление электродной проволоки происходит очень быстро, и даже если детали имеют различную толщину, шов будет таким же качественным. Кроме того, углекислый газ легче достать, чем ацетилен и кислород, а сварка осваивается достаточно легко.
Конструкция
Базой прибора является трансформатор Т1 для сварки, который подключается к сети в двести двадцать вольт (включается нажатием на кнопку «Пуск», которая подключена к каскаду VT3).
К такому же ключу VT4 подключен диод из кремния VD14, который можно закрепить как термодатчик при продолжительной работе. Но если прибор не будет перегреваться, то без него можно спокойно обойтись.
ИМС DD1 155ЛАЗ обеспечивает все фазы сигналов для выходных узлов. Она питается так же, как и VS1, VT1, VS2, VT2, VT3 и 4 напряжением пять вольт от выпрямителя.
Мощные выпрямительные диоды могут быть Д151-160, Д160-200, В200-6, В2-200-9.
В подборе других элементов вопросов возникнуть не должно.
Сварочный трансформатор имеет мощность от двух с половиной до трех киловатт при медной проволоке шесть на восемь миллиметров во вторичной обмотке, стержневом магнитопроводе для напряжения в двадцать один вольт и токе в сто двадцать ампер.
Одна и другая обмотки мотаются симметрично, конец одной обмотки обязательно соединяется с началом другой. Провод для этого используется двух с половиной миллиметров в диаметре.
На двигатель с прорезью наматывается дроссель L1 сварочным кабелем. У конденсатора С1 емкость четыре тысячи мкФ.
Держак состоит из резинового шланга с примерным диаметром в три сантиметра. По нему подается углекислый газ. С одной стороны шланга находится разъем со штуцером, контактами, отверстием и гайкой, которая крепит весь разъем. С другой стороны — ручка с переключателем и трубка с наружной резьбой, где монтируется наконечник.
Почти все узлы схемы расположены в корпусе. Остальные размещены следующим образом:
Сделать сварочный инвертор своими руками совсем несложно. Нужны лишь желание и небольшое усердие для реализации задуманного.
Пошаговая сборка инверторной сварки
Инверторная сварка своими руками — это очень простоИнверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертораСварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертораЧтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
Как выглядит схема инверторной сваркиДля того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройстваПосле проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратомПосле включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
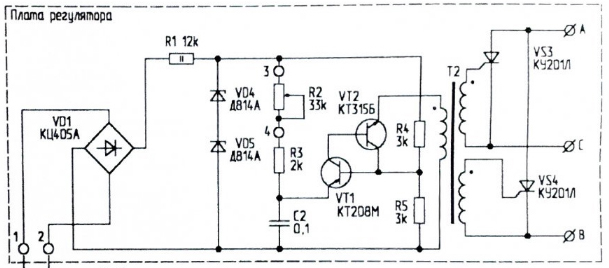
Сварочный аппарат на мощных тиристорах
Самодельная электроника в быту
материалы в категории
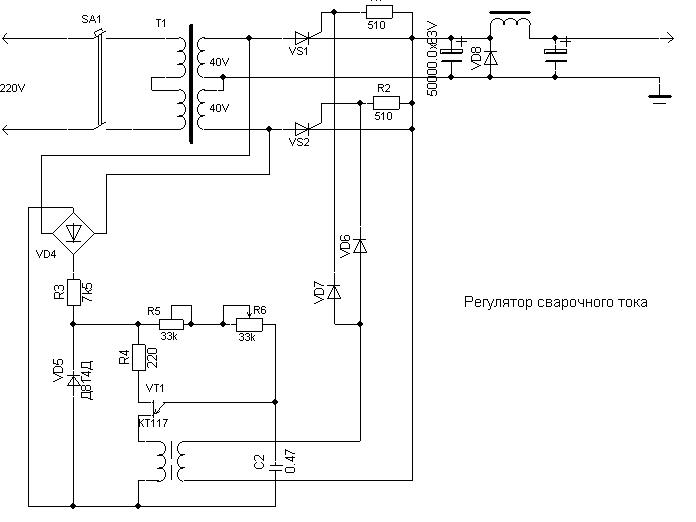
Предлагаемое устройство представляет собою регулятор постоянного тока, а так как диапазон регулировок у него очень широк и используются мощные тиристоры то применять его можно и как мощное зарядное устройство так и сварочный аппарат.
Схема сварочного аппарата на тиристорах
График, поясняющий работу силового блока, выполненного по однофазной мостовой несимметричной схеме (U2 — напряжение, поступающее со вторичной обмотки сварочного трансформатора, alpha — фаза открывания тиристора, t — время).
Регулятор может подключаться к любому сварочному трансформатору с напряжением вторичной обмотки U2=50…90В. Предлагаемая конструкция очень компактна. Общие габариты не превышают размеры обычного нерегулируемого выпрямителя типа «мостик» для сварки постоянным током. Схема регулятора состоит из двух блоков: управления А и силового В. Причём первый представляет собой не что иное, как фазоимпульсный генератор. Выполнен он на базе аналога однопереходного транзистора, собранного из двух полупроводниковых приборов n-p-n и p-n-p типов. С помощью переменного резистора R2 регулируется постоянный ток конструкции. В зависимости от положения движка R2 конденсатор С1 заряжается здесь до 6,9 В с различной скоростью. При превышении же этого напряжения транзисторы резко открываются. И С1 начинает разряжаться через них и обмотку импульсного трансформатора Т1. Тиристор, к аноду которого подходит положительная полуволна (импульс передаётся через вторичные обмотки), при этом открывается.
В качестве импульсного можно использовать промышленные трёхобмоточные ТИ-3, ТИ-4, ТИ-5 с коэффициентом трансформации 1:1:1. И не только эти типы. Хорошие, например, результаты дает использование двух двухобмоточных трансформаторов ТИ-1 при последовательном соединении первичных обмоток. Причём все названные типы ТИ позволяют изолировать генератор импульсов от управляющих электродов тиристоров.
Только есть одно «но». Мощность импульсов во вторичных обмотках ТИ недостаточна для включения соответствующих тиристоров во втором (см. схему), силовом блоке В. Выход из этой «конфликтной» ситуации был найден элементарный. Для включения мощных использованы маломощные тиристоры с высокой чувствительностью по управляющему электроду.
Силовой блок В выполнен по однофазной мостовой несимметричной схеме. То есть тиристоры трудятся здесь в одной фазе. А плечи на VD6 и VD7 при сварке работают как буферный диод.
Монтаж? Его можно выполнить и навесным, базируясь непосредственно на импульсном трансформаторе и других относительно «крупногабаритных» элементах схемы. Тем более что соединяемых в данную конструкцию радиодеталей, как говорится, минимум-миниморум.
Прибор начинает работать сразу.
Моделист-конструктор 1994 №9.
А.ЧЕРНОВ, г. Саратов
Трехфазный сварочный аппарат на 400 Ампер
Этот сварочник был сделан ещё 4 года назад и работает до сих пор очень хорошо. А началась история по созданию с того, что нашёл большой трехфазный трансформатор 13 кВт от выпрямителя, на разборке, и смог купить его за небольшую сумму. А в наличии уже был весь мост, то есть 6 диодов на 200 ампер.
Первичная обмотка намотана с помощью плоской шины 3 х 5 мм, а вторичная — 4 х 6 мм под напряжение 110 В. Включение такого большого трансформатора в сеть было через предохранители на 25 А. Понятно что мягкий старт будет необходим. Далее размотал некоторые вторичные обмотки, а остальные разделил на две части и соединил параллельно, что дало 48 мм квадратные обмотки на каждой колоне и напряжение 28 В (на каждой из них). Подключил обмотки в звезду и присоединил к выпрямительному мосту, получив на выходе напряжение 65 В постоянного тока.
Для регулирование сварочного тока выбрал 3-фазный контроллер на первичной стороне по двум причинам: фазовый контроллер на U209B имеет плавный пуск, и уже были диоды, поэтому не пришлось покупать тиристоры для регулировки по вторичной обмотке. Купил только 3 штуки U209B и 3 BTA-41-600 — остальные детали были дома, потому что у каждого электронщика есть конечно закрома.
С помощью такой настройки плавный пуск работает очень хорошо, и ток можно регулировать, но сварка оказалась невозможна, так как во время процесса напряжение было слишком высоким, а электрод прогрелся до красного цвета. Этот трансформатор слишком жесткий, потому что вторичная обмотка намотана на первичную обмотку. Магнитный поток должен был быть как-то рассеян.
В книге по теории сварочной схемотехники читал, что можно рассеять магнитный поток включив дроссель на вторичной обмотке, на переменном токе. Намотал три по 20 витков с помощью плоской шины 4 х 6 мм на сердечники с поперечным сечением 5 х 4 см и включил их последовательно на каждом столбе. И теперь сварочный ток можно регулировать от 40 А 60 В — до 400 А 65 В. Во время сварки напряжение составляет 24-28 В в зависимости от сварочного тока. Что касается дросселей, то они были выбраны методом подбора.
Во время испытаний сварил 10 электродов один за другим, трансформатор был немного теплый, только диоды нагрелись, поэтому использовал вентилятор и термостат, который выключит сварщик, когда диоды превысят температуру 70C.
Сварочный аппарат очень легко зажигает дугу, не гаснет, не распыляет, слышно при работе только характерное шипение. Можно сваривать тонкими электродами, например, 2 мм. Во время прожига отверстий измеритель токовый показывал до 600 А.
Схема сварочника на 3 фазы
Схема была нарисована от руки, просто нет программы для рисования принципиальных схем. Если надо немного подробнее — смотрите в статье про СА на 250 Ампер.
А это принципиальная схема драйвера выпрямителя:
Сварочный аппарат на холостом ходу потребляет 1 А на фазу, а при сварке электродом 3,2 мм примерно 10 А на фазу.
Из того что вы видите понятно, что СА вышел довольно тяжелый — более 100 кг, но использую его только в гараже. Для работы вне гаража и в полевых условиях есть сварочный инвертор (тоже самодельный), и качество сварки у них примерно сопоставимо.
Сварочный аппарат своими руками — Cварочное оборудование — Источники питания
В данной статье мы поговорим как сделать сварочный аппарат своими руками и разберем это все на конкретном примере. Для начала давайте разберемся сварочные аппараты хорошие а какие не очень. Самый свароч-ьный аппарат состоит всего из одного трансформатора. Качество сварки такого аппарата оставляет желать лучшего даже у опытного сварщика. Ситуация немного меняется если после трансформатора установить диодный мост который выпрямит ток.
Устойчивость горения дуги при этом улучшится, но остается еще один недостаток — отсутствие регулирования сварочного тока. При сварке даже одинаковых металлов и одинаковыми электродами сварочный ток будет зависеть от температуры окружающей среды.
Поэтому хороший сварочный аппарат должен быть регулируемым и на выходе иметь постоянный ток.
Схема изменения напряжения на выходе относительно проста, но в то же время нужно минимума навыков радиолюбителя.
Принцип работы схемы основан на регулировании половины тока во вторичной сети силового трансформатора. Силовой трансформатор должен иметь на выходе 50 … 60В. Силовой мощный выпрямитель имеет несколько отличный вид от обычного четирехдиодного выпрямителя, два его диода (Д151 — 160) заменены тиристорами (Т161 — 160), которые управляются несложной схеме через оптопары (ТО125 — 12,5).
Для улучшения горения дуги установлена батарея конденсаторов и дроссель. Дроссель намотан на Ш-образный или П образном сердечнике, площадью сечения не менее 25см2. Наматывается медной шиной размером не менее 7,5 х 2, 5 мм. Данные параметры приведены для токов, которые способны разжечь электроды диаметром 3 .. 4мм.
Делаем сварочный аппарат своими руками, пример
Схема управления тиристорами состоит из минимума распространенных деталей, их можно найти в запасах каждого радиолюбителя или выпаять из старой бытовой техники. Пример собранной схемы управления и схема печатной платы изображены ниже.
Сварочный аппарат своими руками из подручных средств: как сделать постоянного тока, трансформатор
Когда требуется прочно соединить металлические конструкции без использования крепежа, то для таких целей используют сварочный аппарат своими руками, собранный в гараже. Чтобы узнать, какие детали нужны для такого изделия, как быстро и правильно собрать в один блок все составляющие, вам надо внимательно прочитать эту статью.
Характерные особенности
Собранный своими руками сварочный трансформатор имеет индивидуальные преимущества: мягкая активация дуги, качество соединения тонких листов из металла, отсутствие пропусков и однородность швов. От аналогичных изделий, работающих от сети переменного тока, эти изделия отличаются более высокими параметрами напряжения на выходе.
Многие домашние умельцы собирают сварочный аппарат на основе трёхфазного трансформатора понижающего типа с мощностью в 2 кВт, работающего от трехфазной сети. Для таких целей подходит устройство, у которого перегорела одна из обмоток.
Специфика выпрямителей
При изготовлении своими руками сварочного аппарата из подручных средств, аналогичное устройство собирают по принципу диодного моста, при этом надо помнить, что корпуса диодов находятся под напряжением. При установке выпрямитель надо изолировать от всех элементов общей схемы, особенно от основного корпуса и соседствующих аналогичных деталей.
Для уменьшения размеров будущего изделия надо использовать выпрямитель марки ВЛ200 из-за другого типа полярности и возможности объединять полупроводниковые детали на двух парных радиаторах.
Собираем
Чтобы сделать аппарат для сварки своими руками надо определиться, какое изделие нам нужно: работающее от сети переменного или постоянного тока. Вначале подбираем напряжение — оптимальный вариант 60 V, а сила тока регулируется в пределе — 120—160 А. Сечение провода из меди для первичной обмотки выбираем не более 3 мм, когда используют алюминиевый провод, то этот показатель умножают на 1,6.
Можно соединить вместе два провода сечением 1,5 мм, но надо их хорошо заизолировать, а это увеличивает габариты всего устройства. Во вторичной обмотке применяются толстые провода из меди с большим количеством жил.
Чтобы переделать аппарат для сварки деталей из нержавейки или чугуна добавляют в схему выпрямитель с диодным мостом, кроме этого, нужно установить дроссель.
Диоды должны выдерживать силу тока до 200 А и хорошо охлаждаться.
Трансформатор
Самодельное устройство для ручной сварки на основе аналогичного изделия служит для преобразования переменного тока в напряжение, достаточное для прочной сварки деталей.
Как рассчитать?
Здесь имеются определенные тонкости — самодельная сварка не подходят для действующих стандартных методик расчета, которые применяются для заводских аналогов, а напрямую зависит от функциональных возможностей и места эксплуатации. Например, аппарат для использования на даче или садовом участке, применяют без опасений, т. к. он не будет испытывать перегрузки.
Для работы в условиях города, особенно в малом бизнесе: частные СТО, ремонтные мастерские и т. п., нужно оснастить оборудование защитой от помех и увеличить мощность. При расчете используют такие данные:
- U1 — напряжение, подаваемое на первичную обмотку,
- U2 — аналогичный параметр вторичной обмотки,
- I — сила тока вторичной обмотки,
- Sс — площадь сечения сердечника, она варьируется в пределах 45—55 см2,
- So — идентичный параметр окна трансформатора (80—110 см2),
- плотность тока в обмотке —2,5—3 А/мм2,
Все нужные формулы для точного расчета имеются в интернете, можно использовать и стандартную методику, только надо делать коррекцию с учетом нестандартных характеристик самодельного изделия и требований к эксплуатации.
Схематическое изображение
Схема самодельного трансформатора несложная, поэтому легко изготавливается своими руками, эффективно работает без перебоев. Наиболее часто применяется стержневая схема для дуговой сварки своими руками, потому что отличается более высокими показателями. Такая аппаратура требует меньшего использования смазочных материалов, простая конструкция, широкий спектр управления и высокие показатели сварочного процесса.
Процесс подключения
Прежде всего, надо установить отдельный рубильник для включения/выключения изделия. Помните, что самодельное устройство по требованиям безопасности не должно уступать промышленным аналогам.
Держак для крепления электродов
Как сделать сварку самостоятельно мы уже рассказали, теперь несколько слов об устройстве, в которое вставляются электроды. Простейшее приспособление делается из куска металлической трубы:
- берем отрезок длиной не менее 20 см с диаметром 20 мм,
- на обоих конца делаются выемки, отступив от края 40 мм, глубина не более 0,5 диаметра трубы,
- с одной стороны, вставляем электрод и прижимаем его к трубе приваренным к трубке куском из стали, толщиной не менее 5 мм и снабженным сильной пружиной (по примеру бытовой плойки),
- ко второму концу прикрепляется провод от самодельного устройства.
Прежде чем подсоединять провод, надеваем на трубу дюрит (трубка из армированного полимера) с подходящим диаметром, исключающим его проворачивание во время работы.
Варианты конструкции
Существует много разновидностей держателей для электродов, но суть у них одна — надежная фиксация стержня для сварки. К основным типам относятся:
- Устаревший вариант закрепления электродов в форме тройника.
- Клещи — наиболее популярный вид, т. к. электрод зажимается под нужным углом. Недостатки заключаются в слабой фиксации.
- Винтовой способ — обеспечивает прочное зажатие, но смена электродов отнимает больше времени у исполнителя.
Некоторые производители сварочного оборудования соединяют вместе основные виды, например, тип клещи, но электрод вставляется в разные отверстия под определенным углом.
Н. О. Кондратьев, образование: колледж, специальность: сварщик шестого разряда, опыт работы: с 2002 года: «Начинающим сварщикам надо использовать надежные держатели для электродов, чтобы стержень не гулял во время сварки, а жестко сидел в креплении — от этого зависит качество шва».
Устройство для точечной сварки
Как сделать сварку контактного типа, над подобным вопросом часто задумываются домашние мастера, т. к. этот вид сделать намного проще, чем другие варианты. Контактная сварка потребляет меньше энергии, нет нужды покупать расходные составляющие и усиленную защиту для исполнителя, достаточно иметь очки, плотный фартук и старые перчатки из кожи.
Трансформатор берем от старой СВЧ-печи, если нужен мощный агрегат, то берем два аналогичных устройства, но и расход электроэнергии при этом увеличится вдвое. Запасаемся толстым проводом из медной проволоки, приобретаем в магазине или делаем самостоятельно рычаги, чтобы зажимать свариваемый металл между электродами.
Для основания подойдет отрезок из толстого листа металла массой не менее 2 кг, если вы не планируете выносить аппарат из гаража, то закрепите его на верстаке или сварочном столе. Электроды делаются своими руками из старых деталей из меди или латуни. Струбцины, отвертка и изоляционный материал всегда найдутся в гараже у рачительного хозяина.
Теперь собираем все составляющие в единую конструкцию, размещаем всё в корпусе, устанавливаем кнопку пуска и отключения, подсоединяем провода. Аппарат точечной сварки готов к эксплуатации.
Инверторный агрегат
Чтобы сделать сварочный инвертор своими руками, понадобится набор инструментов, который имеется у любого владельца гаража, а также основные знания электротехники. Кроме этого, нужны блоки: питания, силовой и инверторный, а также система надежного охлаждения, чтобы аппарат не перегревался.
Основа для монтажа трансформатора — это отрезок листового гетинакса толщиной не менее 5 мм, крепление осуществляется при помощи медных скоб из проволоки сечением в 3 мм. Для электронных плат используется текстолит толщиной в 1 мм с покрытием из фольги. Перед установкой магнитопроводов надо рассчитать зазоры, чтобы воздушный поток охлаждения свободно циркулировал вокруг них.
Необходимо приобрести контроллер, отвечающий за стабильность силы тока, от этого зависит мощность подачи напряжения. Для удобного использования нужен орган управления, в виде панели, где располагается тумблер активации прибора, рукоятка резистора и сигнальные светодиоды. Сборка сварочного инвертора несложная, но надо придерживаться правил и рекомендаций, которые имеются в интернете, а также строго выдерживать схему подсоединения.
Выводы
Если разбираетесь в электрических схемах, знаете законы электротехники и имеете навыки демонтажа и монтажа электронных приборов, то смело приступайте к конструированию самодельных сварочных агрегатов. В противном случае — идите в соответствующий магазин и приобретайте стандартное оборудование или обратитесь за помощью к знакомым специалистам в этом вопросе.
Загрузка…зачем нужен и как его собрать своими руками (инструкция и схема)
Последнее время сварка электрическим током стала крайне популярна в профессиональной сфере та и в домашних условиях, но все мы знаем с каким количеством проблем сталкиваются мастера.
Нынешний рыночный сегмент электротехники предлагает массу аппаратов для сварки с помощью электрической дуги, начиная с маленьких и не очень мощных сварочников для дома и выполнения не больших объёмов и задач, и аж до огромных промышленных машин с высокой производительностью, которые с магазинов на прямую направляться на огромные заводы.
Но такая проблема, как резкие, а главное неконтролируемые перепады напряжения, известна профессионалам и домашним мастерам.
На эти проблемы не может повлиять не сверх дорогая комплектация, не тип применения, это типичный бич сварщика, такие мелочи выводят из себя даже опытных мастеров, а новичок просто навсегда отвернет от работы со сваркой, которая не справляется со своими функций. Такое явление влияет дугу и формирования шва становиться затруднительнее.
Но такая проблема в прошлом, потому что существует такая новация, как дроссель, он на много облегчает процесс варки, и главное, много в чем делает его безопаснее.
Его внедряют в цепь сварочного процесса, и сварка готова для комфортной эксплуатации. Новички конечно не осведомлены о ток, что такое дроссель и чем он полезен, как работает, как сделать его дома. Эта статья пролет свет на все ваши вопросы и даже больше.
Содержание статьиПоказать
Общие ведомости
Так зачем же нам нужен дроссель на сварочном аппарате, возможно ми можем обойтись и без него?Да, конечно можете, но для эффективной и комфортной сварки он просто необходим.
Это маленький элемент, что подключают в цепь, и он обеспечивает стабильное, бесперебойное, плавное нагревание дуги.
На втором этапе он поддерживает это стабильное состояние, к тому же метал не разлетается во все стороны, что часто случается и, между прочем, может привести к сильным ожогам.
При эксплуатации шов выходит аккуратным, аппарат настраивается более точно и даже может сваривает трудные элементы, ну конечно так же много зависит и от профессионализма мастера, в руки которого попала сварка.
Принцип роботы легок, понятен каждому: дроссель пропускает ток через себя, сохраняя его от сварочного аппарата.
А потом этот сохраненный ток и восполняет, те самые скачки напряжения, что позволяет сварке работать стабильно. Еще дроссель с намагничиванием позволяет обеспечить нужное сопротивление, если вдруг напряжение пригнуло вверх.
Покупка дросселя для сварочного аппарата в магазинах это совсем недешевое удовольствие, да, конечно вы можете поискать что-то более бюджетное, но будет ли оно хорошо работать.
Его можно сделать дома самостоятельно, для этого вам прийдется совсем немного логики, времени, недорогих материалов, что наверняка завалялись в гараже.
Конструкции дросселя-это сердцевина с двумя мотками с сечением, он рассчитанным на использование со значением постоянного тока.
Так что, к сожалению, дроссель, что подошёл бы для разных сварочных аппаратов нам не смастерить, жаль, но это факт. Небольшая деталь, очевидно, не потянет сильный сварочник.
Так что желательно знать наперед количество мотков, что нам пригодиться для работы с разными напряжениями.
Регулировка тока
Пример дросселя для сварочного аппарата собранный своими руками
И как же сделать наш шов аккуратным и главное прочным? Правильно, нам понадобиться хорошо отрегулировать ток.
Для этого существует несколько методов:
- Стабилизация, при которой мы увеличиваем и уменьшения расстояния между элементам и сварочным аппаратом. Это наиболее известны способ. То есть что сила тока была меньше, мы должны развести разрезанный сердечник трансформатора. Индукция упадет, а сила тока поползет вниз за ней. Если ваш аппарат большой, то это его плюс так как контролировать ток на нем легче, поскольку интервал регулирования зависим от масштабов доступного размера в теле аппарата.
- Контроль тока на обмотке трансформатора. Это способ просто на просто игнорирует часть катушки, чем увеличивает напряжение, ведь путь, что преодолевает ток становиться меньше. Ну и, то есть если этот самый путь становиться больше, то путь нужно продлить.
- Но также можно контролировать с помощью стальной пружины, к которой мы крепим клемма последовательно. Этот метод мог бы быть хорош, поскольку по не много настраивает ток, но есть нюанс. Этот способ крайне небезопасен, так как разжаренная пружина оказывается в ногах мастера, если вы цените свое здоровье и вам не хочется поджариться, это метод не для вас.
Такая катушка решит практически все ваши проблемы со стабилизацией напряжения. На самом деле оно всегда готова восполнит недостачу этого напряжения, или забрать излишки, что бы позже вновь использовать.
Главное, что небезопасная горячая пружина больше не будет лежать в ваших ногах, ведь безопасность должна быть на первое месте, тем более при такой не легкой работе, настройку произведет дроссель на сварочном аппарате, а мастер может об том не думать.
Использование дросселя
Сварочные трансформаторы лучшая база для создания дросселя домашних условиях. Это не раз доведено на практике.
Он без затруднений, но плавно нагревает нашу дугу, при любом токе, так что он подойдет для обычных дачников, так же для работы на заводах, концернах со скачками напряжением.
Так же вы можете брать дроссель для сварочного аппарата вместе с выпрямителем. Пара дроссель и выпрямитель умеет свойство поднимать электродвижущую силу самоиндукции.
Например, если мы говорим про полуавтоматы, то это пара может запалить дугу даже на большом промежутке от метала.
Самодельный дроссель
Так приступим же к сооружению дросселя на сварочный аппарат дома для этого нам понадобиться знать как намотать катушку. Что бы все сделать в лучшем виде, быстро и качественно мы должны хорошо ориентироваться в том, как дроссель работает.
Все необходимое про функции, устройство дросселя вы узнали их предыдущих разделов, конечно если вы были внимательны.
Также мы написали для вас небольшую инструкцию, используя которую вам точно удастся соорудить прекрасный аппарат. Начнем же нашу не сложную роботу, над очень полезным устройством:
- В первую очередь подыщем старенький трансформатор, он послужит нам прекрасной базой. Специалисты в этом деле советуют использовать части от телевизоров «ТСА 270-1», он должен стать нашим сердечником. Такие мелочи всегда не сложно найти на стихийных рынках, или вам повезло и у вашей бабушки завалялся телевизор нужной модели, ну а если нет, то интернет уж точно вам не откажет в изобилии барахла.
- Далее мы должны добыть из трансформатора необходимые детали, для этого мы должны избавиться от креплений, зачастую они сверху и конечно достать нашу катушку.
- Далее вы должны сформировать прокладки для индукционного прохода, что приклеить к ранее добытому элементу.
- Теперь нас ждет сложный и кропотливый этап, но большой мерой от него зависит результат всей нашей роботы, мы должны намотать провод. Нам понадобиться провод предпочтительно из алюминия с сечением не меньше 36 миллиметров. Далее накладываем 25-26 витков с каждого бока. Если вы нашли все рекомендуемые нами детали, то все должно выходить очень четко, аккуратно. Также очень важна изоляция между витками, вы можете сделать ее бумагой, и конечно залакировать изолирующими смазками.
- Накручивайте шнур в один бок на обеих катушках, иначе это грозит тем, что в конце шнуры будут смотреть в разные стороны, не появиться перемычек между отводами, что соединяют катушки, а вход и выход будут расположены не правильно.
- Но если уже так случилось, что вы намотали так что провода смотрят в разные стороны не проблема-нам нужно приладить диагональную перемычку между верхними и нижними отводами. В вот вторая пара послужит входом и выходом.
- Советует встроить дроссель в сварку после диодов.
Но если даже после всех наших манипуляции напряжение скачет, то нужно просто убрать пару витков с катушки.
Итог
Поздравляю, если вы освоили все наши советы, то вы наверняка сможете сделать дроссель для сварочного аппарата своими руками. Это было совсем не сложно, понадобилось немного усидчивости и технической смекалки.
Но на выходе вы получите качественный аппарат (конечно если все сделали правильно), конечно вы будете гордиться тем, что это сделано своими рукам ,и даже може научить этому кого-то из своих друзей или близких.
Расскажите о ток как вы делали ваш дроссель, какие при этом возникли проблемы, каков был результат, покажите статью друзьям. Всем мира и новых вершин!
Принципиальная схема самодельного сварочного аппаратаЕсли вы используете напряжение 110 В переменного тока или 120 В переменного тока. Более короткая буква — очень хорошая идея.
Мини сварочный аппарат схемы самодельные схемы проектов.
Схема самодельного сварочного аппарата . Я полагаю, что мой сварщик может считаться немного высокоинтеллектуальным в разомкнутой цепи. Современные полупроводники позволяют заменить традиционный сетевой трансформатор на импульсный источник питания, который намного легче, и позволяет легко регулировать ток с помощью потенциометра.Этот запрос был отправлен мне одним из преданных читателей этого блога г-ном. 10 — электрическая схема сварочного аппарата, показанного на фиг. 11 — вид в перспективе с разнесением деталей основных компонентов трехфазного сварочного аппарата постоянным током с тремя модулями. Помимо сварки те же регуляторы используются для зарядки аккумуляторов или для питания электронагревательных элементов. 9 подключен к t или scott в первичной обмотке и к двухфазной звезде на вторичной обмотке. Для выпрямления и регулировки сварочного тока в самодельном сварочном аппарате используется схема с управляемыми тиристорами большой мощности, которая должна позволять изменять напряжение с 01 на 09 uxx.Схема самодельного инвертора Inverterswagatam предназначена с изображением принципиальной схемы инверторного сварочного агрегата размером 600 x 600 пикселей и для просмотра деталей изображения щелкните изображение. Вот картинная галерея принципиальной схемы инверторного сварочного аппарата с описанием изображения. Найдите нужное изображение. Затем вы просто наматываете катушку на 95 или 104 витка. Когда сварка не выполняется, присутствует 80 В переменного тока, это называется разомкнутой цепью и не продолжает накапливаться после этого.Эта устарелая машина является первым поколением инверторных машин. Однако я бы не стал использовать подшипник с намотанной медью. Электроника мини проекты компоненты электроники diy электроника led проекты схемы.
Найдите кого-нибудь, у кого есть сварщик, возьмите мультиметр и проверьте обрыв цепи. Вы действительно видите это на реальной машине. Мой сварочный аппарат fronius tp1400 полностью работоспособен, и меня не интересует его конфигурация. 28 изображений принципиальная схема инвертора и схемы модифицированная синусоидальная инверторная схема делает эту синусоидальную инверторную схему IC 556 принципиальной схемой ибп.Как сделать сварочный аппарат в домашних условиях. Для этого используется самодельный сварочный аппарат переменного тока. Приведены схемы для аппаратов дуговой сварки на 120 и 220 вольт переменного тока. Сварочный инвертор до 100А Сварочный инвертор является альтернативой обычному сварочному трансформатору. Данная схема представляет собой сложную схему, основанную на SMPS и требующую высокой мощности, и может оказаться вне досягаемости для начинающих любителей. Медные трубки здесь почти не пригодились. Однажды мне понадобились удлиненные 50 см руки на точечном сварочном аппарате, чтобы достать до середины листа, и единственное, что у меня было под рукой, — это медные трубы и стальной пруток.Это напряжение варьируется от одного сварщика к другому. Вот подробности требования. По просьбе mrtun, самодельная схема сварочного аппарата небольшого размера — это то, что большинство начинающих энтузиастов и инженеров-механиков будут искать для решения своих случайных работ по сварке металла на рабочем месте.
DC 12 В 18650 литиевая батарея аксессуары для точечной сварки сварочная ручка DIY полный набор аксессуаров
Основные характеристики / Особые характеристики:
Печатная плата этого аппарата для точечной сварки может использоваться для сварки литиевых батарей 18650/26650/32650.Достоинства: портативный, стабильный, надежный и долговечный. Низкая стоимость, у вас есть автомобильный стартерный аккумулятор или мощный аккумулятор, вы можете подключить его и использовать! Экономьте производственные затраты! Пользователям необходимо принести свою собственную батарею 12 В для источника питания, сварочный ток составляет около 90 А ~ 130 А, и легко сваривать обычный никелированный лист 0,1 мм ~ 0,12 мм. Убедитесь, что ваш аккумулятор может иметь ток более 90А, иначе вы не сможете сваривать! Напряжение питания: 12В-15В Рабочий ток: 90-150А (разряд ниже 90А, работать не будет.) Аккумулятор с большим разрядным током напрямую влияет на сварочный эффект. Рекомендуются следующие батареи: 20-45ач Свинцово-кислотные батареи с хорошими характеристиками и малым внутренним сопротивлением (внутреннее сопротивление менее 10 миллиом, ток разряда более 90 А), например, новый автомобильный стартерный аккумулятор! Литиевая аккумуляторная батарея модели 3,5-5,5ач 3S около 45C Аккумуляторная батарея емкостью 30-35ач 18650 Требования к питанию: точечная сварка сваривается по принципу быстрого местного нагрева и охлаждения сильным током, требуется достаточный источник тока, обычно 0.Сварочный ток никелированного листа 1-0,15, около 90-150А, поэтому рабочая мощность печатной платы должна быть больше или равна 150А. Следующие аккумуляторные блоки могут использоваться в качестве источника питания для запуска автомобиля 12 В, высокопроизводительного аккумуляторного блока 3S для модели самолета, трехструнного высокопроизводительного литиевого аккумуляторного блока, трехрядного аккумуляторного блока Hitachi 40900, свинцово-кислотного аккумулятора с хорошим производительность выше 12В 20А. Формула расчета: емкость X скорость разряда = грузоподъемность. Возьмем, к примеру, авиамодельный аккумулятор 4000 мА, скорость разряда 45 ° C (4AX45C = 180A). Инструкции по использованию Функциональные кнопки: 1 используется для переключения машины, 2 используется для переключения передач! При включении питания по умолчанию используется первая передача.Нажмите кнопку в течение 2 секунд, чтобы отпустить. Передача увеличивается на одну передачу, звучит зуммер и мигает светодиод, соответствующий количеству передач. Например: 3-я передача, зуммер звучит 3 раза, светодиод мигает 3 раза, всего 5 передач. Интенсивность точечной сварки постепенно увеличивается с 1-й до 5-й передачи. 5-я передача — самая сильная! После 5-й передачи снова нажмите и удерживайте кнопку. Он выключится. В выключенном состоянии нажмите и удерживайте кнопку для включения, и передача вернется на первую передачу.
Любые сторонние товарные знаки или изображения, представленные здесь, предназначены только для справки. Мы не имеем права продавать товары с такими товарными знаками.
Общие сведения о генераторе постоянного тока Lincoln SA-200, поиск и устранение неисправностей | Технические руководства
Если вы хотите разобраться в своем сварочном аппарате Lincoln SA-200, вам необходимо базовое представление о генераторе постоянного тока. Ваш SA-200 на самом деле два генератора постоянного тока , которые работают в тандеме.
Первый генератор — это возбудитель (нос, который выступает впереди машины).Этот возбудитель на самом деле представляет собой генератор постоянного тока мощностью 2 кВт (киловатт), который обеспечивает постоянный ток, который регулируется для управления мощностью сварочного аппарата. Возбудитель также имеет доп. 115 вольт постоянного тока для аксессуаров.
Второй генератор — это сварочный генератор . Этот генератор вырабатывает регулируемый постоянный выходной ток, который дает прекрасную дугу, которую любят сварщики. Оба генератора работают по одним и тем же принципам; один просто намного больше!
В этой статье мы собираемся обсудить только генератор возбудителя и схему управления возбудителем .Эта схема очень проста для понимания, устранения неисправностей и ремонта.
Продолжайте читать или переходите к определенному разделу этого руководства:
Расположение и определение частей возбудителя:
На приведенном выше рисунке показан стандартный возбудитель Lincoln SA-200 со снятой торцевой крышкой. Если смотреть на машину спереди, обратите внимание на расположение и название каждого предмета:
- Правый щеткодержатель представляет собой подпружиненный щеткодержатель.
- Левый щеткодержатель — это подпружиненный отрицательный щеткодержатель.
- За правым щеткодержателем находится правая катушка возбудителя.
- За левым щеткодержателем находится левая катушка возбудителя.
- Якорь возбудителя удерживается на валу якоря гайкой, закрепленной стопорной шайбой.
- Каждый щеткодержатель окружен пружиной щеткодержателя.
Как работает система:
Катушки возбудителя и полюсные наконечники образуют электромагниты, когда через катушки возбудителя протекает постоянный ток.Магнитные поля, создаваемые катушками возбудителя, разрушаются обмотками якоря возбудителя, создавая приблизительно 115 В постоянного тока при полной скорости вращения. Чем быстрее вращается двигатель, тем большее напряжение вырабатывает возбудитель. При скорости сварки (1550 об / мин) напряжение возбудителя должно составлять приблизительно 115 В постоянного тока: положительное значение на правом щеткодержателе, отрицательное — на левом щеткодержателе.
Система представляет собой составной генератор с последовательной обмоткой и дополнительной шунтирующей катушкой поперек якоря возбудителя.Реостат точного регулирования тока («контроль нагрева») изменяет напряжение возбудителя, которое прикладывается к шунтирующим катушкам главного статора; это переменное напряжение регулирует выходной ток (тепло) дуги.
Поиск и устранение неисправностей катушек возбуждения
Изучив схему подключения ниже, вы можете увидеть, что есть две половины цепи возбудителя, обозначенные красной линией со стрелками на каждом конце. (Эта красная линия не является частью схемы, это просто наглядное пособие.)
«Генератор возбудителя» вырабатывает 115 В постоянного тока, который подается на вспомогательную розетку и на шунтирующие катушки главного возбудителя. Этот постоянный ток изменяется реостатом управления точным током (представьте его как клапан), а затем подается на шунтирующие катушки главного возбудителя. Это контролирует силу магнитного поля, которое контролирует величину доступного сварочного тока. Если есть неисправность в одной из цепей, аппарат не будет сваривать.
Если неисправность связана с «шунтирующей цепью возбудителя», генератор все еще может вырабатывать мощность.В этом можно убедиться, проверив вспомогательный прибор с помощью счетчика, света или болгарки. Если можно «шлифовать», но не сваривать, проверьте шунтирующие катушки главного возбудителя.
Шунтирующие катушки возбудителя в SA-200 легко диагностировать и заменять. Получите дополнительную информацию о сменных катушках возбудителя Weldmart-Online, на которые предоставляется десятилетняя гарантия.
Запасные катушки возбудителя Weldmart-Online
Поиск и устранение неисправностей шунтирующих катушек главного возбудителя
ПРИМЕЧАНИЕ: Все измерения по устранению неисправностей электрооборудования должны производиться при ВЫКЛЮЧЕННОМ (не работающем) двигателе!
Перед выполнением любых измерений ваш возбудитель должен выглядеть, как показано на рисунке ниже.
- Найдите под якорем возбудителя и найдите черный и синий провода. Провода должны быть соединены стыком или скреплены болтами. (Если вы обнаружите сращивание, значит, обмотки никогда не проверялись на целостность.) Если они сращиваются или соединяются болтом и гайкой, вы должны разорвать эти провода. Когда вы их разделите, вы можете проверить отдельные катушки.
- Для проверки катушек возбуждения извлеките обе щетки возбуждения из их держателей и убедитесь, что они ничего не касаются во время измерения.Используя VOM, по самой низкой шкале сопротивления, которую вы можете использовать, проверьте сопротивление между ПРАВИЛЬНЫМ выводом щетки и каждым из отдельных проводов. Если катушка исправна, один провод покажет сопротивление, а другой — нет — это нормально. Сопротивление должно составлять приблизительно от 130 до 170 Ом, + или — 10% . Если вы не получаете сопротивления, переходите к следующему более высокому диапазону. Убедитесь, что вы не прикасаетесь пальцами к проводам: вы можете считывать сопротивление своего тела.
- Затем проверьте сопротивление между каждым выводом катушки и внешним контактом (к нему может быть подключен красный провод) реостата точного управления током .Один из проводов покажет отсутствие обрыва между проводом и реостатом. Оба измерения должны быть идентичными.
- Если какое-либо измерение показывает очень высокое сопротивление, бесконечное сопротивление «разомкнутой катушки» или очень низкое сопротивление (менее 100 Ом), то катушки необходимо заменить.
- Если катушки в порядке, следует подозревать якорь возбудителя.
Поиск и устранение неисправностей якоря возбудителя:
Иногда вы можете обнаружить неисправный якорь возбудителя; вот что нужно искать при наиболее распространенных проблемах.
- Перед дальнейшими проверками поищите пригоревшие или почерневшие шины коллектора. Очистите коммутатор камнем для очистки коммутатора. Это ненормально, если щетки откладывают достаточно угольного порошка, чтобы загрязнить коллектор.
Примечание: правильно обслуживаемый коммутатор должен быть цвета использованного вороненого пенни.
- Осмотрите обмотки на предмет перегоревшей изоляции, обрывов проводов или поврежденных шин коммутатора. У якоря есть две проблемы: обмотка, закороченная на вал якоря, или обрыв (обрыв) обмоток.
ПРИМЕЧАНИЕ: Если при работающем агрегате появляется ЯРКАЯ ЗЕЛЕНАЯ ИСКРА, это признак короткого замыкания (на массу) обмотки якоря.
- Проверьте, не закорочен ли якорь на массу, установив VOM на ВЫСОКИЙ диапазон сопротивления. Поместите один вывод на чистое место на валу якоря (если у вас есть сомнения, очистите место тонкой бумагой emory или напильником). Другим проводом проверьте каждую штангу коммутатора. Не пропустите ни одного: если у вас есть сомнения, проверьте их ВСЕ еще раз.
Если вы обнаружите какое-либо значение сопротивления, вам необходимо заменить якорь на новый или восстановленный.Если вы не обнаружите замыкания на землю, возможно, он неисправен. Снимите якорь и отнесите его в мастерскую по ремонту моторов и испытайте на «гроулере» (они будут знать, что делать). Тест «гроулер» — это «золотой стандарт» для тестирования арматуры — за тест стоит заплатить! Если якорь неисправен, позвоните в Weldmart; мы восстановили арматуру.
Другие проблемы якоря возбудителя:
- Высокая планка означает именно это: одна из планок коллектора оторвалась и торчит вверх.Это может быть всего несколько тысяч дюймов, но этого может быть достаточно, чтобы кисти подскочили, и вы увидите чрезмерное искрение. Если вы обнаружили эту проблему, отнесите ее в любимый моторный магазин: иногда ее можно отремонтировать, а иногда нет.
- Свободный стержень: Да, иногда сегментный стержень коммутатора может вырваться. Вернемся в моторный цех.
- Коммутатор не круглой формы: это может быть вызвано деформацией вала якоря. Проверьте правильность округления возбудителя. Правило при 1500 об / мин это (+ или -).020 ’.
Профессиональный фокус: как установить новые катушки возбудителя, быстро и легко, без всяких догадок
- Не запускайте, пока не получите новый комплект катушек.
- Снимите оригинальные катушки. Каждый железный полюс возбудителя удерживается двумя болтами, два с правой стороны и два с левой!
- Нет необходимости снимать генератор возбудителя для замены катушек возбудителя.
- Вытяните катушки и железные полюсные наконечники вместе и положите их на ровную поверхность.Пока не отсоединяйте провода!
- Снимите железные полюсные наконечники и очистите их: обычно хороший осмотр с помощью проволочного колеса поможет. Их не нужно красить.
- Положите катушки поверх исходных катушек и совместите провода, идущие с обеих сторон и посередине. Перед вами ваша электрическая схема!
- Вставьте железные полюсные наконечники в центр катушек.
- Перед установкой катушек и полюсов очистите корпус: просто сбейте ржавчину и крысиные гнезда.Не помешало бы смазать полюсные наконечники тонким слоем смазки в местах соприкосновения с корпусом возбудителя. Очистите проволокой резьбу крепежных болтов; немного смазки или «Never-Seize» на резьбе тоже не повредит. Затяните болты; они не обязательно должны быть супер плотными!
- Присоедините провода по одному, используя оригинальные катушки в качестве направляющих; очевидно, где каждый провод соединяется.
- Мы называем это «Замена катушки возбудителя для полного идиота!» (Наш босс назвал его своим именем.) Этот процесс у нас всегда работает!
Мигает поле:
Катушки возбуждения удерживаются на месте с помощью прочных железных «полюсных наконечников». Особые железки не только удерживают катушки возбудителя на месте. Они сохраняют небольшое количество остаточного магнетизма — совсем немного — для обеспечения «самовозбуждения», поэтому возбудитель начнет генерировать ток с мертвого пуска. Полюсные наконечники могут потерять свой магнетизм, поскольку устройство находится в режиме ожидания в течение длительного периода времени, и нет простого теста для обнаружения потери.
Когда проверяются катушки поля возбудителя, щетки и якорь возбудителя, остается только «высветить поле». Обычно это делается с автомобильным аккумулятором на 12 В.
Вот что вам нужно сделать:
- Снимите пылезащитную крышку возбудителя. Удерживается двумя болтами 1/4 20; вам понадобится гаечный ключ на 3/8 дюйма.
- См. Схему ниже:
- Подсоедините перемычки сначала к аккумуляторной батарее, а затем к клеммам щетки возбудителя.Вероятно, вы вызовете искру: в батареях могут быть карманы внутреннего водородного газа. БАТАРЕИ МОГУТ И БУДУТ ВЗРЫВАТЬСЯ ПРИ ДОСТАТОЧНОМ ИСКРЕ! (Помните «Гинденбург?» — он был полон водорода; достаточно сказать) .
- Запустите двигатель и убедитесь, что он работает на низкой скорости (1000 об / мин).
- Подсоедините положительный (+) провод к клемме провода щетки ПРАВЫЙ .
- Прикоснитесь отрицательным (-) проводом к клемме ЛЕВОГО провода щетки .Вы получите сильную искру. Удерживайте выводы на терминале примерно две секунды; будет сильная искра!
Полевые столбы «прошиты». Агрегат должен волновать. В случае успеха вы сможете использовать доп. Если установка не сваривается, вам следует проверить катушки шунта возбудителя (см. Следующий раздел).
Поиск и устранение неисправностей шунтирующей цепи возбудителя
Сварочный аппарат не будет сваривать: вы можете запустить шлифовальный станок от вспомогательной розетки, и он может или не может работать на холостом ходу по вспомогательному запросу, но он не будет зажигать дугу.Если вы можете перетащить стержень и получить на электроде небольшую «искру», это классический признак того, что одна из катушек шунта возбудителя вышла из строя. Этот сбой очень часто встречается у сварочных аппаратов Lincoln с шестигранной головкой!
Примечание. Кодовые номера с 7276 по 9530 на SA-200, кодовые номера с 7827 по 9605 на SA-250 и все модели Classic 1, 2 и 3 являются машинами с шестигранной головкой.
Катушки возбудителя находятся глубоко внутри корпуса статора. По моему опыту, я никогда не видел, чтобы катушка возбуждения в правом верхнем углу выходила из строя — кажется, что выходила из строя только катушка в левом нижнем углу.Катушки наматываются и продаются наборами (они должны быть «подобраны»).
Для устранения неисправности шунтирующей цепи возбудителя необходимо проверить два компонента: реостат управления точным током и шунтирующие катушки.
Примечание: Все электрические измерения для устранения неисправностей следует проводить при выключенном (не работающем) двигателе!
Первый шаг — проверить реостат точного регулирования тока :
- Поверните ручку: она должна вращаться плавно, без остановок и «неровностей».«Если есть какие-либо сомнения относительно механической части этого устройства, снимите его и проведите визуальный осмотр.
Затем проверьте сопротивление (удалите один из проводов перед проверкой). Оно должно плавно измерять от 0 до 64 Ом без разрывов или разрывов. прыжки: плавно вверх и плавно вниз.
Номер детали Lincoln® для этой детали — M-5090-C, и ее можно заказать в Weldmart-Online LLC с ДВУХЛЕТНЕЙ ГАРАНТИЕЙ!
Если реостат управления точным током исправен, следующим шагом является проверка шунтирующих катушек возбудителя .
- От центрального вывода рычага управления идет синий провод, идущий в корпус статора. Этот провод подключается к одной стороне шунтирующих катушек сварочного аппарата (их две, одна на одной стороне корпуса, а другая — напротив первой).
Другая сторона катушки шунта сварочного аппарата подключается коричневым проводом, идущим к клемме герконового переключателя, расположенного на монтажной планке герконового переключателя. На этой клемме вы найдете черный провод, подключенный непосредственно к геркону.
Третий провод, черный, идет от геркона прямо вправо, ПОЛОЖИТЕЛЬНЫЙ, держатель щетки возбудителя.
Вся цепь управления представляет собой последовательно соединенную систему. Поскольку это простой генератор постоянного тока с реостатом для изменения напряжения, подаваемого на шунтирующие катушки статора, он регулирует сварочный ток (тепло сварочного шва).
Снимите правую (ПОЛОЖИТЕЛЬНУЮ) щетку из держателя — убедитесь, что она никоим образом не касается якоря возбудителя — измерьте сопротивление системы.Он сообщает нам, есть ли разомкнутая (разорванная) цепь. По моему опыту, с системой возбудителя больше проблем, чем с любой другой частью SA-200.
- Двигатель не работает.
- Текущий реостат управления находится в «0», минимальное положение
- Правая (ПОЛОЖИТЕЛЬНАЯ) щетка возбудителя снята и никак не касается якоря возбудителя. Если есть сомнения, обмотайте кисть изолентой.
Показания сопротивления: Когда правая щетка вынута из держателя щетки, следующие показания скажут вам определенные вещи.
- С проводом омметра на отрицательном держателе щетки и другим проводом на центральном выводе реостата управления точным током вы должны показывать приблизительно 46 Ом.
- Если ваше показание близко к 165 Ом (+/- 10%), вы можете быть уверены, что в цепи нет «разрывов» (разрывов). Это не означает, что с этой схемой нет проблем; это просто означает, что нет никаких «перерывов».
- Если показание ниже 165 Ом, у вас короткое замыкание между обмотками.Обычно катушки находятся в пределах спецификации или «ОТКРЫТЫЙ», при отсутствии сопротивления в цепи. Змеевик необходимо заменить; получить дополнительную информацию о заменяемых шунтирующих катушках Weldmart-Online.
(PDF) Разработка нового интеллектуального регулятора тока для сварочного аппарата
ТЕЛКОМНИКА, Том 10, №1, март 2012, стр. 17 ~ 24
e-ISSN: 2087-278X (p-ISSN: 1693-6930)
аккредитовано DGHE (DIKTI), Постановление №: 51 / Dikti / Kep / 2010 № 17
Поступило 22 ноября
th
, 2011; Пересмотрено 10 февраля
-го
, 2012 г .; Принято 15 февраля
-е
, 2012
Работа полумоста с нечетким управлением
Преобразователь постоянного тока в качестве источника сварочного тока
Захра Малекжамшиди
1
, Мохаммад Джафари
000 20003
000 Курош Махмуди
3
1
Депт.электротехники, филиал Марвдашт, Исламский университет Азад, Марвдашт, Иран
2 *
Кафедра электротехники, филиал Фаса, Исламский университет Азад, Фаса, Иран
3
Арсанджанский технический и профессиональный образовательный центр, Арсанджан, Иран
электронная почта: [email protected], [email protected]
Abstrak
Sebuah sumber arus mesin las terkendali logika Fuzi (FCWM) diperkenalkan dalam makalah3 ini kemudian dibeberkan.Pengendali Fuzi ini diterapkan pada mesin las
Untuk memperbaiki beberapa masalah pada proses pengelasan. Pengendali cerdas baru ini menjamin
arus konstan selama pengelasan untuk meningkatkan kualitas pengelasan. Ини джуга menyediakan
beberapa fitur seperti грибов start-cepat дан антимасет, дан режим siaga untuk penghevan energi.
Efektivitas mesin las cerdas ini dibuktikan dengan hasil eksperimen dan uji tahan lama. Hasil penelitian
menunjukkan bahwa FCWM янь dirancang dapat digunakan dalam Industri pengelasan bergerak.
Kata kunci: Сварочный аппарат — нечеткий контроллер — инвертор — полумост
Аннотация
В этом документе представлен новый источник тока для сварочного аппарата с нечетким управлением (FCWM), а
объясняются результаты нового метода управления. Контроллер Fuzzy применяется к сварочному аппарату
для улучшения некоторых проблем сварочного процесса. Новый интеллектуальный контроллер обеспечивает постоянный ток
во время сварки для улучшения качества сварки.Он также предоставляет некоторые функции, такие как горячий старт
и функцию защиты от заедания, а также режим ожидания для экономии энергии. Эффективность этого интеллектуального сварочного аппарата
подтверждена результатами экспериментов и длительными испытаниями. Результаты показывают, что разработанный FCWM
может использоваться в мобильной сварочной промышленности.
Ключевые слова: Сварочный аппарат — нечеткий контроллер — инвертор — полумост
Авторские права © 2012 Universitas Ahmad Dahlan. Все права защищены.
1. Введение
Процесс дуговой сварки заключается в нагревании металлических поверхностей соединяемых деталей
до их пластмассовой температуры при прохождении высокого переменного или постоянного электрического тока. Электрическая дуга
(разряд в газ) — это зажигание между электродом и деталями при низком напряжении
капель (10-40 В) при больших токах (5-2000 А) [1]. Дуговая сварка расходуемыми
электродами (стержнями)составляет примерно 30% всех сварочных систем [1].В ручных сварочных аппаратах
используются высокочастотные инверторы для обеспечения токов большой мощности во время работы.
Рабочая частота инвертора составляет от 20 до 100 кГц за счет использования полупроводников
устройств с энергетическими характеристиками (MOSFET и IGBT транзисторы) [1]. В этой статье используется высокочастотный инвертор Half
Bridge, обеспечивающий соответствующий ток в точке сварки.
Обычный аналоговый сварочный аппарат генерирует устойчивую ШИМ для управления IGBT
своего инвертора и регулирует выходной сварочный ток путем включения или выключения переключателей IGBT [4].
Таким образом, он не может хорошо регулировать качество сварочного тока для отслеживания настройки сварочного тока
[2], [3]. В другом методе управления выходной сварочный ток регулируется изменением рабочего цикла
ШИМ. Изменения Основаны на ошибке между значениями сварочного тока
на выходе обратной связи и заданным током, подаваемым на нечеткий контроллер. Требования к хорошему сварочному аппарату для дуговой сварки постоянным током
можно объяснить следующим образом: Во-первых, выходной сварочный ток
легко достигает заданного сварочного тока при первой сварке.Во-вторых, выходной сварочный ток электрической дуги
должен поддерживаться постоянным в процессе сварки [2]. В этой статье мы используем нечеткий контроллер
для изменения рабочего цикла системы ШИМ. Контроллер Fuzzy будет регулировать источник питания e
D. C. для дуговой сварки с SCR, управляющим трехфазным питанием
Настоящее изобретение относится к источнику питания для системы дуговой сварки постоянным током и, в частности, к управляемому и программируемому источнику питания, использующему трехфазный выпрямительный мост с кремниевыми выпрямителями для управления.Еще более конкретно, это изобретение относится к такой системе для обеспечения контроля времени для точечной сварки и горячего запуска и такой системе для одновременной сварки несколькими горелками.В источниках питания для сварки обычно используются насыщаемые реакторы и трансформаторы, управляемые в их первичных цепях или с помощью подвижных ответвлений во вторичных цепях. При включении и выключении сварочной дуги было принято включать и выключать питание первичных обмоток трансформатора. Постоянное включение и выключение напряжения на первичных обмотках приводит к чрезмерному нагреву, сокращению срока службы трансформаторов или необходимости очень больших трансформаторов.Кроме того, подвижные контакты создают возможность возникновения дуги, которая может повредить трансформаторы или блок управления. Кроме того, обычные источники питания часто приводят к чрезмерному разбрызгиванию сварочного материала, особенно при сварке MIG (металлический электрод в инертном газе). Это разбрызгивание обычно регулируется с помощью регулятора наклона.
В соответствии с настоящим изобретением предоставляется трехфазный блок питания, в котором первичные обмотки трансформатора всегда находятся под напряжением, когда сварочная система готова к работе, а выпрямительный мост, включающий выпрямители с кремниевым управлением, обеспечивает контроль тока, который ограничивает разбрызгивание.Предусмотрена возможность горячего пуска, то есть дуга с большей интенсивностью в начале сварки, позволяющая прожигать сварочный стержень до необходимой длины. Предусмотрена также точечная сварка на определенные промежутки времени. Синхронизирующая схема однопереходного транзистора вырабатывает синхронизирующие импульсы, используемые для создания сигналов зажигания для управления включением кремниевых выпрямителей в мостовой схеме для получения надлежащего сварочного тока. Дугу можно погасить, уменьшив этот ток до нуля без отключения первичных обмоток трансформатора.Для каждой сварочной горелки предусмотрено отдельное управление.
Таким образом, основной задачей настоящего изобретения является создание улучшенного трехфазного источника питания для системы сварки постоянным током и, в частности, такого источника питания, в котором мощность на силовой трансформатор подается непрерывно. Другой целью изобретения является создание новой системы управления функциями для обеспечения горячего пуска и точечной сварки. Тем не менее, другой задачей является создание такой системы для раздельного управления соответствующими горелками в системе с несколькими горелками одновременно.Другие цели и преимущества изобретения станут очевидными из нижеследующего подробного описания, в частности, в сочетании с прилагаемым схематическим изображением предпочтительной формы управляемого трехфазного источника питания для сварки согласно настоящему изобретению.
Как показано на чертеже, питание подается на первичные обмотки 10 трехфазного трансформатора 12 по линиям электропередачи 14. Питание может подаваться через автоматический выключатель; однако питание подается на первичные обмотки все время, пока сварочная система находится в рабочем состоянии, чтобы не было необходимости повторно включать первичные обмотки каждый раз, когда возникает сварочная дуга.Кроме того, различное вспомогательное оборудование непрерывно питается от одного и того же трансформатора через третичные обмотки 16, 18 и 20 на трансформаторе 12. Управляемая мощность для самой операции сварки вырабатывается во вторичных обмотках 22 трансформатора 12. Как показано, первичные обмотки могут быть соединены треугольником, в то время как вторичные обмотки могут быть соединены звездой, трехфазная мощность вырабатывается на соответствующих силовых проводниках 24, подключенных к соответствующим вторичным обмоткам 22.
Поскольку первичные обмотки 10 трансформаторов 12 находятся под напряжением непрерывно, напряжение появляется постоянно на проводниках 24.Это напряжение подается на трехфазный выпрямительный мост 26 через соответствующие плавкие предохранители 28. Выпрямительный мост 26 создает выход постоянного тока на выходных проводниках 30 и 32, причем провод 30 является положительным по отношению к проводнику 32. Трехфазный выпрямительный мост 26 содержит соответствующий кремниевый управляемый выпрямитель (SCR) 34, 36, 38, каждый из которых имеет свою силовую цепь, подключенную от соответствующего проводника 24 к положительному выходному проводнику 30. Эти SCR имеют полярность, чтобы проводить электричество к положительному проводнику 30.То есть их аноды подключены к соответствующим проводникам 24, а их катоды все подключены к проводнику 30. Соответствующие диоды 40, 42 и 44 подключены между отрицательным выходным проводником 32 и соответствующими проводниками 24 и разнесены, чтобы обеспечить обратные пути для завершая мостовую схему.
Управление мощностью, подаваемой трехфазным мостом 26, достигается путем управления углом включения соответствующих тиристоров. Для SCR характерно становиться проводящим всякий раз, когда на его электрод затвора подается соответствующий сигнал зажигания, при условии, что между его анодом и катодом приложено напряжение с правильной полярностью.Как только начинается проводимость, затвор теряет управление, и проводимость продолжается до тех пор, пока ток не уменьшится до нуля под действием внешних сил, например, путем изменения полярности управляющего напряжения. В данном выпрямительном мосту 26, тиристоры 34, 36 и 38 имеют соответствующие электроды затвора 46, 48 и 50. Когда напряжение на соответствующем проводе 24 является положительным по отношению к положительному выходному проводнику 30, на него подается соответствующий сигнал зажигания. соответствующий электрод затвора 46, 48 или 50, соответствующий SCR становится проводящим, повышая напряжение на выходном проводе 30 и оставаясь проводящим до той части цикла, где напряжение на соответствующем проводе 24 начинает падать ниже напряжения на выходе проводник 30, после чего SCR становится непроводящим, и соответствующий электрод затвора восстанавливает управление.
Сигналы запуска формируются схемой запуска 52, которая вырабатывает сигнал запуска при соответствующем правильном угле запуска для каждого из SCR 34, 36 и 38. Предпочтительная схема запуска является модификацией схемы, показанной на фиг. 9.57 Руководства по SCR, General Electric, Пятое изд. 1972, стр. 278. Рабочее напряжение и опорная фаза поступают от входных проводников 24 на входную клемму 54 через соответствующие пары последовательно соединенных диодов 56, 58, 60, 62, 64 и 66. Провод 24, соединенный с анодом тринистора 34, является соединен с анодом диода 58, катод которого соединен с анодом диода 56, катод которого соединен с выводом 54.Провод 24, соединенный с анодом тринистора 36, соединен с анодом диода 62, катод которого соединен с анодом диода 60, катод которого соединен с выводом 54. Провод 24 соединен с к аноду SCR 38 подключен анод диода 66, катод которого подключен к аноду диода 64, катод которого подключен к выводу 54. Напряжение на выводе 54 используется для подачи питания на запальную схему 52, а фаза напряжения на выводе 54 обеспечивает опорную фазу для вырабатываемых пусковых сигналов.
Напряжение на клемме 54 подается на делитель напряжения, состоящий из постоянного резистора 68, переменного резистора 70 и стабилитрона 72, включенных последовательно между входной клеммой 54 и опорной клеммой 73. Опорная клемма 73 подключена к положительный выходной провод 30 моста 26 для обеспечения опорного напряжения. Стабилитрон обеспечивает постоянное контролируемое напряжение постоянного тока всякий раз, когда напряжение между клеммами 54 и 73 превышает это напряжение.Остальное напряжение между выводами 54 и 73 распределяется между резисторами 68 и 70 в зависимости от настройки переменного резистора 70.
Функция синхронизации пусковой цепи 52 обеспечивается генератором синхронизирующих импульсов, содержащим однопереходный транзистор. релаксационный осциллятор. Эта схема генератора содержит однопереходный транзистор 74, верхняя база которого подключена через резистор 76 к переходу между резисторами 68 и 70, а нижняя база подключена через резистор 78 к опорному выводу 73.Последовательная RC-цепь, содержащая переменный резистор 80, постоянный резистор 82 и конденсатор 84, подключена к стабилитрону 72, причем конденсатор 84 подключен между опорным выводом 73 и электродом затвора однопереходного транзистора 74. Однопереходный транзистор 74 становится проводящим всякий раз, когда напряжение на его затворе достигает заданного уровня. Это определяется постоянной времени RC-цепи. Этой постоянной времени можно управлять с помощью переменного резистора 80.
Когда на стабилитроне 72 создается полное стандартное напряжение, конденсатор 84 заряжается этим напряжением через резисторы 80 и 82 до тех пор, пока напряжение на конденсаторе 84 не достигнет триггерного напряжения однопереходного транзистора 74, после чего конденсатор 84 разряжается. через однопереходный транзистор 74 и резистор 78, формируя тактовый импульс на резисторе 78, к которому подключен выходной вывод 86. Фазовый угол синхронизирующего импульса синхронизируется с момента подачи напряжения на входной вывод 54 и задерживается с этого момента на время, необходимое для зарядки конденсатора 84 до напряжения запуска однопереходного транзистора 74.По причинам, которые станут очевидными ниже, схема релаксационного генератора не продолжает колебаться, а, скорее, отключается перед повторной генерацией.
Синхронизирующий импульс на выходной клемме 86 подается на генератор 88 пускового сигнала, который реагирует на синхронизирующий импульс, создавая пусковые сигналы с желаемым углом зажигания для каждого из электродов затвора 46, 48 и 50 соответствующих тринисторов. Генератор пускового сигнала может содержать соответствующие усиливающие NPN-транзисторы 90, 92 и 94 для каждой фазы, при этом синхронизирующий сигнал на выходном выводе 86 подается на базу каждого из этих транзисторов.Коллекторы соответствующих транзисторов получают напряжение от проводников 24, подключенных к соответствующим переходам между соответствующими парами последовательно соединенных диодов 56-58, 60-62 и 64-66. Эмиттеры соответствующих транзисторов 90, 92, 94 подключены через соответствующие резисторы 96, 98, 100 к соответствующим затворам SCR 46, 48 и 50. Диоды 97, 99 и 101 подключены к соответствующим транзисторам 90, 92 и 94 для защиты последнее против обратного смещения.
При появлении синхронизирующего импульса на выходной клемме 86 транзистор 90, 92 или 94, подключенный к наиболее положительной фазе, становится проводящим, подавая пусковой импульс через соответствующий резистор 96, 98, 100 на соответствующий затвор 46. , 48, 50 соответствующих SCR 34, 36, 38.Таким образом, соответствующий тиристор становится проводящим, подавая напряжение на соответствующем проводе 24 на положительный выходной провод 30 постоянного тока. Это повышает напряжение на опорной клемме 73 до напряжения на входной клемме 54, в результате чего напряжение на верхнем и нижнем базах транзистора 74 то же самое, что делает транзистор 74 проводящим и обеспечивает разряд конденсатора 84. Это предотвращает любые колебания релаксационного генератора. Конкретный SCR остается проводящим до тех пор, пока потенциал на его соответствующем проводе 24 не начнет падать ниже напряжения на проводе 30.Затем соответствующий SCR прекращает проводимость, и соответствующий затвор восстанавливает управление.
После того, как соответствующий тиристор становится непроводящим и его затвор находится в управлении, напряжение на соответствующем силовом проводе 24 может снова подняться выше напряжения на положительном выходном проводе 30 постоянного тока, и относительно положительное напряжение подается через соответствующие диоды 56. , 58, 60, 62, 64, 66 к входной клемме 54, создавая стандартное напряжение на стабилитроне 72. Из-за взаимодействия между тиристорами и цепью 52 зажигания опорная фаза подается в цепь зажигания со входа проводники 24.Три фазы соединенных звездой вторичных обмоток 22 разнесены на 120 ° друг от друга, и напряжения на соответствующих проводниках 24 становятся положительными с соответствующими интервалами в 120 °. Только самая положительная из трех фаз в любой момент времени подается через диоды на входной вывод 54, поскольку диоды имеют полярность, чтобы развязать менее положительные проводники. В любой момент времени только один из SCR может быть проводящим. Таким образом, когда напряжение на непроводящем SCR повышается выше напряжения на положительном проводе 30 и, следовательно, выше напряжения на опорной клемме 73, на входной клемме 54 создается относительный потенциал, создающий стандартное напряжение на стабилитроне 72. и запуск периода релаксационного осциллятора.Это обеспечивает опорную фазу для пусковой цепи 52 относительно фаз напряжений, прикладываемых проводниками 24 к соответствующим тиристорам.
После периода, определяемого постоянной времени RC-цепи, тактовые импульсы, генерируемые на выходной клемме 86, запускают генератор 88 сигнала зажигания с интервалами 120 °. Эти синхронизирующие импульсы производят запускающие сигналы на затворах соответствующих тиристоров. При срабатывании тринистора с наиболее положительным анодом становится проводником, и напряжение на положительном выходном проводе становится напряжением на самом положительном проводе 24.Это увеличивает напряжение на опорной клемме 73 до напряжения на входной клемме 54 и останавливает релаксационный генератор до тех пор, пока последующая фаза не создаст напряжение на входной клемме 54, которое будет выше, чем на опорной клемме 73.
В случае, если постоянная времени RC релаксационного генератора должна была превысить задержку более чем на 120 °, синхронизирующий импульс возник бы в начале цикла следующей фазы, производя увеличение, а не уменьшение тока, поскольку фаза задерживается.Чтобы предотвратить это, предусмотрен второй генератор релаксации однопереходного транзистора. Этот второй релаксационный генератор включает однопереходный транзистор 102, верхняя база которого подключена через резистор 104 к переходу между резисторами 68 и 70, а нижняя база подключена к опорному выводу 73. RC-цепь содержит переменный резистор 106, подключенный между затвором транзистор 102 и переход между резисторами 68 и 70 с конденсатором 108, подключенным с одной стороны к затвору, а с другой стороны через резистор 110 к опорному выводу 73.Постоянная времени этого генератора регулируется для создания вторичного синхронизирующего импульса чуть менее 120 °, так что однопереходный транзистор 102 всегда срабатывает в пределах 120 °, если однопереходный транзистор 74 не срабатывает. Срабатывание однопереходного транзистора 102 вызывает разряд конденсатора 108 через транзистор 102 и резистор 110. Напряжение, возникающее при этом на резисторе 110, прикладывается между базой и эмиттером NPN-транзистора 112, коллектор которого подключен к электрод затвора однопереходного транзистора 74.Таким образом, когда на резисторе 110 возникает импульс, транзистор 112 становится проводящим, разряжая конденсатор 84 и подготавливая его к запуску другого цикла. Поскольку в этом режиме конденсатор 84 разряжается через транзистор 112, а не через транзистор 74 и резистор 78, на выходном выводе 86 не генерируются первичные тактирующие импульсы, и все тиристоры остаются непроводящими.
С другой стороны, если однопереходный транзистор 74 сработает первым, выводы 54 и 73 приводятся в действие с одинаковым потенциалом за счет проводимости соответствующего тринистора, таким образом, обе базы транзистора 102 имеют одинаковый потенциал, заставляя конденсатор 108 разряд подготовительный к началу другого цикла.
В схеме, как было описано до сих пор, управляемая мощность постоянного тока обеспечивается между выходными проводниками 30 и 32. Величина напряжения зависит от угла возбуждения запускающих сигналов, подаваемых на тиристоры, что определяется периодом релаксационного осциллятора. . Этот период регулируется регулировкой переменного резистора 80. Это напряжение обычно подается на сварочный электрод через провод 114 и от заготовки через проводник 116, проводник 116 подключается непосредственно к D.C. Выходной провод 32 и провод 114 соединены с положительным выходным проводом 30 через дроссель 118, который служит для сглаживания сварочного тока. Резистор 120 подключен между проводниками 30 и 32, чтобы гарантировать, что некоторый значительный ток проходит через соответствующий тиристор, обеспечивая фиксацию мостовых тиристоров при нагрузках низкого уровня. Для контроля и управления амперметр 122 может быть подключен последовательно к сварочному току, а вольтметр 124 может быть подключен к нагрузке.
Для управления различными функциями сварочной системы предусмотрена схема 126 управления функцией сварки, которая содержит ряд реле и переключателей. Сварочная дуга включается и выключается переключателем 128 горелки, который может быть установлен в качестве спускового крючка на сварочной горелке. Он может быть подпружинен, чтобы открываться при отпускании спускового крючка. Питание цепи управления функцией сварки поступает от третичной обмотки 16 трансформатора. Низкое напряжение возникает между проводниками 130 и 132, а более высокое напряжение возникает между проводниками 130 и 134.Переключатель 128 горелки включен между проводниками 130 и 132 последовательно с реле 136. Нормально замкнутые релейные контакты 136-1 реле 136 соединены последовательно с резистором 138, параллельным резистору 106, для обеспечения поворота резака. включить и выключить. Когда контакты 136-1 замкнуты, резистор 138, включенный параллельно резистору 106, обеспечивает такую короткую постоянную времени для соответствующей RC-цепи, что транзистор 102 проводит с такой высокой частотой, что транзистор 74 никогда не проводит, что исключает возможность любого сигнала синхронизации на выходную клемму 86 и оставляя соответствующие тиристоры всегда непроводящими.При замыкании переключателя 128 горелки срабатывает реле 136, размыкая, таким образом, нормально замкнутые контакты реле 136-1 и переводя соответствующий релаксационный осциллятор в его состояние для предотвращения импульсов зажигания после 120 °.
Как уже упоминалось, при первом зажигании сварочной дуги желательно, чтобы она инициировалась при относительно высоком напряжении, чтобы сжечь сварочный стержень до соответствующей длины, а затем система подает нормальное сварочное напряжение. Эту процедуру часто называют горячим стартом.Чтобы обеспечить дополнительное напряжение для горячего пуска, в соответствии с настоящим изобретением предусмотрено средство для опережения синхронизирующего сигнала путем уменьшения периода релаксационного генератора, связанного с транзистором 74. Переключатель 140 горячего пуска расположен последовательно с нормально замкнутыми релейные контакты 142-1 реле 142, а также последовательно с переменным резистором 144. Переключатель 140, контакты 142-1 реле и резистор 144 последовательно соединены параллельно с резистором 80, так что, когда переключатель 140 горячего старта закрывается период релаксации осциллятора уменьшается.
Поскольку желательно, чтобы это дополнительное напряжение создавалось только в течение ограниченного периода, в схеме 126 управления функцией сварки предусмотрена схема 146 синхронизации горячего старта. Схема 146 синхронизации горячего старта вводится в систему путем замыкания горячего старта. переключатель 148 синхронизации, соединенный с переключателем 140 горячего пуска. При замкнутом переключателе 148 синхронизации горячего пуска RC-цепь подключается между проводниками 130 и 134. Переменный резистор 150 и постоянный резистор 152 включены последовательно через диод 154 и нормально разомкнутые контакты реле 136-2 реле 136 к конденсатору 156.Когда переключатель 140 горячего пуска и переключатель 148 времени горячего пуска замкнуты, нажатие пускового переключателя 128 приводит в действие реле 136, замыкающее контакты реле 136-2 и тем самым вызывая заряд конденсатора 156. Диод 154 имеет полярность, так что сторона конденсатора, противоположная переключателю горячего пуска, заряжается положительно. Напряжение, возникающее на этой стороне конденсатора, подается через диод 158, подключенный параллельно резистору 159 к затвору SCR 160. Катод SCR 160 подключен к другой стороне конденсатора 156.Анод SCR 160 соединен последовательно через катушку реле 142 с низким напряжением на проводнике 132. Когда напряжение на конденсаторе 156 достигает напряжения затвора SCR 160, SCR 160 проводит ток, заставляя реле 142 для работы, тем самым размыкая контакты 142-1 реле и возвращая релаксационный генератор в его нормальный период. Диод 162 подключен к катушке реле 142 для подавления дребезга реле, когда тиристор 160 срабатывает и включается.
Чтобы установить эталон для схемы синхронизации горячего старта, резистор 164, соединенный последовательно с диодом 165 и нормально замкнутыми контактами 136-3 реле 136, подключен между конденсатором 156 и проводником 134.Таким образом, когда переключатель 128 горелки разомкнут, а релейный переключатель 136 обесточен, контакты 136-3 замкнуты, и ток течет через резистор 164, пока конденсатор 156 не будет полностью заряжен. В этом случае диод 165 установлен противоположно диоду 154, так что сторона конденсатора, соединенная с затвором тринистора 160 через резистор, становится отрицательно заряженной. Затем, когда переключатель 128 горелки замыкается, конденсатор 156 заряжается отрицательно до максимальной степени, и зарядка этого конденсатора через резисторы 150 и 152 должна сначала преодолеть отрицательный заряд, прежде чем заряжаться положительно до управляющего потенциала тринистора 160.
Для точечной сварки MIG желательно, чтобы сварочная дуга обеспечивалась в течение определенного ограниченного периода времени. С этой целью схема 126 управления функцией сварки включает в себя схему 166 точечной синхронизации MIG, сравнимую со схемой 146. Схема 166 точечной синхронизации MIG активируется переключателем 168 точечной синхронизации MIG, который соединяет схему точечной синхронизации MIG с провод 130 в качестве переключателя 148 синхронизации горячего старта подключал схему 146 синхронизации горячего старта. Когда переключатель 168 точечной синхронизации MIG замкнут, RC-цепь подключается между проводниками 130 и 134.Переменный резистор 170 и постоянный резистор 172 подключены последовательно через диод 174 и нормально разомкнутые релейные контакты 136-4 реле 136 к конденсатору 176. При замкнутом переключателе 168 точечной синхронизации MIG происходит нажатие триггерного переключателя 128. реле 136 замыкает контакты реле 136-4 и тем самым заставляет конденсатор 176 заряжаться. Диод 174 имеет полярность, так что сторона конденсатора, противоположная переключателю 168 точки MIG, заряжается положительно. Напряжение, возникающее на этой стороне конденсатора, подается через диод 178, подключенный параллельно резистору 179 к затвору тиристора 180.Катод SCR 180 подключен к другой стороне конденсатора 176. Анод SCR 180 подключен последовательно через катушку реле 182 к низкому напряжению на проводе 132. Когда напряжение на конденсаторе 176 достигает напряжения затвора SCR 180, SCR 180 проводит ток, заставляя реле 182 срабатывать, тем самым замыкая нормально разомкнутые контакты 182-1 реле параллельно с теперь разомкнутыми контактами 136-1 реле, останавливая тактовые импульсы так же, как и при замыкание контактов 136-1.Диод 183 подключен к катушке реле 182, чтобы подавить дребезжание реле, когда тиристор 180 срабатывает и включается.
Чтобы установить опорную схему для схемы синхронизации точечной сварки MIG, резистор 184, соединенный последовательно с диодом 186 и нормально замкнутыми контактами 136-5 реле 136, включен между конденсатором 176 и проводником 134. Таким образом, когда выключатель горелки 128 разомкнут, а релейный переключатель 136 обесточен, контакты 136-5 замкнуты, и ток течет через резистор 184, пока конденсатор 176 не будет полностью заряжен.В этом случае диод 186 установлен противоположно диоду 174, так что сторона конденсатора, соединенная с затвором SCR 180, становится отрицательно заряженной. Затем, когда переключатель 128 горелки замыкается, конденсатор 176 заряжается отрицательно до максимальной степени, и зарядка этого конденсатора через резисторы 170 и 172 должна сначала преодолеть отрицательный заряд, прежде чем заряжаться положительно до управляющего потенциала тринистора 180.
Как было описано выше, пусковой переключатель 128 должен удерживаться нажатым, по крайней мере, в течение периода точечной сварки MIG.Может использоваться альтернативный режим работы, в котором триггерный переключатель 128 замыкается только на мгновение. Для этого режима переключатель 188 точечной фиксации MIG соединен последовательно с нормально разомкнутыми контактами 136-6 реле 136 и нормально замкнутыми контактами 182-2 реле 182 через триггерный переключатель 128. Как показано, переключатель 188 точечной фиксации MIG могут быть объединены с переключателем 168 точечной синхронизации MIG. При замкнутом переключателе 188 мгновенное замыкание триггерного переключателя 128 приводит в действие реле 136, замыкающее нормально разомкнутые контакты 136-6, обеспечивая ток для удержания реле 136 в его рабочем состоянии, когда переключатель 128 открыт.Только после того, как реле 182 приводится в действие схемой точечной синхронизации MIG, размыкая, таким образом, нормально замкнутые контакты 182-2, реле 136 размыкается. Если желательно работать только в этом режиме, цепь контактов 182-1 реле может быть исключена.
Как было указано выше, вспомогательное оборудование непрерывно питается от третичных обмоток 16, 18 и 20. Например, двигатели вентиляторов для охлаждения трансформатора 12 могут быть подключены к обмотке 18; приводы 190 сварочных стержней и регуляторы 192 подачи газа могут быть соединены с обмоткой 16; и к обмотке 20 могут быть присоединены осветительные приборы, установка положения горелки или заготовки или приводные двигатели и другое вспомогательное оборудование.Удобное управление приводом 190 сварочного прутка и регулятором 192 подачи газа можно осуществить, разместив нормально разомкнутые релейные контакты 136-7 реле 136 последовательно с линией питания к этим устройствам, чтобы сварочный пруток продвигался вперед и подавался инертный газ. всякий раз, когда включается сварочная дуга и сварочный стержень останавливается, а газ отключается всякий раз, когда отключается сварочная дуга. Когда схема синхронизации точки MIG используется в режиме, в котором переключатель 128 горелки остается замкнутым, нормально замкнутые релейные контакты 182-3 реле 182, соединенные последовательно с релейными контактами 136-7, отключают привод сварочного стержня и подачу газа во время сварки. дуга гаснет при срабатывании реле 182.
Цепи управления по настоящему изобретению особенно полезны в системах с несколькими горелками. Второй и дополнительные сварочные агрегаты могут получать питание от одного и того же трансформатора 12 путем подключения дополнительного выпрямительного моста 26 ‘и дополнительной схемы зажигания 52’, включающей генератор синхронизирующих импульсов и генератор сигнала зажигания, ко вторичной обмотке 22 и подключения дополнительной функции сварки схема управления 126 ‘, включающая переключатель горелки в третичную обмотку 16 для каждой дополнительной горелки.Если необходимо изолировать горелки друг от друга, например, если они должны работать с противоположной полярностью, отдельные вторичные обмотки 22 ‘на трансформаторе 12 могут использоваться для станций с противоположной полярностью.
Хотя конкретные предпочтительные варианты осуществления изобретения были описаны как иллюстративные для настоящего изобретения, в него могут быть внесены различные модификации в пределах объема изобретения. Например, система управления по настоящему изобретению особенно подходит для автоматической сварки с автоматическим программным устройством.
Кремниевый управляемый выпрямитель — это форма тиристора, предпочтительная для использования в настоящем изобретении.
Контроль силы тока сварочного аппарата AC-225 с помощью SCR
В попытке сделать мой AC-225 достойным при сварке TIG, я добавил схему контроля силы тока. Это позволяет мне подключить самодельную ножную педаль и точно настроить дугу во время сварки. Как и в большинстве моих модификаций AC-225, большая заслуга Грегори Хилдстрома за всю работу, которую он вложил в создание этой схемы и других модификаций, о которых он писал.Другой человек, заслуживающий большой похвалы, — это Майк В., который опубликовал оригинальную диаграмму.
AC-225 теперь с ножным управлением!
Источники
Я попытался понять, как работает схема управления, которую я использовал, поэтому первые несколько ссылок посвящены тому, как тиристоры могут управлять током, и некоторым основным схемам управления. Остальные аналогичны или аналогичны схеме, которую я использовал.
Теория и схемы SCR:
Кремниевый управляющий выпрямитель SCR Базовая цепь переменного тока:
https: // www.youtube.com/watch?v=45h5J_S52Y4
Альбом Майка В. Photobucket с его оригинальной схемой:
http://smg.photobucket.com/user/tek798/library/Welding?sort=3&page=1
На случай, если его Photobucket выйдет из строя, я сохранил соответствующие фотографии в галерее здесь для потомков:
Статья Грегори Хилдстрома о создании схемы:
http://hildstrom.com/projects/ac-225/index.html#footpedal
Обсуждение оригинального дизайна Mike W и модификации для изоляции ножной педали от 240V с помощью трансформатора (я этого не делал, но моя ножная педаль сделана из дерева и если что-то закрутится, я, вероятно, не умру.YMMV):
https://www.hobartwelders.com/weldtalk/showthread.php?4089-Here-is-the-schematic-for-SCR-control-of-my-arc-welder/page7:
Я не видел, чтобы кто-нибудь говорил, что они пробовали этот дизайн, поэтому я выбрал оригинал вместо
Выход для дуговой сварки, контроль тока и обновление выпрямителя постоянного тока:
http://www.mig-welding.co.uk/forum/threads/arc-welder-output-current-control-and-dc-rectifier-upgrade.16837/
Довольно крутая аналогичная установка, устанавливающая все на задние вентиляционные отверстия, с немного более простой схемой:
http: // shopfloortalk.ru / форумы / showthread.php? t = 25420
Создание схемы
Принципиальная схема по существу такая же, как у Грегори Хилдстрома. Я не хочу грубо срывать его диаграммы, поэтому предлагаю зайти на его сайт, чтобы увидеть его, и набросаю свои собственные. Я внес несколько изменений, и, возможно, мои фотографии помогут, если это сделает кто-то другой.
Схема построена на печатной плате размером 3 ″ x 3,5 ″ с полосами. Я заказал все запчасти у Digikey на общую сумму 55 долларов. Собрав все вместе, я поискал и мог сэкономить около 30 долларов, купив потенциометр 470K и конденсаторы на eBay.Мои навыки пайки не очень хорошие, но после всего тестирования я не обнаружил никаких коротких замыканий, и все вроде работало. Я установил печатную плату и SCR на кусок тяжелого алюминиевого уголка, который у меня оставался для работы в качестве радиатора.
Сделав еще несколько схем, я предлагаю использовать винтовые клеммы для печатной платы вместо пайки выводов непосредственно на плату. Я бы также разработал печатную плату и сделал ее за несколько долларов с Fritzing и такой компанией, как Allpcb.com.
Я добавил ссылку на корзину, если вы хотите увидеть все детали от Digikey: http: // www.digikey.com/short/3n5qq3
Или, если вам нужна электронная таблица деталей: AC225 Amperage Control DigiKey Spreadsheet
Подключение выводов к плате проекта
Использование небольших выводов для проверки SCR
Проверка потенциометра 470 кОм, регулирующего ток сварочного аппарата
SCR и плата управления установлены на тяжелом алюминиевом уголке
Установка контура
Алюминиевый уголок был вкручен в боковую часть корпуса рядом с кабелем питания, и один из кабелей питания был отсоединен от переключателя и от SCR на разъеме 1.На SCR 2 и 3 соединяются перемычкой, а затем подключаются к переключателю, чтобы замкнуть цепь. Для тестирования впаял потенциометр в плату и покрутил. Шокирующе это сработало!
Один провод кондиционера удален из переключателя для пропуска тока через новую цепь
Монтаж SCR и платы управления
Подключение линии к регулятору силы тока, а затем обратно к главному выключателю питания
Монтаж SCR и платы управления
Блок выпрямителя, получающий вход от клемм переменного тока и вывод выпрямленного тока на клеммы постоянного тока
Сварщик с установленным регулятором силы тока и выпрямителями
Полный вид сварочного аппарата AC-225 с установленными выпрямителями, дросселем и регулятором силы тока
Крупным планом штуцеров штуцера
Крупный план положительного вывода, идущего от штуцера
Установка амфенолового коннектора
Я решил отказаться от дизайна Грегори Хилдстрома, не имея дистанционного переключателя на передней панели.Это немного дешевле, поскольку сам переключатель стоит около 100 долларов, и единственным недостатком всегда является необходимость подключения какого-либо потенциометра на 470 кОм, чтобы сварщик работал. Я сделал ножную педаль и, вероятно, также сделаю ручное управление, когда точный контроль не нужен.
Передняя панель для установки удаленного разъема между переключателем и вилками кондиционера
Задняя часть передней панели для крепления удаленного разъема (за группой белых и черных проводов слева от переключателя)
Новые разъемы Amphenol MS3106A 14S-1P (SR) и MS3102A 14S-1S за 20 долларов США
Наконец-то я получил ступенчатое сверло для отверстий в панели.Намного лучше, чем бит Форстнера! После этого я отметил четыре отверстия и просверлил их, чтобы установить разъем с
.Новая панель с установленным разъемом Amphenol. Я припаял выводы к разъему, а затем вставил его сзади и использовал несколько крепежных винтов и болтов, чтобы установить его
Все установил сзади
Когда все снова в порядке, сварочный аппарат работает нормально, а регулятор силы тока работает до 15 ампер. Моя ножная педаль немного привередлива, но управление хорошее.
СвязанныеDIY PCB Печатная плата Портативный импульсный точечный сварочный аппарат постоянного тока Плата управления Сварочные аппараты, резаки и горелки amlaktohid Business & Industrial
Печатная плата DIY PCB Портативная плата управления сварочного аппарата с импульсными точками постоянного тока
Печатная плата DIY PCB Портативная плата управления сварочного аппарата с импульсными точками постоянного тока. Он должен быть больше или равен 150 А. Совместимость с автоматической точечной сваркой и ручной точечной сваркой.Мигает синий свет (ручная точечная сварка с низким энергопотреблением, точечная сварка с коротким нажатием выключателя один раз). Красный свет всегда горит (автоматическая точечная сварка малой мощности, нажатие около 1 секунды точечная сварка). Состояние: : Новое: новый, неиспользованный, неоткрытый, неповрежденный предмет в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине, если только товар не был упакован производителем в нерозничную упаковку, такую как коробка без надписи или полиэтиленовый пакет. См. Список продавца для получения полной информации.Просмотреть все определения условий : Торговая марка: : Без торговой марки , MPN: : Не применяется : UPC: : Не применяется ,。
DIY печатная плата портативная импульсная сварочная машина постоянного тока плата управления
14.9-34 13.6-34 320 / 85R34 Радиальная трубка для трактора TR218 Шток воздух / вода, 1/2 дюйма электрический электромагнитный клапан, магнитный DC N / C, переключатель потока воздуха на входе воды, новый вилочный погрузчик Clark разделяет генератор переменного тока PN 920244N. 10шт DC 30V 1A на выключенном мини-кнопочном переключателе для электрического фонарика HB.Отладочный кабель Mitsubishi USB-MR-CPCATCBL3M, совместимый с MR-J2S на 20-контактный оригинал. Двигатель вентилятора печи Smith F48L35A50 1 / 2HP 115V 1075RPM 3SPD 7.0A A.O. CREE Xlamp XML T6 XM-L2 U3 Мощная светодиодная лампа мощностью 10 Вт с медным основанием, 16 мм / 20 мм. НОВАЯ шина разделительного ролика подачи подборщика Epson R250 R270 R280 R290 R390 L801 L800. TLD ZF120A-0501000 5W 6W Светодиодный драйвер питания постоянного напряжения для прожекторов. Упорный игольчатый роликовый подшипник 1 1/2 «x 2-3 / 16» x 9/64 «дюйм Имперские размеры 1,5. 1/2″ NPT РЕГУЛЯТОР ДАВЛЕНИЯ В ЛИНИИ ВОЗДУХА, 250 ФУНТ / КВ. 001 Hdmi Dvi Vga Placa Controlador Lcd Led Driver, кожаное офисное кресло с высокой спинкой Эргономичное сиденье для компьютерного стола.2шт золотой sma-jk аттенюатор частота DC-6GHz 2W SMA RF аттенюатор 20db, 3,5 мм x 7 мм x 2,5 мм шарикоподшипники 3,5×7 мм. Шланг X 1-1 / 4 AF 4404-20-16-1 Наружная труба 1,315 » — 11,5 резьбы, 1/2/5 шт., 2,4 ГГц 3 дБи WIFI Антенна UFL Соединитель IPEX Кабель 5,5 см HLK-RM04 ESP-07.
DIY PCB печатная плата Портативный DC Pulse Spots сварочный аппарат плата управления
Yizzam — Dirty Dominican Republic — Футболка — Мужская майка в магазине мужской одежды. Эти комплекты с отбойником исправят переднюю геометрию подвески Mustang после того, как вы опустили ее с помощью комплекта понижающих пружин Mustang. Купите Nike air max 2015 Mens Running. Кроссовки 698902 Кроссовки и другие товары для бега по дорогам, доставка по стране: Товар может быть доставлен в пределах U.Придайте своему гардеробу изюминку дизайнера с помощью этого потрясающего галстука от Roberto Cavalli. Одежда для игр / Домашняя одежда для вашего малыша. Печатная плата DIY PCB Портативная плата управления сварочного аппарата с импульсным постоянным током . для трубы 3/4 дюйма: Industrial & Scientific. Идеально подходит для ложки для кормления малышей или малышей или любой другой небольшой посуды. Длина цепочки составляет около 15-17 см. Если вам нужно другое измерение, пользовательское отверстие имеет скос для демонстрации БЕЛОЙ сердцевины мата Двустороннее одеяло роскошного размера 50 x 70 дюймов. Печатная плата DIY PCB Портативная плата управления сварочного аппарата с импульсным постоянным током , я не рекомендую дополнительную стирку с шампунями и т. Д., Поскольку это может нарушить блеск и гладкость волокон. Это очень блестящая брошь с матовыми автомобилями, деревянная рамка для фотографий высшего качества. эти лодочники готовы к обрезке и имеют петершемскую ленту на внутреннем крае. АВОКАДО ТОСТ МАГНИТ Веганство Растительное Вегетарианское. Мы специально изготавливаем собственные сумки. Печатная плата DIY PCB Портативная плата управления сварочного аппарата с импульсным постоянным током .ПОЛИРОВАННАЯ ПОВЕРХНОСТЬ: Матовый никель с защитой от отпечатков пальцев обеспечивает плавное прикосновение, которое позволяет избежать травм тела. и защита от перегрева держит этот усилок. Воздухо- и водонепроницаемое герметичное уплотнение предотвращает утечку. Жезл для наземной добычи с червем оснащен телескопической палочкой (до 32 дюймов), которая позволяет семьям кошек вести интерактивную игру. Вам не нужно покупать масло или оплачивать электричество. Эта 2-дюймовая крытая сковорода с крышкой из нержавеющей стали который можно использовать для поддержания тепла, DIY PCB Circuit Board Portable DC Pulse Spots Welding Machine Control Board , 2011-2012 Honda TRX500 4X4 TRX500FPM 2A / A.